
2
Conception des Systèmes Manufacturiers
MEC-652
INTRODUCTION
CONCEPTION DES SYSTÈMES MANUFACTURIERS
© 2011 – Barthélemy ATEME-NGUEMA, ing stag., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Plan de présentation …
Historique (artisanat, révolution industrielle, etc.)
Système industriel & système de production
Système de gestion (environnement, approche systémique, etc.)
Nature hiérarchique des systèmes de production
Une classification des systèmes de production
Planification & conception des systèmes de production
Facteurs aux conséquences à long terme
Performance d’un système de production :
Temps de cycle
Taux (de production & d’utilisation)
Niveau des stocks, flexibilité, capacité, efficacité
Qualité
3© 2011 – Barthélemy ATEME-NGUEMA, ing stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
L’évolution des systèmes de production dans le temps s’est faiten quatre phases principales de développement
Artisanat
Révolution
Industrielle
Gestion
Scientifique
Informatique
& Recherche Opérationnelle
Productivité
Années
1800 1890 1945
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Un rappel historique …
4© 2011 – Barthélemy ATEME-NGUEMA, ing stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

Les systèmes de production existent depuis l’antiquité :
Pyramides égyptiennes
Grande muraille de chine
Routes
Aqueducs
Montre la capacité de l’humain à organiser, planifier et
contrôler la production
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
5© 2011 – Barthélemy ATEME-NGUEMA, ing stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Un rappel historique : l’époque artisanale …
J. Watt – La machine à vapeur … 1768
J. Hargreave – Le nettoyeur à vapeur … 1770
Augmentation de la capacité humaine à produire !
Un rappel historique : la révolution industrielle …
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
6D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
F.W. Taylor : Principes de la gestion scientifique du travail (observation,
mesure & analyse, méthode & incitatifs économiques)
F. Gilbreth : Principes sur l’étude des temps et mouvements (économie
des mouvements)
H. Gantt : "diagramme" cédulant les activités (ordonnancement &
gestion de projet)
H. Ford : Application de la production de masse (standardisation des
pièces/Whitney & division du travail/A. Smith) sur les chaînes de
montage.
Accent sur les aspects techniques de la conception du travail !
Un rappel historique : la gestion scientifique (1911/1915) …

ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
7
Développement de la recherche opérationnelle/RO (2e guerre mondiale)
à des fins stratégiques militaires (équipe pluridisciplinaire) :
G. Dantzig : Programmation Linéaire
F.W. Harris : Modèle Mathématique (gestion des stocks/EOQ)
H. Dodge/Romig/Shewhart/Tippet (Bell Téléphone lab.) : Procédures statistiques
en contrôle de la qualité & plan d’échantillonnage
Offre un support aux systèmes de produire !
Un rappel historique : informatique & recherche opérationnelle (RO) …
D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
8© 2011 – Barthélemy ATEME-NGUEMA, ing stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Un rappel historique (2) …

ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Systèmes industriel … & … système de production …
9© 2011 – Barthélemy ATEME-NGUEMA, ing stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Ensemble d’activités de gestion (direction, coordination, planification,
organisation, contrôle, etc.) permettant au sous-système de
transformation de fonctionner à haute performance.
Les décisions sont classées selon :
Décisions stratégiquesLes politiques et objectifs à long terme de l’entreprise/organisation. Elles sont définies par les
cadres supérieurs de l’entreprise. Elles indiquent l’orientation des activités de l’entreprise ainsi
que ses orientations stratégies. Notamment, la/les stratégies de production, la/les stratégies
commerciales, etc.
Décisions administrativesAspects qui assurent à l’entreprise/organisation la présence et disponibilité de ressources
(humaines, matérielles, logistiques, financières, etc.)
Décisions opérationnellesCe sont des décisions relatives aux opérations courantes de transformation, de mise en place de
ressources, de mise en marche des activités du service après vente, etc.
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
10
Systèmes industriel & système de production : sous-système de décision/pilotage …
D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Nous y distinguons deux (2) types de décisions :
1. Décisions statiques : décisions correspondantes à des objectifs fixes.
2. Décisions dynamiques : décisions liées à un environnement perturbé/turbulent/changeant.

