Embed Size (px)
Citation preview

qwertyuiopasdfghjklzxcvbnmqwert
yuiopasdfghjklzxcvbnmqwertyuiop
asdfghjklzxcvbnmqwertyuiopasdfg
hjklzxcvbnmqwertyuiopasdfghjklzx
cvbnmqwertyuiopasdfghjklzxcvbn
mqwertyuiopasdfghjklzxcvbnmqwe
rtyuiopasdfghjklzxcvbnmqwertyuio
pasdfghjklzxcvbnmqwertyuiopasdf
ghjklzxcvbnmqwertyuiopasdfghjklz
xcvbnmqwertyuiopasdfghjklzxcvbn
mqwertyuiopasdfghjklzxcvbnmqwe
rtyuiopasdfghjklzxcvbnmqwertyuio
pasdfghjklzxcvbnmqwertyuiopasdf
ghjklzxcvbnmqwertyuiopasdfghjklz
xcvbnmqwertyuiopasdfghjklzxcvbn
mrtyuiopasdfghjklzxcvbnmqwertyu
iopasdfghjklzxcvbnmqwertyuiopas
dfghjklzxcvbnmqwertyuiopasdfghj
UNIVERSIDAD AUTONOMA
METROPOLITANA
Diseño de una plata de HDS de gasóleo
México D.F. a 9 de Mayo de 2007
Candelas Hernández Alejandro Cervantes Uribe Adrian Ponce Mendoza Mariana
Dr. José Antonio De Los Reyes Heredia Asesor

2
RESUMEN
En este trabajo se plantea la necesidad de obtener gasolina de bajo contenido de azufre (la norma para las gasolinas comercializadas por PEMEX refinación, establece que a partir del 1º de Octubre del 2006 la gasolina Premium debe tener un contenido de azufre de 30ppm en promedio y 80 ppm como máximo) partiendo de gasóleo como materia prima, que contiene 2653ppm de compuestos azufrados y que fue reducienda a 79ppm, antes de entrar a la unidad de FCC donde se obtendrá la gasolina. Se realizó un análisis de mercado, con la oferta y demanda del producto final (gasolina) debido a que la materia prima no es un producto comercial, sino un producto intermedio.
Como segundo objetivo, se exploraron formulaciones catalíticas alternas a la actual (NiMo/γ-Al2O3), para lo que se utilizaron catalizadores de NiW y NiRu sobre el mismo soporte. Se evaluó el efecto de un tratamiento previo a la activación (calcinación) en la HDS de una molécula modelo (DBT), representativa del diesel.
Los resultados obtenidos mostraron que el catalizador más activo, resultó
ser el NiW sin calcinar, con una velocidad de reacción inicial de 4.44 X 10-5. A partir de este catalizador se hizo el diseño para la planta de HDS para gasóleo.
El diseño y análisis de sustentabilidad y de costos hacen factible el proceso
(TIR) para una planta que se ubicará en el estado de Hidalgo.

3
AGRADECIMIENTOS ALEJANDRO A MI MADRE Y HERMANOS
Sabiendo que jamás existirá, una forma de agradecer, en esta vida de lucha y superación constante. Deseo expresarles, que mis ideales, esfuerzos, y logros han sido también suyos, inspirados en ustedes y constituyen el legado más grande e importante que pudiera recibir, con amor, admiración y respeto. Gracias por su apoyo. A MIS PROFESORES
Agradezco el gran esfuerzo, que tuvieron que hacer, para guiarme en este camino de superación, alimentando con sus conocimientos, mis intereses y mi aprendizaje, gracias por su apoyo, comprensión y sabiduría.
4
ADRIÁN
Para la elaboración de este trabajo influyeron distintas personas, que iré mencionando una por una, agradeciendo su aporte para que el proyecto fuera tangible. Comencemos por nombrar a Alejandro Montesinos, gracias canijo por los conocimientos aportados, por las preguntas guía y esa manera tan sutil de arreglar las cosas; sin embargo, lo mas sobresaliente fue en las respectivas presentaciones (no te manchaste con las preguntas).
Otra persona que merece estar en estas líneas es Leo, gracias muchacho por ofrecernos tus conocimientos sobre el reactor, así como del cromatógrafo. Otra personita que también aporto su granito de arena fue ni mas ni menos que Noé de la sierra, gracias “Noe o Sie”. Mención aparte para mi compañero de equipo, de quien estoy hablando, es de Alejandro Candelas; gracias por soportarme (en esos momentos de terquedad), tus conocimientos fueron de mucha utilidad. No solo compartimos esfuerzos para realizar este trabajo, también compartimos vivencias. Muchas gracias Alex lora por todo, que en la vida se cumplan todas tus metas. Mención honorífica para mi chaparrita (¡lo logramos por fin!) gracias por no desesperarte, por apoyarme como compañera de trabajo y personal. La desesperación nos quería ganar pero no la dejamos. Vivimos cada cosa en esa bendita planta; sin embargo, ya acabamos. Gracias por todo, no encuentro en mis cabeza ni en el diccionario una palabra para describir cuanto te amo y lo mucho que te agradezco. Gracias….
Para finalizar con estos agradecimientos quiero mencionar a mi padre sin el esto no se hubiera realizado. Gracias jefe por todo lo que me ha brindado, por la enseñazas de fut y de la forma de trabajar y ganarse la vida, este pequeño pasito esta dedicado a usted.
Quiero acabar con mi madre una excelente señora que siempre estuvo atrás de mí, ese guerrero incansable, jefecita este trabajo también esta dedicado a usted. Gracias por apoyarme y estar en todo momento (en los instantes en los que quería abandonar la escuela, con ese sutil: si no puedes no te mortifiques solo habla), infinitamente gracias. (Lo logramos jefa lo logramos….)

5
MARIANA
Cuanto más grande es un proyecto, mayores son las dificultades que se presentan.
Las dificultades son una buena señal. Más sólido y estable será el resultado. No aban- dones sólo porque surjan impedimentos, o
porque otras personas intenten disuadirte, hazlo sólo si te lo dicta el corazón y estás convencido de que lo has intentado genui-
namente. No te reproches nada si no lo con- sigues, ni te vanaglories si lo consigues.
Louise L. Hay
De corazón les agradezco a todas las personas que de alguna manera han estado conmigo en este proceso, y que han aportado mucho de si mismas para que yo esté donde ahora me encuentro.
Mía, quiero agradecerte por estar conmigo en todo momento y más aún en esta etapa tan importante de mi vida, siempre apoyándome, teniendo fe en mi y siendo el pilar del cual me sostengo; estoy segura que este es el inicio de algo muy bueno para ambas, te amo.
Abuelitos, gracias por estar siempre conmigo, sin condiciones y con ese
amor que los caracteriza; ayudándome cuando los he necesitado, con todo y más de lo que ha estado en sus manos.
Gracias a Guille, Lalo, Mario, Gloria y Dori por alentarme a seguir adelante,
siempre bromeando y haciendo de este año lo menos pesado posible; por entenderme y darme mi espacio; por su cariño tan sincero y por cuidarme. A mis niños por aguantarme todo el tiempo que estuve de neurótica, los quiero muchísimo.
A mi amado compañero Adrián, gracias por aguantar mis berrinches y tener
esa enorme paciencia con la que has logrado que sigamos juntos hasta ahora; porque en los momentos en que más te he necesitado siempre has tenido una palabra de aliento y un hombro para poder apoyarme. Es un placer trabajar contigo y más aún que seas parte de mi vida.
Alex, te admiro por la gran paciencia que tienes y también por la buena cara
que pones ante las situaciones más desastrosas, siempre regalando sonrisas a pesar de todo lo que nos paso a lo largo del proyecto, pero sobre todo gracias por compartir un año de tu existencia conmigo, que espero se convierta en muchos años más.

6
A los papás de mi novio, gracias por el apoyo incondicional que me han brindado desde que nos conocimos; siendo preciso decir, que los considero parte fundamental de mi Familia y les guardo un muy especial cariño.
A él, que ha sido una pieza sumamente importante en mi vida, que llegó para
fortalecer mi confianza, que me enseñó a creer en mí y en los demás, un especial agradecimiento a la persona que me ayudó a iniciar este sueño, aunque no estuviera aquí para verme concluirlo; siempre te recuerdo con mucho cariño, Gracias Edgar.
A nuestros asesores Montesinos, Leo y Noé, gracias por el tiempo, los
conocimientos compartidos y las asesorías brindadas para la realización de este trabajo, fue de gran ayuda su apoyo y buenos deseos sobre todo en la última etapa del proyecto, que fue la más complicada; y sobre todo por preocuparse de que no explotáramos cuando estábamos experimentando.
Si algo hay que agradecerle al Dr. José Antonio de los Reyes Heredia, es el
hecho de mandarnos con estas personas para que fueran nuestros guías; profesor tuvo un gran acierto, y lo crea o no doctor si aprendí algo de todo este trabajo.

7
INDICE
Páginas
CAPITULO I 1.1. Introducción 11 1.2. Justificación 11 1.3. Definición del Problema primitivo 12 1.4. Objetivos 12
1.4.1 Objetivo general 12 1.4.2 Objetivos particulares 12
1.5. Propiedades del gasóleo 12 1.6. Estudio de Mercado 13
1.6.1 Oferta y Demanda 13
1.6.2 Potencial económico 15
1.7. Localización de la Planta 16
1.8. Procesos de HDT 17
1.8.1 HDS 18 1.8.1.2 Termodinámica 19
1.9. Catálisis 19 1.10. Selección de proceso 20
1.10.1 Proceso I (proceso simple) 20 1.10.2 Proceso II (proceso frío) 21 1.10.3 Proceso III (proceso caliente) 22

8
CAPITULO II 2.1. Ubicación de la Parte Experimental 26 2.2. Antecedentes Bibliográficos 26 2.3. Programa de Actividades 27
2.3.1 Métodos Teóricos y Experimentales Empleados 27 2.4. Balance de Masa Global y los Fenómenos Involucrados 31
2.5. Resultados 36 2.6. Conclusiones 42 CAPITULO III 3.1. Descripción del Proceso 44
3.1.1 Balance de Materia 44 3.2. Diseño del Equipo Principal 46
3.2.1 Reactor de Lecho Percolador 46
3.2.2 Columna de Destilación 48
3.2.3 Tanque Flash 50 3.2.4 Columna de Absorción 51
3.3. Diseño del Equipo Menor 52
3.3.1 Bombas centrífugas 52
3.3.2 Compresor Centrifugo 53
3.3.3 Intercambiadores de Calor 53
3.3.4 Horno 55 3.3.5 Tuberías y accesorios 56 3.3.6 Tanques de almacenamiento 56

9
3.4. Distribución de la Planta 57 3.5. Organigrama de la planta 58 3.6. Análisis Económico 58 3.7. Análisis de Riesgo y Seguridad 61 3.8. Alternativas Ambientales 62
3.8.1 Método 1 (Claus) 62
3.8.2 Método 2 (Uso de Bioreactores) 63 3.9. Conclusiones 64 3.10. Bibliografía 65 Apéndice A (Catálisis) 68
Apéndice B (Lugar donde será ubicada la planta) 74 Apéndice C (Riesgos químicos y toxicidad) 75 Apéndice D (Tecnología de Catalizadores) 76 Apéndice E (Equipo Principal) 78
E.1 Reactor de Lecho Percolador 78
E.2 Torre de Destilación 82
E3 Tanque Flash 91 E.4 Columna de Absorción 93
Apéndice F (Equipo Menor) 94
F.1 Bombas centrífugas 94 F.2 Compresor Centrífugo 97
F.3 Intercambiadores de Calor 98
F.4 Horno 99
F.5 Tanques de almacenamiento 100 F.6 Grosor de pared para los equipos 102

10
F.7 Materiales de Construcción para los equipos 103
Apéndice G (Evaluación de Proyecto) 104 Apéndice H (Tabla de Moles) 104 Apéndice I (Balance de Energía) 105

11
CAPITULO I 1.1. INTRODUCCION
Hoy en día las gasolinas deben cumplir especificaciones ambientales cada vez más estrictas. A partir del 2006 se prevé un contenido de azufre de 50ppm, contribuyendo de esta manera a generar mayores beneficios ambientales para la sociedad. La demanda de este tipo de combustibles será de 743.9mbd para el 2011, existe una demanda en el 2006 de “660.1mbd” en combustible para automotores, lo que despierta el interés de los ingenieros por desarrollar métodos que permitan la obtención de combustibles de mayor calidad (reducir contenidos de azufre). [1]
Del año 2000 a la fecha las ventas nacionales de la gasolina Magna se han incrementado 23%. En dicho año, la comercialización de este carburante se situó en 472 mil 300 barriles diarios; en 2001 y 2002 las ventas se ubicaron en 476 mil barriles; en 2003 cerró en 500 mil barriles; en 2004 subió a 525 mil barriles, y durante el año 2005 alcanzó los 559 mil barriles por día.
En cuanto a la gasolina PEMEX Premium, en el primer trimestre de 2006 se reportó un repunte en sus ventas, al promediar 116 mil barriles por día, lo que demuestra su creciente y gran aceptación en el mercado, que se ha reflejado en un crecimiento de 96% respecto al año 2000.
Actualmente lo que compete al ingeniero químico es que a partir de un diseño de procesos, como el que se realiza aquí es proteger su entorno (medio ambiente).
El trabajo de esta tesis consiste en tratar de eliminar la mayor cantidad posible de azufre contenido en las gasolinas sin afectar la calidad del producto (índice de octano). Para este fin se utilizará el método conocido como Hidrotratamiento (HDT).
1.2. JUSTIFICACION
La contaminación atmosférica es uno de los principales factores de riesgo a los que se enfrentan los habitantes de las principales ciudades de México. Y si bien se han emprendido acciones para controlar y reducir las emisiones de algunas fuentes, aún persisten en el aire altas concentraciones de contaminantes. Algunos estudios señalan que los vehículos automotores contribuyen con más del 90% de las emisiones, por lo que muchas de las estrategias ambientales están dirigidas a ese sector. Los automotores emiten en la zona metropolitana del valle de México el 75% de los contaminantes arrojado a la atmósfera. En específico, las partículas emitidas anualmente suman 20 mil toneladas, las cuales representan cerca del 5% y en su gran mayoría son provenientes de los automotores. El crudo del cual se obtiene la gasolina, contiene compuestos tales como metales y azufre (hidrocarburos). El contenido de azufre varía de acuerdo al lugar de origen del crudo; sin embargo, se puede decir que el gasóleo que se obtiene en la destilación primaria, contiene alrededor de 3% en peso. Es importante que el proceso para desulfurar se lleve a cabo de forma adecuada; evitando así la emisión a la atmósfera de gases nocivos para el medio ambiente.-

12
1.3. DEFINICION DEL PROBLEMA PRIMITIVO Se requiere instalar una planta que produzca 1mbd de gasóleo con bajo contenido de azufre, para ser posteriormente convertido a gasolina y así satisfacer una demanda de 32.5% del total de la venta interna en la zona centro del país. 1.4. OBJETIVOS 1.4.1 OBJETIVO GENERAL
� Diseño de una unidad de Hidrodesulfuración (para cargas a FCC), con el propósito de reducir el contenido de azufre en gasóleos.
1.4.2 OBJETIVOS PARTICULARES
� Seleccionar un catalizador activo y selectivo para la Hidrodesulfuración. � Evaluar las propiedades de catalizadores (NiRu /γ-Al2O3, NiW/γ-Al2O3)
como potenciales sustitutos de NiMo /γ-Al2O3. � Comparar los efectos de activación y calcinación. � Diseñar el equipo mayor y menor, para el proceso. � Determinar la factibilidad de la planta, procesos alternos para la
eliminación de contaminantes y el análisis de los riesgos y peligros dentro del proceso.
1.5. PROPIEDADES DEL GASÓLEO
En el producto de craking del petróleo, se obtienen muchos subproductos, uno de ellos y el que nos interesa es el gasóleo que actualmente se utiliza como combustible pesado con un peso molecular promedio de 220Kg/Kgmol.
Densidad relativa 0.8438
ºAPI 37 Factor de caracterización 11.82
Índice de corrección 30.5 Índice de cetano 55.6 Índice de diesel 63.6
Temperatura de anilina(ºC) 79.4 Viscosidad a 50º (CST) 13.2
Punto flash (ºC) 48.8 - 76.7 Punto de burbuja (ºC) 170 – 186.7
Calor de vaporización (kJ/Kg) 4549.9 – 45960.16 Temperatura de destilación (ºC)
Vol. % 5% 10% 30% 50% 70% 90%
354 368 388 405 426 454
Porcentaje de azufre en peso 2.9 Tabla 1. Propiedades físicas y químicas del gasóleo. [11, Cap. I]

13
1.6. ESTUDIO DE MERCADO El papel que continuara desempeñando el sector transporte en la actividad económica será fundamental para el desarrollo del país, y se espera que los vehículos a gasolina continúen siendo la mayor parte del parque vehicular total. Las regiones centro, centro occidente y noreste del país, en donde la distribución del consumo de gasolinas seguirá la tendencia del incremento económico y el desarrollo urbano en el país (véase grafico 1), la demanda interna crecerá 1.8% anualmente y la producción lo hará 1.4%. [2, Cap. I]
0
50
100
150
200
250
2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
mbd
Año
Ventas internas de Gasolina por Región, 2001-2011
Zona Nor-noreste Zona sur-sureste Zona Noreste Zona Centro-occidente Zona Centro Grafica 1. Consumo de gasolina por región [3, Cap. I]
1.6.1 OFERTA Y DEMANDA Demanda Nacional De acuerdo con las estimaciones de las ventas internas de petrolíferos, la gasolina será el principal energético demandado en el ámbito nacional. Su participación al final del periodo de estimación (2001-2011) se ubicara en 52.8% de las ventas internas totales de petrolíferos, con un crecimiento promedio anual de 3.0%, debido a la baja en el precio de los autos. Producción de gasolinas. Considerando la disponibilidad del crudo Maya1, así como los proyectos de reconfiguración y la nueva capacidad, la oferta nacional de gasolinas en el periodo de 2001-2011 mantendrá una tasa media de crecimiento anula del 5.3%, incluyendo las transferencias de la Cangrejera, cuya evolución se muestra en la grafica 2.
1 Extraído desde 1980 de la denominada sonda de Campeche, en el Golfo de México, el crudo Maya es catalogado como pesado debido a su alto contenido de azufre, metales y asfáltenos, además de que su viscosidad no es precisamente baja, como sí lo es su rendimiento de fracciones ligeras en el momento de la destilación.

14
Evolución de la oferta y demanda nacional de gasoli nas, 2001-2011
(miles de barriles diarios)
0
100
200
300
400
500
600
700
800
2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 Grafica 2. Oferta y demanda
Donde la línea corresponde a la oferta de la refinería la Cangrejera y las barras representan la demanda de gasolinas en el lapso de 2001-2011, [3, Cap. I]
La culminación de los proyectos de PEMEX refinación, permitirán incrementar la oferta nacional de gasolinas al 2011 en un 67.9% respecto al año 2001, lo que se traduce en un aumento de la producción de 263.5mbd. En lo que a centros de productores se refiere, la participación en la oferta nacional de gasolinas en el año 2006, es la siguiente:
Cadereyta15%
Madero11%
Tula17%
Salamanca10%
Minatitlán17%
Salina Cruz20%
Nueva Capacidad
10%
Participación por refinería en la oferta nacional de gasolinas
Grafica 3. Oferta en las refinerías
Oferta de gasolinas
La oferta total de gasolinas estimada para el año 2011 se prevé que será de 743.9mbd, en donde se espera que la oferta nacional aporte 87.5% y la importaciones 12.5%. A partir del 2007 las importaciones tendrán un incremento constante, por lo que en el ultimo año representan 12.4% de la demanda nacional.

15
Concepto 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011Oferta total 564.4 581.3 589.4 591.9 611.9 660.1 668.6 673.1 695.7 720.1 743.9
Nacional 387.8 439.9 488.1 496.5 526.2 650.7 651.1 649.3 650.6 650.7 651.3
Cadereyta 63.7 83 90.8 87.4 99 99 99 99 99 99 99
Madero 22.8 41 60.8 72 73.5 73.5 73.5 73.5 73.5 73.5 73.5
Tula 101.8 101 106.4 106 110 110 110 110 110 110 110
Salamanca 54.5 60.1 65.3 62.7 64.7 64.8 64.8 64.7 64.8 64.8 64.8
Minatitlan* 55.1 59.8 66.5 62.7 64.7 109.9 109.7 109.7 109.7 109.5 109.9
Salina Cruz 89.8 95 99.2 104.2 103.7 128.6 129 127.5 128.8 129.3 129.4
Nueva capacidad de refinación - - - - - 64 64.1 64 63.9 63.7 63.8
Demanda Nacional 552.7 560.5 572 591 611.9 633.6 652.6 673.1 695.7 720.1 743.9
*Incluye componentes para mezclado de gasolinas de la Cangrejera
Fuente IMP con información de Pemex Corporativo, Pemer Refinación y SENER
Balance nacional de gasolinas, 2001-2011(miles de barriles diarios)
Tabla 2. Oferta y demanda nacional (2001-2011)
1.6.2 POTENCIAL ECONÓMICO Para calcular el potencial económico se emplea la siguiente ecuación:
∑∑ −= ..... PMPPPP 1 donde: P.P. = Precio de Productos (US$) P.M.P. = Precio de Materia Prima (US$)
En la figura 1 se encuentra el precio del crudo así como de los productos.
Figura 1. Precios de productos

16
2.160..
25.3145.191..
=−=
EP
EP
Con base en el potencial económico se determina que el trabajo a realizarse
es prometedor. 1.7. LOCALIZACIÓN DE LA PLANTA
Para decidir donde será ubicada la nueva planta de HDS, debemos tomar en cuenta diversos factores que intervienen en dicha selección. Cada factor posee un grado de importancia relativo y éste dependerá del tipo de planta que se desee instalar. Para el caso específico de la nueva planta hidrodesulfuradora se cuenta con 6 posibles alternativas de ubicación, que son: la Refinería de Cadereyta, Ciudad Madero, Minatitlán, Salamanca, Tula y Salina Cruz. Cada una de ellas fue evaluada con los factores y criterios requeridos lo más objetivamente posible. Tal estudio se realizó con la ayuda de un algoritmo (tabla de decisiones). La localización de la planta se efectúo en función de la demanda de gasolina y de las necesidades ambientales del valle de México.
Como primer paso clasificaremos los criterios primordiales que se deben de cumplir en la ubicación, el siguiente paso es dar a todos los criterios una jerarquía de prioridad, del 1 al 10, finalmente a cada una de las alternativas que satisfacen cada criterio, se le asigna un valor numérico de acuerdo a la satisfacción de esta.
Los factores que se tomaron en cuenta para la ubicación de la planta son:
☺ Facilidad de transporte ☺ Proximidad de mercados ☺ Impacto Ambiental ☺ Infraestructura ☺ Disponibilidad de mano de obra ☺ Impacto social ☺ Disponibilidad de terreno ☺ Fuentes de materias primas ☺ Disponibilidad de servicios (agua,
luz, drenaje) ☺ Clima
10 10 10 8 7 6 6 4 4 4
Para proporcionar una evaluación numérica general, los números de cada fila
se multiplican por el correspondiente intervalo de prioridad y se suman para obtener una puntualización total, esta muestra alternativas son mejores y el grado de superioridad.
A continuación se presenta la comparación de cada uno de los lugares (tabla
3).

