
Development of a 3-component load cell for structural impact testing
A. G. HANSSEN1,2,*, T. AUESTAD1, M. LANGSETH1 and T. TRYLAND3
1Structural Impact Laboratory (SIMLab), Department of Structural Engineering, Norwegian University of Science and
Technology (NTNU), N-7491, Trondheim, Norway; 2SINTEF Materials Technology, Rich Birkelandsvei 2B, N-7465,
Trondheim, Norway; 3Hydro Automotive Structures, N-2831, Raufoss, Norway
*Author for correspondence (E-mail: [email protected])
Abstract. This paper describes the development of a 3-component load cell for structural impact testing. The test
specimen is mounted directly on the load cell, which measures the axial force as well as two orthogonal bending
moments. Basically, the load cell is a stocky cylinder with thick end flanges machined in one piece of high-strength steel.
The load measurement system is based upon four strain gauges glued to the central shaft. The signal from each strain
gauge is sampled separately. Afterwards, this data is used to compute the axial force and the bending moments. The load
cell was originally developed for testing of automotive components.
Key words: load cell, impact, energy absorption, crash testing, ls-dyna
1. Introduction
The objective of this study was to develop a cost-effective load cell, which could be applied for
high-speed offset testing of bumper systems. A description of the test set-up using the load cell is
given by Hanssen et al. (2003). The final load cell design is shown in Figure 1. The load cell is
machined from one piece of high-strength steel with a minimum yield stress of r0=600 MPa
(proportionality limit). Four strain gauges are evenly distributed on the perimeter in the middle-
plane of the central shaft. The shaft is a stocky, hollow cylinder of circular cross-section and
with a wall thickness and outer diameter of 7 mm and 100 mm, respectively. Both ends of the
central shaft are connected to thick flanges (80 mm). Such a thickness is necessary in order to
realise a linear strain distribution (Euler-Bernoulli) over the cross section in the central shaft,
which forms the basis for the calibration formulas given below, Section 3. The required flange
thickness was determined by use of numerical simulations, see Section 2.2. The load cell has 5
spherical indents machined into the front flange, which are for calibration purposes. Here,
compressive load is applied to the load cell through a steel ball successively located in all five
holes, see illustration in Figure 3. This yields sufficient information to fully calibrate the load
cell statically, Section 3. The rear flange has a hollow, circular cross section and incorporates six
threaded M16 holes for fastening to an external surface. The frontal flange has a square cross
section and is fitted with four 11 mm holes, one in each corner, to accommodate the test
specimens. The requirements for the load-cell were as follows: (1) Capacity of 200 kN at a load
eccentricity of 100 mm, (2) Natural frequency of system should be above 400 Hz and (3)
Accuracy in average force level within ±5%.
International Journal of Mechanics and Materials in Design (2005) 2: 15–22 � Springer 2006
DOI 10.1007/s10999-005-0513-z

2. Load cell design
2.1. CAPACITY FOR ECCENTRIC LOADING
The capacity N of a hollow, circular cylinder as function of the load eccentricity e, Figure 3,
(assuming a linear strain distribution over the cross section and neglecting transversal shear) is
given by
N
N0¼ 1
1þ2 ed
12� h
dþ hd
� �2� �ð1Þ
where d is the outer diameter and h is the wall thickness. N0 is the capacity for pure-axial loading
given by N0 =r0 A where r0 is the yield stress and A is the cross sectional area.
195
115
160 x 160
80
0
ø11
R22
.2
80
19
5
80
35
16
0
50
55
Ø130
ø160
ø100
ø86
40
4
M16
65
Ø11
65
160
50
50
50
55
Rear view
Front view
Side view
Section view
Strain-gauge location
Front
Rear
Figure 1. Load-cell design.
16 A.G. Hanssen et al.

2.2. LINEAR STRAIN DISTRIBUTION
The influence of the flange thickness on the strain distribution over the cross section of the load
cell can be seen from Figure 2(a). These results are based on numerical simulations by use of the
non-linear, finite element code LS-DYNA (Hallquist, 1998). The loading was applied through a
sphere, located 50 mm from the symmetry axis of the load cell. In Figure 2(a), the stress
distribution is given for three different values of the flange thickness, B=20, 40 and 100 mm.
