Embed Size (px)
Citation preview

WM. WRIGLEY JR. COMPANY 2004-2005 ENVIRONMENTAL, SAFETY AND HEALTH REPORT
Dedicated to Continuous Improvement

Welcome to Wrigley’s first environmental, safety and health (ESH) performance report, which provides a
snapshot of our performance for the 2004 and 2005 calendar years. This report will help you understand how
ESH performance is managed at Wrigley, and how it supports our business goals.
The safety performance indicators in this report begin to establish baselines for performance measurement in
future-year reports. Our goal is to provide additional metrics over time as we continue to collect environmental,
safety and health data and standardize our methods for doing so companywide. The metrics-related information
relates to our wholly owned manufacturing facilities around the world, but this report does not cover facilities
added by acquisition in 2004 and 2005.
Inside This Report
• Senior Management Message 3
• Integration of ESH into Wrigley Business Strategy 4
• Highlights of Wrigley’s ESH Strategic Business Plan 4
• Global ESH Policy, Organizational Structure and Standards 5
• A Commitment to Associates and Community Safety 9
• Environmental Performance 10
About Wrigley
Headquartered in the historic Wrigley Building in downtown Chicago, Illinois, U.S., the Wm. Wrigley Jr. Company
employs nearly 15,000 associates, and manufactures products in 24 facilities in 14 countries around the world.
The Wm. Wrigley Jr. Company is a recognized leader in confections with a wide range of product offerings including
gum, mints, hard and chewy candies, and lollipops. The Company has global sales in excess of $4 billion and
distributes its world-famous brands in more than 180 countries. Three of these brands – Wrigley’s Spearmint®,
Juicy Fruit®, and Altoids® – have heritages stretching back more than a century. Other well-loved brands include
Doublemint®, Life Savers®, Big Red®, Boomer®, Pim Pom®, Winterfresh®, Extra®, Freedent®, Hubba Bubba®, Orbit®,
Excel®, Creme Savers®, Eclipse®, Airwaves®, Solano®, Sugus®, P.K.®, and Cool Air®`.
Please review our annual report for a full listing of facilities and brands, or visit our Web site at www.wrigley.com.
WRIGLEY’S ENVIRONMENTAL, SAFETY AND HEALTH (ESH) MISSION
Be a responsive organization that integrates environmental, safety and health
solutions into the business of making Wrigley products around the globe.
Through leadership, innovation, knowledge sharing and effective communication,
we will provide a safe workplace that encourages continuous improvement.

Duke Petrovich Senior Vice President and Chief Administrative Officer
3
SENIOR MANAGEMENT MESSAGE
The simple pleasure of chewing gum or savoring a confection is made possible through a complex set of operations, hardwork and the use of natural resources. Conducting our business in a socially responsible fashion means that every Wrigleyassociate must work toward a safe, healthy and secure workplace, and act with respect for the community andenvironment. To help fulfill our mission, Wrigley employs a global policy, team and strategy dedicated to the continuousimprovement of our ESH performance.
In recent years, we have become increasingly proactive and systematic in our management ofESH performance. We have learned that striving for ESH excellence not only benefits society,but it also enhances Wrigley’s ability to compete in the global marketplace by increasingproductivity, reducing absenteeism, costs and liabilities, and encouraging communities towelcome our facilities and products. It also helps our global facilities to better anticipate andrespond to regulatory changes around the world.
Foremost, it’s a way of doing business that’s integral to our company’s vision of “WrigleyBrands Woven Into the Fabric of Everyday Life Around the World.”
As you read this report, you'll find examples of our global commitment to care for theenvironment, our responsibility to protect the safety and well-being of our associates and a continuous focus on the advancement of our environmental, safety and health programs and performance.
Duke Petrovich Senior Vice President and Chief Administrative Officer
‘‘Doing business in a responsiblemanner brings value to people, theenvironment and our company.’’Duke Petrovich

