
AUTOMAÇÃO APLICADA NO SETOR
DE MODELAGEM EM INDÚSTRIA
CALÇADISTA - UM ESTUDO DE CASO
Doglas Dalarosa Misturini (Faccat)
Jose de Souza (Faccat)
Em busca de melhores condições produtivas para a área calçadista o
empresário norte americano e europeu encontrou no Vale dos Sinos
características propícias ao desenvolvimento da atividade, sobretudo
pela mão de obra barata. No início dos anos 90 o mesmo fator foi
considerado um dos motivos que provocou a falência de empresas do
ramo no Brasil, uma vez que a mão de obra menos valorizada foi
suprida por outros países, sobretudo asiáticos e africanos. A crescente
oferta de uma maior quantidade de modelos de calçados ao mercado,
impulsionada pela necessidade de cada consumidor em assumir sua
forma individual, mudou a formação de uma indústria de produção em
larga escala para a de produção em lotes menores. Diante de tal
situação, precisaram-se realizar alterações para atender a nova
realidade, promovendo mudanças organizacionais, influenciadas por
novas tecnologias de mercado. A automação exerceu forte influência
para manter a atividade competitiva. Neste trabalho serão analisadas
mudanças ocorridas no setor de desenvolvimento com a utilização do
CAD/CAM, relacionando seus benefícios à antigos métodos e
demonstrando como esta tecnologia atuou como redutor de custo.
Palavras-chaves: Automação, CAD/CAM, Redução de custo.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
O setor calçadista brasileiro sob influência das propostas políticas de seus estados, está
promovendo a migração de seus centros produtivos a regiões que ofereçam maiores vantagens
competitivas, disponibilizando aos empresários menores taxas de impostos e principalmente
mão de obra de menor valor. Conforme cita o autor Brandão (1995) têm-se:
As vantagens competitivas da indústria nacional de calçados, centradas no
aproveitamento de mão de obra de baixo custo e no fácil acesso as matérias primas
abundantes, gradativamente perdem a atratividade num cenário competitivo mundial
que prioriza cada vez mais a qualidade dos produtos, o serviço ao cliente, a
flexibilização da mão de obra a agilidade na entrega, a resposta rápida as variações
da demanda e a variedade dos produtos e serviços.
A utilização de ferramentas computacionais CAD/CAM (Computed Aided Design –
Projeto Auxiliado por Computador) tornou-se uma grande opção para a redução de custos
deste segmento. Com estes sistemas é possível economizar tempo e obter maior eficácia com
uma quantidade de mão de obra inferior ao sistema manual (Branco, 2004).
Segundo Brandão (1995), a utilização de sistemas CAD, “proporcionam fácil acesso
ao banco de dados de modelos e economia no aproveitamento da matéria-prima, dotando a
produção de uma grande flexibilidade, pois permite a modificação e desenvolvimento de
modelos e escalas em tempos bem menores que os métodos tradicionais”.
Segundo Zawislak, “Se o progresso técnico serve como ponto de referência para a
evolução de toda e qualquer sociedade, o domínio sobre os rumos deste progresso, são na
verdade, o fator fundamental de manutenção de um estado em evolução”. A necessidade da
utilização de novas técnicas de origem cientifica tornam-se fatores essenciais à medida que o
setor passa por transformações de caráter tecnológico, cabendo aos empresários transformar
estes fatores em oportunidades de crescimento.
Este trabalho abordará como a utilização do sistema CAD/CAM pode influenciar a
competitividade da organização há nível mundial em um estudo de caso de uma indústria
calçadista do Rio Grande do Sul.
Desta maneira, será estudada a empregabilidade da tecnologia CAD/CAM em uma
indústria calçadista, a fim de abordar as consequências de sua utilização.
2. Desenvolvimento
A empresa escolhida para estudo e análise está localizada na região do Vale dos Sinos
e atua no mercado brasileiro e internacional diversificando seus produtos. Possui clientes de
nível classe alta, média e baixa. Atuante no mercado há mais de 30 anos, produz calçados
infantis, femininos e masculinos. Perante as diferenças políticas e econômicas no país,
promoveu a migração do centro produtivo há outros estados brasileiros mantendo o centro de
desenvolvimento na região metropolitana de Porto Alegre (Rio Grande do Sul).
