Embed Size (px)
Citation preview



castings sa vol 15 no 6 April 2015 1
Castings SAvol 15 no 6ISSN 1605-7589
Publishing EditorBruce Crawford
Online EditorDamon Crawford
Editorial BoardMarc Hindle
Production ManagerWendy Crawford
ReproductionJericho Graphic Design
Printed ByPaarl Media
Advertising Bruce Crawford/Wendy CrawfordTel: +27 11 463 0489Cell: + 27 83 628 7654E-mail: [email protected] Website: www.castingssa.co.za
castings sa is published by BA Crawford Specialised Publications (Pty) Ltd. PO Box 69 299, Bryanston, South Africa, 2021
41 Arklow Road, Bryanston, South Africa, 2021
Tel: + 27 11 463 0489E-mail: [email protected]
SubscriptionsAnnual – Local: R140.00 (incl. VAT)International: On application
CopyrightAll rights reserved. No editorial matter published in Castings SA may be reproduced in any form or language without written permission of the publishers. While every effort is made to ensure accurate reproduction the editor, authors, publishers and their employees or agents shall not be responsible or in any way liable for any errors, omissions or inaccuracies in the publication whether arising from negligence or otherwise or for any consequences arising therefrom. The inclusion or exclusion of any product does not mean that the publisher or editorial board advocates or rejects its use either generally or in any particular field or fields.
castings sa, published every second month, is the official journal of the South African Institute of Foundrymen (SAIF). The information and ideas presented in castings sa do not necessarily reflect the position of the SAIF staff, executive, advisors, sponsors or members.
4 cover storyFoseco to launch a host of new products at GIFA 2015
8 industry newsEndeco - Omega Foundry Machinery celebrates;LIL Sales; Wispeco; Metso Minerals Isithebe; Valve manufacturers and foundry workshop;Defence and high-technology companies;Coega; Mineral-Loy appoints two additional project engineers; Bird retires;Atlantis Foundries sold; Seifsa; AfriMold; OECD experts advise multilateral action
32 international newsRolex; Esco closing foundry; 3D-printed jet engine; Exerial™ 3D printing system; Spectro Analytical Instruments; Continental; IMF Group; Rolls-Royce; Sheffield Forgemasters; Metal laser melting; Thieves target vehicles
46 product review New Spectro xSORT handheld EDXRF spectrometers; Endress+Hauser; Veino Ultra 4618 hybrid additive; Equotip portable dynamic hardness testing
castings saA specialised journal covering the technology,
processors and materials field for castings
volume 15 number 6April 2015

2 castings sa vol 15 no 6 April 2015
EditOR’S COMMEntPutting figures into perspective
More than 100 million tons of castings, parts made from cast iron and
steel or non-ferrous metals, are manufactured every year worldwide in total. According to the most recent global statistics, the total volume in 2013 was 103.2 million tons, with the following breakdown: Ferrous castings 84.8 million tons, aluminium 15.4 million tons and other non-ferrous metals 3 million tons. This represents
a 3.4% increase on the previous year’s output or 3.4 millions tons.
If you look at South Africa’s contribution it is estimated that we contribute in the region of 0,5% of global production, and we rank at about 19th in the world.
If you look at the world crude steel producers for 2013 South Africa ranks at position 15 with 7.2 million metric tons out of a total of 1649 million metric tons and a 0.44% share.
In 2012, top steel scrap exporting countries by export volume (in 1,000 metric tons) were the U.S. (21397), EU-27 (19214), Japan (8459), Russia (4349), Canada (4248), Australia (2245), and South Africa (1632). On the other hand, in the same year, the top steel scrap importing countries were Turkey, South Korea, India, China, Taiwan, EU-27, Canada, Indonesia and Malaysia. Much to my surprise, Turkey is the biggest importer of scrap metal at 19.7 million metric tons (a 12% decrease on the previous year but still 10 million more than its closest ‘rival’ South Korea), produces 34.7 million metric tons of crude steel and produces 1.543 million tons of castings per year. Turkey also imports 11.4 million tons of steel, which puts them at number six in the world.
Turkey, a country with a population of 74 million, only produces about 4.5 million tons of iron ore and double that amount in pig iron. Turkey is converting these ‘raw materials’ into more though. For example they are ranked 13th in the world of machine tool production, 12th in the consuming category and 8th as importers.
