Powder Technology 235 (2013) 563–571
Contents lists available at SciVerse ScienceDirect
Powder Technology
j ourna l homepage: www.e lsev ie r .com/ locate /powtec
Design and construction of microcapsules containing rejuvenator for asphalt
Jun-Feng Su a,b,⁎, Erik Schlangen b, Jian Qiu c
a Institute of Materials Science & Chemical Engineering, Tianjin University of Commerce, Tianjin 300134, PR Chinab Department of Materials and Environment, Faculty of Civil Engineering & Geosciences, Delft University of Technology, 2628CN Delft, The Netherlandsc Section of Road and Railway Engineering, Faculty of Civil Engineering & Geosciences, Delft University of Technology, 2628CN Delft, The Netherlands
⁎ Corresponding author at: Institute of Materials ScieTianjin University of Commerce, Tianjin 300134, PR Chin
E-mail addresses: [email protected], j.su
0032-5910/$ – see front matter © 2012 Elsevier B.V. Allhttp://dx.doi.org/10.1016/j.powtec.2012.11.013
a b s t r a c t
a r t i c l e i n f oArticle history:Received 21 June 2012Received in revised form 6 November 2012Accepted 10 November 2012Available online 16 November 2012
Keywords:MicrocapsulesAsphaltSize distributionThermal stabilityNanoindentation
Microcapsules containing rejuvenator are a promising chemical powder product applied in asphalt concreteto prolong its service life. However, the size, thermal stability and mechanical properties of microcapsules arestrictly demanded to suit the natural instincts and the actual application conditions of asphalt. The objectiveof this work was to fabricate and characterize the physicochemical properties of novel microcapsulescontaining rejuvenator by an in-situ polymerization method using methanol–melamine–formaldehyde(MMF) prepolymer as shell material. It was found that the average size of microcapsules could be successfullycontrolled in the range of 23.5 to 5.0 μm with increasing stirring rates from 1000 to 6000 r·min−1. Theaverage size was mainly determined by the core material dispersion rates in an oil-in-water emulsion.Shell thickness and shell density were increased by adding more MMF prepolymer in the fabrication process.Thermal stability results indicated that the decomposition temperatures of microcapsule samples (core/shellratios of 2/1, 1/1, 1/2 and 1/3) were higher than the melting temperature of asphalt (180 °C). Lowerprepolymer dropping rate is responsible for the better homogeneity of the sample which results in achievinga correct thermal decomposition as the investigation in this case shows an improvement of the stability. Thehardness and Young's modulus results measured by nanoindentation indicated that the MMF-shell microcap-sules had an elastic–plastic deformation. The size and shell thickness were two main influencing factors ofmicromechanical properties of the microcapsules containing rejuvenator.
© 2012 Elsevier B.V. All rights reserved.
1. Introduction
Asphalt concrete is a composite material commonly used in con-struction projects such as road surfaces, airports, waterproofing prod-ucts and parking lots. Asphalt is used as a binder mixing with mineralaggregates together. In other words, asphalt acts as an adhesive be-tween aggregates forming thin films with a thickness of about 20 to50 μm. After some years of use, the asphalt becomes brittle and cracksoccur due to a result of oxidation of the binder and the mechanicalfailure of the load repetition [1]. It will lose service-lift without timelyfailure reparation or crack elimination. Asphalt owns an inherentself-healing ability, which depends on its physiochemical properties.However, its self-healing ability is rather complicated by the influ-ence of environmental temperature, aging and loading [2]. Severalphysical and chemical attempts have been reported to develop theself-healing ability of asphalt [3,4]. In recent years, one of the mosteffective methods that arouses researchers' interest is the applicationof powder microcapsules containing rejuvenator in asphalt [5]. This
nce & Chemical Engineering,a. Tel./fax: +86 22 [email protected] (J.-F. Su).
rights reserved.
self-healing mechanism is that the rejuvenator can release from themicrocapsules and change the chemical structures of cracks.
The self-healing process based on microcapsules is a smart idea,which has been successfully proved in some self-healing polymermaterials [6]. However, it is limited by two big problems in asphalt.One is that the microcapsule shells must have higher thermal stabilityand higher mechanical strength to resist the melting temperature andmixing pressure of asphalt in practical application. Microcapsulesneed to keep shape and compatibility at 160 to 180 °C during asphaltapplication. To overcome this problem, porous sand was appliedto fabricate microcapsules [7]. Although the mechanical propertieswere improved, the rejuvenator was not easy to release from theporous structure. Another problem is that the shells, such as inorganicshells or flexible organic shells, may not break under higher mechan-ical strength. The result is that the macrocrack may be triggered andshells cannot be broken without leaking of the rejuvenator. Therefore,polymeric materials are usually considered as the shell materials withappropriate strength and toughness.
To produce microcapsules containing rejuvenator by chemicalmethod, the cost, complexity and capacity should be considered in aconstruction industry. Moreover, these microcapsules with core–shellstructure must meet some specific requirements such as size distribu-tion, encapsulation ratios and non-biodegradable property, since theyall influence the service performance of microcapsules [8]. Because

564 J.-F. Su et al. / Powder Technology 235 (2013) 563–571
asphalt is thin films between aggregates less than 50 μm, the size ofmicrocapsules containing rejuvenators should be smaller than 50 μmto avoid being squeezed or pulverized during asphalt forming. Previouswork has demonstrated that the mechanical strength of microcapsulesis size-dependent [9]. Therefore, it is important to find appropriatefabrication parameters to satisfy the size demand.
The most-used chemical microencapsulation methods includeinterfacial polymerization, in-situ polymerization, emulsion polymer-ization, layer-by layer deposition, spray and coacervation [10]. A sur-vey of literature shows that the melamine–formaldehyde (MF) shellmicrocapsules fabricated by in-situ polymerization may be an optionto deal with the above problems [11]. In-situ polymerization is adirect polymerization, which is carried out on the oily particle sur-faces. MF is a hard, thermosetting plastic material made from mela-mine and formaldehyde by polymerization. It is easy to obtain at alow price. It can be act as flame resistant material. Its degradationinvolves methylene and/or methylene ether bridges and possiblymethylol groups. Below about 250 °C only these groups appear tobe involved and fairly high initial rates of weight loss are followedby decreased rates of loss [12]. Interestingly, the MF-shell microcap-sules also have relatively higher thermal stability and mechanicalproperties [13]. Through controlling the synthetic details, the micro-capsules can own an ability to resist the presser with a larger yieldpoint [14]. Recently, it has been proved that the methylation reactionon melamine–formaldehyde (MMF) shell material can enhance thethermal stability and mechanical properties of microcapsules [15].In addition, the grafted shell will improve the interface stability be-tween microcapsules and matrix [16]. We also found that the me-chanical strength and thermal stability of shells can be controlled byregulating the shell structures such as thickness, density and mole-cules structure [13].
