-
Ih i rd Edi t ion
. . . the modern drilling tools
A PRACTICAL GUIDE TD BETTER DOWNHOLE OPERATIONS
-
P R E F A C E
This Servco Data Handbook was written to help the
petroleumindustry to more efficiently use milling, hole opening and
other down-hole tools. From its pages the engineer can quickly find
useful datato plan remedial and completion work, and drilling
personnel canfind practical data for use when there is downhole
trouble. Actualjob details are included to show what can be done
when the propertools are selected.
Servco is grateful to the many people in the petroleum
industrywho have given valuable assistance in the preparation of
this book.Particularly, we are indebted to the drilling foremen and
pusherswho have contributed greatly by furnishing the practical
informationwhich has been included.
This booklet is dedicated to everyone whose job is made
easierthrough the use of new and better downhole tools and
techniques.
Research and, Engineering Department
THE SERVCO COMPANY
-
TABTE ()F CONTEI{TSCASING CUTTINGCASING DATA-,,--,-
coNVERSTON FACTORS_._..._.. . . . . . . . ._CONVERSION TABLE,
HARDNESS
.....64
29,47....__60
..-....__39
DEC]MAL EQUIVALENTSDRILL PIPE DAT4... . . . . . . . . . . .
.DRILLING FLUID COMPARISONS....,."....-,.
Lbs. /cu . [ t . . . . . . . . - .Lbs . /sa ls . . . . . . . . .
. . . .
H ARDFACINC I \ , IATERI ALS..HOLE OPENERS, EXPANDING
Advantages. . . . . . . . .Annular area removed---...
";;,1i...34
Typical jobs... . . . .HOLE OPENTNG... _.. . . . . . . . . . .
._..JOB FTNDER rNDEX.... . . . . . . . . . . . . ."JUNKMASTER" JUNK
MILL.JUNK MILLINGK.MILLS.____,,,.,__.LINEAR SIZE VS. PUMP VOLUME
OUTPUT TABLE....MILLING, DOWNHOLE GENERAL
INFORMATION...........
Casin6 cutting characteristics-",,General operating
recommendations-------,----,------,,---Normal mi l l ing ra tes . .
- . . . . . . . . . . . . . . . . .
MILLI\C, JU\K.. ..,Loose junk . . . . . . . . . .Operation,
general information----------....-.-.....-
i i
.38
.33
2410.28
. . . . . " " . ._. .__69_.. . . . . ._, , .__. .1. . . . . . .
. . . . . . . . .9......._.,_.____8_-. ._. . . . . . . . . . .9. .
. . - . . I0, 15.........___..u, . , ,_, . . . . . ._ l l
-
Operation.Swage completions.-.--,--.-.Typ ica l jobs- . . . . .
. . . . , . . . . . " , - . .
. "26 ,28
._-___-_-Jt
.__. . . . - .30
MILLING, SECTION (CASINC CUTTING).,,.Assembly of the
tool..Disassembly of the too1. . . . . . . . . . .Maintenance
.20-21Cleaning up whipstocks.,.-.
Enlarging restrictions-....., . . . . . . . . . . . . .22Reaming
ou t co l lapsed cas ing- . - .Reaming ou l gu ide shoes- - - - - -
- - - . . . - - - . - - - . . . - - . . .
MILLS.
Pilot...-.
Taper,,.Section.Special. ,A
_... . . . . . . . . ._.. . . . . . . " . . . . . . . . .
.22
NON.MAGNETIC DRILL COLLAR, USE OF....,..-".....r OPENING
HOLE........-.
. . . . . . , . . , . . . , . .80... . . . . . . .26,33
- PIPE CUTTING-P.CUTTER,... .- . . . . . . , ,
.Operation.,,,.--Specifications.
PRESSI. 'RE DROP, TABLE..
.__47
...76
PUMP VOLUME OUTPUT VS. LINER SIZE TABLE- 69
t t l
-
TABTE ()F CONTENTSREDRESST\C KrTS... . . ._.. . . . . . .ROCK
BIT COMPARISON TABLE-...-,....,-..,ROTARY SHOES..__._.._.. . . .
.___...
Operation
Redressing kits. - . , , . . . . " . . . . . . . . . . . . . "
._- . -57SIDETRACKING 26 ,44
. - - J /
..68. . .DU
...52
Lay ing the p lug . . , . . . . . - - . . - . . .Selecting the
whipstock....Setting the removable wh
SPECIAL MILLS.SPECIFICATION TABLES.. . . . .STABILIZERS...TABLES
AND CHARTS.
Casing data.----.,.,......Conversion {actors-...
TAPER MILLING
..,_......-.--59
. . . . . . . . . . . . . ._.____..64_81.62." .8.48-39
Dec imal equ iva len ts . . . . . . - . . .Dril l pipe
data..-"......-....".-..,Downhole milling general operating
recommendationsEccentricity diameters
derivation-..".....,-Formation removed with hole
opener-.------,--"---.-
CASING CUTTING CHARACTERISTICS.
Hardness convers ion . . - - - - . . - - - - . . . . . - . - - -
- - . . . - . . . . . . . . . . , . . . , . . . . . . . . . . . . .
.61
Non-magnet ie d r i l l co l la r . empi r i ca l da ta . . . .
. . . . . . . . . . . . . . " . . . . . .__-. . . . . . . . .
-80
WASHING OVERWHIPSTOCKS-.....
i v
5('..44
-
JOB FINDERDownhole problems or situations are listed under
general head'
ings, followed by the page number where information regarding
themmay be found.
MltLlNG Page1. Section of casing .........--..-....---..-282.
Cutting out ...................-"........3, 293. Liner
--....-.............174. Drill pipe -.-.-.-..-.-.......-.--....10,
l75. Wash pipe -.-........-.-......--..--..10, l76. Drill collars
....--.-...-.-..-...-....-.10, 177. Swaged casing
-.-....-.-.....-......--..-..17B. Liner hanger
-....---.-.-..-.....-......5, 17
DRIIIII{G PROBTEMS1. Junk in the hole ........-.....-.-..10,
152. Stuck drill pipe ........-....-..-........"..103. Stuck wash
pipe ....,......-......,...-.-.104. Stuck packers
..-........-..-.........10, 155. Bit cones ........-...106.
Stabilizing the string......"---..-5, 537. Keeping the bit
from wandering .-...............-.........538. Keyseating ...33,
539. Minimizing wear ..............-.-.,..-....53
COMP[ETION SITUATIONS1. Advantages of underreaming
for liner .......-.....-332. Swaged casing or liner
...............17
SIDETRACKING1. Removeable whipstock .....-.-26, 452. Setting a
plug.....-....-.............26, 443. Use of non-magnetic
drill collars ........"....................-.....80
PRODUCTI0N PR0BLEMS Page1. Stuck tubing
........--.......-.-.".."10, 172. Collapsed casing
--.-........-.-....10, 203. Stuck packers
.....-....-............10, I54. Enlarging restrictions
in adapters -.....-...22
FORMATIOI{ CONDITIONSl. Enlarging hole
.-....."......--..-.-.-....-.332. Amount of formation removed
with Servco Hole Opener,--...-....-39
NOI{.MAGNEfl C I}RILI COTTIRSl. Angle and direction
correction chart -.-...-.--.-.........---.-80
DRESS TOOTS WITH SERVCOLOY@1. Mi[ing tools-Servcoloy "S"
-....562. Stabilizers. collars. reamers-
Servcoloy *W" ........----........-........56
UNDERREAMIlIGI. Before running casing .-..---..---.-.-332. For
liners ............333. To eliminate keyseating -..-......-.33
-
D0tlNHotE MttUl{G
GENERAT INFORMATION
1. CUTTINGS - To obtain maximum mill perforrnance, most of
thecuttings must be removed from the hole as they are milled.
Toremove as many cuttings as practicable, the suggestions
listedbelow should be followed:A. Use minimum mud viscosity of 60
cps to l ift the cuttings out
of the hole. A higher viscosity is sometimes needed,
par-ticularly if the annular velocity is low.
B. Maintain the maximum circulation rate without damagingthe
formation. A minimum annular velocity of 120'/min.
isrecommended.
C. Inspect subs or other auxil iary tools to make sure they
are{ull bore, Restrictions can cause fluid volume problems.When
hydraulically-actuated tools are used this volume losscan be
serious.
D. When annular velocity of the mud is too low for
efficientcuttings removal run junk subs.
E. Use bailers or junk snatchers to remove cuttings that
accu-mulate in the hole. This is particularly recommended if
themill ing rate drops ofi and cuttings are not being removed.
F. Reverse the circulation periodically to remove cuttings
fromthe hole if feasible.
G. When mill ing washpipe, l iner or casing, it may be
necessary,particularly on long jobs when cuttings are not being
prop-erly removed, to periodically clean out to the bottom insideo{
the fish with a junk mill.
H. During pilot mil l ing or section mill ing, the cuttings
maysometimes look like fish scales. This type of cuttings is
oftenencountered in mill ing H-40 pipe. The penetration rate
cangenerally be improved by decreasing the weight and increas-ing
the rotary table speed. The ideal cuttings are about ){t"r,
-
thick and up to 3// in length. Hair-like cuttings coupled witha
low penetration rate usually mean that the weight shouldbe
increased. In milling P-1I0 pipe, cuttings will be finerthan in
other grades of pipe.
2. WEIGHTS AND SPEEDSBest milling results are usually obtained
with rotary tablespeeds of over 100 r.p.m. Taper mills and wash
shoes arethe general exception to this rule. They usually operate
bestat table speeds of about 75 r.p.m. or less, depending ontorque
encountered.The optimum speed and weight to run a pilot mill must
bedetermined for each job. Also, conditions will change on thesame
well, and difierent speeds and weights may be requiredat difierent
times. Try between I00 and 150 r.p.m. and2,000 and 6,000
pounds.Often a pilot mill is used to mill a liner or casing that
hasbeen gun perforated, damaged with a spear, or collapsed, Themill
should be run at approximately 70 r.p.m. and weightsaround 2,000
pounds or less.Never start a mill on the fish. Engage the rotary
clutch withthe mill approximately 1' above the fish. With a rotary
speedof about 100 r.p.m. (less for a taper mill) lower onto the
fishto be milled. Increase the speed and vary the weight to
im-prove the penelration.In section milling, particularly where the
pipe is apt to becorroded, mill with as light a weight as possible
to get properpenetration. Otherwise, the casing may become split
andconsiderable difficulty will be encountered in the operation.For
best penetration rates, maintain a constant milling weight.Do not
allow the tool to drill ofi. Do not feed weight byallowing the drum
to turn in large increments. The drumshould constantly
oocreep".
