
Construction and Building Materials 66 (2014) 712–722
Contents lists available at ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
Abrasion resistance of concrete containing marginal aggregates
http://dx.doi.org/10.1016/j.conbuildmat.2014.05.0840950-0618/� 2014 Elsevier Ltd. All rights reserved.
⇑ Corresponding author. Mobile: +91 9411578358.E-mail addresses: [email protected] (G.B. Ramesh Kumar), umuksfce@
iitr.ac.in (U.K. Sharma).
Ramesh Kumar G.B. ⇑, Sharma U.K.Department of Civil Engineering, Indian Institute of Technology, Roorkee 247667, India
h i g h l i g h t s
� Ninety concrete cylinders made with marginal aggregates were tested for under water abrasion resistance as per ASTM C 1138.� The effect of aggregate and cement type, pozzolana, age and grade of concrete on abrasion resistance of concrete was studied.� Increasing Los Angeles (L.A.) abrasion value of aggregates beyond 30% significantly degrades abrasion resistance of concrete.� Addition of pozzolanic admixture improves the abrasion resistance with maximum advantage observed in case of silica fume.� High strength concrete using marginal aggregates and silica fume shows abrasion loss close to a mix with sound aggregates.
a r t i c l e i n f o
Article history:Received 12 October 2013Received in revised form 21 May 2014Accepted 26 May 2014
Keywords:Abrasion resistanceAggregatePozzolanaConcrete
a b s t r a c t
The main aim of the present study was to recommend ways and means to upgrade abrasion resistance ofconcrete made of low quality aggregates to acceptable levels on the basis of laboratory experimentalinvestigations. The variables of the study were grade of concrete, type & quantity of pozzolana, type ofaggregate, cement type and age of concrete. Various mixtures of concrete were designed and cast usingdifferent cements and pozzolanas. Three types of aggregates with three different Los Angeles (L.A.) values(less than 30%, between 30% and 50% and more than 50%) were employed in the study. A total of 90 cylin-drical specimens were tested as per ASTM C 1138 procedure in this study to evaluate the abrasion resis-tance of concrete. Several companion cubes were also tested for evaluating the compressive strength ofvarious mixes. The results indicate that while the abrasion resistance of concrete depends upon the prop-erties of aggregates, no direct correlation exists between the L.A. abrasion of aggregates and the abrasionresistance of resulting concrete. The abrasion resistance of concrete degrades considerably once the L.A.value of aggregates goes beyond 30%. Incorporation of pozzolanic admixtures in concrete mix improvesthe abrasion resistance of resulting concrete with maximum benefits being observed in case of silicafume. Important observations have also been made about the influence of age of concrete and type ofcement.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
Abrasion is one of the major problems in hydraulic structuresresulting from the abrasive effects of waterborne silt, sand, gravel,rocks, ice and other debris being circulated over a concrete surfaceduring operation of a hydraulic structure. Spillway aprons, stillingbasin slabs, culverts and hydro power tunnels are most likely to bedamaged by abrasion in hydraulic structures [1]. Based on thecharacteristics of coarse aggregate, the strength and other proper-ties of concrete differ. Abrasion resistance of concrete is stronglyinfluenced by the hardness of its coarse aggregates. The mechani-cal and chemical characteristics of the coarse aggregates vary from
area to area. Hydro power projects are generally located in remotehilly areas, where it becomes important to use locally availableaggregates. Many times the locations, possessing aggregates withpoor abrasive properties, become cause of concern as the concretehydraulic structures constructed with such aggregates show inad-equate abrasion resistance. In such cases, transporting soundaggregates from other places may not be a viable option as itentails considerable cost and efforts. Using locally available aggre-gates is the only viable option under these conditions.
Many studies have been reported in the literature on the influ-ence of properties of aggregates on the abrasion resistance of con-crete. Smith [2] reported that concrete containing soft limestoneaggregate is less resistant to abrasion than similar concrete con-taining relatively harder aggregates. Liu [3] and Laplantane [4] sug-gested that the abrasion resistant concrete should include thelargest maximum size of aggregate particle, the maximum amount

G.B. Ramesh Kumar, U.K. Sharma / Construction and Building Materials 66 (2014) 712–722 713
of the hardest available coarse aggregate and lowest practicalwater–cementitious material ratio. De Larrard and Belloc [5] con-cluded that for the same quality mortar, different types of coarseaggregates with different shapes, textures, mineralogy, andstrengths may result in different concrete abrasive properties. Kilicet al. [6] investigated five different aggregate types (gabbro, basalt,quartzite, limestone and sandstone) in the concrete mixtures. Theresults of the investigation showed that aggregate strength andtexture influenced the compressive strength, flexure tensilestrength and abrasion resistance of concrete. The author explainedthat concrete with a low w/cm ratio develops less porosity, higherstrength and a stronger interfacial bond in the hardened mortarand thus enhances the overall concrete abrasion erosion resistanceperformance. For a given aggregate and finishing procedure, theabrasion resistance of concrete increases with an increase in thecompressive strength of concrete.
Siddique [7] reported that wear resistance of concrete mixturescontaining fly ash was lower than that of control mixtures anddecreases with increasing fly ash content. Wu et al. [8] investigatedthe effect of adding blast furnace slag as replacement of cement inconcrete to improve the abrasion erosion resistance. The results ofthe investigation showed that an increase in slag content produceda denser and stronger concrete surface, thus resulting in a higherresistance to wear for slag concrete at later age. The concrete madewith 45% slag resulted the best abrasion erosion performance. Thusthe literature shows that while addition of blast furnace slag hasbeen shown to benefit the abrasion performance of concrete, addi-tion of flyash may not provide benefits in terms of improvementsin abrasion resistance of concrete. Adding silica fume and highrange water reducing admixture to a concrete mixture greatlyincreases the compressive strength and abrasion resistance of con-crete [9].
The existing literature suggests that both the sand blastingmethod of ASTM C 418 [10] and under-water method of ASTMC 1138 [11] are suitable for evaluating the abrasive erosion resis-tance of water-borne particles on hydraulic structures. Othermethods proposed by Indian Standard, IS 9284 [12] and ASTMStandards, ASTM C 779 [13] and ASTM C 944 [14], are applicableto measure the abrasion resistance of pavements and floors. Allthese methods allow only an evaluation of a measure of relativequality without any defined acceptable or unacceptable limits.At present, the absence of standard criteria for abrasion erosionof concrete surfaces in hydraulic structures prevents specifica-tions of quality in terms of abrasion resistance. Abrasion proper-ties of aggregates in terms of Los Angeles (L.A.) values aregenerally used in various standards world over to ascertain theabrasion resistance of resulting concrete. Most of the abrasionresistance related studies in the past have been performed forindustrial floors and pavements. The investigations on abrasionresistance of concrete in hydraulic structures are very limited.The earlier studies did not relate the quality of aggregate in con-crete used in hydraulic structures with the abrasion resistance ofconcrete. In view of this, the present investigation has beenplanned to investigate the abrasion resistance of concrete con-taining marginal aggregates and thereby to suggest modificationsin the concrete mixture to improve the abrasion resistance ofsuch concretes.