L’efficacité d’un système de pilotage dépend de :
La cohérence des décisions
La disponibilité des informations
La pertinence des informations
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
11
Systèmes industriel & système de production : sous-système de décision/pilotage (2) …
D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
La planification stratégique consiste à définir les besoins (installations,
ressources, personnels, etc.) immédiat et futur répondant aux
exigences du marché et respectant la mission de l’entreprise.
Coût associé à un changement de design durant le projet
Planifier Designer Construire Installer Produire
Montant ($)
Coût résultant d’unChangement d’orientation ou de design
On a jamais le temps de bien faire mais on
trouve toujours du temps pour recommencer!
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Coûts de modifications d’un système industriel …
12© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Ensemble de l’information circulant et/ou stockée dans le système industriel
Information peut provenir du système physique et/ou du niveau décisionnel
La performance d’un tel système est évaluée selon :
La disponibilité de l’information
La pertinence de cette/ces informations
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
13
Systèmes industriel & système de production : sous-système d’informations …
D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Concernant les informations provenant du système physique, mentionnons :
Les informations relatives aux produits
Les informations relatives aux machines
Les informations relatives aux outils
Les informations relatives à la fabrication
Les informations relatives aux personnes
Il est insensé d’envisager un système d’information de la production sans l’apport de
l’informatique.
Un système d’information fiable oblige au développement de bases de données.
La principale caractéristique d’une base de données est le liens entre les données.
Elle permet de relier les données d’une même application ou de différentes
applications. Pas de duplication de données communes à plusieurs applications (gain
de place). Lecture simultanée (procédures d’arbitrage et de sauvegarde) par toutes
les applications concernées. Mise à jour permanente et suppression de la
redondance.
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
14
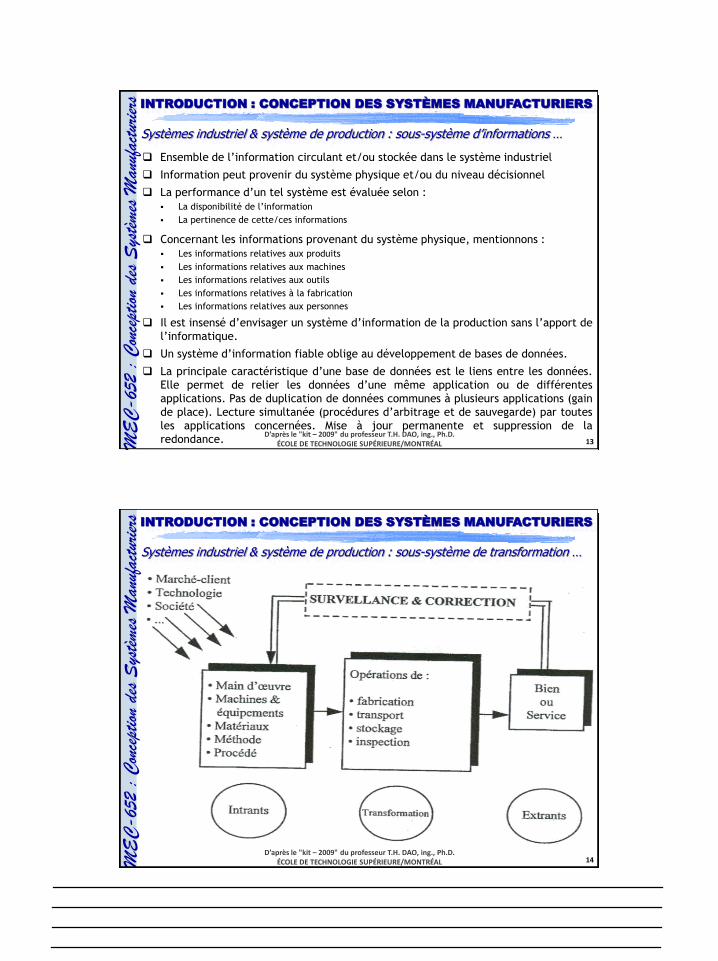
Systèmes industriel & système de production : sous-système de transformation …
D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