The wear pattern on the mill will tell a great deal about
theperformance of the mill in the hole. If the blades have a
A.
B.
c.
D.
E.
F.
G.
-
DOWNHOTE MII.TING"hook" wear pattern, milling is progressing
satisfactorily.If the blades are tapered it usually means excessive
weightwas used, which flared the top of the fish,
3. cunrNc ouT wrrH A stcTtoN MtrrA. When using a section mill,
it is important that the mill com-
pletely cuts through the casing so the blades may be
firmlyseated on the casing. The unique K-Mill has a built-in
"tattle
tale" that indicates positively when the cut-through has
beenmade. With this unique tool, there is a definite drop in
pumppressure (several hundred pounds) and a considerablespeed-up in
the pump strokes when the cut-through is com'pleted. When using
tools without this "tattle tale" feature,operators should prolong
the cut-out operation to be sure acomplete cut-through is obtained.
If the cut-through has notbeen properly made, the casing will be
skinned as millingprogresses and a thin shell of casing will be
left in the hole.
B. Difficulty in cutting out may arise from several causes:1.
The most common cause is insufficient pressure at the
tool. About 300 psi at the mill orifce is the minimumnecessary
to keep the blades open in order to part thecasing.
2. Excessive pump surge in the drill string, with
subsequent'yo-yoing' of the pipe, may cause the bades of the millto
try to part the casing over a considerable interval.
3. Lost circulation material, pieces of dri l l pipe rubbers,
orother substances may block the orifice of the tool causingthe
mill to function improperly, delaying cut out.
4. LOOSE JUNKA. Sometimes, in mill ing swaged casing with a
pilot mil l, or in
mill ing casing with a section mill, a ring of steel at a
joint,weld, or at a casing collar, wil l come free and begin to
turnwith the mill. This causes the mill ing rate to drop off.
Usually.
-
B.
c.
gentle spudding with the pilot or section mill will overcomethis
condition, because the spudding action tends to breakup the ring
and position it so the blades can begin cuttingon it.Rubber in the
hole may cause trouble in milling. Sometimesthe operation can be
improved by cutting down on the pumppressure or completely shutting
ofi the pump for short inter-vals and spudding the mill frequently.
In some cases, it isnecessary to pull the mill and go in with a bit
and cleanout to the fish in order to remove the rubber.If a pilot
mill milling wash pipe, casing or liner suddenlystops cutting and
the "torque" is not appreciably increased,there is a good chance
that the fish is turning. (Double checkto be certain the mill is
not in a joint or collar. See Para'graph A under "Loose Junk".) The
mill should be pulledand a run made with a spear,
JARRING AND SPUDDINGA. It is not advisable to run jars while
milling. The weight can-
not be accurately controlled and spudding cannot be
properlyaccomplished. Also, in some cases, the jars restrict the
fluidflow so that cuttings are not properly remQved.
B. Never let a junk mill stay on a fish for too Iong a period
oftime because a deep wear pattern will'develop on the faceof the
mill. Pick up the mill from time to time and loweronto the fish
while rotating. This forces a new wear patternto develop and evens
the wear on the mill. Do not allow asliver of junk to get alongside
a mill, particularly a junkmill, without {orcing or mashing it down
by spudding themill. This condition is generally indicated by an
increasein torque.
C. Sometimes loose junk can be milled best by spudding themill
frequently to pound the junk into the bottom and holdit in place
while being milled.
-
DotIilHoLE illltllt{G6. STABTUZTNG
Sufficient drill collars and stabilizers should be used to
letthe mill run free and true. Normally, a stabilizer is run oneor
two collars above the mill. A mill that is allowed to wobbledoes a
poor job. Generally, the diameter of the stabilizershould not
exceed the blade O.D. of the mill.
7. Mrtt slzEA. In using a pilot mill, the blade O.D. should be
about 7/+"
larger than the tool joint or coupling of the fish to be
milled.The pilot O.D. should be the same as the dri{t diameter
ofthe fish to be milled.
B. In mill ing cast iron bridge plugs, the junk mill head
shouldbe about /s" under the size o{ the bridge plug.
B. LINER HANGERS
Most l iner hangers mill easily. However, some old-style
typeshave many slips and rotating parts. With these,
considerablespudding of the mill is required to position the parts
so theycan be milled.
9. MILLING RATES
Mill ing rates are determined by many factors: The typeand
stability of the fish, the weight and speed at rvhich themill is
run, the hardness of the cement behind the pipe. etc.I{ the pipe is
"rotten" or corroded, the mill should be runat l ight weight and
{airly high speed to prevent tearing,ripping or splitt ing of the
pipe. For mill ing rates whichshould be expected {or various mill
ing operations seepage 14.
10. EFFECT OF CEMENT
The amount and type of cement behind the pipe has a lotto do
with the performance of the mill. Pipe that is rvell
-
l l .
cemented may be rnilled at high speeds and high
weights.Uncemented pipe should be milled at moderate speeds
andlight weights.
ROUGH PERTORMAI{CEA. If a mill, particularly a K'Mill or pilot
mill, runs rough or
bounces, it may be because the pipe is not well cementedand is
wobbling. Generally, this condition can be overcomeby reducing
table speed.
B. Any mill works best if it runs smoothly. To stop bouncingor
rough running, lower the table speed to about 50 r.p.m.and reduce
weight to about 3,000 lbs. Run for an hour ortwo, gradually
increasing weight. If mill runs smoothlyand penetration rate is
good, continue at this speed. Ifpenetration rate is low, increase
speed. I{ mill starts torun rough again, lower speed until mill
runs smoothly andstay at that speed.
EFFEGI OF THE FtO-IEt FEIIUREA. The Flo-Tel, incorporated only
on Servco tools, gives a
positive indication on the rig floor when the tool is open.B.
The Flo-Tel signals that the tool is open by indicating a
change in pressure. While the tool is opening, flow is throughan
annulus equivalent to a 3/a" orifice. When the tool iscompletely
open, flow is through an annulus equivalent toa 8/utt orifi.ce.
This results in a pressure drop of roughly200 lbs., accompanied by
a corresponding increase in pumpstrokes per minute.
C. The Flo-Tel feature is designed so that approximately 1"of
piston travel can occur without a change in flow rate.This feature
is exceptionally advantageous where pumpsurge is present because
the tool will not be continuallyopening and closing.
t2.
-
DotlltHorE MtLUltGD. If the drilling rig is equipped with a
torque converter the
pressure will drop when the tool opens, but it will returnto the
original level imediately. The pump strokes willincrease, however,
and remain increased.
13. EFFECT OF MUDIn general, mud viscosity should be kept at 60
cps or more.A streaky mud condition adversely afiects milling
results.A minimum annular velocity of 120 feetlmin. is
recom-mended.
14. CENTRATIZERS AND SCRATCHERSCentralizers and scratchers
behind casing sometimes causetrouble in milling. Less difficulty is
generally encounteredif the casing is well cemented. Best results
are obtained byusing a mill whose blades extend completely over
thecentralizers and scratchers.
Cuttings from a Servcoloy-Dressed Mill
-
oo
UE
=
Eo
o
o
E Eo
o oE E
oo
ctG'
ooo09oootl
oh
oo
6o
r E6 - - sE = o3 ! i 9
oE
o
oE
e
J
N
o
n
oo
FooE
> o
E oU O - :A - - =
6 0 Q
F O
_- '=t
E = o= - P
e =. ' - !
i s Ho ---
"U =c !
o - ' o
- c 6o G H
n
o(I)
ooooooooo
nN
o(4,
E =O E
.EE Eo o
E 8Q 6
oo
-
o
Uo-
=-
,=
o
oN
6
6
o
o
Eooe
b0.E
o
E
o
. ;3-
G
o
ooo(.o
6N
oq
oE
o
o
tse'=c
ean
@
o
EJ
IEEo
E
-E " tE O= i g
. = o == # =
na
E.Eo-
iE3
-
oIq
-
DOTYNHOTE MITTIIIG
o
oo
?o
o
'tro
o oo >6 o
aoF.E GE 8
E =
= - ?c = E* E S,Xtt ;
6
E eEH:E= . 2c(J
F=
'l! =e -
oa=
oE
c,
E
=
ea
.Eo
GEoG
.2
dg U ,X l*lE F: . CE Go ( 9
=
. 2 =bo
'63 -
e= o* =
o
@=
oq
P EE >6 r -&.s=F F
E *
5s
q,CJ
, 2Et!CJ
e
CJ" ( 9
z,
(J- c 9
=
c^
CJ
-
JUNK MILLING
%ffi
Seruco lunk Mills are uniuersal milling tools used to
BitsBit conesPackersTestersReamersSl ipsBailers
Dri l l pipeDril l collarsJarsSubsHangersWash pipe
(short lengths)
mill:
Sett ing toolsWhipstocksCasing (col lapsed )Str ing
shotsCementCalipersAll kinds of junk
r 0
-
JUNK MII.LING
The junk mill is the work horse o{ downhole mill ing
operations.Only one type of mill is needed to mill almost
everything that {allsinto or becomes stuck in the hole. Where dril
l pipe is.cemented insideand out, a junk mill is the only tool that
wil l do the work. However,where the I.D. of the dril l pipe or dri
l l collars is open, a pilot mil lmay sometimes be used to better
advantage, at least to begin with.Also wash pipe is generally
milled better with a pilot mil l. Casingthat has been milled with a
pilot mil l, section mill, or K-Mill, to apoint where it begins to
rotate, is ofen pounded down and milledwith a junk mill on the end
o{ a length of slightly bent dri l l pipe.Packers, testers and
bridge plugs are milled in a few hours with ajunk mi l l .
OPERATION, GENERAL INTORMATION
TOOSE JUNI(l. 0pen Hole
A. Use a junk mill with a diameter about lB" ro 7/+" less
thanthe hole diamerer.
B. When possible, use at least 10,000 lbs. of dri l l collars.C.
Use a junk sub directly above the mill. However, the neck
of the junk sub must be str"ong enough to withstand spud-ding.