2. Experimental program
The cube compressive strength of concrete 25 MPa is commonly used for thetunnel lining works of the hydro power projects in India. Therefore, in theabsence of any acceptable value of underwater abrasion of concrete, the abrasionperformance of this concrete with sound aggregates (LA less than 30%) wasassumed as the benchmark acceptable abrasion resistance of concrete. In orderto obtain acceptable abrasion resistant concrete manufactured with low qualityaggregates, it was aimed to enhance the quality and strength of paste in such
concrete so that paste assumes the dominating role and the influence of aggre-gates is shadowed. Thus, it was proposed to design and test higher grades of con-crete with enhanced compressive strength and improved paste phase. Thevariables chosen for the investigation were grade of concrete, type and amountof pozzolana, cement type and age of concrete. Different mixes were designedusing the different selected aggregates and trying various cementitious materialsnamely cement, micro-silica, slag and flyash in order to achieve a denser andstronger paste. Two grades of concrete namely M 40 and M 60 were employedin this investigation. The description of concrete mixtures is given in Table 1.The proportions of various mixes are provided in Table 2. The cylindrical speci-mens were cast for evaluating abrasion resistance of concrete while the compan-ion cubes were cast for measuring the compressive strength of concretes. A totalof 90 cylindrical specimens and 270 cubes made from 20 batches of concretewere cast and tested.
2.1. Material properties
Different test specimens were cast using Ordinary Portland Cement or PortlandPozzolona Cement, fine aggregate, coarse aggregate, silica fume, fly ash, GGBS,super-plasticizer and tap water. All the materials conformed to the specificationsof relevant Indian Standard Codes [15–19]. Two types of cement, i.e. Ordinary Port-land Cement (OPC) and Pozzolana Portland cement (PPC) were used. Three types ofpozzolanas, i.e. Fly ash, Ground Granulated Blast Furnace Slag (GGBS) and Silicafume were used in the mixes as part replacement of cement. The sand conformingto zone II of IS 383:1970 [20] was used as fine aggregate throughout in the study.Overall three types of coarse aggregates were used in the present study. Two differ-ent types of low quality coarse aggregates with L.A. value less than 50% (but morethan 30%) and L.A. value more than 50% were employed. The aggregates with L.A.less than 50% was designated as A2 and that with LA more than 50% was designatedas A5. Each of the above mentioned low quality aggregates had two types of frac-tions, i.e. 10 mm and 31.5 mm. These fractions were finally mixed appropriatelyto obtain the grading of IS: 383 Code for 20 mm graded aggregates. Another aggre-gate type with L.A. value less than 30% and grading per 20 mm graded aggregatewas also used for benchmark control testing. The physical properties of fine andcoarse aggregates are given in Table 3.
2.2. Mixing, casting and curing
The mixes were prepared in laboratory using laboratory tilting type mixer.Before each casting, the quantities of various ingredients, i.e. cement, sand, coarseaggregate, water, pozzolana and super plasticizer were kept ready in required pro-portions. Initially, the fine aggregate, cement and pozzolana were mixed thoroughlyto get a uniform mix in the dry state. The uniformity was indicated by the uniformcolour of the mix and no concentration of any one material being visible. Then thecoarse aggregate were added to this dry mix and turned over twice or thrice in thedry condition itself in a tilting type rotary drum mixer for about 1 min. About half ofthe total water was added slowly to get a uniform mix. After this, the remainingwater with the superplasticiser thoroughly mixed in it was added, and the mixingwas continued for about 1 min. The moulds for casting the specimens were cleaned,brushed, oiled and placed on a vibrating table with a speed range of12,000 ± 400 rpm and an amplitude range of 0.055 mm. After the mixing procedureis completed, test was conducted on the fresh concrete to determine the slump bySlump cone test. It was proposed to design the mixes in such way that a slump of100–150 mm was maintained in all the mixes. Normally for pumpable concrete, theslump in this range is desired. In this study, commercially available high rangewater reducing admixture based on modified poly-carboxylic ether (PCE) polymerwith solid content of 9.2% was used to prepare the concrete. Segregation and bleed-ing were visually checked during the test and was not observed in any of the mixes.At the age of 24 h, the specimens were removed from the moulds and stored inwater until the date of testing.
2.3. Testing
After 28 days or 90 days of water curing, whatever the case may be, the speci-mens were removed from curing tank and the abrasion resistance test and com-pressive strength tests were carried out under laboratory ambient conditions. Itwas proposed to investigate the abrasion resistance of various above mentionedconcrete mixes using under-water Abrasion Resistance Method of ASTM C 1138.ASTM Test method for abrasion resistance of concrete was originally developed in1981 for evaluating the resistance of concrete surface subjected to abrasion actionof water particles on hydraulic structures such as stilling basin and spillways. Theapparatus consists of essentially a drill press, an agitation paddle, a cylindrical steelcontainer and 70 steel grinding balls of various sizes. Fig. 1 shows the schematicview of the test apparatus. The water in the container is circulated by the immer-sion of agitation paddle that is powered by drill press rotating at a speed of1200 rpm. The circulating water, in turn, moves the abrasive charges on the surfaceon the concrete specimen, producing the abrasion effects. Two such test setups
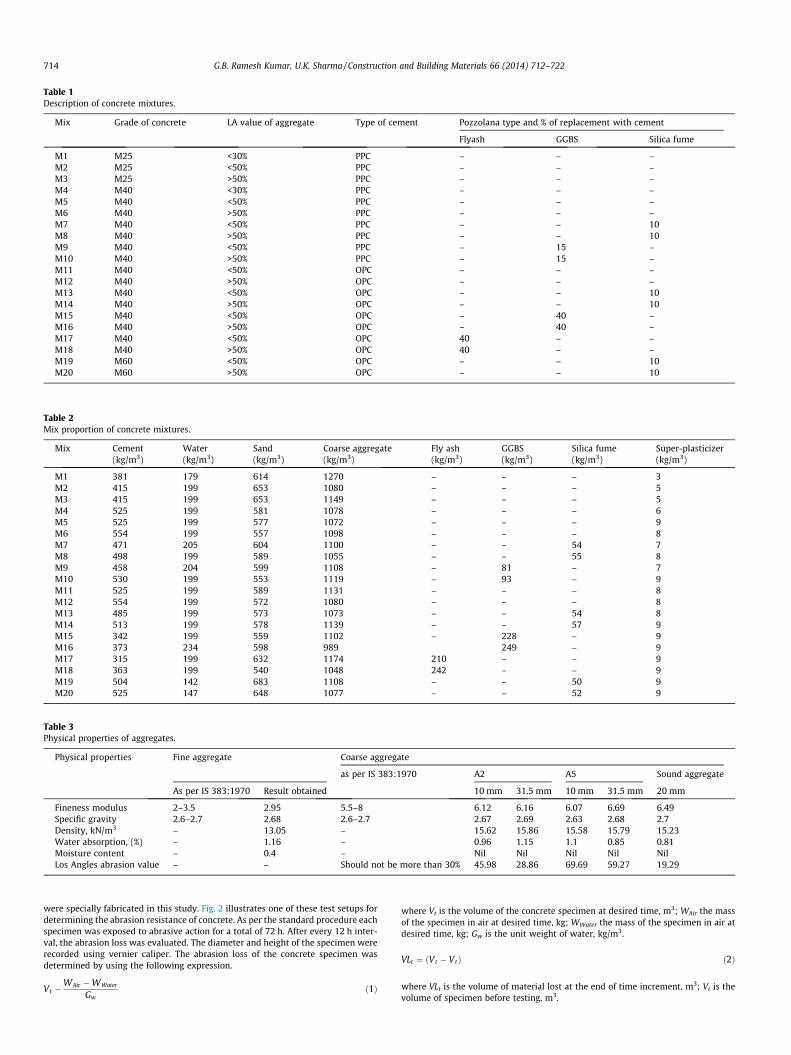
Table 1Description of concrete mixtures.