17
Facilidad de Transporte (10) Cadereyta Cd. Madero Minatitlan Salamanca Salina Cruz TulaCarreteras 8 8 10 10 8 9Aerorpuetos y puertos 7 10 8 7 9 7Ferrocarril 7 7 7 10 8 10Puntuación Parcial 220 250 250 270 250 260Proximidad del mercado (10)Puntuación Parcial 20 40 20 40 10 100Impacto ambiental (10)Cercania con centros urbanos 7 7 6 8 7 6Normas, regulaciones federales y estatales 10 10 10 10 10 10Puntuación Parcial 170 170 160 180 170 160Infraestructura (8)Energía electrica 10 10 10 10 10 10Distribución (Ductos) 10 10 10 10 10 10Puntuación Parcial 160 160 160 160 160 160Disponibilidad de mano de obra (7)Población 7 7 6 8 7 6Puntuación Parcial 49 49 42 56 49 42Impacto social (6)Desarrollo de la comunidad 10 10 10 10 10 10Puntuación Parcial 60 60 60 60 60 60Disponibilidad de terreno (4)Extención y valor de terreno 10 10 10 10 10 10Puntuación Parcial 40 40 40 40 40 40Disponibilidad de materia prima (4)Gasóleo 5 4 6 5 9 10Puntuación Parcial 20 16 24 20 36 40Disponibilidad de servicios (4)Agua 9 8 8 10 8 8Electricidad 10 10 10 10 10 10Comunicaciones 10 10 10 10 10 10Puntuación Parcial 116 112 112 120 112 112Clima(4)Seco 9 7 7 8 7 10Puntuación Parcial 36 28 28 32 28 40
Puntuación Total 81.7% 84.9% 82.2% 89.7% 83.9% 93.0% Tabla 3. Ponderación para seleccionar la ubicación de la planta
La planta quedara ubicada en el municipio de tula Hidalgo, debido a que
obtuvo el mayor porcentaje en la ponderación. 1.8. PROCESOS DE HDT La protección ambiental contra la contaminación por emisiones de SO2 y NO2 establece la necesidad de refinar las fracciones de petróleo antes de su uso en combustibles. El proceso de refinación involucra el hidrotratamiento (HDT) catalítico, mejora la calidad de las fracciones mediante la reducción de la concentración de compuestos de azufre, nitrógeno y metales, así como la saturación de compuestos aromáticos, incrementa la producción de gasolina FCC y, con ello, la rentabilidad de las unidades. El proceso se lleva a cabo mediante tratamiento catalítico de la carga en presencia de hidrógeno, de un catalizador y bajo condiciones de operación adecuadas (alta presión entre 725.2 – 2900.8psi y temperaturas entre 26.85 y 426.85ºC), con el fin de prepararla para una conversión posterior y mejorar su calidad. En el HDT tienen lugar principalmente reacciones de hidrogenación de compuestos insaturados y reacciones de hidrogenólisis de los enlaces carbono-

18
heteroátomos (azufre, metales o metaloides, nitrógeno y oxígeno). El conjunto de reacciones complejas que designa el HDT comprende los procesos de:
� Hidrodesulfuración (HDS). � Hidrodesmetalización (HDM). � Hidrodesnitrogenación (HDN). � Hidrodesoxigenacion (HDO). � Hidrodesaromatización (HDA). � Hidrogenación de compuestos olefinicos (HDI). � Reacciones de ruptura catalítica o hidrocraqueo (HCK).
1.8.1 HIDRODESULFURACIÓN (HDS) La hidrodesulfuración es la reacción catalítica de moléculas azufradas con hidrogeno, cuya esencia es de saturar dicha molécula y al mismo tiempo remover el heteroátomo de azufre por medio del rompimiento de los enlaces C-S, sin alterar el peso molecular promedio de la carga.
La reacción de HDS se puede visualizar de manera sintética como se puede observar en la figura 2.
Figura 2. Rutas de reacción de HDS para DBT
Los compuestos que contienen azufre y que normalmente se encuentra en
cortes de petróleo se exponen en la tabla 4, ordenados de acuerdo a su reactividad. Se observa que los compuestos alifáticos contienen azufre tiene mayor actividad y no son de gran interés en la investigación científica. Por otro lado, los compuestos heterocíclicos con pesos moleculares altos y aquellos donde el heteroátomo de azufre se encuentran bloqueados estéricamente impiden obtener altas conversiones, algunos compuestos de los más estudiados son: tiofeno, benzotiofeno, dibenzotiofeno, 4,6 dimetildibenzotiofeno o moléculas similares.
Cuando suceden varias reacciones en un proceso es difícil de entenderlas de manera individual, más aún, comprender sus efectos de competitividad; en

19
consecuencia es necesario utilizar moléculas modelo para deducir la cinética y los mecanismos de reacción.
Clase de compuestos MolèculaTiloes R-S-H
Disulfuros R-SS-R'Sulfuros R-S-R'
Tiofenos
Benzotiofenos
Dibenzotiofeno
Benzonaftatiofenos
Benzo(def)dibenzotiofeno
S
R
SR
S
R
S
R
S R Tabla 4. Tipos de molécula
Condiciones
La HDS estándar se efectúa alrededor de 808.8 a 2498.32psi de presión y 300 a 425° C de temperatura. Los valores exactos de presión y temperatura dependen de las características de las corrientes de alimentación y del nivel de eliminación de heteroátomos deseado. Los reactores mas usados en este procesos son los de lecho percolador (TBR) y del lecho ebullente; utilizados primordialmente para cortes pesados y para aceites residuales respectivamente, en donde las corrientes de alimentación son liquidas. 1.8.1.2 TERMODINÁMICA
Las reacciones HDS son exotérmicas (10-20Kcal /átomo de H2 consumido) e irreversibles, donde el valor de su constante de equilibrio disminuye cuando aumenta la temperatura de reacción. Las redes de reacción comunes en los compuestos azufrados incluyen una vía de hidrogenación (la hidrogenación es reversible) la cual puede ser afectada por la termodinámica, a condiciones normales de HDS el equilibrio en la hidrogenación tiene valores relativamente bajos. En reacciones de remoción de azufre vía hidrogenación, la presión y las altas temperaturas pueden inhibir la producción de intermediarios hidrogenados, como consecuencia la velocidad global de HDS. [4, Cap. I] 1.9. CATALISIS Catalizadores heterogéneos
En general puede afirmarse que la selección adecuada de la especie activa de un catalizador constituye el fundamento de un diseño correcto del mismo. Tanto la actividad, como la selectividad y en parte la vida del catalizador, dependerán en forma directa de la naturaleza de la fase activa utilizada.

20
Por ese motivo, los catalizadores suelen clasificarse según las características de las fases activas que lo componen. En general se distinguen dos grandes grupos:
Los componentes del primer grupo con metales y semiconductores que, en general, dan lugar durante el proceso catalítico a la formación de especies de tipo radical. Los aisladores, integrados en el segundo grupo, originan especies de tipo iónico.
En este trabajo nos dedicaremos a estudiar los catalizadores metálicos en especial Rutenio, Rutenio-Níquel, Tunsgteno-Níquel y Molibdeno-Níquel; por que al igual que otros elementos del grupo del platino se pueden emplear como catalizador en distintos procesos. El sulfuro de hidrogeno, H2S, se puede descomponer por la luz empleando oxido de rutenio en una suspensión acuosa de partículas de CDS. (Para mayor información véase apéndice A). 1.10. SELECCION DE PROCESO. Descripción de los Procesos existentes para Hidrodesulfuración de Gasóleo
Estos procesos inician con una alimentación de gasóleo e H2, bombeándose hasta el intercambiador de calor, donde se precalienta y se hace pasar a alta presión a un reactor catalítico de lecho fijo, el hidrogeno se separa y se recicla, el producto se estabiliza en una columna de destilación primaria donde se eliminan los residuos ligeros.
Durante este proceso, los compuestos de azufre y nitrógeno que hay en la carga se convierten en ácido sulfhídrico (H2S) y amoníaco (NH3). El ácido sulfhídrico y el amoníaco residuales se eliminan por separación al vapor, mediante un separador combinado de alta y baja presión o por medio de un lavado con aire frío y/o agua, que recupera el ácido sulfhídrico en una corriente altamente concentrada, apta para conversión en azufre elemental.
Existen dos técnicas generales para la remoción de azufre, las cuales son: � Extracción con solventes, que remueven moléculas azufradas de corrientes
de hidrocarburos, usado para remover ácidos de gases. � La Hidrodesulfuración catalítica: esta involucra la reacción de compuestos
azufrados, con H2 en presencia de un catalizador, dando como resultado la descomposición del compuesto de sulfuro de hidrogeno (H2S) e hidrocarburos. Es el proceso mas usado actualmente, por lo que describiremos tres tecnologías para este fin.
1.10.1 PROCESO I (proceso simple)
Llamado “Proceso Simple”, aquí se recobra al máximo el calor del efluente de alimentación para reducir la perdida en la alimentación precalentada. En si, el proceso y el equipo son factibles de operar, pero en la sección de destilación se tienen desventajas como:
a) La bomba del rehervidor opera con fluido caliente. b) El fondo de la columna de destilación opera a muy altas temperaturas.

21
c) Los gases destilados en el domo de la columna se tienen que comprimir antes de pasar a la siguiente etapa.
d) Se necesita un horno en la columna de destilación para contribuir en la función del rehervidor.
Este proceso es el que consume mayor energía de los tres.
Figura 3. Diagrama de proceso simple [5, Cap. I]
1.10.2 PROCESO II (proceso frío)
El proceso II denominado “proceso frío”, se presenta en la figura 4 contando con un tanque de separación a la salida del reactor que debe operar a muy bajas temperaturas para lograr enfriar la mezcla de reacción. El nivel de temperatura de este tanque de separación será el proporcionado por el aire enfriador.
Debido a que se va a usar vapor en la columna de destilación, los gases que se recobran en el domo tienen una presión alta suficiente para ser enviados directamente a la sección de productos gaseosos. Aunque se necesita secar el producto en vació para alcanzar las especificaciones de contendido de agua del gasóleo, el consumo de energía es menor que con el proceso anterior. Lo complicado de este es ponerlo en marcha, y a su vez, pararlo.

22
Figura 4. Proceso frío [5, Cap. I]

23
1.10.3 PROCESO III (proceso caliente) La figura 5, muestra el proceso III, denominado proceso “caliente”, que se
usa especialmente en alimentaciones pesadas. Se elimina el enfriador de aire entre el reactor y el primer tanque de separación, que opera a alta temperatura. Esto provee una alimentación liquida caliente para ser destilada, pero el gas que deja el primer tanque de separación no se encuentra lo suficientemente puro para reciclarse y tiene que ser enfriado para poder condensar las fracciones pesadas, lo mejor lavadas posible.
Este proceso ofrece mejor uso del calor desprendido por la reacción y si es necesario, produce menores presiones de vapor. Sin embargo, su operación es más complicada y la inversión requerida es más alta.
Figura 5. Diagrama del proceso caliente [5, Cap. I]
Los requerimientos de energía en la alimentación para los tres procesos son:
[5]. Proceso Energía (Kcal. / Kg.) Simple 85.85 Frío 68.73
Caliente 58.63 Tabla 5. Gasto energético de cada proceso
En la realización de la elección del proceso se usa de nueva cuenta una tabla
de decisiones para elegir el proceso más conveniente. La jerarquía de prioridad va de un 10% a un 30%, y así mismo se les asigna un valor numérico acorde a la satisfacción de esta; multiplicando cada fila de números por el correspondiente intervalo de prioridad, sumándose para dar la puntuación total.

24
A continuación se presenta una comparación por el método de evaluación de puntos entre los tres procesos existentes para la producción de gasóleo desulfurado, con base en los métodos patentados por el Instituto Francés del Petróleo.
Los resultados se muestran a continuación: Proceso I II III Factores técnicos (20%) Flexibilidad del proceso 7 7 4 Operación continua 7 10 6 Requerimientos de energía 9 8 8 Equipo especial requerido 7 5 6 parcial 6 6 4.8 Materias primas (20%) Disponibilidad presente y futura 8 8 8 procesamiento requerido 7 6 7 Manejo de materiales 7 9 8 parcial 4.4 4.6 4.6 Subproductos y desechos (10%) Cantidad producida 8 8 8 Valor comercial 7 7 7 Mercado potencial y usos 7 7 7 parcial 2.2 2.2 2.2 Equipo (20%) Disponibilidad 8 8 8 Materiales de construcción 8 8 8 Costo inicial de inversión 7 8 7 Costo de instalación y mantenimiento 7 8 7 Diseño especial 4 5 6 parcial 6.8 7.4 7.2 Costos (30%) Materias primas 8 8 8 Energía 9 8 6 Depreciación 7 7 7 Costo de patente 6 6 6 Control ambiente 8 8 8 parcial 11.4 11.1 10.5 TOTALES 30.8 31.3 29.3
Tabla 6. Tabla de ponderación para seleccionar proceso
Las consideraciones tomadas para la evaluación y ponderación de cada factor son:
⇒ Factores técnicos: Debido a la disponibilidad de recursos humanos y técnicos para llevar a cabo el proceso. Este punto no presenta mayor relevancia de análisis.

25
⇒ Materias primas: El abastecimiento de materia prima esta ligado con la disponibilidad de recursos naturales con los que se cuente, debido a que los mantos petrolíferos son la fuente principal.
⇒ Subproductos y desechos: En este caso los subproductos no son parte condicionante para el desarrollo del proceso, es por esto que el valor porcentual es pequeño en el análisis.
⇒ Equipo: Si el equipo empleado en el proceso es demasiado complicado, puede acarrear problemas, con consecuencias en el diseño, operación y mantenimiento.
⇒ Costos: Es importante mantenernos dentro de un estándar económico, debido a la escasa disponibilidad de recursos.
Por la ponderación diseñada anteriormente bajo este criterio de selección, se considera el proceso II como la mejor alternativa de proceso.
En la figura 4 se detalla el proceso seleccionado (proceso II ó proceso frío) finalmente para obtener el gasóleo desulfurado. La alimentación debe precalentarse en un horno para alcanzar las condiciones óptimas de operación del reactor, puesto que a temperaturas altas se favorece la reacción. El gasóleo sin embargo ingresa en fase liquida junto con el hidrogeno en fase gas.
La mezcla de reacción al salir del reactor pasa por un sistema de intercambiadores, donde se abate la temperatura lo suficiente para que se alcance la separación deseada al ingresar al tanque flash.
La separación de H2S se lleva a cabo en un tanque de separación flash y una columna de absorción, debido a que se alcanza un grado de separación cercano al 100%, puesto que el equipo se diseña para operar a condiciones donde seria muy difícil que el sulfuro de hidrogeno condensara. [6, Cap. I]

26
CAPITULO II 2.1. UBICACIÓN DE LA PARTE EXPERIMENTAL
La parte principal del proceso se ubica en el reactor, donde se lleva a cabo la reacción y el empleo del catalizador. En la siguiente sección se muestra los trabajos que se han realizado con respecto a los catalizadores usados para el tratamiento de HDS. 2.2. ANTECEDENTES BIBLIOGRÁFICOS En la actualidad se han buscado alternativas para el proceso, encontrando rutas de mejoramiento de los catalizadores empleados, basados en trabajos realizados anteriormente fue encontrado que se puede modificar tanto en la fase activa, como el soporte, logrando con ello un mayor incremento en las velocidades de reacción. Anteriormente De los Reyes et. al. [1, Cap. II] presentaron las propiedades catalíticas de reacciones de hidrotratamiento de catalizadores de RuS2 soportados en alúmina con diferentes relaciones atómicas de la fase activa, coincidiendo en que el sulfuro de Ru presenta elevada actividad catalítica, 1.54 veces mayor que para el catalizador comercial (NiMo / γ -Al2O3) esto concuerda con los resultados presentados por Pecoraro et. al. [2], donde el RuS2 es 13 veces más activo que el MoS2.
Esto concuerda con lo reportado por Ortiz [3, Cap. II], la cual reporta “…la actividad era menor para una muestra pre-calcinada en comparación con una no calcinada”; además encontró que la actividad de catalizadores de Ru depende de la temperatura de Sulfhidración y el contenido de metal en las muestras.
Breysee et. al. [4, Cap. II] encontraron que para catalizadores de Ru sulfurados, la concentración de sitios activos depende
principalmente de la relación de la mezcla sulfhidrante y de la temperatura de sulfhidración, es decir de las condiciones de activación (Figura 6). Así mismo, Zdrazil [5, Cap. II] basó su investigación de metales nobles en lo que tiene que ver con las reacciones de hidrogenación y de hidrogenólisis del enlace heteroátomo-carbono, observó que el Ru y el Pt favorecen más la hidrogenación, lo cual seria útil para disminuir el contenido de hidrocarburos aromáticos de los carburantes. Con base en lo anterior, nos enfocamos en la preparación de catalizadores bimetálicos de RuNi /γ-Al2O3, NiW /γ-Al2O3 y NiMo /γ-Al2O3. [6, Cap. II]
Básicamente la dirección de las investigaciones enfoca su desarrollo en torno a la presencia de sulfuros de metales nobles (Ru) conformando parte de la
27
fase activa de los nuevos catalizadores. Se buscan catalizadores más activos y selectivos para la eliminación de compuestos aromáticos y compuestos de azufre contenidos en las fracciones pesadas del petróleo.
La forma en la que se trata de cumplir con los objetivos propuestos en un
inicio se presenta en la siguiente secuencia de actividades.
2.3. PROGRAMA DE ACTIVIDADES: A continuación se enumeran las actividades experimentales realizadas:
� Preparación de catalizadores: � Impregnación � Calcinación � Activación � Reacción: � Hidrodesulfuración de dibenzotiofeno. � Análisis por medio del cromatógrafo � Análisis de resultados
2.3.1 MÉTODOS TEÓRICOS Y EXPERIMENTALES EMPLEADOS Utilizando el soporte γ-Al2O3 con diferentes concentraciones de Ru, Ni, Mo y W se prepararon los respectivos catalizadores. Impregnación. Se lleva a cabo con el método de llenado de poro sin exceso de solución, con las sales correspondientes de Ru, Ni, Mo y W, para obtener un 4% en la primeras dos (Ru y Ni) y una de 2.8 átomos para Mo y W. Calcinación. La calcinación se realiza dentro de una mufla, el procedimiento consiste en elevar gradualmente la temperatura hasta alcanzar la deseada. NiRu
Una rampa de calentamiento de 10º C/min., teniendo como limite 400º C, donde permaneció por 4hrs. NiMo y NiW
Con una rampa de calentamiento de 10º C/min., hasta llegar a 400º C, donde estuvo por 4hrs. Activación. Los catalizadores generalmente requieren una activación por sulfhidración antes de llevarlos a la temperatura de reacción. Se emplea a un reactor de vidrio, donde se deposita el catalizador a utilizar; quedando depositado en una cama
28
porosa de vidrio. Se hace pasar una corriente de sulfuro de hidrógeno en H2 (H2S/H2) sobre el catalizador con un flujo de 10ml en 9seg. NiRu
Una rampa de calentamiento de 10º C/min., llegando a los 400º C, donde estuvo por 4hrs.
NiMo
La rampa de calentamiento fue de 10º C/min., hasta llegar a los 320º C, donde permaneció por 2hrs.
NiW
Con una rampa de calentamiento de 10º C/min., hasta los 200º C, donde se quedo por 2hrs.
Hidrodesulfuración de dibenzotiofeno. El catalizador activado se transfirió a un reactor batch, con el fin de realizar la prueba catalítica. Bajo atmósfera inerte de argón se vierte el catalizador con el objetivo de evitar la oxidación de este. Cargado el reactor con el catalizador, el solvente y la molécula a desulfurar, se presuriza con nitrógeno para sacar el aire contenido y se purga, esto se hace por lo menos dos veces más. Par finalizar se carga con nitrógeno a 400Psi, se activa la canastilla de calentamiento para que llegue a 320º C y el rotor con una velocidad de 1100rpm. Cuando las condiciones son de 800Psi y 320º C se purga el nitrógeno remplazándolo por hidrogeno, dejando el sistema bajo las mismas condiciones que con el nitrógeno, dando comienzo la reacción. Análisis por medio del cromatógrafo. Terminada la reacción las muestras obtenidas se analizan en un cromatógrafo de gases. Este análisis aporta información respecto a la composición de la mezcla. La cromatografía de gases emplea un medio de transporte gaseoso (gas inerte) para la separación de los componentes de una mezcla. La muestra pasa a la cámara de inyección calentada, donde se vaporiza y arrastra hacia la columna, la muestra se reparte entre el gas portador y la fase estacionaria que trae como consecuencia la separación de los compuestos. Después de la columna, el gas portador y la muestra pasan a través de un detector. Este dispositivo mide la concentración de la muestra y genera una señal eléctrica, tal señal pasa a un registro gráfico, el cual configura un cromatógrafo, a partir de este se obtienen datos como tiempos de retención y áreas, que representan concentraciones de los diferentes compuestos presentes en la muestra. En base a este análisis, se evalúa la conversión, rendimiento y velocidad de reacción. En la siguiente tabla se muestran los tiempos de retención en la HDS de DBT.