Ordinarily, junk subs for 4s7^" O.D. and smaller dri l lcollars are
not strong enough for this operation.
D. Spudding should be done as follows:Determine the zero or
neutral point of weight. Mark the
kelly at the top of the kelly bushings. Pick up the kelly 4 to6
leet (shallow hole 6'; deep hole 4/). Drop the kelly(repeat drop)
and catch (not slow down, but catch) withthe brake about 18 to 20
inches above the zero mark. (Forexample, pick up l0' and drop \t/r
' .1 This action causes thedril l string to stretch and spud the
junk on bottom with atremendous force. However, since the string is
caught bythe brake, the dril l pipe is not in compression at the
moment
il
-
2.
of impact and, as a result, there is no harm done to thestring.
The string should be spudded 3 or 4 times withone-quarter turn
between drops.
lnside of CasingSame procedure as {or open hole, except:A. Run a
stabil izer directly above the mill with the same
O.D. as the mill head. Wear pads having the same O.D.as mill
O.D. are provided on junk mills so that therewill be no damage to
the casing.
B. The spudding should be less severe.C. The O.D. of the mill
head should be about the same as
the drift diameter oI the casing.
STATIONARY JUNKOpen HoleA. Use a junk mill with a diameter about
1/a" to Y+" less than
the hole diameter.B. Mill with 4000 lbs. to 10,000 lbs. of
weight, depending upon
the strength of the fish being milled.C. Pick mill up lC), or
15' from time to time (a{ter each 3 to 5
feet of junk milled) and ream the hole down to the fish.D. After
reaming the hole down, always set down on the fish
while turning and then bring the weight up to mill ing
weightimmediately. Do not apply weight and then start rotating.
E. Never set on the fish with a light weight and spin. If
youwish to stop for any reason, always pick up the mill. Spin-ning
in one spot on the fish can cause the steel in the fishto work
harden to such an extent that it will be difficult torestart
milling.
Inside of GasingOperate the junk mill in the same manner as for
open hole, except:A. Run a stabilizer directly above the mill with
the same O.D.
as the mill head.
l .
t 2
-
B. The mil l head O.D. shouldof the casing.Wear pads on mil l
shouldmil l head.
JUNK MITIING
be the same as the drift diameter
be same O.D. as the O.D. of theC.
OPERATION, SPECIFIC INFORMATION
Feel for the bottom. Spud the junk then mill with about5000 lbs.
of weight at 80 to 100 r.p.m. with the pump thesame as for normal
dri l l ing.When you believe that the junk may be turning, spud
twoor three times.After about l' of progress, pick the mill up 15'
or 20' off ofbottom and reduce or shut ofi the pump (depending on
holeconditions) for about two minutes. This allows loose junk
tofall back to bottom.Feel for the bottom again, spudding a couple
of times, anddril l with 4000 lbs. to 12,000 lbs. of weight at
100-125 r.p.m.with normal pump pressure.From here on, it is a
matter of "feel".
Items 3 and 4 above should be repeated every few feet.In hard
formation, it may take 5' or 6' oI hole to mill upthe junk. In sof
ter format ion, i t may take I0 'or 15 'of holeto mill up the fish.
The junk wil l penetrate the softer forma-tion more than the harder
formation and, consequently,more hole wil l be required to mill i
t.In mill ing loose junk in open hole, reduce pump pressureto the
very minimum.
t .
2.
3 .
4.
J .
6.
1
t 5
See "Typicd, Iobs", Page 14
-
t ' co o
_ Et ' . o
E * -G . = o
A - O N
or
N@qN
o *= 6
(DN
o(.o
o oo d
oN
(o
@
=
f = ;F 3 -v c
, ; E . -" 9 -r t X
o i =
N
ohr
G
nts
o oo oN ( O
o
ts
6
@
@
o oo ott (O
ots
=
s6 O
F s- @
N E
F
(o6-
s
o o < t
o
o oo oao+
SE
o
o
N
o
oj
o a J: o = c5 g ' 6 E
r@
oao
oo@
FN
con
q
@
6
o
N
N
o
@
o=
o o
N ( O
O N
ts
o;s.s6 q
o =
@ r
@
6
o c )a oN r )
o6
so
oo
J O
E =@
- =
i @
N
No
6 C )t s n
con
N
co
@
a
o
o
oUo
o
J
(?,
6
N
ots
F
o oo oo oN @
o oO N
r
b
IE=
o
F
; : #z , -=
* s:t -
! l E cE i ,= lse
E-
3.ea
v 0
=
=4E
*- 6
o g - ;= o E
F:3 f
; .8 d3 7 ' ' -
='sE
Hi=
--l=
e,lrl4
Iq,6o
siG
-
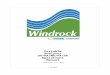
SPECIAL MILLS
"JUNKMASTER"-Demountable, Skirted Junk MillServco's
"Junkmaster", a three-piece, de'
mountable skirted junk mill, is the ideal toolfor mill ing
inside casing or mill itg up torn orplugged tubular junk. The skirt
l ines up dis-torted or split pipe and slips over the fish
toprotect the casitg during mill ing.
The three-piece design construction of the"Junkmaster'?
- driver sub, Servco ttEcono-
mill" and skirt - permits a worn mill to bereplaced without
discarding the complete tool.The thrifty "Economill" can be
replaced forabout 46% of the cost of a new one-pieceskirted junk
mill.
Skirts on the "Junkmasters" are also avail'able . . . at 65%
saving. A selection of threedesigns-tooth-type, perforated-type and
fish-ing lip-typ permits the most efficient skirtto be used on the
fish at all times.
Both mill and skirts are dressed with "Serv-
coloy", Servco's amazingly efficient tungstencarbide dressing
material. (See Page 4.)
,ServcoJunkmaster
I. D. MAX.S K I R TS K I-t-
+ tct)x
-{I
=='+
24SERVCO FLUSH JOINT
ECONOMILL SERIES
-
ia
SPECTAL Mil.rs
JUNI( PITOT COMBINATIONSometimes used to concurrently mill pipe
and small amounts oI
junk that have lodged in the l iner or casing. However, if the
junk isof any consequence, it is better to first go in with a junk
mill andmill up the junk and then mill the pipe with a separate
pilot mill.JUNK MItt WITH A HIGH SIDE
Used to mill casing, liner, drill collars or cement when
sidetrackingis desired and the direction that the hole takes is not
important. Side-tracking of collapsed pipe can often be
accomplished in a matter ofhours by using this type of junk
mill.
WASHOUER SHOE - JUNK CATCHER COMBINATION
Often it is advantageous to wash over a fish-particularly
certaintypes of packers-and catch the fish in the fingers placed in
the wash.over shoe.
..JUNKMASTER" SPECIFICATIONS
BoreA
BoreB
TopConn.A.P.t.
Reg. Pin
Econo-mil l
Series
Econo-mil l
Conn.A.P.t.Reg.Pin
SKIRT DIMENSIONS
!.D.Max,
0.D.Min.
ServcoFlushloint
3/43/4
I r/4| 1/4 27 /827 /8 30003000 2 3/823 /8 4A 1 / ' 3 7 / 1 6s
3/4 44 r/23/43/4
1
I r/4t r/41 r/2
2 7 / 82 7/83 1/2
300030004000
2 3/8) a / 927 /8
4 3/4E , 1 / )
37/84 r/84 r/2
4 3/455 t/2
I
II r/4
I r/2I t/22 1 / 4
3 r/23 r/24 r/2
400040005000
2 7 / 827 /83 r/2
5 3/466 5/8
55 r/2
5 3/4b6 5/8
1r /422
2 r/42 r/42 r/4
4 r/24 r/241/2
or 6 5rz8
500050007000
J t / a3 r/24 1 / ?
7 5/88 5/8
5 3/46 1/27 3/8
77 5/885/8
z )
-
SIDETRACKINGSERUCO'S RECOMMENDED PRO-CEDURE FOR MII.TING A
SECTION,OPENING THE HOLE, SIDE.TRACI(ING AND
RE.BOTT()MINGAdvantages:r Utilizes existing surface Io-
cation and production {acili.ties.
o Saves drilling and casingcosts to kick-ofi point.
o Relocates bottom of hole toobtain new entry to reser-voir.
r Enlarges hole to allow max-imum size casing to be runto bottom
without difficulty.
o Enlarges hole to allow ampleroom for improved cement-ing or
for flo-pack gravelcompletions.
o Provides section which canbe used for future redrillsof same
well.
2. Enlarge hole inmilled interualto remove mudring, insuringgood
cementplug and goodwhipstock run.
26
1. Mill Section
-
SIDETRACKING
ii::ii::ii:]i:i]i::]ii: jii iii i:Hii:'i iii i:'iiiiii:iii:
i:iiiiii::ii:ilii:liiiiliii:iilii:t:lii:lii:li.EM,.E[{.,T,.i.: : :
: : : : . . : : I
ifil.......,..ll.tt-
3. Set and drillplug. Makewhipstock runand dril l newhole.
4. Enlarge new hole toinsure getting liner tobottom and to
providegood cement annulusfor water shut off.
-
SECTION MILLING
The Seruco K-Mill is a new type casing mill that is replacing
the sectionmill. The K-Mill cuts faster than the section mill and
will mill morecasing with a single set of blades. It is simple in
design and easy tooperate.
All late models of the K-Mill are equipped with Servco's
patentedFlo-Tel control feature which gives a definite signal when
the cut-through is made. Mill ing of the casing may be started as
soon as thecut-through is clean. The Flo-Tel control also assures
maximum pres-sure during the cut-through and maximum fluid flow
during themill ing operation.
28
-
:SECTION MITTING
Because of its high mill ing rate, the K-Mill is being used
incompletion work to mill sections of casing opposite producing
zones.This use eliminates the need {or swages and thus eliminates
theproblem of running testers through the small diameter
sleeve.
The K-Mill is also widely used for cutting pipe, notch-jet
work,and mill ing l iners. It is a very economical tool.
OPERATIONCutting Through the Casing1. After reaching depth at
u'hich mill ing is to begin, rotate without
pump pressure at about 60 r.p.m.2. Turn pump on and build
pressure to 1500-2000 psi. Note pressure
and pump speed. When the cut-through is accomplished, theFlo-Iel
will cause a pressure drop of approximately 200-250 psi,and the
pump speed wil l increase. The time required for cut-through wil l
vary from I0 to 45 minutes.