Mix Grade of concrete LA value of aggregate Type of cement Pozzolana type and % of replacement with cement
Flyash GGBS Silica fume
M1 M25 <30% PPC – – –M2 M25 <50% PPC – – –M3 M25 >50% PPC – – –M4 M40 <30% PPC – – –M5 M40 <50% PPC – – –M6 M40 >50% PPC – – –M7 M40 <50% PPC – – 10M8 M40 >50% PPC – – 10M9 M40 <50% PPC – 15 –M10 M40 >50% PPC – 15 –M11 M40 <50% OPC – – –M12 M40 >50% OPC – – –M13 M40 <50% OPC – – 10M14 M40 >50% OPC – – 10M15 M40 <50% OPC – 40 –M16 M40 >50% OPC – 40 –M17 M40 <50% OPC 40 – –M18 M40 >50% OPC 40 – –M19 M60 <50% OPC – – 10M20 M60 >50% OPC – – 10
Table 2Mix proportion of concrete mixtures.
Mix Cement(kg/m3)
Water(kg/m3)
Sand(kg/m3)
Coarse aggregate(kg/m3)
Fly ash(kg/m3)
GGBS(kg/m3)
Silica fume(kg/m3)
Super-plasticizer(kg/m3)
M1 381 179 614 1270 – – – 3M2 415 199 653 1080 – – – 5M3 415 199 653 1149 – – – 5M4 525 199 581 1078 – – – 6M5 525 199 577 1072 – – – 9M6 554 199 557 1098 – – – 8M7 471 205 604 1100 – – 54 7M8 498 199 589 1055 – – 55 8M9 458 204 599 1108 – 81 – 7M10 530 199 553 1119 – 93 – 9M11 525 199 589 1131 – – – 8M12 554 199 572 1080 – – – 8M13 485 199 573 1073 – – 54 8M14 513 199 578 1139 – – 57 9M15 342 199 559 1102 – 228 – 9M16 373 234 598 989 249 – 9M17 315 199 632 1174 210 – – 9M18 363 199 540 1048 242 – – 9M19 504 142 683 1108 – – 50 9M20 525 147 648 1077 – – 52 9
Table 3Physical properties of aggregates.
Physical properties Fine aggregate Coarse aggregate
as per IS 383:1970 A2 A5 Sound aggregate
As per IS 383:1970 Result obtained 10 mm 31.5 mm 10 mm 31.5 mm 20 mm
Fineness modulus 2–3.5 2.95 5.5–8 6.12 6.16 6.07 6.69 6.49Specific gravity 2.6–2.7 2.68 2.6–2.7 2.67 2.69 2.63 2.68 2.7Density, kN/m3 – 13.05 – 15.62 15.86 15.58 15.79 15.23Water absorption, (%) – 1.16 – 0.96 1.15 1.1 0.85 0.81Moisture content – 0.4 – Nil Nil Nil Nil NilLos Angles abrasion value – – Should not be more than 30% 45.98 28.86 69.69 59.27 19.29
714 G.B. Ramesh Kumar, U.K. Sharma / Construction and Building Materials 66 (2014) 712–722
were specially fabricated in this study. Fig. 2 illustrates one of these test setups fordetermining the abrasion resistance of concrete. As per the standard procedure eachspecimen was exposed to abrasive action for a total of 72 h. After every 12 h inter-val, the abrasion loss was evaluated. The diameter and height of the specimen wererecorded using vernier caliper. The abrasion loss of the concrete specimen wasdetermined by using the following expression.
Vt �WAir �WWater
Gwð1Þ
where Vt is the volume of the concrete specimen at desired time, m3; WAir the massof the specimen in air at desired time, kg; WWater the mass of the specimen in air atdesired time, kg; Gw is the unit weight of water, kg/m3.
VLt ¼ ðVt � VtÞ ð2Þ
where VLt is the volume of material lost at the end of time increment, m3; Vt is thevolume of specimen before testing, m3.
Fig. 1. A schematic view of under-water abrasion test apparatus.
Fig. 2. A view of used abrasion test setup.
Table 4Results of abrasion tests (Mix M1 to M10 of 28 days results).
Mix Abrasion loss at the age of 28 days (m3)
12 h 24 h 36 h 48 h 60 h 72 h
M1 0.00005 0.00009 0.00012 0.00015 0.00018 0.00020M2 0.00011 0.00020 0.00029 0.00038 0.00047 0.00059M3 0.00012 0.00018 0.00029 0.00040 0.00050 0.00061M4 0.00004 0.00008 0.00011 0.00015 0.00019 0.00023M5 0.00005 0.00009 0.00013 0.00019 0.00027 0.00031M6 0.00005 0.00012 0.00018 0.00025 0.00031 0.00040M7 0.00003 0.00007 0.00010 0.00013 0.00017 0.00023M8 0.00004 0.00007 0.00012 0.00016 0.00020 0.00024M9 0.00003 0.00007 0.00014 0.00019 0.00024 0.00028M10 0.00005 0.00010 0.00015 0.00019 0.00024 0.00030
Table 5Results of abrasion tests (Mix M11 to M20 of 28 days results).
Mix Abrasion loss at the age of 28 days (m3)
12 h 24 h 36 h 48 h 60 h 72 h
M11 0.00005 0.00010 0.00018 0.00024 0.00031 0.00036M12 0.00007 0.00015 0.00022 0.00026 0.00030 0.00038M13 0.00005 0.00010 0.00016 0.00021 0.00026 0.00031M14 0.00008 0.00014 0.00019 0.00026 0.00030 0.00032M15 0.00007 0.00011 0.00017 0.00022 0.00027 0.00033M16 0.00005 0.00011 0.00015 0.00021 0.00030 0.00038M17 0.00008 0.00015 0.00018 0.00023 0.00029 0.00034M18 0.00007 0.00015 0.00023 0.00031 0.00038 0.00045M19 0.00005 0.00008 0.00012 0.00014 0.00017 0.00019M20 0.00005 0.00009 0.00013 0.00017 0.00019 0.00022
Table 6Results of abrasion tests (90 days results).
