Embed Size (px)
Citation preview
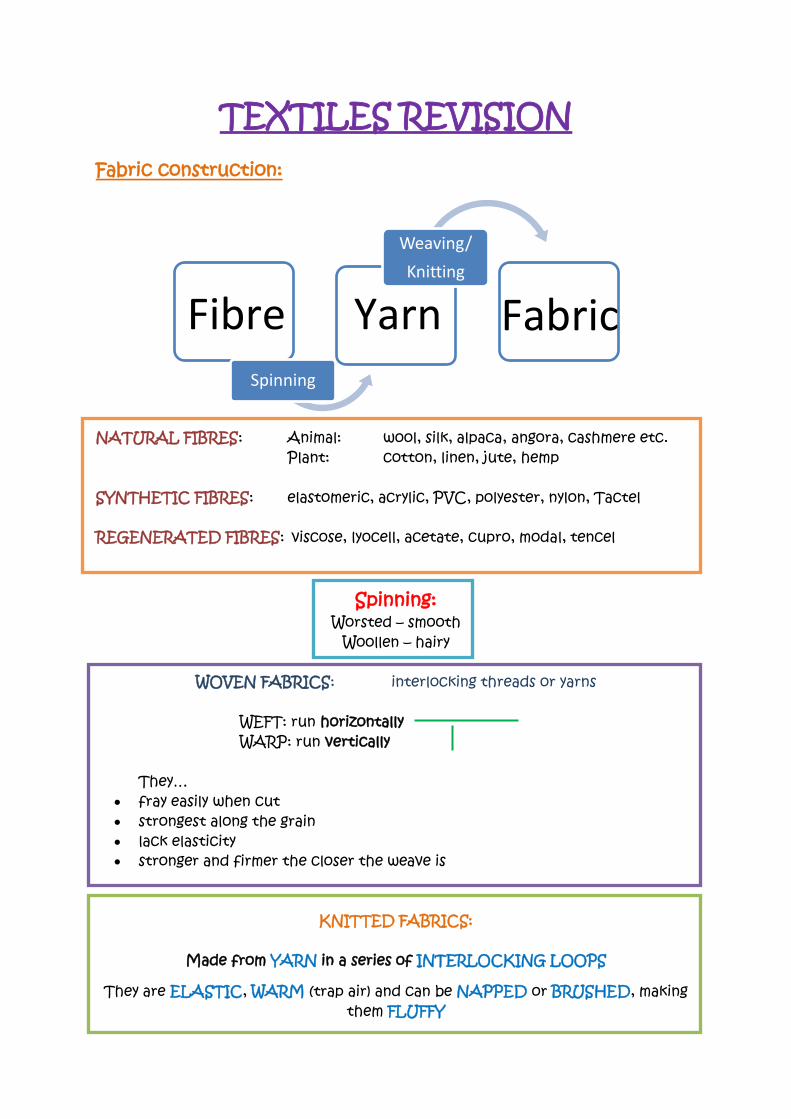
TEXTILES REVISION Fabric construction:
NATURAL FIBRES: Animal: wool, silk, alpaca, angora, cashmere etc. Plant: cotton, linen, jute, hemp SYNTHETIC FIBRES: elastomeric, acrylic, PVC, polyester, nylon, Tactel REGENERATED FIBRES: viscose, lyocell, acetate, cupro, modal, tencel
Spinning: Worsted – smooth
Woollen – hairy
WOVEN FABRICS: interlocking threads or yarns
WEFT: run horizontally WARP: run vertically
They… fray easily when cut strongest along the grain lack elasticity stronger and firmer the closer the weave is
KNITTED FABRICS:
Made from YARN in a series of INTERLOCKING LOOPS
They are ELASTIC, WARM (trap air) and can be NAPPED or BRUSHED, making them FLUFFY
Spinning
Weaving/
Knitting
Fibre Yarn Fabric

WEAVING
PLAIN WEAVE:
Lots of variations possible Strong Hard wearing Used for fashion and furnishing
fabrics
SATIN WEAVE:
WEAKEST of all weaves Shiny ‘snags’ easily Used to produce polyester satin Strong warp-wise Drapes well
TWILL WEAVE:
Strong Drapes well Used on jeans, uniforms and jackets
BASKET WEAVE:
Traditionally used to make baskets Can be used for textiles Patterns can be made
Construction - Over one, under one Selvedge – doesn’t fray Bias – diagonally across the weave so that fabric stretches
Construction – over 2, under 2 (weft moves over 1 warp thread each time) Pattern – forms a diagonal pattern
Construction – warp: over 1, under 3. Weft: over 3, under 1 Weft thread – lies on the surface
Construction – over 2, under 2
KNITTING
WEFT KNITTED:
Made by hand or machine Stretch and comfortable Used for socks, jumpers and T-shirts
WARP KNITTED:
Made by machine only Less elastic + firmer Used for swimwear, underwear and
geotextiles
Construction – horizontal rows Interlocking loops Ladders
Construction – vertical columns Interlocking loops Doesn’t ladder

NON-WOVEN FABRICS:
Made from RAW fibres using: CHEMICALS – to mat the fibres together
HEAT – to bond the fibres together STITCHING
– the fibres together in layers
They do not have a GRAIN, don’t STRETCH or FRAY easily, not as STRONG as knitted or woven and are PERMEABLE
They can be MOULDED, made from RECYCLED FIBRES, CHEAP, weaker when
WET, easily PILL
NON-WOVEN FABRICS
WOOL FELTS
Fibre web is squashed together with
moisture, a machine and heat The fibres become tangled Used for hats, jackets, slippers
NEEDLE FELTS
Fibres are passed through lots of
barbed needles, dragging the fibres up and down, forwards and backwards, tangling the fibres
BONDED FABRICS
Used for disposable fabrics such as
cleaning cloths, medical masks, table linen
Used for interfacing and stiffening
Construction – Fibres are matted together Made from animal hair or wool
Construction – Fibres are tangled and interlocked
Construction – Fibres are bonded together using adhesive, solvent of lines of stitching
LAMINATED FABRICS