3. After the cut-through is made, allow the tool to rotate for
approx-imately l0 minutes to clean up the cut.
Mill ingWith rotary table speed of 100 to 125 r.p.h., gradually
apply
weight of 4000-8000 pounds. Try to maintain an even weight
whilemill ing, rather than allowing the weight to "dri l l ofi"
before addingmore weight.
Close Tool to Come Out of HoleAfter casing has been milled,
reduce weight on the tool to about
2000 pounds and turn ofi the pump. Allow two to five
minutesrotation before pull ing up into casing.
CAUTION: Be sure {luid head in the dril l string is allowed
toequalize with tool at the casing shoe before pull inginto casing;
otherwise, the force of the fluid columnmay tend to expand tool
during entry. Pull intocasing slowly. Tool wil l then be ready to
pull outof the hole.
-
MAINTENANCE Servco K-Mill TENS'N
1. The tool should be thoroughly cleaned after completion of
eachjob. Steam cleaning is the preferred method ; however,
wherethese facilit ies are not available, cleaning solvents can be
used.All packing should be inspected after cleaning and replaced i
fany wear is visible. Attention should be given to the piston
pack-i^g. I t is essential that this packing have the "V"-type l
ipsfacing forward.
2. When tool is reassembled, all parts should be thoroughly
lubri-cated. Ary l ight grease is adequate.
DISASSEMBTYl. New tools are completely
please be guided by the(u) Remove top sub.(b ) Remove Servco
Flo-Tel tension screws.(c ) The Servco Flo-Tel unit may now be
withdra.wn f rom the
body.(d ) Remove the arm stop-body stabilizers.(. ) Remove the
cutter arm hinge pins.(f) Remove cutter arms. Do not remove cutter
arm lugs.(g) Using wrenches furnished in tool kit, remove cam lock
nut
and cam.(h) The piston and spring may now be withdrawn from
body.( i ) Remove the piston head and withdraw the Flo-Tel
orifice
from the piston.( j ) Remove and inspect anti-wash tube. Replace
i f necessary.
assembled before shipping. After using,following:
30
-
SECTION MILLIilGPISTON HEAD
=f RETAINING SCREW
r ! / -P ISTON HEAD\ / FPISTON PACKING
r..fu .i #+*iii.iu.niirriii.irii
7-ARM STOP-80DY STABIL IZER
/ /-REr^tNtNGscRew
ASSEMBTYl . Sl ide anti-wash tube into place and replace the
Flo-Tel ori f ice,
complete with packing, into the piston.2. Replace the piston
packing and piston head. Make sure the
"V'o-type l ips of the piston packing face upwards..J. Place the
spring over the piston tube and slide the assembly into
the body.4. l ls ing wrenches furnished in the tool ki t , make
up the cam
firmly on the piston.5. Make up the cam lock nut f i rmly behind
the cam. Impact sharply
with impact wrench or hammer blows to prevent backing off.6.
Assemble Flo-Tel unit loosely.
( a ) Place spreader spring in eone cap.(b ) Place st inger in
seat .( c ) Place bai l on cone cap.( d ) Al ign holes in seat and
cone cap and start the threads of
the tension screws. Do not make up these screws t ightly atthis
point as this wil l expand the bai l and the unit wi l l notenter
the body.
( e ) Sl ide the Flo-Tel unit into the body unti l the bai l
snaps intoits mating groove in the body.
(f ) Tighten tension screws f irmly. This expands the bai l
intoits mating groove in the body and locks the unit into i
tsproper place.
7. Insta l l new eut ter arms using the new hinge pins and hinge
pinretaining screws provided.
B. Instal l arm stop-body stabi l izers.
3r
-
r(.lilru sPEctFtcAIt0l{s
Tool Serieslf umber
Gasing Size, ins.(All Wts.)Gollapsed
Gutter Dia.,tns.
ExpandedCutter Dia.,
ins.
36004Yz 33/a 5r/n
43/E 4 5Y2
4100 5 4% 6
4500\t/z 4% 63/t
6 43/n 6%
5500
6s/s Ss/a 83/ti
7 5% 85/,
7s/a 6Y2 9Yt
72408Ys 7Yz r0%
I 73/t llYB
82009Ya $r/q tzt4
103/t 9Ya l3Y4
10500ll3/t L0% LsYz
13% t2 lTYg
32
-
HOLE OPENING
Servco makes three type of expanding hole openers: A rock type,a
rock drilling type, and a drag drilling type. A complete
discussionof their individual merits and uses is given on the
following pages.
33
-
ServcoRock-Type
Hole Opener
SERUCO ROCK TYPE HOIE OPENER
Used for enlarging drilled hole to:o Provide clearance for
running casing.o Obtain adequate annular space for cementitg.o
Enlarge zones for gravel pack completions.o Remove keyseats or
enlarge ttheaving" areas.
ADUANTAGESo Opens hole up to three times faster than
conventional hole openerso Positive cutter arm opening by
direct
pump pressureo Positive indication of cutter arm openingo
Full-volume circulationo 3'x"::f"ii"o".:;J3il:l ':: TLT
combinationo Choice of cones for most efficient cuttingo Simple?
rugged constructiono Trouble-free operation
OPERATI0N - Rock-Type rvith FloTel*' Gontrol Feature1. 0pening
the Cutten (Gutting Out)
After reaching the depth at which thehole opening is desired,
rotate without pumppressure at approximately 60 r.p.m. Turn pumpon
and gradually build pressure to between 1500and 2000 psi. Note
pressure and speed. Whenthe arms are fully opened the Flo-Tel will
causea pressure drop of approximately 200 to 250 PSi,and pump speed
will increase. For the arms tofully expand may take from f5
mintttes to onehour, depending upon the formation.
* Patented,3 4
1 . 1
-
r f t
I
HOLE OPENING
Opening the HoleThis operation is performed with a table speed
of 60 to 80
r.p.m. and with weights from 3000 to 8000 pounds. In very
softformations the table speed may be increased.
Check Cut Out (0n tools without Flo'Tel Feature)After two or
three feet of hole have been opened, determine
that the cut-out has been made and the hole is not
being"skinned", Leave pump pressure on and disengage rotary
tableclutch. Raise tool slowly to the point of cut'out. The weight
indi'cator should show the point of cut-out as the expanded
cutters.encounter the shoulder at this point. Next, lower the tool
slowlythrough the enlarged section. I f the cut-out has been
complete,there should be no drag over that normally encountered in
lower-ing the dri l l str ing. Should there be any reason to bel
ieve thecutters were not completely open, raise tool slowly to
approxi'mately 6" below the init ial cut-out point and repeat the
cut-outprocedure.
4. General InstructionsA. Maintain constant dri l l ing weight.
Allow drum to creep. Do
not drop off.B. Do not allow tool to penetrate at a rate greater
than 100
revolutions per foot. Penetration rates greater than this
mayresult in the hole not being opened to the desired drift
gauge.
C. Do not spud the tool or put over 10,000 pounds of weighton
it. Excessive weight does not increase penetration and mayresult in
damage to the tool.
D. Do not run the first set of cutters over eight hours.
Thelength of time that succeeding sets may be run will dependupon
the condition of the first set of cutters. Cutters cangenerally be
used longer in soft formation than hard {orma'tion. Abrasive
formations reduce cutter life materially.
3.
3 5
-
MNINTENANCE SCrvCO ROCK
l. The tool should be thoroughly cleaned after completion of
eachjob. Steam cleaning is the preferred method; however,
wherethese facilit ies are not available, cleaning solvents can be
used.All packing should be inspected after cleaning and replaced
ifany wear is visible. Attention should be given to the piston
pack-ing. It is essential that this packing have the "V"-type
lipsfacing forward.
'2. When tool is reassembled, all parts should be thoroughly
lubri-cated. Ary light grease is adequate.
DISASSEMBTYI. New tools are completely assembled before
shipping. After using,
please be guided by the following:(a ) Remove top sub.(b )
Remove Servco Flo-Tel tension screws.(c) The Servco Flo-Tel unit
may now be withdrawn from the
body.(d) Remove the arm stop-body stabilizers.(.) Remove the
cutter arm hinge pins.(f) Remove cutter arms. Do not remove cutter
arm lugs.(g ) Using wrenches furnished in tool kit, remove cam lock
nut
and cam.(h ) The piston and spring may now be withdrawn from
body.(i) Remove the piston head and withdraw the Flo-Tel
orifice
from the piston.(j ) Remove and inspect anti-wash tube. Replace
if necessary.
36
\ '
-
PACKING
ARM RETAINERSCREW
ARM RETAINER
A R M P I N
SPRING
ROCI( TYPE HOIE OPENER_SPECIFICATIONSThroughGasing,lnches
Hole 0penerBody Diameter,
InchesTop
Gonnections
Hole OpeningDimensions,
lnches
5 r/2 4 r/2 27,/8 API Reg. Pin 6 through 8I /2
7 5 3/4 3I,/2 API Reg. Pin 7 through 1l
8 5/8 7 r/4 4I,/2 APl. Reg. Pin I throughl3
e 5/8 8 r/4 4l,/2 API Reg. Pin 10 through 15
ro 3/4 e L/2 6 5/8 API Ree. Pin 11 through 18
13 3/8 11 6 5/8 API Res. Pin 16 through 2L
18 5/8 15 6 5/8 API Ree.P in L7 through 26
NQTE: 0n export orders, customer may order any open 0.D. desired
(within abovelimits).
31
-
ir
[.l ?
i
i
rtN
\:
I
, o o :E O-ed' o
o o
q ! D
o
. :o 5a =E o
. 9 E -o
o o
c ! ,
a?n6d?
iI
e i
o iE io lb i
o i
a - j
6 =
o =! 4= >5 E
)sN
e,
EEo
oc
o@
e
o
E
6
i4
Eo
q
q
.E
(Y)
Eo
z,
Eo
a
oz.
E
o
oz.
N
Eo
?o
I
o
o
o:z.
o
?@
o
o
o
z.