By comparison, South Africa produces 67 million tons of iron ore and exports 64 million tons. We only manufacture 4.367 million tons of pig iron and we rank very lowly in machine tool production.
To put the figures into perspective, we are 19th in the world in casting production, third in the world in iron ore production and exports, 21st in the world in pig iron production, in 15th position for steel production and 7th in the world in scrap metal exports (a rise of 13.6% on the previous year, with our biggest buyers being India, Malaysia, Pakistan and Vietnam).
Therefore if we compare ourselves to a country like Turkey, that has minimal raw materials, we fail dismally in terms of beneficiation. But we stand out head and shoulders above Turkey in exporting our precious raw materials. And this is just for an area of manufacturing that we are familiar with.
The aim of the SAIF is to promote and develop within Southern Africa the science, technology and application of founding for individuals and involved industries.
Membership Fees for 2014Junior MemberR100.00 per annum
Individual MemberR700.00 per annum
Company Member - less than 150 employees R3 000.00 per annum
Company Member - more than 150 employeesR6 000.00 per annum
Retired Member R330.00 per annum
International Member R2 000.00 per annum
All prices include VAT
Council Appointments for 2014/2015President - Takalani Madzivhandila Vice President - Janley Kotze Treasurer - Justin de Beer Constitutional Members
Immediate Past President - Enno Krueger
Elected MembersAndrew McFarlane Adrie El Mohamadi David Mertens Colin Smit Bruce Crawford Cyprian KyaluJohn Davies Dalmari McQueenKevin van Niekerk Joshua van FlymanNigel Pardoe
Western CapePresident - Mike KillainFinancial & Technical Speakers - Dean Horne & Sean StadlerAdministration - Kevin MissenheimerSocial Co-ordinator & Technical Speakers - Mike Killain
Address detailsUniversity of Johannesburg Metal Casting Technology Station - Metallurgy Room G101, John Orr Building, Corner Siemert and Beit Street, Doornfontein, Johannesburg, Gauteng. Postal Address: P.O. Box 14863, Wadeville, 1422.
John Davies - Tel: +27 (11) 559 6468; Cell: 083 630 2809; email: [email protected]
Executive Secretary - Tel: +27 (11) 559 6455; Fax: +27 (11) 559 6526; email: [email protected]
Website: www.foundries.org.za
Contact details for Western Cape: Mike Killian - Cell: 082 442 3785
south african institute of foundrymen


As a primary innovator in the foundry industry globally, Foseco regularly publishes information on new products and
enhancements, process developments and new techniques, and state-of-the-art papers on new thinking in foundry practice.
With the commencement of the international GIFA 2015 exhibition scheduled to begin in little over two months, Foseco have released a number of new products that will be on display for the first time. Below are some of the products that visitors can expect to see.
Metal treatment for iron and steel foundries
The manufacturing cost of ductile iron castings is a major limiting factor for foundries to compete against alternative materials such as welded components or steel castings.
The Foseco Initek process, which was launched at GIFA 2011 and has seen many improvements, can enable your foundry to produce the metallurgical properties and quality ductile iron castings demanded by your customers at a lower cost and with greater productivity.
The Initek process addresses the inherent problems of conventional ductile iron production by eliminating the undesirable side effects of the inescapable, but harmful addition of Mg into the metallic matrix (carbide promoter / dross generator).
The Initek process permits a significant reduction of Mg alloy addition and ensures a consistent, reliable, and productive nucleation event. Furnace and pouring temperatures are brought back to grey iron operating temperatures generating savings across the whole casting process.
Introduction to the “initialising” principle of the Initek process, an advanced nodularising technology for ductile and compacted graphite iron grades
The production of magnesium treated iron castings is witnessing a radical change in the way liquid metal treatment practices are performed. The nodularising and inoculation practices are being fundamentally reviewed in the light of findings that are declared in a new Foseco patent named “improved method of producing ductile iron” and designated as the “initialising practice”.
This new metal treatment practice makes good use of the
base liquid iron oxygen activity of your melt shop process.
The active oxygen is utilised to facilitate an effective and long lasting inoculation event prior to the conventional spheroidisation treatment.
For the first time, the timing and sequencing of both nodularising and
inoculation practices are implemented within your melt shop process.
