
Controle de Processos – Introdução
Prof. Eduardo Stockler Tognetti Laboratório de Automação e Robótica (LARA)
Dept. Engenharia Elétrica - UnB

Objetivos da Apresentação
1. Visão geral dos processos industriais
2. Áreas de atuação e atribuições do engenheiro de controle e automação
3. Tópicos de controle de processos
4. Objetivos da disciplina e assuntos abordados
1. Processos industriais
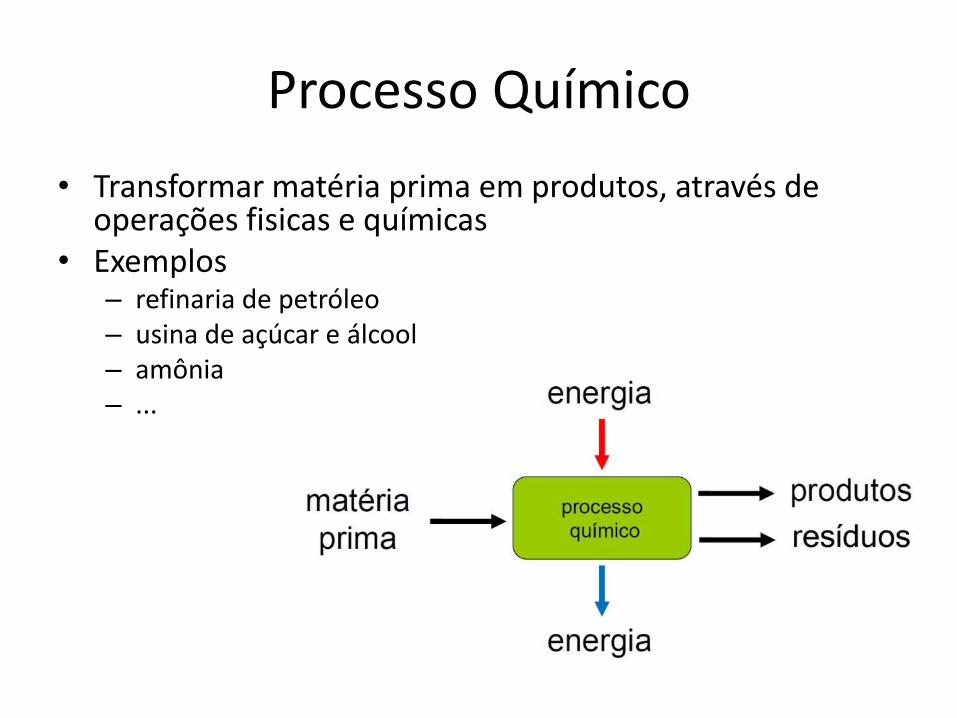
Processo Químico
• Transformar matéria prima em produtos, através de operações fisicas e químicas
• Exemplos – refinaria de petróleo – usina de açúcar e álcool – amônia – ...

Processo Químico

Processo Químico
Trocadores de calor
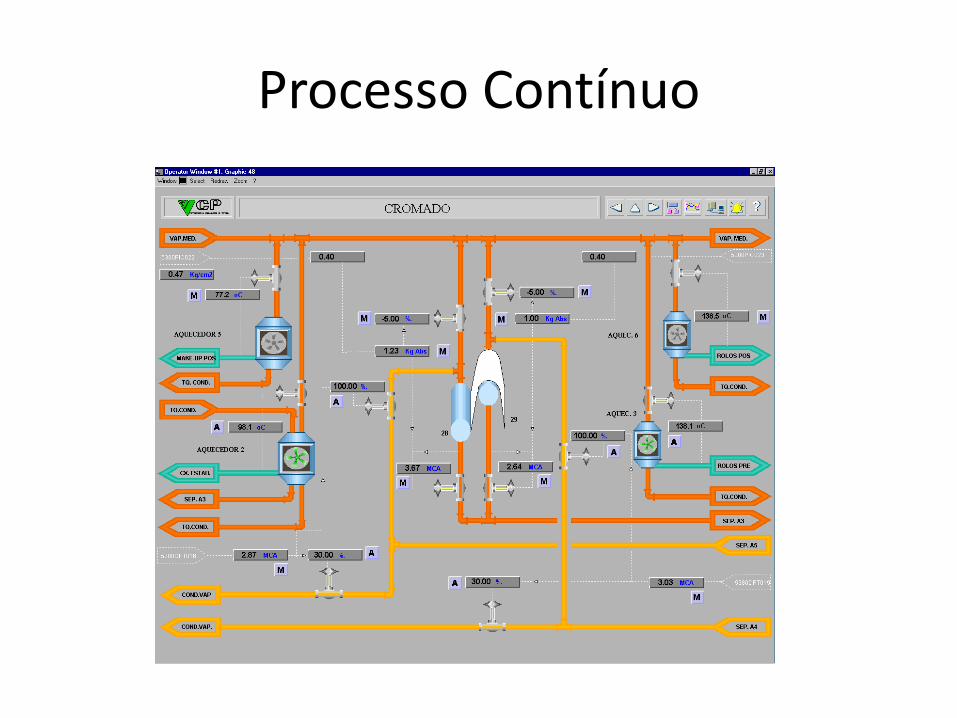
Processo Contínuo