29
Compuesto Tiempo de retención (t R)
Dibenzotiofeno (DBT) 8.3Bifenil (BF) 4.9Ciclohexilfenil (CHF) 4.5Biciclohexil (BCH) 4.4Hexadecano 6.6 Tabla 7. Tiempo de retención para la red de reacción
El análisis de las muestras obtenidas del reactor, se hace en un
cromatógrafo (Perkin Elmer Autosystem XL GC), equipado con un detector de ionización de flama (FID) y columna capilar Alltech Econo-pac (5% fenilmetilsilicón y 95% de metilpolisiloxano) de 30m * 0.25mm * 0.25µm.
Condiciones de análisis: � Nitrógeno como gas acarreador con un flujo de 33.3ml/min. y presión de
12.1psi. � Inyector a 290° C. � Detector de FID a 290° C. Flama de hidrógeno (flujo de 45.5ml /min.) y aire
(flujo de 475.00ml /min.). � Tiempo de corrida de 12.8 min. con la rampa de temperatura de optimizada
(rampa 4.5). Determinación de coeficientes de corrección.
En el análisis cromatográfico generalmente el área bajo un pico es una función lineal del número de moles, pero, esta relación se ve afectada por el tipo de molécula, su peso molecular, su tamaño la presencia de otros compuestos. Por eso es necesario calcular coeficientes de corrección que permitan determinar la concentración correcta de reactivos y productos a partir de soluciones patrón.
Para el cálculo de los coeficientes de corrección relativos al DBT se usa la siguiente formula:
∗
=
DBT
B
B
DBTB Mol
Mol
A
Acoef 2
Donde:
CoefB = coeficiente de corrección para el producto o reactivo B. ADBT = área bajo la curva que se forma en el cromatograma para el DBT (referencia de la muestra patrón). AB = área bajo la curva que se forma en el cromatograma para el componente B de la muestra patrón. MolDBT = concentración molar de DBT usadas para hacer la muestra patrón. En la preparación de la muestra patrón se utilizaron concentraciones de reactivos y productos similares a las esperadas en la reacción, de donde se obtuvieron los siguientes coeficientes de corrección.

30
Componentes CoefB
DBT 1BCH 0.8599CHF 0.9394BF 0.9026CZ 1.0116
Tabla 8. Coeficientes de corrección para productos y reactivos Cuando ya se han obtenido los coeficientes de corrección se puede obtener el número de moles contenidos en una muestra mediante la reacción de concentración de la muestra y el coeficiente de corrección de cada componente como sigue:
=
HEX
DBT
DBTDBT
A
A
Concrel
3
( )DBTBHEX
BB relcoefA
AConc
*∗= 4
Donde: ADBT = área bajo la curva que se forma en el cromatograma para el DBT de la muestra de reacción. AB = área bajo la curva que se forma en el cromatograma para el componente B de la muestra de reacción AHEX = área bajo la curva que se forma en el cromatograma para el hexadecano en la muestra de reacción.
ConcA = concentración molar del componente A o B en la muestra de reacción. Este componente se considera como base por que en estas condiciones su concentración no varia a lo largo de la reacción; por otro lado el error introducido por un área tan grande (AHEX) relativa al área del DBT (ecua. 3) se elimina al hacer una doble división con respecto a la misma área (ecua. 4).
Para el cálculo de la conversión se emplea la siguiente expresión, esta se puede expresar de la siguiente manera, en términos de áreas bajo la curva en un cromatograma:
( )( )AB
BA AA
AX
+ΣΣ= 5
Donde: AB = área bajo la curva del producto B de la reacción AA =área bajo la curva de del reactivo de la reacción DBT

31
Para el cálculo del rendimiento se utilizo la siguiente expresión:
( )∑ +
=totalesmolesproductosdemoles
BproductodemolesRB 6
Que en términos de de áreas bajo la curva del cromatograma es:
( )BA
BB AA
AR
+Σ= 7
Se requiere conocer el balance de materia, así como de los fenómenos de
transporte involucrados, para modelar la ecuación de diseño. 2.4. BALANCE DE MASA GLOBAL Y LOS FENOMENOS INVOLUCRADOS.
La expresión general para un balance de materia del componente A en el sistema es como sigue:
Para las reacciones fue necesario el uso de un reactor por lotes e isotérmico. De la expresión anterior, los dos primeros términos se pueden eliminar, quedando entonces:
( )dt
VCdVr A
A =− 8
Donde: -rA = Es la velocidad de reacción de componente A observada. V = Es el volumen total del sistema reaccionante. CA = Es la concentración de A en el sistema. t = Es el tiempo. En el caso de la experimentación de este trabajo, las muestras tomadas
representan un bajo porcentaje del volumen de líquido total, luego entonces el volumen de líquido se puede considerar constante. El proceso es a presión constante y por lo tanto el volumen de hidrógeno también es constante. En síntesis el volumen del reactor puede considerarse para fines prácticos como constante y la ecuación 8 queda:
dt
dCr A
A =− 9

32
El reactor utilizado es un sistema de tres fases: la fase gas que es el hidrógeno, la fase líquida compuesta por el solvente y el (los) reactivo(s) y la fase sólida que en este caso es el catalizador soportado. Una representación se expresa en la figura 7.
Figura 7. Sistema de tres fases de reacción, reactor por lotes
En este tipo de sistema los fenómenos de transporte suelen ser muy importantes; las velocidades observadas pueden estar determinadas por velocidades de transporte de materia. Por ejemplo, para el caso del hidrógeno los procesos de transferencia involucrados son:
a) Transporte del hidrógeno del seno del gas a la infernase gas – líquido. b) Transporte del hidrógeno de la interfase gas – líquido al seno del líquido
(ecuación 11). c) Mezclado en el seno del líquido. d) Transporte del hidrógeno del seno del líquido a la superficie del sólido
(ecuación 12). e) Transporte del hidrógeno de la interfase líquido – sólido al interior de los
poros (ecuación 13).
En este caso, los efectos asociados a los incisos a) y c) se pueden despreciar. El primero porque se trata de un gas puro y el segundo porque se asume un reactor de mezcla completa. Si se considera al DBT (CZ o tetralina) los procesos de transporte involucrados son los correspondientes a los incisos d) y e). Una expresión para la velocidad de reacción heterogénea se puede representar por rv que es función de la constante de velocidad de reacción, y de otro término que es función de la concentración de hidrógeno (considerando orden cero para el DBT sólo para hacer el análisis aquí planteado, más adelante se considerará al DBT). La ecuación antes descrita sería:
( )HSPv Ckfr = 10
Donde: rv =Velocidad de reacción k = constante de velocidad de reacción heterogénea CHsp = Concentración de hidrógeno en el interior de los poros reaccionantes. En los reactores de tres fases los fenómenos de transferencia de masa pueden determinar la velocidad de reacción observada. En condiciones de estado
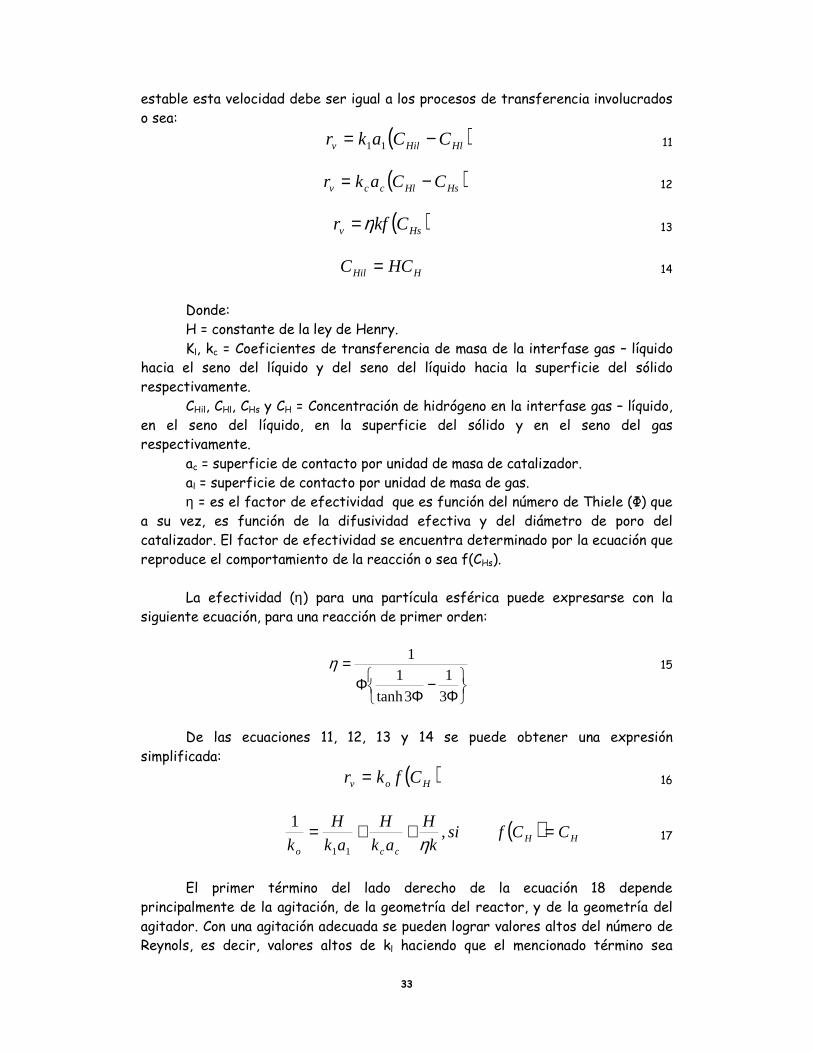
33
estable esta velocidad debe ser igual a los procesos de transferencia involucrados o sea:
( )HlHilv CCakr −= 11 11
( )HsHlccv CCakr −= 12
( )Hsv Ckfr η= 13
HHil HCC = 14
Donde: H = constante de la ley de Henry. Kl, kc = Coeficientes de transferencia de masa de la interfase gas – líquido
hacia el seno del líquido y del seno del líquido hacia la superficie del sólido respectivamente.
CHil, CHl, CHs y CH = Concentración de hidrógeno en la interfase gas – líquido, en el seno del líquido, en la superficie del sólido y en el seno del gas respectivamente.
ac = superficie de contacto por unidad de masa de catalizador. al = superficie de contacto por unidad de masa de gas. η = es el factor de efectividad que es función del número de Thiele (Φ) que
a su vez, es función de la difusividad efectiva y del diámetro de poro del catalizador. El factor de efectividad se encuentra determinado por la ecuación que reproduce el comportamiento de la reacción o sea f(CHs).
La efectividad (η) para una partícula esférica puede expresarse con la
siguiente ecuación, para una reacción de primer orden:
Φ−
ΦΦ
=
3
1
3tanh
11η 15
De las ecuaciones 11, 12, 13 y 14 se puede obtener una expresión
simplificada: ( )Hov Cfkr = 16
( ) HHcco
CCfsik
H
ak
H
ak
H
k=++= ,
1
11 η 17
El primer término del lado derecho de la ecuación 18 depende
principalmente de la agitación, de la geometría del reactor, y de la geometría del agitador. Con una agitación adecuada se pueden lograr valores altos del número de Reynols, es decir, valores altos de kl haciendo que el mencionado término sea

34
despreciable a compararse con los demás. El valor de kc en la ecuación 17 depende principalmente del tamaño de partícula catalítica (diámetro promedio entre 0.177 y 0.149mm) y de la agitación. Los valores del factor de efectividad varían de 0 a 1, y se requieren valores cercanos a la unidad para lograr un régimen dominado por la reacción; el factor de efectividad se puede modificar cuando se modifica el tamaño de la partícula catalítica. Con el efecto de la agitación vigorosa y partículas catalíticas reducidas a prácticamente polvo se logra que los efectos de transferencia de masa internos se vean disminuidos de tal manera que se puede considerar que la velocidad e reacción global se encuentra determinada sólo por la reacción misma y las ecuaciones 16 y 17 pueden expresarse:
)(0 Hv CHfkr = 18
kHk1
)(1
0= 19
Donde la constate de velocidad observada es prácticamente la constante de
velocidad de reacción. Una expresión similar se puede obtener si se considera que la reacción se
comporta de orden cero para el hidrogeno y que solo es función de la concentración de DBT. Es conveniente mencionar que bajo las condiciones de reacción, el hidrogeno se encuentra en exceso por lo que el reactivo limitante es el DBT, y es más conveniente expresar la velocidad de reacción en términos de concentración de DBT, o sea:
)( DBTDBT Ckfr = 20
Donde: CDBT = Concentración de DBT en la solución. K = Constante de la velocidad de reacción El modelo cinético para la HDS de DBT podría expresarse mediante una
expresión del tipo Langmuir-Hinshelwood como ya se ha hecho antes en la literatura.
22
22
221
*1 HH
HH
SHSHDBTDBT
DBTDBTHDS CK
CK
CKCK
CkKr
+++= 21
Donde: KDBT = Constante de adsorción-desorción de DBT. CDBT = Concentración de DBT. k = Constante de velocidad de reacción. KH2S= Constante de adsorción-desorción de H2S. CH2S= Concentración de H2S. KH2 =Constante de adsorción-desorción de H2. CH2= Concentración de H2.

35
La ecuación 21 se puede simplificar si la reacción modelada se realiza a presiones altas de H2 (KH2CH2 >>1), si se considera despreciable la inhibición de ácido sulfúrico y por ultimo a bajas concentraciones de DBT el producto (KDBTCDBT <<1). De acuerdo a lo anterior la ecuación 21 se reduce a una ecuación de seudoprimer orden que puede igualar a la velocidad de desaparición de DBT quedando:
DBTHDS kCr = 22
Esta ecuación combinada con el balance de materia del reactor
dt
dCkC DBT
DBT −= 23
Integrando: ( ) ktxDBT =−− 1ln 24
Donde: xDBT = Conversión de DBT La evaluación de la constante cinética se utiliza la ecuación 24. Graficando
( ) tvsXLn A .1−− se obtiene la constante cinética (en s-1) a partir del valor de la pendiente. Para obtener la constante cinética de primer orden en las unidades especificadas se utiliza la siguiente forma:
m
n
Ckk A
A
0
01
1
=
25 Donde: K1 = es la constante cinética, en s-1 CA0 = Concentración inicial de reactivo, en mol/m3 nA0 = Moles iniciales del reactivo, en mol m = masa de catalizador
A continuación se muestran los tiempos de retención de los productos del DBT.
DBT 10.4 Solvente (hexadecano anh.) 8.35 BCH 4.43 CHF 4.88 BF 5.43 THDBT 10.18
Tabal 9. Tiempos de retención para las reacciones con DBT Con los datos obtenidos de los cromatogramas por medio de la experimentación se obtuvieron los siguientes valores:

36
2.5. RESULTADOS Los resultados que se obtuvieron fueron de reacciones en condiciones de operación iguales, es decir, presión de 800psi y una temperatura de 320° C.
CATALIZADOR CONVERSION
NiMo / Cal 0.89 NiMo / SCal 0.89 NiW / Cal 0.97 NiW / SCal 0.97
NiRu/ H2/H2S 0.69 NiRu/ N2/H2S 0.13 Ru/ H2/H2S 0.73 Ru/ N2/H2S 0.2
Tabla 10. Conversiones alcanzadas con los distintos catalizadores
En el análisis de rendimientos se examino cual es la ruta de reacción que siguen los productos para cada catalizador en base en el Figura 2 (Capítulo I). Estas son las vías de reacción propuestas por Houalla y col. en 1980, presentado dos vías paralelas de reacción. Un que involucra la ruptura de los enlaces C-S conservando la aromaticidad de los anillos y produciendo BF. En este esquema se puede observar que la vía de DSD es más rápida que la vía de hidrogenación. Una vez producido el BF procede a una hidrogenación lenta de uno de los anillos aromáticos para producir CHF. Por otro lado es la hidrogenación (HID) donde el heteroátomo se conserva pero uno de los anillos aromáticos se hidrogena para producir THDBT y HHDBT encontrándose en equilibrio a las condiciones usuales de HDT que son inestables y reaccionan rápidamente vía ruptura de enlaces C-S y una segunda HID, para producir CHF que es el producto donde convergen las dos vías ya mencionadas.
Para los rendimientos obtenidos en cada caso se presentan los siguientes gráficos.

37
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Rend
imie
nto
Conversión
NiW calcinado
BF
THDBT
CHF
BCH
Grafica 4. Rendimiento vs. Conversión de catalizador NiW calcinado
Para NiMo calcinado, a conversiones bajas tenemos la formación de THDBT y BCH, dando paso a la hidrogenación parcial de uno de los anillos del DBT para producir el THDBT. Sin embargo, el CHF se origino de la hidrogenación de bifenil. A conversiones altas disminuye el rendimiento de THDBT y en menor cantidad se encuentra el BCH, aumentando CHF junto con el BF. Para este catalizador las dos redes de reacción están presentes.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Rend
imie
nto
Conversión
NiW sin calcinar
BF
THDBT
CHF
BCH
Grafica 5. Rendimiento vs Conversión de catalizador NiW

38
Analizando la grafica 5 se a aprecia que a conversiones menores de 5% del DBT prevalece el producto CHF con una cantidad apreciable de BCH; por lo que la principal vía de HDS es la hidrogenación de BF. Conforme se aproxima al 90% de conversión se incrementa el rendimiento BCH y comienza a decaer el CHF.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Rend
imie
nto
Conversión
NiMo sin calcinarBF
THDBT
CHF
BCH
Grafica 6. Rendimiento vs Conversión de catalizador NiMo
A conversiones menores de 50% del DBT, predomina el producto CHF con una ligera cantidad de BCH, como se observa en la grafica 6, es decir, la principal vía de HDS resulta ser la hidrogenación de BF más que la desulfuración de THDBT. Conforme se acerca al 90% de conversión aumenta BCH y comienza a disminuir el CHF.

39
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Rend
imie
nto
Conversión
NiMo calcinado
BF
THDBT
CHF
BCH
Grafica 7. Rendimiento vs. Conversión de catalizador NiMo calcinado
En la grafica 7 a conversiones menores de 50% del DBT impera el producto
CHF, esto indica que la vía de HDS resulta ser la hidrogenación de BF más que la desulfuración de THDBT. Al 90% de conversión aumenta el rendimiento BCH por lo que disminuye el CHF.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Rend
imie
nto
Conversión
NiRu / H2-H2S
CHF
BCH
BF
THDBT
Grafica 8. Rendimiento vs Conversión de catalizador NiRu activado con H2/H2S

40
En presencia del catalizador de NiRu con la mezcla de activación H2-H2S (Grafica 8) en conversiones menores de 70% del DBT, domina el BF, basándose en la figura 2, se puede decir que la vía de HDS resulta ser la hidrogenólisis.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.00 0.05 0.10 0.15
Rend
imie
nto
Conversión
NiRu / N2-H2S
BF
THDBT
CHF
BCH
Grafica 9. Rendimiento vs Conversión de catalizador NiRu activado con N2/H2S
Al analizar la grafica que representa el rendimiento vs. conversión para el
catalizador de RuNi con la composición de N2-H2S, se presento que a conversiones menores de 20% el producto principal al igual que en la grafica 9 fue el BF, con la diferencia de que se obtuvo una cantidad notable de CHF, BCH y de THDBT; por lo tanto, la ruta de reacción fue por la vía de hidrogenación.
41
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Rend
imie
nto
Conversión
Ru / H2-H2S
CHF
BCH
BF
THDBT
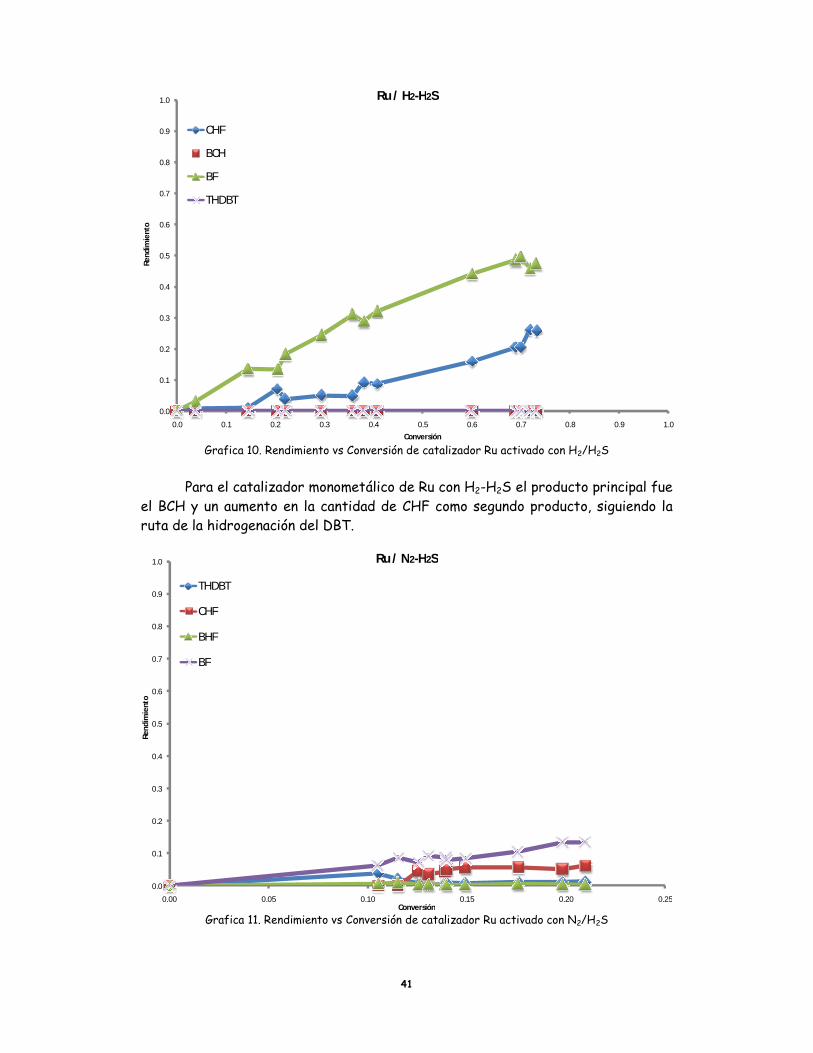
Grafica 10. Rendimiento vs Conversión de catalizador Ru activado con H2/H2S
Para el catalizador monometálico de Ru con H2-H2S el producto principal fue el BCH y un aumento en la cantidad de CHF como segundo producto, siguiendo la ruta de la hidrogenación del DBT.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.00 0.05 0.10 0.15 0.20 0.25
Rend
imie
nto
Conversión
Ru / N2-H2S
THDBT
CHF
BHF
BF
Grafica 11. Rendimiento vs Conversión de catalizador Ru activado con N2/H2S

