Embed Size (px)
Citation preview

PLANT SAFETY AND ENVIRONMENT
What you should know aboutliquid thermal expansionDecision flowchart aids in correct thermal relief valve requirements
S. NOROUZI, Sazeh Consultants, Engineering and Construction, Tehran, Iran;and S. RAHIMI MOFRAD, Petrofac Engineering and Construction, Sharjah, UAE
P ipe rupture due to thermal expansion of blocked liquidbetween process valves may cause limiting effects, but itcould produce unacceptable consequences, especially with
dangerous liquids. Most references provide proper guidelinesregarding thermal expansion relief valve requirements; however,there is no straight forward method to specify when a thermalrelief valve ( I'RV) is required. Furthermore, in the absence ofastep-̂ wise approach, sometimes the TRV is provided based on thefluid's volume or nature (hazardous or flammabitity) while check-ing thermal expansion's initial requirements has been mistakenlyneglected.
TRV requirement. Fig. 1 is a simple flowchart represent-ing questions regarding decisions for a TRV requirement fora specific pipe or equipment. Equipment refers to any processvolume including different types of heat exchangers, air cool-ers, vessels and pumps that satisfy the liquid thermal expansioninitial requirements. The decision flowchart consists of threeboxes. Box 1 checks the initial requirements needed for initiat-ing thermal expansion, while Box 2 investigates existing safetymeasures, design provisions and other alternatives that may beutilized instead of TRVs. The consequences of equipment/piperupture on human health, safety and environmental aspects,equipment integrity, and economical and operational cost fol-lowed by ruptures, are reviewed in Box 3. If any of these con-sequences are not tolerated, then a TRV should be provided todirect the excess blocked liquid to the confined volume such asanother vessel or flare network.
Each question in the decision flowchart is described below ingreater detail.
1. The system is considered completely liquid-filled ac 95% orgreater volume. For a two-phase system with lower liquid fractionand gas system, a TRV is noc usually required because existing gascan absorb the increase in liquid volume due to thermal expan-sion. Small vapor or gas pockets can disappear upon heating dueto compression and/or solubiiization. In contrast, multi-compo-nent mixtures with a wide boiling range can have sufficient vaporpresent to preclude becoming completely liquid-filled. The liquidvolume change due to heating should be estimated to determine ifthe vapor pocket volume is sufficient for liquid expansion.'
2. Process plant piping {on-plot piping) is not normallyblocked in, but storage or transport piping sections are regularlyshut in during normal operation. This is why few process lineshave TRVs.
Anyno'
Any
All
1. Is the system completely full of liquid?2. Is the line or equipment normally blocked in for
operational/emergency purposes?3. Is the heating system temperature higher than
operating liquid temperature?
All yes
4. Is the estimated final pressure lower than the systemdesign limits?
5. Is there any other form of pressure safety device onprotected system?
6. Is thete any administrative operating procedute, reliablesystem or skillful operator for draining the liquid beforethe system is blocked in?
7. Is there any provision preventing the tight blockageof liquid?
8. Is there any weak point in the system where expansioncould be relieved without any major consequence?
All no
9. Is the liquid lethal, toxic or cottosive?10. Is the liquid combustible or explosive?11. Is the liquid envitonmentally harmful?12. Is the liquid highly volatile?13. Is the pipe/equipment in critical need of service from a
plant operation viewpoint?
14. Is the pipe/equipment size so large tiiat the rupture costis not tolerable?
Any yes
'TRV is not requited because thermal expansion will not occur.^RV is not required since existing safeguard will remove rupture risk bul thermalexpansion will occur.
^RV is not required since the rupture risk is acceptable but some provisionsshould l>e considered for handling rupture consequences.
Decision floviichart for TRV requirements.
Exception. Process lines or equipment that handle fluidslower than ambient temperature are exceptions. In this case,the answer to question two is yes, whether liquid blockage isnormally done or not.
HYDROCARBON PROCESSING NOVEMBER 2008 67

SPECIALREPORT PLANT SAFETY AND ENVIRONMENT
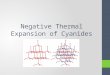
(y4-in. hole) -in. hole)
M—
•M-
Closed valve
Check valve
Gate valve
3-way valve
Open valve
Design provisions for releasing the pressure due tothermal expansion.
3. The heat source can be internal or external. An internalheat source is usually a chemical reaction. A heating coil, heat-ing jacket, heat tracing, solar radiation, radiation from flares andambient temperature are external heating sources. Unlike steamand hot fluid tracing, electrical tracing is not considered a heatingsource since the temperature is maintained by a control system.