GORETEX and SYMPATEX Fabrics can be made waterproof and
breathable
Construction – fabrics are bonded together for extra properties
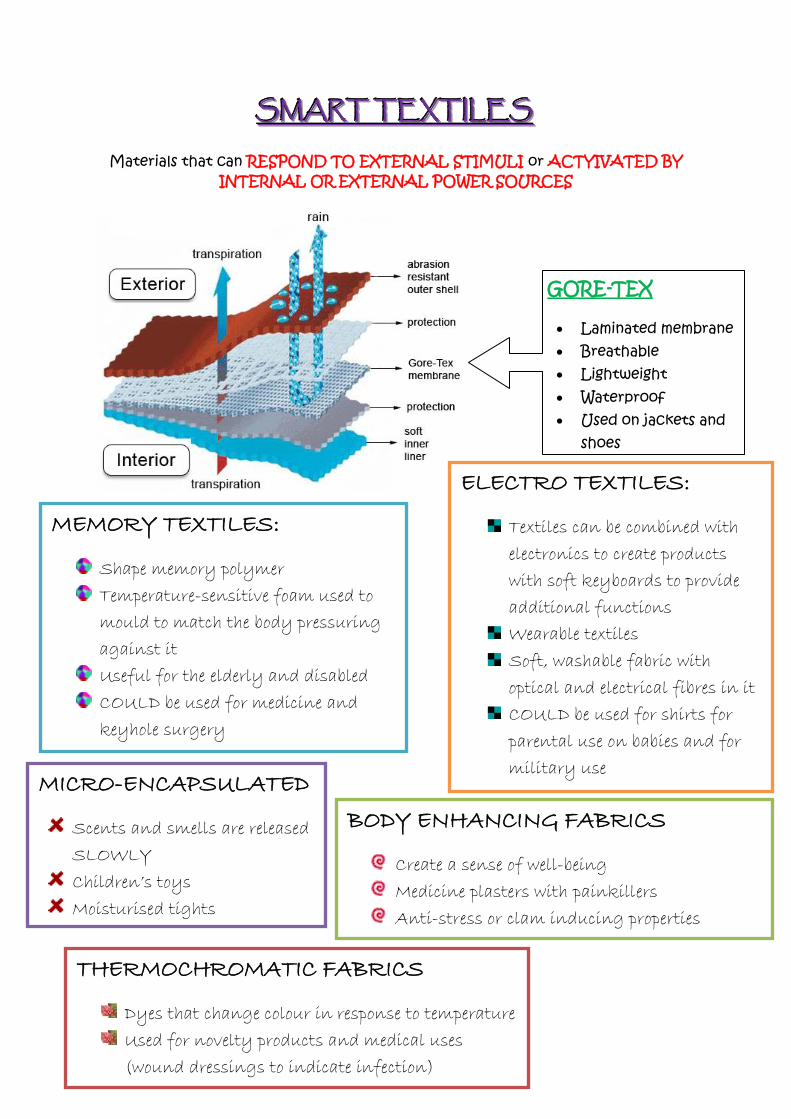
SSSMMMAAARRRTTT TTTEEEXXXTTTIIILLLEEESSS
Materials that can RESPOND TO EXTERNAL STIMULI or ACTYIVATED BY INTERNAL OR EXTERNAL POWER SOURCES
GORE-TEX
Laminated membrane Breathable Lightweight Waterproof Used on jackets and
shoes
MEMORY TEXTILES:
Shape memory polymer
Temperature-sensitive foam used to
mould to match the body pressuring
against it
Useful for the elderly and disabled
COULD be used for medicine and
keyhole surgery
ELECTRO TEXTILES:
Textiles can be combined with
electronics to create products
with soft keyboards to provide
additional functions
Wearable textiles
Soft, washable fabric with
optical and electrical fibres in it
COULD be used for shirts for
parental use on babies and for
military use MICRO-ENCAPSULATED
Scents and smells are released
SLOWLY
Children’s toys
Moisturised tights
BODY ENHANCING FABRICS
Create a sense of well-being
Medicine plasters with painkillers
Anti-stress or clam inducing properties
THERMOCHROMATIC FABRICS
Dyes that change colour in response to temperature
Used for novelty products and medical uses
(wound dressings to indicate infection)

UV-REACTIVE FABRIC
Dyes used respond to light/ sunlight –
can produce interesting patterns
Used for novelty products, to measure
sun exposure or military clothing which
adjusts according to the environment
PHOSPHORESCENT
FABRIC
Transform invisible forms of
energy into visible light
Dyes can be IMPREGNATED
with phosphorescence which
traps and stores energy from a
light source and makes it ‘glow
in the dark’
Dye can be a surface coating,
printed on as a pattern or woven
or spun
Used for children’s novelty
clothing, clubbing wear and
high visibility safety garments
PHASE-CHANGING FABRIC
Outlast® uses wax in tiny micro-capsules which can be applied
as a finish or incorporated into the fabric
Wax changes from solid to liquid in warm temp, absorbing the
body’s heat and keeping it cool. If the temp falls, the wax will
solidify and give heat back to the body
Energy is ABSORBED and RELEASED from the wax
Used for active sport wear , walking wear and survival wear
BIO-MIMETIC FABRICS
Stomatex© mimics nature
It is the science of understanding how nature can respond
automatically to changes
Only the top layer reacts to change and it is made of 3 layers
Neoprene = core layer, knitted nylon fabrics on either side.
The stomatex has domes in the surface of the fabric which
have tiny holes that allow moisture and heat to move away
from the body
Used for diving suits, active sportswear and protective wear
Combining fabrics and fibres
Interfacing fabric (such as Vilene) – can be stitched or laminated to other fabrics. This reinforces, stiffens and gives strength to collars and cuffs to prevent the fabric from stretching or sagging.