4
INTEGRATION OF ESH INTO WRIGLEY BUSINESS STRATEGYDesigned to successfully implement the global ESH Policy, our global ESH Strategic Business Plan embraces the philosophyof continuous improvement based on three key principles:
Do It! We will continually increase our efforts to improve ESH performance and create a working environment that iscomfortable and free from recognized hazards, and that minimizes our impact on the environment.
Measure It! We will use systematic methods to measure our performance against our ESH Strategic Business Plan.
Communicate It! We will communicate on a regular basis regarding our ESH programs and performance, and engage inopen dialog with both internal and external stakeholders with the aim of soliciting feedback to improve performance.
The Wrigley ESH Strategic Business Plan supports and advances Wrigley’s overall business strategy.
ESH contributes to Wrigley’s ambitious growth goals in many ways. Through involvement in front-end planning andprocess innovation, we support the development and manufacture of new products. For example, pellet gums requiresignificantly more water to produce than traditional stick gums. ESH’s efforts to reduce water usage and recyclewastewater have helped us to cost-effectively satisfy customer demand for these products.
Sound ESH management helps Wrigley expand into new geographies by helping to ensure compliance with all local safetyand environmental laws, and by engaging communities in ESH initiatives. When considering whether to acquire real
estate, we factor in the results of the environmental due diligence. If theacquisition closes, the ESH Team assists the new facility in adapting Wrigley’sESH Standards.
ESH also helps Wrigley provide the highest quality products at the lowestpossible cost in many ways. The integration of ESH management systemswith quality management systems enables us to manufacture and deliver thebest product. Our efforts and dedication to associate safety and health resultin increased productivity, reduced absenteeism and lower liabilities. Ourprograms to reduce energy, natural resource use and waste improve ourcompany’s bottom line.
Finally, ESH assists in the corporate goal of developing our people bystressing training and encouraging membership in a variety of peer-learningorganizations.
HIGHLIGHTS OF WRIGLEY’S ESH STRATEGIC BUSINESS PLANWrigley’s ESH Strategic Business Plan is a dynamic document that accommodates evolving issues. Generally speaking, theplan charges our ESH Team to:
• Provide ESH information, communication and aid to key decision makers in other critical business areas.
• Improve the work environment to improve production efficiency, reduce workplace injury, lost time and absenteeismand create a more desirable place to work.
• Develop and maintain an ESH Metrics System to measure facility performance and to show the true costs of ESHimpacts for ease of budgeting.
• Build solid relationships with our key internal customers and local ESH associates.
• Develop the skills of our local ESH associates.
• Build shareholder value by helping Wrigley to manage our business in an ethical, socially responsible manner.
In addition to further integrating ESH into Wrigley’s overall business strategy, our corporate ESH organization also alignedwith the company’s Lean Manufacturing strategy in 2005. Lean Manufacturing is an operations-focused strategy toimprove quality, increase efficiencies and lower costs companywide. During the reporting period, the ESH organizationcontinued to formalize an ESH component for the system.

5
‘‘A strategic approach to ESH providesthe structure to effectively manage our commitments to society, ourassociates and our shareholders.’’Andy Holynskyj
Director of ESH
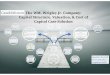
GLOBAL ESH POLICY, ORGANIZATIONAL STRUCTURE AND STANDARDSGuiding Continuous Improvement: The Global ESH Policy Based on Wrigley’s ESH Mission, our global ESH Policy aligns directly with the cornerstones of Wrigley’s Code of BusinessConduct: innovation, ethics, communication and respect for people. We implement this Policy through our global ESHorganization, standards and guidelines, and the ESH Strategic Business Plan. Companywide and facility-level programsthat address safety, resource and energy usage, waste reduction and other issues, are derived from these guidingprinciples and documents.
Wrigley’s Global ESH PolicyThis Policy applies to the Wm. Wrigley Jr. Company including its domestic and international associated companies andoperations. As responsible members of the Wrigley Team, we recognize the need to conduct all of our activities in amanner that seeks to protect the well-being of the environment, our associates and others, including contractors, visitorsand our communities, who may be affected by our processes or operations.
Specifically, we commit to:
1. Comply with all applicable environmental, safety and health laws and regulations.
2. Establish and maintain a safe and healthy workplace for all those who we employ.
3. Continuously improve our environmental, safety and health performance through the implementation of internalinitiatives, goals, programs, policies and procedures and the adoption of proven best practices.
4. Ensure through effective communication, that all of our associates understand the impact that their actions canhave on the environment, their own safety and the safety of others.
5. Integrate environmental, safety and health considerations into our business planning, decision-making process,manufacturing operations and our products and services.
6. Conserve resources and minimize waste by the promotion of reduction, reuse and recycling methods.
7. Encourage our suppliers, distributors and contractors to follow procedures that will benefit the safety and health ofthose who may be affected by their business activities.
8. Encourage the correct disposal of all forms of waste arising from the manufacture or use of our products.
9. Provide the resources, training and support to make this policy effective.
10. Review, update and communicate this policy on a regular basis.