Results are spectacular and reproducible as the fundamental oxygen variable is deactivated and utilised efficiently to improve your
ductile iron quality. To achieve this, Foseco has developed new know-
how, new products and a new metal treatment converter.
The many benefits of the Initek initialising process are centred around the considerable reduction of the ductile iron pouring temperature achievable. Not only is the associated energy saving obtained; but further benefits
related to productivity, quality, and consumable consumption are
also achieved. The pouring temperature is a strong cost indicator of your overall foundry practice – the lower the temperature, the lower your
casting production costs will be. The Foseco convertor is a
prism shaped treatment ladle that can also be used for
pouring. The Foseco converter is lined with Kaltek ISO and pre-loaded with Inodex, a FeSi
based initialiser and Nodulant, a FeSi based nodulariser.The converter is delivered as a shell assembly together
with Kaltek lining formers. The rotation can be manual or assisted for automation. The converter can be handled by crane, forklift or fitted on a fixed station below furnaces.
Nodulant Mg alloy is loaded into the chamber at a rate ranging from 0.65 to 1% maximum.
The Foseco converter is then orientated into a horizontal position and the Inodex initialising alloy is placed into the ladle.
The molten iron is then tapped into the ladle and mixes with the Inodex but does not reach the level of the reaction chamber. The treatment reaction is started by rapidly bringing the ladle into the vertical position. The molten metal comes into contact with the Nodulant and a head of metal above the reaction chamber is established. Using this technology, a magnesium recovery of up to 97% is achievable.
The metal in the converter is then deslagged and then
4 castings sa vol 15 no 6 April 2015
cover story
Foseco to launch a host of new products at GIFA 2015
The Foseco Initek process, which was launched at GIFA 2011 and has seen many improvements, can enable your foundry to produce the metallurgical properties and quality ductile iron castings demanded by your customers
at a lower cost and with greater productivity


6 castings sa vol 15 no 6 April 2015
transferred to an automated pouring unit or poured directly into the moulds.
The Initek process is part of the Foseco Ferrous Melt Shop (FMS) concept for improved quality, productivity and melt capacity. This concept includes and combines the benefits of a thermal analysis device (ITACA), and a new “state-of-the-art” metal stream inoculation technology (MSI DC+) framing the potential for increased metallurgical process control in the melt shop.
ITACA - a thermal analysis system for iron foundries ITACA (Incremental Thermal and Chemical Analysis)
software is a comprehensive system for measuring and controlling liquid iron metallurgy.
ITACA shows how the metal solidifies, giving critical information on metal quality such as sources of shrinkage, graphite flotation and poor graphite structure. A range of key process control measures can be analysed over time, generating essential quality control information.
The ITACA thermal analysis systems help foundries monitor metallurgical process performance by analysing base and final iron quality. The ITACA Melt Deck minimises variances in base iron by providing the operator information necessary to adjust the characteristics of iron within predetermined process specifications. It provides real time measurement of %Ceq, %C, %Si and the nucleation status of the iron.
ITACA 8 provides real time measurement of the metallurgical quality of the final iron to provide a prediction of defect formation tendency and as-cast mechanical properties.
Real savings arise from a reduction in the cost of the charge and in the cost of metallurgical additives, a lower scrap rate, and improvements in the quality and consistency of castings.
ITACA is a product of ProService srl, Padua, Italy and they joined forces with Foseco to drive the development of thermal analysis as the leading metallurgical control tool for iron foundries.
Foseco opens dedicated foundry research and development facility
Vesuvius plc has announced that it has invested £4.5 million in the establishment of a new, dedicated R&D Centre for its Foundry Business Unit, Foseco. The facility, which is located in Enschede, the Netherlands, covers an area of 4 500 m² and is equipped with state-of-the-art analytical equipment, a chemical lab, and a test foundry.
Pavel Holub, Global R&D Director Foundry commented, “This exciting new centre offers a world class innovation environment which will allow us to attract the best talents from all around the world, helping us to drive the creation of innovative solutions, new products and services for the foundry industry.”
George Coulston, Chief Technology Officer for Vesuvius plc said "This represents a significant step forward in the Vesuvius strategy of maintaining its technology and innovation leadership position across all business lines and further demonstrates our commitment to providing our foundry customers with the leading edge innovations they require."
