Embed Size (px)
Citation preview

Fakultät Technik und Informatik
Department Maschinenbau und Produktion
Faculty of Engineering and Computer Science
Department of Mechanical Engineering and
Production Management
Daniel Merla
Vorbeugende Instandhaltung: Konzept und Implementierung bei einem
Präzisionswerkzeughersteller
Bachelorarbeit

Daniel Merla
Vorbeugende Instandhaltung: Konzept und Implementierung bei einem Präzisionswerkzeughersteller
Bachelorarbeit eingereicht im Rahmen der Bachelorprüfung im Studiengang Produktionsmanagement am Department Maschinenbau und Produktion der Fakultät Technik und Informatik der Hochschule für Angewandte Wissenschaften Hamburg in Zusammenarbeit mit: LMT Fette Werkzeugtechnik GmbH & Co. KG Abteilung Instandhaltung Grabauer Straße 24 21493 Schwarzenbek Erstprüfer : Prof. Dr. Markus Stallkamp Zweitprüfer : Dipl.-Ing. Malte Johannsen Abgabedatum: 04.01.2017

Zusammenfassung I
Zusammenfassung
Daniel Merla Thema: Vorbeugende Instandhaltung: Konzept und Implementierung bei einem
Präzisionswerkzeughersteller
Stichworte Instandhaltung, vorbeugende Instandhaltung, Ersatzteilmanagement
Kurzzusammenfassung Die vorliegende Bachelorarbeit beschäftigt sich mit der Konzepterstellung und
Implementierung einer vorbeugenden Instandhaltung in einer Werkzeugfertigung. Das
Ziel ist, es ein übergeordnetes Konzept in der Produktion zu definieren und
umzusetzen. Dabei werden zunächst die Grundlagen der Instandhaltung und des
Ersatzteilmanagements erarbeitet. Unter Berücksichtigung des Ist- Zustands und eines
Idealzustands wird ein Soll- Konzept entwickelt. Dieses Soll- Konzept wird anschließend
implementiert. Im Schlussteil dieser Arbeit werden die noch ausstehenden Ziele
benannt.
Title: Preventive Maintenance: Concept and implementation at a precision tool fabricator Keywords Maintenance, preventive Maintenance, spare parts management Abstract
In the following dissertation we will discuss concepts and a possible implementation of
preventive maintenance in tools production. Our goal is to define and implement a
governing concept in production. In order to do this, we first determine the basic
requirements for both maintenance and management of spare parts. Under
consideration of the status quo in combination with an ideal condition, we will develop a
nominal concept. Consequently, we will implement this concept.
Finally, we will address any pending goals.

Inhaltsverzeichnis II
Inhaltsverzeichnis
Zusammenfassung…………………………………………………………………………I
Inhaltsverzeichnis………………………………………………………………………….II
Abbildungsverzeichnis…………………………………………………………………..IV
Tabellenverzeichnis………………………………………………………………………VI
Abkürzungsverzeichnis…………………………………………………………………VII
1 Einleitung…………………………………………………………………….……........1
2 Grundlagen……………………………………………………………........................5
2.1 Instandhaltung…………………………………………………………………...5
2.1.1 Instandhaltung allgemein………………………………………….....5
2.1.2 Strategien der Instandhaltung………………………………….........6
2.1.3 Vorbeugende Instandhaltung…………....……………………..........7
2.1.4 Schadensbasierte Instandhaltung……………………………….....11
2.1.5 Instandhaltungsplanungs- und Steuerungssystem…………........12
2.2 Ersatzteilmanagement………………………………………………………....13
2.2.1 ABC- XYZ- Analyse……………………………………….………….13
2.2.2 KANBAN- Prinzip………………………………………….………….15
2.3 Visuelles Management……………………………………………….……......16
2.4 Shopfloor Management……………………………………………….……….16
3 Ist- Zustand und Soll- Konzept……………………………………………….……....18
3.1 Ist- Zustand……………………………………………………………………...18
3.1.1 Instandhaltungsstrategie……………………………………….........18
3.1.2 Ablauf bei Instandsetzungen………………………………………...18
3.1.3 Wartungspläne Produktionsmaschinen………………………….....20
3.1.4 Ersatzteilmanagement………………………………………………..22
3.2 Soll- Konzept………………………………………………………………….....23

Inhaltsverzeichnis III
3.2.1 Konzeptplanung……………………………………………………...23
3.2.2 Arbeitspakete Soll- Konzept…………………………………..........27
4 Implementierung…………………………………………………………………..........32
4.1 Wartung und Inspektion………………………………………………….........32
4.1.1 Organisation der Wartungs- und Inspektionsarbeiten………........32
4.1.2 Maschinenwartungspläne der Produktionsmitarbeiter…………....35
4.2 Instandsetzung…………………………………………………………….........37
4.3 Produktionsrunde der Instandhaltung………………………………………...40
4.4 Ersatzteilmanagement………………………………………………………….42
4.4.1 Lagersystem……………………………………………………..........42
4.4.2 Einführung von Piloten…………………………………………….....44
5 Zusammenfassung und Ausblick………………………………………………….…49
Literatur…………………………………………………………………………………….XIII
Anhang………………………………………………………………………………………..X

Abbildungsverzeichnis IV
Abbildungsverzeichnis
Abb. 1: Steigende Anforderungen an die Instandhaltung…………………………….…1
Abb. 2: Konzernstruktur der LMT Group……………………………………………….....4
Abb. 3: Unternehmensstruktur LMT Tools………………………………………………..4
Abb. 4: Teilgebiete der Instandhaltung…………………………………………………....5
Abb. 5: Untergliederung der Instandhaltungsstrategien…………………………….......6
Abb. 6: Zeitbasierte Instandhaltungsstrategie und deren Wirkung auf den
Abnutzungsvorrat…………………………………………………………………......……..7
Abb. 7: Zustandsbasierte Instandhaltungsstrategie und deren Wirkung auf den
Abnutzungsvorrat…………………………………………………………………......……..9
Abb. 8: Die fünf Säulen von Total Productive Maintenance……………………………10
Abb. 9: Schadensbedingte Instandhaltungsstrategie und deren Wirkung auf den
Abnutzungsvorrat………………………………………………………………………......11
Abb. 10: Komponenten eines IPS- Systems…………………………………………….13
Abb. 11: ABC- XYZ Matrix…………………………………………………………………14
Abb. 12: KANBAN- Prinzip………………………………………………………………...15
Abb. 13: Elemente des Shopfloor Management………………………………………...17
Abb. 14: Auftragskarte für die Instandhaltung…………………………………………...19
Abb. 15: Unterschriftenplan für durchgeführte Wartungen………………………….….20
Abb. 16: Allgemeines Dokument zur Maschinenwartung (altes Dokument)………….21
Abb. 17: Materialübersicht aus dem Wartungsplaner V6……………………………….22
Abb. 18: Bewertung des Ist- Zustands am Flipchart- Board…………………………....23
Abb. 19: Übersicht des Zielzustands der Instandhaltung……………………………….24
Abb. 20: Übersicht des Zielzustands der Instandhaltung……………………………….25
Abb. 21. Grafische Darstellung der ermittelten Stichpunkte des Idealzustands……...26
Abb. 22: Soll- Konzept zur vorbeugenden Instandhaltung……………………………...26

Abbildungsverzeichnis V
Abb. 23: Übersicht der Wartungsarbeiten der Schneeberger Corvus GDS 750 aus
dem Wartungsplaner V6……………………………………………………….................32
Abb. 24: Übersicht zu den einzugebenden Parametern einer Wartungsarbeit aus
dem Wartungsplaner V6…………………………………………………………………...33
Abb. 25: Übersicht der Zeitvorgaben bei Wartungsarbeiten aus dem
Wartungsplaner V6……………………………………………………………..................34
Abb. 26: Übersicht der auszuführenden Wartungsarbeiten durch externe Firmen
aus dem Wartungsplaner V6……………………………………………………………...35
Abb. 27: Neues Dokument für die Maschinenwartung…………………………………36
Abb. 28: Morgendliche Route der Instandhaltung in Halle 01…………………………37
Abb. 29: Morgendliche Route der Instandhaltung in Halle 05…………………………38
Abb. 30: Dokument zur Visualisierung des Maschinenstatus………………………....38
Abb. 31: Dokument zur Visualisierung des Maschinenstatus bei einer
Maschinenstörung………………………………………………………………………….39
Abb. 32: Instandhaltungsboard der morgendlichen Produktionsrunde…………...….40
Abb. 33: Regeln für die morgendliche Produktionsrunde in der Instandhaltung…….41
Abb. 34: Magnete zur Priorisierung der Instandhaltungsaufträge..…………………...42
Abb. 35: Lagerschild für das Lager 01 in Halle 01…………………………………...…42
Abb. 36: Lagersystem zur Ordnung der Ersatzteile in Halle 01 Lager 01……………43
Abb. 37: Übersicht der Ersatzteile mit den definierten Lagerorten aus dem
Wartungsplaner V6………………………………………………………………………...43
Abb. 38: Kanban- Behälter mit Bestellkarte für die Zahnriemen der Schleifköpfe
an den SMS US Hinterschleifmaschinen………………………………………………..45
Abb. 39: Arbeitsanweisung für den Bestellvorgang der Riemen…………………......45
Abb. 40: Behälter für die Schleifköpfe mit den Montage- und Demontage-
zeitpunkten…………………………………………………………………………............46
Abb. 41: Lebenslaufeintrag der Schleifköpfe aus dem Wartungsplaner V6………....47
Abb. 42: Zentraler Werkstattwagen in Halle 05…………………………………….......48

Tabellenverzeichnis VI
Tabellenverzeichnis
Tab. 1: Übersicht zur Größenordnung der Produktionsbereiche……………………….4

Abkürzungsverzeichnis VII
Abkürzungsverzeichnis
BE Betrachtungseinheit
EDV Elektronische Datenverarbeitung
TPM Total Productive Maintenance
IH Instandhaltung
IPS Instandhaltungsplanungs- und Steuerungssystem
LMT Leading Metalworking Technologies
MS Microsoft
SFM Shopfloor Management
VHM Vollhartmetall
WS Workshop

Einleitung 1
1 Vgl. Pawellek, 2013, S. 1 2 Pawellek, 2013, S. 4 3 Vgl. Pawellek, 2013, S. 3
1 Einleitung
Pawellek schreibt, dass durch die Globalisierung der Märkte, Unternehmen
zunehmend in einen steigenden Kosten- und Leistungsdruck geraten. Das Ziel
Produkte auf einem hohen Qualitätsniveau, kundenorientiert und zu geringsten
Kosten herzustellen, soll durch kontinuierliche Rationalisierung und Innovation erzielt
werden. Daraus resultierend steigt die Automatisierung und Komplexität der Anlagen.
Aufgrund von Lean Production sowie Just-in-time-Produktion sind Lager- und
Umlaufbestände minimal geworden, sodass die Anforderungen an eine hohe
Maschinen- und Anlagenverfügbarkeit immer weiter wachsen. Infolge dieser
Entwicklungen erhält die Instandhaltung eine steigende Bedeutung.1
Nicht allein die Bedeutung der Instandhaltung ist gestiegen, sondern auch die
Anforderungen an die Instandhaltung wie in Abbildung 1 dargestellt.
Abbildung 1:Steigende Anforderungen an die Instandhaltung. 2
Bis 1950 spielte die Instandhaltung eine unbedeutende Rolle, äußert Pawellek, da
Maschinenausfälle und zugehörige Reparaturen als notwendiges Übel akzeptiert
wurden. Kosten und Rentabilitätseinbußen wurden nicht mit Maschinenstillständen
assoziiert. In den vergangenen Jahrzehnten haben sich eine Reihe von
Managementkonzepten für die Instandhaltung etabliert, welche auch eine Vielfalt
neuer Aufgaben und Anforderungen an die Instandhaltung stellen.3

Einleitung 2
Ziel der vorliegenden Arbeit ist es ein Instandhaltungskonzept zur vorbeugenden
Instandhaltung für die Produktion der LMT Fette Werkzeugtechnik zu
konzeptionieren und zu implementieren. Die Instandhaltung der Werkzeugmaschinen
soll zukünftig durch die Anwendung verschiedener Hilfsmittel neu strukturiert und
organisiert werden. Im Vordergrund steht dabei nicht nur die Instandsetzung der
Werkzeugmaschinen im Schadensfall, sondern ganz besonders auch die
regelmäßige Wartung und Inspektion. Um die richtigen Ansätze zur
Konzepterstellung sowie zur Umsetzung des Konzeptes zu finden, ist eine
Auseinandersetzung mit dem Ist-Zustand in der Instandhaltung erforderlich.
Das Soll- Konzept zur vorbeugenden Instandhaltung bezieht sich auf den gesamten
Instandhaltungsbereich der Lmt Fette Werkzeugtechnik. Dazu zählen die einzelnen
Bereiche Halle 01 (VHM, Innengewinde & Rollen), Halle 05
(Verzahnungswerkzeuge), Halle 06 (Rollen & Rollenköpfe), Halle 04 (Beschichtung)
und Halle 08 (Beschriftung).Die Implementierung dieses Konzeptes bezieht sich
überwiegend auf die Bereiche Halle 01, Halle 05 und partiell auf den Bereich der
Halle 06.
Am Anfang dieser Bachelorarbeit steht eine Einleitung, um den Leser langsam an
das zu behandelnde Thema heranzuführen. Anschließend folgt die Zielsetzung und
Abgrenzung der Arbeit, in der das zu erreichende Ziel definiert wird und in welchen
Bereichen die Implementierung des Konzeptes erfolgt. Im nächsten Schritt wird das
Unternehmen vorgestellt, dass mit dem Studenten zusammengearbeitet hat.
Der zweite Abschnitt dieser Bachelorarbeit beschäftigt sich mit den Grundlagen, die
für den weiteren Verlauf genannt werden müssen. Es wird der Begriff der
Instandhaltung im Allgemeinen erklärt und die drei Grundstrategien. Anschließend
wird auf das TPM- Konzept und die für diese Arbeit bedeutenden Schwerpunkte
eingegangen. Danach werden die Aufgaben und der Nutzen von
Instandhaltungsplanungs- und Steuerungssystemen erläutert. Infolgedessen werden
in dem Abschnitt Ersatzteilmanagement einige grundlegende Techniken zur
Klassifizierung und Beschaffung von Ersatzteilen dargelegt. Im Anschluss wird die
Methode des visuellen Managements genauer erklärt sowie Ziele und Nutzen
dargestellt. Die Grundlagen schließen mit dem Shopfloor Management. Hier werden
die Ziele, der Nutzen und der Ablauf genauer beschrieben.