The maximum temperature expected from solar heating is usu-ally about 60°C-70''C. ATRV is not required if fluid temperatureis greater than heat source temperature. This is because blockedliquid with relatively high operating temperature tends to cool orkeep its temperature instead of heating. Flare heat radiation canincrease the metal surface temperature to a much higher tempera-ture depending on flare gas flowrate, distance from the flare andburning duration.
External fire is not considered a heat source if thermal expan-sion is studied for a system consisting of only pipes. The fire caseis a heat source if the system includes liquid-full equipment. Inthis case, if the liquid's initial boiling point at relieving pressureis lower than the fire temperature, an external flre leads to threestages: liquid thermal expansion, two-phase relieving and vaporrelieving (flre case—liquid vaporization). From a pressure safetyvalve (PSV) sizing viewpoint, a PSV sized for the vapor relievingstage is adequate because the flrst two stages are short transientperiods. If the fluid's boiling point is very high, the relief deviceshould be sized only for thermal expansion.
4. In estimating pressure rise due to thermal expansion, equa-tions recommended in API-521 section 5.14.4.1' are used. TheAPI relation needs many design parameters. If parameters areunknown, the following simplified equation may be utilized:
ce,
X(1)
where:
--
When calculating final pressure, the final temperature needs tobe known. 1 he heating source temperature can be considered thefinal temperature. Generally, a TRV will pop up long before liquidtemperature reaches the source temperature. In other words, a5°C—lO^C increase in liquid temperature is sufficient to increasethe pressure from operating to design pressure. For example, the
pressure will raise about 4 bars for each VQ increase in waterblocked in temperature at 20"C as per Eq. 3 calculation:
(3)X 4.56x10-^(1
bar
5. The required relief rate due to liquid thermal expansionis very small, so if another pressure safety device is provided toprotect the system from any other emergency case, it will relievethe pressure by pop-up action.
6. Draining the liquid trapped between block valves is a nor-mal practice done by the operator within the process plant; hence,a TRV is not normally provided for on-plot piping. If there isany specific requirement for liquid draining, it should be clearlymentioned in shutdown or maintenance procedures. Draining10% liquid volume is enough to prevent thermal expansion.Conversely, storage area piping or liquid transport lines (ofF-plotpiping) due to the operation type and accessibility limitation areregularly blocked in without liquid draining. Utilizing lock-open(LO) valves can be considered a reliable preventive device sincethis valve type is locked in the open position during operation andclosed only under permit.
7. The process designer can consider some provisions such asdrilling a small hole in the check or block valve (if it is gate) oradding an open bypass arotmd the check valve or block valve ifleakage through additional facilities is acceptable. Placing a checkvalve around one block valve is another alternative. The checkvalve is closed during normal operation and it will be openedwhen thermal expansion takes place. A three-way valve can alsobe installed instead ofa block valve'' (where applicable) to ensurethat the piping system never becomes completely blocked in. Fig.2 illustrates these alternatives.
8. One ofthe piping items that is considered as a weak point,is a check valve. API-521 section 5.14.4.2 takes no credit forreverse flow-back (leakage) through a check valve; however, otherreferences consider the check valve's leakage sufficient to relieveexcess liquid.
9. If the blocked liquid is dangerous to personnel health oris highly corrosive, rupture is not tolerable and a TRV should beprovided.
10. If the blocked liquid is combustible or explosive, ruptureis not tolerable from a plant safety viewpoint, then a TRV shouldbe provided.
11. If releasing liquid through a rupture has a major envi-ronmental impact, rupture is not tolerated and a TRV should beprovided to direct the liquid to a closed system.
12. If highly volatile materials continue to release through arupture until liquid is totally vaporized, maintenance performancemay not be possible for a long time depending on the system'stotal liquid inventory. Aside from downtime due to maintenance,valuable material loss and volatile organic compound emissionsare other concerns.
13. If the line or equipment is not critical, it can be bypassedin a rupture case without any major interruption in a processoperation; then, a TRV is not required.
14. Generaily, pipes with a diameter more than 1 V2 in. orlonger than 30 m are considered large pipes.-' If pipe diameter orlength is less than 1 Vi in. and shorter than 30 m, the pipe rup-ture cost is expected to be lower than the TRV cost, so no TRV isrequired in this case. This advice should be considered carefully
NOVEMBER 2008 HYDROCARBON PROCESSING

PLANT SAFETY AND ENVIRONMENT SPECIALREPORT
and approved by the project owner. Equipment operating full ofliquid should be provided with aTRVif the quantity of blocked-in liquid is higher than 0.5 m-"*.
TRV relief rate . For a liquid-full system, Eq. 4 {in SI), can beused to calculate the approximate relief rate value:
1,000 dC(4)
Reference 3 presents different correlations for calculating thecubical expansion coefficient.