The facility will bring together Foseco’s metal treatment, feeding, filtration, binders and coatings research and development activity under one roof. Crucible and refractory R&D will remain in a second facility in Pittsburgh, USA.
Enno Krueger – Foseco’s Business Unit Manager in South Africa stated, “Foseco has a proud history of innovation through the introduction and development of technologies such as metal filtration, feeding systems and automated metal treatment processes, which have gone on to become industry standards. With our unique combination of technology, application expertise and foundry process know-how, we are ideally positioned to work even closer with our customers to develop the iron, steel and non ferrous foundry technologies of tomorrow.”
For more information contact Foseco on TEL: 011 903 9500 or visit www.foseco.com
Vesuvius plc has announced that it has invested £4.5 million in the establishment of a new, dedicated R&D Centre for its Foundry Business Unit, Foseco. The facility, which is located in Enschede, the Netherlands, covers an area of 4 500 m² and is equipped with state-of-the-art
analytical equipment, a chemical lab, and a test foundry
ITACA (Incremental Thermal and Chemical Analysis) software is a comprehensive system for measuring and controlling
liquid iron metallurgy


8 castings sa vol 15 no 6 April 2015
industry news
Endeco - Omega Foundry Machinerycelebrates JV agreement
Foundries and diecasters future leaders have an understanding of the past and a vision of the future, and they are being shaped by the challenges of today. The
same can be said about supplier companies in the industry. The recent JV merger between local company Endeco and
Omega Foundry Machinery brings together two companies that have an established record locally and worldwide, with over 60 years in combined experience.
The company’s business is to design, procure, manufacture, supply, install, commission and project manage a foundry plant and project as the main contractor. Every contract is rigidly programmed and progressed through regular client/contractor co-operation.
“Too often, the foundry industry is diverted into its roots, which is making sand, making iron and then you put the ingredients together. But there’s more to it than that. There are a lot of foundry guys out there that still think of it as an art form. We need to advance past the art and get to the science - doing things more efficiently,” stated Roy Dias, who has been appointed Managing Director of Endeco - Omega Foundry Machinery (Pty) Ltd.
“The synergies that have been created between our
companies, Endeco and Omega Foundry Machinery, will ensure that the design and supply of foundry equipment to the South African market will be on a par with international standards and best practices.”
“As suppliers we can influence and adapt the mentality of the local industry as to how and when they embrace investment in new technologies. But more importantly we are here to support existing installations and create future growth in the South African foundry sector. We provide full market support in terms of installation, service and repairs, spare parts availability and, now manufacturing of the complete Omega product range.”
To celebrate the JV agreement Endeco - Omega Foundry Machinery invited clients and friends to a function at Emperors Palace in February. The pictures below depict some of the guests that attended.
For further information contact Roy Dias on TEL: 011 907 1785 or email [email protected]; Peter Petersen on 079 448 1277 or email [email protected]; Mark Fenyes on TEL: +44 1733 232231 or email [email protected] or visit www.endeco.co.za or www.ofml.net
Greg and Grant Estman, both of Viking Foundry with Mark Feynes of Omega Foundry Machinery
Peter Petersen, Rui Dias, Mark Feynes and Victor Dias all of Endeco Omega
Kobus Van Den Berg of Foseco South Africa with Vincent and Cobus Van Der Walt, both of Knight Sales Foundry
John Williams MD of Krier Africa with David Edwards of Omega Foundry Machinery

castings sa vol 15 no 6 April 2015 9
Nigel Pardoe and Barry Butler, both of Thomas Foundry with Colleen Boyce Sales Manager and Gordon McNeilage MD,
both of the SI Group
Arrie Schriek of Volclay, Danie Slabbert MD of Steloy Castings and Sarel Kruger of Guestro Foundry
Kevin Keeling MD of MIS Engineering, Enno Krueger Foseco’s Business Unit Manager in South Africa and
Eric Benvenuti Production Director of MIS Engineering
Greg Smith MD of JC Impellers, Paul Diana-Oliaro Director Chem-Systems and Boelie Van Der Westhuysen of Steloy Castings
Darren Brown of Guestro Foundry, John Davies CEO of the South African Institute of Foundrymen and Mike Holton
Linda and Rocky Bernades, both of B&K Foundry, Rui Dias MD of Endeco Omega, Marie Sammonds of Insimbi Alloys and Mark Hughes
MD of Rely Intracast
Danie Bester, Neels Herman, Thomani Muhanganei, all of Scaw Metals with Peter Petersen of Endeco Omega
Charles Chisanbo and Greenbert Nekati, both of Marondera Foundry Zimbabwe with Janlie Kotze of Ceramic and Alloy Specialists and the
South African Institute of Foundrymen Vice President

10 castings sa vol 15 no 6 April 2015
“Demand for critical raw materials is burgeoning in new industrial economies, and the resources for these materials are being consolidated among fewer
and fewer suppliers. As the manufacturing economy takes on a more global nature, securing reliable supplies of raw materials may be as critical as establishing a market,” says LIL Sales’ new Manager Matthew McCrae.