Mix Abrasion loss at the age of 90 days (m3)
12 h 24 h 36 h 48 h 60 h 72 h
M1 0.00005 0.00008 0.00011 0.00013 0.00016 0.00018M2 0.00007 0.00014 0.00023 0.00030 0.00040 0.00049M3 0.00007 0.00015 0.00022 0.00029 0.00040 0.00051M4 0.00003 0.00006 0.00008 0.00011 0.00013 0.00016M5 0.00005 0.00009 0.00014 0.00022 0.00027 0.00033M6 0.00004 0.00007 0.00013 0.00018 0.00022 0.00029M7 0.00003 0.00006 0.00010 0.00012 0.00016 0.00019M8 0.00004 0.00007 0.00012 0.00016 0.00018 0.00020M9 0.00006 0.00009 0.00012 0.00017 0.00021 0.00027M10 0.00003 0.00006 0.00010 0.00014 0.00017 0.00022
G.B. Ramesh Kumar, U.K. Sharma / Construction and Building Materials 66 (2014) 712–722 715
Further, the uni-axial compressive strength tests were conducted on the cubespecimens using Amsler make compression testing machine. Three specimens weretested for each result and the average values were found.
3. Results and discussion
The abrasion test results of various mixes after 28 days of test-ing are presented in Tables 4 and 5. Table 6 provides the corre-sponding results after 90 days of testing. It can be noticed thatthe abrasion loss increased in each specimen as the duration of test
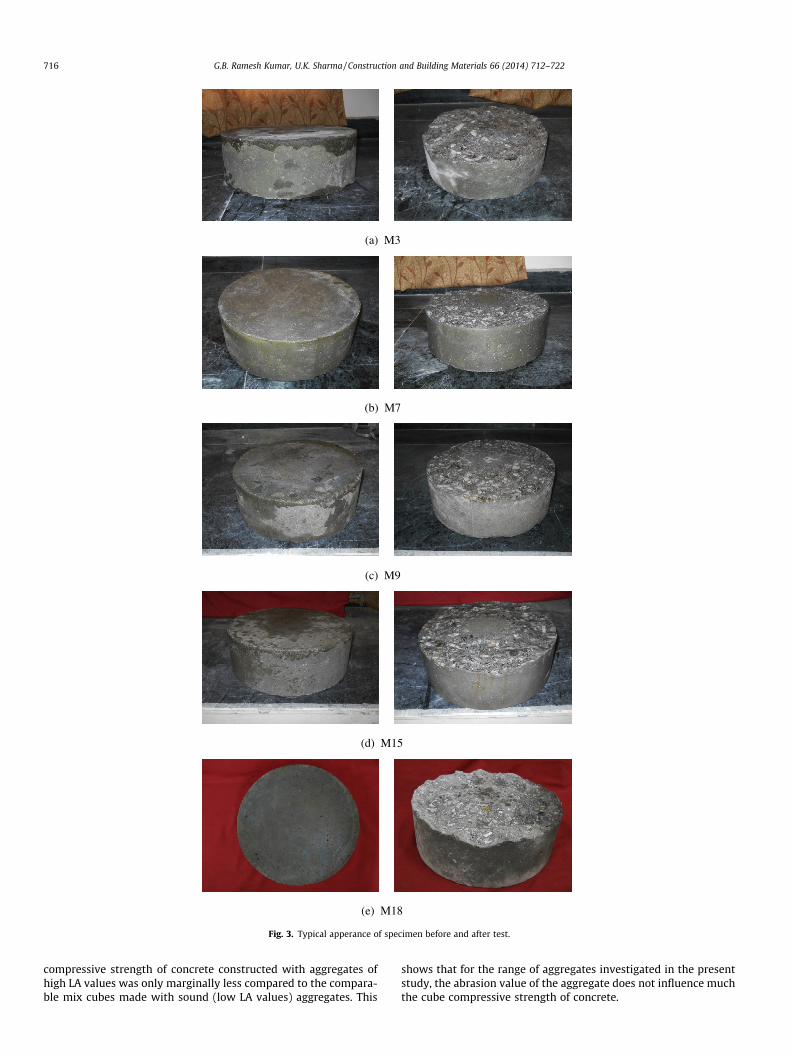
increased from 12 h to 72 h. However, it was observed that the vol-ume of abrasion loss in the first 12 h was generally greater than theremaining test period. This is because the surface mortar layer iseasier to abrade. The rate of abrasion loss decreased thereafteronce the surface mortar layer got worn away and the aggregateswere exposed. The results show that the abrasion performance ofconcrete depended on the properties of aggregates, concrete grade,type of cement, type and quantity of pozzolana and age of test. Theeffects of all these variables of the study are explained in the sub-sequent paragraphs. The typical appearance of specimens of vari-ous mixes before and after testing are shown in Fig. 3. It can benoticed that final appearances of the specimens after 72 h of expo-sure indicate shiny abraded surfaces.
The results of compressive strength of the cube specimens areshown in Table 7. It can be observed that the target cube compres-sive strength of the requisite grade was achieved in each of themix. It is interesting to note that the compressive strength for agiven mix at a given age remained more or less same irrespectiveof the Los Angles Abrasion Value of the aggregates. The cube
(a) M3
(b) M7
(c) M9
(d) M15
(e) M18
Fig. 3. Typical apperance of specimen before and after test.
716 G.B. Ramesh Kumar, U.K. Sharma / Construction and Building Materials 66 (2014) 712–722
compressive strength of concrete constructed with aggregates ofhigh LA values was only marginally less compared to the compara-ble mix cubes made with sound (low LA values) aggregates. This
shows that for the range of aggregates investigated in the presentstudy, the abrasion value of the aggregate does not influence muchthe cube compressive strength of concrete.
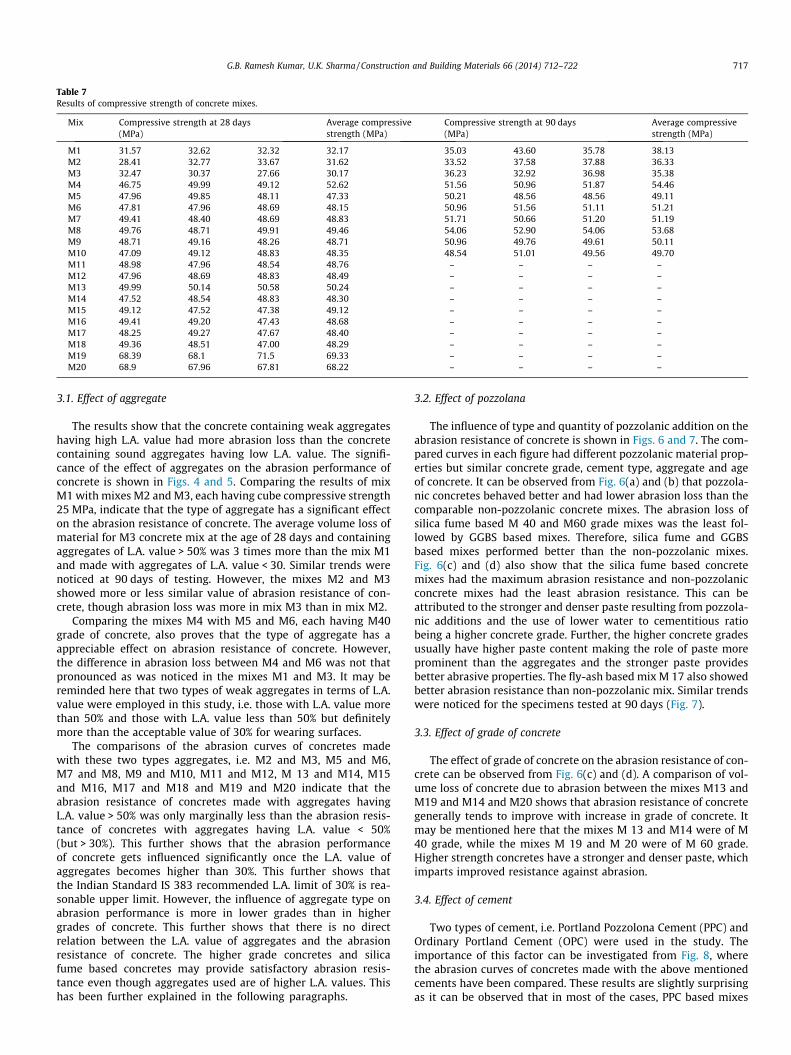
Table 7Results of compressive strength of concrete mixes.