To design the size, thermal stability and mechanical properties ofMF-shell microcapsules, many methods and techniques, whereby twoor more reactive components are brought together to form shells byin-situ polymerization [17–19]. The microstructure of the shells areformed from materials only in the continuous phase greatly dependingon the polymerization kinetics. Fig. 1 illustrates thepotential relation-ship between polymerization conditions and the properties of micro-capsules. The parameters of temperature, pH value, shell materialconcentration affect the shell formation. It means that we can control
Fig. 1. Illustration of the potential relationship between fabrication condi
the fabrication process in in-situ polymerization to design the shellstructure of microcapsules. For example, Zhang et al. [20] investigatedthe effects of stirring rate, contents of emulsifier and contents ofcore material on diameters, morphology, and thermal stabilities of theMF-shell microcapsules. Fan et al. found [18] that surface morphologyof themicrocapsule dependedmainly on the final pH value and stirringrate. We also reported that the the dropping speed of shell materialshad greatly influenced the shell structure of MF-shell microstructure[21]. Therefore, it is positive that we can optimize the polymerizationparameters to achieve microcapsules containing rejuvenator with opti-mal size and strength. These properties will keep the microcapsules re-main an intact structure during manufacture and further processing,such as drying, pumping and mixing in melting asphalt. However, westill have little systematic experiments about controlling of MF-shellstructures.
Nowadays, we are in a position to start exploring simple, cheap, ro-bust and environmentally-friendly microcapsules containing rejuvena-tor applied in asphalt by chemical method. It is crucial to fabricate themicrocapsules containing rejuvenator with suitable size and appropri-ate properties for powder technology and civil engineering. In view ofthe above, themainmotivation of thisworkwas to design and constructreliablemicrocapsules containing rejuvenator by in-situ polymerizationusingmethanol-modifiedmelamine–formaldehyde (MMF) as shellma-terial. The shell structure was adjusted by polymerization process,including polymerization temperature and polymerization rate. The re-lationship between shell structure (morphology, thickness, diameter,and density) and shell properties (thermal stability and mechanicalproperty) was investigated systematically. It was expected that theshells can be broken under controlled conditions.
2. Experimental methods
2.1. Materials
The shell material was a commercial prepolymer of melamine–formaldehyde modified by methanol (solid content was 78.0%) pur-chased from Aonisite Chemical Trade Co., Ltd. (Tianjin, China). Therejuvenator was a commercial oily product. Styrenemaleic anhydride(SMA) copolymer (Scripset®520, Hercules, USA) was applied as dis-persant. Nonylphenol Ethoxylate [NP-10, C9H19C6H4(OCH2CH2)10OH]
tions and the properties of microcapsules by in-situ polymerization.

565J.-F. Su et al. / Powder Technology 235 (2013) 563–571
is used as a nonionic surface-active agents in this study. A smallpercentage of the anhydride groups have been established with alow molecular weight alcohol and it is fine, off-white, free flowingpowder with a faint, aromatic odor.
2.2. Fabrication of microcapsule containing rejuvenator
Microcapsulation by coacervation process has been described in ourpreviouswork [15]. It includes threemain steps: (1) phase separation ofthe coating polymer solution: SMA (10.0 g) and NP-10 (0.2 g) wereadded to 100 ml water at 50 °C and allowed mixing for 2 h. And thena solution of NaOH (10%) was added dropwise adjusting its pH valueto 4–5. The above surfactant solution and rejuvenator were emulsifiedmechanically under a vigorous stirring rate of 500–4000 r·min−1 for10 min using a high-speed disperse machine. (2) Adsorption of thecoacervation around the core particles: the encapsulation was carriedout in a 500 ml three-neck round-bottomed flask equipped with acondensator and a tetrafluoroethylene mechanical stirrer. The aboveemulsion was transferred in the bottle, which was dipped in a steadytemperature flume. MMF prepolymer (32 g) was added dropwisewith various dropping speeds under a stirring rate of 500 r·min−1.After 1 h, the temperature was increased to 80 °C. (3) Solidification ofthe microcapsules: after polymerization for 2 h, the temperature wasdecreased slowly at a rate of 2 °C·min−1 to atmospheric temperature.At last, the resultant microcapsules were filtered and washed withpure water and dried in a vacuum oven.
2.3. Optical morphology
An optical microscope was used to check the fabrication process ofmicrocapsules in emulsion. About 1 ml of the colloidal solution wasextracted and spread on a clean glass slide (1×3 cm).Various imageswere taken in the different stages of microcapsule forming process.
2.4. Environmental scan electron microscopy (ESEM)
The dried microcapsules were adhered on a double-side adhesivetape without cracking the shells. The surface morphologies wereobserved by using a Philips XL30 ESEM at an accelerated voltage of20 kV.
2.5. Average size of microcapsules
For each microcapsule sample, the average diameter is the meanvalue of fifty microcapsules measured from the ESEM morphologyimage.
2.6. Shell thickness and density of microcapsules
About 2 g MMF-shell microcapsules were mixed in 5 g epoxy resin.After the composite was dried at room temperature, it was carefully cutto obtain the cross-section. The thickness of the shells can be achievedfrom the SEM images of cross-section of microcapsules [9]. At least 20shells of each sample microcapsule were measured and the averagedata were recorded. About 10 g dried microcapsules were groundwith completed shell broken. The mixture material then was put inwater to separate the shell and core materials. The shell material wasthen filtrated and dried. The density of shell (ρ) was measured by test-ing the cumulate density of powder following Eq. (1),
ρ ¼ W=V ð1Þ
whereW is theweight of the shell and V is the volume of the shell.Vwastested using a gas displacement technique.
2.7. Thermogravimetric analysis (TGA)
The thermal stability characterization of microcapsules was per-formed on a Dupont SDT-2960 Thermogravimetric analysis (TGA) ata scanning rate of 5 °C·min−1 in a flow of 40 ml·min−1 N2.