Centralized Accountability With a Regional Emphasis: Wrigley’s Global ESH OrganizationReporting directly to the Senior Director Global Quality, Wrigley’s ESH Team is structured to ensure adherence to the global
ESH Policy while strongly supporting regional needs. The Director of ESH oversees strategic direction and focuses on the
improved integration of ESH considerations into mainstream business practices.
Regional ESH Managers, assisted by the global ESH Regional Support Manager, serve as decentralized, in-house expertsthat closely lead and support corporate, regional and factory/facility ESH strategies.
Regional responsibilities are divided into three broad geographic areas:
The Americas – which include North, Central and Latin America.
EMEAI – which includes Europe, the Middle East, Africa and India.
Asia/Pacific – which includes Asia, Australia and New Zealand.
Local ESH associates help to ensure that our global ESH Policy is carried out at the facility level.
Global ESH Organization and Reporting Structure
‘‘The localized emphasis isinvaluable to our operationsbecause it strongly supportsregional performance.’’Samuel Yang
Director of Manufacturing Guangzhou, China
6
Board of Directors
Senior Director Global Quality
Director of ESH
ESH Regional Support Manager
ESH Administrative Assistants
President and Chief Executive Officer
Chairman of the Board,Executive Chairman of the
Company
Senior Vice President and Chief Administrative Officer
EMEAI Regional ESH Manager
Americas Local ESH Associates
EMEAILocal ESH Associates
Asia/PacificLocal ESH Associates
Asia/Pacific Regional ESH Manager
Americas Regional ESH Manager

Global ESH Standards and Guidelines To support our ESH associates globally, we developed ESH Standards and Guidelines. These provide guidance, informationand resources, and are readily accessible through our intranet site.
ESH Standards Our ESH Standards contain 26 specific ESH requirements, supported by guidelines, representing minimum standards thatmust be met at every Wrigley production facility regardless of whether or not they are required by existing localregulations. The standards are written so that each factory can use innovative approaches to meet the requirements.
For example, we have an ESH management system standard that requires each manufacturing facility to develop andmaintain an ESH management system, which helps facilities objectively manage ESH aspects, impacts and risks. Each facilityhas a high degree of flexibility in developing and implementing a system that supports its unique operating circumstances.
Management System Certifications Our ESH management system requirements are closely basedon the International Organization for Standardization’s (ISO)14001 environmental management system standard and theOccupational Health and Safety Assessment Series (OHSAS)18001 standard. When it makes good business sense, ourfacilities are encouraged to become ISO 14001 certified. Anumber have achieved certification, while others are workingtoward that goal. By the end of 2005, factories in Asquith,Australia; Bangalore, India; and Poznan, Poland had achievedISO 14001 certification. Our factory in Poznan had alsoachieved OHSAS 18001 certification. Additionally, our Silaofactory in Mexico received the Mexican Labor Agency’s SafetyFactory certification.
To assist in standards implementation and provide facilities and our internal supply chain with a compliance measurementtool, Wrigley developed an internal audit system that includes comprehensive audit protocols and a compliance scoringsystem. Each factory completes the audit protocols annually, and internal auditors from the Corporate ESH organizationverify audit responses biannually.
ESH Guidelines Relevant ESH procedures and information are typically documented as formalized guidelines and made available onWrigley’s ESH intranet site. New guidelines are added periodically. Examples of guidelines include LockOut/TagOut,Confined Space Entry and Underground Storage Tank Management.
Managing and Measuring ESH PerformanceTo continuously improve ESH performance, we monitor and measure a variety of indicators. Our centralizeddatabase captures ESH metrics worldwide. This system is maintained on an external Internet site and is accessibleto associates worldwide.
Programs designed to improve ESH performance originate at both the corporate and facility levels. Facility-levelprograms are designed to support companywide performance initiatives, such as our Pollution Prevention/EnergyEfficiency (P2E2) program, as well as address regional or locale-specific issues.
7