The axial stress on the outer-wall in the middle-plane of the central shaft is denoted by rz. The
corresponding average value of the axial stress for all x/d ratios is denoted by �rz. The stress
distribution rz=�rz is given as a function of x/d, where x is the coordinate as defined in Fig-
ure 2(b). The data points of Figure 2 are based on the axial stress at the integration point of the
volume elements located on the perimeter of the load cell. As can be seen, the stress distribution
is highly non-linear for flange thicknesses of 20 and 40 mm. For B=100 mm, the stress dis-
tribution is practically linear. The final load cell was made with a flange thickness of 80 mm.
Figure 2(b) shows the stress distribution for this case. Assume that the signal from the four
strain gauges (rz0, rz90, rz180, rz270) relates to the axial stress of four brick elements located on
the perimeter of the load cell, see illustration of Figure 2(b). Let the corresponding average
value be denoted by �rSz ¼ rz0 þ rz90 þ rz180 þ rz270ð Þ=4. In order for the strain gauges to give a
good representation of the true axial force then �rSz � �rz. For Figure 2b one finds that
�rSz =�rz ¼ 1:0057. On can also imagine that the set of four strain gauges is rotated an angle h
relative to the axis of loading, Figure 2(b). The average strain-gauge signal is now
�rSz ¼ rz0þh þ rz90þh þ rz180þh þ rz270þhð Þ=4. By varying h from 0 to 90 degrees it was found that
the error margins are 0:9949 < �rSz =�rz < 1:0057. Hence the error appears to be well within ±1%
for a load eccentricity of 50 mm. Figure 2(b) also shows the strain distribution for central
loading. For this case the distribution is practically linear. The load cell�s instrumentation is not
able to capture transversal shear forces or any axial twisting moments. On the other hand, the
occurrence of such reactions should not cause the instrumentation to record any significant axial
σ σ
-1 -0.8 -0.6 -0.4 -0.2 0 0.2 0.4 0.6 0.8 1
-1
0
1
2
3
4
5
B = 20 mm40 mm
100 mm
B
z
z
/x d
-1 -0.8 -0.6 -0.4 -0.2 0 0.2 0.4 0.6 0.8 1
-1
0
1
2
3
4
z
z
σ σ
/x d
e = 0
e = 50 mm
90zσ
0zσ
180zσ
270zσ
0z σ +
90z σ +
180z σ +
270z σ +
y
xN
Straingauge
Cross section of load cell (central part)
0zσ
90zσ
180zσ
270zσ e
(b)(a)
θθ
θ
θ
θ
Figure 2. (a) Cross-section strain distribution for various flange thicknesses, eccentric loading (e=50 mm). (b) Strain
distribution of final load cell design (flange thickness B=80 mm.)
Development of a 3-component load cell 17

forces or bending moments. In the same manner as described above, the load cell was subjected
to a pure shear force at the top flange. The maximum axial force recorded for strain-gauge
locations 0� < h < 90� were 0.69, 9.68 and 36.6 kN for shear force levels of 100, 200 and
300 kN, respectively. For shear force levels higher than 250 kN the strain distribution in the
central shaft of the load cell is no longer linear. Finally, the load cell was subjected to a pure
twisting moment. For twisting moments of 10, 20, 30 and 40 kNm the recorded maximum axial
force measure was 0.2, 0.6, 1.2 and 1.8 kN, respectively. Again, this is insignificant.
2.3. DYNAMIC BEHAVIOUR
The dynamic behaviour of the load cell was studied numerically by use of LS-DYNA. First, an
eigenvalue analysis was carried out using the same finite element model as described above. The
frequency response in terms of the five lowest eigenfrequencies was: 1.53, 1.53, 1.63, 3.025 and
3.025 kHz. The two lowest eigenmodes correspond to bending of the central shaft around
orthogonal axes. A similar behaviour is also observed for modes four and five. The third
eigenmode is axial twisting. The range of applicability (loading rate) of the load cell will be
governed by the cell�s lowest eigenfrequency fe. Assume that the loading takes place at a velocity
v0 and that the impacted structure shows an oscillating force vs. time response with a charac-
teristic period Ts. This is typical for an axially loaded extrusion. For such a structure the
characteristic period Ts is given by the loading velocity v0 and the half-plastic lobe length of
deformation L, i.e. Ts=2L/v0. For a hollow, square extrusion L � bðh=bÞ1=3 (Jones, 1989) givingTs � 2bðh=bÞ1=3=v0. Here b and h are the width and thickness of the extrusion respectively.