2.8. Measurement of the mechanical strength of single microcapsule
The nanoindenter (TI 950 TriboIndenter, HysitronTM)was applied toachieve the curves and then extract mechanical properties (hardnessand Young'smodulus) of themicrocapsules. Nanoindenter is amechan-ical property microprobe that is designed to provide data collectioncapabilities in tandem with the versatile TestWorks interface. The mi-crocapsules were dispersed into alcohol, then carefully separated on asmooth glass slide. Another glass slide with thin-layer strong glue wasused to conglutinate the separated microcapsules. A cone tip (3 μmradius) was used to measure hardness and Young's modulus as shownin Fig. 2(a,b). At the beginning of tests, the microscope was turned onto find a singlemicrocapsule. Then the tip was slowly shifted to the sur-face of the single microcapsules. The load placed on the indenter tip isincreased as the tip penetrates further into the specimen and soonreaches a user-defined value. At this point, the load may be held con-stant for a period or removed. The force and displacement resolutionswere 50 nN and 0.01 nm, the holding time of indentation was 10 s.The surface approach velocitywas 10 nm/s and themaximumdisplace-ment was 2000 nm. A record of these mechanical values can be plottedon a graph to create a load–displacement curve. The area of the residualindentation in the sample is measured and the hardness (H) is definedas the maximum load (Pmax) divided by the residual indentation area(Ar), or
H ¼ pmax
Arð2Þ
The hardness is given by the equation above, relating the maxi-mum load to the indentation area. The area can be measured afterthe indentation by in-situ atomic force microscopy.
A set of continuous load–displacement is presented in Fig. 2(c).Some important quantities are the peak load and displacement, Pmax
and hmax, the residual depth after unloading, hf, and the slope of theinitial portion of the unloading curve (S=dP/dh). S has the dimen-sions of force per unit distance, and so it is also known as the elasticstiffness of the contact. Young's modulus (E) was calculated fromthe slope of the linear portion, dP/dh upon unloading [22],
1Er
¼ 1−vE
þ 1−voEo
ð3Þ
Er ¼ΠAr
� �1=2dP=dh ð4Þ
where Er is the reduced modules, E and v are Young's modulus andPoisson's ratio for the materials and indenter, respectively.
3. Results and discussion
3.1. The effect of core material emulsion stirring speed on the averagesize of microcapsules
SMA was applied as a nonionic dispersant by in-situ polymeriza-tion method in this study. SMA molecules can hydrolyze in water byNaOH and form carboxyl (–COOH) groups. These hydrophilic polargroups, alternatively arranging along the SMA backbone chains, thusassociate with water molecules and trimly cover the oil droplets sur-face with hydrophobic groups oriented into oil droplets and hydro-philic groups out of oil droplets [16]. This orientation of molecular

Fig. 2.Mechanical properties of single microcapsule are measured by nanoindentation: (a,b) a tip is slowly shifted to the surface of the single microcapsules, the load placed on theindenter tip is increased as the tip penetrates further into the specimen and soon reaches an user-defined value, (c) typical continuous load–displacement curve.
566 J.-F. Su et al. / Powder Technology 235 (2013) 563–571
groups results in a relatively strong electron negative field on the sur-face of oily particles. Anionic polyelectrolyte hydrolyzed SMA has an-ionic carboxyl groups that can interact with positively charged belowthe ζ potential. And then the MMF prepolymer will be adsorbed bystatic on oil particles and polymerization occurred.
We used 2.0 wt.% SAM to disperse the rejuvenator in this study.Optical microphotographs of microPCMs were taken to illuminatethe encapsulation details. Fig. 3(a,b) shows morphologies of micro-capsules with core/shell ratio of 2/1 fabricated by 3000 r·min−1
emulsion stirring rate in emulsion state and dried state at room tem-perature. It can be seen that the organic core material was dispersedinto particles in water. Being encapsulated by shell material, thecore particles are ultimately separated through the regulation of hy-drolyzed SMA molecules. These microcapsules have regular globeshape with smooth surfaces. Fig. 4 shows the average diameters ofmicrocapsules (core/shell ratios of 3/1 and 1/3) under various emul-sion stirring rates in the range of 1000–6000 r·min−1. With the de-creasing of stirring rates, the average diameter decreased sharplyfrom 23.5 to 5.0 μm. Higher stirring rates can smash the oily rejuve-nator into smaller droplets. This is in agreement with the resultsreported in our previous study [16]. The stirring rate only determinesthe core particle size, the microcapsule size is at the same time
Fig. 3. Morphologies of microcapsules with core/shell ratio of 2/1 fabricated by3000 r·min−1emulsion stirring rate in emulsion state and dried state at roomtemperature.
influenced by the shell thickness. As the formation of a shell is a coac-ervation process, the shell thickness is dominated by the amount ofshell material. Less core/shell ratio leads to a higher shell thicknessvalue. This result also accords with our previous study and indicatesthat the average diameter is mainly determined by emulsion stirringrates [21]. It can be confirmed that the rejuvenator applied in thisstudy as core material will not influence this rule. In addition, itmeans that the MMF cross-linked with a compact structure formingthin shells. It also can be concluded that the core/shell ratios nearlydo not affect the average size of microcapsules. In other words, theaverage size is mainly decided by the core material disperse speed.The average diameter is an important parameter for microcapsulescontaining rejuvenator influencing their possibility of application inasphalt. Too small size will limit the encapsulated content of rejuve-nator. In another case, large microcapsules may be broken in mixingwith asphalt concrete.
3.2. Shell thickness and density of microcapsules of microcapsules
The thickness and density of shells are also critical properties forthe thermal stability and compactness of microcapsules. It is not suit-able that the rejuvenator leaks or penetrates outside losing the shellprotection. Fig. 5 shows the SEM morphology of shell thickness of
Fig. 4. The average diameters of microcapsules (core/shell ratios of 3/1 and 1/3) undervarious emulsion stirring rates in a range of 1000–6000 r·min−1.

Table 1Shell thickness and density of microcapsules containing rejuvenator.