“When LIL Sales was founded in 2008, the company’s mission was to simply supply local South African foundries with primary metals, ferro alloys and other foundry-related raw materials. This has now expanded to include the steel, galvanizing, battery manufacturing, electroplating and lead industries, as well as any company that has melting capacity,” continued McCrae who took up his position at LIL Sales towards the end of 2014.
“However since inception LIL Sales has focused on a niche segment of the market, this being the smaller to medium sized companies that only require small batches of product as they don’t have the need and the resources to keep large amounts in stock.”
“Sourcing and supplying these raw materials is what our business is all about. Anyone that does not have any experience in ‘trading’ would soon realise their folly and experience direct economic pressure. There are many variables associated with ‘trading’ and you have to be aware of all of them.”
“Our customers do not expect us to be metallurgists, although we do supply technical know-how and the necessary material certificates, and likewise we do not expect them to be ‘traders’. We would like to think that they have the confidence in us to source what they are looking for.”
Service and delivery“But it goes further than that.
We are stockists of primary metals, ferrous and non-ferrous alloys and raw materials, whether it be ferro-molybdenum, copper phosphorous, selenium and copper granules, ferro-silicon magnesium, tin and antimony ingots or nickel briquettes, all products used regularly in foundries. The stock levels will depend on the demand. We are proud to say that we should always have stock and in quantities that will cover at least a few months of demand.”
“This also allows us to break down the individual products into smaller batch sizes according to the individual company’s requirement or order that they place on us. If someone needs as little as 20 kilograms of a certain product we will supply.
We don’t chase the larger quantity products but if a customer requests this then we will supply.”
“It gives our customers peace of mind that they know they can place an order and within a short period, depending on where the company is located, we should be able to deliver the same or next day.”
“We are not a company that operates as a paper controller and shipping advisor. We carry stock and deliver.”
Currently LIL Sales stocks 53 different product lines in base metals, alloys, ores and chemicals in the form of granules, ingot, flakes, bars, sticks, drops, sand and ash. Product is sourced from all over the world including Europe, South America, China, Malaysia and locally.
The company employs 10 staff and has three delivery vehicles with a new eight toner just acquired. LIL Sales currently supplies product to all the major centres in South Africa as well as regional neighbours Mozambique and Zimbabwe.
Looking forward, McCrae says they are exploring more
opportunities to penetrate Africa, which he believes has huge potential.
For further details contact LIL Sales on TEL: 011 474 3630 or visit www.lilsales.co.za
LIL Sales’ drive to deliver service and quality
CaSi - Calcium Silicon Inoculant
FeMo - Ferro Molybdenum
Se - Selenium


12 castings sa vol 15 no 6 April 2015
Wispeco purchases majority shareholding in Pressure Die Castings
Wispeco Holdings (Pty) Ltd – Group of Companies is continuing with its expansion strategy with the announcement of a further acquisition. The statement
from the company says that it has agreed to purchase a majority shareholding in Pressure Die Castings (Pty) Ltd (PDC), a Pietermaritzburg, KwaZulu Natal based die casting foundry that specialises in manufacturing brass, aluminium and zinc castings. The purchase price was not disclosed. The sale of the shares will be effective from the 1st July 2015 subject to Competition Commission approval.
“PDC have built the company customer by customer. Their approach being to start from a customer’s need exploring various design options until the best process solution is identified. This approach is valued by their customers who are then confident that the process designed will best meet their requirements,” said Hermann Rolfes, Managing Director of Wispeco Holdings.
The new shareholders believe in the PDC business model and would like to support further growth of the business. The current directors of PDC Mike Wolhuter, Lance Deysel and Graham Smith will continue to lead the PDC team.