42
En la grafica 11, es notable el aumento en el rendimiento del BF a conversiones menores al 25%, siguiendo una ruta de reacción de Hidrogenolisis. Los rendimientos como se puede observar son menores al 20%, e incluso hay aun aumento en la cantidad de CHF presente en la reacción. Las actividades catalíticas son bajas para la serie preparada a base de RuNi/γ - Al2O3, a diferencia de la rA que aumenta para los catalizadores preparados a base de NiW/γ - Al2O3.
CATALIZADOR K (m3 / Kgcat * s) r0 ( 1X10-7 mol/kgcat * s) NiW/ SCal 2.71 X 10-6 4.44 X 10-5 NiMo / SCal 1.85 X 10-6 3.04X 10-5 NiMo / Cal 1.66 X 10-6 2.72 X 10-5 NiW / Cal 5.8 X 10-7 9.49 X 10-6 Ru/ H2-H2S 4.09 X 10-7 6.72 X 10-6 NiRu/ H2-H2S 3.64 X 10-7 5.97 X 10-6 Ru/ N2-H2S 1.44 X 10-7 2.36 X 10-6 NiRu/ N2-H2S 2.28 X 10-8 3.72 X 10-7
Tabla 11. Velocidad de reacción inicial para los catalizadores Tomando como referencia el catalizador tradicional NiMo sobre alúmina donde su (-rA = 3.04x10-5 mol/kgcat * s), obtenemos que la actividad de los catalizadores NiWcal y NiW son altos dentro de la incertidumbre.
NiW > NiMo > NiMocal > NiWcal > RuH2-H2S > NiRu H2-H2S> RuN2-H2S > NiRu N2-H2S
Con el análisis de los resultados obtenidos se puede llegar a: 2.6. CONCLUSIONES
Geantet et. al. [3, Cap. II] mostraron con la evaluación de las velocidades de
reacción para hidrodesulfuración, que al utilizar un catalizador bimetálico de RuMo /γ-Al2O3 a diferentes condiciones de sulfhidración se obtienen mayores actividades catalíticas que para una preparación convencional.
Para los catalizadores de NiRu/γ-Al2O3 y Ru/γ-Al2O3 con la mezcla H2-H2S presenta una actividad considerablemente mayor que cuando se sulfhidración con N2-H2S. Allali et. al. [7, Cap. II] infieren de sus resultados de actividad que las mejores condiciones de activación serían con la mezcla de N2-H2S, lo cual sería factible despreciando las interacciones de las fases activas con el soporte; atribuible a un efecto sinérgico, que promueve una mayor facilidad de generación de sitios activos para HDS. Sin embargo en este caso, la mezcla H2-H2S resultó ser mejor agente sulfurante. Estos catalizadores no resultaron tener la actividad esperada, por lo que fueron relegados para el diseño de la planta, ya que presentaron velocidad de reacción baja, comparada con la conseguida por Ortiz [3, Cap. II].

43
Se encontró, que la actividad catalítica aumenta cuando a los catalizadores monometálicos de W se les incorpora Ni, y esta diferencia es más notoria cuando el soporte es alúmina [8, Cap. II]. El efecto de calcinación influyó de forma directa en la actividad catalítica de NiMo/γ-Al2O3 en la reacción de HDS de DBT; así mismo afectó al catalizador de NiW/γ-Al2O3, y en mayor proporción (83.8%) disminuyendo la actividad del NiRu/γ-Al2O3.
Los resultados de Bartholomew et. al. [9, Cap. II], quienes señalaron que la calcinación no es conveniente para obtener una dispersión alta. Esto lo atribuyeron a la formación de partículas de NiO relativamente grandes, que después de reducidas dejan partículas de Ni° más grandes que las formadas en la reducción del catalizador fresco. Tomando en cuenta las constantes cinéticas de la reacción con los diferentes catalizadores, podemos concluir que el catalizador de NiW/γ-Al2O3. (sin calcinar) tiene una mayor velocidad de reacción (4.44x10-5 mol/kgcat * s); comparándola con la del catalizador comercial NiMo/γ-Al2O3 (sin calcinar) resulto ser 1.46 veces mas activo. Existe una mayor cantidad de productos azufrados en la reacción con el catalizador de NiW calcinado, por lo que fue descartado; además de que el área superficial del soporte disminuye con la temperatura de calcinación [8, Cap. II].
Por todo lo comentado con anterioridad; se empleará el NiW sin calcinar, para
el diseño de la planta hidrodesulfuradora, por su alta actividad y porque no presentó subproductos azufrados.

44
CAPITULO III 3.1. DESCRIPCION DEL PROCESO. El proceso seleccionado consta de un reactor trifásico, un tanque flash, una torre de destilación y una columna de absorción; todo esto como equipo mayor. El equipo menor esta constituido de intercambiadores de calor, bombas, horno, compresor y además de los tanques de almacenamiento para el gasóleo, del hidrógeno y del producto final. El proceso se puede observar en la figura 8.
Figura 8. Proceso frío
3.1.1 BALANCE DE MATERIA El balance de materia en el proceso se realizó con base en el tratamiento diario de 1,000 barriles/día de producto desulfurado. La alimentación al proceso es gasóleo el cual consta de un 3% en peso de compuestos azufrados. En la figura siguiente se muestra el balance de materia en los equipos mayores, los valores obtenidos se encuentran concentrados en la tabla 11. De tal forma que la conversión del compuesto azufrado sea del 97% a la salida.

45
Figura 9. Diagrama general del proceso frío
1 2 3 4 5 6 7 8 9 10 11 12 13Hidrogeno --- 23.1 16.5 16.5 6.6 --- --- 16.5 --- --- --- ---Sulfuro de hidrogeno --- --- 31.0 7.1 --- 23.9 23.9 --- --- 7.1 --- 23.5 0.4Compuestos hidrogenados --- --- 145.8 --- --- 145.8 145.8 --- --- --- --- 1.5 144.4Compuestos azufrados 174.8 --- 5.2 --- --- 5.2 --- 5.2 --- --- --- --- ---Gasòleo 5590.2 --- 5590.2 --- --- 5590.2 --- 5590.2 --- --- --- --- ---Solvente --- --- --- --- --- --- --- --- --- 25.2 25.2 --- ---
Compuestos Corrientes (Kg/h)
Tabla 12. Balance de Materia
La tabla de moles se encuentra referida en el apéndice I.
� Balance de materia para el Reactor
033332
32
22
11 =−−−−−++ HAA CGaCSHHHCGa (174.8+5590.2+23.1-16.5-31.0-145.8-5.2-5590.2) kg/h =0
� Balance de materia para el Tanque Flash I
072
72
66662
32
332
33 =−−−−−−++++ SHHGaCCSHSHCHCGa AHHA

46
5590.2+5.2+145.8+31.0+16.5-23.9-145.8-5.2-5590.2=0
� Balance de materia para el Destilador
088772
62
666 =−−−−+++ GaCCSHSHCCGa AHHA 5590.2+5.2+145.8+23.9-23.9-145.8-5.2-5590.2=0
� Balance de materia para el Tanque Flash II
013132
122
772 =+−−+ HH CSHSHCSH
� Balance de materia para el Absorbedor
0.. 92
102
101142
42 =−−−++ HSHSolvSolvSHH
3.2. DISEÑO DEL EQUIPO PRINCIPAL
En este capitulo se exhiben los resultados de los cálculos relacionados al dimensionamiento del equipo principal del proceso seleccionado discutiendo los aspectos más relevantes en cada caso y los detalles de los cálculos se muestran en el apéndice citado para cada equipo. 3.2.1 REACTOR DE LECHO PERCOLADOR
Para este proceso se ha determinado utilizar un reactor de lecho percolador, que consta de un lecho fijo sobre el cual un líquido junto con un gas fluyen a co-corriente sobre el lecho. En este tipo de reactores el flujo de gas es del orden de 2000 a 3000 ft3/pbd y del líquido está en el rango de 100 a 300 ft/h.
La velocidad espacio por hora de líquido (LHVS) varia de 0.5 a 1 hr-1. Existen diversos parámetros físicos que afectan la operación de los reactores percoladores.
La caída de presión en los reactores percoladores a corriente paralela es menor a los que operan a contracorriente.
Las consideraciones que se toman en cuenta para el diseño del reactor son
las siguientes: 1. No hay dispersión axial (flujo pistón). Se determinó el número de
Peclet, de esta manera comprobamos que esta suposición fuera válida.
2. Las partículas de catalizador se encuentran totalmente mojadas. 3. La transferencia de masa externa estará determinada por los
coeficientes de transferencia del gas al líquido (kLaG) y del líquido a la partícula (kcac) 2 , esto se debe a que la concentración del H2 en
2 S.M.A.M. Bouwens, F.B.M. van Zon, M.P. van Dijk, A.M. van der Kraan, V.H.J. de Beer, J.A.R. van Veen y D.C. Koningsberger, Journal of Catalysis, 146, 375-393 (1994).

47
el gas a lo largo del reactor se considerará casi constante, éste se alimentará en exceso.
4. Distribución homogénea del líquido. 5. No existe inhibición del catalizador (la alimentación fresca de H2 en
distintas secciones del reactor permite diluir el H2S en la fase gaseosa y así aumentar el gradiente de concentraciones entre las fases líquido y gas, de esta manera la concentración de H2S en el líquido disminuye).
6. Los flujos de líquido y gas permanecen constantes a lo largo del reactor. Se calcularon los equilibrios V-L considerando las pérdidas de presión a lo largo del reactor y el aumento de la temperatura debido al calor de reacción (20atm y 380°C), a estas condiciones toda la mezcla es líquida.
7. No existen gradientes radiales de concentración ni de temperatura. El equilibrio líquido–vapor para la mezcla de gasóleo (grafica 20), indica que ninguno de los compuestos presentes (del gasóleo) presentara problemas de algún compuesto en fase vapor, bajo las condiciones a las que operara el reactor. Por lo que el punto (8) queda justificado.
La conversión máxima alcanzada por el reactor es del 97%, en base a esta se dimensionó el equipo.
Los tamaños de las partículas catalíticas en estos reactores son relativamente grandes, las resistencias intragranulares son más significativas que en los reactores de suspensión. El régimen de flujo percolador opera isotérmicamente. Además, se supondrá que el flujo del líquido cubre por completo las partículas, por lo que la reacción sólo puede verificarse por transferencia de masa del reactante a través de la interfase líquido-partícula. Por lo general, las fuerzas capilares atraen al líquido hacia el interior de los poros de las partículas. Al evaluar los efectos de la transferencia intragranular de masa (factores de efectividad), el uso de difusividades de la fase líquida produce resultados satisfactorios.
En el caso de hidrotratamiento el gas consiste en un solo componente puro (H2) por lo que no hay impedimento en la transferencia de masa en el gas. Además el hidrógeno es ligeramente soluble en el líquido. Por lo tanto el coeficiente de transferencia gas-líquido es el más importante.
Para mayor información del diseño ver Apéndice E.1
Condiciones de Operación Temperatura (ºC) 350 Presión (psi) 800 Tabla 13. Condiciones de operación del Reactor

48
Dimensiones Diámetro (m) 2 Altura del lecho (m) 8.61 Altura total (m) 9 Grosor de la pared (m) 0.042 Catalizador NiW/ -Al2O3 Material de construcción Acero Inoxidable Masa del catalizador (kg) 18095.62 Costo (Dls.) 900,000
Tabla 14. Dimensiones del Reactor
Figura 9. Dimensiones del Reactor
3.2.2 COLUMNA DE DESTILACIÓN En esta etapa del proceso se purifica el gasóleo para obtener el producto terminal por el fondo de este equipo (columna de destilación). En el domo de la

49
columna se obtiene productos ligeros junto con el H2S y vapor de agua; este último cumple con la función de disminuir la carga del reboiler.
Para mayor información del diseño ver Apéndice E.2
Condiciones de Operación Temperatura (ºC) 204 Presión (psi) 250
Tabla 15. Condiciones de operación de la Torre de Destilación
Dimensiones Número de Platos 12 Plato de alimentación 10 Diámetro (m) 2 Altura Total (m) 10 Material de Construcción Acero inoxidable Costo (Dls.) 817,652
Tabla 16. Dimensiones de la Torre de Destilación
Figura 10. Dimensiones de la torre Destilador

50
3.2.3 TANQUE FLASH Este equipo tiene la función se separar la mezcla liquido-gas que surge del reactor. La fase gaseosa que contiene esta corriente esta conformada por hidrogeno que no se consumió en la reacción, por consiguiente será recirculada para reutilizarse de nueva cuenta en el reactor. Para mayor información del diseño ver Apéndice E.3
Condiciones de Operación Temperatura (ºC) 300 Presión (psi) 400
Tabla 17. Condiciones de operación del Tanque Flash 1
Dimensiones Diámetro (m) 2.56 Altura (m) 10.27 Posición Vertical Material de Construcción Acero inoxidable Costo (Dls.) 42,229
Tabla 18. Dimensiones del Tanque Flash 1
Condiciones de Operación Temperatura (ºC) 204 Presión (psi) 205
Tabla 19. Condiciones de operación del Tanque Flash 2
Dimensiones Diámetro (m) 1.5 Altura (m) 8.23 Posición Vertical Material de Construcción Acero inoxidable Costo (Dls.) 38,214
Tabla 20. Dimensiones del Tanque Flash 2

51
Figura 11. Dimensiones del Tanque Flash
3.2.4 COLUMNA DE ABSORCION
El tratamiento tradicional del sulfuro de hidrógeno ha venido realizándose mediante sistemas físico-químicos, esencialmente torres de absorción a pH básico, con o sin adición de un oxidante químico.
Selección de la columna Los criterios utilizados para considerar el diseño de la torre empacada sobre
una torre de platos son los siguientes: a) Caída de presión. Generalmente las torres empacadas presentan menor
caída de presión que una de platos. b) Retención del líquido. La retención del líquido es menor en la torre
empacada, esto es importante cuando la absorción se favorece a temperaturas bajas.
c) Relación líquido gas. Los valores altos son preferibles en torres empacadas. d) Corrosión. Cuando existen problemas de corrosión las torres empacadas
suelen ser las más económicas. e) Limpieza. La limpieza frecuente es más fácil en una torre de platos. f) Sistemas espumantes. Las torres empacadas operan con menor burbujeo del
gas a través del líquido y son las más adecuadas. g) Fluctuaciones de temperatura. Los empaques como los de cerámica suelen
ser los más frágiles cuando existen grandes variaciones de temperatura. Los platos de acero son más resistentes al igual que los empaques de acero.

52
Al observar las características químicas y físicas de los gases y líquidos a utilizar, la torre empacada resulta ser la opción que cumple con mucho de los incisos mencionados anteriormente.
Para mayor información del diseño ver Apéndice E.4
Dimensiones Diámetro (m) 1.8 Altura total (m) 10.5 Altura de empaque (m) 6.0 Anillos rasching de cerámica (mm) 50 Costo (Dls.) 590,000
Tabla 21. Dimensiones de la Columna de Absorción
Figura 12. Dimensiones de la Columna de Absorción
3.3. DISEÑO DEL EQUIPO MENOR 3.3.1 BOMBA CENTRÍFUGA
La bomba que se especifica a continuaci6n es utilizada para el gasóleo frío y fue escogida debido a que su mantenimiento solo se reduce a renovar el aceite de las chumaceras y el precio es de aproximadamente ¼ del precio de la bomba de

53
embolo equivalente y se adapta fácilmente a muchas circunstancias además de ser la más utilizada en la industria.
Para mayor información del diseño ver Apéndice F.1
Bombas Costos (Dls.) Potencia HP NPSH (m) Material 1 30,185 5 22 Acero al carbón 2 36,584 10 18 Acero inoxidable 3 25,572 5 28 Acero inoxidable 4 32,710 6 25 Acero inoxidable
Tabla 22. Especificaciones de la Bomba Centrífuga
3.3.2 COMPRESOR CENTRIFUGO Para proporcionar el flujo requerido de hidrógeno a la alimentación del reactor,
se utilizará un compresor centrífugo; por su construcción sencilla, libre de mantenimiento, permitiendo un funcionamiento continuo durante largos períodos.
La Norma API 617 para compresores centrífugos, especifica que las carcasas tipo barril se deben utilizar para presiones superiores a unas 200 a 250 psig, si el contenido de la mezcla de gases es de 70% o mayor, para evitar fugas.
Los volúmenes que se manejan en este tipo de equipo son elevados y las presiones son altas.
Para el flujo de hidrógeno manejado (119 ft3/min.), se calculó y seleccionó un compresor centrífugo con los siguientes requerimientos.
Para mayor información del diseño ver Apéndice F.2
Compresor Potencia HP Material Costos (Dls.)
1 7 Acero al carbón 75,165 Tabla 23. Especificaciones del Compresor de Movimiento Alternativo
3.3.3 INTERCAMBIADORES DE CALOR Los intercambiadores cumplen con la tarea de precalentar el gasóleo fresco y a su vez enfriar el gasóleo desulfurado.
Los intercambiadores de calor son equipos que basados en el concepto de equilibrio térmico permiten la transferencia de calor de un fluido caliente a un fluido frío. Existen diversas configuraciones geométricas de flujo posibles en un intercambiador destacando entre otras:
� Dos corrientes en flujo paralelo: Los dos fluidos fluyen en direcciones paralelas y en el mismo sentido. La forma más simple de este tipo de intercambiador consta de tubos concéntricos que se colocan dentro de una coraza.
� Dos corrientes en contracorriente: Los dos fluidos fluyen en direcciones paralelas pero en sentido opuesto siendo también los intercambiadores de tubos y coraza los más comunes.
� Dos corrientes a pasos múltiples: Cuando los tubos de un intercambiador de coraza están dispuestos en uno o más pasos en el interior de la coraza,

54
produciendo en algunas secciones flujo paralelo mientras que en otras se produce flujo en contracorriente. Por lo general es la corriente menos viscosa la que circula por los tubos.
Para mayor información del diseño ver Apéndice F.3
Figura 13. Intercambiador de calor, 1 paso de tubos, 1 paso de coraza
Dimensiones
Diámetro (m) 0.15 Longitud (m) 10 Área de transferencia (m2) 22.68 Numero de tubos 50 Volumen de equipo (m3) 226 Eficiencia (%) 83 Material de Construcción Acero inoxidable Costo (Dls.) 10,045
Tabla 24. Dimensiones del Intercambiador de Calor 1
Dimensiones Diámetro (m) 0.2 Longitud (m) 8 Área de transferencia (m2) 20.814 Numero de tubos 52.035 Volumen de equipo (m3) 166.512 Eficiencia (%) 84 Material de Construcción Acero inoxidable Costo (Dls.) 9,045
Tabla 25. Dimensiones del Intercambiador de Calor 2
Dimensiones Diámetro (m) 0.2 Longitud (m) 8.36 Área de transferencia (m2) 18.952 Numero de tubos 47.38

55
Volumen de equipo (m3) 158.43 Eficiencia (%) 82 Material de Construcción Acero inoxidable Costo (Dls.) 8,045
Tabla 26. Dimensiones del Intercambiador de Calor 3
3.3.4 HORNO Tiene la función de incrementar la temperatura de la mezcla, la cual se alimentará al reactor. Los hornos utilizados en la industria petrolera emplean como combustible exclusivamente petróleo o gas, para este caso se utilizara gas. El horno a utilizar para el proceso es del tipo de combustión en tubos horizontales tipo cabina, este equipo tiene gran capacidad (2.11-10.55*109J/hrs), gran eficiencia. Para mayor información del diseño ver Apéndice F.4
Condiciones de Operación Temperatura (ºC) 426.66 Presión (atm) 1 Tabla 27. Condiciones de operación del Horno
Dimensiones
Diámetro de tubos (m) 0.3 Altura (m) 2 Ancho (m) 4 Profundidad (m) 3 Numero de tubos 20 Área total de la sección radiante (m2) 231 Carga térmica total (J/hrs.) 55205 Material de Construcción Concreto Espesor de pared (ft) 2 Costo (Dls.) 320,847
Tabla 28. Dimensiones del Horno
Figura 14. Dimensiones del Horno