Sample Core/shellratio
Stirring rate(r·min−1)
Shell thickness(μm)
Shell density(g/cm3)
M-1 2/1 1000 1.68±0.21 0.90±0.35M-2 2000 1.63±0.45 0.95±0.44M-3 3000 1.71±0.62 0.94±0.52M-4 1/1 1000 1.69±0.41 0.88±0.46M-5 2000 1.70±0.47 1.07±0.47M-6 3000 1.85±0.32 1.08±0.58M-7 ½ 1000 2.70±0.42 1.05±0.54M-8 2000 2.84±0.52 1.09±0.65M-9 3000 2.70±0.44 1.00±0.34M-10 1/3 1000 2.78±0.52 1.04±0.45M-11 2000 2.88±0.40 1.02±0.37M-12 3000 3.27±0.49 1.14±0.26
567J.-F. Su et al. / Powder Technology 235 (2013) 563–571
microcapsules. Interestingly, it can be seen in Fig. 5(a) the shells hadbeen broken after the microcapsules under 300 °C for 30 min. Themicrocapsules had cracks on shells under high temperature. Thenthe core material had been released out without the protection ofthe shells. Because the shell materials still keep the weight and piecesstate, we can measure their thickness and density. Fig. 5(b) shows atypical intersecting surface morphology of microcapsules/epoxy com-posite. It must be noted that the shell may not be cut across the equa-tor of the microcapsule as shown in Fig. 5(c), the thickness must be anaverage value of at least five microcapsules for each sample.
Table 1 lists the data of shell thickness and shell density of micro-capsules prepared by core stirring rates of 1000–3000 r·min−1. Themicrocapsule samples, coded as M-1 to M-12, were all dispersedwith 2.0% SMA with core/shell ratios of 2/1, 1/1, 1/2 and 1/3, respec-tively. For example, microcapsule samples (M-10, M-11 and M-12)have the thickness data of 2.78±0.52, 2.88±0.40 and 3.27±0.49 μm. It means more shell material makes the shell a thicker struc-ture. This conclusion is similar to the previous result in analyzing theaverage size of microcapsules. The microcapsule sample M-12 has thelargest density of 1.14±0.26 g/cm3. The reason is that more shell ma-terial may decrease the shell structural defects such as holes andcaves. The prepolymer regulates their molecules on the core materialwith enough reaction time for higher cross-linking density. Normally,MF cured resin has the density of about 1.50 g/cm3 [16]. As microcap-sule formation is a coacervation process, the MMF shell may have anincompact structure comparing with an ideal state. From the thick-ness date, we can also prove that the shell is a tiny membrane,which will not greatly affect the average size of microcapsules.
3.3. Thermal stability of microcapsules containing rejuvenator
TGA has been widely applied to investigate the encapsulation ef-fect and shell compactness of microcapsules [23]. The microcapsuleswere decomposed with increasing temperature according to residualweight (wt.%). The curves may reflect thermal stability and structureof polymeric shells. In Fig. 6(a), the TGA plot of pure rejuvenatorshows a marked weight loss between 337 °C and 469 °C. This is dueto the evaporation of oil substance under high temperature. Forthe pure MMF prepolymer, a degradation temperature of 192 °C isreported in a previous study [16]. Cross-linked MMF resin has arapid weight loss by thermal decomposition. The final thermal degra-dation of MMF prepolymer is observed at about 265 °C.
Fig. 6(b) shows the TGA curves of microcapsules with variouscore/shell ratios (2/1, 1/1, 1/2 and 1/3) under core material emulsion
Fig. 5. SEM morphology of shell thickness of microcapsules, (a) the shells had been brokmorphology of microcapsules/epoxy composite, (c) a shell cut not across the equator of glo
stirring rate of 3000 r·min−1. All the sampleswere fabricated by addingthe shell prepolymer with the dropping speed of 1.0 ml·min−1. It isclear that all microcapsules containing rejuvenator lost their weightabove the temperature of 220 °C. Nearly about 10% weight is lostunder 100 °C for all microcapsule samples because of the evaporationof water and small molecules. The degradation temperature of micro-capsules is higher than pure MMF prepolymer, which means thatMMF prepolymer already cross-linked to a network structure. In addi-tion, the degradation temperature is higher than the melting tempera-ture of 180 °C. It indicates that the cured MMF resin will not bedecomposed by the high temperature mixing with melting asphalt. An-other significant phenomenon observed is that core/shell ratios had agreat influence on the original decomposing temperature of microcap-sules. More shell materials had increased the thermal degradation tem-perature of microcapsules. The initial decomposing temperature ofmicrocapsules with core/shell ratio of 1/3 is about 280 °C higher thanthat of microcapsules with core/shell ratios of 2/1, 1/1 and 1/2. This re-sult is attributed to two reasons. One is that more shell material will in-crease the thickness of the shell. With the temperature increasing, theshell will firstly crack or break under high temperature before decom-position. Another reason is that the thicker shell will keep compactshape without defects. The rejuvenator had been protected well inshells. It implies at the same time that the rejuvenator had been success-fully encapsulated by the MMF resin.
Besides core/shell ratio, the shell material dropping speed isanother factor greatly affecting the microstructure of microcapsules[21]. Moreover, it has been proved that the shell compactabilitymay be increased with the decreasing of particle size of microcapsules
en after the microcapsules under 300 °C for 30 min, (b) typical intersecting surfacebal shape microcapsule.

Fig. 6. Thermal stability of microcapsules containing rejuvenator tested by TGA, (a) the TGA plot of pure rejuvenator shows a marked weight loss between 337 and 469 °C,(b) TGA curves of microcapsules with various core/shell ratios (2/1, 1/1,1/2 and 1/3) under core material emulsion stirring speed of 3000 r·min−1, (c) the typical TGA curvesof microcapsules (with core/shell ratio of 1/1, core material stirring rate of 4000 r·min−1) fabricated with various shell materials dropping speeds of 5.0, 2.5, 1.0 and0.5 ml·min−1.
Fig. 7. SEMmorphology of microcapsules fabricated under core material stirring rate of3000 r·min−1 (core/shell ratio 2/1).
568 J.-F. Su et al. / Powder Technology 235 (2013) 563–571
[24]. To simplify the complexity of this problem, we selected themicrocapsule samples all fabricated under the same stirring rate of4000 r·min−1 to investigate the relationship between the shell mate-rial dropping speed and thermal stability of shells. Fig. 6(c) shows thetypical TGA curves of microcapsules (with core/shell ratio of 1/1, corematerial stirring rate of 4000 r·min−1) fabricated with various shellmaterials at dropping speed of 5.0, 2.5, 1.0 and 0.5 ml·min−1. It canbe seen that the thermal stability of the microcapsules had decreasedwhen the shell material dropping speed increased in the fabricationprocess. The microcapsules have the highest beginning decomposi-tion temperature about 300 °C prepared by shell material droppingspeed of 0.5 ml·min−1. The reason is that the prepolymer concentra-tion in solution determined by the dropping rate will affect the for-mation speed of shells. The shells will be formed faster with enoughshell material under a rapidly dropping rate, which brings disfigure-ments such as micro-crack, micro-cavity, and capillary on shells.These disfigurements may lead the core material to be released outof the shells easily during a thermal decomposition process. Onthe contrary, shells will form slowly under the situation of lowprepolymer concentration in solution. The prepolymer moleculeswill adhere on the core particles compactly. This result indicatesthat lower fabrication speed will be a positive approach to fabricatemicrocapsules containing rejuvenator with better thermal stability.