Eo
2o
o
o
o
o
oz,
Sl\
n
'og
o
oE
F
o6
Eo
o
oc
F
oto
t,
E.Eo
oEi=
-
cJa.)N(\Iu?slc'r
o(t@
(lto;N
qoo
'..!|\a!Fri
olct1O
rl
5 >
H()LE OPENINGqoNCDF{o
tsrt
qho
q@o
r')odN
!qNltt
s{@N
s)d=
Eo
;
aFllN
FctNu?
cr,C)rf)0qN
a?CD
q
a.o
qtt
\6Ic1
6{N(I'N
hdNN
a?@o
@rt@
aq(0(a
oto
slo
004;6
q(0
-
SERUCO MODEL "B''ROCK DRIIIING IYPE HOIE OPENER
Opens hole simultaneously with drillingin hard formation. Its
simple, foolproof cut-ter arm construction and unique "Turba-
W'ash" feature make it the most efficient,trouble-free
drilling-type hole opener everbuilt.
Only rock bit cones designed and builtby experienced rock bit
manufacturers areused. Slots milled in the body below thecones
direct return fluid onto the cone facesand into specially designed
cone pockets'The Model 'oB's" spinning of the conescreates a
turbulent washing action whichflushes cuttings {rom the cones and
frombehind the cutter arms.
The design gives full fluid flow throughthe bit. None o{ the
flow is bypassed; nohydraulic power is wasted.
Simple, direct cam action opens armsIn operation, simple, direct
cam action
opens the arms. Proper pump pressure act'ing on a piston-cam
arrangement {orces thecutter arms open, There are no
complicatedlinkage or arm support brackets to fail.Positive stops
assure true gauge diameter'
rServcoModel 'oB"
Rock DrillingTvpe
Jlole Opener
40
-
HOTE OPENING
Positive cutter arm closingWhen the pump is shut ofi spring
pressure causes the arms to re-
tract within the body. Also, "picking up" provides a positive
closingaction. No go-devils to drop; no danger of arms failing to
close. W'henthe operator desires the arms to remain open when the
pump is ofi, alock-open feature is provided.
Since becoming operational there has not been a single case
wherethe arms of Model "B" have failed to open, or close. Its
simple, beefed-up construction will take the roughest downhole use.
The cone sectionis actually stronger than the drill collar
connection.
MODEL "8" ROCK DRILLING TYPE HOIE OPENER--SPECIFICATI()NS
* 0ptional 6 5/8**Optional 7 5/8, 85/8
ToolDiameterGollapsed
Max.ExpandedDiameter
CONNECTION
Top Bottom
5 3/47 t/48 1/4s 1/2
l ll 52225
83/4l 113 r/215t72636
3l/2 API Res. Pin4l/2 API Reg. Pin41/2 API Reg. Pin':'6 5,/8 API
Res. Pin6 5/8 API Reg. Pin6 5/8 API Reg. Pin**6 5/8 API Reg.
Pini'{'6 5/8 API Reg. Plnr"'
3L/2 API Reg. Box4l/2 API Reg. Box4l/2 API Reg. Box6 5/8 API
Reg. Box6 5/8 API Reg. Box6 5/8 API Reg. Box**6 5/8 API Reg. Box**6
5/8 API Reg. Box**
4 1
-
SERUCO DRAG DRIIIING-TYPE HOIE OPENERProtecteil by U.S. Patent
No. 43,111; Canatlia.n'Patent Serial No. 821$94.
This tool was developed for use in softto medium {ormation to
open drilled holeto a large diameter simultaneously with
thedrilling operation. It has proved extremelysuccessful where
"super fast" drilling op'erations are employed. For example, in
theGulf Coast it is run with excellent resultsat tale speeds of 400
r.p.ffi., circulatingpressure of 3,500 p.s.i., and bit weightsup to
80,000 pounds.
Full fluid flow passes through the jetsof standard bits; none is
by'passed. Holesize can be increased approximately one-fourth
greater than the drilled hole. Serv'coloy dressing material extends
blade lifefar beyond that possible with ordinarydressing
material.
The tool can be run directly above thebit as shown at right or
in the collar stringto provide a pendulum efiect for maintain-ing
straight hole. It is desirable to run thetool about sixty feet up
in the string if thehole has a tendency to deviate rapidly fromthe
vertical.
rServcoDrag Drilling-Type
Hole Opener
42
-
HOTT OPENING
0pening and Glosing
Pump pressure actuates a sliding piston in the tool and as
thepiston moves upward it {orces the blades out. Once the
bladesmove out the close tolerance inside the tool and a spring
loadedlocking device hold the tool in the open position. After the
holeis drilled the tool can then be pulled back up the hole in
theopen position to check for tight spots.
To close the tool, shut ofi the pump, break ofi the kelly
fromthe string and drop a Go Devil, provided with a fishing neck,
inthe drill pipe. This will go down the string and seat on top of
thewash barrel o{ the piston and seal ofi the drilling fluid. Make
upthe Kelly and start the pump. The pressure will build up
immedi-ately. Normally I,000 to 1,500 p.s.i. is enough to close the
tool.After the piston has been pumped down, the blades close and
thetool may be pulled out of the hole.
DRAG DRII.IING TYPE HOIE OPENER - SPECIFICATIONS
DdlledHole Size
Hole 0penerBody 0.D.
Connections
Top Bottom
83/4"s7 /8"
12 1 /4"
7 r/2"8r./2"
10"
I l "12 r/4"15"
4 1/2" Reg. Box6 l/8" Reg. Box6 5,/8" Reg. Box
4l/2" Ree. Bax6 5/8' Reg. Box6 5/8' Reg. Box
0ther sizes available on request.
43
-
SIDETRACKINGSEIECTING IHE WHIP$OCK TYPE ANER SECTIOII HIS BEEI{
MIttED
Either a stub (permanent) whipstock or a removable whipstockmay
be set after a section has been mil led to sidetrack the hole.
Astub whipstock is lowered on dri l l pipe and set, or hung, by
meansof sl ips in the stub of casing, below the place where the
section wasmil led. A temporary whipstock is lowered on dri l l
pipe and placedon top of a cement plug that has been previously
set. There is noclear choice between these two t1-pes of
whipstocks; however, thereare certain general condit ions which
favor one type over the other.A stub whipstock is general ly better
in a hole that has large cavit ies.or when the formation is very
hard. A removable whipstock is pre-ferred where the {ormation is
soft or medium-hard. In P-l l0 pipe,the sl ips of the stub-type
whipstock do not "bite" into the pipe aswell as in softer casing;
consequently, a removable whipstock is oftenpreferred here. The
stub whipstock has some advantage in that thechoice of hookups avai
lable is greater than with the removable whip-stock. Where r ig
costs are very high and the wait ing t ime for thecement plug to
set properly is several days, the stub whipstock ispreferred,
provided other factors are equal. Where the removablewhipstock is
used, the most important single factor in gett ing a goodrun is the
condit ion of the eement plug.
TAYING THE PLUG IOR A REMOUABTE WHIPSTOCKPrior to setting the
plug, an expanding hole opener should be
used to open the hole and remove the mud ring. If possible, the
plugshould be set at a point in the hole where the gauge of the
hole isuniform. At least 200' of plug should be set since it wil l
be necessaryto dri l l from 30' to 75' oI the plug to locate a
place suitable for side.tracking, as well as leaving the kelly in
the correct position for settingthe deflecting tool. After the
cement plug has set, the top of the plugmust be dressed ofi to some
point where the correct length of kellyrises above the rotary
table. S&en run in the hole, the whipstock
44
-
SIDEIRACIflIIG
must touch bottom with approximately 25' b 30' of kelly above
thetable. The hole should be circulated clean after the plug has
beendressed. In most cases, a satisfactory plug will be obtained on
the firsttry. Less difficulty is generally encountered above
10,000, than below10,000'. Usually a plug for sidetracking should
contain 2/e calciumchloride and 20/o sand mixed in with the cement,
Sometimes a satis-factory plug cannot be otained because of:
1. Porous formation.2. Lost circulation.3. High temperatures
prevent plug from setting.4. Caverns in the hole.5. Efiects of the
type of mud used.
SEIIII{G I}lE REiloVlBtE WHIPSToCI(Once a satisfactory plug has
been obtained and dressed to the
proper point - generally IO' b 12' into the opened interval -
theremovable whipstock is lowered into the hole on drill pipe.
Afterbeing properly placed and the face oriented in the desired
direction,the pin is sheared and set by the weight of the string
.After the pinis sheared, the pumps are started slowly. When
returns are observed,rotation is begun at about l0 or 15 r.p.m.
While rotating slowly, slackoff the drill pipe about 1,, increase
the rotary speed to around 50r.p.m. and drill down the face of the
whipstock. Slowly increase thepump pressure and use just enough
weight so that the bit penetratesthe formation down the face of the
whipstock. Where the formation isvery hard, a Servcolol@-dressed
drag bit will generally go ofi the faceof the whipstock better than
a rock bit. Continue the operation untilthe bit is about I' above
the toe of the whipstock. At this point, in-crease the weight to
about 5000 lbs. while mainaining the rotation at50 r.p,m. Continue
this operation until the bit is approximately 3, be-
45
-
low the toe of the whipstock. At this point, increase the weight
to about10,000 lbs. and continue drilling until 12' of hole has
been madebelow the toe of the whipstock. It is very important to
begin thisoperation with very light weight because the bit must
drill ofi thewhipstock. It cannot be forced into the formation. The
use of justsufficient weight to drill the formation will also
reduce any tendencyfor the whipstock to move due to premature
walking-ofi of the bitover the side of the concavity.
After the 12' of hole has been made, the string is pulled and
thewhipstock removed. If, at any time while pulling the whipstock,
weightis indicated, stop and rotate until the weight is clear. When
the whip-stock has been removed, go back in the hole with a Monel
pup jointand a pilot hole opener bit. The whipstock rat hole should
then beopened to bottom. Re-ream the hole halfway to bottom,
circulate thehole clean and take a single-shot picture. Remove the
drill string withthe pilot bit and go in the hole with a new,
full-gauge bit made up ona full-gauge spiral stabilizer to which a
Monel pup joint is affixed.Do not use any drill collars. Make
approximately 30' of hole andcheck the angle and direction with a
single-shot. In drilling this hole,run at about 50 r.p.m. with a
weight of about 15,000 lbs. As soon asit has been determined that
the hole has been sidetracked, proceedwith normal drilling
operations.
.to
-
PIPE CUTTING
ServcoModel "\/'Pipe Cutter
Unretouched photo o{ an actualjob shows the efficiency of
the
new Servco P-Cutter.
The Servco Model "V" PipeCutter is used to cut mult iplestr ing
of casing.