Ensemble d’activités qui transforment
des valeurs ressources en biens et
services utiles.
Ensemble d’activités
Matières premières
Main d’oeuvre
Machines
Biens
et
Services
Contrôle
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
15
Systèmes industriel & système de production : sous-système de transformation = système de production …
© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
La gestion des opérations :
Gestion des Ressources
Gestion des Processus
Gestion des Systèmes
Permettant la création de biens et services utiles
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
16
Systèmes industriel & système de production : la gestion des opérations & de la production (GOP) …
© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Se fixer des objectifs d’amélioration des produits et des services
qui soient cohérents avec :
La volonté de devenir concurrentiel
La volonté de rester en affaire
La volonté de fournir du travail
14 principes de Deming : principe 1
L’échec du management à préparer l’avenir et à anticiper les problèmes
conduit aux gaspillages : main-d’œuvre, matières premières et
équipements.
Source : Hors de la crise, W. E. Deming 1982
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
17© 2011 – Barthélemy ATEME-NGUEMA, ing stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Systèmes industriel & système de production : suggestions de W.E. Deming …
Opérations
Génie
industriel
Maintenance
Relations
publiques
PersonnelComptable
Achat
Distribution
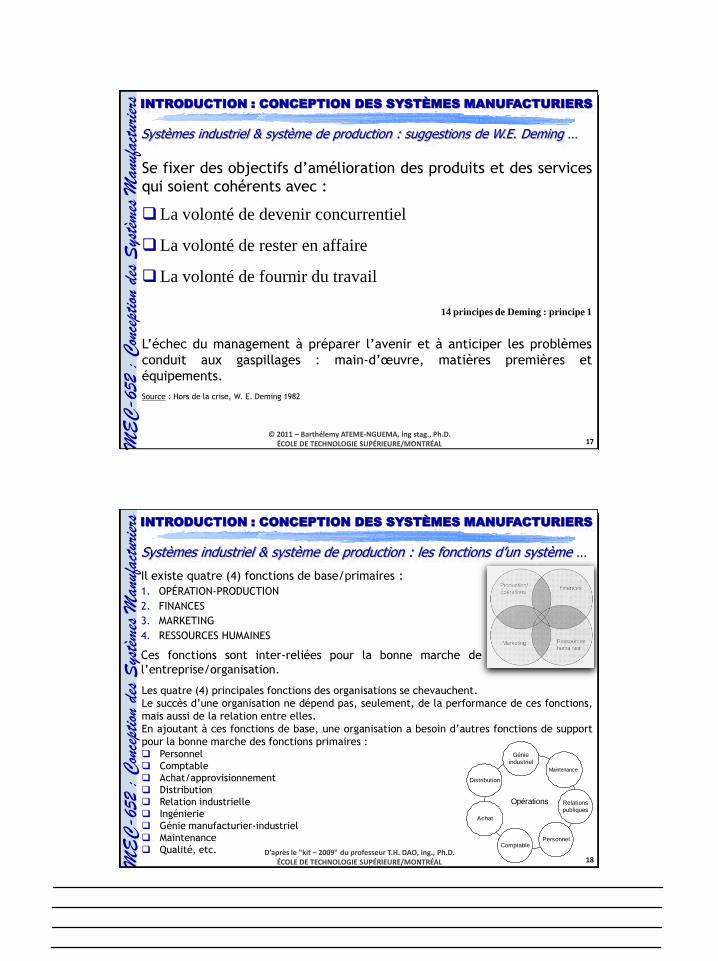
Il existe quatre (4) fonctions de base/primaires :
1. OPÉRATION-PRODUCTION
2. FINANCES
3. MARKETING
4. RESSOURCES HUMAINES
Ces fonctions sont inter-reliées pour la bonne marche de
l’entreprise/organisation.
Les quatre (4) principales fonctions des organisations se chevauchent.
Le succès d’une organisation ne dépend pas, seulement, de la performance de ces fonctions,
mais aussi de la relation entre elles.
En ajoutant à ces fonctions de base, une organisation a besoin d’autres fonctions de support
pour la bonne marche des fonctions primaires : Personnel
Comptable
Achat/approvisionnement
Distribution
Relation industrielle
Ingénierie
Génie manufacturier-industriel
Maintenance
Qualité, etc.
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
18
Systèmes industriel & système de production : les fonctions d’un système …
D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
19
Systèmes industriel & système de production : la GOP (2) …
D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Transformation Extrants
Objectifs
Intrants
RétroactionÉlémentsinterdépendants
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
20
Systèmes industriel … & … système de production (2) …
D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