Tratando-se de um setor que sofreu declínio na última década, e que hoje apresenta
uma forte reação econômica diante da produção destinada ao mercado nacional, a
implementação de novas tecnologias como a CAD/CAM surgiu como uma alternativa
estratégica na redução de custo do centro produtivo e do setor de desenvolvimento.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
Diante de tal alternativa, comparações foram realizadas para comprovar a real
eficiência do sistema, o que se verificou foi uma diminuição considerável no tempo de
execução das etapas envolvidas, proporcionando maior agilidade e precisão há menor custo.
Para verificar a influência da automação analisamos os métodos de desenvolvimento
de novos modelos.
Podemos subdividir o processo de criação e confecção do calçado em cinco etapas,
desenvolvimento, modelagem, corte, costura, pré-fabricado e montagem.
O setor de desenvolvimento envolve as etapas de pesquisa e criação das novas
tendências de mercado. Com a definição do cliente alvo, novos materiais são desenvolvidos e
novas formas com bicos diferenciados são elaborados, a fim de assegurar um produto
inovador frente à estação em estudo.
Para verificar o trabalho do departamento de modelagem, responsável pelo
desenvolvimento técnico de novos produtos é necessário visualizar o organograma na figura
1. Este descreve o processo desde a entrada de um novo projeto de calçado, que pode ter
origem externa (estúdio, estilista, cliente ou companhia de exportação) ou interna
(departamento de modelagem artística ou estilista contratado), até a entrega das amostras ao
departamento de vendas ou agente externo. Com os novos modelos de posse ao projeto (01), a
modelagem inicia a confecção de uma ficha técnica provisória (02) e definição de materiais e
cores. Na sequência, é providenciado o desenvolvimento ou compra de couro e forro (A) e
dos demais materiais(B), necessários para confecção do protótipo.
Figura 1–Organograma do processo de desenvolvimento de um calçado (Adaptado de GOSTINSKIA, 2008)
ATIVIDADES PRINCIPAIS
01 – Recebimento do Projeto pela Modelagem;
02 – Elaboração da ficha técnica provisória e definição
de materiais e cores;
03 – Desenvolvimento ou seleção de fôrma;
04 – Modelagem dos padrões;
05 – Confecção do Protótipo;
06 – Análise do protótipo, correção ou ajustes se
houverem;
07 – Aprovação do Protótipo; design, modelo, calce, etc;
08 – Elaboração da ficha técnicadefinitiva e da pasta
técnica;
09 – Confecções das amostras;
10 – Cálculo de Custos;
11 – Fotografar a(s) amostra(s);
12 – Enviar amostras ao departamento de vendas.
ATIDADES DE APOIO
A – Desenvolvimento e/ou compra de couro e forro;
B – Desenvolvimento e/ou compra dos demais materiais;
C – Confecção do Cabedal;
D – Confecção da palmilha de montagem;
E – Confecção do salto;
F – Confecção do solado;
G – Setor de Tempos e Movimentos;
H – Compra de materiais para as amostras;
I – Cálculo de consumo e custos;
J – Departamento de vendas ouagente externo.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
O setor da empresa responsável pelo corte das peças que irão compor o calçado
constitui uma atividade onde o cortador com o auxílio de uma faca, efetua o corte das peças
(conforme figura 2). Esse processo ocorre com a utilização de um contorno fornecido pelo
setor de modelagem, através de balancins (escala produtiva) ou ainda máquinas automáticas.
Cabe a este profissional estudar o posicionamento dos modelos de forma correta sobre o
couro, já que se trata de uma superfície sem homogeneidade, constituída de falhas
ocasionadas por parasitas, estrias e sentidos de elasticidade variáveis a cada ponto da região
da pele do animal. Para casos onde o corte é realizado em materiais com superfície e
elasticidade uniforme, tais como sintéticos, espumas e reforços o operador necessita somente
tomar cuidado quanto ao melhor posicionamento dos moldes e ao sentido de corte, já que a
superfície é regular e dispensa outros cuidados.