Quilted fabric - two or more layers sewn together to give an attractive appearance and added warmth.
Gore-Tex – can be laminated to another fabric using adhesive or heat. Gore-Tex is used for all-weather clothing and shoes because it is breathable and waterproof.
Kevlar – a high-strength, lightweight and flexible fibre. It is used in bicycle tyres, racing sails and police bullet-proof vests because of its high strength-to-weight ratio.
Thinsulate – a highly insulating but thin fabric. The microfibres in Thinsulate are fine and capture more air in less space, making it a better insulator. It traps air between the wearer and the outside. It can be machine washed and dry cleaned, and is breathable as well as moisture resistant. Scuba divers wear a Thinsulate suit under a dry suit when diving in cold water.
There are two ways of mixing fibres:
Blending –when fibres are mixed together at the spinning or spinneret stage, meaning that different fibres are DISTRIBUTED throughout the fabric
Includes: polyester and cotton
Mixing – two different yarns are used during the weaving process, one for the warp, one for the weft
Includes: nylon and wool and acrylic and wool
ADVANTAGES:
- Improves fabric performance
- Reduces costs
- Different textures can be achieved
- Interesting colour effects can be achieved due to
different absorbencies
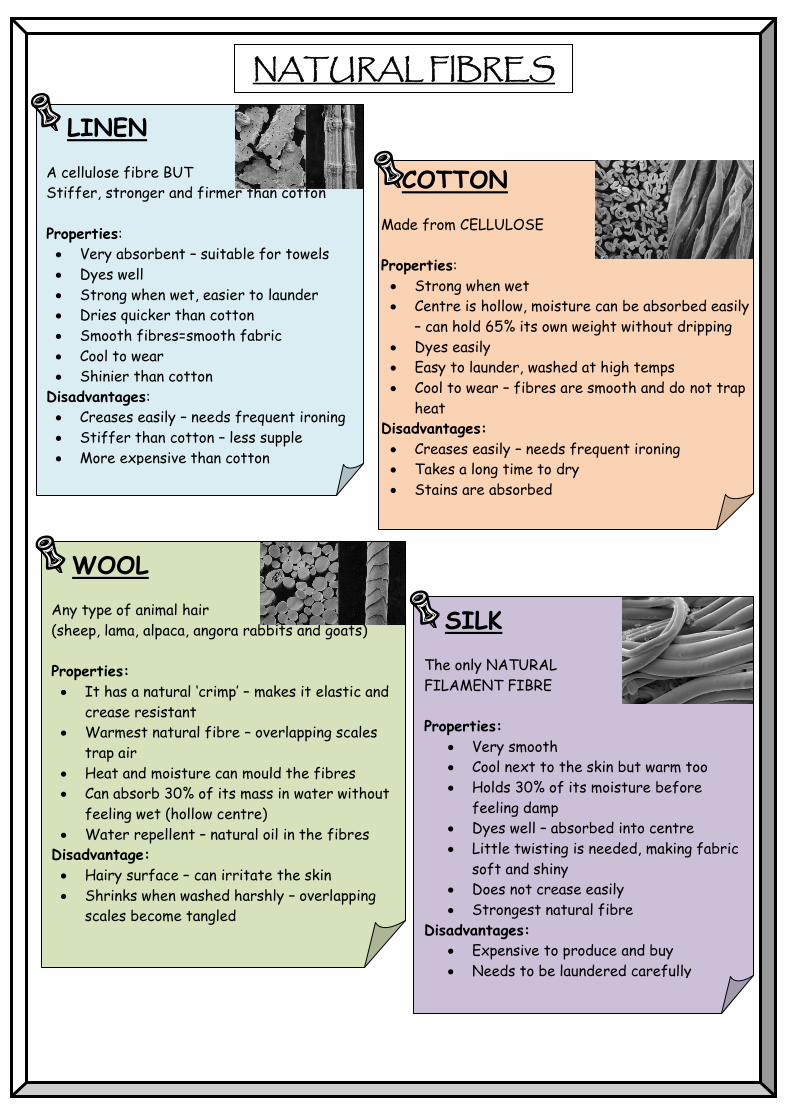
SILK
The only NATURAL
FILAMENT FIBRE
Properties:
Very smooth
Cool next to the skin but warm too
Holds 30% of its moisture before
feeling damp
Dyes well – absorbed into centre
Little twisting is needed, making fabric
soft and shiny
Does not crease easily
Strongest natural fibre
Disadvantages:
Expensive to produce and buy
Needs to be laundered carefully
WOOL
Any type of animal hair
(sheep, lama, alpaca, angora rabbits and goats)
Properties:
It has a natural ‘crimp’ – makes it elastic and
crease resistant
Warmest natural fibre – overlapping scales
trap air
Heat and moisture can mould the fibres
Can absorb 30% of its mass in water without
feeling wet (hollow centre)
Water repellent – natural oil in the fibres
Disadvantage:
Hairy surface – can irritate the skin
Shrinks when washed harshly – overlapping
scales become tangled
COTTON
Made from CELLULOSE
Properties:
Strong when wet
Centre is hollow, moisture can be absorbed easily
– can hold 65% its own weight without dripping
Dyes easily
Easy to launder, washed at high temps
Cool to wear – fibres are smooth and do not trap
heat
Disadvantages:
Creases easily – needs frequent ironing
Takes a long time to dry
Stains are absorbed
NATURAL FIBRES
LINEN
A cellulose fibre BUT
Stiffer, stronger and firmer than cotton
Properties:
Very absorbent – suitable for towels
Dyes well
Strong when wet, easier to launder
Dries quicker than cotton
Smooth fibres=smooth fabric
Cool to wear
Shinier than cotton
Disadvantages:
Creases easily – needs frequent ironing
Stiffer than cotton – less supple
More expensive than cotton

SYNTHETIC FIBRES
NYLON
Properties:
Strong and elastic
Easy to launder
Dries quickly
Keeps its shape
It is resilient
Thermoplastic – reshaped (permanent
pleats)
Smooth fibres – shiny fabric
Disadvantages:
Collects static electricity
Damaged by high temperatures
Feels cold to touch
Does not absorb body moisture
Uses:
Shorts swimwear, bedspreads and
draperies. (basically clothes)
POLYESTER
Properties:
Resists wrinkling
Strong and hardwearing
Easy to launder
Dries quickly
Resistant to stretching and shrinking
Thermoplastic – can be reshaped
Disadvantages:
Can be damaged by heat
Feels cold to the touch
Does not absorb moisture
Uses:
Clothing
Sports clothing
Curtains and draperies
ACRYLIC
Made to resemble wool. Fibres are
CRIMPED or spun to trap air
Properties:
Soft and warm
Thermoplastic
Dries quickly
Lightweight
Dyes well
Crease resistant
Disadvantages:
Easily damaged by heat
Collects static electricity
Not as warm as wool
Not as absorbent as wool
Uses:
Knitwear, blankets, fake fur for
toys etc.