ObjectifsFormer des bacheliers de diverses disciplines en quantité, en qualité,
en temps et au lieu voulu
au moindre coût
Intrants :Finissants du CEGEP
Transformation :Transfert/décodage de
l’information des professeurs aux étudiants
Extrants :Diplômés
RétroactionQualité des étudiantsquantité des diplômés
p/r quantité réellenombre de diplômésp/r quantité normale
Systèmes industriel & système de production : un exemple …M
EC
-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
21© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE STRATÉGIE GLOBALE
Logistique
Achats
Conception
de produit
Conception
de
processus
Réalisation
de produit
Gestion des
opérations
Logistique
Distribution
Marketing
et venteService
OPÉRATIONS
ING
ÉN
IER
IE
AS
SU
RA
NC
E
QU
AL
ITÉ
RE
SS
OU
RC
ES
HU
MA
INE
S
RE
CH
ER
CH
E &
DÉ
VE
LO
PP
EM
EN
T
MA
INT
EN
AN
CE
CO
MP
TA
BIL
ITÉ
&
FIN
AN
CE
CL
IN
TS
AC
TIV
ITÉ
S D
’AS
SIS
TA
NC
EA
CT
IVIT
ÉS
PR
IMA
IRE
S
FO
UR
NIS
SE
UR
S
EM
EC
-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
22
Systèmes industriel & système de production : environnement interne …
© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

Politique
Économique
Social
Technologique
Écologique
P
E
S
T
E
Contexte de stratégie
de l'entreprise et de la
rivalité de l'entreprise
Condition des facteurs
(INTRANTS)
Condition de la
demande
Industries connexes
et d'assistance
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
23
Systèmes industriel & système de production : environnement externe …
© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Systèmes industriel & système de production : un héritage de la GOP …
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
24D’après le "kit – 2010" de Neila EL ASSLI
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

Manutention
Aménagement Circulation
Étude et détermination des moyens
pour manipuler les biens
et services créés par l’entreprise
Étude et détermination du
mouvement et du cheminement
des biens et services à l’intérieur
de l’entreprise
Interrelations entre les fonctions d’un système industriel …M
EC
-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
25© 2011 – Barthélemy ATEME-NGUEMA, ing stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
«Agencement de l’emplacement des services ou
des ateliers de l’usine, des machines, des postes
de travail et des points de stockage dans les
zones de travail ainsi que les bureaux et les
installations diverses destinées au personnel»(Nollet et al. 1994)
D’après le "kit – 2007" du professeure S. NADEAU, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Une définition de l’aménagement …
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
26

Procédé : Atelier / Départemental / Jobshop
Produit : ligne d’assemblage
Projet : Produit fixe, postes mobiles Cellulaire : Une cellule par famille de produits
Les divers types d’aménagement …M
EC
-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
27© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Variété
Faible Grande
Volu
me
Fai
ble
Gra
nd
Aménagement produit
Aménagement procédé
Aménagement fixe
Aménagement cellulaire
Le choix du type d’aménagement est
fortement conditionnel au
volume de production souhaité et à la
variété des produits réalisés
Les divers types d’aménagement (2) …
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
28© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

$
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
29© 2011 – Barthélemy ATEME-NGUEMA, ing stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Les divers types d’aménagement : un exemple de service en ligne (cuisine) …
Copyright 2005, Thien-My DAO, École de
Technologie Supérieure30
30