Fonte: http://www.luizabarcelos.com.br/blog/author/postar/page/81/
Figura 2 – Corte realizado manualmente
O setor de costura ou pesponto é responsável pela junção de todas as peças vindas do
setor de corte. Basicamente é constituída de dois tipos de profissionais, as preparadeiras que
tem por finalidade marcar (conforme figura 3) e unir as peças com adesivo (preparar). As
costureiras costuram as peças com as linhas e agulhas adequadas para cada peça do calçado
(conforme figura 4). Embora utilizem máquinas de costura o processo ainda envolve uma mão
de obra relacionada ao posicionamento, abastecimento e controle de qualidade das peças
manufaturadas.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
Fonte: http://www.luizabarcelos.com.br/blog/author/postar/page/81/
Figura 3 – Preparadeiras marcam as peças
Fonte: http://www.luizabarcelos.com.br/blog/author/postar/page/81/
Figura 4 – Processo de costura
O chamado pré-fabricado é o setor responsável pelo desenvolvimento de todas as
etapas envolventes na construção de solas, saltos e palmilhas, toda a parte que dará
sustentação e ergonomia ao calçado. Como o setor de costura este emprega grande quantidade
de pessoas devido a que mantém um sistema com forte presença de tarefas manuais.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
O setor de montagem recebe todos os componentes gerados pelos setores antecedentes
e são unidos através de processos de montagem e colagem dos itens que o compõem. Este
setor é responsável por dar forma ao calçado deixando-o pronto para receber o acabamento,
limpeza e embalagem final (figura 5). Esta operação é considerada qualificada e, geralmente,
realizada por homens, pois utilizam máquinas pesadas (Piccinini, 1995).
Fonte: http://www.luizabarcelos.com.br/blog/author/postar/page/81/
Figura 5– Setor de montagem
Nesse estudo serão avaliados os processos referentes à etapa de modelagem, onde a
implantação da automação exerceu grande influência sobre o caráter comportamental da
organização, propiciando maior agilidade frente aos métodos manuais. Na sequência são
apresentadas as etapas de modelagem.
2.1. Desenho do modelo sobre a forma
Nesta etapa o modelo é modelado tridimensionalmente na forma-partes com formato
idêntico ao pé e refere-se ao contorno, formato, que o calçado irá possuir após a sua
fabricação (Souza, 2006). Basicamente esta etapa requer uma média de 8 minutos se realizado
em sistema CAD, podendo variar dependendo da complexidade do modelo. Entretanto a falta
de profissionais capacitados para tal atividade faz com que o processo seja realizado
manualmente, onde a forma (figura 6) é encoberta por uma fita ou material plástico para
receber as linhas do calçado.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
Fonte: http://www.ocabide.com/noticias/noticia.php?categoria=livro¬iciaId=604
Figura 6– Forma utilizada no processo produtivo
Cada forma possui um formato diferenciado que fornece ao calçado tamanho e um
conjunto de características que distingue uma linha específica da outra. Na figura 7 temos
uma forma encapada, processo de colagem com fita adesiva para formar uma superfície de
desenho na forma. A fita possibilita a retirada das linhas desenhadas sobre a forma em escala
real.
Fonte: http://www.ocabide.com/noticias/noticia.php?categoria=livro¬iciaId=604
Figura 7 – Forma encapada com fita crepe para receber o desenho
2.2. Planificação
A atividade de planificação, compõe a ação de transferir um desenho em formato 3D
para 2D. A forma possui inicialmente formato volumétrico e as partes a serem destacadas
serão desenvolvidas sobre um plano no sistema operacional 2D (conforme mostra a figura 8).