POLAR FLEECE
Advantages:
Soft and comfortable to wear
Warm but light weight
Hydrophobic and breathable
Environmentally friendly – made from
recycled plastic bottles
Machine and dries quickly
Alternative to those allergic to wool
Dries very quickly
Warm even when wet
Disadvantages:
Flammable so needs to be treated
Non-renewable resource (oil)
Doesn’t absorb water as well as natural
Generates static
Not windproof
Can be damaged by high temp washing
MICROFIBRES
Polyester or nylon microfibres are 60 to 100 times finer than a human hair. They can be blended with SYNTHETIC or NATURAL fibres and are used for clothing for outdoor pursuits and active sportswear.
Thermoplastic polyester or nylon microfibres can be heat-treated to give them coils, crimps and loops, which makes these textured yarns stretchy and warm. They are used for underwear, sportswear, knitwear and carpets.
SMART MATERIAL
MATERIAL THAT CAN RESPOND TO EITHER EXTERNAL STIMULI OR ACTIVATED BY INTERNAL OR EXTERNAL POWER SOURCES.
They can be incorporated by embroidering them or priming them on.
NANO-FIBRES
Tiny molecules, one billionth of a metre in length. If you add these molecules to fibres you can improve them on a molecular level. They can be used so that the fabric will repel water, wont stain or won’t creaser when washed.
TECHNICAL TEXTILES
TEXTILES WHICH ARE MANUFACTURED FOR FUNCTIONALITY AND TECHNICAL PERFORMANCE. THE VISUAL APPEARANCE IS LESS
IMPORTANT.
They are used in industries such as: Aerospace Medicine Military Health and Safety Transport GeoTextiles
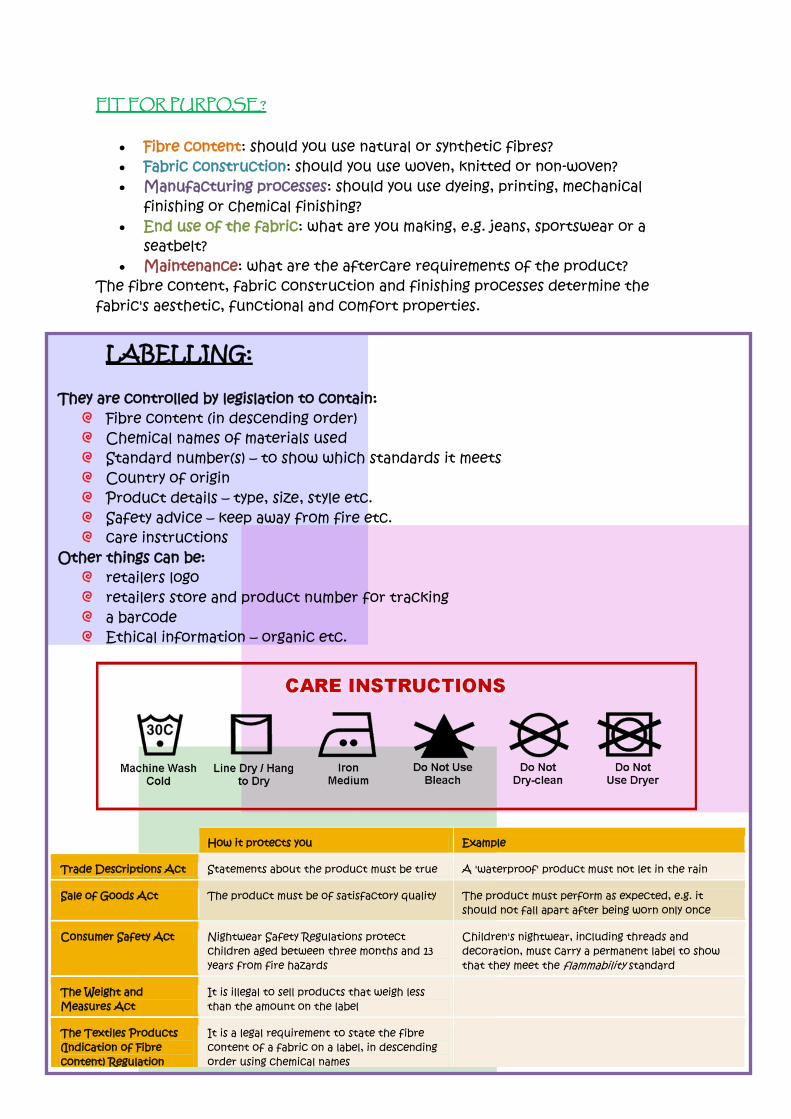
FIT FOR PURPOSE?