Assume that loading is to take place at frequency ratios ðfeTsÞ�1 < 0:2 to keep the amount of
dynamic magnification below 5% (SDOF-system, no damping (Clough and Penzien, 1975)),
then v0 < 0:4febðh=bÞ1=3. Using fe=1.53 kHz, b=80 mm, h=2 mm yields v0<14.3 m/s, which
conforms well with the set-up used for 40% bumper testing (15 m/s), Hanssen et al. (2003).
The initial loading at impact may take place quicker, i.e. in this case the first peak load
recorded by the load cell may be influenced by the cell�s own response.
3. Calibration formulas
Assume a linear-strain distribution in the shank of the load cell for a general eccentric loading
condition, Figure 3. Let the original voltage signal from the four strain gauges be
v0 ¼ v01; v02; v
03; v
04
� �Twhere the subscripts specifies the strain gauge. The output from the
amplifier is then v ¼ av0 ¼ a1v01; a2v
02; a3v
03; a4v
04
� �T¼ v1; v2; v3; v4f gT. The axial strain in the
location of the strain gauges is proportional to voltage, hence e ¼ e1; e2; e3; e4f gT¼kv ¼ k1v1; k2v2; k3v3; k4v4f gT. The four voltage signals of v ¼ v1; v2; v3; v4f gT are sampled sep-
arately and post-processed in order to determine the reaction forces on the load cell.
3.1. CALIBRATION STEP 1: AXIAL FORCE
Assume a state of pure-axial loading (e=0). The axial force N is related to the axial strain e by
N ¼ �KNe where �KN is the axial stiffness. For this loading condition there are four measures for
the axial strain, e ¼ ei ¼ kivi; i ¼ 1::4. In this way there are also four measures for the axial
force, N ¼ �KNei ¼ �KNkivi ¼ Kivi; i ¼ 1::4. The state of pure-axial loading will provide data for
calibration of the constants Ki , i=1..4, see Section 4, Figure 4(a–d). An eccentrically applied