Quando a realização de tal atividade for realizada manualmente, o processo requer
aproximadamente 15 minutos para conclusão, porém se o desenho for realizado no sistema
CAD 3D, o software realizará automaticamente o processo de planificação, dispensando
qualquer atividade pelo operador.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
Fonte: http://www.usaflexnaotemigual.com.br/category/conforto-original-usaflex-caminhe-mais
Figura 8 – Para o processo manual, após a retirada da fita da forma o modelo é planificado
O programa interpreta na forma 3D, uma malha sobre uma superfície tridimensional, e
direciona as linhas criadas a um plano 2D de acordo com os pontos de referencia da malha
(conforme figura 9).
Fonte: http://pr.quebarato.com.br/toledo/shoemaster-v-7-01-completo-frete-gratis__375FF7.html
Figura 9 – Malha criada pelo sistema
2.3. Modelagem
Através de um modelo fornecido pela etapa de planificação as peças são destacadas
manualmente. Neste procedimento não existe um tempo fixo para conclusão das tarefas, visto
que cada modelo requer planejamentos diferenciados. Desta maneira, através da
cronometragem de diferentes tipos de modelos, calculou-se uma média de tempo para
utilizarmos em posteriores análises, gerando em torno de 57,5 minutos por modelo.
Após a construção do protótipo os modelos recebem quase que em toda a sua
totalidade correções, oriundas das adversidades dos processos e materiais empregados, fato
que duplica o tempo de modelagem caso o mesmo tenha sido feito manualmente, pois se torna
necessário ser remodelado por inteiro ou em grandes partes. No sistema CAD a correção é
feita com a movimentação das linhas no sistema, onde o mesmo atualiza todas as peças do
modelo automaticamente, gerando uma redução de tempo e mão de obra considerável ao
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
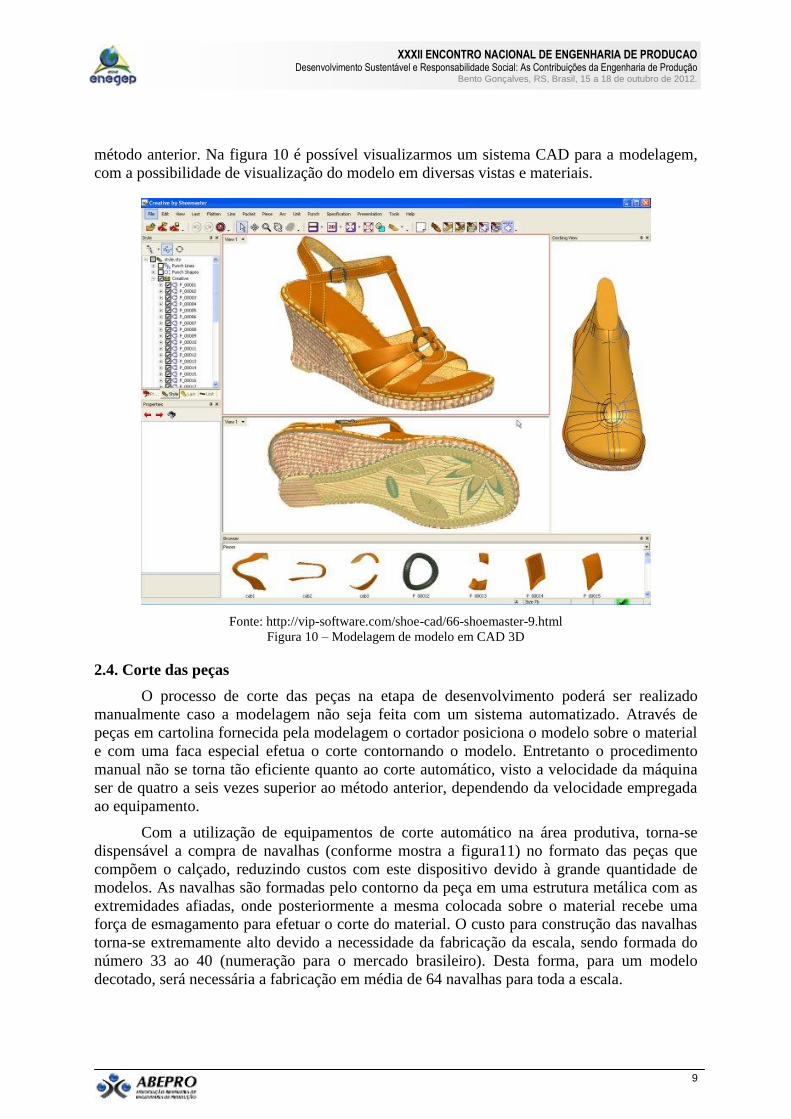
método anterior. Na figura 10 é possível visualizarmos um sistema CAD para a modelagem,
com a possibilidade de visualização do modelo em diversas vistas e materiais.