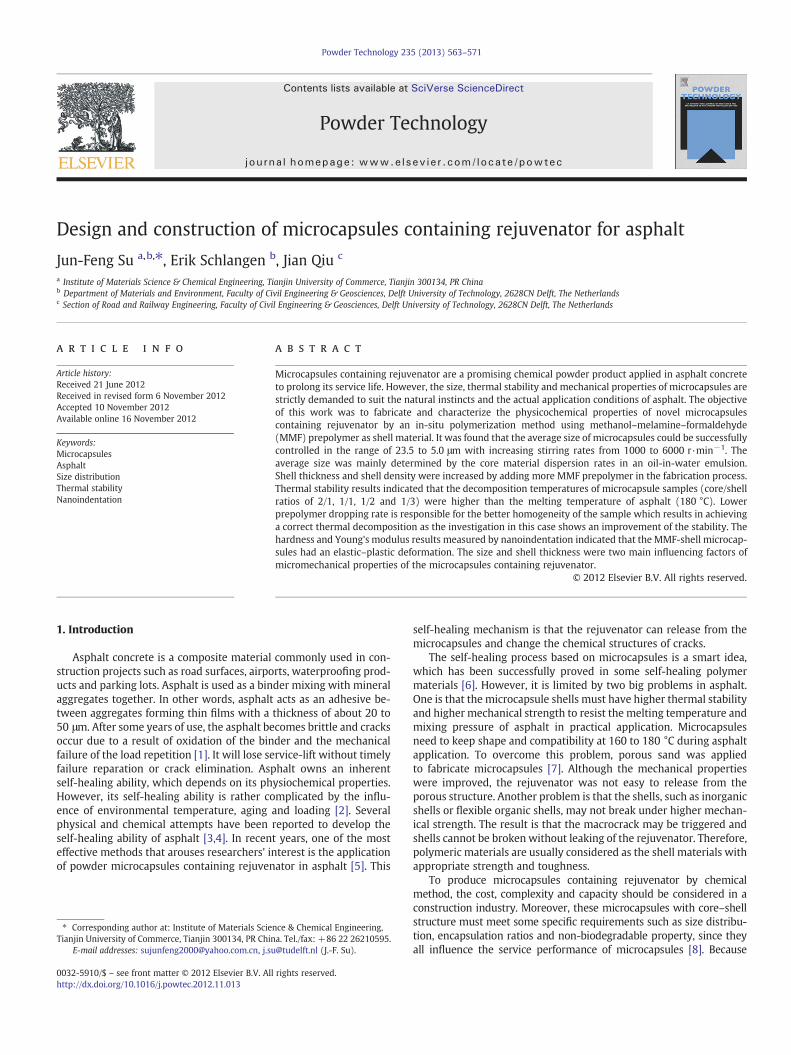
To verify the thermal stability of microcapsules in asphalt, a micro-capsule sample wasmixed withmelting asphalt under various temper-atures. The shape of microcapsules in asphalt was observed by anoptical microscope. The microcapsules have an average size about16 μm fabricated under core material stirring rate of 3000 r·min−1
(core/shell ratio of 2/1) as shown in Fig. 7. In Fig. 8(a), it is provedthat microcapsules had survived in asphalt under temperature 140 °C.With the increasing of temperature to 160 °C (Fig. 8b) and 180 °C(Fig. 8c), the microcapsules still kept the global shape without cracksand thermal decomposition. These results indicate that thesemicrocap-sules can resist the thermal effects of melting asphalt in application.
3.4. Effect of shell material dropping speed on the morphologies ofmicrocapsules
In particular, we pay more interests to develop the methods of in-creasing the thermal stability of microcapsules containing rejuvena-tor. TGA tests have confirmed that lower shell material droppingspeed can make the shells with higher compactability. Furthermore,it is remarkably important to understand the microencapsulationmechanism. More information will be achieved through investigating
the morphologies of shell. The formation of MMF-shell microcapsulesis attributed to precipitation of higher molecular weight prepolymerin the aqueous solution and their aggregation and deposition on theoil-droplets surface result in the rough, porous outer layer of theMMF shell. The smooth non-porous microcapsule shell is believedto be the perfect result of a deposition of low molecular weightprepolymer on the core material. It has been reported that the pHvalue, stirring rate and shell material concentration are main factorsinfluencing the shell morphologies [18]. In this study, we focus onstudying the relationship between shell material dropping speedand the morphologies of microcapsules.