8
ComplianceIn 2004, we received two notices of violation (NOVs) for environmental and safety violations, and a $10,487 penalty. TheWork Cover Authority of New South Wale issued the $10,487 penalty to the Asquith, New South Wales, Australia, factoryfor machinery safeguarding issues. In 2005, Wrigley received 10 notices of violation (NOVs) and a total of $10,452 inpenalties. Safety penalties over $1,000 included a $6,500 penalty issued to the Yorkville, Illinois, United States, factory bythe U.S. Occupational Safety and Health Administration (OSHA), and a $1,950 penalty issued to the Gainesville, Georgiafactory by OSHA. Environmental penalties over $1,000 included a $1,420 penalty issued to the Chicago, Illinois factory bythe Metropolitan Water Reclamation District of the Greater Chicago area.
Communication and TrainingEffective corporate- and facility-level communications and training programs play a central role in ESH performanceimprovement. Some of our factory programs have even attracted external recognition. For example, Wrigley Australia’sEnvironmental Awareness Training Program was identified by the Technical and Further Education Institute of New SouthWales – Australia’s largest training provider – as an example of training best practice. Associates received an average of2.7 hours of ESH training per associate per month in 2004 and 4.9 hours per associate per month in 2005.
Our ESH intranet provides easy access to a wealth of resources such as policies, standardsand material safety data sheets. It also enables the company to quickly report incidents andreceive ESH alerts and other news. Wrigley’s ESH Web-based internal newsletter, TheInformant, helps “gossip” factory success stories and features ESH news and best practicesfrom our factories worldwide.
Associates also keep their ESH knowledge current through annual regional ESHconferences. These conferences enable ESH professionals – as well as representatives fromother areas, such as engineering and factory management – to share best practices, train,and engage in strategic planning for the following year, as well as discuss region-specificissues. In 2004, in addition to regional conferences, we brought together all of our ESH professionals for a conferencein Barcelona, Spain, to share improvement strategy, priorities and experiences worldwide. The 2005 Asia/Pacific regionalconference, which included associates from India, was held in Tagatay, Philippines; and the Americas regional ESH Teammet in Guanajuato City, Mexico.
Stakeholder engagement also contributes to performance improvement. This report is the primary means for communicatingWrigley’s ESH progress to a wide range of internal and external stakeholders. Within our neighboring communities, facilitiesand associates strive to cultivate productive relations through volunteering and financial contributions.
The ESH Team has long partnered with external organizations to improve performance, stay abreast of trends, and assistour communities. We belong to the following U.S.-based national and regional organizations:
• American Society of Safety Engineers
• Great Lakes Center for Occupational and Environmental Safety and Health
• Illinois Safety Council
• National Association of Environmental Management
• National Safety Council
Outside of the United States, we belong to the following organizations:
• British Safety Council
• Chartered Business Institute
• Institution of Occupational Safety and Health, United Kingdom
• Royal Society for the Prevention of Accidents, United Kingdom