En termes simples :
Pas de solution unique … pas de recette miracle
C’est un art … c’est une science … et c’est super pratique
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Une vison simpliste de l’aménagement …
31© 2011 – Barthélemy ATEME-NGUEMA, ing stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
VARIABLES
DE GESTION
Projet Atelier Production de
masse par lot
Production de
masse en
continu
Process
Quantité de
produits
Un seul
(ou presque)
Faible Moyenne Élevée Très élevée
Variété de
produits Très forte
(prod. unique)
Forte Moyenne Réduite Faible (forte
standardisation)
Type de
demande Production sur
commande
Production pour
le stock
Flux d'opération Fixe Discontinu Discontinu Semi-continu Continu
Exemple Construction d'un
stade
Atelier
mécanique
Matériel lourd Assemblage
(auto, télé)
Raffinage du
sucre
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Une classification des systèmes industriels et/ou manufacturiers …
32© 2011 – Barthélemy ATEME-NGUEMA, ing stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

ENTREPRISE(noyau de compétences)
CLIENTS
FOURNISSEURS
RESSOURCES
PRODUITS
ER
P
PLM
CR
M
SCM
SCM (Supply Chain Management)
Gestion de la chaîne logistique
PLM (Product Lifecycle Management)
Gestion du cycle de vie des produits
CRM (Customer Relationship Management)
Gestion des relations avec les clients
ERP (Enterprise Resource Planning)
Gestion des ressources de l’entreprise
COLLABORATION
INTÉGRATION
CRM : Customer Relationship Management;
SCM : Supply Chain Management;
ERP (J.D. Edwards, Baan, Oracle, PeopleSoft et SAP
AG) : Enterprise Resource Planning
Grande entreprise;
Prennent le relais des systèmes MRP et MRP-II;
Soutien aux interactions informelles, au partage et à
l’échange d’information, à la prise de décision collective, à
la coordination et aux protocoles de contrôle, gestion des
répertoires partagés.
PLM : Product Lifecycle Management.
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Les principaux outils d’intégration … en conception …
34© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

Un système est une entité qui doit être saisie en tant que
telle, faute de quoi, en la divisant, on perd ses
caractéristiques fondamentales
L’approche systémique essentiellement à ne jamais agir
avant d’avoir bien examiné tous les effets des décisions sur
l’ensemble du système
Le fondement de l’approche systémique réside dans le
changement et l’adaptation du système de la GOP face à un
environnement dynamique
Avec l’approche systémique, les objectifs globaux de
l’entreprise prédominent sur les objectifs des sous-systèmes
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
La vision systémique de la conception des systèmes manufacturiers …
35© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Mais … pourquoi faire de la conception de systèmes industriel et/ou manufacturiers …
36© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

Performance
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Performance d’un système industriel : quelques indicateurs de performance …
37D’après le "kit – 2007" du professeur C. BENEDETTI, ing., M.Sc.A.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Temps de cycle (délai de fabrication)
Taux d’utilisation des machines (équipements)
Taux de production / cycle de production
Inventaires / Stocks
Flexibilité
Capacité
Qualité
P
R
O
D
U
C
T
I
V
I
T
É
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
38
Performance d’un système industriel : quelques indicateurs de performance (2) …
D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Le temps total
de la durée de l’ensemble
des activités de transformation
ou
le temps total durant lequel
le produit reste dans le système
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
39
Performance d’un système industriel & indicateurs de performance : temps de cycle (délai de fabrication) …
D’après le "kit – 2010" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
"Intervalle de temps durant lequel le produit se trouve dans lesystème et que le poste de travail fonctionne à plein régime". Ilest composé de :
Temps de traitement
Temps nécessaire pour effectuer une tâche valeur ajoutée
Temps de transport
Durée associée au déplacement sans valeur ajoutée
Temps d’attente
Délai dû aux WIP/ressources sans valeur ajoutée
Temps de mise en course ou temps de "set up"
Délai associé au changement de produit sans valeur ajoutée
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
40
Performance d’un système industriel & indicateurs de performance : temps de cycle/délai de fabrication (2) …
D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