56
3.3.5 TUBERIAS Y ACCESORIOS
Línea 1 Línea 2 Línea 3 Línea 4 Codos 7 35 Codos 5 25 Codos 3 15 Codos 4 20 T 1 10 T 1 10 T 0 0 T 0 0 Válvulas 0 0 Válvulas 1 1.2 Válvulas 0 0 Válvulas 0 0 L 43 43 L 19 19 L 24 24 L 54 54 Costo Total(Dls.) 634,327
Tabla 29. Dimensiones de la Tubería y Accesorios
3.3.6 TANQUES DE ALMACENAMIENTO Los tanques son receptáculos empleados para retener, transportar o almacenar líquidos o gases. El diseño preliminar de estos es directo y elemental. Solo se necesita saber su tamaño, temperatura, presión y condiciones de exposición. Las reglas para determinar el tamaño se basan en el sentido común y la experiencia, pero para el principiante se han formalizado algunos criterios mostrados en la tabla 51.
Para el almacenamiento de gasóleo se recomienda un tanque de techo flotante para evitar perdidas de combustible en fase gas y el aumento de presión en el mismo. El material de construcción es de Acero al Carbón debido a los bajos costos de adquisición.
Las ecuaciones de diseño para los tanques de almacenamiento se describen en el apéndice F.5
Capacidad (m3) 213 Tipo de Tanque Cilíndrico Material de Construcción Acero al Carbón Costo (Dls.) 219,386
Tabla 30. Especificaciones de los Tanques de Almacenamiento del gasóleo
Para el hidrógeno se recomienda un tanque esférico para su almacenamiento.
Capacidad (m3) 11238 Tipo de Tanque Esférico Material de Construcción Acero Inoxidable Costo (Dls.) 150,440
Tabla 31. Especificaciones de los Tanques de Almacenamiento del Hidrógeno Para el producto final tenemos un tanque de almacenamiento del tipo cilíndrico.
Capacidad (m3) 134 Tipo de Tanque Cilíndrico Material de Construcción Acero al Carbón Costo (Dls.) 475,789
Tabla 32. Especificaciones de los Tanques de Almacenamiento del Producto Final

57
Figura 15. Capacidad de los tanques de almacenamiento
3.4. DISTRIBUCIÓN DE LA PLANTA
Figura 16. Distribución de la planta

58
3.5. ORGANIGRAMA DE LA PLANTA
Figura 17. Organigrama
3.6. ANALISIS ECONOMICO Evaluación de costos Costo de equipo total
Reactor 900,000 Torre de Destilación 817,652 Intercambiador 1 10,045 Intercambiador 2 9,045 Intercambiador 3 8,045 Tanque Flash 1 42,229 Tanque Flash 2 38,214 Columna de absorción 590,000 Compresor 75,165 Bomba 1 30,185 Bomba 2 36,584 Bomba 3 25,572 Bomba 4 32,710

59
Horno 320,847 Tanques de almacenamiento 1 219,386 Tanques de almacenamiento 2 150,440 Tanques de almacenamiento 3 475,789 Tuberías 634,327 Total (Dls.) 4,416,235
Tabla 33. Costo de todos los equipos
Para la evaluación de los costos de cada equipo, se utilizo el programa de CAPCOST. Al iniciar o realizar un proyecto donde se planea el rediseño o diseño y construcción de una planta industrial, se debe llevar a cabo un análisis económico, donde se verifique si este proyecto es o no factible y así demostrar si se puede llevar acabo.
Los aspectos tomados en cuenta para decidir son: � Costos de materia prima (gasóleo, catalizador, soporte, etc.) � Salarios � Prestaciones � Costos de servicios para la planta � Costos de mantenimiento � Costos de equipo � Costos de terreno y construcción de inmuebles � Impuestos vigentes
El criterio que se utilizo para estimar si este proyecto es factible
económicamente es el de comparar el valor de la tasa interna de retorno (TIR) con la tasa de rendimiento mínima aceptable (TREMA). Este valor se estima para un plazo de cinco años. Que es el tiempo que se desea para recuperara la inversión. Y donde
TIR > TREMA Para que el proyecto sea factible.
TREMA = TIIE + % RIESGO 26
Es importante determinar el consumo que genera la energía que será utilizada dentro del proceso.
Para las consideraciones de gasto energético se tomaron en cuenta los
siguientes equipos: � Horno � Reboiler � Bomba � Compresor

60
Gasto energético Horno (J/h) 15.3347222 Reboiler (J/h) 17.3088889 Combustible (J/h) 3526.98611 Consumo de combustible (L/s) 0.004347826 Precio de combustible (Dls.) 0.375454545 Total (Dls./mes) 3,949.13 Gasto anual (Dls.) 47,389.55
Tabla 34. Gasto energético generado por el horno y el reboiler
Gasto energético Bombas(Hp) 19388.7767 Compresor (hp) 5220.05526 Total (W) 24608.83194 Por consumo (Kwh/mes) 1,208.07 IVA 181.21 Total (Dls./mes) 1,389.28 Gasto anual (Dls.) 16,671.37
Tabla 35. Gasto energético generado por la bomba y el compresor
Evaluación de gastos directos Terreno 1,100,000 Edificios 600,000 Mantenimiento 50,000 Servicios 1,000,000 Gastos de construcción 3,457,000 Catalizador 300,000 Gasóleo 27,047,000 Gasto energético total 64,061 Total 33,618,061 Tabla 36. Gastos directos y materia prima
Los flujos utilizados en el proyecto incluyen impuestos, depreciación,
inflación y seguros (SAR, ISR, INFONAVIT, FOVISTE, etc.)
FAI: Flujo antes de impuestos FDI: Flujo después de impuestos.
FDI = FAI + IMPUESTO 27
IMPUESTO = INGRESO GRAVABLE * TASA DE IMPUESTO 28
La depreciación no es un flujo real si no una manera contable de pasar de un ingreso a un gasto.
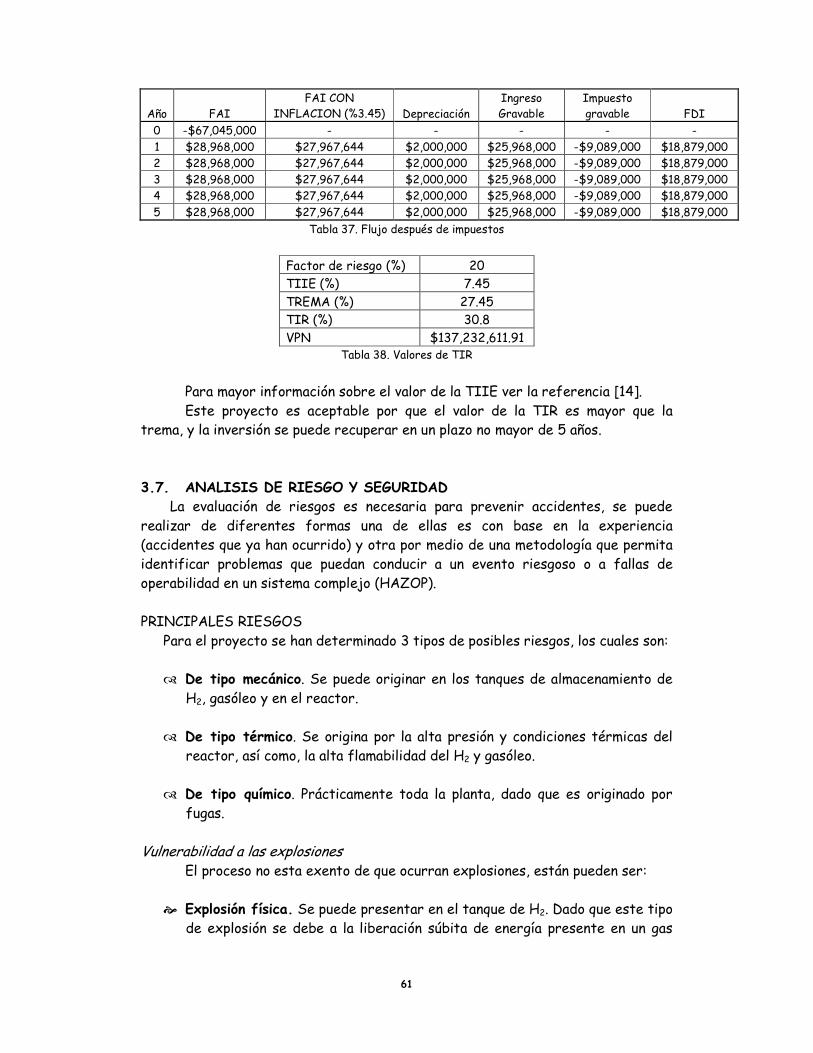
61
Año FAI FAI CON
INFLACION (%3.45) Depreciación Ingreso Gravable
Impuesto gravable FDI
0 -$67,045,000 - - - - - 1 $28,968,000 $27,967,644 $2,000,000 $25,968,000 -$9,089,000 $18,879,000 2 $28,968,000 $27,967,644 $2,000,000 $25,968,000 -$9,089,000 $18,879,000 3 $28,968,000 $27,967,644 $2,000,000 $25,968,000 -$9,089,000 $18,879,000 4 $28,968,000 $27,967,644 $2,000,000 $25,968,000 -$9,089,000 $18,879,000 5 $28,968,000 $27,967,644 $2,000,000 $25,968,000 -$9,089,000 $18,879,000
Tabla 37. Flujo después de impuestos
Factor de riesgo (%) 20 TIIE (%) 7.45 TREMA (%) 27.45 TIR (%) 30.8 VPN $137,232,611.91
Tabla 38. Valores de TIR
Para mayor información sobre el valor de la TIIE ver la referencia [14]. Este proyecto es aceptable por que el valor de la TIR es mayor que la trema, y la inversión se puede recuperar en un plazo no mayor de 5 años. 3.7. ANALISIS DE RIESGO Y SEGURIDAD
La evaluación de riesgos es necesaria para prevenir accidentes, se puede realizar de diferentes formas una de ellas es con base en la experiencia (accidentes que ya han ocurrido) y otra por medio de una metodología que permita identificar problemas que puedan conducir a un evento riesgoso o a fallas de operabilidad en un sistema complejo (HAZOP).
PRINCIPALES RIESGOS
Para el proyecto se han determinado 3 tipos de posibles riesgos, los cuales son:
� De tipo mecánico. Se puede originar en los tanques de almacenamiento de H2, gasóleo y en el reactor.
� De tipo térmico. Se origina por la alta presión y condiciones térmicas del reactor, así como, la alta flamabilidad del H2 y gasóleo.
� De tipo químico. Prácticamente toda la planta, dado que es originado por
fugas.
Vulnerabilidad a las explosiones El proceso no esta exento de que ocurran explosiones, están pueden ser:
� Explosión física. Se puede presentar en el tanque de H2. Dado que este tipo de explosión se debe a la liberación súbita de energía presente en un gas

62
comprimido; por lo que es conveniente que la sustancia se encuentre en un recipiente hermético.
� Explosión química. Puede ocurrir en el reactor, ya que la energía procede de una reacción química y no es necesario que esté confinada.
Las consecuencias inmediatas de una explosión son, por un lado, la generación
de ondas de presión que crean compresiones y expansiones alternativas del aire y, por otro lado, la formación de objetos acelerados que actúan como proyectiles.
Vulnerabilidad ante fugas de sustancias peligrosas
Ante la posibilidad de fugas las sustancias peligrosas son el H2, gasóleo y H2S. Es un tipo de peligro que se propaga a partir del foco de emisión (sobre todo el H2S).
En el caso de una fuga de sustancias tóxicas hay que tomar en cuenta la toxicidad de estas. Las fichas toxicológicas de los materiales empleados se presentan en el apéndice D.
Es necesario recoger durante un periodo de tiempo suficiente parámetros atmosféricos y meteorológicos de la zona. Si se llegara a presentar una catástrofe los datos recabados servirán de apoyo en el momento del accidente y horas posteriores. Debido a que si hubiese una fuga de H2S este puede mezclarse con agua para formar H2S (ac.), obteniendo el agua del medio ambiente.
Como la planta estará localizada en el estado de Hidalgo, cabe hacer notar que este lugar cuenta con un clima regular (semicálido húmedo con lluvias todo el año).
Una vez que se han identificado los riesgos, es necesario conocer la probabilidad de que ocurra un determinado accidente. Para ello se recurre a los datos del análisis cuantitativo de riesgos realizado por la empresa, o bien podemos realizar un análisis histórico de accidentes en industrias del mismo tipo, aunque este método será menos exacto debido a las peculiaridades existentes en cada empresa (entorno, profesionalidad de los trabajadores, situación social,...).
3.8. ALTERNATIVAS AMBIENTALES Uno de los principales factores de contaminación ambiental, dentro del proceso
es la producción de H2S, por lo que se busca transformarlo en un producto comercial o que se pueda desechar fácilmente.
3.8.1 METODO 1 (CLAUS)
Dependiendo del precio del sulfuro, cuando la cantidad de H2S excede cerca de 10 toneladas por día, llega a ser económico recuperar el sulfuro para la venta.
Una parte importante del H2S se convierte en sulfuro que es recuperado, la otra parte del H2S que no reacciono se queda y el resto se oxida a SO2. La mezcla se precalienta y alimenta al primer reactor catalítico, donde ocurre la reacción siguiente:

63
2 H2S + SO2 � 3S + 2H2O
La reacción es exotérmica y el aumento de la temperatura (330º-340ºC). Los gases restantes todavía que contienen el H2S y la SO2 están precalentados y alimentados a un segundo reactor catalítico donde ocurre otra reacción y la temperatura se eleva a 275ºC.
La recuperación del sulfuro depende de la concentración inicial del H2S pero generalmente excede el 90%.
El proceso directo de la oxidación se aplica a los gases demasiado diluidos en H2S para apoyar la combustión en un horno (del 2-15% al H2S). El gas está precalentado, mezclado con aire, y alimentado directamente al reactor catalítico, donde el H2S se convierte en S y en SO2.
En este proceso la bauxita es el catalizador. Las camas catalíticas son generalmente de 1m. Las velocidades lineales a través de la cama son 0.15-0.6m*s-1, y el GHSV está en la gama de 1000-5000 VgVc
-1 hr-1. Dependiendo del uso, la vida del catalizador es 1-5 años. Desventajas del proceso:
� Uso de varios reactores, para agotar el H2S; por lo tanto se incrementa el costo.
� Aun no se tiene un mercado potencial para el Azufre elemental. � Es rentable siempre y cuando se produzcan 10 toneladas de Azufre
elemental diarios.
3.8.2 METODO 2 (USO DE BIOREACTORES) El tratamiento tradicional del sulfuro de hidrógeno ha venido realizándose
mediante sistemas físico-químicos, esencialmente torres de absorción a pH básico, con o sin adición de un oxidante químico. Este tipo de tratamiento es muy efectivo, aunque sufre importantes problemas tales como elevados costos de operación y riesgos de accidentes debido a la utilización de productos químicos y la generación de halometanos, conocidos por su poder tóxico. Además del incremento de costo por un mayor uso de productos químicos, la precipitación de CaCO3 y MgCO3
también conlleva una acumulación en la superficie del relleno del reactor. Es habitual pues, la realización de lavados periódicos con ácidos como el HCl para evitar la acumulación de precipitados.
El tratamiento biológico del sulfuro de hidrógeno se ha realizado esencialmente en reactores tipo biofiltro percolador y biofiltro, en este mismo orden en número de aplicaciones.
El mecanismo de oxidación biológica depende esencialmente de la población microbiana del reactor, así como de la concentración de oxígeno. Cuando la oxidación biológica es completa tiene lugar la siguiente reacción catalizada por microorganismos autótrofos, aunque el proceso de oxidación es complejo y puede tener lugar a través de numerosos intermedios:
H2S + 2O2 ↔ SO-
42 + 2H+

64
La producción de protones implica un continuo descenso del pH en el interior del reactor a medida que el H2S es degradado, por lo que es necesaria la adición de agua u otro agente basificante para mantener el pH del biofiltro percolador dentro de unos valores adecuados. Los microorganismos encargados de la oxidación de H2S realizan el proceso a pH bajo, al cual son tolerantes, y pertenecen habitualmente a especies del género Thiobacillus.
El pH, así como la concentración de sulfato en el sistema son parámetros críticos durante la operación. De forma general, el pH de operación debe ser mantenido entre 1 y 3 para asegurar una velocidad de degradación óptima.
Los biorreactores requieren habitualmente tiempos de contacto de entre 10 y 60 segundos, mientras que en columnas de absorción química la misma eficacia se consigue con tiempos de retención de entre 2 y 3 segundos. Debido a ello, se requieren biorreactores de mayor volumen que los de las torres de absorción para tratar iguales cantidades de contaminante. En consecuencia, es necesario llevar a cabo estudios de la operación y diseño de los biofiltros percoladores a fin de competir, no sólo económicamente si no en eficacia, con sistemas tradicionales de tratamiento.
Ventajas
� El proceso es más barato que uno con absobedores. � Es un método más económico que el proceso Claus.
Desventajas � El proceso es muy sensible a los cambios de pH. � Se requieren volúmenes mayores de bioreactores para tratar la misma
cantidad que en un proceso con absoredores. � No ha demostrado ser tan eficiente como los procesos convencionales. � No se cuenta con un campo amplio de conocimientos, tanto de los fenómenos
que tienen lugar en el interior del sistema como de la aplicabilidad a nivel industrial para el tratamiento de efluentes gaseosos complejos.
3.9. CONCLUSIONES
Los resultados obtenidos de la evaluación económica del proyecto indican que la inversión inicial puede recuperarse en intervalo no mayor de 3 años.
Debe tomarse en cuenta que las ventas de gasóleo desulfurado fueron estimadas, por consiguiente seria factible abatir el costo del gasóleo y así no perjudicar las ganancias.
Por la naturaleza del proceso es muy difícil lograr un alto grado de seguridad intrínseca, pero se puede disminuir tomando las medidas preventivas adecuadas.
Ninguno de los métodos expuestos para la alternativa ambiental es factible en este momento debido a que no existe un mercado tan amplio que pueda absorber la cantidad de H2S generada; aunque cabe destacar que estas tecnologías permitirán eliminar la fuente contaminante de H2S contenida en el proceso, teniendo en cuenta que al aplicar alguno de estos métodos se reducirá el margen de utilidades
65
actualmente, pero si en un futuro cercano se logran tener las alternativas para colocar la cantidad de H2S producido, este repercutirá en ganancias para el proceso.
3.10. BIBLIOGRAFIA CAPITULO I [1] www.energia.gob.mx [2] R. Navarro, B. Pawelec, J. L. G. Fierro, P. T. Vasudevan, Appl. Catal. A 189 (1996) 23. [3] PEMEX Exploración y Producción, “Las reservas de hidrocarburos de México, Evaluación al 1 de Enero del 2006”. [4] A. Montesinos, Tesis de Maestría “Efectos Cinéticos por el Carbazol en HDS de DBT en un catalizador de NiMoP/Al2O3 y catalizadores soportados con base en platino”, Universidad Autónoma Metropolitana Iztapalapa, México D.F. (2002). [5] J. F. Le Page, “Applied Heterogeneus Catalysis”, Technip, Paris, 1987, págs.365-368. [6] A. Guevara, M. E. Vázquez, C. Galarza, Proyecto Terminal, “Diseño de una planta hidrodesulfuradora de Gasóleo”, Universidad Autónoma Metropolitana Iztapalapa, México D.F. (1996).
[7] J. Blanco y R. Linarte, “Catálisis: Fundamentos y aplicaciones industriales”, Trillas, 1ª edición, 1976, pág.60. [8] www.imp.mx
[9] http://www.imct.com.ar/download/Monografias/MonografiaRefinaciondePetroleo.pdf
[10] T. A. Pecoraro , R. R. Chianelli, J. Catal. 67 (1981) 430.
[11] J. Blanco, J. Cortes, A. Soria, V Congreso Internacional de Catálisis, Florida 2 (1975) 105.
[12] R. Linarte, Rev. IMP 4 (1972) 16.

66
CAPITULO II [1] J. A. De los Reyes, M. Vrinat, C. Geantet, M. Breysse, Catal. Today 10 (1991) 645. [2] T. A. Pecoraro, R. R. Chianelli, J. Catal. 67 (1981) 430. [3] J. A. De los Reyes, S. Göbölös, M. Vrinat, M. Breysse, Catal. Lett. 5 (1990) 17. [4] V. Harlé, M. Breysse, J. Ramírez and M. Vrinat, Actas XIV Simposio Iberoamericano de Catálisis 3 (1387) 1994. [5] M. Zdrazil, Bull. Soc. Chim. Belg. 100 (1991) 769. [6] J. A. De los Reyes, M. Vrinat, Appl. Catal. A. 103 (1993) 79. [7] N. Allali, A. Marie, M. Danot, C. Geantet , M. Breysse, J. Catal. 156 (1991) 279. [8]http://www.scielo.cl/scielo.php?script=sci_arttext&pid=S0366-16442001000300015&lng=es&nrm=iso [9] C. Bartholomew, R. Farrauto, J. Catal. 45 (1976) 41. CAPITULO III [1] A. Dharwadkar, N. D. Sylvester, J. AICheE 23 (1977) 376. [2] M. Breysse, G. Berhault, S. Kasztelan, M. Lacroix, F. Mauge, G. Perot, Catal. Today 66 (2000) 15-22. [3]C. S. Robinson, E.R. Gilliland, “Elements of Fractional Distillation”, McGraw Hill, 4th edition, págs.348-349. [4] R. H. Perry, C. H. Chilton, D. W. Green, J. O. Maloney, “Manual del Ingeniero químico”, McGraw Hill, 2a. Edición, México D.F., 1984, págs.400-421, 510-568, 658. [5] G. D. Uldrich, “Diseño y Economía de los Procesos de Ingeniería Química”, Interamericana, México D.F., 1986, págs.190-199. [6] M. Breysse, J.L. Portefaix, M. Vrinat, Catal. Today 10 (1991) 489. [7] J. F. Le Page, “Applied Heterogeneus Catalysis”, Technip, Paris, 1987, págs.432-433. [8]https://www.ptq.pemex.com/portal/documentos/Transparencia/fraccion_1/f1_ppq.pdf

67
[9] D. Q. Kern, “Procesos de transferencia de calor”, CECSA, México, (1974), pág.423. [10]A. Ertas, J. C. Jones, “Los procesos del diseño de ingeniería”, McGraw Hill, 2a edición, 1988, pág.180. [11] S.M.A.M. Bouwens, F.B.M. van Zon, M.P. van Dijk, A.M. van der Kraan, V.H.J. de Beer, J.A.R. van Veen y D.C. Koningsberger, J. Catal. 146 (1994) 375. [12] F. M. Vargas, Salud Pública (1996) 409. [13] E. W. Stern, J. Catal. 57 (1979) 390. [14] www.comerciointernacional.com.mx [15] C.N. Satterfield, “Heterogeneous Catalysis in Industrial Practice”, McGraw Hill, 2a Ed., 1981, págs.501 – 507.