9
A COMMITMENT TO ASSOCIATES AND COMMUNITY SAFETYKeeping Wrigley associates safe on the job – and our neighbors confident in our company’s ability to operate responsibly –are the main priorities of our safety programs.
Safety MetricsThe methodology we use to calculate safety metrics conforms with the Global Reporting Initiative’s Technical Protocol forHealth and Safety.
Facility- and Region-Specific Safety InitiativesA Focus on Machinery Safety, Asia/Pacific Region and India Machinery safety regulations vary from country to country, and feature different levels of complexity. The goal of zeroassociate access to hazardous machinery points remains consistent companywide. As with many Wrigley standards,Wrigley’s Machinery Safety Standard meets and often exceeds national and local regulatory requirements. During thereporting period, our factories in the Asia/Pacific region and India prioritized machinery safety. Their progress is the singlelargest machinery safety upgrade in our company since the promulgation of the European Union’s Machinery Directive.In the Asia/Pacific region alone, Wrigley factories implemented more than 400 machinery safety upgrades over the courseof the reporting period.
The Safety First Culture, Plymouth, United KingdomIn 2003, Plymouth factory leadership decided to fundamentally change the way safety was managed and perceived. Thefactory shifted to a more proactive approach that ingrained health and safety (HS) as a first-priority value. Factorymanagement clearly communicated its change in commitment, and delivered on it by reinforcingexisting processes, communicating continuously, incorporating HS standards into line managementobjectives, making safety a factor in associates’ annual bonus – and doubling the safety budget to allowfor mandatory HS training and accreditation for all associates. The factory also broadened the availabilityof preventive health services, allowing associates to take more control over their well being. By 2004,incidents had decreased by 15 percent, and the factory had realized impressive savings from reducedlost time and enhanced productivity.
Increasing Awareness Through Involvement, Yorkville, Illinois, United StatesIn addition to its systematic approach to safety improvement, the Yorkville factory implemented a number of creativesafety incentive programs for engaging associates in performance improvement. These included safety drawing contestsfor associates’ children and a safety baseball game for associates. Through these efforts, Wrigley associates werecontinuously versed in safety issues, and their role in identifying and preventing hazards.
The “Safety Pays” Program, Gainesville, Georgia, United StatesIn 2004, Gainesville factory safety leadership shifted to a behavior-based safety program called “Safety Pays.” Theprogram was designed to heighten safety awareness daily through incentives and communication. From safety bingo,to safety messages and performance updates around the factory, to quarterly individual awards, the factory instituted a number of innovative ways to raise awareness. The program has produced impressive performance gains. In addition to keeping associates safer, Safety Pays has reduced Workers’ Compensation costs by $246,229 in 2005, compared withcosts in 2003.
Lean Safety Kaizen Event, Toronto, Ontario, CanadaKaizen is a structured method for continuously improving processes through project teams that focus on makingsignificant, low-cost changes within short time periods, usually five days. The Kaizen goal is to make improvementsthrough the application of knowledge and ingenuity, rather than costly solutions. In June 2005, a team from the Torontofactory’s Tab Wrapping Department participated in a pilot Lean Safety Kaizen event. Associates participated in a range ofactivities, including intense training in hazard recognition and control, and ergonomics, and a briefing on safety statistics.During the five-day event, the team focused on meeting performance goals established at the beginning. By the end,associates had met or exceeded these goals. Associates identified 44 safety and 15 ergonomic issues, and corrected 37and 8 respectively. They raised their good manufacturing practices (GMP) score from 76 percent to 97 percent, and their“5S” (Sort, Set in Order, Shine, Standardize and Sustain) score from 2.6 to 4.0. The pilot program’s success is beingconsidered as a model for possible events at other factories.
Lost Workday Case Rate (Severity)
0.0
10
20
30
40
50
2004 2005
45.7
38.3
Lost Workday Case Rate (Frequency)
0.0
0.5
1.0
1.5
2.0
2.5
2004 2005
2.32.5