Processo Batelada (descontínuo)

Processo Semi-contínuo

Sistemas a Eventos Discretos

Áreas
• Petroquímica
• Papel e Celulose
• Farmacêutica
• Química
• Fertilizantes
• Mineração
• Cimento
• Açúcar e álcool
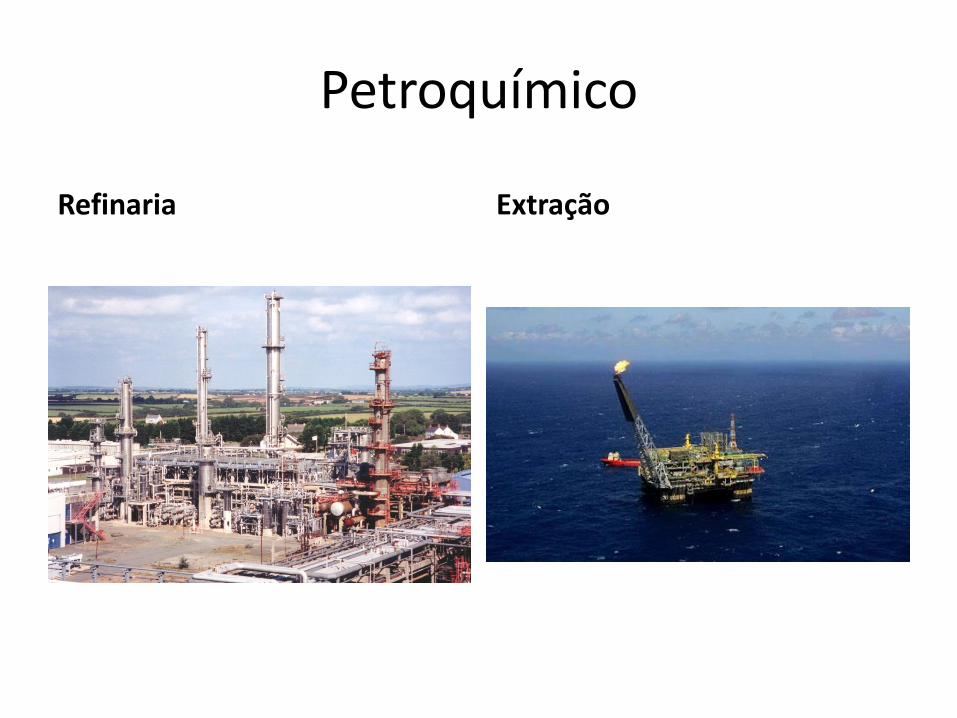
Petroquímico
Refinaria Extração

Produção de Papel

Processo Químico

2. Áreas de Atuação do Engenheiro de Controle e Automação
• Elétrica
• Acionamento
• Instrumentação
• Automação