68
Apéndice A (CATÁLISIS) METALES Se puede considerar que todos los catalizadores actúan según un esquema de reversibilidad.
La mayor aplicación de los catalizadores metálicos esta en las reacciones de adición o eliminación de hidrógeno. Estos pertenecen al grupo de los elementos de transición, pues solamente estos metales son capaces de quimisorber reversiblemente y poseer una función catalítica. La acción de estos catalizadores se funda en la presencia de átomos coordinados de forma incompleta que contienen orbítales d disponibles.
Tabla 39. Clasificación de catalizadores heterogéneos
Los calores de adsorción de H2, O2, N2, CO, CO2, C2H4 Y NH3 sobre diversas superficies metálicas siguen un orden común:
Ti, Ta > Nd > W, Cr > Mo > Fe > Mn > Ni, Co > Rh > Pd, Pt > Cu, Au
Catalizadores Bifuncionales En un catalizador bifuncional, tanto el soporte, como la fase soportada activan distintos pasos elementales de la reacción química, siguiendo esquemas catalíticos distintos.
Es evidente que los metales generalmente utilizados como soportes (Al2O3, SiO2, SiO2 – Al2O3, etc.) pueden presentar actividad catalítica por si mismos. Como se sabe, se ha generalizado el empleo de estos compuestos como catalizadores en reacciones de isomerización, alquilación, deshidratación y especialmente en procesos de desintegración de hidrocarburos. Si a esta función catalítica del soporte se añade la correspondiente a la fase soportada (por ejemplo, la de un metal activo para hidrogenar o deshidrogenar) se tiene un material de doble función activa, es decir un catalizador bifuncional.
Ejemplos
NiPdPtAg
Cr2O3
V2O5
MoO3
ScoSniCl2Cu
Oxicloración
Sales Metálicas Hidrodesulfuración
Desproporción de olefinasPolimerización(Hidrogenación)
Oxidación(Oxidación)
Metales
SemiconductoresOxidos metálicos
DeshidrogenaciónDeshidrociclaciónHidrodelaqulación
Tipos de fase activa Procesos
HidrogenaciónDeshidrogenaciónCombustión total
Metanación
69
La mayor utilización industrial de este tipo de catalizadores tiene lugar en la reformación de gasolinas, proceso con que se aumenta su índice de octano. El mecanismo de estos sistemas catalíticos fue propuesto por Heinemann y colaboradores y es conocido como Teoría de la olefina intermediaria.
En el caso de metales soportados, la reacción tiene lugar inicialmente en el metal, originándose un intermediario que posteriormente se transforma por la acción del soporte. Consideraciones sobre el diseño Entre los factores que determinan de una forma macroscópica el diseño de un nuevo catalizador heterogéneo, pueden destacarse los siguientes:
a) Actividad para la reacción b) Selectividad c) Área superficial y distribución de poros d) Propiedades químicas e) Propiedades físicas f) Regeneración g) Precio y disponibilidad de las materias primas.
Actividad para la Reacción
La actividad puede definirse como la cantidad de reactante que se transforma (en determinadas condiciones operacionales que incluyen temperatura, presión y velocidad espacial) al entrar en contacto con el catalizador. Evidentemente un catalizador que presenta actividad elevada, permitiría llevar a cabo la reacción a temperaturas bajas, presión conveniente y bajo tiempo de contacto; como resultado se minimizan posibles degradaciones térmicas, disminuye el aporte de energía y puede reducirse el tamaño del reactor.
En cuanto a rendimientos, es necesario referirlos a las condiciones de operación que se definan en las características del proceso. Generalmente se tienen en cuenta dos aspectos mutuamente complementarios:
a) El consumo de catalizador por tonelada de producto fabricado b) Las toneladas de producto obtenido por hora y kilogramo de catalizador.
Selectividad Se entiende por selectividad de un determinado producto, la cantidad del mismo obtenida en relación al total de reactante transformado.
La selectividad es uno de los factores de mayor importancia en la consideración de un catalizador. Valores bajos de selectividad suponen pérdidas elevadas de materia prima, problemas de eliminación de los productos indeseables y en general, un mayor costo de operación. Área Superficial y Distribución de Poros Es característico de los catalizadores heterogéneos presentar una estructura microporosa de notable complejidad, que puede llegar a tener una superficie interna superior a los 1.000m2 /g. Las reacciones catalíticas son sin duda

70
fenómenos superficiales y por tanto se verán en principio favorecidas por catalizadores de área elevada; sin embargo, conviene tener en cuenta que el tamaño de los poros debe permitir la libre entrada y salida de reactantes y productos de la reacción. Por tanto, se ha de llegar a un compromiso entre la distribución de tamaños de los poros y la superficie total de catalizador que puede discutirse siguiente planteamientos de gran complejidad, donde intervienen fenómenos de transferencia de materia y calor y la cinética de la propia reacción química. Por otro lado, en un gran número de reacciones, áreas superficiales elevadas facilitan la degradación del producto a obtener. En estos casos se prefiere el uso de catalizadores de superficie relativamente baja, con objeto de conseguir valores de selectividad adecuados al producto deseado. Propiedades Químicas Se dice que un catalizador es estable cuando su actividad y selectividad se mantienen casi invariantes frente al tiempo de utilización. La buena estabilidad de un catalizador implica una fuerte resistencia a los llamados “venenos”, frecuentemente presentes en la corriente de reactivos que ha de transformarse.
Reacción Catalizador Veneno Aromatización Cr2O3-Al2O3 H2O Reformación de gasolinas Pt, Pd, W, Mo Compuestos Sulfurados Hidrogenación Ni Deshidrogenación Pt, Pd
Compuestos de S, Se, Te P, piridina, etc.
Tabla 40. Ejemplos de venenos frecuentes.
Precio y Disponibilidad de Materias Primas El costo de producción del catalizador, así como la disponibilidad de las materias primas necesarias para su fabricación, son factores que hay que considerar en forma paralela a las características físico-químicas del mismo. Un acertado balance de estos factores permitirá diseñar el punto de vista de la operación industrial y la economía global del proceso.

71
Preparación
Figura 20. Factores de diseño de un catalizador heterogéneo
Catalizadores Soportados
En los catalizadores soportados, las especies activas están depositadas sobre un metal que en principio se supone inerte. Soportes La dispersión de la fase activa se ve notablemente modificada cuando ésta se deposita sobre soportes de diferente naturaleza. A este fenómeno contribuye especialmente el área especificada propia del soporte. Posteriormente se ha comprobado que en determinadas circunstancias el soporte puede actuar en una reacción, ejerciendo una acción paralela y/o cooperativa con la fase activa (catalizadores bifuncionales). Los materiales más empleados como soportes de fases activas en la producción industrial de catalizadores son: Al2O3, carbón activado y, recientemente zeolitas. Alúminas Las alúminas, en sus diversos tipos, desempeñan un papel sumamente importante en catálisis, ya que pueden manifestar actividad catalítica para la realización de ciertas reacciones en cuyo caso deben considerarse como catalizadores másicos; o bien, pueden ser empleados como soportes de diversas entidades activas (metales, óxidos metálicos, sales, etc.) Es compleja la transformación de las diversas alúminas hidratadas en alúmina anhidra (Al2O3). Las alúminas hidratadas pierden agua en un dominio de temperatura que cubre más de 1000° C, siguiendo vías de deshidratación que no

72
han sido totalmente esclarecidas, pero que dan como producto final alúmina anhidra, denominada también gama - alúmina (γ - Al2O3). Métodos de Preparación Los métodos de preparación de catalizadores se basan fundamentalmente en dos sistemas:
� Precipitación o formación de geles. � Impregnación de soportes.
Impregnación de soportes. El método de impregnación es el procedimiento general para preparar los catalizadores soportados. Cabe distinguir las etapas siguientes:
a) Evacuación del soporte poroso. Generalmente el soporte se somete a un tratamiento térmico para limpiar su superficie, sin llegar a condiciones que puedan alterar sus propiedades físico – químicas.
b) El soporte tratado se pone en contacto con una solución (generalmente acuosa de la sal) de una sal que contiene el compuesto a impregnar. Si toda la solución prácticamente desaparece debido a la adsorción del soporte, se denomina “impregnación incipiente”. En caso de que la cantidad de disolución sea superior a la capacidad de adsorción del soporte, o bien se elimina el disolvente por evaporación o bien se separa la solución sobrante.
Estos tres tipos de impregnación dan lugar a diferentes perfiles radiales de
concentración de la fase activa en el soporte, fenómeno de gran influencia en el comportamiento catalítico del sólido obtenido:
c) Secado. Se utilizan sistemas convencionales d) Descomposición. En la mayoría de los casos, la sal impregnada debe
descomponerse para formar el óxido correspondiente. Este paso se óxido correspondiente. Este paso se realiza sometiendo el material a un tratamiento térmico adecuado. Si el catalizador deseado fuera un metal soportado, el óxido obtenido en la etapa interior se tratará con un reductor (generalmente hidrogeno) a temperatura apropiada.
e) Activación y estabilización. Se incluyen en esta etapa todos los tratamientos específicos que activan o estabilizan el catalizador preparado.
Catalizadores Industriales Heterogéneos
La importancia industrial de los catalizadores, radican en que la gran mayoría de los procesos químicos son de naturaleza catalítica. Los tipos de catalizadores utilizados por la industria química se clasifican en grupos, con la finalidad de estudiar cada grupo por separado, estos grupos son:
A) Catalizadores en procesos de oxidación. B) Catalizadores en procesos de reducción. C) Catalizadores en procesos de purificación. D) Catalizadores en procesos petroleros. E) Catalizadores en otros procesos.

73
Catalizadores en la hidrogenación de hidrocarburos. Tanto los catalizadores utilizados, como las condiciones de operación de estos procesos, dependen básicamente de la estructura de los compuestos a hidrogenar. A temperaturas de reacción inferiores a 200° C, la hidrogenación de olefinas a hidrocarburos aromáticos, está favorecida termodinámicamente. Presiones de operación de hasta 200 atmósferas, permitan subir la temperatura de reacción a valores aproximados a 500° C. Es decir, en estos sistemas el aumento de la temperatura suele estar asociado con el de la presión de trabajo, con objeto de equilibrar favorablemente la reacción. Sin embargo, a mayoría de las reacciones no requieren presiones superiores a las 100 atmósferas, ni temperaturas por encima de 200° C. Cuando la reacción tiene lugar a temperaturas inferiores a 100° C, ésta suele ser irreversible y fuertemente exotérmica.
Sistemas Fase activa Soporte Fase activa (% en peso) Superficie (m 2 /g) Densidad de relleno (kg/l)
Uso general Ni 14-16 50-170 0.2-1.6
uso general (Fase liquida, pequeña escala) Ni Raney -
Uso general Pt*,Pd*,Rh ,Ru* Variable Variable Variable
Hidrogenación selectiva CrO2O3+CuO - 10-40 0.9-1.7
Hidrogenación selectiva CrO2O3+CuO+BaO - 14-50 0.4-0.9
Hidrogenación selectiva CoO - 10-60 6-140 0.5-1.2* También en forma de óxidos sin soportar
uhrKiese
OAl
lg32
Carbón
OAl 32
32
2
lg
OAl
SiO
uhrKiese
−−8237:
6017:32
CuO
OCr
−−−
128:
4637:
4638:32
BaO
CuO
OCr
Tabla 41. Catalizadores comerciales en procesos de hidrogenación [7, Cap. I]
Existe gran variedad de catalizadores comerciales de níquel, cada uno de
ellos adaptado a un determinado tipo de hidrogenación. Entre ellos cabe distinguir: a) Los catalizadores de níquel activo generalmente pirofóricos, que se
suministran en medios acuosos o mezclados con estearina. Estos suelen emplearse no solamente para la hidrogenación de olefinas, sino también para los aceites y grasas.
b) Los catalizadores de níquel raney, que generalmente se activa antes de su utilización mediante tratamiento alcalino. Su empleo en las reacciones de hidrogenación está muy generalizado, si bien su mayor aplicación está n las reacciones en fase líquida y pequeña escala.
c) Los catalizadores soportados de níquel, que se adquieren en forma de óxidos o carbonato soportado, generalmente sobre Kieselguhr o alúmina. La necesaria educción previa del catalizador son de uso general y normalmente se emplea en reactores adiabáticos de lecho fijo.
En la hidrogenación de olefinas puede emplearse asimismo ciertos metales
nobles, aunque su utilización está en cierto modo restringida por su poder de

74
isomerización. La actividad de estos metales sigue el orden Pd > Rh > Pt >> Ru y quizás su aplicación industrial más interesante sea la hidrogenación parcial de pequeñas cantidades de diolefinas y acetileno, contenidas en corrientes de olefinas, para lo cual se utiliza Pd soportado sobre CO3Ca o alúmina. El catalizador suele ser níquel soportado, puesto que los catalizadores de platino o paladio que también son activos, no presentan ventajas adicionales y sí el inconveniente de su precio. El níquel puede llevar pequeñas cantidades de cobre para facilitar la educción previa del catalizador. Generalmente estas hidrogenaciones se realizan con una concentración de catalizador del 0.05 al 1.15% en peso de níquel, temperaturas entre 120 y 190° C y presiones que varían entre la atmosférica y las 15 atmósferas. La selección del catalizador ha de ser cuidadosa con respecto a la selectividad del mismo.
Los catalizadores de rutenio son especialmente útiles en las hidrogenaciones de hidrocarburos aromáticos, donde es necesario evitar los procesos secundarios de hidrogenólisis.
APENDICE B (LUGAR DONDE SERA UBICADA LA PLANTA)
La ubicación de la planta de Hidrodesulfuración en Tula Hidalgo, se obtuvo, al descartar otras posibilidades como cadereyta Nuevo León, ciudad Madero en Tamaulipas, Salamanca en Guanajuato, Minatitlán en Veracruz y Salina cruz en el estado de Oaxaca.
A continuación se detallan algunos aspectos del siguiente estado:
Hidalgo: Ubicación geográfica: Hidalgo colinda al norte con Querétaro, San Luís
Potosí y Veracruz; al este con Veracruz y Puebla; al sur con Puebla, Tlaxcala y México; al oeste con México y Querétaro.
Su porcentaje territorial representa el 1.1% de la superficie del país, aproximadamente cuenta con una superficie de 20813 km2.
Población de 2235591 habitantes, pero en especial el municipio de Tula tiene un población menor a 50 000 habitantes.
Temperatura promedio de 190° C Cuenta con excelentes vías de comunicaciones.
Carreteras En lo que a carreteras se refiere, la entidad cuenta con una red completa;
los principales caminos que unen la porción este son la carretera que parte de la capital de la entidad al estado de Puebla, hasta llegar a Poza Rica, Ver. A lo largo de este camino se derivan otras carreteras que comunican eficientemente a toda la entidad.
La principal vía de acceso entre el centro y norte del país se da a través de la autopista México-Querétaro.

75
Ferrocarriles Hidalgo cuenta con 742.899km de vías férreas, esta red de transporte se
ocupa para el servicio de carga de caolín, arena sílica, gasolina, mineral de manganeso en bruto, azufre, cobre, plata, concentrados de fierro y plomo; partes y maquinarias para el complejo de Ciudad Sahagún y las instalaciones de Petróleos Mexicanos, así como las de la Termoeléctrica situada en Tula de Allende. Aeropuertos
La comunicación aérea se da a través del aeropuerto de Pachuca de Soto y algunas aeropistas que realizan vuelos locales e interestatales.
El estado de Hidalgo tiene recursos forestales, minerales y turísticos muy importantes que gracias a la cercanía con la ciudad de México son aprovechados de manera intensa, entre los recursos turísticos más importantes están las pirámides de Tula, capital de la legendaria cultura Tolteca y que actualmente se encuentra dentro de unos de los 3 parques nacionales del estado, el parque nacional Tula; el Bosque de El Chico, etc. APENDICE C (RIESGOS QUÍMICOS Y TOXICIDAD) Riesgos químicos que presenta.
En las refinerías actuales y durante el proceso de refinación del petróleo existen sustancias que no son hidrocarburos, pero que son constituyentes del petróleo o que se forman como resultado del mismo. Varios productos químicos que son específicos y característicos del refino se utilizan como materia prima para otros procesos, por lo que el conocimiento de ellos permitirá establecer los riesgos potenciales o reales que representan. Así tenemos:
� Ácido sulfhídrico. Está en la mayoría de los crudos de petróleo y por
descomposición de compuestos con azufre inestable. A pesar de su olor a huevo podrido que se percibe a bajas concentraciones, requiere de detectores especiales cuando la exposición se prolonga, por “fatiga” o agotamiento del órgano olfativo.
� Ácido sulfúrico y fluorhídrico. Son sustancias químicas muy peligrosas por lo que debe manipularse con precaución en la entrega y descarga. Se utilizan como catalizadores en los procesos de alquilación. En caso de fugas, derrames o emanaciones el riesgo es extremadamente grave.
� Catalizadores. En los procesos se utilizan varios, de formas distintas, con diversos materiales y composiciones diversas. Pueden contener cobalto, níquel o molibdeno, arcilla natural, alúmina-sílice, zeolitas y platino.
Toxicología de las sustancias utilizadas.
� Ácido sulfhídrico. Es extremadamente tóxico, tiene olor a huevo podrido que, si bien se percibe a bajas concentraciones no debe confiarse en ello como señal de alerta. Los síntomas de intoxicación son cefalea, somnolencia, edema de pulmón, coma, trastornos cardiorrespiratorios y muerte.

76
� Ácido sulfúrico y fluorhídrico. Pueden causar graves lesiones cutáneas y oculares, y lainhalación de vapores o vahos de HCs que los contengan provocan fuerte irritación y severos cuadros respiratorios.
� Catalizadores. Frente a las exposiciones requiere ciertos cuidados por contener metales, aceites aromáticos, policíclicos cancerígenos o ser pirofóricos.
� Dióxido de azufre. La sustancia es un gran irritante ocular y del tracto respiratorio. La inhalación del gas, a nivel del aparato respiratorio puede originar reacciones asmatiformes, edema pulmonar, paro respiratorio y muerte. La evaporación rápida del líquido puede producir congelación. Los efectos pueden aparecer de forma no inmediata.
� Dióxido de nitrógeno, ácido nítrico, compuestos del nitrógeno: sustancias irritantes de piel, el aparato ocular y respiratorio. Concentraciones no irritantes pueden causar edema de pulmón y los síntomas pueden aparecer a las 24-36 horas de la exposición y agravarse con el esfuerzo físico.
CAPITULO II APÉNDICE D (TECNOLOGÍA DE CATALIZADORES)
Los primeros catalizadores empleados para HDS fueron monometálicos, como es el caso del catalizador de molibdeno soportado. Posteriormente, el sistema catalítico que se ha utilizado en mayor proporción en los procesos de HDT, está compuesto por un elemento del grupo VIII y un elemento del grupo VI de la tabla periódica dispersos sobre un soporte de alta superficie específica. Tradicionalmente se han empleado catalizadores convencionales como: Co(Ni)-Mo(W)/Al2O3 con el fin de acondicionar alimentaciones ligeras para su empleo como combustibles o para producir intermedios de reacción con bajo contenido de azufre. La forma activa de estos catalizadores es aquella en la que los metales se encuentran como sulfuros, constituyendo, la reducción-sulfuración de las formas oxidadas en el procedimiento de activación.
La asociación de los sulfuros en los catalizadores de HDT aumenta la actividad catalítica con respecto a la suma de las actividades de los sulfuros individuales3, este efecto se denomina sinergia catalítica. Para explicar el fenómeno de sinergia es necesaria una investigación profunda de los cambios que una fase activa adicional induce en la estructura de la superficie de otra fase activa, y la influencia mutua de los
3 Zdrazil, Catal. Today, 3, 269, 1988.

77
sulfuros sobre la coordinación de los metales en la superficie, entre otros aspectos. La cooperación entre dos fases sulfuradas diferentes ha sido demostrada con sulfuros Mo (W) y sulfuros de cobalto, níquel o hierro. Por ejemplo, la figura 25 ilustra el efecto de sinergia en la HDS de tiofeno y HID de ciclohexeno con mezclas de Co9S8 soportado sobre carbón y MoS2 soportado sobre alúmina4.
En los últimos años, ha habido un aumento sustancial de la investigación básica en HDT en aspectos como: la textura del catalizador, nuevos soportes, modificadores, nuevas fases activas y la existencia de diferentes sitios activos5. A pesar de los grandes avances obtenidos con las modificaciones realizadas a los catalizadores convencionales, estos no son lo suficientemente activos y selectivos para enfrentar las futuras exigencias que se imponen a los combustibles en cuanto a contenido de aromáticos y de azufre se refiere. En un futuro se necesitará una nueva generación de catalizadores los cuales deben presentar una mayor actividad, mayor selectividad hacia los productos deseados y mayor resistencia al envenenamiento, esta última debido al deterioro en la calidad de los crudos que alimentan la industria del petróleo.
Dentro de las posibilidades consideradas para lograr obtener catalizadores más activos y selectivos a las reacciones de HDT, las principales consideraciones están enfocadas hacia:
Modificación de la fase activa con aditivos. Numerosos modificadores han sido estudiados y se le ha dado una atención especial a la influencia del fósforo en catalizadores NiMo. La línea de investigación con modificadores de acidez tales como fluoruro no se ha proseguido. Los modificadores más investigados en estudios recientes son titanio y circonio, los cuales actúan sobre la dispersión de las especies activas6 y sobre la fuerza con la cual los cristalitos de la fase activa se ligan a la superficie del soporte.
Modificación o cambio del soporte. La modificación o reemplazo del soporte de alúmina persigue diferentes objetivos como: mejorar la dispersión de la fase activa, modificar la reducción del óxido precursor, incrementar el contenido de Co(Ni) útil del catalizador y reducir la desactivación por la formación de coque. Entre otros soportes se destacan el carbón, soportes basados en óxidos de titanio y de circonio, sílice alúmina, zeolitas y arcillas. F. Luck7 presenta una recopilación de tales soportes, sus usos y ventajas.
4 M. Karroua, A. Centeno, H.K. Matralis, P. Grange, B. Delmon, Appl. Catal., 57, L21, 1989. 5 Delmon, Catalysis Letters, 22, 1, 1993. 6 (Rev) M. Breysse, D. Hamon, M. Lacroix, M. Vrinat, Proc. JECAT'91 (J. Hiraishi, Chairman; A. Nishijima et. al eds.), JITA and RITE, Tokyo, 1991. 7 F. Luck, Bull. Soc. Chim. Belg., 100, 781, 1991.