Fibre content: should you use natural or synthetic fibres? Fabric construction: should you use woven, knitted or non-woven? Manufacturing processes: should you use dyeing, printing, mechanical
finishing or chemical finishing? End use of the fabric: what are you making, e.g. jeans, sportswear or a
seatbelt? Maintenance: what are the aftercare requirements of the product?
The fibre content, fabric construction and finishing processes determine the fabric's aesthetic, functional and comfort properties.
LABELLING: They are controlled by legislation to contain:
Fibre content (in descending order) Chemical names of materials used Standard number(s) – to show which standards it meets Country of origin Product details – type, size, style etc. Safety advice – keep away from fire etc. care instructions
Other things can be: retailers logo retailers store and product number for tracking a barcode Ethical information – organic etc.
How it protects you Example
Trade Descriptions Act Statements about the product must be true A 'waterproof' product must not let in the rain
Sale of Goods Act The product must be of satisfactory quality The product must perform as expected, e.g. it should not fall apart after being worn only once
Consumer Safety Act Nightwear Safety Regulations protect children aged between three months and 13 years from fire hazards
Children's nightwear, including threads and decoration, must carry a permanent label to show that they meet the flammability standard
The Weight and Measures Act
It is illegal to sell products that weigh less than the amount on the label
The Textiles Products (Indication of Fibre content) Regulation
It is a legal requirement to state the fibre content of a fabric on a label, in descending order using chemical names

Dying
Hand dyeing
In hand dyeing, fabrics are immersed in
hot or cold dyes in a dye bath. The dye
bath is agitated so the dye reaches all areas.
When the desired colour is achieved the
fabric is removed and rinsed to remove
excess dye. Then it is fixed with a mordant
or a fixing agent such as salt. The strength
of a dye colour is determined by the:
amount of time in the dye bath
absorbency of fibres
original fabric colour
concentration of the dye colour in the
dye bath
effective use of a mordant or fixative
Commercial dyeing
Continuous dyeing
The fabric is passed through a dye bath,
and then squeezed between rollers to spread
the dye evenly and remove excess.
Continuous dyeing is used for colours that
do not need to change too quickly with
fashion.
Batch dyeing
Fabrics are produced without dye. Instead,
they are dyed to order in large batches
according to the colours required. Batch
dyeing is used for fabrics that have to
change in colour frequently because of
fashion.
Block printing
Block printing is done using metal or
wooden blocks, one for each colour. The
background shapes are cut away to leave a
raised design on the block (cut in relief).
Dye is applied and stamped onto the fabric.
This is a slow process used by specialised
craft industries.
Screen printing
A pattern is printed onto fabric through a
stencil held in place by a screen. Each screen
prints one part of the design in one colour. After
printing the dyestuff must be fixed using steam
or dry heat.
Industrial flat-bed printing
Industrial flat-bed printing automates the
screen printing process, with the fabric moved
through the machine on a conveyor belt and
the print repeating rapidly.
Rotary screen printing
Uses CAD and roller squeegees. One roller is
used for each colour. This is a very fast
process used in the continuous printing of
furnishing and clothing fabrics.

Resist dyeing: This stops the dye penetrating certain areas of the fabric to produce a pattern. Two main methods:
1. Tide dye – a traditional technique and strong or elastic is used as the ‘resists’. It is done on natural fabrics and creates interesting effects
Stage Process Preparation of fabric
Wash any finish out of cotton fabric so that dye can penetrate the fabric. Fold or scrunch up fabric. Tie with string/elastic bands
Preparation of Dye
Mix up dye with salt and fix.
Applying Place in dye Finishing Remove from dye.
Rinse out excess dye. Dry
Take off string
Press with iron
2. Batik – fabric blocks, brushes or tjanting tools are used. It is a traditional technique used on natural fabrics and the wax prevents the dye reaching the fabric. unique and original designs can be produced, but it can be time consuming and the wax is very hot
Stage Process Preparation of fabric Wash any finish out of cotton fabric so that
dye can penetrate the fabric.
Preparation of Dye Mix up dye with salt and fix.
Applying Apply wax onto design where you want to keep the colour. Apply dye to fabric by painting or dipping. When dye is dry apply the next layer of wax onto next colour. Repeat stages to build up pattern.
Special effects Scrunch up fabric and crack the wax. Apply dye to the cracks. Or
Scratch away wax and apply dye.
Finishing Melt wax off the fabric by placing fabric between wallpaper and ironing.
Appliqué: Fabric shapes are sewn onto a background fabric using a fine zigzag or straight stitch. Interface is often used and this method can be used to create
SIMPLE or ELABORATE designs. Molar (reverse appliqué) involves fabric appliquéd on underneath the background fabric. This method of decoration adds COLOUR and TEXTURE. It is safe to use on children’s items and is useful to hide tears or damaged clothing. Skill care and practice are required and I can be time consuming
Quilting: Texture and warmth is created by sewing through layers of fabric and wadding in geometrical patterns. This can be time consuming but it can be difficult to handle a lot of fabric and wadding. This technique can also be combined with patchwork.
Patchwork: Small sections of different fabrics are sewn together to form a design – often geometrical. It is a good way of recycling but is time consuming.
Embroidery: Can be done by hand, machine or CAD/CAM. Hand – slow but it can be very detailed and uses a variety of threads and stitches. Machine – quite quick to do and uses preset stitches. CAD/CAM – designs can be built into the memory or designed. It is repeatable, good quality and quick. The machine is expensive.
Decoration and enhancement
Beading: Sequins or beads can add colour and texture. If done by hand, it is slow to do. Shisha mirrorwork- small mirrors are sewn on, held with a special embroidery stitch, it is slow and intricate. It is a traditional Indian technique.