Einleitung 3
4 Unternehmenspräsentation LMT Tool Systems 5 Vgl. LMT Group Homepage extern
Im dritten Abschnitt dieser Arbeit wird der Ist- Zustand in der Instandhaltung erläutert,
und anschließend wird das Soll- Konzept mit den verschiedenen Arbeitspaketen
definiert und vorgestellt. Der Ist- Zustand ist entscheidend, um einen Eindruck der
Ausgangssituation in der Instandhaltung zu erhalten. Das Soll- Konzept wird aus
dem Ist- Zustand und einem definierten Idealzustand in Abhängigkeit der
Umsetzbarkeit gebildet.
Der vierte Abschnitt beschreibt die Implementierung des Soll- Konzepts. Bei der
Implementierung des Konzeptes sind die definierten Arbeitspakete der Leitfaden.
Dabei wird die Umsetzung der Arbeitspakete beschrieben, sowie die selektive
Integration dieser in das Tagesgeschäft der Instandhaltung und Produktion.
Der letzte Teil dieser Arbeit, Zusammenfassung und Ausblick, fasst die umgesetzten
Ergebnisse dieses Projektes noch einmal zusammen und beschreibt, welche
Tätigkeiten zukünftig noch absolviert werden sollen.
Die LMT-Group ist eine mittelständische Unternehmensgruppe mit weltweit mehr als
2200 Mitarbeitern und Mitarbeiterinnen und befindet sich im Familienbesitz.
Abbildung 2: Konzernstruktur der LMT Group.4
Die Unternehmensgruppe, wie in der Abbildung 2 dargestellt, besteht aus den drei
Segmenten FETTE Compacting, LMT Tools und LMT Group Finance & Shared
Service. Das Segment der Lmt Tools teilt sich in vier weitere Unternehmen auf.5 In
der Abbildung 3 ist die Unternehmensstruktur der LMT Tools ersichtlich.
Einleitung 4
6 Unternehmenspräsentation LMT Tool Systems 7 Vgl. Unternehmenspräsentation LMT Tool Systems
Abbildung 3: Unternehmensstruktur LMT Tools.6
Im Jahr 1908 gründete Wilhelm Fette eine Werkstatt in Altona mit zwölf Mitarbeitern.
Ab 1916 wurden die ersten Walzfräser hergestellt. Seit 1993 gehört die FETTE
Werkzeugtechnik zur LMT Group. Die LMT Fette Werkzeugtechnik GmbH & Co. KG
hat ihren Sitz in Deutschland, Schwarzenbek und beschäftigt am Standort 290
Mitarbeiter. Zu den Kompetenzbereichen der LMT Fette Werkzeugtechnik GmbH &
Co. KG gehören die Segmente der Verzahnungswerkzeuge, Fräs- und
Gewindewerkzeuge, sowie Gewinderollen.7
Um einen Eindruck der Größenordnung der einzelnen Produktionsbereiche zu
erhalten, sind in der Tabelle 1 einige Eckdaten zu den Bereichen der LMT Fette
Werkzeugtechnik dargestellt.
Tabelle 1: Übersicht zur Größenordnung der Produktionsbereiche
Produktionsbereiche Anzahl
Mitarbeiter
Anzahl
Maschinen
Anzahl
Instandhalter
VHM, Innengewinde &
Rollen 90 130 2
Rollsysteme 50 40 3
Verzahnungswerkzeuge 100 130 3

Grundlagen 5
8 Vgl. Strunz, 2012, S. 4 9 Strunz, 2012, S. 3 10 Strunz, 2012, S. 3 11 Strunz, 2012, S. 3
2 Grundlagen
2.1 Instandhaltung
2.1.1 Instandhaltung allgemein
Das Hauptziel der Instandhaltung, manifestiert Strunz, ist die Verzögerung von
Verschleiß-, Abnutzungs-, Zerstörungs-, und Verfallsvorgängen bei
Fertigungsmaschinen zu erreichen. Auch wenn man die oben aufgeführten
Zerstörungsformen nicht verhindern kann, ist es doch das Hauptanliegen der
Instandhaltung, die Maschinen und Anlagen in einem gebrauchsfähigen Zustand zu
erhalten.8
Der Begriff der Instandhaltung gliedert sich in vier Maßnahmen auf. In der Abbildung
4 werden diese veranschaulicht dargestellt.
Abbildung 4: Teilgebiete der Instandhaltung.
Instandsetzung: „ Maßnahmen zur Rückführung in den funktionsfähigen Zustand
(nach Ausfall), mit Ausnahme von Verbesserungen.“9
Inspektion: „Feststellung und Beurteilung des (Ist-) Zustandes von BE einschließlich
der Bestimmung der Abnutzungsursachen und Ableiten notwendiger Konsequenzen
für die zukünftige Nutzung.“10
Wartung: „Verzögerung des Abbaus von Abnutzungsvorrat durch Verminderung der
Abnutzungsgeschwindigkeit von BE.“11

Grundlagen 6
12Strunz, 2012, S. 3 13 Vgl. Kasper, 2015, S. 12 f. 14 Vgl. Pawellek, 2013, S. 173 15 Pawellek, 2013, S. 173
Verbesserung: „ Kombination aller technischen und administrativen Maßnahmen
des Managements zur Steigerung der Funktionssicherheit einer BE, ohne ihre
geforderte Funktion zu ändern.“12
2.1.2 Strategien der Instandhaltung
Die Strategien der Instandhaltung können in zwei Instandhaltungsarten klassifiziert
werden artikuliert Kasper. Man unterscheidet hierbei zwischen der präventiven und
korrektiven Instandhaltung. Bei der korrektiven Instandhaltung wird nur bei einem
Maschinenstillstand oder einer Maschinenstörung gehandelt. Der Zeitpunkt der
Handlung ist abhängig von der Funktionsfähigkeit der Maschine. Im Falle eines
Maschinenstillstands ist die Instandsetzung unverzüglich zu erfolgen, wohingegen
das Beseitigen einer Maschinenstörung bei voller Produktionsfähigkeit aufgeschoben
werden kann. Die präventive Instandhaltung erfolgt dagegen geplant und nach festen
Intervallen. Die Intervalle können durch Kalenderzeitabstände, Maschinenstunden
oder Betriebszeitabständen festgelegt werden.13
Die Arten der Instandhaltung finden sich in vielen unterschiedlichen Strategien
wieder, jedoch sind alle auf die drei Grundstrategien zurückzuführen:
- schadensbasierte Instandhaltung
- zeitbasierte Instandhaltung
- zustandsbasierte Instandhaltung14
In Abbildung 5 werden die drei Grundstrategien noch einmal in differenzierter Weise
dargestellt.
Abbildung 5: Untergliederung der Instandhaltungsstrategien. 15

Grundlagen 7
16 Vgl. Strunz, 2012, S. 296 f. 17 Vgl. Leidinger, 2014, S. 17 18 Vgl. Strunz, 2012, S. 296 f. 19 Pawellek, 2013, S. 175, nach Brecher, 2009
Abbildung 6: Zeitbasierte Instandhaltungsstrategie und deren Wirkung auf den Abnutzungsvorrat.19
2.1.3 Vorbeugende Instandhaltung
Strunz definiert, dass die zeitbasierte Instandhaltung, oder auch vorbeugende
Instandhaltung genannt, auf der Grundlage feststehender Intervalle zum Austausch
der entsprechenden Bauteile, Baugruppen und Ersatzteile basiert. Die feststehenden
Intervalle können sich nach der Produktionsleistung oder nach einer bestimmten
Produktionsmenge richten.16
Die Informationen, sagt Leidinger, für den festgelegten Zeitpunkt zum Austausch der
betroffenen Bauteile werden anhand von Herstellerempfehlungen, sowie eigenen
Erfahrungswerten definiert.17
Diese Strategie, besagt Strunz, wird überwiegend in den Bereichen eingesetzt, bei
denen mit hohen Ausfallfolgekosten bei einem Maschinenstillstand oder mit einem
erhöhten Gefahrenpotential für Mensch und Umwelt gerechnet wird. Die
zeitbasierte/vorbeugende Instandhaltung kann sehr teuer werden, weil die Intervalle
zum Austausch der Bauteile auf Erfahrungswerten beruhen und diese zum Teil weit
vor dem Erreichen der Abnutzungsgrenze liegen. Das heißt, die Bauteile werden
ausgetauscht, obwohl die Schädigung gering und der Abnutzungsvorrat noch
verhältnismäßig groß ist.18
In der Abbildung 6 wird die Wirkung der zeitbasierten Instandhaltung auf den
Abnutzungsvorrat gezeigt.

Grundlagen 8
20 Vgl. Schwießelmann, 2014, S. 40 f. 21 Vgl. Schwießelmann, 2014, S. 40 f. 22 Vgl. Leidinger, 2014, S. 18 f.
Schwießelmann sagt, die Vorteile der zeitbasierten Instandhaltung liegen zum einen
in der guten Planbarkeit der Instandhaltungsarbeiten durch das Auswechseln der
Bauteile nach festen Intervallen. Aufgrund dessen ist ebenfalls eine rechtzeitige
Beschaffung der Ersatzteile möglich sowie die Ausführung der
Instandhaltungsarbeiten zu Zeitpunkten geringerer Auslastung in der Produktion. Die
Maschinen- und Anlagenverfügbarkeit wird durch die vorbeugende Instandhaltung
erhöht und zeitgleich werden die Produktionsausfallkosten gesenkt.20
Auf der anderen Seite sind laut Schwießelmann die Nachteile der zeitbasierten
Instandhaltung, dass Bauteile häufig vor dem Erreichen des Abnutzungsvorrats
ausgetauscht werden und dadurch hohe Kosten entstehen. Die mögliche
Lebensdauer eines Bauteils kann dadurch nicht festgestellt werden. Ebenso sind
Daten zur Analyse von Maschinenstörungen und Maschinenstillständen kaum zu
ermitteln. Durch die häufigen Instandsetzungen steigt die Wahrscheinlichkeit von
Ausfällen durch Montage- und Inbetriebnahmefehler.21
Leidinger beschreibt die zustandsbasierte Instandhaltung oder auch
Inspektionsstrategie genannt, ebenfalls als eine Strategie der vorbeugenden
Instandhaltung. Diese zeichnet sich dadurch aus, dass der Ist-Zustand der Bauteile
einer Maschine oder Anlage durch kontinuierliche Inspektionen bewertet wird. Der
Aufwand für die Inspektionen kann vom einfachen Hinschauen bis hin zur kompletten
Demontage einer Baugruppe oder eines Bauteils sehr stark variieren. Das Ziel
hierbei ist es, ein Bauteil erst dann auszuwechseln, wenn der Abnutzungsvorrat
soweit erschöpft ist, dass es den nächsten Inspektionszeitpunkt nicht ohne Schäden
erreichen wird. Eine große Schwierigkeit dabei ist es, die richtigen Prognosen für den
Restnutzungsvorrat des Bauteils zu treffen. Umso länger die Inspektionsintervalle für
ein Bauteil werden desto schwieriger wird eine sichere Prognose.22
In der Abbildung 7 wird die zustandsbasierte Instandhaltung und deren Wirkung auf
den Abnutzungsvorrat dargestellt.

Grundlagen 9
23 Pawellek, 2013, S. 176, nach Brecher, 2009 24 Vgl. Schwießelmann, 2014, S. 41 f. 25 Vgl. Schwießelmann, 2014, S. 41 f.
Abbildung 7: Zustandsbasierte Instandhaltungsstrategie und deren Wirkung auf den Abnutzungsvorrat.23
Schwießelmann sieht die Vorteile der zustandsbasierten Instandhaltung in der
Möglichkeit, Inspektions- und Wartungsarbeiten exakt zu planen. Durch den frühen
Zeitpunkt der Planung der Instandhaltungsarbeiten ist die Maschinen- und
Anlagenverfügbarkeit größer als bei der schadensbasierten Instandhaltung. Ein
Vorteil gegenüber der zeitbasierten Instandhaltung ist die bessere Ausnutzung der
Bauteile in Bezug auf deren Abnutzungsvorrat. Die Bauteile werden erst kurz vor
Erreichen der Abnutzungsgrenze ausgetauscht.24
Die Nachteile der zustandsbasierten Instandhaltung liegen nach Schwießelmann in
den hohen Kosten dieser Strategie. Durch die häufigen Inspektionen an den
Produktionsmaschinen entstehen diese. Zudem muss das Instandhaltungspersonal
technisch über sehr gute Fähigkeiten verfügen, damit der Restnutzungsvorrat eines
Bauteils eingestuft werden kann. Die Instandsetzungen sind nicht planbar, wenn der
Bauteilverschleiß und damit der Ausfall der Anlage direkt nach der Inspektion
eintritt.25

Grundlagen 10
26 Vgl. Mandelartz et al., 2009, S. 79 ff. 27 Pawellek, 2013, S. 6 28 Vgl. Schenk, 2010, S. 5 29 Vgl. Pawellek, 2013, S. 5
Eine weitere Strategie zur vorbeugenden Instandhaltung repräsentiert das TPM-
Konzept.
Das TPM-Konzept bildet eine eigene Instandhaltungsstrategie, schreibt Mandelartz,
wodurch nicht nur der Zustand der Maschinen und Anlagen gesteigert werden soll,
sondern es sollen jegliche Verluste vermieden werden. Es geht dabei um die
komplette Steigerung der Anlageneffektivität und die Vermeidung sämtlicher Fehler.
Das TPM-Konzept besteht klassischer Weiser aus fünf Säulen. In der Abbildung 8 ist
das klassische TPM-Modell abgebildet.26
Abbildung 8: Die fünf Säulen von Total Productive Maintenance.27
Durch den Umfang dieses Instandhaltungskonzeptes wird in dieser Arbeit nur auf die
signifikantesten Aspekte eingegangen und diese im Folgenden näher erörtert.
Die zweite Säule des TPM- Konzeptes beschreibt die autonome Instandhaltung,
äußert Schenk. Es werden Instandhaltungsaufgaben an die Maschinenbediener
verteilt. Dabei handelt es sich hauptsächlich um Routineaufgaben, welche von den
Maschinenbedienern übernommen werden sollen, um die Instandhaltung zu
entlasten. Zu diesen Routineaufgaben gehört unter anderem das regelmäßige
Schmieren und Sauberhalten der Maschine.28 Pawellek beschreibt, dass der
Maschinenbediener aber primär auf Maschinenstörungen und
Qualitätsabweichungen im Betrieb seiner Anlage achten soll, um diese
gegebenenfalls frühzeitig zu erkennen und zu melden.29