78
Uso de metales nobles. El uso de metales nobles o combinaciones de tales metales justo como se hizo hace algunos años con el conocido catalizador Co(Ni)-Mo(W) es una de las líneas más prometedoras de investigación. La elección de los metales nobles está basada en los resultados publicados por Pecoraro y Chianelli8 quienes observaron que el efecto primario en la HDS de dibenzotiofeno (DBT) está
relacionado con la posición que el metal ocupa en la tabla periódica y que los sulfuros de muchos de ellos tienen una actividad más grande que la del sulfuro de Mo. Resultados comparables de incremento de actividad fueron observados por Ledoux et. al.9 para sulfuros de metales de transición soportados sobre carbón en la HDS de tiofeno.
El trabajo desarrollado por B. Delmon et. al.10 empleando catalizadores másicos de MoS2 mezclados mecánicamente con fases soportadas de sulfuros de metales nobles, en la HDS de tiofeno e HID de ciclohexeno, ponen en evidencia el efecto de sinergia y un incremento de actividad respecto a los sulfuros individuales y a los catalizadores convencionales debido a la presencia de los metales nobles (Figura 26). CAPITULO III APENDICE E (EQUIPO PRINCIPAL) E.1 REACTOR DE LECHO PERCOLADOR
En el proceso de Hidrodesulfuración están presentes tres fases, liquido-gas-sólido, por lo tanto el reactor que más se utiliza en estos procesos es el reactor de lecho percolador.
El reactor de lecho percolador consta de un lecho empacado en el cual el líquido fluye hacia abajo por la influencia de la gravedad, mientras que el gas puede fluir hacia arriba o hacia abajo; generalmente el flujo del líquido y del gas hacia abajo es preferente porque facilita una distribución uniforme del líquido a través del empaque de catalizador y permite el empleo de altas velocidades para el líquido.
8 Pecoraro T. A. y Chianelli R.R., J. Catal., 67, 430, 1981. 9 Ledoux M.J., Michaux O., Agostini G. and Panissod P., J. Catal., 102, 275, 1986. 10 S. Giraldo de León, P. Grange and B. Delmon, Studies in Surface Science and Catalysis, Elsevier, Amsterdam, 77, 345, 1993

79
Figura 27. Reactor de lecho percolador 11
La reacción que se lleva a cabo es:
Gasóleo + 4H2 ���� Gasóleo desulfurado + H2S
Modelo de Reactor de Lecho Percolador En la operación isotérmica con una distribución uniforme de las fases gaseosa y liquida a lo largo del diámetro del reactor, no existirán gradientes radiales de concentración o velocidad para el gas o el líquido, excepto a un nivel equivalente a la escala del tamaño de las partículas. Sin embargo, las concentraciones y las velocidades serán iguales en cualquier posición radial del fluido global cuando la distribución del flujo se mantiene uniforme. Cuando no hay gradientes radiales, el modelo unidimensional isotérmico resulta adecuado. En la mayor parte de las aplicaciones, la dispersión axial en la fase gaseosa es despreciable, y esta dispersión puede ser poco importante en el líquido.12 Cuando no hay gradientes radiales, el modelo unidimensional isotérmico resulta adecuado.
11 J.F. Le Page, J. Cosyns, P. Courty, “Applied Heterogeneous Catalysis”, Editions Technip, Paris, 1987, pp. 432-433. 12 En un lecho percolador, el gas esta uniformemente distribuido a lo largo del diámetro, pero el líquido tiende a fluir hacia la pared del reactor. Una relación de diámetro reactor-partícula de aproximadamente 18 o más, asegurará una distribución uniforme del líquido. Existen correlaciones para predecir la distribución del flujo y la profundidad de lecho catalítico que se requieren para lograr la distribución de equilibrio.

80
Para las reacciones de hidrodesulfuración, el modelo cinético de DBT podría enunciarse mediante una expresión del tipo Langmuir-Hinshelwood como ya ha hecho con anterioridad en la literatura. (Ecuación 21). La ecuación 21 se puede simplificar si la reacción modelada se realiza a presiones altas de H2 (KH2 CH2 >> 1), si se considera despreciable la inhibición de ácido sulfúrico y por ultimo a bajas concentraciones de DBT el producto (KDBT CDBT << 1). De acuerdo a lo anterior la ecuación 21 se reduce a una ecuación de seudoprimer orden que puede igualar a la velocidad de desaparición de DBT quedando:
DBTBS kCr ηρ= 37 Para el diseño del reactor, tomaremos como molécula modelo el DBT debido a su poca reactividad en comparación con otras moléculas organoazufradas.
La ecuación 37 se encuentra en función de la concentración del DBT en la superficie del catalizador, por lo tanto, hay que expresar esta ecuación en términos de concentraciones conocidas. Se puede relacionar la concentración en la superficie del catalizador con la del seno del líquido mediante la ecuación de transferencia de masa líquido-sólido:
( ) [ ]SDBTLDBTDBTccp CCakr ,, −= 38
en donde kcac es el coeficiente de transferencia líquido-sólido (partícula catalítica). Para determinar kcac existe una correlación para reactores de lecho percolador, propuesta por Dharwadkar y Silvestre 13:
=
2HL
L
tL
ccD Dau
akj
ρµ
40
( ) 33.0Re64.1 −= LDj ; 2400Re2.0 << L 40
L
LLpL
ud
µρ
=Re 41
Igualando las ecuaciones 37 y 38, se resuelve para la concentración de DBT en la superficie de la partícula, llegando a la siguiente expresión:
DBT
ccB
DBT C
akk
C11
1
+=
ηρ 42
13 A. Dharwadkar y N. D. Sylvester, AICheE Journal, 23, 376 (1977).

81
El denominador de la ecuación 42 se puede interpretar como el inverso de la suma de las resistencias a la reacción y a la transferencia de masa (líquido-partícula).
Especificando una nueva constante de reacción global, tenemos:
ccB akk
k 111´+
=ηρ 43
Sustituyendo la ecuación 42 en 37, se puede resolver la ecuación de diseño
(9) quedando de la siguiente manera:
( ) 0=−+ AA
L rdz
dCu (Ecuación de diseño) 44
0´ =+ DBTA
L Ckdz
dCu 45
Con las siguientes condiciones: z = 0 (CA)g = (CA)g,f (CA)L = (CA)L,f (Concentraciones en la alimentación) (CB)L = (CB)L,f Dentro de la constante global de reacción k´, se encuentra el coeficiente de
transferencia de masa kcac y la velocidad superficial, uL, en función del diámetro
del reactor, por lo tanto, a partir de la relación D
L , se resuelve la ecuación 45
mediante un proceso iterativo hasta obtener la altura y diámetro que cumplan con la relación propuesta, al igual que con las condiciones de frontera.
También resulta necesario cuantificar la transferencia de masa interna, para ello es necesario calcular el factor de efectividad interno, definido como sigue:
′−
′−=
AS
A
r
rη 46
donde: η = factor de efectividad interno r´A = velocidad de reacción global real r´AS = velocidad de reacción que se observaría si toda la superficie interna del catalizador estuviera expuesta a las condiciones de la superficie externa.

82
Cabe mencionar que el factor de efectividad depende del orden de reacción. Para una reacción de primer orden, esta definido de la siguiente manera:
( )1coth23 −ΦΦ=
Φη 47
Φ es el modulo de Thiele, para una reacción de primer orden con
catalizadores de geometría esférica:
e
cp
D
kd ρ6
=Φ 48
De igual manera, el cociente Kcac depende del diámetro de partícula, por lo que es necesario hallar uno que no tenga como consecuencia una gran caída de presión y que a la vez no afecte demasiado el factor de efectividad interna.
La siguiente ecuación determina la masa de catalizador requerida para que se lleve a cabo la reacción.
LLc VW ρ= 48a
Donde Wc = Masa del catalizador, kg ΡL = Densidad del lecho, kg/m3 VL = Volumen del lecho, m3
De igual manera, el coeficiente kcac depende del diámetro de partícula, por lo que es necesario hallar uno que no tenga como consecuencia una gran caída de presión y que a la vez no afecte demasiado el factor de efectividad interna. Las características del catalizador utilizado (NiMo/γ-Al2O3) [15, Cap. I] se enlistan en la siguiente tabla.
Diámetro de partícula (m) 0.01 Área interfacial, aT (m-1) 331.29 Densidad del lecho, ρB (kgcat * m-3) 900 Constante de rxn. del DBT(m3 * kgcat-1 * s-1) 8.48 X10-5 Factor de efectividad, η 0.97 ∆Hrxn (Jmol-1) -6.50 X 10-4 Densidad de partícula, ρc (kgcat * m3) 1630 Porosidad del lecho, εB 0.4
Tabla 42. Características del catalizador E.2 TORRE DE DESTILACIÓN Los equipos de procesos que se utilizan para contactos líquido-gas se basan en una combinación de principios de operación de tres categorías, las cuales son:

83
Tipo de flujo de las corrientes � A contracorriente � A corriente paralela � Flujo cruzado
Mecanismo bruto de transferencia
� Diferencial � Integral
Fase continua
� Gas14 � Líquido
Designación del
Equipo Tipo de flujo Mecanismo Fase
continua Aplicación de
proceso primario Columna de platos Flujo cruzado a
contracorriente
Integral
Líquido Absorción,
rectificación, agotamiento
Columna empacada
A contracorriente, a corriente paralela
Diferencial
Líquido o gas
Absorción, rectificación, agotamiento, humidificación,
deshumidificación Columna de pared mojada (película descendente)
A contracorriente, a corriente paralela
Diferencial
Líquido o gas
Absorción, rectificación, agotamiento,
Cámara de aspersión
A corriente paralela, con flujo cruzado, a contracorriente
Diferencial
Gas
Absorción, agotamiento, humidificación,
deshumidificación Intercambiador de
calor A corriente paralela, a contracorriente
Diferencial
Gas
Evaporación, desflemación
Recipiente agitado Mezcla completa Integral Líquido Absorción Mezclador de líneas A corriente paralela Diferencial Líquido o gas Absorción,
separación Tabla 43. Características de sistemas líquido-gas 15
La destilación es la separación de los constituyentes de una mezcla líquida
mediante la vaporización parcial de la mezcla y la recuperación por separado del vapor y los residuos.
Para especificar la altura de una torre de destilación debe conocerse el número de platos o unidades de transferencia, además de la altura entre ellas o de la unidad de transferencia. Para determinar el diámetro de la torre se definen los
14 En esta sección se usan como sinónimos los términos “gas” y “vapor”. El último se emplea con frecuencia en la destilación, en donde la fase gas se representa por medio de un vapor en equilibrio 15 Perry´s Manual del Ingeniero químico

84
flujos relativos interiores de las fases y los líquidos, utilizándose velocidades adecuadas.
Destilación de Multicomponentes Desafortunadamente, la técnica simple y por lo general confiable de McCabe-Thiele no se aplica con facilidad a la destilación de multicomponentes. Sin embargo, puede emplearse con planteamiento análogo (conocido como el procedimiento de Fenske, Underwood, Gilliland) para dar una respuesta aproximada; está, como el análisis de McCabe –Thiele, está limitada a flujo molar constante o casi constante. PASO 1. Definición de los componentes clave Selección de los componentes clave ligero y pesado, el componente más ligero de concentración apreciable en el producto del fondo (clave ligero) y el más pesado en el destilado (clave pesado). Estas composiciones deben estar disponibles fácilmente en la tabla de balance de materia del diagrama de flujo. PASO 2. Número mínimo de etapas. Calculo del número mínimo de etapas teóricas por medio de la ecuación de Fenske.
lk
Blk
hk
Dhk
lk
x
x
x
x
Nαln
ln
min
= 49
En donde x representa la fracción molar de las claves pesado y ligero. La
volatilidad relativa del clave ligero, , se supone constante. Si cambia sustancialmente del fondo a la parte superior, debe emplearse un valor medio:
( ) ( )[ ] 5.0
BLKDLKlK ααα = 50 PASO 3. Relación de reflujo mínimo.
Calculo de la relación de reflujo del destilado por medio de las ecuaciones Underwood
∑ −=+
J J
Djj xRφα
α ,min 1 51
Y
∑ −=−
J J
Fjj xqφα
α ,1 52

85
El parámetro que define la calidad térmica (fracción líquida) de la alimentación [Treybal 407, Frank 114, Perry 13-28], representa la volatilidad del componente j relativa al clave pesado, zj,F designa la fracción molar de la alimentación y es la constante de Underwood, la cual se encuentra entre 1.0 y
. PASO 4. Reflujo real
Definir la relación de reflujo real como 1.05 a 1.3 veces el mínimo de acuerdo con los lineamientos de Frank 16 y con los elaborados en la tabla 47.
Utilidad considerada Cociente real a cocientes de
reflujo mínimo, R/Rmin Cociente aproximado al número mínimo de los
estados teóricos, N/Nmin Baja temperatura del refrigerante (< -100º C)
1.05 a 1.1 2.5 a 3.5
Temperatura moderada del refrigerante (-100 a 0º C)
1.1 a 1.2 2.0 a 3.0
Agua o aire frío condensado 1.2 a 1.3 1.8 a 2.5 Tabla 44. Cocientes de Reflujo recomendados para varias temperaturas consideradas en columnas de
destilación PASO 5. Número de etapas teóricas El número de platos teóricos se determina a partir de Nmin, Rmin y R usando la correlación de Gilliland17 mostrada en la gráfica 12 o en la correlación Erbar-Maddox [Perry, fig. 13-29, pág. 13-28].
Gráfica 12. Correlación de Gilliland que relaciona los platos reales con el cociente del reflujo, los
platos mínimos, y la relación mínima de reflujo 18
16 Frank, O., “Shortcuts for Distillation Desing,” Chem. Eng., pp. 111-128 (March 14, 1977). Also available as Chem. Eng. Reprint, No. 276. 17 Robinson, C.S., and E.R. Gilliland, Elements of Fractional Distillation, 4th edition, McGraw Hill, pp. 348-349.

86
Observar que las relaciones aproximadas de platos reales al mínimo se encuentran recomendadas por Frank y se enumeran en la tabla 39.
Debe conocerse la relación de reflujo para el diseño de rehervidores y condensadores de esta manera el paso 3 es esencial.
Línea de Funcionamiento.
De acuerdo con los valores líquidos de L ´ y V ´ del gas molal libre de soluto, la línea de funcionamiento es recta con la pendiente igual a L´/V´. Termina en alguna parte en la línea horizontal que representa la composición del gas que entra. La pendiente puede ser cualquier valor positivo, dependiendo de gas relativo y de la cantidad de solvente. La optimización revela que la tendencia económica se encuentra generalmente para la absorción cuando los valores de L´/mV´ están entre 1.25 y 2.0 [Treybal 292], donde está la pendiente m (línea asumida) de la curva del equilibrio.
Inverso el cociente óptimo bajará entre 0.5 y 0.8. Platos Teóricos.
Con L´ y V´ establecidos, se define una línea de funcionamiento. El número de etapas teóricas puede ser determinado usando una expresión algebraica tal como la ecuación de Kremser (Treybal 128, 291). El número de platos puede ser poco realista “bajo” (menos de cuatro) o se puede pronosticar grande. Si es así se pueden reconsiderar los parámetros tales como la concentración, la operación adiabática o no adiabática, o la cantidad del líquido. El número mínimo de platos debe ser “el número más económico baja entre 10 y 30 para las separaciones no críticas, el refinamiento adicional tendrán poco efecto en la mayoría de las estimaciones predichas”.
Cálculo del tamaño de la torre. Altura de la Torres
Con el número de etapas ideales establecido, la altura vertical de la torre puede ser estimada simplemente apilándolas una sobre otra si la altura por etapa se sabe.
s
ta
NHH
ε=
53
Para las torres de platos, la altura teórica de la etapa es la distancia real Ht
de la separación del plato dividido por eficiencia total del plato єs. Los valores de la eficacia para la destilación se pueden estimar de Grafica
13a. Las eficiencias de la absorción y de la desorción, que son generalmente más bajos, se pueden identificar de Grafica 13b.
18. Gael D. Uldrich, “Diseño y Economía de los Procesos de Ingeniería Química”, Ed. Interamericana, México, D.F. 1986. Pp. 190-199.

87
La distancia de separación de las etapas Ht puede superponerse de 0.5m para diámetros hasta de 1m. En torres de diámetro mayor (Treybal 162) recomienda
3.05.0 DH t = 54
Grafica 13. Eficacias de la etapa para las torres de platos en la destilación. a) y servicio del gas-
absorción. b) Los platos del Burbuja-casquillo de fueron utilizadas Diámetro Con las etapas modernas de gran eficiencia, una torre de platos nueva esta limitada generalmente por la retención de vapor o de espuma más bien que por la capacidad de flujo de líquido. De este modo, para el diseño preliminar se recomienda el límite de retención como una base para determinar la sección transversal de la torre. Esta es la misma ecuación básica empleada para calcular las secciones transversales de los evaporadores, los recipientes de destilación por expiación instantánea y los tanques de sedimentación. La relación de la torre de platos es:
2
1
,
−=
g
glSBgs Ku
ρρρ
55
En donde us,g es la velocidad de operación superficial del flujo de vapor
basado en la sección transversal total de la torre. Para la mayoría de las torres de

88
platos, la constante óptima Souders-Brown es de aproximadamente 0.04 a 0.08 m/s. El valor mas bajo se aplica a los sistemas de gas líquido que tienen tensiones superficiales grandes o a las torres que tienen un espaciamiento pequeño entre los platos. Para calcular el diámetro de Latorre se emplea la tasa general de flujo de vapor en la forma reacomodada de la ecuación de continuidad (suponiendo una torre cilíndrica).
2
1
,
4
=
gsg
g
u
VMD
πρ 56
V debe ser la tasa máxima molar de vapor de la torre. En la destilación esto ocurre normalmente en la sección de agotamiento o de la base, pero con una alimentación parcialmente vaporizada, puede existir en la sección de rectificación. En la destilación al vacío debemos tener cuidado para verificar el diámetro de la etapa superior, en donde las densidades molares pueden ser sorpresivamente pequeñas. Tipos de Platos
La mayoría de los nuevos diseños de platos de flujo cruzado utilizan perforaciones para dispersar el gas en el líquido, sobre los platos. Esas perforaciones pueden ser orificios redondos simples o contener “válvulas” móviles con orificios variables sin forma circular. Esos platos perforados se denominan platos de malla (Figura 28) o platos de válvula (Figura 29). Para los platos de malla, se evita que el líquido fluya por las perforaciones por la acción de circulación del gas; de ese modo, cuando el flujo de gas es bajo, es posible que parte del líquido o todo se drene por las perforaciones y, en efecto, por las partes de desviación (by-pass) de la zona de contacto. El plato de válvulas se diseña para minimizar este drenaje o “purga”, puesto que la válvula tiende a cerrarse cuando baja el flujo de gas, de modo que el área total varía para mantener un balance dinámico de presión en el plato.
Figura 28. Dispersores de plato de orificio

89
Figura 29. Dispersores de plato o válvula
Históricamente, el dispersador de gas más común para platos de flujo
cruzado fue la cachucha de burbujeo. Este dispositivo tiene un sello incluido que impide el drenaje de líquido con bajos flujos de gas. En la figura 30 se muestran cachuchas típicas de burbujeo. El gas fluye hacia arriba por un elevador central, invierte el flujo bajo la cachucha, pasa hacia abajo por el anillo entre el elevador y la cachucha y, finalmente, entra al líquido por una serie de aberturas o “ranuras” situadas en el lado inferior de la cachucha.
Figura 30. a) Tapa circular o de cachucha, b) Tapa de túnel
Las cachuchas de burbujeo se utilizaron casi exclusivamente como
dispersadores de platos de flujo cruzados hasta, más o menos, 1950, cuando fueron desplazadas por los orificios simples o del tipo de válvulas. Se emplearon muchas variedades de diseño de cachuchas de burbujeo (y, por consiguiente, se encuentran en muchas columnas en operación); pero, en la mayoría de los casos, se utilizaban cubiertas acampanadas de 3 a 6pulg.
En los platos a contracorriente, el líquido y el gas fluyen por las mismas aberturas. Por tanto, no hay ductos descendentes. Los orificios suelen ser perforaciones redondas simples en el intervalo de 1/8 a ½ pulg. (plato de flujo doble) o ranuras largas con anchuras de ¼ a ½ pulg (plato Turbogrid). El material del plato se puede corrugar (plato Ripple) para segregar parcialmente el flujo de gas y el del líquido. En general, el gas y el líquido fluyen con pulsaciones, con el fin de que por una abertura dada pasen el gas y el líquido de modo intermitente.
Capacidad de una columna de Platos.
La capacidad máxima permisible de un plato para mejorar flujos de gas y líquido tiene una importancia primordial, porque fija el diámetro mínimo posible de

90
la columna. Para un flujo constante de líquido, el aumento del flujo de gas da como resultado un arrastre excesivo y una inundación. Inundación de arrastre Los primeros trabajos de Souders y Brown [Ind. Eng. Chem., 26, 98 (1934)], basados en un balance de fuerzas sobre una gotita “promedio” de líquido suspendido, llevaron a la definición de un parámetro de capacidad Cab:
gl
gnab UC
ρρρ−
= 57
donde Un = velocidad lineal de gas, basada en el área neta An, ft/s. Ρg = densidad del gas, lb/pie3. Ρl =densidad de líquido, lb/pie3. Para los platos a contracorriente, el área neta es la sección de la columna. Los valores máximos permisibles del parámetro de capacidad Cab, inundación se han correlacionado con un parámetro de flujo Flg, como se muestra en la grafica 14. Este grafico se puede utilizar para platos de malla, platos de válvulas y platos de cachucha de burbujeo, para determinar la velocidad del gas de inundación:
5.02.0
, 20
−
=g
glinundaciónsbnf CU
ρρρσ
58
Donde: Unf = velocidad del gas por el área neta en la inundación, ft/s. Cab,inundación = parámetro de capacidad σ = tensión superficial del líquido, dinas/cm ρl = densidad del líquido, lb/ft3 ρg = densidad del gas, lb/ft3
Grafica 14. Límites de inundación para platos perforados y de cachuchas. L/G = relación de
masa de líquido/gas en el punto que se estudia

91
E.3 TANQUE FLASH Las propiedades de los gases utilizamos son las siguientes: Propiedades Condición Hidrógeno H2S
Punto de ebullición 1atm. -252.8° C -60.2° C Solubilidad en el agua 1atm. 20° C: 3.35% 0° C: 4.67° C Apariencia y color ------- Incoloro e inodoro desagradable Densidad del gas 1atm. 21.1° C: 0.0834401 Kg./m3 21.1° C: 1.93 Kg./m3 Punto de Congelamiento ------ -252.9° C -86° C Temperatura de autoignición ------ 500° C 270° C
Tabla 45. Tabla de propiedades del H2 Y H2S.
Las curvas de presión de vapor para los compuestos representativos desde C15 hasta C24 a diferentes temperaturas se muestran a continuación:
0
50
100
150
200
100 200 300 400
Pres
ion
(psi)
Temperatura (ºC)
Equilibrio Líquido-Vapor C15
C16
C17
C18
C19
C20
C21
C22
C23
C24
Grafica 15. Curvas de presión de vapor
Los valores de presión y temperatura manejados a la salida del reactor son aproximadamente 650psi y 340° C por lo que a estas condiciones el flujo es líquido en su totalidad. Considerando que la temperatura a la salida del reactor que se lleve hasta los 200° C podríamos despresurizar la corriente con seguridad hasta los 8bars. Para realizar el dimensionamiento, utilizaremos el algoritmo de Watkins. 19 El algoritmo se basa en el cálculo del coeficiente de separación el cual se realiza por medio de una ecuación que depende de los flujos y las densidades de la mezcla, la ecuación es la siguiente:
19Watkins R.N. “Sizing Separators” Hidrocarbon processing Nov 1967.