COMPONENTS:
Component Uses Advantages
Covered Buttons Cushions Curtains Bed linen
Can provide an interesting contrast or blend in with background
Stud fastenings Jackets Waistbands Bag fastenings
Quick and easy to use
Eyelets Often used where lacing is used e.g. Shoes Draw string bags
Firm when closed, roomy when open Hard to break/destroy (prolong life of garment/product)
Ribbon Fastening on aprons Decoratively on clothes and bags
Range of colours Decorative Strong when knotted
Lace
As a decorative feature at the top of vest tops/dresses
Decorative Feminine
Braid (tassley bits) Lampshades Curtains Upholstery
Various colours available Make a product stand out
Buckles Belts Shoes Bags
Strong Decorative Available in a variety of sizes/styles
Zips Dress Jeans Bags
Can be concealed Strong when done up Stay in position
Iron on/sew on motifs
Caps School uniforms
Easy to apply Individualize products
Dyes Use to colour yarns or fabrics
Natural fibres – reactive dyes or acid dyes Synthetic fibres – disperse dyes
Thread
Threads are used to put a product together.
Different threads can be chosen according to the fabric and end use of the product Can be used for hand embroidery
Bindings ‘narrow fabrics’ and cover a seam
Available in different colours Can be used in a decorative and/or functional way
Interfacing Used to reinforce or add stability to fabrics
Fusible and applied by heat
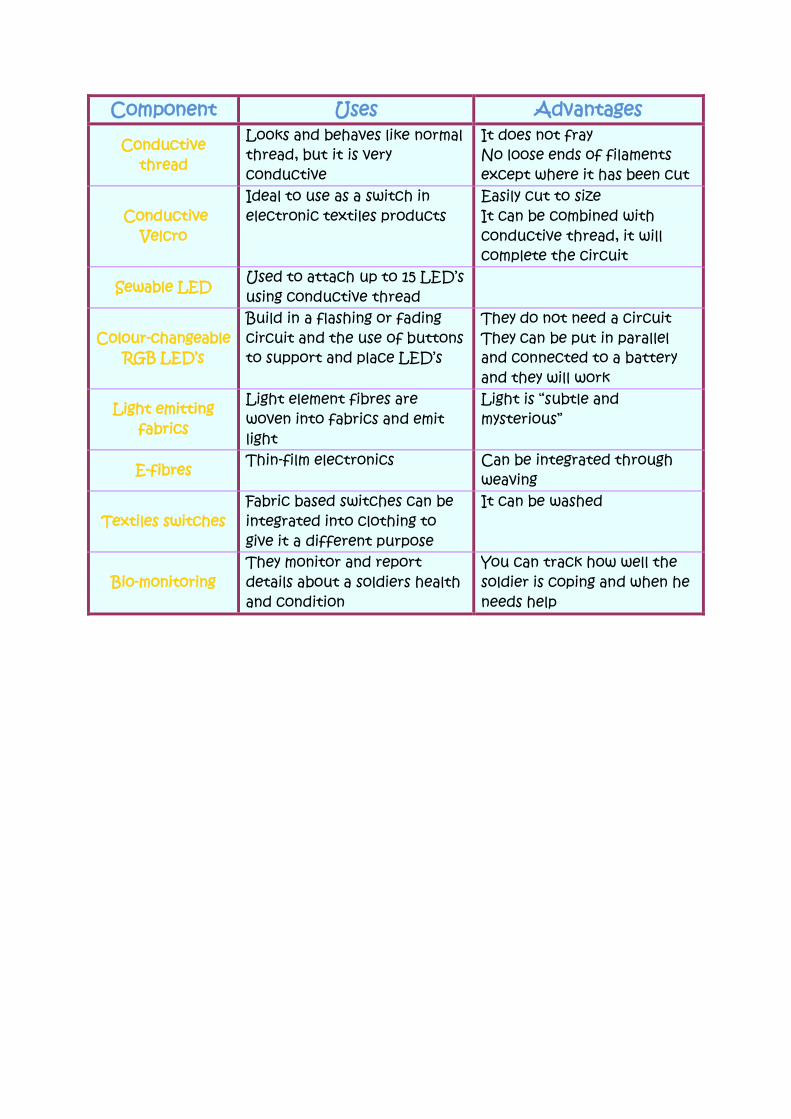
Component Uses Advantages
Conductive thread
Looks and behaves like normal thread, but it is very conductive
It does not fray No loose ends of filaments except where it has been cut
Conductive Velcro
Ideal to use as a switch in electronic textiles products
Easily cut to size It can be combined with conductive thread, it will complete the circuit
Sewable LED Used to attach up to 15 LED’s using conductive thread
Colour-changeable RGB LED’s
Build in a flashing or fading circuit and the use of buttons to support and place LED’s
They do not need a circuit They can be put in parallel and connected to a battery and they will work
Light emitting fabrics
Light element fibres are woven into fabrics and emit light
Light is “subtle and mysterious”
E-fibres Thin-film electronics Can be integrated through
weaving
Textiles switches Fabric based switches can be integrated into clothing to give it a different purpose
It can be washed
Bio-monitoring They monitor and report details about a soldiers health and condition
You can track how well the soldier is coping and when he needs help

Product analysis
Involves: disassembly This helps to develop a new product or improve an existing one
You have to…
Ana
lyse
the function The type
Design features Construction methods Fibre type/content Any specialised fabrics used If it was made with environmental issues in mind
Ass
ess
The ergonomics of the product The size (using standard ANTHROPOMETRIC measurements) The number of components, parts or pattern pieces Possible method of manufacture The cost of the product If it can be made with fewer components, parts or pieces
Iden
tify
Any environmental issues (such as method of applying colour, fibre used, recycling possibilities and the life cycle of the product)
Colour application method Method of applying embellishments Any trimmings used ands where they’re applied All components used The care label Finishes applies and how they affect the product Any legal of BSI standards relating to the product Method of fabric construction Sizes the product is available in
Product specification:
Identifies the materials and equipment
needed to make the product in the
prototype stage
Manufacturing specification:
Made after the product has undergone final
modifications
Provides material and equipment lists
Identifies all the tasks that need to be completed,
in sequence, to manufacture the product
Design specification
Created from the DESIGN BRIEF after
RESEARCH
Sets out the ESSENTIAL and
DESIRABLE criteria

In order to evaluate a product, a design specification is needed so you can check: If it meets all the criteria in the design specification If it is fit for purpose If it is suitable for the target market If it is safe to use/wear If it is well made
Quality assurance: a GUARANTEE of quality
Documents are produced outlining the systems used to ensure quality is maintained Quality needs to be checked as its being designed, during manufacture and at the
end of manufacture This ensure products are HIGH QUALITY and FIT FOR PURPOSE
SOCIAL, CULTURAL AND ENVIROMENTAL ISSUES
Societal / cultural / moral factor Impact
Lifestyle and fashion Gender images and peer group pressure. Clothing, accessories and styling of fashionable celebrities. Brand loyalty.