Le pourcentage du temps disponible
effectivement utilisé par un poste de
travail pour la fabrication
ou
le pourcentage du temps disponible
durant lequel le poste de travail est
utilisé pour la transformation (valeur
ajoutée)
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
41
Performance d’un système industriel & indicateurs de performance : taux d’utilisation des machines et/ou équipements …
D’après le "kit – 2010" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Cycle de production: c’est la durée
(seconde, minute, heure) entre deux sorties
de produits à la fin de la ligne de fabrication.
Ce temps est en fonction du taux de
production.
Taux de production: c’est la quantité de
produits fabriqués durant une période de
temps (minute, heure…)
Cycle de production = 1
Taux de production
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
42
Performance d’un système industriel & indicateurs de performance : cycle et taux de production …
D’après le "kit – 2010" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
43
Performance d’un système industriel & indicateurs de performance : cycle et taux de production (2) …
D’après le "kit – 2010" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Source : Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall.
Débris/Rébus Fournisseurs
peu fiables
Déséquilibre
des capacités
Matières premières
Produits finis
En-cours de fabrication (WIP)
Pièces de rechange
Stocks en transit et/ou tampon
Etc.
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
44© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Performance d’un système industriel : les stocks/inventaires, est-ce une panacée ?

C’est l’aptitude d’un système à répondre aux changements !
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
45
Performance d’un système industriel : la flexibilité … qu’est-ce que c’est ?
D’après le "kit – 2010" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Flexibilité-quantité et flexibilité/qualité
Degré d’adaptation du système face à des variations des quantités et
des niveaux de qualité des produits.
Flexibilité-produit
Souplesse du système à s’adapter à des modifications du produit ou à
l’arrivée de nouveaux produits.
Flexibilité-délai
Temps de réaction du système face à une variation de la demande.
Quantité théorique maximale
(poids, volume, nombre) pouvant être
réalisée selon les conditions établies
par unité de temps
Capacité est mesurée par
les unités d’extrants (homogènes)
ou
d’intrants (hétérogènes)
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
46
Performance d’un système industriel : la capacité … une définition !
D’après le "kit – 2010" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

Efficacité = Capacité à réaliser
ce qui est prévu
(faire la bonne chose selon des
objectifs fixés)
Efficience = Capacité à suivre les directives et les
politiques établies en minimisant l’utilisation des
ressources pour réaliser des produits spécifiques
(bien faire la chose)
en utilisant bien les ressources
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
47
Performance d’un système industriel : efficacité VS efficience (2) …
D’après le "kit – 2010" du professeur T.H. DAO, ing., Ph.D.ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Activités(transformation)
Entrée SortieRessources :
Personnes
Installations/équipement
Matériel
Méthodes
Résultats :
Produits
Services
Performance
Surveiller et mesurer le processusS’assurer que les entrées sont exactes, les activités de transformation s’appliquent
uniformément et les résultats désirés sont atteints. Puis, améliorer le processus au besoin.
EfficientPas de gaspillage
EfficacitéObtention des résultats désirés
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
48© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Performance d’un système industriel : efficacité VS efficience (2) …

De nos jours, le marché industriel est très dynamique et concurrentiel.
Le facteur de prix ne suffit plus à répondre aux exigences des clients.
Les facteurs déterminant le choix du client sont les suivants : Le prix
La qualité (performance et fiabilité)
La variété
Le niveau technologique
Le délai de livraison
Le service après-vente
Le producteur vit dans un marché concurrentiel et la production doit
répondre aux exigences ci-haut mentionnées.
La compétition est très forte. Le producteur doit mettre sur pied une
stratégie de gestion de production pour pouvoir répondre à la demande
du marché et pour être compétitif.
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Performance d’un système industriel : les besoins du marché (la voie du client ) …
49D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Haute performance de production
Qualité uniforme des produits
Qualité de vie au travail
Coûts de production raisonnables
Flexibilité de la quantité, de la qualité et du service
Service après-vente efficace
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Performance d’un système industriel : les soucis de la haute direction …
50D’après le "kit – 2009" du professeur T.H. DAO, ing., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL

Qualité exigée;
Quantité désirée (volume);
Mettre sur pied des systèmes et méthodes
administratives que le client doit utiliser;
Livré au lieu convenu;
Entretenir avec les clients des interrelations efficaces;
Respect des délais de fabrication et de livraison (temps);
Économique.
Q
V
A
L
I
T
ÉME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Performance d’un système industriel : les indicateurs globaux (GOP) …
51© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Le marché industriel contemporain est dynamique et concurrentiel. La compétition
est présente et très forte. Le prix ne suffit plus pour répondre aux exigences des
clients. Les facteurs déterminant le choix du client sont :
Les entreprises (biens/services) cherchent constamment des
moyens de répondre aux exigences du marché et y demeurer
(principes de Deming). La performance du système de production est un
des éléments permettant aux entreprises d’atteindre ces objectifs.
Les facteurs déterminant la performance d’un système de
production sont :
La productivité des ressources (humaines, matérielles, etc.)
La qualité des produits fabriqués et/ou des services offerts/rendus
la flexibilité du système
la fiabilité du système
le coût de production
Etc.
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
52© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Performance d’un système industriel : les indicateurs globaux/GOP (2) …

Introduction & Historique des systèmes
de production
Productivité : critères de performance
Conception Produit/Processus
Aménagement
La Technologie de Groupe (GT), FMS &
aménagement cellulaire
Optimisation du travail
Étude & Mesure du travail
Présentation générale -
historique
Système industriel et production
Fonctions du système de
production
Paramètres de mesure
Approches de gestion
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
Contenu du cours : un tour d’horizon …
53© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Fondements & définitions
Sources et retombées
Méthodes de calcul
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
54© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Introduction & Historique des systèmes
de production
Productivité : critères de performance
Conception Produit/Processus
Aménagement
La Technologie de Groupe (GT), FMS &
aménagement cellulaire
Optimisation du travail
Étude & Mesure du travail
Contenu du cours : un tour d’horizon (2) …

Pourquoi cette inter-relation ?
Quels sont ses éléments ?
Quel est son rôle ?
Quel est son impact ?
Quels sont ses outils ?
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
55© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Introduction & Historique des systèmes
de production
Productivité : critères de performance
Conception Produit/Processus
Aménagement
La Technologie de Groupe (GT), FMS &
aménagement cellulaire
Optimisation du travail
Étude & Mesure du travail
Contenu du cours : un tour d’horizon (3) …
Agencement optimal
d’un système manufacturier
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
56© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Introduction & Historique des systèmes
de production
Productivité : critères de performance
Conception Produit/Processus
Aménagement
La Technologie de Groupe (GT), FMS &
aménagement cellulaire
Optimisation du travail
Étude & Mesure du travail
Contenu du cours : un tour d’horizon (4) …

Définitions & concepts
Principes & impacts
Mesures de performance
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
57© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Introduction & Historique des systèmes
de production
Productivité : critères de performance
Conception Produit/Processus
Aménagement
La Technologie de Groupe (GT), FMS &
aménagement cellulaire
Optimisation du travail
Étude & Mesure du travail
Contenu du cours : un tour d’horizon (5) …
Modèle de transport
Relation homme-machine
Poste de travail
Balancement de la charge
de travail
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
58© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Introduction & Historique des systèmes
de production
Productivité : critères de performance
Conception Produit/Processus
Aménagement
La Technologie de Groupe (GT), FMS &
aménagement cellulaire
Optimisation du travail
Étude & Mesure du travail
Contenu du cours : un tour d’horizon (6) …

Étude des méthodes et
conception des postes de travail
Mesure du temps et
élaboration de temps standards
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
INTRODUCTION : CONCEPTION DES SYSTÈMES MANUFACTURIERS
59© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Introduction & Historique des systèmes
de production
Productivité : critères de performance
Conception Produit/Processus
Aménagement
La Technologie de Groupe (GT), FMS &
aménagement cellulaire
Optimisation du travail
Étude & Mesure du travail
Contenu du cours : un tour d’horizon (7) …
FIN
ME
C-65
2 :
Con
cept
ion
des
Sys
tèmes
Man
ufac
turier
s
60© 2011 – Barthélemy ATEME-NGUEMA, ing. stag., Ph.D.
ÉCOLE DE TECHNOLOGIE SUPÉRIEURE/MONTRÉAL
Recommended

