In operation, pump pressureexpands the arms of the P-cut-ter,
causing their cutt ing edgesto engage the inner str ing ofcasing.
When the cul throughis completed a signal indicatesan arm change is
needed tomake the next cut.
The P-cu t te r i s equ ippedwith Servco's exclusive
Flo-Tel@feature which gives the operatora positive indication when
thecut through is made on eachstr ing. No guesswork, no delays,no
coming out of the hole pre-maturely" and no "skinning" ofthe
casing.
Because mul t ip le s l r ings arerarely hung
concentrically,torque condit ions are usually-qevere. The P-cutter
's three-armdesign and rugged constructionminimize rough torque
condi-tions and make for smootherrunning.
The Model "V" P-cutter isavai lable in two sizes: B1/+"hody O.D.
with cutter arms thatr r p a r r d u p l o 3 6 " i n d i a m e l e
r :and l l " body O.D. w i th cu t te rarms that expand up to 50'/
indiameter.
-
ECCENTRICITY DIAMETERS DERIUATION
Dlow= COUPL|UG DlA. OF A.
DrCo' = l.D. or caslNc B.
DSouP= CouPttrue DlA.oF B
D!D' . l .D. oF CASING C.
DFUP'= CoUPttf'te Dla. oF c
T-F\Ci" y' csc. c q
;7i\;
48
Decc. = ECCENTRIC DIA'
-
-P."*o -2 -
PIPE CUTTING
$- q,' ; Q,"- -!- (o*"_ of'")
-9{o-q," , Q,c- -L (olr-oii"")DBcoue.2 =
Q,=Qi*Q, " ; O" : *
( o l?o i :D ; :3D; " )
D n c c . = D c * 2 Q ,
l . D , L D . c o u p r o t r r . c o u D .Dr:cc. = Dn # D"
-l-Dc - D-t -Dt
C DIAS (Ecc.) C DIAS (Ecc.)133/s 26133/a 2616 2016 2016 2016
2416 2416 2616 2620 2420 2420 2620 26
gs/a 133/s9% 133/a9% 169% 1695/a 16
t03/t t6t03/q 16103/t 16133/e Z013% 20133/a 2013% 24t33/e 24
20 27.88124 34.83920 27st624 34.87426 38.87420 26.79t24 33.74926
37.74926 34.91530 42.91536 54.91530 43.87336 55.873
30 49.87336 55.87326 32.29030 40.29036 52.29030 4t.24836
53.24830 4t.24836 53.24830 37.24836 49.24830 37.24836 49.248
49
-
WASHING OVER
Servco Rotary Shoes are uniuersal cutting 0r milling tools, used
to wash overlThe rotary shoe is a rtni ' r 'ersal cutt ing or mil l
ing tool. used to
wash over :Dril l pipr:Dril l collarsIleamersStabi l
izersBits
Packer-*JarsBack-ofi toolsSubsKeyseat cutters
50
-
WASHING OUER
TYPE P
Dressed,Shoe
TYPE T
TYPESServco Rotary Shoes are generally made in two types: Type
"T"
and type "P".
Type "T", with standard cutting teeth, is used to greatest
ad-vaniage when the bulk o{ the work is removal of formation to
freethe dril l string. It is most o{ten used to wash over stuck
collars ordril l pipe, and tubing that has been sanded in
place.
The Type "P" washover shoe is a rugged tool, developed
andpatented by Servco {or the most diff icult and abusive jobs. The
per-forated design allows the wall of the shoe to be fi l led with
Servcoloy,resulting in a self-sharpening feature, not only on the
O.D. and I.D.of the shoe, but across its entire {ace. This
eliminates the commonproblem of wearing off the carbide
bottom-dressing and exposinga ring of steel where carbides are most
needed. The Servco Type "P"
rotary shoes are used for such demanding jobs as washing over
andcutting off the legs of reamers, bits and stabil izers. In many
cases,
Blank,Shoe
5 l
-
they are used to mill subs to a smaller diameter to aid fishing
oper-ations. l,rsing this shoe, operators have milled "fishing
necks" oncollars where annular clearance was insufficient to allow
an overshotto be set. Sometimes, a Type 'oP" washover shoe is used
on a stifi,well-stabil ized hookup to mill out a collapsed section
of pipe. Oncethe collapsed portion is milled out, a sleeve is set
and the wellcompleted.
SETECTING THE ROTARY SHOEIn specifying rotary shoe dimensions,
wall thickness and con'
nections should be considered.
1. lYall ThicknessDue to the temperature required for proper
application ofcutting materials, it is best to maintain 6 3/""
minimum wallthickness in the dressed or head area of the shoe. This
insuresadequate strength to prevent tearing and ofiers enough
wallthickness to hold sufficient carbides to accomplish washoverand
mill ing operations.
To allow circulation and to reduce torque, adequate clear-ance
is desirable on the I 'D. and O.D. of the shoe. It isrecommended
that the cutting head of the shoe be dressedto at least 1rl16" less
than wash pipe I.D. and at least116" larger than wash pipe O.D.
This permits the use ofinner and outer gauge cutters on the head of
the shoe whichwill trim the fish so it will pass into the wash pipe
withoutinterference. The outer gauge cutters provide a
circulationannulus for cuttings removal. Where conditions allow,
theseclearances should be enlarged, provided the 3/a" minimumwall
thickness of the shoe proper is maintained.
52
-
WASHING OVER
2. GonnectionsDue to various wash pipe thread dimensions, i t is
necessaryto specify wash pipe diameter, weight of pipe and
thread-typedesired.
When ordering Seruco rotary shoes, lurnish the following
data:
f . O.D. of body of shoe2. I.D. of body shoe3. Length (if other
than standard 18")4. Type of thread, weight, and O.D. of wash
pipe5. O.D. dressed6. I.D. dressed7. Typ" of shoe: Type P
Type T-Standard
OPERATION
Rotary table speeds and weights used are generally governed
bythe torque encountered. Best results are usually obtained with
rotaryspeeds varying from 50 to I00 r.p.m. and weights ranging
from2000 to 6000 pounds.
Excessive weight is not required to make Servco shoes cut.
Suchweight will more often result in flaring or splitting a shoe,
especiallywhere shoes with thin-wall hody stock are used.
Penetration rates using Servco shoes are often great enough
topose the problem of proper cuttings removal. Pump speed and
mudviscosity should be maintained to properly flush the
annulus.
53
-
STRING STABILIZING
Servco manulactures three types of stabilizers:.
Replaceable-W'ing, Model'oB"o Preformed Welded-Bladeo Sleeve
Stabilizer
The replaceable-wing, Model o'B" Stabilizer and the
Welded-BladeStabilizer are used to keep drill-collars away from the
hole wall tohelp prevent collar sticking and, in directional
drilling, to build orreduce angle. Damage to wall cake is reduced
by placing a stabilizerat every drill collar stand. A single
stabilizer placed directly abovethe bit will tend to increase the
angle of a hole, whereas a singlestabilizer, located one drill
collar stand above the bit, will tend todrop angle.
54
q3q+
-
)l l{lNtr JlnElLl{,llltr
Replaceable-wing Model "B" stabilizers-areused where frequent
changes of hole dia-meter are anticipated or frequent
stabilizerdiameter changes are necessary. The samebodies can be
used and the gauge diametermade larger or smaller by changing
thewings. This type is also preferred wherefield welding {acilities
are not available.The replaceable wings may be dressed witheither
the conventional hardfacing or withServcoloy "W'" for long wear
life and usein those areas where abrasive formation
isencountered.
Welded-blade stabilizen-used to great ad-vantage in wells where
hole diameter is notchanged frequently. Since this is a
ruggedone-piece tool, it can take rough, abrasivetreatment and give
outstanding perform-ance. Servco manufactures the
completestabilizer and also furnishes pre-gaugedspiral ribs whidh
may be applied by fieldwelders to customer subs. W'hen old ribsare
worn down, they are washed ofi thebody by torch and new ones welded
on.These ribs are normally dressed with Serv'coloy 'oW" and are
ground to insure de-sired gauge diameter. A simple weldingfixture
and complete instructions can besupplied to assist the field welder
to prop'erly install them. To order stabilizer ribs,specify the
O.D. of the sub or drill collarto which the blades are to be
welded, andspecify the finish gauge diameter desired.
Servco Model "8"Replaceable Ving
Stabilizer
Servco Welded BladeStabilizer
-
Sleeve-type stabilizers are runnear the bit/or in the stringto
keep hole to gauge in hardformations. Reaming simultane-ously with
the dril l ing opera:l ion, it eliminates extra trips tobring the
hole back to gauge,saving rig time and bit costs.Sleeves are
quickly changed bythe rig crew on the floor withonly a bit breaker.
I7orn sleevescan be moved up the string asdesired. Extra sleeves
can bekept on the rig floor to mini-mize down time. A thick
dress-ing of Servcoloy 'oW" on thewear surface gives ribs longlife,
and makes washing overeasy.
Servco Sleeve'TypeStabilizer
True 3600 wall contact-3 spiralwrap-around blades give
completewall coverage, centralize the bit anddrill string. Use of
the tool preventsbit from following formation dip ten-dency, aids
in reducing hole wander-ing, dog legs, wall sticking, etc.
Par-ticularly efficient in high angle holes.
-
l .
2.
HARDFACINGTNSTRUCTIONS F()R APPTYING SERVC()I.OY@,.S'' and 'W'
IN THE FIELD
3.