Development of new street fashions, style and colour trends. Development of new marketing strategies.
Trend forecasts Available as a commercial service aimed at fashion industry professionals worldwide. Retail organisations, manufacturers, designers and consultants frequently subscribe to keep up to date.
Various professional trend forecast services judge and identify emerging trends and predict future trends. Fashion industries can find guidance as to the lengths, shapes, colours and styles of garments and accessories to be designed and made.
Globalisation Availability of cheap labour in the developing world. New global market for textile fashions. Increasing awareness of textiles from other cultures. Consumer reaction against corporate trends.
Textiles costs are driven down in a global marketplace for textiles. Growing demand for traditional and ethnic textiles as well as modern ones.
Environmental concern Worries about pollution of rivers and beaches from textile processes. Growing support for recycling.
Development of new recycled fabrics (e.g. Polartec, Tencel). Preference for higher-cost traditional fabrics (e.g. wool) over synthetic ones. Enforcement of laws to protect the environment.
Ethical trading Cheap products being bought and sold means there are continuing poor conditions for workers in LEDC’s If the product is ethically produced, then it can be put on the label Fair-trade mark – guarantees customers that the farmers and workers have been paid a fair and stable price which covers the cost of sustainable production
Laundry and Aftercare of Textiles Washing textile products has a huge impact on
the environment - use of energy powering the machines and heating water, detergents going into the drains and chemicals used in Dry cleaning.
Solutions are to wash at lower temperatures, avoid dry clean only and to use non bio detergents.
You should always buy an A rated washing machine as these are more efficient and save energy.
Ethical and Fair Trading To make cheap clothing/products companies have
to produce their products abroad where wages are a lot less than in the UK
Companies should make sure that all areas of manufacturing and production meet certain standards and that poor working conditions and exploitation of workers should not be allowed, including sweat shops and child labour.
Fairtrade means that producers get a fair, realistic price for their product that covers the price of producing it.
The production of cotton is very hazardous with the use of poisonous pesticides used frequently. The use of these pesticides poisons the cotton labourers, even killing some of them. Organic cotton is grown without pesticides so is better for the environment and the workers.
Eco label The European Eco label can be used on
products that contain no harmful
substances and cause minimum damage
to the environment.
Recycling All textiles products can be recycled by taking
them to a Charity shop or collection bin in Recycling Centres. These clothes are often sent for use abroad.
Some textiles are recycled and reused for patchwork or rag rugs.
Plastic bottles are recycled to produce Polartec Fleece, often used for outdoor clothing.
Recycling reduces the need for new materials and reduces waste going to landfill or incinerated.
Packaging Textiles companies are trying to reduce the
use of packaging in order to make the Textiles industry more environmentally friendly.
Packaging should be recyclable or biodegradable (rot away)
Waste from Textiles Processes Dyeing produces contaminated water and
poisonous chemicals; it also uses energy to heat water and power machines.
To reduce waste the dying industry could use natural dyes or cold water dyes to reduce chemicals and energy costs.
Finishing of fabrics uses a lot of different chemical in the processes which are a hazard to the environment.
Waste from production processes should be reduced to prevent it going to landfill.
Transportation Costs Products made abroad in countries such as India and China have to be shipped back to the UK
to be sold. The shipping of these products causes pollution and damage to the environment
whether it is by air or sea. Despite the cost of shipping it is still cheaper to produce clothing
abroad than in this country.

Health and Safety at Work Act 1974 Workplace (Health, Safety and Welfare) Regulations, 1992
COSHH – Control of Substances Hazardous to Health regulations 2002 Protects employees from the hazards of substances used in the work place through risk assessment
Spreading or cutting Potential hazards: Injuries to fingers or hands
from spreading or cutting machines
Finger or hand injuries from pressing mechanisms
Safety guidelines: Add safety guards Learn the correct way to
handle the equipment
Sewing Potential hazards: Injuries to fingers or hands
whilst cleaning or repairing Eye injuries Finger injuries from needles Injuries from assorted
equipment Safety guidelines: Switch machine off when
cleaning or repairing Adjust eye guards Keep fingers away from
needles Put equipment away after
use
Fusing Potential hazards: Finger and hand injuries in
the press Safety guidelines: Check safety guidelines
Pressing Potential hazards: Scalding from steaming
equipment Finger or hand injures from
pressing equipment Safety guidelines: Only turn on steam function
when ready to use the steam
Operators must be well trained in the use of the machine before use
Stain removal Potential hazards: Breathing in solvent vapours
Safety guidelines: Rooms where solvents are
used must be well ventilated
Dyeing or printing equipment Potential hazards: Inhalation of dye dust Inhalation of dye vapours Staining of skin with dyes
Safety guidelines: Wear appropriate mask and
eye cover Ensure correct ventilation Wear protective aprons and
gloves
General working area Potential hazards: Tripping or falling Electrical injury Incorrect handling of
materials Incorrect lifting
Safety guidelines: Work area to be kept clean
and tidy Never use a machine with
damaged covers Don’t carry too many things
at once Learn the correct way to lift

EQUIPMENT
Colour and design equipment
Batik – pots are heat resistant and used to melt wax. Tjantings are used to draw on fabrics with hot wax
Screen printing – applies patterns onto fabrics. A screen with a special mesh is placed over the fabric. A squeegee is used to push the pigment through the mesh onto the fabric
Fabric crayons and pens – dyes in a solid form, can be used on both synthetic and natural fabrics. Ironing on the reverse can set the design, allowing it to be washed safely at 40˚C
Pressing equipment
Irons – used to press garments and to finish them Heat press – transfers printed designs from specialist paper onto fabrics.