Fonte: http://vip-software.com/shoe-cad/66-shoemaster-9.html
Figura 10 – Modelagem de modelo em CAD 3D
2.4. Corte das peças
O processo de corte das peças na etapa de desenvolvimento poderá ser realizado
manualmente caso a modelagem não seja feita com um sistema automatizado. Através de
peças em cartolina fornecida pela modelagem o cortador posiciona o modelo sobre o material
e com uma faca especial efetua o corte contornando o modelo. Entretanto o procedimento
manual não se torna tão eficiente quanto ao corte automático, visto a velocidade da máquina
ser de quatro a seis vezes superior ao método anterior, dependendo da velocidade empregada
ao equipamento.
Com a utilização de equipamentos de corte automático na área produtiva, torna-se
dispensável a compra de navalhas (conforme mostra a figura11) no formato das peças que
compõem o calçado, reduzindo custos com este dispositivo devido à grande quantidade de
modelos. As navalhas são formadas pelo contorno da peça em uma estrutura metálica com as
extremidades afiadas, onde posteriormente a mesma colocada sobre o material recebe uma
força de esmagamento para efetuar o corte do material. O custo para construção das navalhas
torna-se extremamente alto devido a necessidade da fabricação da escala, sendo formada do
número 33 ao 40 (numeração para o mercado brasileiro). Desta forma, para um modelo
decotado, será necessária a fabricação em média de 64 navalhas para toda a escala.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
Fonte: http://anuncios-servicos.vivastreet.com.br/oferta-servicos+sapiranga/navalhas-para-corte-de-calcados--
bolsas-vazadores-matrizes-/40808651
Figura 11 – Navalha para corte em balancins
Para o emprego de navalhas no corte de materiais é necessária a utilização de
balancins (conforme mostra a figura12). Este equipamento efetua o corte por esmagamento do
material com força constante sobre a navalha, efetuando o rompimento do material no lado
cortante, do fio. Uma navalha pode possuir dois lados cortantes, assim opta-se pelo corte do
pé direito ou do pé esquerdo de acordo com o posicionamento da mesma, de maneira que
somente alguns tipos de aço possibilitam este principio. Geralmente aços mais espessos e de
maior resistência são fabricados somente com um lado cortante.
Fonte: http://www.permutalivre.com.br/479452/balancim-de-corte-hidraulico.html#
Figura 12 – Operador com balancim com cabeçote móvel
Na máquina de corte automático (conforme figura 13), uma navalha fixa há um
cabeçote giratório preso a um eixo de deslocamento XY realiza o corte do material em uma
superfície plana que prende o material por sucção. O corte de materiais com superfícies
uniformes pode ser realizado com a sobreposição dos mesmos, realizando o corte de vários
pares ao mesmo tempo. Este processo também é válido para o corte com navalhas,
ligeiramente diferenciados pelo tempo de produção de cada um, tendo a máquina de corte

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
automático maior eficiência. Isso acontece porque o equipamento oferece a possibilidade de
armazenamento na memória do posicionamento das peças e a velocidade superior ao método
manual.
Fonte: http://lizhermannshoes.blogspot.com.br/2008/03/fabrica-da-chanel.html
Figura 13 – Máquina de corte automático
A costura que faz a junção das peças recebe os gabaritos da modelagem que são
cortados em uma máquina de corte com capacidade para cortar papel e gabaritos em material
polimérico.