Fig. 9(a–d) shows the SEM surface morphologies of microcapsulescontaining rejuvenator (core/shell ratio 1:1, stirring rate 3000 r·min−1)fabricated under the shell prepolymer dropping rates of 5.0, 2.5, 1.0 and0.5 ml·min−1, respectively. In Fig. 9(a), most of the microcapsules havea rough morphology and a little polymer occupies the interspaces of mi-crocapsules. It can be contributed by the unencapsulated core materialand the uncovered shell material. Especially, the surfaces have manyprotrusions, which may have occurred by incomplete cross-linkageor high-speed chemical reactions. With the decreasing of prepolymerdropping speed, the surface morphology of microcapsules is becomingsmoother with little adhesion material as shown in Fig. 9(b). There isstill a part of prepolymer between microcapsules without forming shells.In Fig. 9(c, d), the microcapsules have global shape with no concavo-
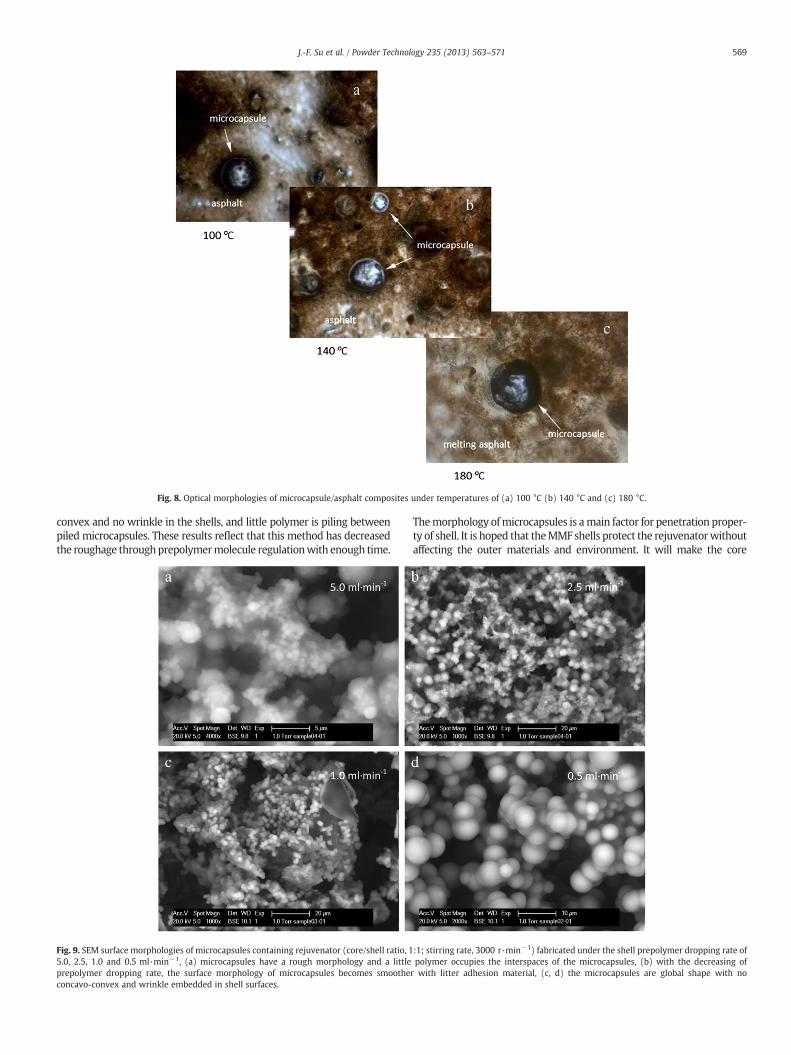
Fig. 8. Optical morphologies of microcapsule/asphalt composites under temperatures of (a) 100 °C (b) 140 °C and (c) 180 °C.
569J.-F. Su et al. / Powder Technology 235 (2013) 563–571
convex and no wrinkle in the shells, and little polymer is piling betweenpiled microcapsules. These results reflect that this method has decreasedthe roughage throughprepolymermolecule regulationwith enough time.
Fig. 9. SEM surface morphologies of microcapsules containing rejuvenator (core/shell ratio, 15.0, 2.5, 1.0 and 0.5 ml·min−1, (a) microcapsules have a rough morphology and a littleprepolymer dropping rate, the surface morphology of microcapsules becomes smootheconcavo-convex and wrinkle embedded in shell surfaces.
Themorphology ofmicrocapsules is amain factor for penetration proper-ty of shell. It is hoped that theMMF shells protect the rejuvenatorwithoutaffecting the outer materials and environment. It will make the core
:1; stirring rate, 3000 r·min−1) fabricated under the shell prepolymer dropping rate ofpolymer occupies the interspaces of the microcapsules, (b) with the decreasing of
r with litter adhesion material, (c, d) the microcapsules are global shape with no
570 J.-F. Su et al. / Powder Technology 235 (2013) 563–571
materials safe without being strained, the microcapsules will have a longlife in practice.
3.5. Mechanical properties of microcapsules
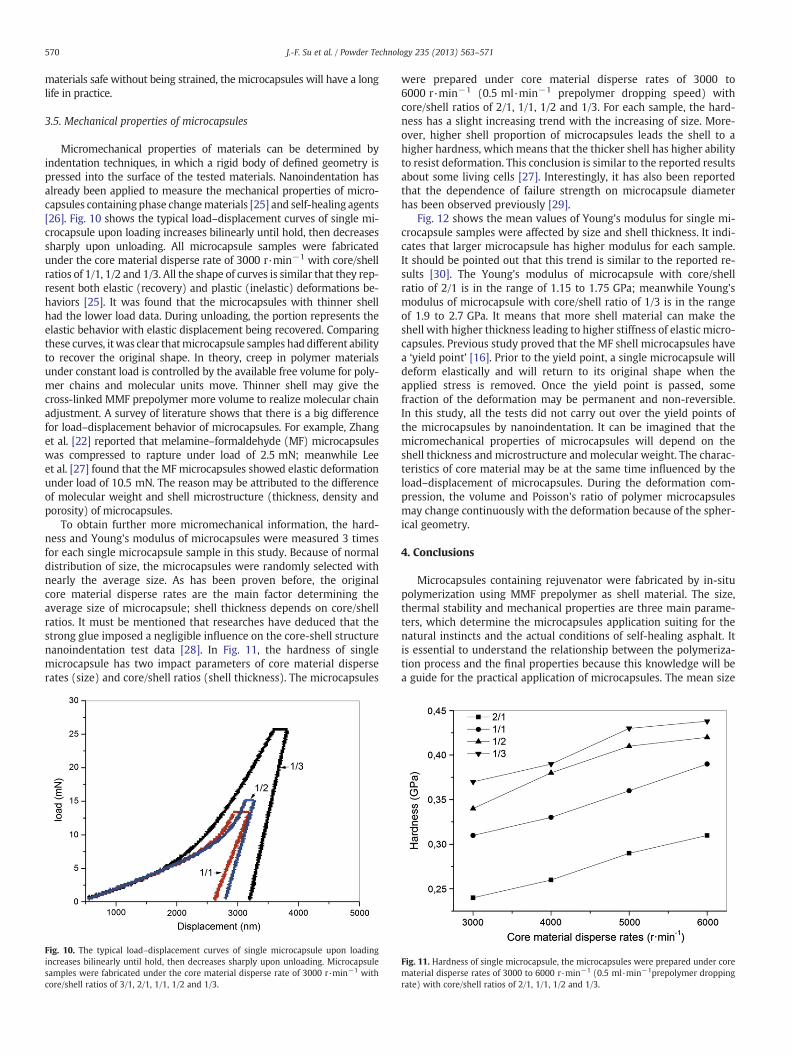
Micromechanical properties of materials can be determined byindentation techniques, in which a rigid body of defined geometry ispressed into the surface of the tested materials. Nanoindentation hasalready been applied to measure the mechanical properties of micro-capsules containing phase changematerials [25] and self-healing agents[26]. Fig. 10 shows the typical load–displacement curves of single mi-crocapsule upon loading increases bilinearly until hold, then decreasessharply upon unloading. All microcapsule samples were fabricatedunder the core material disperse rate of 3000 r·min−1 with core/shellratios of 1/1, 1/2 and 1/3. All the shape of curves is similar that they rep-resent both elastic (recovery) and plastic (inelastic) deformations be-haviors [25]. It was found that the microcapsules with thinner shellhad the lower load data. During unloading, the portion represents theelastic behavior with elastic displacement being recovered. Comparingthese curves, itwas clear thatmicrocapsule samples had different abilityto recover the original shape. In theory, creep in polymer materialsunder constant load is controlled by the available free volume for poly-mer chains and molecular units move. Thinner shell may give thecross-linked MMF prepolymer more volume to realize molecular chainadjustment. A survey of literature shows that there is a big differencefor load–displacement behavior of microcapsules. For example, Zhanget al. [22] reported that melamine–formaldehyde (MF) microcapsuleswas compressed to rapture under load of 2.5 mN; meanwhile Leeet al. [27] found that the MF microcapsules showed elastic deformationunder load of 10.5 mN. The reason may be attributed to the differenceof molecular weight and shell microstructure (thickness, density andporosity) of microcapsules.