“The business will continue to operate on a stand alone basis and retain its entrepreneurial spirit. We welcome PDC and its employees to the Wispeco Group,” said Hermann Rolfes.
PDC is an innovative supplier of brass, aluminium and zinc castings to the South African and international markets. As a specialist die caster, which has been in business since 1952, they currently manufacture more than 100 different components for a number of diverse industries. The primary industries include the building hardware industry, the fire sprinklers industry, the electrification/powerline sub-assemblies industry, the automotive sub-assemblies
industry, the plumbing/geyser components industry and the electrical illumination industry. More than fifty percent of production is exported.
The company was awarded Business of the Year in the Nedbank sponsored Pietermaritzburg Chamber of Business (PCB) Business of The Year for 2014, in the manufacturing sector.
Wispeco Holdings is a leading aluminium extrusion company in South Africa and offers a one-stop-shop in the supply of mill finish, powder coated and anodised aluminium extrusions for various applications in a variety of industries. These include the building and construction, transport, energy, agricultural, general engineering and automotive industries.
The company consists of four main operating units – billet casting, aluminium extrusion (with in-house die manufacturing), surface finishing and aluminium systems distributor outlets country-wide. “Being part of the Wispeco Group will allow us to continue our growth in our six market segments. Our expectations for the business continue to be high. We are confident that both our customers and our shareholders will realise major benefits going forward as we drive for cost reductions and market share gains," commented Mike Wolhuter, Managing Director of PDC.
For further details contact Pressure Die Casting on TEL: 033 397 5500 or visit www.pdc.co.za
No purchase price disclosed in deal which becomes effective 1st July 2015.
Hermann Rolfes and Mike Wolhuter


Metso Minerals Isithebeadds R.C. Systems core shooter to capabilities
Minerals processing equipment specialist Metso’s local manganese foundry, one of six across the globe, has introduced a core shooter to its manufacturing
capabilities. The core shooter, designed and manufactured by local foundry equipment manufacturer R.C. Systems, represents a recent shift at the foundry to improve and automate manufacturing capabilities aimed at driving the company’s local and African business.
One of the largest components of Metso’s business, both globally and locally, is the supply of large-scale grinding and crushing equipment to the mining industry. More recently the company has introduced the manufacture of metallic mill linings in manganese steel, low-alloy steel and high chromium iron for AG, SAG and ball mills to its portfolio of various components and castings for the company’s extensive product lines.
Unlike any other foundry-manufactured product, the mill linings will not only be manufactured for Metso’s product range, but will be sold to the industry for any mill in operation.
Continuing with Metso’s significant investment into its local foundry over the recent years, equipping the foundry largely with new and additional equipment, it was decided last year to expand the company’s service and manufacturing capability by introducing core shooting capabilities for the first time.
The equipmentR.C. Systems was contracted to
manufacture and install the new fully automatic core making plant, which comprises a 25 litre core jobbing machine with a sand mixing and storage platform situated above the machine. The sand storage system makes provision to mix chromite and/or zircon sand.
Additionally a two-ton an hour continuous mixer, which feeds the mixed sand directly into the core making machine, has also been supplied by R.C Systems.
The process being used is Foseco’s Ecolotech 2635, a process based on the use of a water-soluble phenolic resin, condensed under alkaline conditions. The resin is the only binder component that has to be mixed with the sand. The resin does not contain any nitrogen, phosphorus or sulphur. All sand types (e.g. silica, chromite or chamotte) can be used successfully. To harden the mixed sand CO2 has to be gassed into the corebox. CO2 acts as a reaction partner with the resin, not as a catalyst.
DetailsSituated in the remote Isithebe
township in KwaZulu Natal, half way between Durban and Richards Bay,
Metso’s South African foundry forms an integral part of the local company’s crushing and grinding business.
Metso Minerals Isithebe was first founded in 1978 under different ownership following a joint venture between Lennings Holdings (South Africa), Vickers (United Kingdom) and Vickers (Australia) under the name of Lennings Manganese Foundry.
In 1985 Rexnord certified Lennings Manganese as a supplier of manganese steel castings and Lennings was officially recognised as a worldwide source for manganese parts to the Nordberg Group.