Elétrica

Elétrica
Acionamento de Máquinas Elétricas
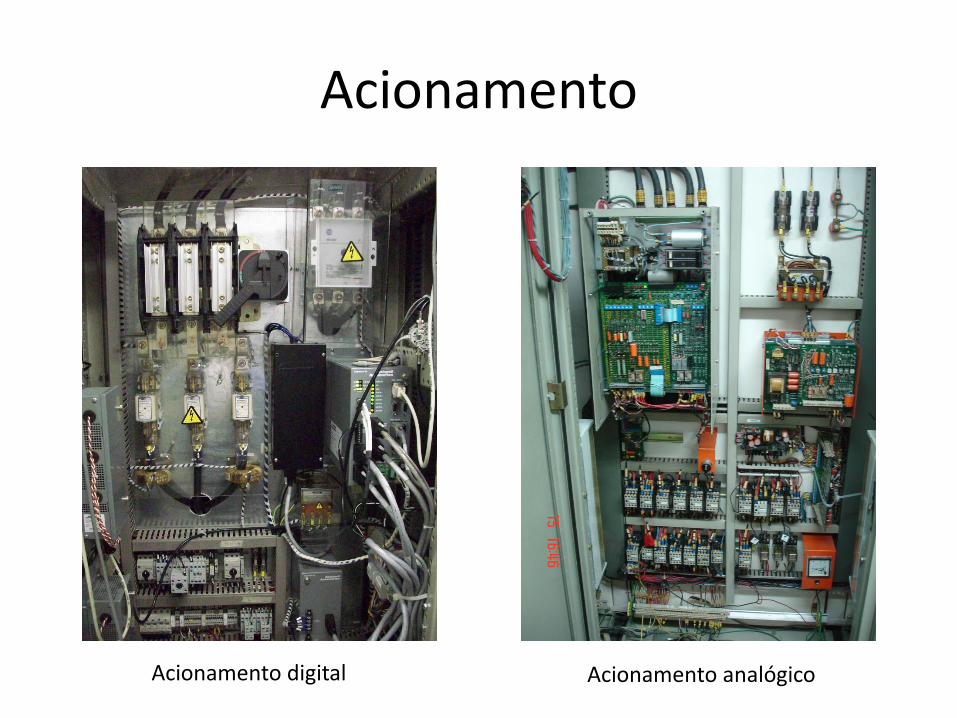
Acionamento
Acionamento digital Acionamento analógico

Controle da tensão do papel (Regulador Tensão -> Velocidade -> Torque)

Controle em Cascata

Rebobinadeiras
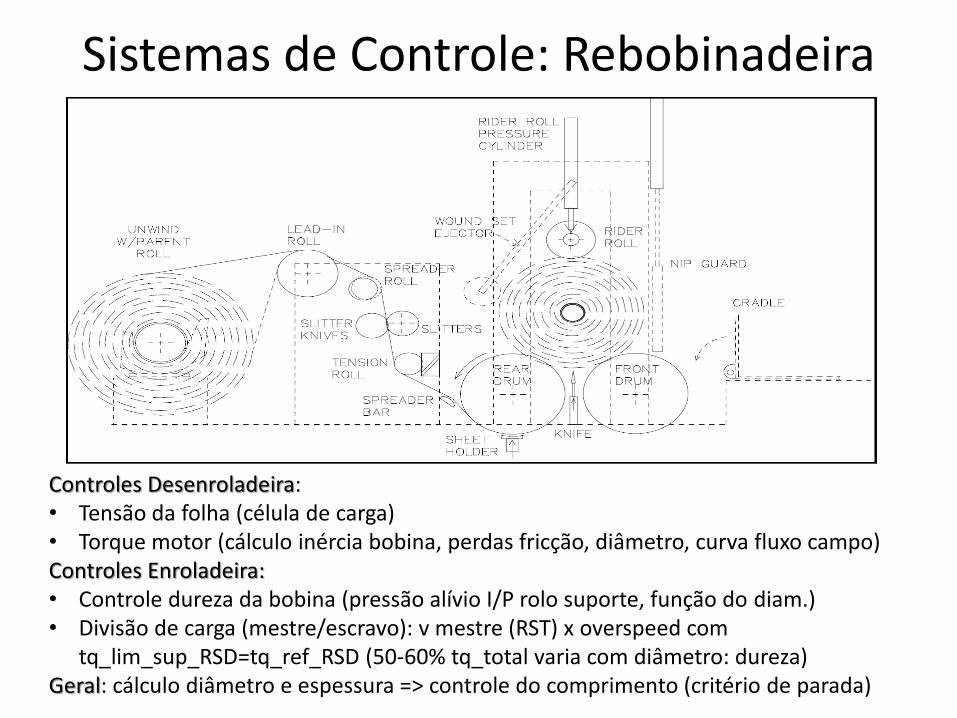
Sistemas de Controle: Rebobinadeira
Controles Desenroladeira: • Tensão da folha (célula de carga) • Torque motor (cálculo inércia bobina, perdas fricção, diâmetro, curva fluxo campo) Controles Enroladeira: • Controle dureza da bobina (pressão alívio I/P rolo suporte, função do diam.) • Divisão de carga (mestre/escravo): v mestre (RST) x overspeed com
tq_lim_sup_RSD=tq_ref_RSD (50-60% tq_total varia com diâmetro: dureza) Geral: cálculo diâmetro e espessura => controle do comprimento (critério de parada)
Instrumentação