Mix Compressive strength at 28 days(MPa)
Average compressivestrength (MPa)
Compressive strength at 90 days(MPa)
Average compressivestrength (MPa)
M1 31.57 32.62 32.32 32.17 35.03 43.60 35.78 38.13M2 28.41 32.77 33.67 31.62 33.52 37.58 37.88 36.33M3 32.47 30.37 27.66 30.17 36.23 32.92 36.98 35.38M4 46.75 49.99 49.12 52.62 51.56 50.96 51.87 54.46M5 47.96 49.85 48.11 47.33 50.21 48.56 48.56 49.11M6 47.81 47.96 48.69 48.15 50.96 51.56 51.11 51.21M7 49.41 48.40 48.69 48.83 51.71 50.66 51.20 51.19M8 49.76 48.71 49.91 49.46 54.06 52.90 54.06 53.68M9 48.71 49.16 48.26 48.71 50.96 49.76 49.61 50.11M10 47.09 49.12 48.83 48.35 48.54 51.01 49.56 49.70M11 48.98 47.96 48.54 48.76 – – – –M12 47.96 48.69 48.83 48.49 – – – –M13 49.99 50.14 50.58 50.24 – – – –M14 47.52 48.54 48.83 48.30 – – – –M15 49.12 47.52 47.38 49.12 – – – –M16 49.41 49.20 47.43 48.68 – – – –M17 48.25 49.27 47.67 48.40 – – – –M18 49.36 48.51 47.00 48.29 – – – –M19 68.39 68.1 71.5 69.33 – – – –M20 68.9 67.96 67.81 68.22 – – – –
G.B. Ramesh Kumar, U.K. Sharma / Construction and Building Materials 66 (2014) 712–722 717
3.1. Effect of aggregate
The results show that the concrete containing weak aggregateshaving high L.A. value had more abrasion loss than the concretecontaining sound aggregates having low L.A. value. The signifi-cance of the effect of aggregates on the abrasion performance ofconcrete is shown in Figs. 4 and 5. Comparing the results of mixM1 with mixes M2 and M3, each having cube compressive strength25 MPa, indicate that the type of aggregate has a significant effecton the abrasion resistance of concrete. The average volume loss ofmaterial for M3 concrete mix at the age of 28 days and containingaggregates of L.A. value > 50% was 3 times more than the mix M1and made with aggregates of L.A. value < 30. Similar trends werenoticed at 90 days of testing. However, the mixes M2 and M3showed more or less similar value of abrasion resistance of con-crete, though abrasion loss was more in mix M3 than in mix M2.
Comparing the mixes M4 with M5 and M6, each having M40grade of concrete, also proves that the type of aggregate has aappreciable effect on abrasion resistance of concrete. However,the difference in abrasion loss between M4 and M6 was not thatpronounced as was noticed in the mixes M1 and M3. It may bereminded here that two types of weak aggregates in terms of L.A.value were employed in this study, i.e. those with L.A. value morethan 50% and those with L.A. value less than 50% but definitelymore than the acceptable value of 30% for wearing surfaces.
The comparisons of the abrasion curves of concretes madewith these two types aggregates, i.e. M2 and M3, M5 and M6,M7 and M8, M9 and M10, M11 and M12, M 13 and M14, M15and M16, M17 and M18 and M19 and M20 indicate that theabrasion resistance of concretes made with aggregates havingL.A. value > 50% was only marginally less than the abrasion resis-tance of concretes with aggregates having L.A. value < 50%(but > 30%). This further shows that the abrasion performanceof concrete gets influenced significantly once the L.A. value ofaggregates becomes higher than 30%. This further shows thatthe Indian Standard IS 383 recommended L.A. limit of 30% is rea-sonable upper limit. However, the influence of aggregate type onabrasion performance is more in lower grades than in highergrades of concrete. This further shows that there is no directrelation between the L.A. value of aggregates and the abrasionresistance of concrete. The higher grade concretes and silicafume based concretes may provide satisfactory abrasion resis-tance even though aggregates used are of higher L.A. values. Thishas been further explained in the following paragraphs.
3.2. Effect of pozzolana
The influence of type and quantity of pozzolanic addition on theabrasion resistance of concrete is shown in Figs. 6 and 7. The com-pared curves in each figure had different pozzolanic material prop-erties but similar concrete grade, cement type, aggregate and ageof concrete. It can be observed from Fig. 6(a) and (b) that pozzola-nic concretes behaved better and had lower abrasion loss than thecomparable non-pozzolanic concrete mixes. The abrasion loss ofsilica fume based M 40 and M60 grade mixes was the least fol-lowed by GGBS based mixes. Therefore, silica fume and GGBSbased mixes performed better than the non-pozzolanic mixes.Fig. 6(c) and (d) also show that the silica fume based concretemixes had the maximum abrasion resistance and non-pozzolanicconcrete mixes had the least abrasion resistance. This can beattributed to the stronger and denser paste resulting from pozzola-nic additions and the use of lower water to cementitious ratiobeing a higher concrete grade. Further, the higher concrete gradesusually have higher paste content making the role of paste moreprominent than the aggregates and the stronger paste providesbetter abrasive properties. The fly-ash based mix M 17 also showedbetter abrasion resistance than non-pozzolanic mix. Similar trendswere noticed for the specimens tested at 90 days (Fig. 7).
3.3. Effect of grade of concrete
The effect of grade of concrete on the abrasion resistance of con-crete can be observed from Fig. 6(c) and (d). A comparison of vol-ume loss of concrete due to abrasion between the mixes M13 andM19 and M14 and M20 shows that abrasion resistance of concretegenerally tends to improve with increase in grade of concrete. Itmay be mentioned here that the mixes M 13 and M14 were of M40 grade, while the mixes M 19 and M 20 were of M 60 grade.Higher strength concretes have a stronger and denser paste, whichimparts improved resistance against abrasion.