To obtain further more micromechanical information, the hard-ness and Young's modulus of microcapsules were measured 3 timesfor each single microcapsule sample in this study. Because of normaldistribution of size, the microcapsules were randomly selected withnearly the average size. As has been proven before, the originalcore material disperse rates are the main factor determining theaverage size of microcapsule; shell thickness depends on core/shellratios. It must be mentioned that researches have deduced that thestrong glue imposed a negligible influence on the core-shell structurenanoindentation test data [28]. In Fig. 11, the hardness of singlemicrocapsule has two impact parameters of core material disperserates (size) and core/shell ratios (shell thickness). The microcapsules
Fig. 10. The typical load–displacement curves of single microcapsule upon loadingincreases bilinearly until hold, then decreases sharply upon unloading. Microcapsulesamples were fabricated under the core material disperse rate of 3000 r·min−1 withcore/shell ratios of 3/1, 2/1, 1/1, 1/2 and 1/3.
were prepared under core material disperse rates of 3000 to6000 r·min−1 (0.5 ml·min−1 prepolymer dropping speed) withcore/shell ratios of 2/1, 1/1, 1/2 and 1/3. For each sample, the hard-ness has a slight increasing trend with the increasing of size. More-over, higher shell proportion of microcapsules leads the shell to ahigher hardness, which means that the thicker shell has higher abilityto resist deformation. This conclusion is similar to the reported resultsabout some living cells [27]. Interestingly, it has also been reportedthat the dependence of failure strength on microcapsule diameterhas been observed previously [29].
Fig. 12 shows the mean values of Young's modulus for single mi-crocapsule samples were affected by size and shell thickness. It indi-cates that larger microcapsule has higher modulus for each sample.It should be pointed out that this trend is similar to the reported re-sults [30]. The Young's modulus of microcapsule with core/shellratio of 2/1 is in the range of 1.15 to 1.75 GPa; meanwhile Young'smodulus of microcapsule with core/shell ratio of 1/3 is in the rangeof 1.9 to 2.7 GPa. It means that more shell material can make theshell with higher thickness leading to higher stiffness of elastic micro-capsules. Previous study proved that the MF shell microcapsules havea ‘yield point’ [16]. Prior to the yield point, a single microcapsule willdeform elastically and will return to its original shape when theapplied stress is removed. Once the yield point is passed, somefraction of the deformation may be permanent and non-reversible.In this study, all the tests did not carry out over the yield points ofthe microcapsules by nanoindentation. It can be imagined that themicromechanical properties of microcapsules will depend on theshell thickness and microstructure and molecular weight. The charac-teristics of core material may be at the same time influenced by theload–displacement of microcapsules. During the deformation com-pression, the volume and Poisson's ratio of polymer microcapsulesmay change continuously with the deformation because of the spher-ical geometry.
4. Conclusions
Microcapsules containing rejuvenator were fabricated by in-situpolymerization using MMF prepolymer as shell material. The size,thermal stability and mechanical properties are three main parame-ters, which determine the microcapsules application suiting for thenatural instincts and the actual conditions of self-healing asphalt. Itis essential to understand the relationship between the polymeriza-tion process and the final properties because this knowledge will bea guide for the practical application of microcapsules. The mean size
Fig. 11. Hardness of single microcapsule, the microcapsules were prepared under corematerial disperse rates of 3000 to 6000 r·min−1 (0.5 ml·min−1prepolymer droppingrate) with core/shell ratios of 2/1, 1/1, 1/2 and 1/3.

Fig. 12. Young'smodulus for singlemicrocapsule samples, themicrocapsuleswere preparedunder core material disperse rates of 3000 to 6000 r·min−1 (0.5 ml·min−1 prepolymerdropping speed) with core/shell ratios of 2/1, 1/1, 1/2 and 1/3.
571J.-F. Su et al. / Powder Technology 235 (2013) 563–571
of microcapsules was successfully controlled in the range of 23.5 μm to5.0 μmwith the increasing of stirring rates from 1000 to 6000 r·min−1.It was mainly determined by the core material disperse rate in anoil-in-water emulsion. The proportion of shell material in microcap-sules also determined the shell thickness and shell density. Thermalstability results indicated that the decomposition temperatures ofmicrocapsule samples (core/shell ratios of 2/1, 1/1, 1/2 and 1/3)were higher than the melting temperature of asphalt (180 °C). Lowerprepolymer dropping rate is responsible of the better homogeneity ofthe sample which results in achieving a correct thermal decompositionas the investigation in our case shows an improvement of the stability.By using nanoindentation, the hardness and Young's modulus resultsindicated that the MMF shell acted as a polymer with elastic–plasticdeformation. The size and shell thickness were two main influencingfactors of micromechanical properties of the microcapsules containingrejuvenator. Future work will consider how the mean size and shellmicromechanical properties of microcapsules may be affecting theself-healing efficiency of asphalt.
Acknowledgments
The authors acknowledge the financial support from the DelftCentre for Materials (DCMat) in the form of Project IOP Self-Healing Materials SHM1036, “Encapsulated rejuvenator for asphalt”.Dr. Jun-Feng Su also thanks the previous financial support of theNational Natural Science Foundation of China (No. 50803045).