Instrumentos

Problemas em Válvulas
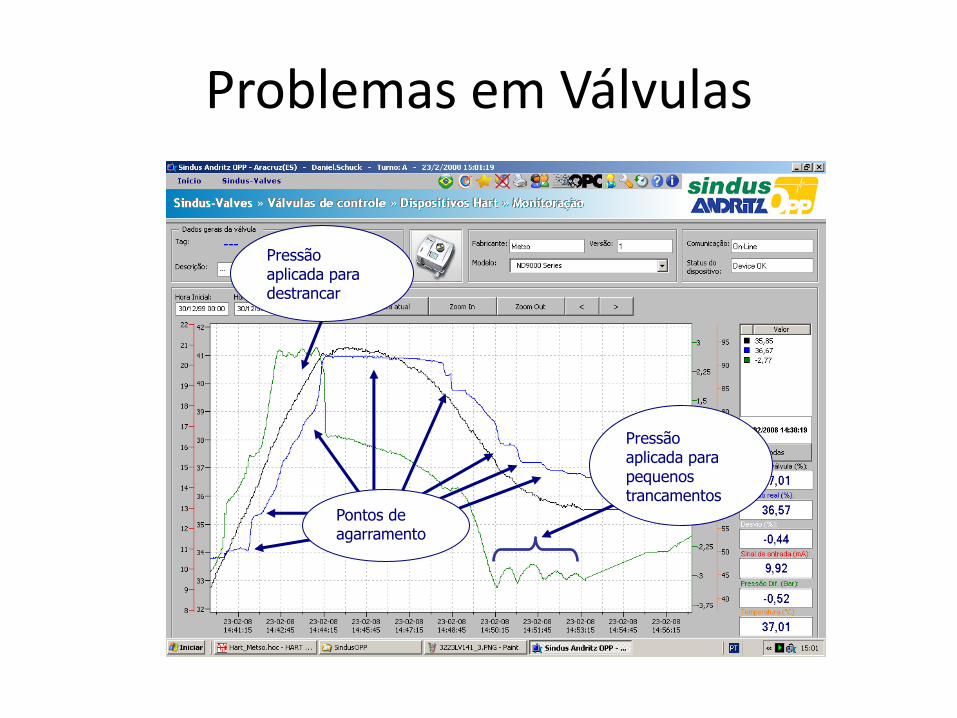
Problemas em Válvulas
Pressão aplicada para destrancar
Pontos de agarramento
Pressão aplicada para pequenos trancamentos
Automação

Atribuições do Engenheiro de Processos
• Projeto – Formular fluxo de processo
– Especificar unidades de processo individuais (reatores, trocadores de calor, etc)
– Especificar variáveis de operação e meios de controlá-las
• Operação – Operar, manter e otimizar o processo

Fluxogramas de tubulação e instrumentação (P&ID , pipping and instrumentation diagram)

3. Controle de Processos Industriais
Etapas de projeto de um sistema de controle
1. Especificação dos objetivos de controle a. Objetivos de controle, produção e econômicos b. Restrições de processo: qualidade e segurança
2. Definição da estratégia de controle a. Selecionar variáveis controladas (CV); Como medir CV’s
(variáveis medidas); Como atuar nas CV’s (variáveis manipuladas); Graus de liberdade e estrutura do controle (feedback, inferência, antecipatório, siso/ mimo/ multimalha)
3. Especificação detalhada da instrumentação, hardware, software, custos
4. Construção, comissionamento, startup, operação, validação das especificações
Objetivo do Controle de Processos

Objetivos do Controle de Processos
Gerais
• Segurança
– Pessoas e equipamentos
• Motivações econômicas
– Atender especificações de qualidade
– Minimizar gastos energéticos
– Minimizar desperdícios/ consumo de insumos
– Maximizar produtividade e eficiência
– Maximizar tempo de vida dos equipamentos
• Minimizar impactos no meio-ambiente
Específicos
• Atenuar distúrbios
• Garantir estabilidade
• Otimizar desempenho ($)
• Combinação das acima