Grundlagen 11
30 Pawellek, 2013, S. 174, nach Brecher, 2009 31 Vgl. Strunz, 2012, S. 296 32 Vgl. Schwießelmann, 2014, S. 39
Abbildung 9: Schadensbedingte Instandhaltungsstrategie und deren Wirkung auf den Abnutzungsvorrat.30
2.1.4 Schadensbasierte Instandhaltung
Strunz besagt, dass bei der schadensbasierten Instandhaltung, auch als Feuerwehr-
Instandhaltung, ausfallorientierte Instandhaltung oder Break Down Maintenance
geläufig, wird ganz bewusst auf Störungen und Ausfälle von Maschinen und Anlagen
gewartet und erst dann reagiert. Durch die Belastung der Bauteile und Baugruppen
in den Maschinen bis zur endgültigen Erschöpfung ist eine hundertprozentige
Ausnutzung des Abnutzungsvorrats gewährleistet. In der Abbildung 9 ist der
Abnutzungsvorrat über die Zeit bei der schadensbasierten Instandhaltung dargestellt.
Diese Strategie eignet sich in erster Linie für Maschinen und Anlagen, die nicht
ausschlaggebend für den Produktionsprozess sind. Bei zu erwartenden Folge- und
Gesundheitsschäden ist diese Strategie nicht anwendbar.31
Die Vorteile der schadensbasierten Instandhaltung liegen nach Schwießelmann in
der kompletten Ausnutzung des Abnutzungsvorrats. Die Bauteile werden in Bezug
auf ihre Lebensdauer vollständig beansprucht. Zudem ist der Planungsaufwand für
diese Instandhaltungsstrategie im Vergleich am geringsten.32

Grundlagen 12
33 Vgl. Schwießelmann, 2014, S. 41 f. 34 Vgl. Mandelartz et al., 2009, S. 157 ff.
Die Nachteile der schadensbasierten Intandhaltung sieht Schwießelmann in
eventuell entstehenden hohen Ausfallfolgekosten. Diese können durch hohe
Lieferzeiten von Ersatzteilen entstehen, welche sich nicht im Ersatzteillager befinden.
Das Spektrum der eingelagerten Ersatzteile muss bei dieser Strategie
vergleichsweise vielfältig und dadurch sehr groß sein. Es entstehen hohe
Lagerhaltungskosten. Bei Maschinen- und Anlagenausfällen zur gleichen Zeit kann
es zu Kapazitätsproblemen in der Instandhaltung kommen. Da die Instandsetzungen
meistens unter hohem Zeitdruck ausgeführt werden müssen, sind Qualitätsprobleme
ebenfalls ein großer Nachteil dieser Strategie.33
2.1.5 Instandhaltungsplanungs- und Steuerungssystem
Mandelartz beschreibt, dass ein Instandhaltungsplanungs- und Steuerungssystem
(IPS) ein EDV- System ist, welches zur Verwaltung von Maschinen und Anlagen,
sowie zur Planung sämtlicher Instandhaltungsaufgaben eingesetzt wird. Um von
einem „richtigen“ IPS- System sprechen zu können, muss das System alle für die
Instandhaltung relevanten Kriterien erfüllen, wie zum Beispiel die Verwaltung der
Anlagen und Maschinen, das Verwalten von Ersatzteilen und die komplette Planung
der Auftragsabwicklung in der Instandhaltung erfüllen. Selbst erstellte Programme
und Dateien wie zum Beispiel in MS Project, MS Access oder MS Excel zählen nicht
als IPS-System im klassischen Sinne, da sie nicht speziell für die Instandhaltung
konzipiert wurden und die übergreifende Funktion eines IPS- Systems nicht besitzen.
Das primäre Ziel eines IPS-Systems liegt darin, dass die Verfügbarkeit aller
Maschinen und Anlagen gewährleistet wird und die Kosten der Instandhaltung
minimiert werden. Durch die entsprechenden Komponenten eines IPS- Systems wird
versucht diese Ziele zu erreichen.34
Ein IPS- System kann grundlegend in fünf Komponenten unterteilt werden:
- Auftragsabwicklung
- Anlagenverwaltung
- Materialwirtschaft
- Ressourcenverwaltung
- Analysen und Reports

Grundlagen 13
35 Mandelartz et al., 2009, S. 158 36 Vgl. Mandelartz et al., 2009, S. 158 37 Vgl. Strunz, 2012, S. 569
Abbildung 10: Komponenten eines IPS- Systems.35
In der Abbildung 10 ist das Prinzip zum Aufbau eines IPS- Systems dargestellt.
Im Zentrum formuliert Mandelartz, dass dabei die „Auftragsabwicklung“ steht, die sich
mit dem gesamten Ablauf zur Organisation der Tätigkeiten in der Instandhaltung
auseinandersetzt und diese plant. Die „Anlagenverwaltung“ enthält sämtliche
Maschinen mit allen relevanten Daten. Das Ersatzteilmanagement für die Maschinen
und Anlagen beinhaltet die Komponente der „Materialwirtschaft“. Zur
Kapazitätsplanung des Personals dient die „Ressourcenverwaltung“. Mit der
Komponente „Analysen und Reports“ eines IPS-Systems kann die Vielzahl der
verwalteten Daten ausgewertet werden.36
2.2 Ersatzteilmanagement
2.2.1 ABC- XYZ- Analyse
Bei Ersatzteilen, definiert Strunz, handelt es sich um austauschbare Komponenten
zur Wiederherstellung der Funktionsfähigkeit einer Maschine oder Anlage. Das
Ersatzteilmanagement ist ein wichtiger Bestandteil des Instandhaltungsprozesses.37
Die Ersatzteile können nach Pawellek in drei Kategorien unterteilt werden. Zum einen
gibt es Reserveteile, welche meistens einen hohen Wert haben und nur für wenige
Maschinen einsetzbar sind. In der ABC- Analyse sind das die sogenannten A- Teile.

Grundlagen 14
38 Pawellek, 2013, S. 324 39 Vgl. Pawellek, 2013, S. 289 ff.
Die Verbrauchsteile sind häufig genormt und für mehrere Maschinen einsetzbar. Die
Lebensdauer ist besser planbar als bei den Reserveteilen. In der ABC- Analyse
spricht man hier von B- Teilen. Die Kleinteile, als C- Teile definiert, sind häufig von
geringem Wert und in hohen Bestandsmengen im Lager vorhanden. Um die
Ersatzteile noch genauer klassifizieren zu können, gibt es zusätzlich die XYZ-
Analyse, welche den Verbrauch und die Prognosegenauigkeit der Ersatzteile enthält.
X- Teile haben einen sehr gleichmäßigen Verbrauch und eine hohe
Prognosegenauigkeit. Y- Teile haben eine mittelmäßige Prognosegenauigkeit und
einen unregelmäßigen Verbrauch. Z- Teile sind fast nicht zu prognostizieren und der
Verbrauch ist stark ungleichmäßig. In der Abbildung 11 werden die einzelnen
Kategorien der ABC- XYZ- Analyse in Bezug auf die Prognosegenauigkeit und den
Wert der Ersatzteile definiert.
Abbildung 11: ABC-XYZ Matrix.38
Das Ziel der ABC-XYZ- Analyse ist die Gewährleistung einer hohen Verfügbarkeit der
Ersatzteile sowie minimierter Bestände durch eine ideale Bestandsführung.39

Grundlagen 15
40 Pawellek, 2013, S. 309 41 Vgl. Pawellek, 2013, S. 308 ff.
2.2.2 KANBAN- Prinzip
Die Beschaffungsstrategien in der Ersatzteillogistik, schreibt Pawellek, lassen sich im
Wesentlichen in zwei Kategorien einordnen. Man unterscheidet zwischen den
bedarfsorientierten und verbrauchsorientierten Strategien. Das KANBAN- Prinzip
zählt zu den verbrauchsorientierten Strategien. Die verbrauchsorientierten Strategien
bilden die Beschaffungsmengen durch die Ermittlung des Verbrauchs in der
Vergangenheit. Das KANBAN- Prinzip funktioniert ohne den Einsatz eines IPS-
Systems oder eines anderen EDV- Systems zur Steuerung einer Bestellung. Die
Losgröße bzw. der Behälterinhalt sowie die Größe und die Menge der Behälter
werden durch die Verbrauchswerte und Wiederbeschaffungszeiten ermittelt. Die
Bestellung erfolgt, sobald ein Behälter leer ist durch eine Karte, welche auch die
exakte Bestellmenge definiert. In der Abbildung 12 ist das KANBAN- Prinzip
schematisch dargestellt.
Abbildung 12: KANBAN- Prinzip.40
Das Ziel, schreibt Pawellek weiter, bei diesem System liegt darin, den
organisatorischen Aufwand zu minimieren und den Bestand zu optimieren.41
Grundlagen 16
42 Vgl.Reitz, 2009, S. 58 f. 43 Vgl. Dombrowski, 2015, S. 103 ff. 44 Vgl. Reitz, 2009, S. 59 45 Vgl. Dombrowski, 2015, S. 235 f.
2.3 Visuelles Management
Der Mensch, schreibt Reitz, nimmt 83 Prozent der Informationen durch Bilder,
Skizzen oder Fotos mit dem Auge wahr. Der Informationsfluss im Straßenverkehr
wird überwiegend durch Ampeln, Schilder mit Symbolen oder auch
Bodenmarkierungen gesteuert. Das alles sind Elemente des visuellen Managements,
die es uns erleichtern, im Straßenverkehr zurecht zu kommen und sicher von einem
Ort an den anderen zu gelangen. Jeder Teilnehmer hat sich an diese Regeln zu
halten. Dieses Beispiel aus dem Straßenverkehr kann auch auf den
Produktionsprozess reflektiert werden. Produktionsmitarbeiter können durch ein
einfaches Ampelsystem auf den aktuellen Status des laufenden Prozess
hingewiesen werden.42
Durch die Methoden und Werkzeuge des visuellen Managements lassen sich in der
Produktion Prozesse und Systeme transparenter darstellen und somit auch besser
analysieren, beschreibt Dombrowski. Inhalte wie zum Beispiel Prozesse, Ergebnisse
und Leistungen können dadurch von Führungskräften und Mitarbeitern leichter
wahrgenommen und verarbeitet werden. Einerseits können die Methoden des
visuellen Managements dazu genutzt werden, um zum Beispiel durch
Kennzeichnungen und Markierungen in der Produktion Bestände und Abstellflächen
zu kennzeichnen. Auf der anderen Seite eignet sich das visuelle Management, um
beispielsweise Kennzahlen in einem Soll- Ist Vergleich darzustellen.43
Das visuelle Management, definiert Reitz, hat das Ziel, Probleme und Anomalien im
Produktionsprozess möglichst schnell aufzudecken und genau zu definieren, wo der
Fehler entstanden ist.44
2.4 Shopfloor Management
Dombrowski definiert, dass das Shopfloor Management die Aufgabe hat aktuelle
Probleme, Kennzahlen oder Optimierungen an den Ort des Geschehens zu bringen.
Unter dem Wort Shopfloor ist der Ort der Wertschöpfung, die Fertigung oder der Ort
der Produktentstehung zu verstehen.45
Führungskräfte und Mitarbeiter treffen sich täglich am Ort der Wertschöpfung,
verfasst Künzel. Durch eine definierte und standardisierte Reihenfolge werden

Grundlagen 17
46 Vgl. Künzel, 2016, S. 84 ff. 47 Vgl. Dombrowski, 2015, S. 53 48 Vgl. Künzel, 2016 S. 89
Abbildung 13: Elemente des Shopfloor Management.47
Probleme und mögliche Lösungen effektiv an einem SFM- Board diskutiert. Das
SFM- Board dient als Hilfsmittel und visualisiert den aktuellen Status der Abteilung
oder des Prozesses, sodass auch außenstehende Personen einen Überblick der
Situation erhalten.46
In der Abbildung 13 sind die Elemente und der Regelkreis des Shopfloor
Managements übersichtlich dargestellt.
Das Hauptziel, schreibt Künzel, des Shopfloor Managements ist es,
Verschwendungen zu beseitigen und die Wertschöpfung zu erhöhen. Aufgrund der
visuellen Darstellung werden Unklarheiten und Missverständnisse vermieden. Die
Tätigkeiten im Unternehmen können abteilungsübergreifend geplant und gesteuert
werden.48