References
[1] Y. Yildirim, Polymer modified asphalt binders, Construction and Building Mate-rials 21 (2007) 66–72.
[2] H. Jiang, S.P. Wu, J. Qiu, W. Wei, Self-healing asphalt concrete-state of the art,Journal of Wuhan University of Technology 32 (2010) 67–70.
[3] A. García, E. Schlangen, M.V.D. Ven, Two ways of closing cracks on asphalt con-crete pavements: microcapsules and induction heating, Key Engineering Mate-rials 417–418 (2010) 573–576.
[4] García, Self-healing of open cracks in asphalt mastic, Fuel 93 (2012) 264–272.[5] García, E. Schlangen, M.V.D. Ven, Properties of capsules containing rejuvenators
for their use in asphalt concrete, Fuel 90 (2011) 583–591.[6] M.Q. Zhang, M.Z. Rong, Design and synthesis of self-healing polymers, SCIENCE
CHINA Chemistry (2012) 1–29.[7] A. García, E. Schlangen, M.V.D. Ven, How to make capsules containing rejuvenators
for their use in asphalt concrete, Wuhan University of Technology 32 (2010) 18–21.[8] M. Zhang, F. Xing, K.Y. Shi, X.X. Du, Study on organicmicrocapsule based self-healing
cementitious composite, Advanced Materials Research 239–242 (2011) 764–767.[9] J.F. Su, X.Y. Wang, H. Dong, Interface stability of microencapsulated-paraffin filled
epoxy composites: effect of methylation on melamine–formaldehyde shell mate-rial, Composite Interfaces 18 (2011) 645–659.
[10] J.F. Hu, H.Q. Chen, Z.B. Zhang, Mechanical properties of melamine formaldehydemicrocapsules for self-healing materials, Materials Chemistry and Physics 118(2009) 63–70.
[11] M. Samadzadeh, S.H. Boura, M. Peikari, S.M. Kasiriha, A. Ashrafi, A review onself-healing coatings based on micro/nanocapsules, Progress in Organic Coatings68 (2010) 159–164.
[12] W.R. Moore, E. Donnelly, Thermal degradation of melamine–formaldehyde, Journalof Applied Chemistry 13 (1963) 537–543.
[13] J.F. Su, S.B. Wang, Y.Y. Zhang, Z. Huang, Physicochemical properties and mechanicalcharacters of methanol-modifiedmelamine–formaldehyde (MMF) shell microPCMscontaining paraffin, Colloid & Polymer Science 289 (2011) 111–119.
[14] J.F. Su, Z. Huang, L. Ren, High compact melamine–formaldehyde microPCMscontaining n-octadecane fabricated by a two-step coacervation method, Colloid& Polymer Science 285 (2007) 1581–1591.
[15] J.F. Su, X.Y. Wang, Z. Huang, Y.H. Zhao, X.Y. Yuan, Thermal conductivity ofmicroPCMs-filled epoxy matrix composites, Colloid & Polymer Science 289 (2011)1535–1542.
[16] J.F. Su, L. Ren, L.X. Wang, Preparation and mechanical properties of thermal ener-gy storage microcapsules, Colloid & Polymer Science 284 (2005) 224–228.
[17] J.W. Zhou, D.M. Yu, Y.H. Zhao, J.F. Su, X.Y. Yuan, Organic alkane phase change ma-terials and their microencapsulation, Progress in Chemistry 23 (2011) 695–703.
[18] C.J. Fan, X.D. Zhou, Influence of operating conditions on the surface morphologyof microcapsules prepared by in situ polymerization, Colloid and Surfaces A 363(2010) 49–55.
[19] M. Palanikkumaran, K.K. Gupta, A.K. Agrawal, M. Jassal, Highly stablehexamethylolmelamine microcapsules containing n-octadecane preparedby in-situ encapsulation, Journal of Applied Polymer Science 114 (2009)2997–3002.
[20] X.X. Zhang, Y.F. Fan, X.M. Tao, K.L. Yick, Fabrication and properties of microcapsulesand nanocapsules containing n-octadecane, Materials Chemistry and Physics 88(2004) 300–307.
[21] J.F. Su, L.X. Wang, L. Ren, Fabrication and thermal properties of MicroPCMs: usedmelamine–formaldehyde resin as shell material, Journal of Applied PolymerScience 101 (2006) 1522–1528.
[22] X.M. Pan, D. York, J.A. Preece, Z.B. Zhang, Size and strength distributions ofmelamine–formaldehyde microcapsules prepared by membrane emulsification, Powder Tech-nology 227 (2012) 43–50.
[23] X.X. Zhang, X.M. Tao, K.L. Yick, Y.F. Fan, Expansion space and thermal stability ofmicroencapsulated n-octadecane, Journal of Applied Polymer Science 97 (2005)390–396.
[24] J.S. Cho, A. Kwon, C.G. Cho, Microencapsulation of octadecane as a phase-changematerial by interfacial polymerization in an emulsion system, Colloid & PolymerScience 280 (2002) 260–266.
[25] A. Rahman, M. Dickinson, M. Farid, Microindentation of microencapsulated phasechange materials, Advanced Materials Research 275 (2011) 85–88.
[26] Y. Xin, W. Zhang, S. Zhang, B. Xu, Evaluation and analysis for the surface morphol-ogy and mechanism properties of the self-repair microcapsule, Key EngineeringMaterials 373–374 (2008) 714–717.
[27] J.A.C. Santos, L.M. Rebelo, A.C. Araujo, E.B. Barros, J.S. de Sousa, Thickness-correctedmodel for nanoindentation of thin films with conical indenters, Soft Matter 8 (2012)4441–4448.
[28] W.T.Y. Tze, S. Wang, T.G. Rials, G.M. Pharr, S.S. Kelley, Nanoindentation of woodcell walls: continuous stiffness and hardness measurements, Composites: Part A38 (2007) 945–953.
[29] G. Sun, Z. Zhang, Mechanical strength of microcapsules made of different wallmaterials, International Journal of Pharmaceutics 242 (2004) 303–307.
[30] J. Lee, M.Q. Zhang, D. Bhattacharyya, Y.C. Yuan, K. Jayaraman, Y.W. Mai,Micromechanical behavior of self-healing epoxy and hardener-loaded micro-capsules by nanoindentation, Materials Letters 76 (2012) 62–65.
Recommended

