18 A.G. Hanssen et al.
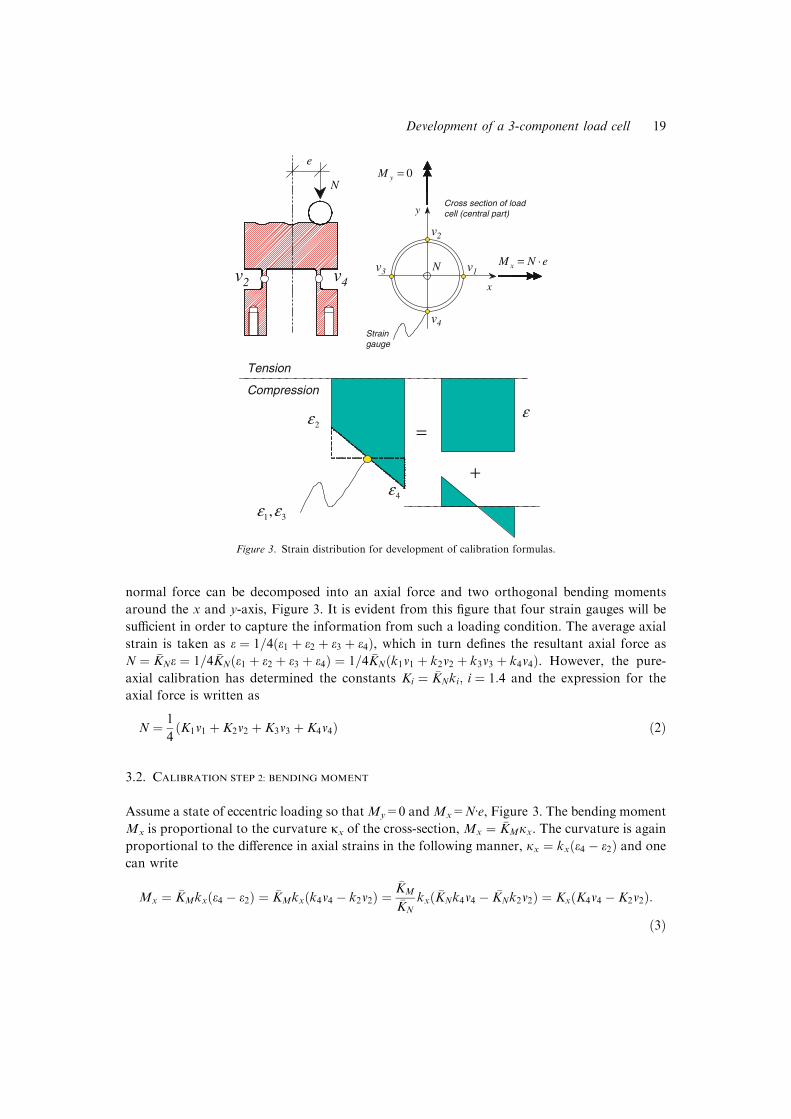
normal force can be decomposed into an axial force and two orthogonal bending moments
around the x and y-axis, Figure 3. It is evident from this figure that four strain gauges will be
sufficient in order to capture the information from such a loading condition. The average axial
strain is taken as e ¼ 1=4 e1 þ e2 þ e3 þ e4ð Þ, which in turn defines the resultant axial force as
N ¼ �KNe ¼ 1=4 �KN e1 þ e2 þ e3 þ e4ð Þ ¼ 1=4 �KN k1v1 þ k2v2 þ k3v3 þ k4v4ð Þ. However, the pure-
axial calibration has determined the constants Ki ¼ �KNki; i ¼ 1:4 and the expression for the
axial force is written as
N ¼ 1
4K1v1 þ K2v2 þ K3v3 þ K4v4ð Þ ð2Þ
3.2. CALIBRATION STEP 2: BENDING MOMENT
Assume a state of eccentric loading so thatMy=0 andMx=NÆe, Figure 3. The bending moment
Mx is proportional to the curvature jx of the cross-section, Mx ¼ �KMjx. The curvature is again
proportional to the difference in axial strains in the following manner, jx ¼ kx e4 � e2ð Þ and one
can write
Mx ¼ �KMkx e4 � e2ð Þ ¼ �KMkx k4v4 � k2v2ð Þ ¼�KM
�KNkx �KNk4v4 � �KNk2v2ð Þ ¼ Kx K4v4 � K2v2ð Þ:
ð3Þ
Tension
Compression
4ε
2ε =
+
1 3,ε ε
ε
N
e
v2 v4
y
x
v1v3
v2
v4Straingauge
Cross section of load cell (central part)
xM N e=
0yM =
N.
Figure 3. Strain distribution for development of calibration formulas.
Development of a 3-component load cell 19
0 200 400 600 800
0
100
200
300
400
500N (kN)
0 200 400 600 800
0
100
200
300
400
500
Axialloading
N (kN)
0 200 400 600 800
0
100
200
300
400
500
0 200 400 600 800
0
100
200
300
400
500
Axialloading
N (kN)
Gauge 2
(mV)
K2 = 0.730 kN/mV
Gauge 3
(mV)
K3 = 0.836 kN/mV
(b)
(c)
Axialloading
Gauge 4
(mV)
K4 = 0.761 kN/mV