3.4. Effect of cement
Two types of cement, i.e. Portland Pozzolona Cement (PPC) andOrdinary Portland Cement (OPC) were used in the study. Theimportance of this factor can be investigated from Fig. 8, wherethe abrasion curves of concretes made with the above mentionedcements have been compared. These results are slightly surprisingas it can be observed that in most of the cases, PPC based mixes
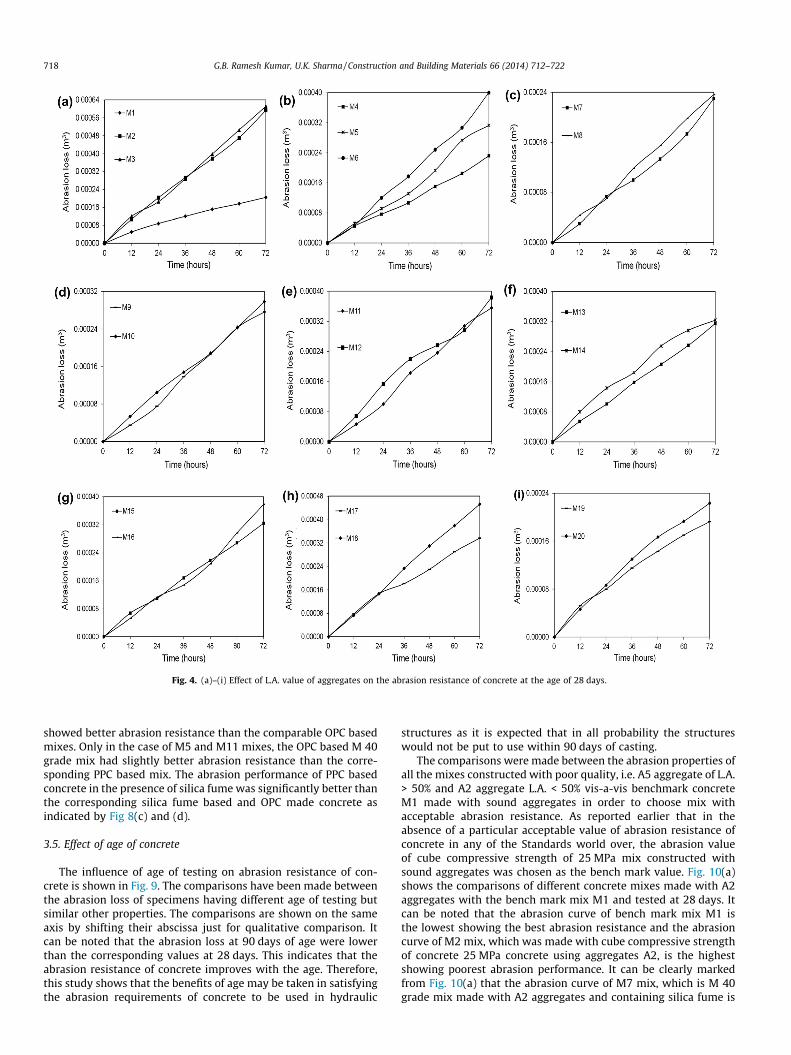
Fig. 4. (a)–(i) Effect of L.A. value of aggregates on the abrasion resistance of concrete at the age of 28 days.
718 G.B. Ramesh Kumar, U.K. Sharma / Construction and Building Materials 66 (2014) 712–722
showed better abrasion resistance than the comparable OPC basedmixes. Only in the case of M5 and M11 mixes, the OPC based M 40grade mix had slightly better abrasion resistance than the corre-sponding PPC based mix. The abrasion performance of PPC basedconcrete in the presence of silica fume was significantly better thanthe corresponding silica fume based and OPC made concrete asindicated by Fig 8(c) and (d).
3.5. Effect of age of concrete
The influence of age of testing on abrasion resistance of con-crete is shown in Fig. 9. The comparisons have been made betweenthe abrasion loss of specimens having different age of testing butsimilar other properties. The comparisons are shown on the sameaxis by shifting their abscissa just for qualitative comparison. Itcan be noted that the abrasion loss at 90 days of age were lowerthan the corresponding values at 28 days. This indicates that theabrasion resistance of concrete improves with the age. Therefore,this study shows that the benefits of age may be taken in satisfyingthe abrasion requirements of concrete to be used in hydraulic
structures as it is expected that in all probability the structureswould not be put to use within 90 days of casting.
The comparisons were made between the abrasion properties ofall the mixes constructed with poor quality, i.e. A5 aggregate of L.A.> 50% and A2 aggregate L.A. < 50% vis-a-vis benchmark concreteM1 made with sound aggregates in order to choose mix withacceptable abrasion resistance. As reported earlier that in theabsence of a particular acceptable value of abrasion resistance ofconcrete in any of the Standards world over, the abrasion valueof cube compressive strength of 25 MPa mix constructed withsound aggregates was chosen as the bench mark value. Fig. 10(a)shows the comparisons of different concrete mixes made with A2aggregates with the bench mark mix M1 and tested at 28 days. Itcan be noted that the abrasion curve of bench mark mix M1 isthe lowest showing the best abrasion resistance and the abrasioncurve of M2 mix, which was made with cube compressive strengthof concrete 25 MPa concrete using aggregates A2, is the highestshowing poorest abrasion performance. It can be clearly markedfrom Fig. 10(a) that the abrasion curve of M7 mix, which is M 40grade mix made with A2 aggregates and containing silica fume is
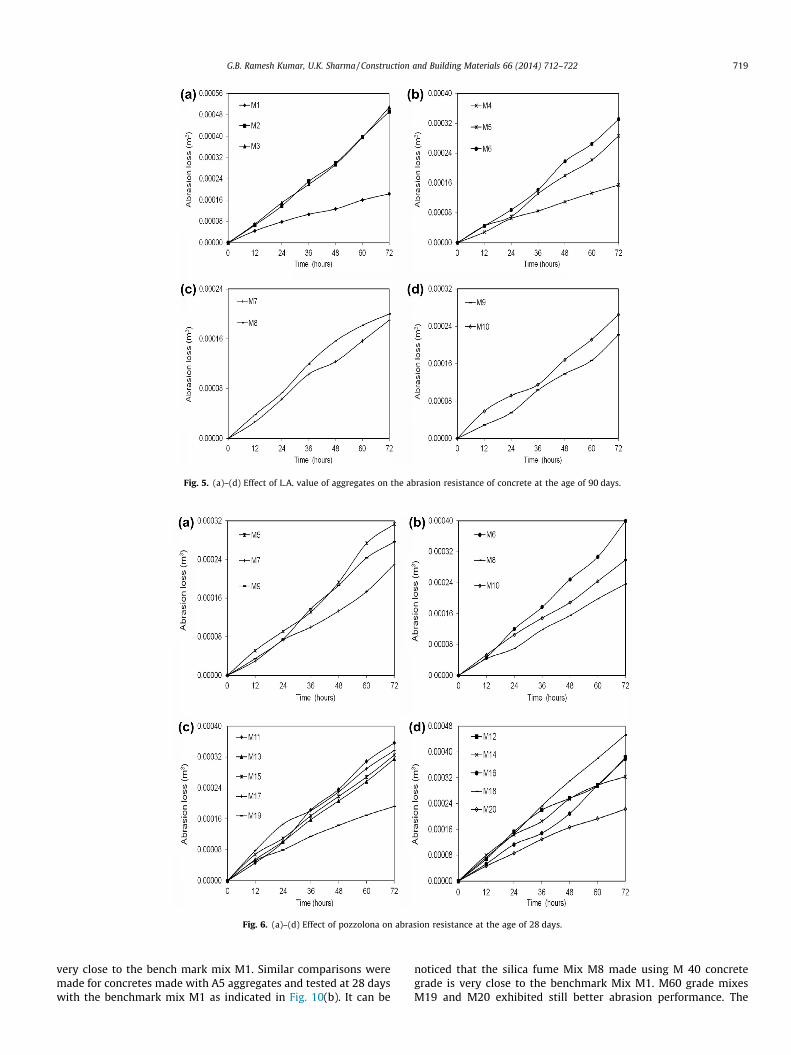
Fig. 5. (a)–(d) Effect of L.A. value of aggregates on the abrasion resistance of concrete at the age of 90 days.