Ist- Zustand und Soll- Konzept 18
3 Ist- Zustand und Soll- Konzept
3.1 Ist- Zustand
3.1.1 Instandhaltungsstrategie
Bei der Instandhaltung der LMT Fette Werkzeugtechnik handelt es sich um eine
dezentrale Instandhaltung. Diese Instandhaltung ist auf die einzelnen
Fertigungsbereiche der Werkzeugtechnik aufgeteilt und auf die spezifischen
Produktionsmaschinen spezialisiert. Die Instandhaltungsstrategie ist größtenteils eine
schadensorientierte Instandhaltung. Wartungen und Inspektionen werden von der
hauseigenen Instandhaltung nicht durchgeführt, sondern lediglich Instandsetzungen.
Diese Instandsetzungen erfolgen nach einem Maschinenstillstand oder um eine
Maschinenstörung zu beheben. Bei einem Maschinenstillstand handelt es sich um
einen Produktionsfall, das heißt, die Maschine kann nicht weiter produzieren. Bei
einer Maschinenstörung sind Mängel vorhanden, aber die Maschine ist
produktionsfähig. Wartungs- und Inspektionsarbeiten an den Produktionsmaschinen
werden von den Maschinenherstellern übernommen, aber nur im Fall von
bestehenden Wartungsverträgen oder geplanten Wartungsaufträgen. Die
Wartungsverträge werden nach der Priorität der Maschinen vergeben oder nach dem
Alter der Maschinen. An älteren Maschinen werden keine Wartungsarbeiten
durchgeführt. Für die Maschinen mit bestehenden Wartungsverträgen gibt es einmal
im Jahr Wartungen und Inspektionen. Zwischen diesen Intervallen werden ebenfalls
keine vorbeugenden Maßnahmen der Instandhaltung ergriffen.
3.1.2 Ablauf bei Instandsetzungen
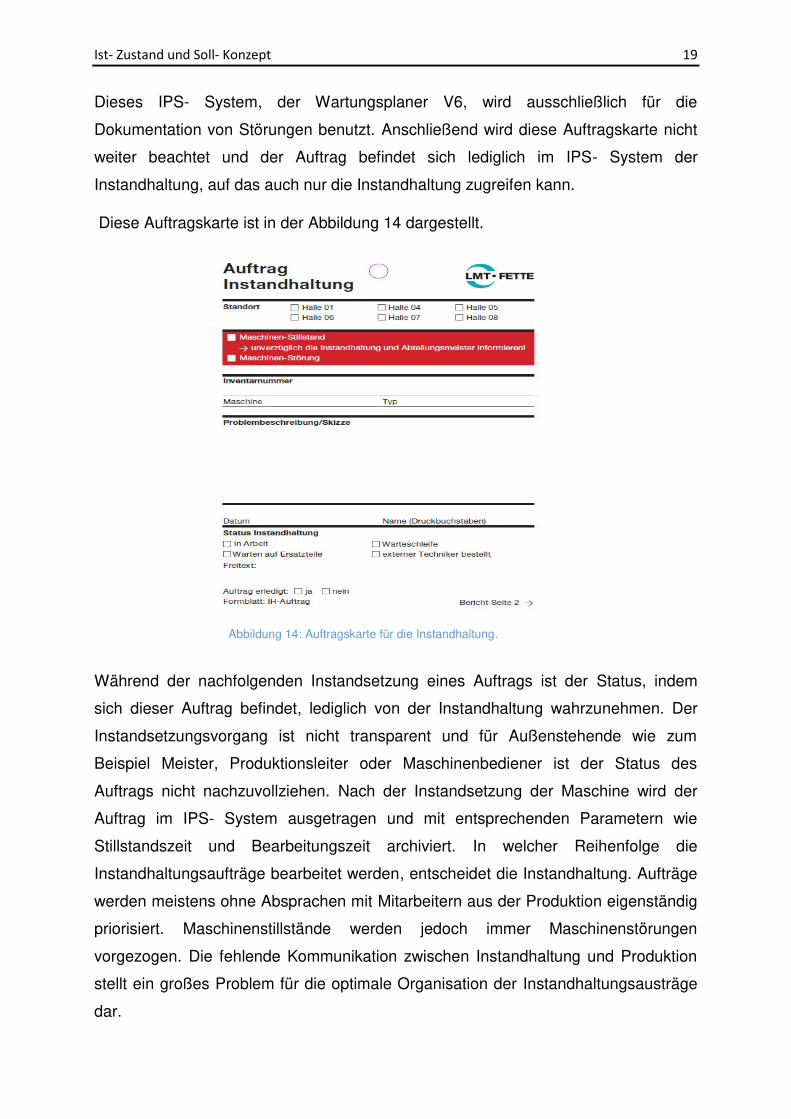
Bei einer Maschinenstörung oder einem Maschinenstillstand wird von dem
verantwortlichen Maschinenbediener eine Auftragskarte für die Instandhaltung
ausgefüllt. Beim Ausfüllen dieser IH-Auftragskarte muss der Maschinenbediener
bestimmte Parameter beachten. Zum einen ist die Maschine mit der
Typenbezeichnung und Inventarnummer anzugeben. Auf der anderen Seite sollte
definiert werden, ob es sich dabei um einen Maschinenstillstand oder eine
Maschinenstörung handelt. Des Weiteren ist eine kurze Fehlerbeschreibung
abzugeben. Die ausgefüllte IH- Auftragskarte wird dann vom Maschinenbediener
zum Büro der Instandhaltung gebracht. Anschließend wird die IH- Auftragskarte von
der Instandhaltung in ein IPS- System übertragen und als offene Störung definiert.
Ist- Zustand und Soll- Konzept 19
Dieses IPS- System, der Wartungsplaner V6, wird ausschließlich für die
Dokumentation von Störungen benutzt. Anschließend wird diese Auftragskarte nicht
weiter beachtet und der Auftrag befindet sich lediglich im IPS- System der
Instandhaltung, auf das auch nur die Instandhaltung zugreifen kann.
Diese Auftragskarte ist in der Abbildung 14 dargestellt.
Während der nachfolgenden Instandsetzung eines Auftrags ist der Status, indem
sich dieser Auftrag befindet, lediglich von der Instandhaltung wahrzunehmen. Der
Instandsetzungsvorgang ist nicht transparent und für Außenstehende wie zum
Beispiel Meister, Produktionsleiter oder Maschinenbediener ist der Status des
Auftrags nicht nachzuvollziehen. Nach der Instandsetzung der Maschine wird der
Auftrag im IPS- System ausgetragen und mit entsprechenden Parametern wie
Stillstandszeit und Bearbeitungszeit archiviert. In welcher Reihenfolge die
Instandhaltungsaufträge bearbeitet werden, entscheidet die Instandhaltung. Aufträge
werden meistens ohne Absprachen mit Mitarbeitern aus der Produktion eigenständig
priorisiert. Maschinenstillstände werden jedoch immer Maschinenstörungen
vorgezogen. Die fehlende Kommunikation zwischen Instandhaltung und Produktion
stellt ein großes Problem für die optimale Organisation der Instandhaltungsausträge
dar.
Abbildung 14: Auftragskarte für die Instandhaltung.

Ist- Zustand und Soll- Konzept 20
3.1.3 Wartungspläne Produktionsmaschinen
Die Wartungspläne an den Produktionsmaschinen haben die Aufgabe, den
Maschinenbediener in den Instandhaltungsprozess einzubeziehen. Auf den
Dokumenten für die Maschinenwartung wird zwischen täglichen, wöchentlichen und
monatlichen Wartungsarbeiten unterschieden. Die aufgeführten Wartungs- und
Inspektionsarbeiten beinhalten Schmierarbeiten an den Maschinen, Reinigung der
Maschinen und die Prüfung einzelner Bauteile auf Funktionsfähigkeit, sowie das
Prüfen der Füllstände von Betriebsölen und Schmiereinheiten. Die Wartungs- und
Inspektionsarbeiten werden morgendlich durchgeführt und anschließend wird auf
einer Unterschriftenliste vermerkt, ob Mängel festgestellt wurden.
Die Maschinenwartungspläne sind nicht spezialisiert auf die verschiedenen
Maschinentypen und Maschinenhersteller, sodass vermehrt wichtige Aspekte zur
Maschinenwartung der Hersteller vernachlässigt werden. Zur inhaltlichen
Nachvollziehbarkeit befindet sich ein Originaldokument des Wartungsplans am
Beispiel einer Haas Schleifmaschine im Anhang XI. Die Wartungspläne bestehen aus
zwei separaten Dokumenten.
Abbildung 15: Unterschriftenplan für durchgeführte Wartungen.

Ist- Zustand und Soll- Konzept 21
In der Abbildung 15 ist der Unterschriftenplan für die durchzuführenden
Wartungsarbeiten abgebildet und in der Abbildung 16 ist der Wartungsplan für die
Produktionsmaschinen dargestellt.
Dieser Wartungsplan ist bereits vorhanden. Er hängt an der jeweiligen Maschine aus
und enthält die auszuführenden Wartungsarbeiten. Zusätzlich gibt es eine
Unterschriftenliste, auf der von den Maschinenbedienern festgehalten wird, ob die
Wartungsarbeiten durchgeführt wurden und ob es Komplikationen gegeben hat.
Dadurch, dass die Unterschriftenliste für die durchgeführte Maschinenwartung häufig
nicht an den Maschinen aushängt, ist keine Transparenz über den Wartungsstatus
Abbildung 16: Allgemeines Dokument zur Maschinenwartung (altes Dokument).

Ist- Zustand und Soll- Konzept 22
der Maschine vorhanden. Zudem werden die Wartungsarbeiten pauschal für den
gesamten Tag unterschrieben und nicht separat auf dem Dokument bewertet.
3.1.4 Ersatzteilmanagement
Das Ersatzteilmanagement der Instandhaltung wird durch ein IPS- System
organisiert. Die Ersatzteile werden in den jeweiligen Produktionshallen gelagert und
von der für diese Halle zuständigen Instandhaltung verwaltet. Das bedeutet, dass
jede Instandhaltung separate Lagerräume besitzt. Diese Lagerräume werden aber
hallenübergreifend von der gesamten Instandhaltung genutzt. Bei Materialengpässen
greifen die Instandhalter auf die Ersatzteile aus den anderen Fertigungsbereichen
zurück. Die Ersatzteile sind in der IPS- Software, dem Wartungsplaner V6, mit der
entsprechenden Materialbezeichnung, Lagerort, Stückzahl und einem Materialalarm
archiviert. Die Abbildung 17 zeigt eine Materialübersicht aus dem Wartungsplaner
V6.
In den Ersatzteillagern der Instandhaltung befinden sich überwiegend Normteile,
welche bei der ABC- Analyse die sogenannten C- Teile bilden würden. Diese
Ersatzteile werden nicht maschinenbezogen gelagert und von der Instandhaltung
verwaltet. Das Problem bei der Lagerung von hochwertigen und kostenintensiven
Ersatzteilen, in der ABC- Analyse als A- Teile oder B- Teile beschrieben, ist die hohe
Maschinenvielfalt in der Produktion. Bei 129 verschiedenen Maschinenherstellern ist
es nicht wirtschaftlich, kostenintensive Ersatzteile spekulativ einzukaufen und zu
lagern. Verschleißteile werden partiell von den Maschinenbedienern ausgetauscht,
wenn die Montage- und Demontagearbeiten simpel durchzuführen sind. Um die
Bestände der Ersatzteile aktuell zu halten, ist die Instandhaltung darauf angewiesen,
Abbildung 17: Materialübersicht aus dem Wartungsplaner V6.

Ist- Zustand und Soll- Konzept 23
von den Maschinenbedienern über entnommene Ersatzteile informiert zu werden.
Diese Schnittstelle im Informationsfluss birgt Risiken. In der Vergangenheit ist es
dazu gekommen, dass der Bestand der Zahnriemen für die SMS RG/SG Maschinen
auf null gelaufen ist und es dadurch zu Maschinenstillständen kam.
Die Lagerorte sind nicht durch visuelle Elemente gekennzeichnet, was es für externe
Firmen schwierig gestaltet, sich zu orientieren, aber auch für die hauseigene
Instandhaltung.
3.2 Soll- Konzept
3.2.1 Konzeptplanung
Die Konzeptplanung setzt sich zunächst mit dem Ist- Zustand auseinander, um
mögliche Störfaktoren und Probleme transparent zu machen. Der Ist- Zustand wurde
mit Hilfe eines Workshops offen dargelegt und von den Teilnehmern bewertet. In der
Abbildung 18 ist der der Vorgang dargestellt.
Abbildung 18: Bewertung des Ist Zustands am Flipchart- Board.

Ist- Zustand und Soll- Konzept 24
Die WS- Teilnehmer hatten zunächst die Aufgabe, den Ist- Zustand der
Instandhaltung transpatent und in kurzen Stichpunkten darzustellen. Das Ziel war die
signifikantesten Probleme zu nennen und diese an das Flipchart- Board zu bringen.
Darauf folgte eine Bewertung der einzelnen Probleme. Für diese Bewertung hatte
jeder Teilnehmer fünf Punkte zu vergeben. Die Klebepunkte konnten auch mehrfach
vergeben werden, um besonders wichtige Aspekte zu verdeutlichen.
Auf die mit den Punkten bewerteten Kategorien wurde nun der Fokus für die weitere
Konzeptionierung gelegt.
Nach den ermittelten Problembereichen in der Instandhaltung wurde im folgenden
Verlauf ein Wunschzustand definiert. Von den WS- Beteiligten wurde nun die
Planung auf der „grünen Wiese“ durchgeführt. Das heißt, dass der nachfolgend
definierte Idealzustand ohne die Berücksichtigung von organisatorischen Problemen
geplant wird. Die WS- Teilnehmer hatten zwanzig Minuten Zeit, die wichtigsten
Aspekte an das Flipchart zu bringen. Im Anschluss daran wurden die einzelnen
Stichpunkte diskutiert und kategorisiert. Danach bildeten die WS- Teilnehmer
übergeordnete Themen für die definierten Stichpunkte. In der Abbildung 19 und der
Abbildung 20 ist eine Übersicht zu dem gewünschten Zielzustand der Instandhaltung
mit den ersten Ergebnissen dargestellt.
Abbildung 19: Übersicht des Zielzustands der Instandhaltung.

Ist- Zustand und Soll- Konzept 25
In der Abbildung 21 sind die einzelnen Stichpunkte der Auswertung zur Ermittlung
und Definition des Idealzustands grafisch dargestellt. Die Stichpunkte wurden zum
besseren Verständnis den einzelnen Arbeitspaketen zugeordnet.
Abbildung 20: Übersicht des Zielzustands der Instandhaltung.

Ist- Zustand und Soll- Konzept 26
Die WS- Teilnehmer verglichen anschließend den Ist- Zustand mit dem festgelegten
Idealzustand. Es wurden die einzelnen Stichpunkte bewertet und auf ihre
Umsetzbarkeit geprüft. Aus den gewählten Aspekten wurde ein Soll- Konzept erstellt.
Das Soll Konzept ist in der Abbildung 22 zu sehen.
Abbildung 22: Soll- Konzept zur vorbeugenden Instandhaltung.
Abbildung 21: Grafische Darstellung der ermittelten Stichpunkte des Idealzustands.