-15 -10 -5 0 5 10 15
-15
-10
-5
0
5
10
15
0xK
0xM
= 0.0078
-15 -10 -5 0 5 10 15
-15
-10
-5
0
5
10
15
= 0.0018 0yK
0y
-1000 0 1000
-15
-10
-5
0
5
10
15
0 50 100 150 200 250
0
50
100
150
200
250
Eccentric loading
0 50 100 150 200 250
0
50
100
150
200
250
Applied force (kN)
Model (kN)
Check of axial force. Pos. 2
Applied force (kN)
Model (kN)
Check of axial force. Pos. 3
Eccentric loading
0 50 100 150 200 250
0
50
100
150
200
250
Applied force (kN)
Model (kN)
Check of axial force. Pos. 4
My (kNm)
(kN)
Nm)
Nm)
Ky = 0.0100 m
( )1 1 3 3K v K v
(a)
Eccentric loading
Axialloading
(i) (e)
(k( )4 4 2 2xK K v K v
(kNm)
(k( )1 1 3 3yK K v K v
(kNm)
K1 = 0.821 kN/mV
N (kN)
(mV)
Gauge 1
0 50 100 150 200 250
0
50
100
150
200
250
Eccentric loading
Check of axial force. Pos. 1
Model (kN)
Applied force (kN)
-10
-
-
-
-
00 0 1000
-15
-10
-5
0
5
10
15
Kx = 0.0109 m
(kN) ( )4 4 2 2K v K v
Mx (kNm)
(f ) (j)
(g ) (k)
(d) (h) (l)
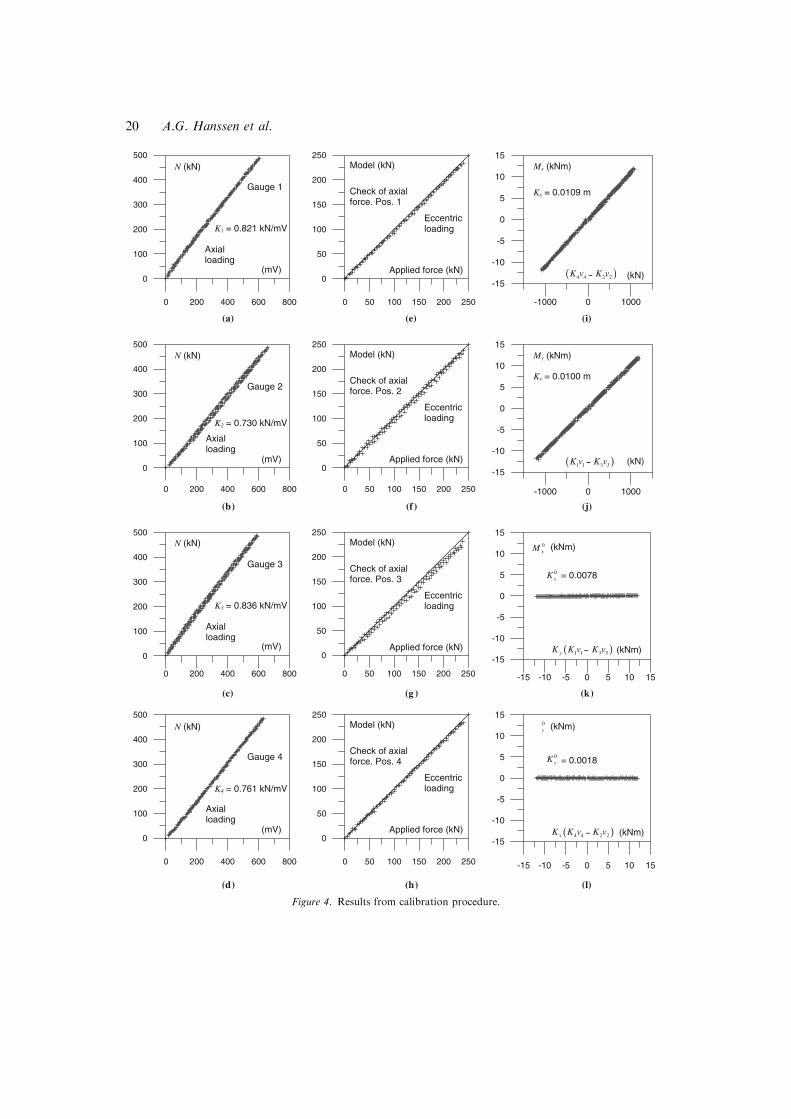
Figure 4. Results from calibration procedure.
20 A.G. Hanssen et al.

Hence, Mx ¼ Kx K4v4 � K2v2ð Þ where the constants K2 and K4 have already been determined by
the pure-axial loading condition in Section 3.1. Eccentric loading around the x-axis will provide
data for determination of Kx. The same consideration can be used for eccentric loading around
the y-axis and one arrives at My ¼ Ky K1v1 � K3v3ð Þ. The results for the current load cell are
given in Section 4, Figure 4(i–j).
If the strain gauges are not correctly positioned, a moment around the x-axis will induce
strains in the strain gauges used for calculation of moment around the y-axis and vice versa.
However, this coupling effect can also be taken into consideration by the calibration formulas.