Can also be used to pleat fabrics and create special effects
Sewing machines
Standard – joins fabrics and does simple embroidery. It has limited features Embroidery machine – has additional features to a standard machine and can
create lots of different decorative features Computerised – an advanced sewing machine with many features. It is
controlled by a computer interface and can produced digitalised designs sent from a computer
Overlocker – a specialised sewing machine used for joining and finishing fabrics. It gives seams a professional finish and can also be used decoratively
Other machines
Knitting machines – used to create fabrics, garments and textile products that are patterned or textured. They can be linked to a compute to speed up manufacture
Weaving looms – hand, ground, backstrap and frame looms are used to produce fabrics. These can also be linked to a computer.
Colour and design equipment
Dressmaker’s mannequins – used to obtain the correct size and fit for a garment, it can be adjusted to different measurements

Scissors – come in many shapes and sizes, each having a different purpose, e.g. pattern cutting and pinking
Pinking shears – have serrated edges for finishing off the edges of fabrics to prevent fraying or to produce decorate edges
Tape measure – used for measuring out patterns or garments. Can be curved easily, making them ideal for textiles
Embroidery frames – used to hold fabrics in place and can be used for hand or machine embroidery
Production/manufacturing methods
One-off or job production A single textiles product is made to a client’s
specification. It is developed from a basic pattern which is then
altered to meet the client’s needs. A toile is made to test style
and fit, then it is made from the chosen fabric. The product is
made by a small team or individual from start to finish. The
operators are highly skilled and use versatile equipment. This
has a high cost of production
Just In Time production Everything is brought in quickly
and they are shipped out as soon as they are
completed. It increases profit but it is vital
that supplies arrived on time and completed
products leave on time.. it means less space is
required for storage and no money is wasted
on surplus stock. Any mistakes result in a
hold up Batch production Set quantities of textile products are made to order. A
prototype is made to test the design before it is produced in
different colours and standard sizes the quantity can vary. It
is more economical and manufacturing costs are low. Usually
for seasonal demands, such as swimwear. Production costs are
considerably less than for individual production. It is flexible
and can be easily changed for new orders. A variety of styles
can be made quite quickly. Flexible working conditions. Staff
can be trained. Lower production costs. However, Equipment
needs to be restarted after a production run. Time is lost
making changes to the production run. Stock needs to be
stored.
Mass production Industrial scale manufacturing of large quantities of
products, usually on a production line. Suitable for products
that do not need to be redesigned and are required in very large
numbers, e.g. socks, jeans, towels etc. the products are not
complicated and can be made cheaply
Production line The work flows in a straight line
through work stations. The work moves to the
worker and when it is done, it moves on to
the next worker. This can lead to RSI and it
can be boring. Any problems can result in
the whole line stopping
Cellular work Small groups work on a range of
skills where they can rotate their work. It
gives workers greater skills flexibility and
team members are responsible for more than
one task. The whole team is responsible for
the whole product. Product changes are easy
to do

Toiles:
A prototype usually made from cheap fabric, such as calico. They are useful as:
They show how the finished product may look Help to identify modifications to the pattern before production begins Cost can be estimated based on production methods The number of pattern pieces can be evaluated and reduced to make it less
expensive Allows the designer to identify the most efficient methods and procedures
for manufacture
Quality assurance:
A guarantee of quality
Quality control checks are carried out to ensure this
Components are checked on size, appearance, form, colour,
flammability and performance.
Product and manufacturing specifications say when these checks
are carried out
Questions can be used to ensure everything is of appropriate quality

Computer Aided Design
CAD is any designing done using or with the help of a computer. Before CAD, colour ways, changing size, motifs etc was done by hand, drawing or painting each change, it was a very slow and costly process. CAD allows designs to be completed very quickly and changed almost instantly.
Advantages of Computer Aided Design
Quick to change colours of a design
Quick to change the scale of a motif on the design
Quick to change design details of a design - sleeve type, collar type, length of skirt etc.
A design can be 'mapped' onto a figure so that you can see all round it and how the fabric would drape, how a pattern repeats.
Repeat patterns can be created quickly.
Saves time of the designer as designs can be done so quickly, thus saving money, and potentially more designs created.
Reduces the amount of repetitive work that designers have to do.
Designs can be saved and used again.
Designs can be sent to the buyer for instant approval.
Can be linked to machinery to create a CAD/CAM machine, which designs and then makes the product. (CAD/CAM embroidery machine)
Disadvantages of CAD
Specialist Computer Aided Design software is very expensive to buy
Designers have to be trained to use the software.
Computer Aided Manufacture
The making of textile products where the machine is controlled by the computer.
Advantages of CAM
Reduces the time required to make the textile product.
Is very accurate, all products are made to the same specification (no human error)
Decreases cost of manufacture as not so many workers have to be paid
Less waste as no mistakes therefore decreases costs
Reduces repetitive work
Can work 24/7
Disadvantages of CAM
Very expensive to buy the machines and software that controls them.
Workers have to be trained to program the machine.
If the machine breaks it will probably need specialist parts to repair it and a long time to repair when it's not manufacturing products.
Processes carried out by CAM
Spreading and cutting out of fabric – Cuts many layers of the fabric at one time. Embroidery machine – embroidering many products at once + improves productivity





