Ist- Zustand und Soll- Konzept 27
Im Zentrum des Konzeptes steht die vorbeugende Instandhaltung. Sie bildet auch
gleichzeitig das Hauptzielziel, welches es zu erreichen gilt. Die vorbeugende
Instandhaltung soll aus den definierten Arbeitspaketen resultieren. Die drei
wichtigsten Arbeitspakete für die erfolgreiche Implementierung dieses Konzeptes
sind das Ersatzteilmanagement, die Wartung und Inspektion, sowie die
Ressourcenplanung. Als unterstützende Säulen sollen die Arbeitspakete des
visuellen Managements, der Kommunikation wie auch der Daten und Analyse
dienen. Als übergeordneter Punkt wurde die Verantwortung, Teamarbeit und Qualität
definiert. Die Optimierung wurde als weiteres Ziel mit in das Soll- Konzept integriert
und soll aus der vorbeugenden Instandhaltung resultieren. Die Implementierung des
Soll- Konzepts behandelt vorwiegend die Arbeitspakete Wartung und Inspektion,
Ersatzteilmanagement, visuelles Management und die Kommunikation.
3.2.2 Arbeitspakete Soll- Konzepts
In den folgenden Abschnitten werden die ausformulierten Arbeitspakete des Soll-
Konzepts nach Ziel, Methode, To- Dos und Vorgehen beschrieben.
Wartung und Inspektion:
Das Ziel ist es, eine Maschinenverfügbarkeit durch vorbeugende und geplante
Maßnahmen zu gewährleisten. Dabei sollen wirtschaftliche Aspekte und die
verfügbaren Ressourcen berücksichtigt werden. Des Weiteren sollen die
Wartungspläne der Maschinenbediener inhaltlich und formell überarbeitet werden.
Zudem soll es eine morgendliche Produktionsrunde geben, wo die aktuellen
Instandhaltungsaufträge diskutiert und priorisiert werden.
Als Methoden zur Umsetzung der vorgegebenen Ziele werden der Wartungsplaner
und das visuelle Management hinzugezogen. Die Wartungsarbeiten sollen mit Hilfe
des Wartungsplaners organisiert werden. Zur Visualisierung und Priorisierung der
Instandhaltungsaufträge soll für die morgendliche Produktionsrunde der
Instandhaltung ein Auftragsboard implementiert werden.
Die To- dos liegen darin, die Herstellerwartungen in den Wartungsplaner zu
übernehmen. Es soll kategorisiert werden, welche Wartungsarbeiten von der
Instandhaltung übernommen und welche von externen Firmen durchgeführt werden.
Außerdem sollen zu den Wartungsarbeiten die ungefähren Bearbeitungszeiten in der
Software hinterlegt werden. Für die morgendliche Produktionsrunde soll ein

Ist- Zustand und Soll- Konzept 28
Auftragsboard entworfen und hergestellt werden. Die Wartungspläne der
Maschinenbediener sollen mit Hilfe der Herstellerdokumente überarbeitet werden.
Das Vorgehen für die Übernahme und die Kategorisierung der Herstellerwartungen in
den Wartungsplaner V6 soll mit den Herstellerdokumenten und mit Hilfe der
Instandhaltung erfolgen. Die Produktionsrunde soll jeden Morgen durchgeführt
werden. Es sollen die verantwortlichen Abteilungsleiter daran teilnehmen sowie die
Instandhalter des jeweiligen Produktionsbereiches. Die Maschinenwartungspläne
sollen jeweils mit dem verantwortlichen Instandhalter und Maschinenbediener
überarbeitet werden.
Ersatzteilmanagement:
Das Ziel dieses Arbeitspaketes ist es, die Instandhaltungslager zu systematisieren
und neu zu strukturieren. Außerdem soll überprüft werden, ob alle wichtigen
Ersatzteile unter Berücksichtig der Wirtschaftlichkeit vorhanden sind. Es sollen für
wichtige Ersatzteile neue Lagerhaltungssysteme getestet werden. Für diesen Zweck
sollen im ersten Schritt Pilotteile eingeführt werden, um diese in der Praxis zu testen.
Die Methoden zur Umsetzung der Ziele sind das visuelle Management, sowie die
IPS- Software, der Wartungsplaner V6.Die Ersatzteile sollen durch Farben und Fotos
gekennzeichnet werden. In den Instandhaltungslagern und im Wartungsplaner sollen
den Ersatzteilen feste Lagerorte zugeordnet werden.
Die To- dos für dieses Arbeitspaket liegen darin, Pilotteile festzulegen und
Mindestbestände für diese Pilotteile zu definieren. Dann soll ein Lagerkonzept für
diese Pilotteile bestimmt werden. Es sollen Lagerorte und Lagerfächer fest
zugeordnet werden, um den Ersatzteilen einen festen Lagerplatz zu geben.
Das Vorgehen wird mit der Instandhaltung zusammen bestimmt. Es soll ein
Feedback eingeholt werden, für welche Pilotteile die Einführung eines neuen
Lagersystems am effektivsten ist und an welchem Ort diese zu lagern sind.
Ressourcenplanung:
Ziel ist es, ein Abgleich von den benötigten und vorhandenen Kapazitäten in der
Instandhaltung durchzuführen und die notwendigen Maßnahmen daraus abzuleiten.
Als Methode zur Umsetzung des Kapazitätsabgleichs soll der Wartungsplaner
eingesetzt werden.

Ist- Zustand und Soll- Konzept 29
Die To dos dieses Arbeitspaketes beinhalten die Auswertungen der
Bearbeitungszeiten für die Wartungsaufträge sowie für die Instandsetzungsaufträge.
Diese Zeiten sollen anschließend mit den vorhandenen Kapazitäten in der
Instandhaltung verglichen werden.
Das Vorgehen dieses Arbeitspaketes soll mit der Hilfe der Instandhaltung
durchgeführt werden. Es sollen die Bearbeitungszeiten für die Wartungsarbeiten von
den Instandhaltern geschätzt werden. Dabei handelt es sich um Erfahrungswerte.
Die Erfahrungswerte bilden einen Mittelwert für die durchzuführenden Wartungs- und
Inspektionsarbeiten.
Kommunikation:
Ziel dieses Arbeitspaketes ist es, die Kommunikation zwischen der Produktion und
der Instandhaltung zu verbessen. Es sollen täglich die aktuellen Aufträge der
Instandhaltung gemeinsam besprochen und priorisiert werden.
Als Methoden zur Zielerreichung, sollen eine morgendliche Produktionsrunde sowie
eine morgendliche Route der Instandhaltung durch die Produktion eingeführt werden.
Die To dos hierbei sind die Erstellung einer morgendlichen Route für die
Instandhaltung und die Einführung einer Produktionsrunde mit den verantwortlichen
Instandhaltern und Abteilungsleitern der Produktion.
Zum Vorgehen dieses Arbeitspakets soll mit der Unterstützung der Instandhaltung
eine morgendliche Route durch die Produktion erstellt werden. Es soll bei möglichen
Maschinenstillständen oder Maschinenstörungen direkt vor Ort mit dem
Maschinenbediener eine Fehleranalyse und Schadensbewertung stattfinden. Für die
morgendliche Produktionsrunde soll ein fester morgendlicher Termin festgelegt und
eine Agenda definiert werden.
Visuelles Management:
Ziel des visuellen Managements ist es, die Prozesse und Abläufe in der
Instandhaltung transparenter zu gestalten. Des Weiteren soll auch der aktuelle
Wartungsstatus sowie die Maschinenverfügbarkeit visualisiert werden. Die
morgendliche Route der Instandhaltung soll ebenfalls visuell festgehalten werden. Im
Ersatzteilmanagement sollen ebenfalls Pilotteile visualisiert und zentral dargestellt
werden.

Ist- Zustand und Soll- Konzept 30
Die Methoden zur Zielerreichung dieses Arbeitspaketes sind sehr unterschiedlich.
Um die Prozesse der Instandhaltung transparenter zu gestalten, wird ein
Instandhaltungsboard entworfen, damit für jeden Mitarbeiter klar ersichtlich ist, in
welchem Status sich der aktuelle Instandhaltungsauftrag befindet. An den Maschinen
sollen Wartungsampeln eingeführt werden, die zeigen, ob nach der morgendlichen
Wartung des Maschinenbedieners Probleme aufgetreten sind. Für die Pilotteile soll
ein zentraler Platz geschaffen werden. Zusätzlich soll erkenntlich gemacht werden,
um welche Ersatzteile es sich handelt.
Zu den To dos zählt das Entwerfen eines IH- Boards mit den wichtigsten Kategorien
zur Visualisierung des Instandhaltungsauftrags. Für die Produktionsmaschinen sollen
Wartungsampeln gestaltet werden. Im Bereich des Ersatzteilmanagements soll für
die Pilotteile ein zentraler Werkstattwagen in H05 entworfen und gefertigt werden.
Dieser Wagen soll mit Farben und Fotos der enthaltenen Ersatzteile ausgestattet
werden.
Zum Vorgehen in diesem Arbeitspaket ist für den Entwurf des IH- Boards die
Mitarbeit der Instandhaltung erforderlich. In Rücksprache mit den Instandhaltern soll
ein IH- Board entworfen werden. Die Wartungsampeln an den Maschinen sollen
entworfen werden und durch ein Farbsystem soll der aktuelle Maschinenstatus
visuell sichtbar gemacht werden. Mit der Instandhaltung und der verantwortlichen
Abteilungsleitung zusammen werden Pilotteile für den zentralen Werkstattwagen
definiert sowie ein geeigneter Platz gewählt.
Daten und Analyse:
Das Ziel im Arbeitspaket Daten und Analyse ist es, Auswertungen anzufertigen,
Kennzahlen zu bestimmen und Problemmaschinen zu ermitteln.
Die Methode zur Anfertigung von Auswertungen, Kennzahlen und
Problemmaschinen ist der Wartungsplaner. Der Wartungsplaner bietet die Basis der
benötigten Daten und kann diese in Excel exportieren, um sie dann auswerten zu
können.
Das To do für dieses Arbeitspaket ist das ständige Einpflegen der
Instandhaltungsaufträge in die Software. Es sollen die Ausfallzeiten, Reparaturzeiten
und Kosten in dem Wartungsplaner zu den Aufträgen hinterlegt werden.

Ist- Zustand und Soll- Konzept 31
Zum Vorgehen in diesem Bereich sollen zunächst einmal erste Auswertungen erstellt
werden. Im weiteren Verlauf soll sich darauf geeinigt werden, welche Daten relevant
und repräsentativ sind.
Qualifikation, Verantwortung und Teamarbeit:
Ziel hierbei ist es, alle Instandhalter und Produktionsmitarbeiter in die neuen
Strukturen zu unterweisen. Produktionsmitarbeiter und Instandhalter sollen für die in
ihren Verantwortungsbereich fallenden Instandhaltungstätigkeiten qualifiziert werden.
Die Instandhalter und Produktionsmitarbeiter sollen durch die neuen Prozesse noch
besser im Team arbeiten und gemeinsam Verantwortung für die Wartungen und
Instandsetzungen der Produktionsmaschinen übernehmen.
Als Methode dienen die neuen Wartungspläne, die gemeinsam mit den
Instandhaltern und Maschinenbedienern ausgearbeitet werden sollen.
To dos für dieses Arbeitspaket sind das Einbeziehen und Schulen der
Produktionsmitarbeiter und Instandhalter.
Zum Vorgehen dieses Arbeitspaketes gehören gemeinsame Meetings und
Besprechungen mit den Maschinenbedienern und Instandhaltern. In diesen Meetings
sollen die neuen Wartungspläne erstellt werden. Bei Fragen zu den
Wartungsarbeiten sollen die Instandhalter beratend tätig werden und die
Maschinenbediener schulen.
Implementierung 32
4 Implementierung
4.1 Wartung und Inspektion
4.1.1 Organisation der Wartungs- und Inspektionsarbeiten
Das IPS- System, der Wartungsplaner V6, wird als Tool zur Steuerung der
vorbeugenden Wartungen und Inspektionen genutzt. Um die Basis zur Organisation
der vorbeugenden Instandhaltung zu schaffen, wurden die Herstellerunterlagen
hinzugezogen. In gemeinsamen Terminen mit der Instandhaltung wurden die
Herstellerdokumente durchgearbeitet und in die Software übertragen. Diese Termine
wurden speziell mit den verantwortlichen Instandhaltern der einzelnen Hallen
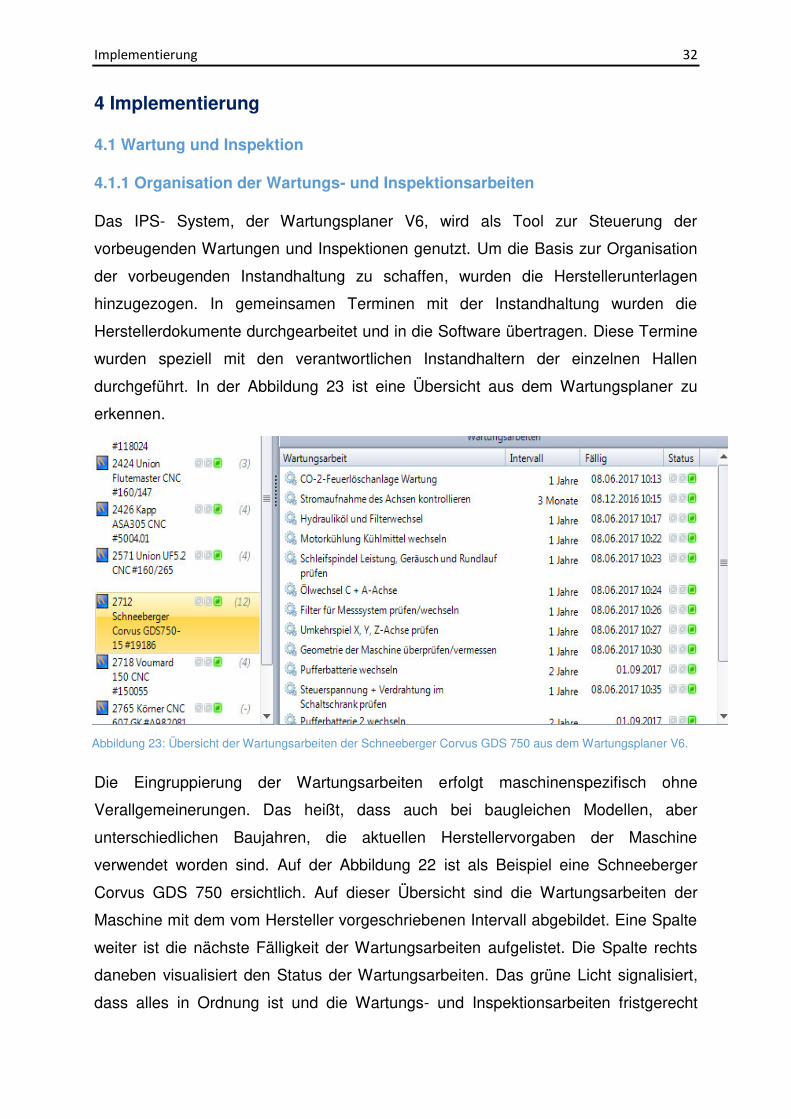
durchgeführt. In der Abbildung 23 ist eine Übersicht aus dem Wartungsplaner zu
erkennen.
Die Eingruppierung der Wartungsarbeiten erfolgt maschinenspezifisch ohne
Verallgemeinerungen. Das heißt, dass auch bei baugleichen Modellen, aber
unterschiedlichen Baujahren, die aktuellen Herstellervorgaben der Maschine
verwendet worden sind. Auf der Abbildung 22 ist als Beispiel eine Schneeberger
Corvus GDS 750 ersichtlich. Auf dieser Übersicht sind die Wartungsarbeiten der
Maschine mit dem vom Hersteller vorgeschriebenen Intervall abgebildet. Eine Spalte
weiter ist die nächste Fälligkeit der Wartungsarbeiten aufgelistet. Die Spalte rechts
daneben visualisiert den Status der Wartungsarbeiten. Das grüne Licht signalisiert,
dass alles in Ordnung ist und die Wartungs- und Inspektionsarbeiten fristgerecht
Abbildung 23: Übersicht der Wartungsarbeiten der Schneeberger Corvus GDS 750 aus dem Wartungsplaner V6.