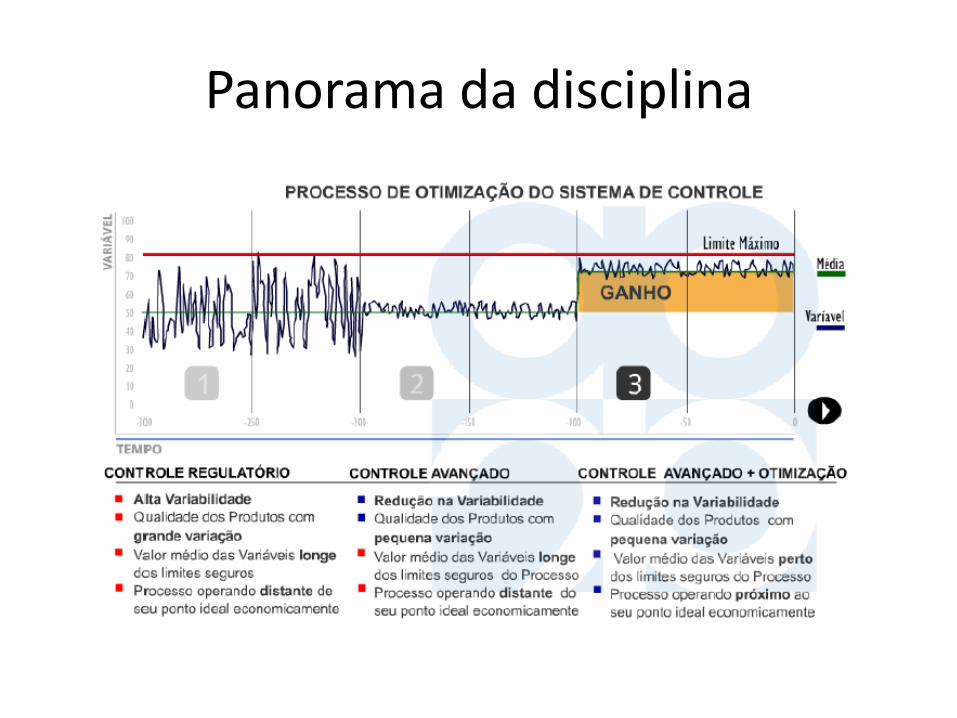
Variabilidade no Processo
• Reação desbalanceada
Produto fora de especificação
Maior consumo de matéria prima, insumos e energia
• Maior desgaste dos instrumentos de campo
Aumento do custo com manutenção e pessoal
• Paradas não prevista
Diminuição da disponibilidade da planta e produtividade
Especificação
do Produto
Set Point
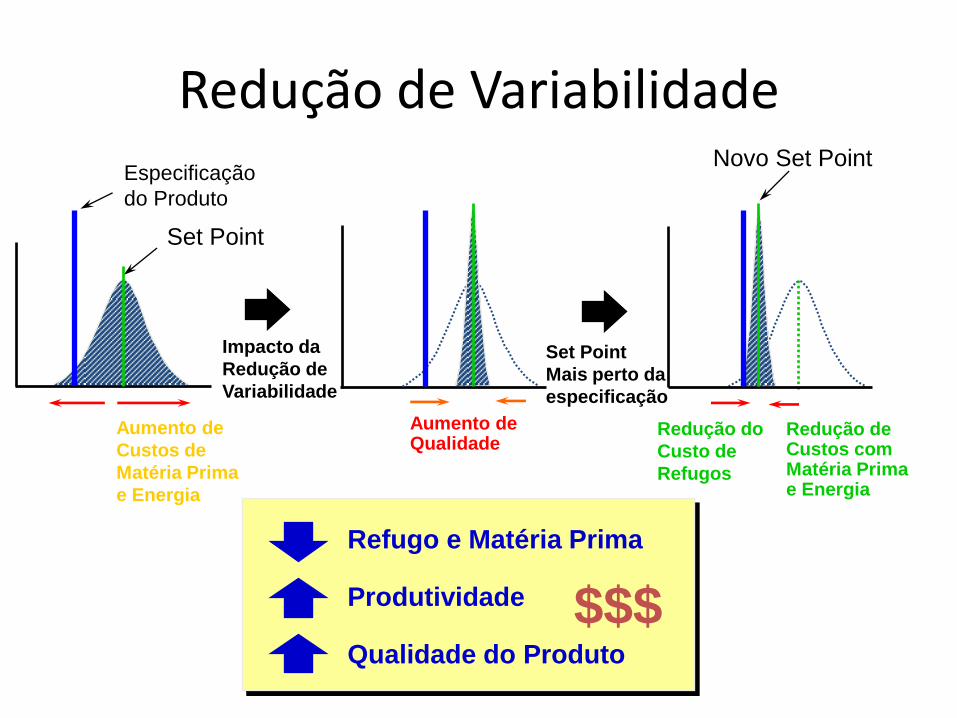
Refugo e Matéria Prima
Produtividade
Qualidade do Produto
Especificação
do Produto
Redução de Custos com Matéria Prima e Energia
Redução do
Custo de
Refugos
Set Point
Impacto da
Redução de
Variabilidade
Novo Set Point
Aumento de Qualidade
Set Point
Mais perto da
especificação
Aumento de
Custos de
Matéria Prima
e Energia
$$$
Redução de Variabilidade