Fig. 6. (a)–(d) Effect of pozzolona on abrasion resistance at the age of 28 days.
G.B. Ramesh Kumar, U.K. Sharma / Construction and Building Materials 66 (2014) 712–722 719
very close to the bench mark mix M1. Similar comparisons weremade for concretes made with A5 aggregates and tested at 28 dayswith the benchmark mix M1 as indicated in Fig. 10(b). It can be
noticed that the silica fume Mix M8 made using M 40 concretegrade is very close to the benchmark Mix M1. M60 grade mixesM19 and M20 exhibited still better abrasion performance. The
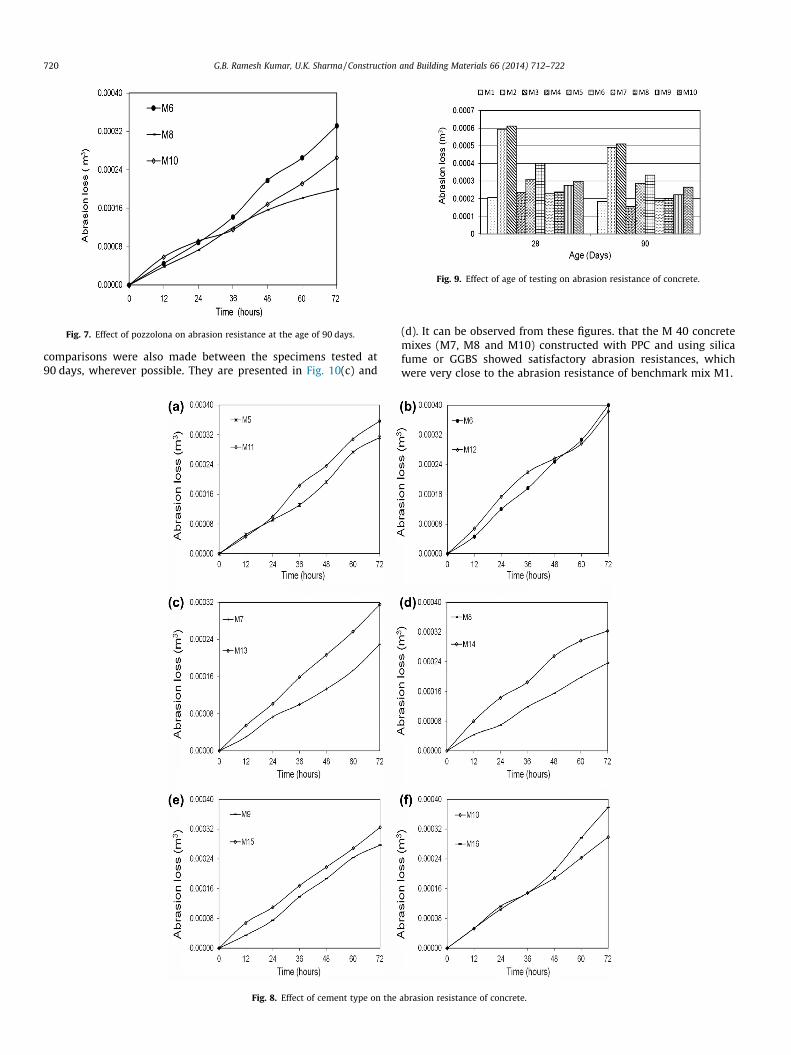
Fig. 7. Effect of pozzolona on abrasion resistance at the age of 90 days.
Fig. 9. Effect of age of testing on abrasion resistance of concrete.
720 G.B. Ramesh Kumar, U.K. Sharma / Construction and Building Materials 66 (2014) 712–722
comparisons were also made between the specimens tested at90 days, wherever possible. They are presented in Fig. 10(c) and
Fig. 8. Effect of cement type on the
(d). It can be observed from these figures. that the M 40 concretemixes (M7, M8 and M10) constructed with PPC and using silicafume or GGBS showed satisfactory abrasion resistances, whichwere very close to the abrasion resistance of benchmark mix M1.
abrasion resistance of concrete.
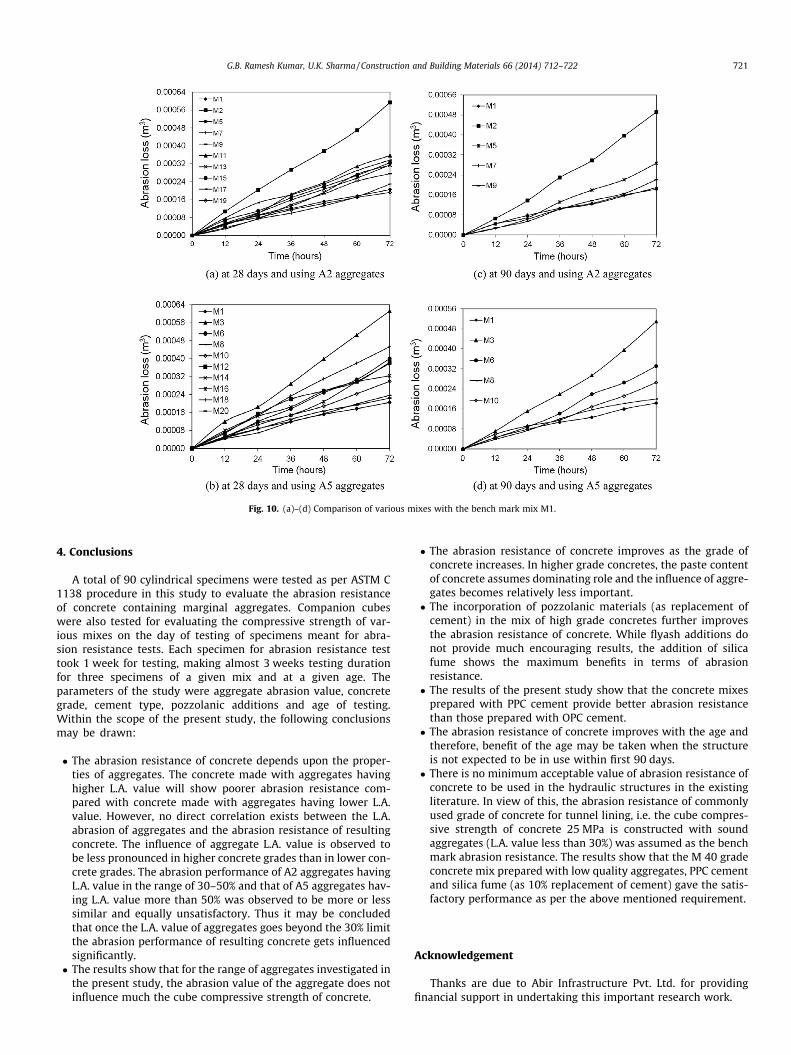
Fig. 10. (a)–(d) Comparison of various mixes with the bench mark mix M1.