Além disso, ocorre a possibilidade da construção do solado via sistema CAD 3D o que
concilia a praticidade com a possibilidade do arquivo em ser acessado por programas que
atuam na fabricação das matrizes de tais componentes, diminuindo o tempo de
desenvolvimento dos mesmos.
3. Resultados
Analisou-se o tempo médio para o desenvolvimento de cada atividade, manual e
automatizada e comparou-se o tempo necessário em cada um dos casos. Abaixo é possível
visualizar na tabela 1 os dados coletados por atividade e tempo necessário.
Atividade/Sistema Sistema manual Sistema automatizado
Desenho 15 min 8 min
Planificação 15 min 0 min
Modelagem 57,5 min 30 min
Corte 20 min 8 min
Total 107,5 min 46 min
Tabela 1 – Comparação dos dois sistemas
A etapa de planificação pelo sistema automatizado (CAD) é realizada
automaticamente pelo programa, por isso não requer tempo algum por parte do operador.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
A disparidade de tempo entre os sistemas de 61,5 minutosevidencia a praticidade na
utilização do CAD/CAM. Desta maneira, o programa desempenha funções que requerem
tempos superiores caso realizado manualmente, acelerando o desempenho de algumas
atividades e realizando outras automaticamenteconforme mostra a figura 14.
A realização de correções no modelo, mudanças nas posições das linhas existentes do
desenho, manualmente resulta no retrabalho da etapa de modelagem, enquanto no CAD o
sistema reconstrói as peças pelas mudanças efetuadas nas linhas, diminuindo o tempo de
correção.
Após a conclusão da etapa de modelagem, o arquivo é enviado à máquina de corte,
através de um programa de conversão de dados, que permite a leitura do arquivo pela
máquina. Caso a produção necessite de alguma mudança no modelo a alteração pode ser feita
de imediato, contrário ao uso de navalhas que será necessário a realização do concerto das
mesmas, requerendo tempo maior e geração de custo. Visto a migração das partes produtivas
a outros estados e países, o auxílio deste sistema operacional permite maior agilidade, já que o
arquivo do modelo pode ser enviado via sistema à empresa filial e ser utilizado dentro de
poucos minutos.
Figura 14–Manual versus automatizado (Tempo necessário)
Apesar de esta tecnologia ser fundamental como fator de sobrevivência as empresas, a
mesma requer investimentos e custos fixos altos para obtenção e manutenção. Desta forma, o
CAD se tornou uma restrição a algumas indústrias, sobretudo sobre as de pequeno porte que
não conseguem diluir seus custos sobre uma pequena produtividade. A desvalorização do
câmbio nas negociações com os países compradores vem agravando ainda mais a situação do
setor no país, uma vez que países em ascensão já dispõem destes recursos tecnológicos como
planos estratégicos de redução de custos.
Apesar da máquina de corte de couro e de sintéticos demonstrar um funcionamento
simples, ela requer de alta tecnologia e precisão para atender as exigências de sua
funcionalidade. Vale ressaltar que a margem de erro não pode ser superior a 0,5mm, fato que
pode ser prejudicial e visto somente quando o calçado chegar à etapa final do processo. O
equipamento é formado de uma mesa constituída por microporos que prendem o material por
sucção ao plano de corte, o posicionamento das peças é feito com o auxílio de imagens de um

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
projetor sobre o material, o que facilita a exclusão de áreas imperfeitas sobre o mesmo. Os
modelos são acessados de um arquivo de armazenamento, onde o sistema CAD os envia,
desta forma oferece agilidade ao processo, se distinguindo do sistema tradicional, todo
manual.
Para a implantação de uma nova tecnologia torna-se necessário a elaboração de um
projeto. “Os projetos têm natureza temporária e têm datas de inicio e fim definidas, e estarão
concluídas quando as respectivas metas e objetivos forem cumpridos” (Heldam, 2005).