EFEITO DA MARGEM DE SEGURANÇA DO OPERADOR (EX.: CONTROLE DE ALVURA)
Especificação = 88 ºISO
SP = 89 ºISO
Novo SP = 88,1 ºISO

Propagação das Variabilidades
LIC
Nível
Vazão
Variabilidade

A Função do Controle
Controlador Processo SP E MV PV
Variabilidade
Deslocada
Sintonia Quantidade de
Variabilidade Deslocada
Perturbação com Freqüência e
Amplitude Variáveis
D

Redução de Variabilidade
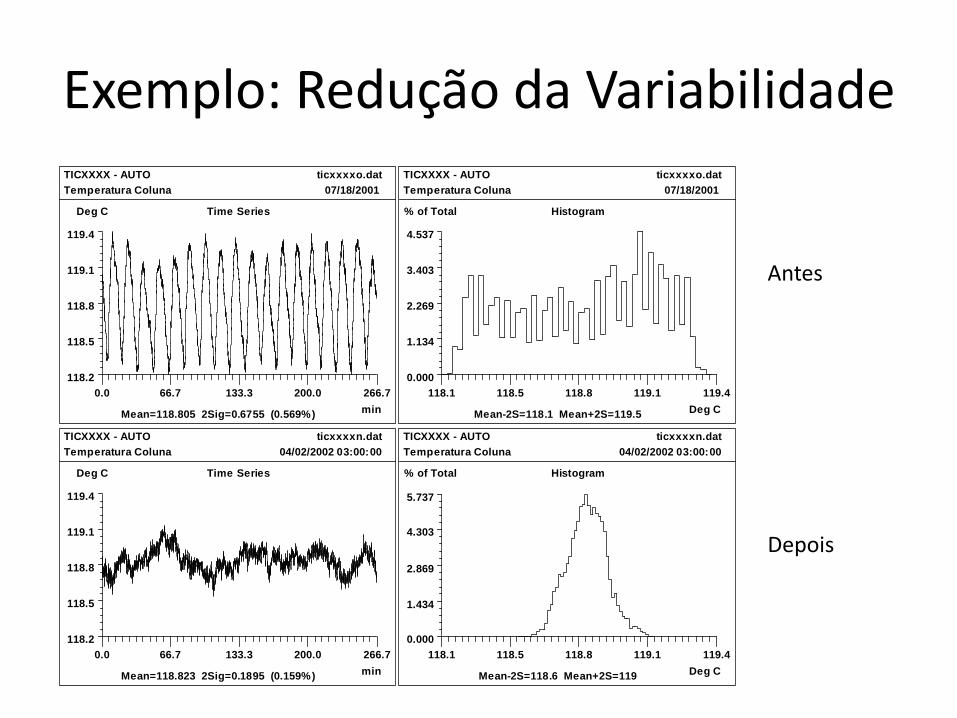
Exemplo: Redução da Variabilidade TICXXXX - AUTO ticxxxxo.dat
07/18/2001 Temperatura Coluna
0.0 66.7 133.3 200.0 266.7
min
118.2
118.5
118.8
119.1
119.4
Deg C Time Series
Mean=118.805 2Sig=0.6755 (0.569%)
TICXXXX - AUTO ticxxxxo.dat
07/18/2001 Temperatura Coluna
118.1 118.5 118.8 119.1 119.4
Deg C
0.000
1.134
2.269
3.403
4.537
% of Total Histogram
Mean-2S=118.1 Mean+2S=119.5
TICXXXX - AUTO ticxxxxn.dat
04/02/2002 03:00:00Temperatura Coluna
0.0 66.7 133.3 200.0 266.7
min
118.2
118.5
118.8
119.1
119.4
Deg C Time Series
Mean=118.823 2Sig=0.1895 (0.159%)
TICXXXX - AUTO ticxxxxn.dat
04/02/2002 03:00:00Temperatura Coluna
118.1 118.5 118.8 119.1 119.4
Deg C
0.000
1.434
2.869
4.303
5.737
% of Total Histogram
Mean-2S=118.6 Mean+2S=119
Antes
Depois