Implementierung 33
ausgeführt wurden. Das orange Licht würde bedeuten, dass in nächster Zeit
Wartungsarbeiten anstehen. Rot steht für überfällige Wartungsarbeiten.
Zunächst wurden mit den Instandhaltern die Wartungsarbeiten nach
Herstellerempfehlungen in den Wartungsplaner übertragen. Durch das Know- How
der Instandhalter wurden in einigen Fällen die Intervalle für die Wartungs- und
Inspektionsarbeiten der Maschinenhersteller verändert. In der Abbildung 24 ist eine
Übersicht über die einzutragenden Parameter dargestellt.
Die Wartungsarbeiten wurden in kurzen und prägnanten Stichpunkten in den
Wartungsplaner integriert. Zusätzlich wurde das entsprechende Intervall des
Herstellers hinzugefügt. Unter dem Punkt, besonderes Merkmal, wurde definiert, wer
für diese Wartungsarbeit zuständig ist. Da es für Schneeberger keinen
Wartungsvertrag gibt, wird das in Zukunft die Aufgabe der hauseigenen
Instandhaltung sein. Der Wartungsplaner bietet für die anstehenden Wartungen eine
Erinnerungsfunktion an. Es wurde mit den Instandhaltern zusammen festgelegt,
wann die Software die auszuführenden Wartungsarbeiten ankündigen soll. Der
Erinnerungszeitpunkt des Wartungsplaners wurde auf sieben Tage vor Fälligkeit
gesetzt. Der Zeitpunkt wurde als ausreichend erachtet, um alle nötigen Maßnahmen
für die Maschinenwartung zu planen. Die sieben Tage sind nach den
Abbildung 24: Übersicht zu den einzugebenden Parametern einer Wartungsarbeit aus dem Wartungsplaner V6.

Implementierung 34
Erfahrungswerten der Instandhalter bei nahezu allen Maschinenherstellern
ausreichend, um die benötigten Ersatzteile zu bestellen, sowie die Wartungsarbeiten
intern zu planen.
Sobald die Software die Informationen über die fälligen Wartungsarbeiten anzeigt,
sollen diese zukünftig in der morgendlichen Produktionsrunde mit den zuständigen
Abteilungsleitern besprochen und geplant werden. Priorität haben aber weiterhin
Maschinenstörungen und Maschinenstillstände bei der Auftragsplanung der
Instandhaltung.
Zusätzlich wurden zu den einzelnen Wartungsarbeiten Zeitvorgaben vergeben. Diese
Zeitvorgaben haben zum Ziel, den Aufwand für auszuführende Wartungsarbeiten
besser planen und einschätzen zu können. In der Abbildung 25 ist auf einem
Screenshot aus der Software das Format dargestellt.
Hierbei handelt es sich um Erfahrungswerte der Instandhalter, welche sich zwischen
dem Worstcase und dem Bestcase Szenario einpendeln. Bei diesen Zeitvorgaben
sind nicht nur die reinen Wartungsarbeiten berücksichtigt worden, sondern auch die
Zeiten für die Material und Werkzeugbeschaffung.
Bei Wartungsarbeiten, welche von externen Firmen durchgeführt werden, wird diese
Information im Wartungsplaner entsprechend hinterlegt. In der unteren Abbildung ist
die Wartung der CO2- Feuerlöschanlage der Schneeberger GDS aufgeführt. Als
„Besonderes Merkmal“ wurde hier die Firma Kraft und Bauer definiert, da diese für
die jährliche Wartung der CO2- Feuerlöschanlagen des gesamten Maschinenparks
zuständig ist. Die Planung für diese Wartungsarbeiten liegt nicht im
Kompetenzbereich der Instandhaltung, sondern des Gebäudemanagements und soll
lediglich als Information dienen, dass an der betroffenen Maschine Wartungsarbeiten
durch Kraft und Bauer ausgeführt werden sollen. Auf der nächsten Seite ist in der
Abbildung 26 eine Übersicht zu der Wartungsarbeit dargestellt.
Abbildung 25: Übersicht der Zeitvorgaben bei Wartungsarbeiten aus dem Wartungsplaner V6.

Implementierung 35
Die durchzuführenden Wartungs- und Inspektionsarbeiten werden in die
morgendliche Produktionsrunde integriert. In dieser Produktionsrunde wird das
weitere Verfahren mit den zuständigen Instandhaltern, Abteilungsleitern und der
Produktionsleitung besprochen. Die Wartungsarbeiten sind für die Bereiche der Halle
01 und H05 bereits vollständig in den Wartungsplaner integriert worden.
4.1.2 Maschinenwartungspläne der Produktionsmitarbeiter
Die Maschinenwartungspläne wurden formal und inhaltlich mit der Instandhaltung
und den verantwortlichen Maschinenbedienern überarbeitet. Für den Maschinenpark
der Halle 01, Halle 05 und partiell für Halle 06 wurden die Wartungspläne korrigiert
und verändert. Als Vorlage für die korrigierten Wartungspläne wurden die
Herstellerunterlagen sowie die zu dem Zeitpunkt noch aktuellen Wartungspläne
hinzugezogen. In Zusammenarbeit mit den Instandhaltern und Maschinenbedienern
wurden die für den Maschinenbediener relevanten Wartungsarbeiten festgelegt. Es
wurde darauf geachtet, dass es sich bei den definierten Wartungsarbeiten um „leicht“
durchzuführende Tätigkeiten handelt. Das heißt, dass die Maschinenbediener keine
Montagetätigkeiten an der Maschine durchzuführen haben, um die Wartungsarbeiten
zu erfüllen.
Abbildung 26: Übersicht der auszuführenden Wartungsarbeiten durch externe Firmen aus dem Wartungsplaner V6.

Implementierung 36
Die Intervalle für die einzelnen Wartungsarbeiten wurden von den
Herstellerunterlagen übernommen. Partiell wurden einzelne Intervalle mit Hilfe des
Know Hows der Maschinenbediener und Instandhalter verlängert oder verkürzt, wenn
es bei der entsprechenden Produktionsmaschine oder Wartungsarbeit erforderlich
war. Bei technischen Rückfragen zu einzelnen Bauteilen oder Baugruppen oder bei
Fragen zur korrekten Durchführung der Wartungsarbeiten war die Instandhaltung als
Ansprechpartner für die Maschinenbediener zuständig. Das neue Wartungsdokument
beinhaltet die zu erledigenden Wartungsarbeiten sowie die Unterschriftenliste. Es
wird direkt hinter den definierten Wartungsarbeiten der Status festgelegt.
Auf der Abbildung 27 ist das neue Format der Wartungspläne zu sehen. Auf der
linken Seite des Wartungsplans stehen die inhaltlich überarbeiteten
Wartungsarbeiten, welche durch unterschiedliche Farben dem entsprechenden
Intervall zugeordnet worden sind. Auf der rechten Seite des Wartungsplans werden
die täglichen, wöchentlichen und monatlichen Wartungsarbeiten gemäß ihres Status
festgehalten. Der Wartungsplan wird direkt an den Maschinen ausgehängt und ist
dadurch für die verantwortlichen Mitarbeiter sichtbar. Aufgrund von der individuellen
Beurteilung der Wartungsarbeiten ist genau nachzuvollziehen, mit welchen
Wartungen es Schwierigkeiten gegeben hat. Bei Störungen oder Auffälligkeiten der
täglichen Wartungs- und Inspektionsarbeiten ist eine Instandhaltungs- Auftragskarte
Abbildung 27: Neues Dokument für die Maschinenwartung.

Implementierung 37
von den Maschinenbedienern auszufüllen. Zusätzlich werden die Störungen
stichpunktartig auf der Rückseite des Wartungsplans vermerkt. Dieser Vermerk soll
das Datum der Störung, eine kurze Fehlerbeschreibung und den Namen des
zuständigen Maschinenbedieners beinhalten. In der Abteilung Weichbearbeitung in
Halle 05 sind die Wartungspläne bereits in die Produktion zu ersten Testläufen
integriert worden. Die Maschinenbediener haben eine kurze Schulung im Umgang
mit den neuen Wartungsplänen bekommen. Dadurch, dass die Maschinenbediener
die Möglichkeit erhalten haben, die neuen Wartungspläne durch ihre
Erfahrungswerte mitzugestalten, ist die Akzeptanz für die Maschinenwartung
erheblich gestiegen. Zum inhaltlichen Vergleich des alten und des neuen
Wartungsdokuments befindet sich ein neues Wartungsdokument am Beispiel einer
Haas Schleifmaschine im Anhang XII.
4.2 Instandsetzung
Um auch den Prozess der Instandsetzung bei Maschinenstillständen oder
Maschinenstörungen weiter zu optimieren, wurden für die Produktionsmaschinen
Wartungsampeln entworfen und für die Instandhaltung eine feste morgendliche
Route definiert. Die morgendliche Route wurde für die Halle 01 und Halle 05
umgesetzt. Die Instandhaltung hat die Aufgabe, morgens, bevor die tägliche
Produktionsrunde stattfindet, einen Rundgang durch die Fertigung zu machen. Damit
dieser Rundgang nicht willkürlich durchgeführt wird und keine Produktionsmaschinen
ausgelassen werden, wurde mit Hilfe der Instandhalter und des Hallenlayouts die
morgendliche Route visuell festgehalten. In den Abbildungen 28 und 29 ist die Route
der Instandhaltung in Halle 01 und Halle 05 dargestellt.
Abbildung 28: Morgendliche Route der Instandhaltung in Halle 01.

Implementierung 38
Dieses Dokument hängt für jeden ersichtlich in den Büros der Instandhaltung aus.
Zusammen mit den Instandhaltern wurde eine sinnvolle morgendliche Runde
festgehalten. Ziel dieser Runde ist es, dass sich die Instandhalter morgens einen
Überblick über die anfallenden Instandhaltungsarbeiten verschaffen sollen. Um den
Zeitaufwand dieser Route zu minimieren, wird der Maschinenstatus durch
Wartungsampeln gekennzeichnet. Jede Maschine in der Produktion soll mit einer
Wartungsampel ausgestattet werden. Die Instandhaltung kann auf den ersten Blick
erkennen, ob die Maschine Mängel aufweist.
Abbildung 29: Morgendliche Route der Instandhaltung in Halle 05.
Abbildung 30: Dokument zur Visualisierung des Maschinenstatus.

Implementierung 39
Wenn sich die Maschine in einem einwandfreien Zustand befindet und bei der
morgendlichen Wartung durch den Maschinenbediener auch keine Fehler festgestellt
worden sind, dann hat die Instandhaltung „grünes Licht“. Auf der Abbildung 30 ist die
Statuskarte, welche sich an den Maschinen befindet, ersichtlich. Wenn in der
Spätschicht, Nachtschicht oder bei der morgendlichen Wartung Mängel festgestellt
werden, dann hat die Instandhaltung „rotes Licht“. Wie in der Abbildung 31
dargestellt, wird der Maschinenstatus durch einen roten Magneten gekennzeichnet.
Der rote Magnet kennzeichnet den Status der Maschine und die Auftragskarte
beschreibt in Stichworten die Problematik. Das Ziel dabei ist es, dass die
Instandhaltung sofort in Absprache mit dem Maschinenbediener das Problem an der
Maschine analysiert. Zusätzlich werden unnötige Wege vermieden, da der
Instandhalter sich im Voraus schon Informationen zu benötigten Werkzeugen und
Ersatzteilen einholt. Es findet ein Informationsaustausch zwischen dem Instandhalter
und dem Maschinenbediener statt.
So werden erste Einschätzungen über die Dringlichkeit, den Aufwand und die
Ursache für die Maschinenstörung oder den Maschinenstillstand getroffen. Durch
diese zusätzlichen Informationen können die Instandhaltungsaufträge in der
morgendlichen Produktionsrunde der Instandhaltung besser priorisiert werden. Für
die Produktionsbereiche der Halle 01 und Halle 05 sind die Wartungsampeln zum
Maschinenstatus bereits vorbereitet worden. In der Abteilung Weichbearbeitung in
Abbildung 31: Dokument zur Visualisierung des Maschinenstatus bei einer Maschinenstörung.

Implementierung 40
Halle 05 sind die Wartungsampeln in der Praxis integriert worden. Es sind
Schulungen für die Maschinenbediener und Instandhalter durchgeführt worden.
4.3 Produktionsrunde der Instandhaltung
Für die morgendliche Produktionsrunde wurde als visuelles Element ein
Instandhaltungsboard entworfen, um die Prozesse und Aufträge der Instandhaltung
besser koordinieren zu können. Die oberen drei Kategorien bilden die
Maschinenwartungen, Maschinenstillstände und Maschinenstörungen. Das rote Feld
stellt den Auftragseingang der Instandhaltung dar. Sobald ein Auftrag in die
Bearbeitung geht, wird dieser in das grüne Feld übernommen und der
entsprechenden Kategorie zugeordnet. In der Abbildung 32 ist das
Instandhaltungsboard zu sehen.
Die morgendliche Produktionsrunde findet in Halle 01 täglich um 7.30 Uhr und in
Halle 05 täglich um 8.45 Uhr statt. Der Zeitraum für die morgendlichen
Besprechungen soll 15 Minuten nicht überschreiten. Die Teilnehmer in den
Besprechungen sind die Instandhalter, die Abteilungsleiter und in Halle 05 die
Abbildung 32: Instandhaltungsboard der morgendlichen Produktionsrunde.