The material to which Servcoloy is to be applied should
bethoroughly cleaned, wire brushed or sanded, and slowly pre-heated
to approximately 8000 F. Ceneral ly i t is a better practiceto heat
the whole i tem rather than just the local section.Use an
oxy-acetylene torch of a fair ly large size (a #6 t ip is acommon
size) and bring the heat of the area to which Servcoloyis to be
applied to a dul l cherry red. Cover the area to bedressed with
adequate Sen,co f lux, then place a piece of Servcoloyin posit ion
and apply a minimum amount of heat to the Servcoloyand the base
steel to cause the matrix to become molten. Do notlet the cone of
the f lame touch the carbides or matrix.Complete t inning is
necessary to accomplish the best results.t ise a sufi icient amount
o{ Servco f i l ler rod (overlay rod) toto insure adequate t inning
of the Servcoloy part icles.The carbides should be moved or st
irred with the Servcoloyfiller rod to make sure that they are
pressed closely to the base
SERVCoL0Y SPECIHCAT|0NS
{
Product Sizes
Lbs. ofFi l ler
Rod Per100 lbs.ofServcoloy
Lbs. ofFlux Per100 Lbs.
ofServcoloy
Uses
Servocoly "S" r/8' & 3/16" 50 Washover shoes
Servocoly "S" t/4" & 5/16" 50 q Mil ls andwashover shoes
Servcoloy "W" L/8 & 3/16" 50 5 For redressing
abradedarea
Servcoloy "W" L / + & 5/16" 50 Stabil izers, dri l l col
larr ibs, bul l dozer blades.reamers, tool ioints
57
-
HARDFACINGmatrix and that they have been properly surrounded by
thematrix. D0 NOT 0VERHEAT THE CARBIDES 0R MATRIX'
5. Llpon completion of the dressing, the tool should be
wrappedin asbestos or placed in a l ime barrel for slow
cooling,
6. Sizing by grinding can norry be performed without working ona
heated piece of material. After the Servcoloy has been applied,do
not reheat the dressed area by performing any welding near it.
SERUCOTOY "S" REDRESSING KITSFor redressing junk mills, pilot
mills, rotary shoes, etc. in the
field. Kits contain ample amounts of Servcoloy "S", rod and
fluxto redress the tools specified. The table below gives ordering
informa'tion.
WASHOVER SHOESSize Washover Shoe
Kit Will Redress
I - 5" 0.D. Shoe
I - 6" 0.D. Shoe
I - 7" 0.D. Shoe
I -8" 0 .D. Shoe or2 - 5" 0.0. Shoes
r - 9" 0.D. Shoe
I - 10" 0.D. Shoe or2 - 6" 0.D. Shoes
I - l l " 0.D. Shoe or3 - 5" 0.0. Shoes
1-12" 0 .D. Shoe or2 - 7" 0.D. Shoes
Taper mil ls require samekit numbers as pi lot mil ls.
Krts will dress either toothtype or perforated type shoes.
l(itNo.
Size and Type Milll(it Will Redress
I - 6 " junk mi l l o r2 - 4 - l /2" lunk mil ls or1 - 5 " p i l
o t m i l ll - 7 - 5 / 8 j u n k m i l l o r2 - 5 - 5/8 junk mil ls
orI - 6" pi lot mil l1 - I - 5/8 junk mil l or2-6" junk mil ls orl
- 7 - l / 2 " p i l o t m i l ll - 9 - 5 l 8 j u n k m i l l o r2 -
7 - 5 / 8 " j u n k m i l l s o rl - 8 - l / 2 " p i l o t m i l lI
- 10 - 5/8" junk mil l or2 - 8 - 1 1 4 " j u n k m i l l s o r1-
10" p i lo t m i l l1 - 12 - l /4 " junk mi l l o r2 - 8 - 5 / 8 "
j u n k m i l l s o r3-7 -5 /8" junk mi l l s o rl-12" pi lot mil
l
-
SPECIFICATIONSAND
CONVERSION TABLES
59
-
CASING DATA
Nomina lWeish t l . D .
coupt lnq I 0r i f tL D .
Dr i l tl . D .
5.0005.0005.000
N o m i n a lW e i s h t l . D .
Coup l ing0 . D .0 . D
11.60 3.428 3.303 4.484
0 . D .
4.r /2" 9.50 4.090 3.96511.60 4.000 3.87513.50 3.920 3.795
4.3/4" 16.00 4.082 3.957 5.364
17.00 6.53820.00 6.45622.00 6.39823.00 6.36624.00 6.33626.00
6.27628.00 6.21429.00 6.18430.00 6.15432.00 6.09435.00 6.00438.00
5.92040.00 5.836
6.413 7 .6566.331 7 .6566.273 7.6566.241 7.6566.211 7.6566.151 7
.6566.089 7.6566.059 7.6566.029 7.6565.969 7.6565.879 7.6565.795
7.6565.711 7 .750
r 1 .5013.0015.0017.7018.0021.00
4.560 4.435 5.5634.494 4.369 5.5634.408 4.283 5.5634.300 4.175
5.5634.276 4.151 5.5634.154 4.029 5.563 7 . 5 / 8 "
5 - l/2" 13.00 5.044 4.91914.00 5.012 4.88715.00 4.974
4.8491s.50 4.950 4.82517.00 4.892 4.76720.00 4.778 4.65323.00 4.670
4.545
5 .3/4" 14.00 s.29017.00 5.19019.50 5.09022.50 4.990
7.125 7.000 8.5007.025 6.900 8.5006.969 6.844 8.5006.875 6.750
8.5006.765 6.640 8.5006.625 6.500 8.500
6.0506.0506.0506.0506.0506.0506.050
20.0024.0026.4029.7033.7039.00
5.165 6.4375.065 6.4374.965 6.4374.865 6.437
8 5/8" 24.00 8.09728.00 8.01732.00 7.92136.00 7.82538.00
7.77540.00 7.72543.00 7.65144.00 7.62549.00 7.51I
7.972 9.62s7.892 9.62s7.796 9.6257.700 9.6257.650 9 .6257.600
9.5257.526 9.6257.500 9 .6257.386 9.625
15.0016.0018.0020.0023.00
10.00010.00010.00010.00010.000
5.524 5.399 6.6255.500 5.375 6.6255.424 5.299 6.6255.352 5.227
6.6255.240 5 .115 6 .625
34.00 8.290 8.16538.00 8.196 8.07140.00 8.150 8.02545.00 8.032
7.90755.00 7 .812 7.687
6 - 5 / 8 " 7.3907.3907.3907.3907.3907.3907.3907.3907.390
17.00 6 .135 6 01020.00 6.049 5.92422.00 5.989 5.86424.00 5.921
5.79626.00 5.855 5.73026.80 5.837 5.71228.00 5.791 5.66629.00 5.761
5.63632.00 5.675 5.550
I - 5 / 8 " 2 9 . 3 0 9 0 6 332.30 9 .00136.00 8 .92140.00
8.83543.50 8 .75547.00 8.68153 50 8.535
8.9078.8458 7658.6798. s998.s258.3 79
10.62510.62 510.62510.62510.62510.62510.625
O U
-
Nomina l Dr i f t Coup l inqW e i s h t l . D . l . D . 0 . D
.
33.00 9.384 9.?28 103.00 20.610 20.4221t4.00 20.510 20.322
N omina lWeish t l . D .
CASING DATACoupl ing
0 .0 .
22.50022.500
Driftt . 0 .
10"
10 .3/4" 32.75 10.19240.00 10.05440.50 10.0504s.00 9.96045.50
9.95048.00 9.90251.00 9.85054.00 9.78455.50 9.760
10.0369.8989.8949.8049.7949.7469.6949.6289.604
11.86611.75011.866
24V2" 100.50113.00
25.50025.500
1 1 .
1 1 .
23.750 23.56223.650 23.462
1 1 .86611.7501 1.866I 1 .750
tt.3/4" 38.00 11.150 10.994 12.75042.00 11.084 10.928
12.75047.00 11.000 10.844 12.75054.00 10.880 10.724 12.75060.00
10.772 10.616 12.750
t2" 40.00 11.384 11.228 13.116
40.00 12.438 12.282 14.11645.00 12.350 12.204 14.11650.00 t2.282
12.126 14.11654.00 12.220 12.064 14.116
t3 -3/8 48.00 12.71554.50 12.61561.00 12.51568.00 12.41572.00
12.34783.00 12.17585.00 12.159
12.55912.45912.35912.25912.19112.01912.003
14.37l 414 .314.375r4.314.37514.375
16" 55.00 15.375 15.187 1765.00 15.250 15.062 1775.00 15.125
14.937 1784.00 15.010 14.822 17
18.5 /8
20"
78.00 17.855 17.66787.50 17.755 17 .56796.50 17.655 17.46790.00
19.190 19.00294.00 19.124 18.936
19.6219.62519.62521.56321.000
6 l
-
DRILI. PIPE DATA
DRILL PIPE DATA - Internal Upset DRltt PIPE DATA - External
Upset
2-3 /8 2 .3752.375
4.80 2.0006.65 1.815
P i p e 1 . 0 . 0 . 0 .S ize 0 .D. Weigh t P ipe Upset
P i p e l . D . 1 . 0 .S ize 0 .0 . Weigh t P ipe Upse l
s.0005.000
1.4371.125
2.375 6.65 1.815 2.656
2.875 10.40 2.151 3.2192 . 7 / 8 2.875 6.45 2.459
2.875 8.35 2.3232.875 10.40 2.151
1.8751.625l .187 3.500 13.303.500 15.50
2.764 3.8242.602 3.824
3 . r / 2 3.500 8.50 3.063 2.4373.500 11.20 2.900 2.1253.s00
13.30 2.764 1.8753.500 15.50 2.602 1.750
4.000 14.00 3.340 4.s004.000 15.70 3.240 4.500
4. t /2 4.500 16.60 3.8264.500 20.00 3.6404 4.000
4.00014.0015.70
3.340 2.3753.240 2.250
5-9/16 5.563 22.20 4.859s.563 25.2s 4.733
6.0636.0634 . r / 2 4.500 12.75 4.000 3.250
4.500 13.75 3.958 3.1564.500 16.60 3.826 2.8t24.s00 18.r0 3.754
2.6874.s00 20.00 3.640 2.812
5.000 19.50 4.276 3.781
5 - t/2 5.500 21.90 4.7785.500 24.70 4.670
5 - 9 / 1 6 19.00 4.975 4.12522.2A 4.859 3.8122s.25 4.733
3.500
6 - s / 8 6,065 5.1875.965 5.0005.761 4.625
7 .5/8 7.625 29.25 6.969 6.000
8.5/8 8.625 40.00 7.825 5.52s
6.625 25.20 5.965 7.t25
3.8123.500
5.5635.s635.563
6.625 22.206.625 25.206.625 31.90
62
-
TUBING DATA - Non Upset
TUBING DATA
TUBING DATA - External UpsetCouPl '
A . P . l . i n gS i z e 0 . 0 . W e i q h t l . D . 0 . D .