Exemplo: Redução da Variabilidade PIC2258.PV - AUTO pic2258c.t01
07/18/2001 Pressao FA2226 (Ind DA2212)
0.0 66.7 133.3 200.0 266.7
min
3.375
3.427
3.480
3.532
3.585
Kgf/cm2 Time Series
Mean=3.50006 2Sig=0.1271 (3.63%)
PIC2258.PV - AUTO pic2258c.t01
07/18/2001 Pressao FA2226 (Ind DA2212)
136.5 102.4 68.3 34.2 0.0
min/Cycle
0.000
0.868
1.735
2.603
3.470
Var (E-3) Power Spectrum
Win=Sqr., Detr=N, Ovr= 0
PIC2258.PV - AUTO pic2258.t01
04/02/2002 Pressao FA2226 (Ind DA2212)
0.0 66.7 133.3 200.0 266.7
min
3.375
3.427
3.480
3.532
3.585
Kgf/cm2 Time Series
Mean=3.50018 2Sig=0.005567 (0.159%)
PIC2258.PV - AUTO pic2258.t01
04/02/2002 Pressao FA2226 (Ind DA2212)
136.5 102.4 68.3 34.2 0.0
min/Cycle
0.000
0.729
1.459
2.188
2.918
Var (E-6) Power Spectrum
Win=Sqr., Detr=N, Ovr= 0
Antes
Depois

Benefícios Esperados
• Redução nos consumos específicos dos insumos no processo de produção
• Redução nos consumos de energia
• Redução na geração de rejeitos
• Ampliação da disponibilidade da planta, com consequente aumento da capacidade produtiva
• Redução no custo de manutenção • Redução nas perdas produtivas

Problemas e Oportunidades

Malhas de Controle
• Estatísticas – 30% das malhas em manual
– 30% problemas em sensores, atuadores
– 20% projeto errado e/ou inadequado
– 85% mal sintonizadas (30% sem sentido)
– 85% com desempenho insatisfatório
– 90% das plantas tem um de seus turnos de operadores melhor que os outros
• Somente 20% das malhas operam melhor em automático que em manual !
Fonte: Revista Controle & Instrumentação
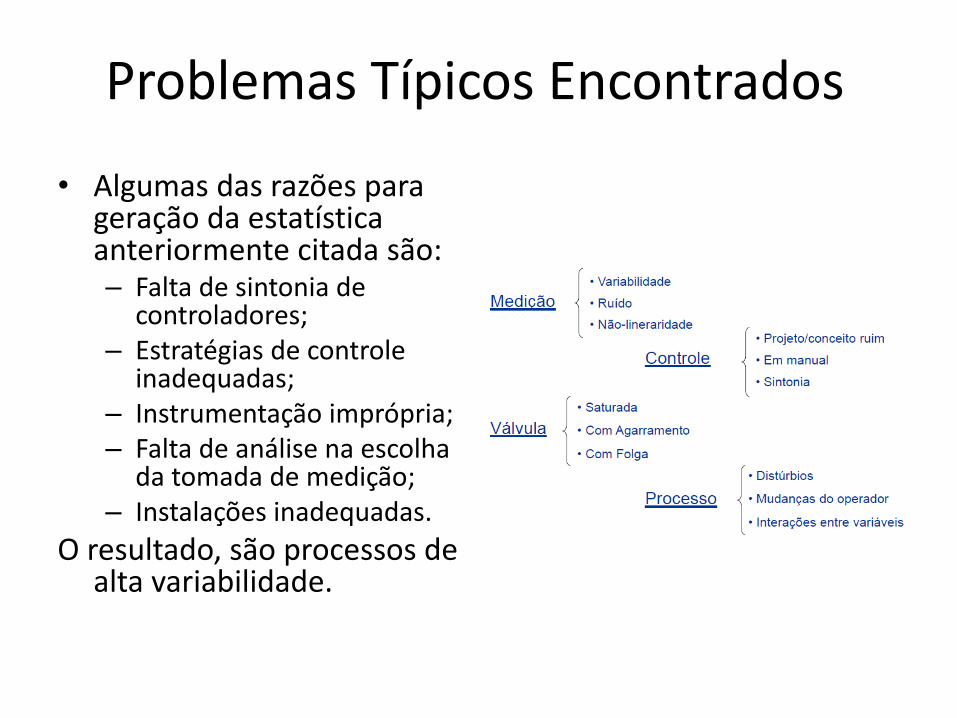
Problemas Típicos Encontrados
• Algumas das razões para geração da estatística anteriormente citada são: – Falta de sintonia de
controladores; – Estratégias de controle
inadequadas; – Instrumentação imprópria; – Falta de análise na escolha
da tomada de medição; – Instalações inadequadas.
O resultado, são processos de alta variabilidade.