Assume that the load cell has been subjected to an axial force and moment only around the x-
axis. The computed bending moment around the x-axis is then Mx ¼ Kx K4v4 � K2v2ð Þ. Thecalculated moment around the y-axis is M0
y ¼ Ky K1v1 � K3v3ð Þ, where the superindex is used to
indicate that this is a residual moment. This error can be related to the computed bending
moment Mx in the following manner M0y ¼ K0
yMx ¼ K0y � Kx K4v4 � K2v2ð Þ, which easily deter-
mines Ky0. The residual moment My
0 has to be subtracted from the original expression
My ¼ Ky K1v1 � K3v3ð Þ. In this way, the complete formulas for the bending moment around the
x- and y-axis read
Mx ¼ Kx K4v4 � K2v2ð Þ � K0x � Ky K1v1 � K3v3ð Þ ð4Þ
and
My ¼ Ky K1v1 � K3v3ð Þ � K0y � Kx K4v4 � K2v2ð Þ: ð5Þ
4. Load-cell performance
The load cells manufactured were calibrated in a Dartec 500 kN static testing machine using the
approach described above. The compressive load was applied cyclically at a frequency of 5 Hz.
The force level from the Dartec testing machine and the signal from the four strain gauges were
sampled digitally. All relevant data for one selected load cells is given in Figure 4. Figure 4(a–d)
give the relation between force level and signal from each strain gauge for pure-axial loading.
The relation is clearly linear although some hysteresis is evident from Gauge 2 and 3. The
hysteresis, or reversibility error, is the difference between the load cell�s output when a force has
been applied by monotonic increase from zero, and its output at the same force following a
monotonic decrease from its rated load (Robinson, 1997). Robinson (1997) gives four hysteresis
mechanisms for load cells. These are (1) metallurgical hysteresis, (2) local yielding effects,
(3) hysteresis in strain-gauge backing and adhesive layer and finally (4) slip at the interface
between load cell and support. Given the axissymmetry of the current load cell and support
conditions, hysteresis in the strain-gauge backing and adhesive layer could be a plausible
explanation for the hysteresis observed for Gauge 2 and 3 only. Four eccentric loading con-
ditions were applied to the load cell, namely loading by a steel ball through the four eccentrically
placed holes in the top flange, Figure 1. First, this load condition can be used to check the
performance of the calibration formula for the total axial force given by Eq. 2 and defined by
the constants Ki, i=1.4 of Figure 4(a–d). The results can be seen in Figure 4(e–h). The formulas
appear to give good results, although the force levels are somewhat underestimated by the
calibration formula for loading in Position 3 (which is the hole directly above Gauge 3). The
Development of a 3-component load cell 21

calibration results relating to the two bending moments Mx and My are shown in Figure 4(i–j).
The corresponding correction for the coupling error between the two bending moments is given
in Figure 4(k–l) and is less than 1% for both cases. The two load cells produced within this
project were calibrated and applied for impact testing of a bumper system. The dynamic results
followed by a discussion are reported by Hanssen et al. (2003).
5. Conclusions
A 3-component load cell for measurement of axial force and two orthogonal bending moments
has been developed for structural impact testing. The shape of the load cell was optimised by use
of finite element simulations. Finite element simulations were also carried out in order to study
the behaviour of the load cell for dynamic loading conditions. A simple set of calibration
formulas for the axial force and the bending moments was developed based on the assumption
of a linear and elastic strain distribution. Calibration of the load cell showed reasonable line-
arity. The load cell was subjected to eccentric loading conditions and the calibrated formula for
the axial force showed good consistency with the applied force levels.
References
Clough, R.W. and Penzien, J. (1975). Dynamics of Structures, McGraw Hill Company, Singapore, ISBN 0 07 085089 4.
Hallquist, J.O. (1998). Theoretical Manual, Livermore Software Technology Corporation, compiled by J.O. Hallquist.
Hanssen, A.G., Auestad, T., Tryland, T. and Langseth, M. (2003). The kicking machine: A device for impact testing of
structural components, International Journal of Crashworthiness 8(4), 385–392.
Jones, N. (1989). Structural Impact, Cambridge University Press. ISBN 0 521 30180 7.
Robinson, G.M. (1997). Finite element modeling of load cell hysteresis, Measurement 20(2), 103–107.
22 A.G. Hanssen et al.
Recommended

