Implementierung 41
Produktionsleitung. Für die Produktionsrunde wurde eine Agenda erstellt, um eine
Reihenfolge für die zu besprechenden Themen festzulegen. Die Agenda mit den
Regeln zu der Produktionsrunde, in Abbildung 33 dargestellt, wurde für alle sichtbar
an dem Instandhaltungsboard positioniert. Die Punkte werden ihrer Reigenfolge nach
abgearbeitet.
Die Besprechung wird mit den Ersatzteilbestellungen begonnen. Die
voraussichtlichen Liefertermine werden als Vermerk mit an die Auftragskarten
geschrieben. Dadurch können sich Abteilungsleiter und Instandhalter einen Überblick
über künftige Instandsetzungs- und Wartungsarbeiten verschaffen. Danach werden
die Serviceeinsätze der externen Firmen behandelt. Es werden die Einsatztermine
der externen Servicetechniker an dem Instandhaltungsboard visualisiert, damit die
Produktion die Maschinenstillstände in dem Zeitraum einplanen kann. Anschließend
werden die Instandhaltungsaufträge für die hauseigene Instandhaltung besprochen.
Dabei wird der Status der Aufträge sowie das weitere Vorgehen geplant.
Bei Komplikationen oder Problemen können die Instandhalter Rücksprache mit den
verantwortlichen Abteilungsleitern halten, um gegebenenfalls weitere Schritte
einleiten zu können. Im Anschluss werden die Aufträge besprochen, welche sich
noch im Auftragseingang befinden. Es wird gemeinsam mit den Beteiligten erörtert,
Abbildung 33: Regeln für die morgendliche Produktionsrunde in der Instandhaltung.

Implementierung 42
welche Aufträge Priorität haben und als nächstes bearbeitet werden sollen. Zur
Koordination der wichtigsten Aufträge wurden Magnete mit Prioritäten eingeführt.
Diese Magnete, der Abbildung 34 zu entnehmen, legen die Reihenfolge fest, in der
die Instandhaltungsaufträge bearbeitet werden sollen.
Dabei ist P1 die dringlichste Stufe für die Auftragsbearbeitung. Der letzte Punkt auf
der Agenda soll dazu dienen, sonstige Themen anzusprechen und Angebote für
Ersatzteile oder Serviceeinsätze mit den Vorgesetzten durchzugehen. Für die Halle
01 und Halle 05 sind die Instandhaltungsboards bereits erstellt und in die Praxis
implementiert worden.
4.4 Ersatzteilmanagement
4.4.1 Lagersystem
Um den Zugriff auf die Ersatzteile in der Instandhaltung zu optimieren, wurde das
Konzept in den Ersatzteillagern überarbeitet. Den Ersatzteilen wurden feste
Lagerplätze zugeordnet. Zunächst wurden die einzelnen Ersatzteillager der
Instandhaltung in der Halle 01 und Halle 05 optisch gekennzeichnet. Anschließend
wurden die Lagerplätze entsprechend des genauen Lagerortes systematisiert.
Abbildung 34: Magnete zur Priorisierung der Instandhaltungsaufträge.
Abbildung 35: Lagerschild für das Lager 01 in Halle 01.

Implementierung 43
Die Abbildung 35 zeigt am Beispiel aus Halle 01 die neu entworfenen Lagerschilder.
Diese Lagerschilder kennzeichnen die verschiedenen Lagerräume. In den
Lagerräumen wurden die Regale, welche die Ersatzteile enthalten, mit
Großbuchstaben versehen. Die einzelnen Behälter für die Ersatzteile wurden mit den
entsprechenden Buchstaben des Regals, sowie einer Zahl zur Zuordnung des
Lagerplatzes ausgestattet. Um den Ersatzteilbehältern eine feste Position
zuzuordnen, wurden die einzelnen Regalfächer mit der identischen Kennzeichnung
des Ersatzteilbehälters versehen. Im Wartungsplaner V6 wurden die Lagerorte der
Ersatzteile gemäß dem Lagerraum, des Regals und des Lagerfachs ergänzt. In der
Abbildung 36 befindet sich ein Beispiel aus Halle 01.
Die Abbildung 36 zeigt das Lagersystem zur Ordnung der Ersatzteile. In dem
Lagerbehälter, Regal C, Fach C2, befinden sich Radialschrägkugellager. In der
Abbildung 37 sind die Radialschrägkugellager mit dem analogen Lagerplatz im
Wartungsplaner V6 implementiert.
Abbildung 36: Lagersystem zur Ordnung der Ersatzteile in Halle 01 Lager 01.
Abbildung 37: Übersicht der Ersatzteile mit den definierten Lagerorten aus dem Wartungsplaner V6.

Implementierung 44
4.4.2 Einführung von Piloten
Als Pilotteile, um eine optimierte Verfügbarkeit der Ersatzteile zu gewährleisten,
wurden die Zahnriemen für die Schleifköpfe der SMS US Hinterschleifmaschinen
ausgewählt. Diese Maschinen befinden sich lediglich in Halle 05. Der
Maschinenbediener wechselt den Riemen im Rahmen der autonomen
Instandhaltung beim Erreichen der Verschleißgrenze eigenständig. Die Zahnriemen
sind von ihrer Wertigkeit und Prognosegenauigkeit im mittleren Segment der ABC-
XYZ- Analyse einzuordnen. Dadurch, dass Fehlteile aber immer einen
Maschinenstillstand zur Folge haben, ist die Signifikanz dieser Zahnriemen enorm.
Da es in der Vergangenheit Probleme mit der Bereitstellung der Riemen gegeben
hat, wurde ein neues Lagerkonzept erarbeitet. Um Komplikationen beim
Informationsfluss über entnommene Riemen zwischen Maschinenbediener und
Instandhaltung vorzubeugen, wurde ein Kanban- System eingeführt. Die
Behältergröße wie auch die Behälteranzahl wurde mit den Informationen der
Instandhaltung festgelegt. Die Lieferzeit der Riemen beträgt zehn bis zwölf Wochen,
da diese speziell angefertigt werden müssen und keine Lagerware sind. Der
Riemenverbrauch liegt im ungünstigsten Fall bei 2 Riemen pro Woche. Die
Diskontmenge für die Riemen liegt bei 35 Stück oder einem Vielfachen davon.
Die Behältergröße wurde auf 35 Stück festgelegt. Es wurde ein Zwei- Behältersystem
ausgewählt, da die Riemen durch zu große Liegezeiten spröde werden würden.
Sobald ein Kanban- Behälter leer ist, wird durch zwei Bestellkarten signalisiert, dass
die Bestellung der Riemen ausgelöst wurde. Eine Bestellkarte wird an dem Behälter
angebracht, um die Maschinenbediener zu informieren, dass die Bestellung
ausgeführt wird. Die zweite Bestellkarte wird vor dem Büro der Instandhaltung an
einem festen Ort positioniert. Zusätzlich wurde in die Behälter eine Arbeitsanweisung
geklebt, damit ein einwandfreier Ablauf des Bestellprozesses garantiert ist. Die
originale Arbeitsanweisung befindet sich im Anhang XIII. Wenn die Riemen in einem
Behälter aufgebraucht werden, wird der leere Behälter unter den befüllten positioniert
und mit der Bestellkarte versehen. In der Abbildung 38 und Abbildung 39 sind die
entworfenen Kanban- Behälter sichtbar.
Das Lagerkonzept wurde bereits in die Produktion integriert. Maschinenbediener und
Instandhalter wurden im Umgang mit dem neuen Konzept geschult.

Implementierung 45
Als zweites Pilotprojekt wurden die Schleifköpfe der SMS RG und SMS SG
Hinterschleifmaschinen in Halle 05 verwendet. Die Spindellager in den Schleifköpfen
werden regelmäßig von der Instandhaltung ausgewechselt, wenn sie ihre
Verschleißgrenze erreicht haben und der Abnutzungsvorrat am Ende ist. Das heißt,
dass ungeplante Maschinenstillstände auftreten. Damit das Ausfallverhalten der
Spindellager in den Schleifköpfen analysiert werden kann, werden zukünftig die
Zeitpunkte der Montage und Demontage archiviert. Die Maschinenbediener haben
Abbildung 38: Kanban- Behälter mit Bestellkarte für die Zahnriemen der Schleifköpfe an den SMS US Hinterschleifmaschinen.
Abbildung 39: Arbeitsanweisung für den Bestellvorgang der Riemen.

Implementierung 46
die Aufgabe, die Daten der Montage und Demontage direkt auf der Kiste für die
Schleifköpfe einzutragen.
Zusätzlich soll die Inventarnummer der Maschine eingetragen werden, damit
festgestellt werden kann, wie lange die Spindellager auf den verschiedenen
Maschinen gelaufen sind. Damit auch die einzelnen Schleifköpfe zu unterscheiden
sind, werden diese durch Nummern gekennzeichnet. Bei Auffälligkeiten der
Laufzeiten für die Spindellager kann analysiert werden, ob es sich dabei um
dieselben Schleifköpfe handelt. Dadurch kann untersucht werden, ob die
Lagerflächen in den Schleifköpfen zum Beispiel ausgeschlagen sind oder sonstige
Mängel aufweisen. Wenn die Maschinenbediener den defekten Schleifkopf
demontiert haben, wird das Demontagedatum eingetragen und der defekte
Schleifkopf vor das Büro der Instandhaltung gebracht. Auf der Abbildung 40 ist ein
Behälter für die Schleifköpfe und den einzutragenden Montage- und
Demontagezeitpunkten ersichtlich.
Die Instandhaltung hat anschließend die Aufgabe, bevor die Reparaturarbeiten
beginnen, den Zeitraum für die Laufzeit in den Wartungsplaner V6 zu übernehmen.
In der Abbildung 41 ist ein Lebenslaufeintrag aus dem Wartungsplaner V6 zu einem
Schleifkopf abgebildet. Die Schleifköpfe werden im Wartungsplaner als Maschinen
geführt. Durch die fortlaufende Nummerierung können sie unterschieden werden. In
dem Schriftfeld für die ausgeführten Arbeiten wird die Laufzeit der Spindellager
festgehalten. Zusätzlich wird die Inventarnummer der Maschine, an dem der
Schleifkopf repariert wird, im Wartungsplaner eingetragen.
Abbildung 40: Behälter für die Schleifköpfe mit den Montage- und Demontagezeitpunkten.

Implementierung 47
Diese Lebenslaufeinträge sollen als Datengrundlage für weitere Auswertungen
bezogen auf das Ausfallverhalten dienen. Zur Lagerung für die Riemen und die
Schleifköpfe wurde ein zentraler Werkstattwagen entworfen. Für diesen
Werkstattwagen wurde ein fester Ort definiert. Dabei war zu beachten, dass der Ort
für den Werkstattwagen dicht an die dafür relevanten Maschinen positioniert wird, um
unnötige Wege zu vermeiden. Die Instandhalter und Maschinenbediener haben eine
Einweisung über den Umgang mit dem Werkstattwagen und die dazugehörigen
Ersatzteile erhalten. Um diesen Wagen weiter zu optimieren und mit weiteren
Ersatzteilen auszustatten, wurde mit freien Stellflächen für zusätzliche Ersatzteile
geplant. Der Werkstattwagen wird auf der Abbildung 42 vorgestellt.
Abbildung 41: Lebenslaufeintrag der Schleifköpfe aus dem Wartungsplaner V6.

Implementierung 48
Abbildung 42: Zentraler Werkstattwagen in Halle 05.

Zusammenfassung und Ausblick 49
5 Zusammenfassung und Ausblick
Im Verlauf dieser Arbeit hat sich gezeigt, wie komplex das Themengebiet im Bereich
der Instandhaltung ist. Insbesondere im Bereich der vorbeugenden Instandhaltung ist
ein gut strukturierter und geplanter Ablauf für Wartungen, Inspektionen und
Instandsetzungen relevant. Um die präventiven Maßnahmen der Wartung und
Inspektion zu planen, ist das Zusammenspiel zwischen der Instandhaltung und der
Produktion zwingend erforderlich. Die Instandsetzungen bei Maschinenstörungen
und Maschinenstillständen erfordern ebenfalls ein hohes Maß an Planung und
Kommunikation von Produktion und Instandhaltung. Eine entscheidende Rolle in der
vorbeugenden Instandhaltung ist auch von den Maschinenbedienern zu
übernehmen. Durch die Ausführung von leichteren Wartungs- und
Inspektionsarbeiten seitens der Maschinenbediener werden in der Instandhaltung
zusätzliche Kapazitäten geschaffen. Ein wichtiger Faktor für die Instandhaltung ist
ebenfalls ein organisiertes Ersatzteilmanagement.
Der Ist- Zustand hat gezeigt, dass es sich um eine schadensorientierte
Instandhaltung handelte. In den Prozessen der Instandhaltung war keine
Transparents vorhanden. Die Instandsetzungen von den Maschinen wurden in erster
Linie durch die Instandhaltung priorisiert und organisiert. Die Kommunikation
zwischen Produktion und Instandhaltung war nur bedingt vorhanden und ist nicht
nach einem festen Schema verlaufen. Häufig kam es dadurch zu Komplikationen im
Informationsfluss zwischen der Produktion und Instandhaltung. Das
Ersatzteilmanagement war nur zum Teil vorhanden und in einzelnen Bereichen durch
zu viele Schnittstellen in der Informationsübertragung organisatorisch zu aufwendig.
Die Ersatzteile wurden in den Wartungsplaner integriert, aber ohne Ordnungssystem
der einzelnen Lagerplätze. Die Maschinenwartungspläne in der Produktion waren
bereits vorhanden, aber inhaltlich nicht maschinenbezogen und fehlerhaft. Das
visuelle Management war ebenfalls kein Faktor in der Instandhaltung.
Das Soll- Konzept wurde durch eine Bewertung des Ist- Zustands und die Erstellung
eines Idealzustands definiert und festgelegt.