For calculating thermal relief rate, some assumptions shall beapplied:
" For heat exchangers, the maximum exchanger duty duringoperation is taken as the heat transfer rate. The trapped liquid heattransfer coefficient is substantially lower than the flowing liquidheat transfer coefficient, and the heat transfer rate is generallycontrolled by free convection of trapped liquid inside the pipe.Therefore, using maximum exchanger duty is the most conserva-tive assumption.
• If the fluid properties vary significantly with temperature,the most severe operating conditions should be used.
• Fuel to Bred heaters or heating medium to other equipmentis continuously flowing at maximum conditions. Control valveson heater fuel or heating fluids will be assumed to be fully open.
• Eliminating TRVs due to the presence of temperature con-trol system that will close the heat source in case of liquid block-age, is not allowed.
TRV s i z i n g . Since it is not easy to determine the relief ratethrough aTRV, in most systems NPS 3/̂ xNPS 1 (DN20xDN25)relief valve can be used, even though it is commonly oversized.Two general applications where TRVs are larger than DN20 xDN25 valves are long pipelines of large diameter in uninsulated,aboveground installations and large vessels or exchangers operat-ing liquid-full. For these cases, relief rate calculation and TRV sizechecking are recommended.
TRV locat ion . Usually, any location on a pipe or equipment issuitable for installing aTRV. The availability of a suitable dischargeroute and maintenance requirements may limit the options. Arelief valve may be located on a pipe rather than on the equipmentif both belong to the same blocked-in system. For ease of service, aTRV should be located at the lowest elevation and at platforms.
TRV discharge locat ion. If the liquid temperature is above itsflash point, greater than 300°C or if any answer to questions 9-12in the flowchart \%yes, the liquid must be discharged into a closedsystem, such as a flare header, process or drain vessel. A relief valve canbe connected to a vessel where the particular liquid is stored. If thevessel is far away, the TRV discharge line can be connected to the pipesection that is out ofthe blocked-in system so that the TRV acts like abypass arotmd the block valve. If relief is to the process, the TRV shalldischarge to a location that is always capable of absorbing the relievedmaterial. Other valves location and possible positions at the time ofdischarge shall be taken into accotint. if a liquid is not dangerous, theTRV discharge line can be routed to grade (atmosphere). HP
NOMENCLATUREd Liquid reiative density rcicrred co water at 15.6''C, dimensionlessC Specific heat capacity oí trapped liquid, J/kg K
Pressure, kPa {psia}Volumetric relief race, m^/secTemperature, °C (°F)Specific volume of liquid, mVkg (ft^/lb)Hear tran-sfer rate, WaciCubical expansion coefFicienc ofthe liquid, 1/°C (WF)Isothermal compressibility coefficicm of the liquid, 1/kPa (l/psi)
SUBSCRIPTSFirsc condiuonSecond conditiooInitial conditionFinal condition
LITERATURE CITED' American Petroleum Institute, API RP 521. "Preuun rdiering and depmsur-
ing systems" 5tli Ed., January 2007.- Wong, W. Y., "Safer relief valve si/.ing", Chemical Engineering, May 1989,
pp. 137-140.•' Bravo, 1''. and B. D. Bcarty, "Decide whether to use thermal relief valves,"
CEP. December 1993, pp. 35-38.
Sanaz Norouzi is a process engineer with Sazeh Con5ultants,Engineering & Construction, Tehran, Iran. She has a BS degree inchemical engineering from Iran University of Science and Technol-ogy, Iran,
Saeid Rahimi M o f r a d is a process engineer with PetrofacEngineering and Construction, Sharjah, UAE. He has publishedmany articles on pressure relief system design. Mr. Rahimi has anMS degree in chemical engineering from Sharif University of Tech-nology and a BS degree from Shiraz University, Iran.
SIMCONwww.5imiilationrsi.net
RSI Simeon, an IFP group company, is a leading global supplierof dynamic simulation solutions for engineering studies, operatortraining and plant operation in the Upstream Oil & Gas, Refining,Petrochemicals, Chemicals, LNG, and Power industries.
Our leading platform INDISS""", an open environment, is arigorous and high fidelity full scope simulation package withextensive first principles based process & thermodynamiclibraries.
Our Operator Training Simulators (OTS) are used for trainingoperators on normal and abnormal conditions, for improvingplant safety and for optimal plant operation.
Our Dynamic Engineering Simulators (DES) are used to validatethe preliminary design, investigate process controllability andoperability, and perform various "what-if" studies.
Our offices are located in Houston, Grenoble (France) and Beijing.
Over 1200 simulators worldwide for more than 100 customers
Select 171 atwww.HydrocarbonProcessing.com/RS69