92
=
l
v
v
L
W
WX
ρρ
ln 59
vKY = 60
( )5432 FXEXDXCXBXAExpY +++++= 61
Calculando ahora la velocidad máxima del vapor y el área mínima seccional:
5.0
max
−=
v
VLvapor KU
ρρρ
62
maxmin
vapor
Vv U
QA = 63
Donde: QV = Flujo volumétrico de vapor. QL = Flujo volumétrico de líquido. τ = Tiempo de residencia. HV = Altura del vapor. HL = Altura del líquido. La relación de alturas a diámetro tiene que satisfacer la siguiente condición:
53 ≤+
≤D
HH VL 64
El algoritmo de Watkins es el siguiente:
� Calcular el factor de separación: 5.0
L
V
V
L
W
W
ρρ
65
Constantes Unidades
WV 50820.67 lb/s
WL 12705.17 lb/s
ρV 0.0542 lb/ft3
ρL 46.7245 lb/ft3
τ 300 s-1 Tabla 46. Constantes

93
� Calcular la velocidad máxima del vapor. � Calcular el área mínima para el paso del vapor. � Iterar para encontrar el diámetro adecuado mínimo. � Calcular el espacio requerido por el líquido. � Altura del líquido. � Verificar la geometría del tanque.
Realizando operaciones, se obtienen los siguientes resultados:
QV 611.40 ft3/s
QL 3.42 ft3/s
kv 0.37 ft/s
Uv max 10.96 ft/s
Av min 55.78 ft
Diterado 8.42 ft
V 1027.61 ft3/s
HL 18.42 ft
HV 15.29 ft
H total 33.71 ft Tabla 47. Valores del tanque flash
E.4 COLUMNA DE ABSORCIÓN
En contraste con las unidades de platos, la eficiencia de las torres empacadas esta sumamente afectada por las tasas de vapor y de liquido. No sólo está limitada el área de flujo, sino que el gas comienza a retardar el flujo de líquido en cargas grandes. Basándose en las investigaciones extensas se pueden establecer con confianza velocidades de diseño para las torres empacadas. El valor correcto depende, por supuesto, de la forma y el tamaño del empaque. Sin embargo, para el uso principal de anillos de ranura y de sillas de gran eficiencia, se recomienda usar la relación originada por Sherwoood y amplificada por Eckert, en donde: G = VMg/At, flujo superficial en masa de gases (Kg/s*m2) Cf = Constante de empaque (sin dimensiones) Ml = Viscosidad del liquido (Pa*s) ρg = Densidad del gas (Kg/m3) ρl = Densidad del liquido (Kg/m3) L = Flujo del liquido (mol/s) At = πD2/4, área transversal de la torre Ml = Peso molecular del liquido (kg) Mg = Peso molecular de gas (kg) V = Flujo del gas (mol/s) La curva apropiada debe relacionarse utilizando las caídas de presión siguientes recomendadas por Treybal (pag. 195)

94
Al establecer el tamaño de empaque, el valor seleccionado debe ser cuando menos ocho veces menor que el diámetro de la torre.
El diámetro de la torre puede determinarse por medio de la siguiente formula si se dispone de la de la velocidad superficial del gas de la correlación anterior.
2/14
=
G
VMD g
π 66
Grafica 16. Correlación de inundación y caída de presión para torres empacadas
Nota: La regeneración del agua amarga es un proceso por separado en la planta, pero debido a la gran cantidad utilizada mencionaremos que se puede endulzar por medio de un tratamiento con sosa comercial para hacerla reaccionar con el H2S y formar sulfatos que precipiten, y que pueden ser comercializados de acuerdo a su pureza. APENDICE F (EQUIPO MENOR) F.1 BOMBAS CENTRÍFUGAS Consisten en un rodete montado sobre una carcasa o voluta. El líquido entra en el centro del rodete y es acelerado por el giro de este, la energía cinética del fluido se transforma en energía potencial en la salida.

95
Figura 31. Esquema de bomba centrífuga
Materiales de construcción
Generalmente de fundición de hierro o acero al carbono. Ecuaciones para el diseño de bombas. Balance de Energía
Balance de energía mecánica o ecuación de Bernouilli.
( ) ( ) 02
21
22
1212 =++−
+−+− mFmWVV
mZZmgPPm
sρ 67
Todos los términos están expresados en J (Joules) S.I.
Si trabajamos por unidad de masa J/kg.
( ) ( ) 02
21
22
1212 =++
−+−+
−FW
VVZZg
PPsρ
68
Dividiendo cada término por (g), tenemos la expresión en altura manométrica:
( ) ( ) 02
21
22
1212 =++
−+−+
−fs hh
g
VVZZ
g
PP
ρ 69
Si trabajamos en el sistema ingles tendremos:
( ) ( ) 02
1442
12
212
12 =++−
+−+−
FWg
VVZZ
g
gPPs
ccρ 70
donde: P (psia); ρ (lbm / ft3); g (ft / s2); V (ft / s); gc (=32,174 ft-lbm /s2-lbf); Ws y F (ft-lbf / lbm). Pérdidas por fricción
g
VK
D
Lfh f 2
2
+= ∑ 71

96
Potencia de la Bomba
ηgmh
P sb =
72
Con: m= flujo másico (kg/s) hs = altura manométrica (m) Pb = Potencia (W) En el sistema ingles será:
η550s
mhPb =
73
Con: m (lb(s)); hs (ft lbf / lbm); Pb (HP). Se pueden utilizar las siguientes fórmulas:
[ ]ηρ
367s
b
QhkWP =
74
[ ]ηρ
270s
b
QhCVP =
75
Con: Q (m3/h); hs (m); ρ (kg/dm3).
Altura Neta Positiva de Aspiración (NPSH)
( ) ( )g
Vh
g
PPZZNPSHA f
vCENTRIFUGA 2
221
21 −−−
+−=ρ
76
( ) ( )af
vAALTERNATIV h
g
Vh
g
PPZZNPSHA −−−
−+−=
2
221
21 ρ
77
donde
ca Kg
LVnCh =
78
Con: L = longitud de tubería (ft) n = (rpm) V= velocidad en tubería (ft3/s) C = cte. Bomba 0.200 simple

97
0.115 doble 0.066 triple 1.4 agua 2.0 hidrocarburos 2.5 aceites calientes F.2 COMPRESOR CENTRÍFUGO Ventajas:
En el intervalo de 2.000 a 200.000 ft3/min., y según sea la relación de presión, este compresor es económico porque se puede instalar en una sola unidad.
Ofrece una variación bastante amplia en el flujo con un cambio pequeño en la carga.
La ausencia de piezas rozantes en la corriente de compresión permite trabajar un largo tiempo entre intervalos de mantenimiento, siempre y cuando los sistemas auxiliares de aceites lubricantes y aceites de sellos estén correctos.
Se pueden obtener grandes volúmenes en un lugar de tamaño pequeño. Esto puede ser una ventaja cuando el terreno es muy costoso.
Su característica es un flujo suave y libre de pulsaciones. Desventajas:
Los compresores centrífugos son sensibles al peso molecular del gas que se comprime. Los cambios imprevistos en el peso molecular pueden hacer que las presiones de descarga sean muy altas o muy bajas.
Se necesitan velocidades muy altas en las puntas para producir la presión. Con la tendencia a reducir el tamaño y a aumentar el flujo, hay que tener mucho más cuidado al balancear los motores y con los materiales empleados en componentes sometidos a grandes esfuerzos.
Un aumento pequeño en la caída de presión en el sistema de proceso puede ocasionar reducciones muy grandes en el volumen del compresor.
Se requiere un complicado sistema para aceite lubricante y aceite para sellos.
Ecuaciones para el diseño de compresores El diseño de compresores está basado en la aplicación de la primera y segunda ley de la termodinámica. El balance de energía es tal que los cambios en energía cinética y potencial son despreciables, así como las perdidas de carga, con lo que queda:
12 hhW −=− 82
Donde: -W : Trabajo del compresor (kJ/kg) h2 : Entalpía de descarga h1 : Entalpía de entrada Para calcular h2 es necesario conocer el modelo de la compresión, ya que el trabajo de compresión del gas responde a la ecuación:

98
∫=2
1
P
P
VdPW
83 En función del modelo de compresión tendremos un punto final diferente, así tenemos Transformación isotérmica (T = cte.), donde:
.** 11 cteVPVP == 84
=== ∫∫
1
211 ln
2
1
2
1P
PnRT
P
dPVPVdPW
P
P
P
P 85
Grafica 17. Curvas de compresión
F.3 INTERCAMBIADORES DE CALOR Cuando se requiere una superficie de transferencia de calor grande, el tipo de intercambiador que se recomienda corresponde a la variedad de tubo y coraza. En este tipo de calentador o enfriador, es posible obtener de manera económica y práctica una gran superficie de transferencia de calor. Los intercambiadores del tipo de coraza y tubo constituyen la parte más importante de los equipos de transferencia de calor sin combustión en las plantas de procesos químicos, aún cuando se está haciendo mayor hincapié en otros diseños. Los equipos de transferencia de calor se pueden designar por el tipo (o sea, espejo fijo, cabezal empaquetado exterior, etc.). O por la función (enfriador, condensador, congelador, etc.). Casi cualquier tipo de unidad se puede utilizar para realizar cualquiera de las funciones enumeradas o todas ellas. Los intercambiadores realizan una doble función:
Calienta un fluido frío por medio de un fluido caliente, que se enfría. No se pierde ninguna parte del calor transferido. Al escoger la trayectoria de flujo para dos fluidos, a través del intercambiador, se utilizan varios métodos. El fluido del lado del tubo es más

99
corrosivo o está más sucio o a una presión más alta. El fluido del lado de la coraza es un líquido de viscosidad elevada, o bien, un gas.
El diseño real de un intercambiador de calor es un problema mucho más complicado que el análisis de la transferencia de calor porque en la selección del diseño final juegan un papel muy importante los costos, el peso, el tamaño y las condiciones económicas.
F.4 HORNO Para llevar a acabo el diseño del horno se emplea el método de Lobo y Evans20 . Este método hace uso del factor total de intercambio F y una ecuación del tipo Stefan-Boltzmann. Tiene una buena base teórica y se usa extensamente en el diseño de hornos para refinerías. También se recomienda para calderas que quemen petróleo o gas. La finalidad de utilizar el horno es para precalentar la corriente de hidrocarburos antes de ingresar al reactor, donde la temperatura de entrada al horno es de 290° C y a la salida de 340° C. El combustible utilizado es petróleo y el horno es de tipo cabina con tubos horizontales los cuales son muy convenientes para calentar hidrocarburos. Método de Lobo y Evans: Ecuación para la transferencia de calor radiante a la superficie fría es:
cpSG A
TTFQ α
−
=44
100100173.0 86
Además, algo de calor se transferirá por convección. La transferencia por convección y la transferencia de calor a la superficie fría son:
( )SGccpSG TTAhA
TTFQ −+
−
=∑ α44
100100173.0 87
Donde: A = Superficie total del tubo, ft2. Acp = Superficie equivalente del plano frío, ft2. F = Factor total de intercambio, adimensional. hc = Coeficiente de convección, BTU/h ft2 °F.
∑Q = Calor transferido a la superficie fría, BTU/h. TG =Temperatura del gas de combustión a la salida de la sección radiante °R. TS =Temperatura de la superficie del tubo °R. α = Factor por el cual Acp debe reducirse para obtener la superficie fría real,
adimensional.
20. Kern, Procesos de transferencia de calor, Donald Q. Ed CECSA vigésima sexta reimpresión 1995.

100
F.5 TANQUES DE ALMACENAMIENTO
En la siguiente tabla se encuentran los criterios de selección de los tanques de almacenamiento.
Tipo de receptáculo Almacenamiento a presión atmosférica Techo
fijo (cónico)
Techo flotante
Retenedor de gas
Embudo Tanque cilíndrico
Tanque esférico
Tanque de día
Tamaño máximo típico Volumen, v (m3) 100000 100 000 200 000 4 000 1600 15000 1600
Altura o Longitud, L (M)
15 15 30 50 20 30 20
Diámetro o anchura, D (m)
90 90 30 10 10 30 10
Relación longitud-diámetro
<2 <2 1-2 2-5 2-5 1 3-5
Medio almacenado Sólido x Líquido x x x x x Gas x x x x
Orientación Eje vertical x x x x x x
Eje horizontal x
x
Modificaciones usadas frecuentemente Enterramiento x x x
Servicio criogénico
x
x
Aislamiento x x x Mecanismos de Descarga
Bomba, transportador de sólidos o soplador
x
x
x
x
Presión intrínseca x
x
x
x
Gravedad x Tiempo de residencia o
almacenamiento
30 días
30 días
30 días
8 h
30 días
30 días
8 h
Presión máxima (barg)
0.2 0.2 0.2 -- 17 14 --
Intervalo de temperatura (ºC)
-20 a 40 -20 a 40 -20 a 40 -20 a 40 -- --
Materiales más comunes de construcción Acero al carbón x x x x x x x

101
Concreto x x x x x Plástico o fibra
de vidrio
x x
x
Aleaciones y recubrimientos
x
x
x
x
Revestimiento de acero inoxidable
x
x
x
x
x
Tabla 48. Criterios y datos para la elección preliminar de los recipientes del proceso(1ª parte) 21
Tipo de receptáculo Almacenamiento a presión atmosférica Tanque de
alimentación Acumulador Tambor separador
Tamaño máximo típico Volumen, v (m3) Diferentes Diferentes Diferentes
Altura o Longitud, L (m) Diferentes Diferentes Diferentes Diámetro o anchura, D (m) Diferentes Diferentes Diferentes Relación longitud-diámetro 3-5 3-5 3-5
Medio almacenado Sólido Líquido x x x Gas x
Orientación Eje vertical x
Eje horizontal x x Modificaciones usadas frecuentemente
Enterramiento Servicio criogénico
Aislamiento x x x Mecanismos de Descarga Bomba, transportador de
sólidos o soplador x
x
Presión intrínseca x
x
x
Gravedad Tiempo de residencia o
almacenamiento
1800s
600s --
Presión máxima (barg) -- -- -- Intervalo de temperatura
(ºC) -- -- --
Materiales más comunes de construcción Acero al carbón x x x
Concreto 21. Gael D. Uldrich, “Diseño y Economía de los Procesos de Ingeniería Química”, Ed. Interamericana, México, D.F. 1986. Pp. 190-199.

102
Plástico o fibra de vidrio Aleaciones y recubrimientos
Revestimiento de acero inoxidable
x
x
x
Tabla 49. Criterios y datos para la elección preliminar de los recipientes del proceso (2ª parte). 22 F.6 GROSOR DE PARED PARA LOS EQUIPOS
Cálculo de los grosores de pared para los equipos de acero inoxidable 316L o 347 23. Para realizar este cálculo es necesario tomar en cuenta los diámetros de los equipos y las presiones de operación para cada uno de equipos24 y la ecuación:
PES
rPg i
6.0**
*= 88
54.2
100intDri = 89
Donde: Dint = diámetro interno, m. ri = diámetro, pulg. S = 13800, presión de soporte. E = 0.85 eficiencia del material. P = presión, psia.
22. Gael D. Uldrich, “Diseño y Economía de los Procesos de Ingeniería Química”, Ed. Interamericana, México, D.F. 1986. Pp. 190-199. 23. Perry´s Manual del Ingeniero químico 24. Atila Ertas and Jesse C.jones, The engineering design proceses. second edition. Ecuación 4.89 Pag 180.

103
F.7 MATERIALES DE CONTSTRUCCION PARA LOS EQUIPOS
Tabla 50. Guía de corrosión para materiales comunes usados en la construcción de procesos químico

104
APENDICE G (Evaluación de Proyecto)
El método de comparación de proyectos involucra: VPN: valor presente neto (valor equivalente del proyecto tal que se diera en el presente) TIR: tasa interna de retorno (representa la tasa de interés que se gana sobre el saldo no recuperado de la inversión) TREMA: tasa de rendimiento mínima aceptable = f (costo del riesgo $) TIEE: Promedio de las transacciones en el país, es de 7.46%.
Con el valor presente neto se estima el valor presente neto y los flujos de dinero después de impuestos se calculo el valor de la TIR.
( )tt
TIR
SSVPN
+Σ+−=
10
90 Donde VPN = 0 APENDICE H (TABLA DE MOLES)
Corrientes (mol/h) Compuestos 1 2 3 4 5 6 7 8 9 10 11 12 13
H2 --- 11526.1 8234.6 8234.6 3291.5 --- --- --- 8234.6 --- --- --- --- H2S --- --- 911.4 209.6 --- 701.8 701.8 --- --- 209.6 --- 690.6 11.2 Compuestos Hidrogenados
--- --- 911.4 --- --- 911.4 911.4 --- --- --- --- 9.1 902.3
Compuestos Azufrados
950 --- 28.2 --- --- 28.2 --- 28.2 --- --- --- --- ---
Gasóleo 25410 --- 25410 --- --- 25410 --- 25410 --- --- --- --- --- Solvente --- --- --- --- --- --- --- --- --- 628.8 628.8 --- ---
Tabla 51. Balance de moles del proceso

105
APENDICE I (BALANCE DE ENERGÍA)
Figura 32. Diagrama general del proceso frío (Balance de energía)
1 1A 1B 1AF 1BF 2 2F GASOLF GASOLC GASOLC2 AGUA AGUAC ENREACT AF 3 5 4 H2S H2
Fase Mixta Mixta Mixta Mixta Mixta Mixta Mixta Liquida Liquida Liquida Vapor Vapor Liquida Agua Mixta Mixta Vapor Vapor Vapor
Temperatura (oC)
320 320 320 280 250 265 248 25 50 100 300 785 340 248 248 100 100 100 100
Presión (psia) 750 750 750 750 750 750 750 810 810 810 15 15 810 750 750 650 650 650 650
Flujo (mol/h) 35496 17748 17748 17748 17748 35496 35496 26360 26360 26360 25410 25410 26360 911 36407 28763 7644 7644 0.04
Gasóleo 0.72 0.72 0.72 0.72 0.72 0.72 0.72 0.96 0.96 0.96 0 0 0.96 0 0.7 0.88 0 0 0
Compuestos Azufrados
0.001 0.001 0.001 0.001 0.001 0.001 0.001 0.036 0.036 0.036 0 0 0.04 0 0.001 0.001 0 0 0
Compuestos hidrogenados
0.03 0.03 0.03 0.03 0.03 0.03 0.03 0 0 0 0 0 0 0 0.03 0.03 0 0 0
H2 0.23 0.23 0.23 0.23 0.23 0.23 0.23 0 0 0 0 0 0 0 0.23 0.03 0.95 0.95 0.95
H2S 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0 0 0 0 0 0 0 0.03 0.02 0.03 0.03 0
Agua 0 0 0 0 0 0 0 0 0 0 1 1 0 1 0.03 0.03 0.02 0.02 0.02
Corrientes
Composición
Tabla 52. Balance de energía del proceso





