1.900 1.900 2.75 1.610 2.2001 -1l4 1.660 1.660 2.40 1.380
2.200
2-3/8 2.375 4.00 2.041 2.875 1.900 1.900 2.90 1.610 2.500
2.3/8 2.375 4.60 1.99s 2.875 2 .3/8 2.375 4.70 1.995 3.063
2-t /2 2-7/8 2.875 6.40 2.441 3.s002 . r/2 2 .7 /8 2.875 6.50
2.441 3.668
3- l/2 3.500 7.70 3.068 4.250 3.1/2 3.500 9.30 2.992 4.500
3- l/2 3.500 9.20 2.592 4.250 4 4.000 11.00 3.476 5.000
3- l/2 3.500 10.20 2.922 4.250 4 .t/2 4.500 12.75 3.958
5.563
4 4.000 9.50 3.548 4.750
4 .t/2 4.500 12.60 3.958 5.200
63
-
CONVERSION FACTORS
FOR LEI{GTHS, AREIS, WEIGHTS AND VOTUMEAcres mult ipl ied
by:
43560-square feet4840-square yards4046.873-square
meters0.00156-square miles0.00405-square ki lometers0.4047-hecta
res5645.4-square varas (Texas)40.47-a res
Atmospheres (at mean sea level)mu l t ip l ied by :
14.70-pounds per square inch76-centimeters of
mercury29.92-inches of mercury
Banels (U.S.) mult ipl ied by:9702-cubic inches5.6146-cubic
feet0.15898-cubic meters34.9726-lmperial gal lons42-U.S. gal
lons158.984-l i ters0.1588-metric tons (water 60" F.)
-tons of crude oi l (see crude oi lconversion factors table)
Centimeters, l inear mult ipl ied by:0.3937-inches0.0328-f
eet0.01094-ya rds
Centimeters, cubic mult ipl ied by:0.0610-cubic
inches0.0353-cubic feet0.0000013-cubic yards0.000001-cubic
meters0.001-decimeters
Centimeters, square mult ipl ied by:0.1549-square
inches0.000l-square meters100-square mil l imeters
64
Feet, l inear mult ipl ied by:12-inches0.3333-ya
rds30.48-centimeters0.3048-meters0.0003-ki lometers0.3600-varas
(Texas)
Feet, cubic mult ipl ied by:1728-cu bic inches0.03704-cubic
yards28.317-l i te rsu.uzdJz-cuotc melers7.4805-U.S. gal
lons6.288-lmperial gal lons0.17811-U.S. bar re ls
Feet, square mult ipl ied by:144-square inches0.1 l l l - square
yards0.0929-square meters929.03-square centimeters
Gallon, U.S. mult ipl ied by:128-ou nces4-quarts8-pints0 .8327-
lmper ia l ga l lons0.0238-U.S. barrels23l-cubic inches0.1337-cubic
feet3785.332-mil l i l i ters3.78553-l i ters3785.43-cubic centi
meters0.003785-cubic meters
Gallons, lmperial mult ipl ied by277.42-cubic
inches0.16054-cubic feet4.54596-l i ters0.0045461-cubic meters1
.2010-U.S. ga l lons0.028594-U.S. barrels
-
CONVERSION FACTORS
Inches, l inear mult ipl ied by: Liters mult ipl ied
by:0.0833-feet 33.8147-f luid ounces0.02777-yards
1.0567-quarts0.0254-meters 0.2642-U.S. gal lons2.54-centimeters
0.2200-lmperial gal lons25.4-mil l imeters 0.00629-U.S. barrels (oi
l)
2.202-pounds (water 60' F.)Inches, cubic murtipried by:
3lo333l-i[lJ',,]!in"
0.000578-cubic feet 1000.03-cubic centimeters0.000021-cubic
yards 0.0013-cubic yards16.3871-cubic centimeters 0.001-cubic
meters0.016387-cubic deci meters0.0163865-cubic l i
ters0.0000163-cubic meters Mercury, ( inches) mult ipl ied
by:0.0036-lmperial gal lons 0.3342-atmospheres (mean sea
level)0.00433-U.S. gal lons 0.4912-pounds per square
inch0.5541-ounces 345.3-ki lograms per square inch0.0173-ouarts
Meters, l ineal mult ipl ied by:lnches, square mult ipl ied by:
39.3701_incnes
0.0069-square feet 3.28084-feet0.00078-square yards
1.09361-yards6.4516-square centimeters 0.0006-miles0.0006-square
meters l0O-centimeters
0.01-ki lometers1000-m i l l imete rs
Kilograms mult ipl ied by:2.20462-pounds.0011023_short tons
Meters, cubic mult ipl ied by:
61,023.38-cubic inches35.31445-cubic feet
Kilograms-per-square-centimeters 1.307g6-cubic yardsmult ipl ied
by: 1,000,000-cubi i centimeters
14.233-pounds per square inch 199 9Z-l 'Jq"264.17-U.S. gal
lons
Kirometers murtipried by:
3lr13l-l;t'Ui5lJ'?lil3280.83-feet1093.6-ya rds0.6214_mite Meters,
square multiplied by:l0OG-meters 1550-square
inchesl0,O00-centimeters 10.764-square feet
l.1959-square yardsl(itometers, square muttiptied by:
31033?=::,{,e.rcentimeters
247.1-acres 0.0002471-acres0.3861-souare miles l-centare
65
-
CONVERSION FACTORS
Miles mult ipl ied by:5280-feet1760-ya
rds1609.3472-meters1.6093-ki lometers1900.8-varas
(Texas)0.8684-nautical miles
Miles, square mult ipl ied by:3,097,600-square
yards2,589,998-square meters258.9998-hecta res2.5900-square ki
lometers640-acres
Mil l imeters mult ipl ied by:0.03937-inches0.001-meters
0unces,(f luid) mult ipl ied by:0.0078-gal lons1.8047-cubic
inches0.0295-l i ters29.5729-mil l i l i ters28.35-gramsl6-pou
nds
Pounds mult ipl ied by:16-ou nces0.0005-short tons0.4536-ki
lograms
Pounds-per-square-inch mult ipl ied by:0.06804-atmosp
heres703.066-ki lograms per square meter2.036-inches of mercury
Tons,( long) mult ipl ied by:2240-pou n ds1.0i605-metric
tons1.120-short tons1016-ki lograrns
AA
Tons, (metric) mult ipl ied by:0.9842-long
tons2204.6223-pounds1.1023-short tons1000-ki logranis6.297-U.S.
barrels (water 60' F.)
Tons,(short) mult ipl ied by:2000-pou n ds0.8929-long
tons0.9072-metric tons907.2-ki lograms
Varas mult ipl ied by:2.7408-feel (in Mexico)2.7425-Ieet ( in
Chile, Peru, Spain)2.8408-ieet ( in Argentina3.6083-feet ( in
Portugal)2.77S-teeI ( in Texas)0.838-meters ( in
Mexico)0.8359-meters ( in Chile, Peru, Spain)0.866-meters ( in
Argentina)0.8467-meters ( in Texas)1.l-meters ( in Portugal)
Varas,(square) mult ipl ied by:0.0001774-acres
Yards,( l inear) mult ipl ied
by:36-inches3-feet0.9144-meters91.4402-centimeters0.1200-varas
Yards,(cubic) mult ipl ied by:46.656-cubic inches27-cu bic
feet764,559.4-cu bic centimeters764.6-l i ters0.76445-cubic
meters
Yards,(square) mult ipl ied by:1296-square inches9-square
feet8361.307-square centimeters0.836l-square meters
-
HARDNESS CONUERSION TABTE(Approximate Values)
ROCKWELL BRINELLN0.
loJ
? E E
235
"8"ROCKWELL BRINELL
N0.
682653627
578
429
uc
293285277
262
248
302928
2524
745
7t2
601
66of,
64626059
24110099
zzY989796
207201r97192187l 6 J
179174170167
2232t72t2
959493929 190Rq
888786
19l816l 5t413
534514495477
461444
415
401388375363JCL
341331
58
5554
50494746454342403938? 7
J b
3433
525 l
o /
321
32
-
ct=
u r
=r
r=
N C '
3 r t
5 F
N
u
-
u
N\ c= i
(Y)F-
=
9 " r= =
= s
o
=
N
=
=U
N(J
= = =
=
o
=
N-
=
=U
z,
=
ao
=
= =
NU)U
N
=
a =
F
U'
=
NaU
N
a A
E . '> t r
.ql c)6 3
=J
ROCI( BIT C()MPARISONS
o c ?a*a
N(t)q
o c :
u, anU U
F
oo
F
S c' \ C )E E
o
=
I1.,-l-
= l
o l1.,l*I
4
'traIo
aa
Eoc
c,
CJ
6o
a03
a!o
(9
68
-
69
PUMP VOTUME OUTPUT US. HilER SIZELiner size varies depending
upon the pump size, strokes-per-
minute and required circulation rate in g.p.m. The following
tablesgive the circulation rates possible when various sizes of
duplexpumps and liners are used, based on the pumps slow-speed efl
iciencyoI 95/o (under 40 strokes per minute) and 90/o efficiency
above40 strokes per minute. The circulation rate {or triplex pumps
wil lbe It/z t imes that of duplex pumps. When steam pumps are
used,the stroke length must be measured, because often it is not as
longas the nominal stroke leneth.
or
@
o
o
o
N
N
N
N
co
I
i. ;@
N
r
N
m
oN
N
N
o,
co
:I
-io
o l o+ l o o- l -Ns l n
I+ N
l
o l oo o00- ] - f
o l o@ 1 6- l -o t n- l -
Io l N- l -r oN N
@ l NN i N
Io l < tN N
o oO NN N
I@ l c o- t *o l o
- t *^ t ^= l x
r l ii l i
o l -N I N
o
o
b
o
N
N
N
N
o
n
N
o
I
I
O
ooo
oo
o
ooN
oN
N
N
Iii
@
N
N
b
N
o
N
N
N
NN
N
@
o
:I
o
N
rN
hN
N
N
N
6
@
n
N
N
@
i
o
o
N
N
N
ooN
N
@
o
Ii
NN
N
N
NN
N
o
r
@
N
N
I
:;
N
N
N
NN
N
N
N
r
:ri
N
N
N
r
@
N
o
r
1
:oo
N
N
o
o
oo
@
o
a
InN
Sts
)sN
ts
x@
Sao
S@
@
xn
S1A
S6
6
S
S
? o
E i=E
-
o
o
b!
=o
o
o
(J
L=
Le,U=oA>