G.B. Ramesh Kumar, U.K. Sharma / Construction and Building Materials 66 (2014) 712–722 721
4. Conclusions
A total of 90 cylindrical specimens were tested as per ASTM C1138 procedure in this study to evaluate the abrasion resistanceof concrete containing marginal aggregates. Companion cubeswere also tested for evaluating the compressive strength of var-ious mixes on the day of testing of specimens meant for abra-sion resistance tests. Each specimen for abrasion resistance testtook 1 week for testing, making almost 3 weeks testing durationfor three specimens of a given mix and at a given age. Theparameters of the study were aggregate abrasion value, concretegrade, cement type, pozzolanic additions and age of testing.Within the scope of the present study, the following conclusionsmay be drawn:
� The abrasion resistance of concrete depends upon the proper-ties of aggregates. The concrete made with aggregates havinghigher L.A. value will show poorer abrasion resistance com-pared with concrete made with aggregates having lower L.A.value. However, no direct correlation exists between the L.A.abrasion of aggregates and the abrasion resistance of resultingconcrete. The influence of aggregate L.A. value is observed tobe less pronounced in higher concrete grades than in lower con-crete grades. The abrasion performance of A2 aggregates havingL.A. value in the range of 30–50% and that of A5 aggregates hav-ing L.A. value more than 50% was observed to be more or lesssimilar and equally unsatisfactory. Thus it may be concludedthat once the L.A. value of aggregates goes beyond the 30% limitthe abrasion performance of resulting concrete gets influencedsignificantly.� The results show that for the range of aggregates investigated in
the present study, the abrasion value of the aggregate does notinfluence much the cube compressive strength of concrete.
� The abrasion resistance of concrete improves as the grade ofconcrete increases. In higher grade concretes, the paste contentof concrete assumes dominating role and the influence of aggre-gates becomes relatively less important.� The incorporation of pozzolanic materials (as replacement of
cement) in the mix of high grade concretes further improvesthe abrasion resistance of concrete. While flyash additions donot provide much encouraging results, the addition of silicafume shows the maximum benefits in terms of abrasionresistance.� The results of the present study show that the concrete mixes
prepared with PPC cement provide better abrasion resistancethan those prepared with OPC cement.� The abrasion resistance of concrete improves with the age and
therefore, benefit of the age may be taken when the structureis not expected to be in use within first 90 days.� There is no minimum acceptable value of abrasion resistance of
concrete to be used in the hydraulic structures in the existingliterature. In view of this, the abrasion resistance of commonlyused grade of concrete for tunnel lining, i.e. the cube compres-sive strength of concrete 25 MPa is constructed with soundaggregates (L.A. value less than 30%) was assumed as the benchmark abrasion resistance. The results show that the M 40 gradeconcrete mix prepared with low quality aggregates, PPC cementand silica fume (as 10% replacement of cement) gave the satis-factory performance as per the above mentioned requirement.
Acknowledgement
Thanks are due to Abir Infrastructure Pvt. Ltd. for providingfinancial support in undertaking this important research work.

722 G.B. Ramesh Kumar, U.K. Sharma / Construction and Building Materials 66 (2014) 712–722
References
[1] Liu YW, Yen T, Hsu TH. Abrasion erosion of concrete by water-borne sand. CemCon Res 2006;36:1814–20.
[2] Smith FL. Effect of aggregate quality on resistance of concrete to abrasion.ASTM. STP205-EB; 1958. p. 91–106.
[3] Liu TC. Abrasion resistance of concrete. ACI J Proc 1981;78(29):341–50.[4] Laplante P, Aitcin PC, Vrzina D. Abrasion resistance of concrete. ASCE J Mater
Cvil Eng 1991;3(1):19–28.[5] De Larrard F, Belloc A. The influence of aggregate on the compressive strength
of normal and high strength concrete. ACI Mater J 1997;94–M49:417–425.[6] Kilic A, Atis CD, Teymen A, Karahan O, Ozcan F, Bilim C, et al. The influence of
type on the strength and abrasion resistance of high strength concrete. CemCon Res 2008;30:290–6.
[7] Siddique R. Performance characteristics of high-volume class f fly ash concrete.Cem Conc Res 2004;34:487–93.
[8] Wu CH, Yen T, Liu YW, Hsu TH. The abrasion resistance of concrete containingblast furnace slag; 1994 <nchu.edi.tw>.
[9] ACI 210 R-87. Erosion of Concrete in Hydraulic Structures. ACI Manual ofConcrete Practice, Part I, ACI Committee 210, Detroit, MI; 1987.
[10] ASTM C418. Standard test method for abrasion resistance of concrete bysandblasting. ASTM International. West Conshohocken; 2005.
[11] ASTM C 1138, Standard test method for abrasion resistance of concrete(Underwater Method). ASTM International. West Conshohocken; 1997. p. 4.
[12] BIS:9284-1979. Method of test for abrasion resistance of concrete. Bureau ofIndian Standards, New Delhi, India.
[13] ASTM C779. Standard test method for abrasion resistance of horizontalconcrete surface; 2012.
[14] ASTM C944. Standard test method for abrasion resistance of concrete ormortar surfaces by the rotating-cutter method; 2012.
[15] BIS 8112:1989. Specifications for 43 Grade ordinary Portland cement. Bureauof Indian Standards, New Delhi, India.
[16] BIS 1489: Part 1:1991. Specifications for Portland pozzolana cement: flyashbased. Bureau of Indian Standards, New Delhi, India.
[17] BIS 3812: Part 1;2003. Pulverished fuel ash-specification for use as pozzolanain cement, cement mortar and concrete. Bureau of Indian Standards, NewDelhi, India.
[18] BIS 15388. Silica fume – specification. New Delhi, India: Bureau of IndianStandards; 2003.
[19] BIS 12089. Specification for granulated slag for the manufacture of Portlandcement. New Delhi, India: Bureau of Indian Standards; 1987.
[20] BIS:383-1970. Specifications for coarse and fine aggregates from naturalsources for concrete. Bureau of Indian Standards, New Delhi, India.
Recommended

