Zusammenfassung und Ausblick 50
Es soll im gesamten Instandhaltungsbereich der Werkzeugtechnik umgesetzt
werden. Dabei wurde explizit auf die Ausführbarkeit des Konzeptes geachtet. Das
Konzept beinhaltet sieben Arbeitspakete. Für diese Arbeitspakete wurde jeweils das
Ziel, die Methode, die To dos und das Vorgehen definiert. Das Soll- Konzept ist der
Leitfaden für die Implementierung.
Die Implementierung des Soll- Konzepts betrifft überwiegend die Halle 05 und die
Halle 01. Für diese beiden Fertigungsbereiche sind die Maschinenwartungspläne der
Produktionsmitarbeiter vollständig überarbeitet worden. Die Herstellerunterlagen
sowie das Know- How der Mitarbeiter bildeten dabei die Basis für einen optimalen
Wartungsplan. Das neue Layout der Wartungspläne fasst die Wartungsarbeiten und
die Unterschriftenliste auf einem Dokument zusammen. Zu ersten Testläufen wurden
die überarbeiteten Maschinenwartungspläne in der Abteilung Weichbearbeitung in
Halle 05 in das Tagesgeschäft übernommen.
Zur Organisation der vorbeugenden Instandhaltung sind die vom
Maschinenhersteller definierten Wartungs- und Inspektionsarbeiten in den
Wartungsplaner übertragen worden. Diese Wartungsarbeiten sollen zukünftig
Bestandteil des Tagesgeschäfts in der Instandhaltung sein und in der morgendlichen
Produktionsrunde organisiert und priorisiert werden.
Die morgendliche Route der Instandhaltung ist für Halle 01 und Halle 05 definiert und
in die Praxis umgesetzt worden. In der Abteilung Weichbearbeitung sind die
Wartungsampeln bereits an den Maschinen vorhanden. Durch den direkten
Informationsaustausch zwischen Maschinenbediener und Instandhalter können die
Probleme an den Produktionsanlagen direkt vor Ort erörtert und erste
Einschätzungen getroffen werden.
Die Lagerräume der Instandhaltung wurden durch die Zuordnung fester Lagerplätze
der Ersatzteile neu systematisiert und strukturiert. Durch Bausteine des visuellen
Managements sind die Lagerräume und Lagerfächer gekennzeichnet worden. In dem
Wartungsplaner V6 wurden diese Lagerorte entsprechend angepasst. Das Kanban-
System der Zahnriemen für die SMS US Hinterschleifmaschinen ist ebenfalls in der
Produktion integriert worden. Dadurch hat sich der organisatorische Aufwand der
Instandhaltung minimiert. Der Bestellprozess ist durch das Kanban- System sicherer

Zusammenfassung und Ausblick 51
geworden. Ebenfalls wurde mit der Dokumentation des Ausfallverhaltens der SMS
RG/SG Schleifköpfe durch die Maschinenbediener und Instandhalter begonnen.
Damit vorbeugende Maßnahmen beim Austausch der Schleifköpfe eingeleitet
werden können, muss die Datenbasis über das Ausfallverhalten der Schleifköpfe
weiter geführt und erweitert werden.
In der Halle 01 und Halle 05 wurde eine morgendliche Produktionsrunde eingeführt.
Es wurden Instandhaltungsboards entworfen, an denen die Aufträge für die
Instandhaltung visuell dargestellt werden. Infolge der Produktionsrunde hat sich der
Informationsaustausch und die Kommunikation zwischen Produktion und
Instandhaltung stark verbessert. Aufträge werden gemeinsam priorisiert unter
Gesichtspunkten der Dringlichkeit in der Produktion.
Aufgrund einer noch nicht ausreichenden Basis an Daten wurden die Arbeitspakete
der Ressourcenplanung sowie der „Daten und Analyse“ in dieser Arbeit nicht weiter
thematisiert.
Die Implementierung des Konzepts zur vorbeugenden Instandhaltung ist noch nicht
vollendet. Für die Bereiche der Halle 01 und Halle 05 wurde ein Großteil des
Konzeptes umgesetzt und partiell auch schon in die Produktion integriert. Die
Integration der Arbeitspakete gilt es in Zukunft weiter zu führen. Auch für die Halle 06
und Halle 04 soll das Instandhaltungskonzept zukünftig implementiert werden.
Die Grundlage für die vorbeugende Instandhaltung ist am Ende dieses Projektes
geschaffen. Der Wartungsplaner V6 bildet dabei die Basis zur Organisation
vorbeugender Instandhaltungsmaßnahmen. Viele Bereiche der Instandhaltung sind
optimiert und neu strukturiert worden. Dennoch muss das Projekt der vorbeugenden
Instandhaltung weiter geführt werden und in alle Bereiche der Werkzeugtechnik
implementiert werden.

Literatur VIII
Literatur
Brecher, Prof. Dr. Christian (2009): Condition Monitoring von Werkzeugmaschinen. In: Lernen & Lehren, Wolfenbüttel, Heckner Druck- und Verlagsgesellschaft mbH & Co. KG. ISSN 0940-7440
Dombrowski, Uwe (2015): Lean Development. Aktueller Stand und zukünftige
Entwicklungen. Berlin, Heidelberg: Springer- Verlag. ISBN 978-3-662-47420-1
Kasper, Steffen (2016): Integrierte Optimierung der Losgrößen- und
Instandhaltungsplanung bei industrieller Sachgüterproduktion. Wiesbaden: Springer
Fachmedien. ISBN 978-3-658-12000-9
Künzel, Hansjörg (2016): Erfolgsfaktor Lean Management 2.0: Wettbewerbsfähige
Verschlankung auf nachhaltige und kundenorientierte Weise. Berlin, Heidelberg:
Springer- Verlag. ISBN 9783662497524
Leidinger, Bernhard (2014): Wertorientierte Instandhaltung. Kosten senken,
Verfügbarkeit erhalten. Wiesbaden: Springer Fachmedien. ISBN 978-3-658-04400-8
LMT Group (2015): Lmt Group extern. Homepage: http://www.lmt-
group.de/unternehmen/lmt-group/
LMT Tool Systems (2016): Unternehmenspräsentation intern
Mandelartz (Hrsg.), Dr.- Ing. Johannes, Müller, Dr.- Ing. Gerhard, Reichel, Dr.- Ing.
Jens (2009): Betriebliche Instandhaltung. Berlin, Heidelberg: Springer- Verlag. ISBN
978-3-642-00502-2
Pawellek, Prof. Dr.- Ing. Günther (2016): Integrierte Instandhaltung und
Ersatzteillogistik. Vorgehensweisen, Methoden, Tools. 2. Auflage. Berlin, Heidelberg:
Springer- Verlag. ISBN 978-3-662-48666-5
Reitz, Andreas (2009): Lean TPM. In 12 Schritten zum schlanken Managementsystem.
München: mi- Wirtschaftsbuch, FinanzBuch Verlag GmbH. ISBN 978-3-86880-047-0
Schenk, Prof. Dr.- Ing. habil. Dr.- Ing. E. h. Michael (2010): Instandhaltung
technischer Systeme. Berlin, Heidelberg: Springer- Verlag. ISBN 978-3-642-03949-2

Literatur IX
Schwießelmann, Jürgen (2014): Instandhaltung- Strategiefindung: Möglichkeiten,
Auswahl und Einführung an einem Praxisbeispiel. Hamburg: Disserta Verlag. ISBN 978-
3-95425-555-9
Strunz, Matthias (2012): Instandhaltung. Grundlagen-Strategien-Werkstätten. Berlin,
Heidelberg: Springer- Verlag. ISBN 978-3-642-27389-6

Anhang X
Anhang
1 Maschinenwartung (altes Dokument)……………………………………………....XI
2 Maschinenwartung (neues Dokument)…………………………………………….XII
3 Arbeitsanweisung Riemen…………………………………………………………..XIII

Maschinenwartung (altes Dokument) XI
Titel: Ordnungsnummer: Ausgabe:
Maschinenwartung 09-TPZ-02 A
Seite 1 von 1
Hersteller: Haas Inventar Nummer: 2890
Typ: Multigrind CB Maschinen Nummer: 3187
Maschinen Bezeichnung: CNC Schleifmaschine Kostenstelle: 1215420
Production Center: Verzahnung Halle: 5
Die Maschinenwartung ist täglich, jeden Montag (wöchentlich) sowie am
1.Montag im Monat von der Frühschicht durchzuführen!
täglich
Allgemein:
Maschine außen und innen reinigen Schutzeinrichtungen prüfen (Notausschalter, Türverriegelungen, etc) Schutzscheibe reinigen, auf Beschädigung und Dichtigkeit prüfen Maschine auf Laufgeräusche prüfen Manometer auf eingestellten Druck prüfen Bedienpult reinigen
Speziell:
wöchentlich
Allgemein:
Ölwanne reinigen Faltenbälge bzw. Schiebebleche reinigen und auf Beschädigung prüfen Druckluftschläuche und Pistole auf Leckage prüfen Zustimm- und Funktionstaste am Bedienpult prüfen Maschine auf Leckagen prüfen Füllstand der Betriebsöle und Schmiereinheiten prüfen/befüllen Sichtkontrolle/ Filterreinigung bzw. –tausch des Schaltschrankkühlaggregates Filterelemente Absauger prüfen bei Bedarf tauschen Lampen des Bedienpults und der Maschine prüfen
Speziell:
monatlich
Allgemein:
Motorfilter wechseln Not-Halt Funktionsprüfung
Speziell:

Maschinenwartung (Neues Dokument) XII
Mo
nta
g
Die
nst
ag
Mit
two
ch
Do
nn
ers
tag
Fre
ita
g
Mo
nta
g
Die
nst
ag
Mit
two
ch
Do
nn
ers
tag
Fre
ita
g
Mo
nta
g
Die
nst
ag
Mit
two
ch
Do
nn
ers
tag
Fre
ita
g
Mo
nta
g
Die
nst
ag
Mit
two
ch
Do
nn
ers
tag
Fre
ita
g
Mo
nta
g
Die
nst
ag
Mit
two
ch
Do
nn
ers
tag
Fre
ita
g
Keine Störungen/Auffälligkeiten--> Auffälligkeiten/Störungen aufgetreten-->
Türverriegelungen prüfen
Schutzscheibe reinigen auf Beschädigungen prüfen
Öl-Druck der Ölnebelschmierung prüfen ggf. nachfüllen
ÖL-Niveau der Ölnebelschmierung prüfen ggf. nachfüllen
Manometer auf eingestellten Druck prüfen
Bedienpult reinigen
Druckluftschläuche und Pistole auf Leckagen prüfen
Ölwanne reinigen
Maschine auf Leckagen prüfen
Wasserrückkühlgerät auf Dichtigkeit prüfen/Füllstand prüfen ggf.
nachfüllen
Betriebsdruck für die Glasmaßstäbe prüfen/einstellen
Maschine außen und innen reinigen
Lampen des Bedienpults und der Maschine prüfen
Zustimm-und Funktionstasten am Bedienpult prüfen
Fettstand der Zentralschmierung kontrollieren/nachfüllen
Faltenbälge bzw. Schiebebleche reinigen/auf Beschädigungen prüfen
(Soweit ohne Demontage möglich)
Sichtkontrolle Motorfilter ggf. wechseln
Filtermatten am Wasserrückkühlgerät reinigen
Not-Aus Funktionsprüfung
Tägliche Wartung: Montag - Freitag Wöchentliche Wartung: Jeden Freitag Monatliche Wartung: Letzter Freitag im MonatNamen Maschinenbediener: 1) 2) 3)
Unterschriften der Maschinenbediener: Datum:
Hersteller/Typ: Haas/Multigrind CB
Maschinenbezeichnung: CNC Hinterschleifmaschine
Production Center: Verzahnung
Maschinennummer: 3187
Inventarnummer: 2890
Kostenstelle: 1215420
Halle: 05

Arbeitsanweisung Riemen XIII
Arbeitsanweisung Riemen
Ausgangslage:
Beide Riemenbehälter
sind mit Riemen befüllt.
Beide Bestellkarten sind an dem
dafür vorgesehenen Ort vorhanden.
Szenario bei leerem Behälter:
Bei der Entnahme des letzten
Riemens die leere Kiste unter die
befüllte Kiste positionieren und mit
einer Bestellkarte versehen.
Die zweite Bestellkarte an dem
gekennzeichneten Platz vor dem
Büro der Instandhaltung anhängen.

Erklärung zur selbstständigen Bearbeitung einer Abschlussarbeit Gemäß der Allgemeinen Prüfungs- und Studienordnung ist zusammen mit der Abschlussarbeit eine schriftliche Erklärung abzugeben, in der der Studierende bestätigt, dass die Abschlussarbeit „– bei einer Gruppenarbeit die entsprechend gekennzeichneten Teile der Arbeit [(§ 18 Abs. 1 APSO-TI-BM bzw. § 21 Abs. 1 APSO-INGI)] – ohne fremde Hilfe selbständig verfasst und nur die angegebenen Quellen und Hilfsmittel benutzt wurden. Wört-lich oder dem Sinn nach aus anderen Werken entnommene Stellen sind unter Angabe der Quellen kenntlich zu machen.“
Quelle: § 16 Abs. 5 APSO-TI-BM bzw. § 15 Abs. 6 APSO-INGI Dieses Blatt, mit der folgenden Erklärung, ist nach Fertigstellung der Abschlussarbeit durch den Studierenden auszufüllen und jeweils mit Originalunterschrift als letztes Blatt in das Prüfungsexemplar der Abschlussarbeit einzubinden. Eine unrichtig abgegebene Erklärung kann -auch nachträglich- zur Ungültigkeit des Studienabschlusses führen.
Erklärung zur selbstständigen Bearbeitung der Arbeit
Hiermit versichere ich, Name: Vorname:
dass ich die vorliegende Bachelorthesis − bzw. bei einer Gruppenarbeit die entsprechend
gekennzeichneten Teile der Arbeit − mit dem Thema:
ohne fremde Hilfe selbständig verfasst und nur die angegebenen Quellen und Hilfsmittel benutzt habe. Wörtlich oder dem Sinn nach aus anderen Werken entnommene Stellen sind unter Angabe der Quellen kenntlich gemacht.
- die folgende Aussage ist bei Gruppenarbeiten auszufüllen und entfällt bei Einzelarbeiten -
Die Kennzeichnung der von mir erstellten und verantworteten Teile der Bachelorthesis ist erfolgt durch:
_________________ ________________ ____________________________ Ort Datum Unterschrift im Original
Merla
Bachelorarbeit
Vorbeugende Instandhaltung: Konzept und Implementierung bei einem Präzisionswerkzeughersteller
-bitte auswählen-
Hamburg 04.01.2017
Daniel





