10
Community Safety – Partnering With and Contributing to Local Fire Departments to Improve Emergency Response
Biesheim, FranceAt the Biesheim factory, a number of Wrigley associates – with functions as varied as operations,mechanics and supervisory – perform a dual role as fire fighters on the Biesheim Factory Fire Team.Some also volunteer as part of their local village’s fire brigade. The factory organizes a monthlytraining session for these personnel.
Since 1971, the Biesheim Factory Fire Team has conducted fire exercises with local city fire fighters.These efforts help our facility and the local departments prepare for real-life emergencies in ourfactories, as well as other manufacturing facilities. In 2004, the teams battled a mock fire andexplosion at a sugar silo, and rescued a “victim” trapped on the roof. In 2005, the team performed asimilar exercise, with emphasis on precautions for chemical hazards.
Northwestern Flavors, LLC, West Chicago, Illinois, United StatesIn 2004, ESH professionals from Northwestern Flavors (NFI), one of Wrigley’s associated companies,began training local fire departments on Permit-Required Confined Spaces (PRCS) emergencyresponse. The training efforts not only benefited the factory, but also qualified the fire fighters toassist other West Chicago industries and residents in confined space emergencies. In June 2005,training at the factory hosted 38 fire fighters from eight different local fire departments.
External Recognition for Outstanding Safety Performance In June 2005, Wrigley’s Gainesville factory in Georgia earned the National Safety Council Level 1 Green Cross for SafetyExcellence Award based on 2004 safety performance.
The Guangzhou Economic Technology Development District awarded the Guangzhou, Guangdong, China, factory the2004/2005 Safety and Fire Fighting Award for the quality of the factory’s safety and health training.
ENVIRONMENTAL PERFORMANCEAt corporate and facility levels, Wrigley is committed to compliance and the pursuit of continuous performanceimprovement. Through the implementation of innovative techniques, technologies and solutions, our companywidePollution Prevention/Energy Efficiency (P2E2) program focuses factory efforts on reducing waste and energy usage,conserving resources, identifying recycling and reuse opportunities, and generating bottom-line savings. First introduced to our global ESH community in 1999, Wrigley's P2E2 program brings together associates from many areas of the business to achieve these common performance goals. In addition to developing P2E2 programs, facilities tailorperformance improvement efforts to their specific operational risks and opportunities.
Energy and Natural ResourcesFactory teams identify opportunities to reduce utility costs by minimizing the consumption of energy and naturalresources, such as fuel and water. We have been collecting data on our energy and natural resource consumption forseveral years and continue to refine and standardize our collection processes companywide. We plan to include metrics onthese indicators in future reports.

11
Partnering with Sydney Water for “Every Drop Counts,” Asquith, AustraliaWrigley’s Asquith facility produces pellet gum and other pellet products, which require more water to manufacture thanstick gum. To meet demand for pellet products and reduce water usage, this facility began participating in Sydney WaterCorporation’s “Every Drop Counts” program in 2004. The state-owned company provided Wrigley with an extensive waterusage audit, which required the installation ofmeters and data-logging devices throughout thefactory. In return, Wrigley committed to reducingwater usage. Using insights gleaned from theaudit, the facility installed automated fillingstations for pellet coating pans, and implementedconservation practices in cooling toweroperations and amenities. As of 2005, this facilityhad reduced its water usage 29 percent since2004, while production increased 6.6 percent.Sydney Water used Wrigley Australia’s efforts as awater conservation case study to help promoteEvery Drop Counts.
Air, Land and Water EmissionsWrigley has been collecting data on air, land and water emissions for several years and we are currently refining and standardizing our data collection processes companywide. In subsequent reports we plan to include metrics on these indicators.
Recycling in the Community, Silao, MexicoIn partnership with the Municipality of Silao, Wrigley’s factory embarked on an initiative in 2005 that productively reusedthe factory’s wooden waste, created employment opportunities and promoted economic growth. The factory providedused shipping pallets and crates to a local business that employs elderly and disabled people. The pallets were then usedto make children’s toys.
The “Cow Chow” Program, Gainesville, Georgia, United StatesSeveral years ago, the Gainesville factory developed an innovative way to refunnel some of its nonhazardous solid waste.Waste, such as returned gum, which once would have required costly disposal, is ground up into an animal feed additiveand then sold to local farmers. In 2005, the annual savings were more than $220,000.
External Recognition for Environmental PerformanceThe Sydney Water Corporation awarded Wrigley’s Asquith factory the Australia Water Conservation Award in 2004.
The New South Wales Government’s Department of Energy, Utilities and Sustainability awarded Asquith with aRepresentative Space Award for Energy Conservation in 2004.

Contact UsAndrew J. Holynskyj
Director, Corporate Environmental, Safety and Health312.645.3944
All names, logos, and marks appearing in Wm. Wrigley Jr. Company’s Environmental, Safety and Health Performance Report are trademarks owned by Wrigley. The use or misuse of these
trademarks or any other content of this report is strictly prohibited, except as otherwise permitted.
Forward-Looking InformationThis publication may contain forward-looking information within the meaning of the U.S. federal
securities laws. In light of the risks and uncertainties involved, we invite you to read the riskfactors and forward-looking information sections of Wrigley’s Form 10-K at www.wrigley.com.
Mixed SourcesProduct group from well-managed
forests, controlled sources andrecycled wood or fiber.
Cert no. SW-COC-1613www.fsc.org
FPOPrinter to
insert