4. Conclusão
A utilização da tecnologia CAD/CAM veio proporcionar a área calçadista maior
competitividade, assegurando maior eficiência nos processos abrangentes a uma geração de
custo inferior ao método tradicional, manual. A capacidade da empresa em implantar tais
automações definirá suas condições de sobrevivência a nível mundial, uma vez que a mão de
obra mais barata deixa de ser uma estratégia competitiva e outros fatores tornam-se
primordiais.
A tecnologia empregada no aprimoramento das atividades da modelagem vieram a
reduzir em 57,2% o tempo total de desenvolvimento de um protótipo, considerando desde o
desenho do modelo sobre a forma até a conclusão da modelagem. A atividade de corte sofreu
forte redução de custo à medida que gastos realizados com a fabricação de navalhas e a
diminuição do tempo para conclusão das tarefas foram possibilitados com a utilização das
máquinas de corte automático.
Apesar dos altos custos para obtenção destas tecnologias, geralmente adquiridas por
empresas de grande porte devido à facilidade de dissolver os gastos há uma grande produção,
torna-se inevitável a utilização das mesmas para a permanência das pequenas e médias
empresas no mercado, uma vez que a constante demanda pela diversificação dos produtos
requer lead time menores.
Referências
BRANCO, V. R. C. Os efeitos da globalização na economia: sua relação com o emprego, a educação e a
família brasileira – Dissertação de mestrado – UNIVERSIDADE SÃO MARCOS – São Paulo – 2004.
BRANDÃO F. Grupos Estratégicos e Inovação Tecnológica no Complexo Calçadista do Rio Grande do Sul. In
FENSTERSEIFER, E. J (Org). O Complexo Calçadista em Perspectiva: Tecnologia e Competitividade Porto
Alegre: Ortiz S/A, 1995.
GOSTINSKIA, M. Exportação como fator de mudança na estrutura, estratégia e competitividade da indústria
de calçados do Vale do Sinos (1970 – 2007) – Trabalho de Conclusão –Universidade do Vale do Rio dos Sinos.
2008.
HELDAM, K. Gerência de Projetos. 6ª Ed. Rio de Janeiro: Elsevier, 2005.
LIZ HERMANN. Acesso em 24/04/2012 e disponivel no link
http://lizhermannshoes.blogspot.com.br/2008/03/fabrica-da-chanel.html
LUIZA BARCELOS. Acesso em 23/04/2012 e disponível no link
http://www.luizabarcelos.com.br/blog/author/postar/page/81/.
NICOLE DUARTE. Acesso em 23/04/2012 e disponível no link
http://www.ocabide.com/noticias/noticia.php?categoria=livro¬iciaId=604.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
14
PERMUTA LIVRE. Acesso em 23/04/2012 disponivel no link
http://www.permutalivre.com.br/479452/balancim-de-corte-hidraulico.html#
PICCININI F. Mudança na Indústria Calçadista Brasileira: Novas Tecnologias e Globalização do Mercado. In
FENSTERSEIFER, E. J (Org). O Complexo Calçadista em Perspectiva: Tecnologia e Competitividade Porto
Alegre: Ortiz S/A, 1995.
QUE BARATO. Acesso em 23/04/2012 e disponível no link http://vip-software.com/shoe-cad/66-shoemaster-
9.html
SOUZA, J. Processo industrial calçadista: esteira de montagem. – Trabalho de Conclusão de Curso – UERGS–
Universidade Estadual do Rio Grande do Sul. 58p – 2006.
VIP-SOFTWARE. Acesso em 23/04/2012 e disponivel no link http://vip-software.com/shoe-cad/66-
shoemaster-9.html.
ZAWISLAK A. P. A Inovação no Setor Calçadista Brasileiro: Um exemplo de Atividade de Resolução de
Problemas. In FENSTERSEIFER, E. J (Org). O Complexo Calçadista em Perspectiva: Tecnologia e
Competitividade Porto Alegre: Ortiz S/A, 1995.
Recommended

