Objetivo da disciplina
Controle de Processos

Objetivos do Curso
• Familiarizar-se com a nomenclatura de processos industriais
• Saber desenvolver modelos matemáticos dos processos mais comuns
• Conhecer e projetar as principais estratégias de controle utilizadas nas indústrias
• Desenvolver habilidades em ferramentas computacionais de simulação e projeto

Panorama da disciplina
• Definições e terminologias:
– Elementos de uma malha de controle
– Terminologia e simbologia (norma ISA)
– Diagrama de processos e instrumentação (PI&D)

• Características e modelagem de processos:
– Revisão de conceitos básicos de modelagem
– Características dos processos
– Exemplos de modelagem
– Simulação
Panorama da disciplina

Panorama da disciplina
• Válvulas de controle
– Descrição de válvulas de controle
– Tipos de válvulas de controle
– Características

Panorama da disciplina
• Controlador PID
– Algoritmos
– Técnicas de projeto
– Indicadores de desempenho
Panorama da disciplina
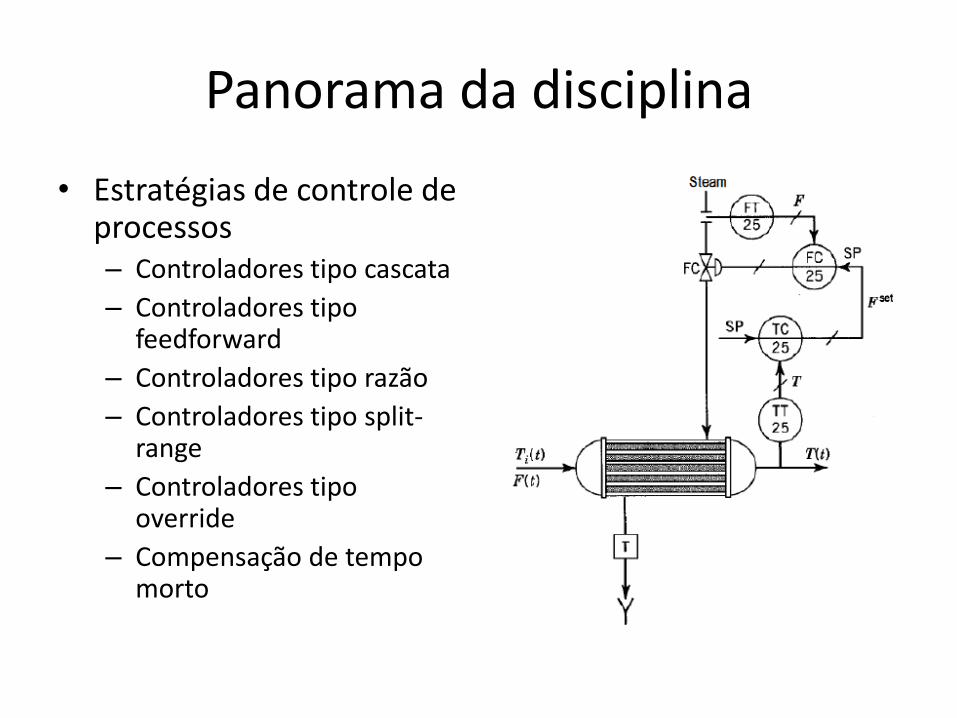
• Estratégias de controle de processos – Controladores tipo cascata
– Controladores tipo feedforward
– Controladores tipo razão
– Controladores tipo split-range
– Controladores tipo override
– Compensação de tempo morto
Panorama da disciplina
Recommended

