In 1991 Scaw Metals took control of the Lennings foundry, which was subsequently sold to Nordberg in 1998. Nordberg Lennings then became part of the Metso Minerals Group when it was purchased in 2001.
Committed to the environment and its workforceThe Metso group is committed to reducing its environmental
footprint and practising energy efficiency, and recently introduced its Metso Energy Efficiency Programme (MEEP).
The initiative aims to reduce the entire global group’s energy consumption by 15% by end 2015, and 20% by 2020. The Isithebe foundry will contribute towards these targets, and is reviewing all its manufacturing lines and components.
This includes purchasing a new air compressor, incorporating new furnace linings to better retain heat, introducing energy efficient motors and lighting, and even looking at technologies to convert its off-heat (generated from the foundry process) into energy.
The foundry, which thanks to Metso, is a vital local business component, employs over 350 staff with the majority sourced directly from the nearby areas. Among just a few major industrial players in the area, Metso is contributing substantially to the local community, providing social upliftment and employment.
It also provides HIV/Aids counselling and guidance. Its workforce, and the entire area, has a high level of HIV infection.
R.C. Systems’ origins date back to 1987 when Rob van Niekerk started his business providing electrical engineering services to manufacturing companies in the Gauteng area.
Today the company has grown considerably and besides offering the electrical engineering services, now also manufactures equipment for the electrical, foundry and electroplating industries.
For further details contact R.C. Systems on TEL: 011 425-4273 or visit www.rcsystems.co.za
R.C. Systems was contracted to manufacture and install the new fully automatic core making plant,
which comprises a 25 litre core jobbing machine, with a sand mixing and storage platform situated above the machine. The sand storage system makes provision to
mix chromite and/or zircon sand
The process being used is Foseco’s Ecolotech 2635, a process based on the use of a water-soluble phenolic
resin, condensed under alkaline conditions
Additionally a two-ton an hour continuous mixer, which feeds the mixed sand directly into the core making machine, has also been supplied by R.C Systems
14 castings sa vol 15 no 6 April 2015


16 castings sa vol 15 no 6 April 2015
Changes abound in the valve industry as the formation of The Valve and Actuator Manufacturers’ Cluster of South Africa (VAMCOSA) gears up to provide significant
demand prospects for local manufacturers. However, with great promise comes great responsibility, and local valve manufacturing companies need to step up to the plate to produce world-class valves that are able to compete with imported products.
The South African Valve Manufacturing industry has been in a steady decline since 1994 as a result of the higher quality and affordability that imported products provide. In an attempt to turn the industry around and promote the growth of locally sourced valves, VAMCOSA was formed in 2011. While this may mean that industry giants such as Eskom will now have to look closer to home for a supply of valves, the pressure is on to meet demanding requirements for the same level of quality as internationally produced products.
In the next five years, Eskom is expected to replace an estimated 5 500 valves in on-going operations and maintenance projects at existing power plants, significantly increasing demand for control valves, multi-turn valves, quarter turn valves, as well as electric and pneumatic actuators. It stands to reason that local valve manufacturers will benefit considerably from this massive replacement programme.
The Department of Trade and Industry’s (DTI’s) decision to designate valves for local procurement by State-owned companies (SOCs) was one of the main reasons for valve manufacturers to form VAMCOSA.
In a recent newspaper interview Greg Walker of VAMCOSA
said “To create jobs in the private sector, government, through the DTI, changed the procurement document, titled the Preferential Procurement Policy Framework Act, which SOCs use to buy from predetermined manufacturers. This enabled the Trade and Industry Minister to designate products, including valves, for procurement from local manufacturers.”
Walker explains that, prior to the enforcement of the procurement designation, a comprehensive valves-industry study was conducted, which included the determination of industry manufacturing capabilities and expertise.
“The study found that valves and actuators could and should indeed be designated for local procurement by SOCs. Valves were designated for local procurement at the end of February 2013. However, the instruction note from the National Treasury to the SOCs was effective only from March 3, 2014.”
“It is now law that SOCs have to buy valves from local manufacturers,” he says, adding that if SOCs do not want to buy valves from local manufacturers, they are required to apply to the DTI for an exception whenever such a situation arises.
“The local procurement designation includes a broad spectrum of valves, from simple household taps to complex valves used in specialised industrial and mining applications, with the local content of each valve or actuator required to be 70% by value. This provides an opportunity for local valve manufacturers to develop and add to their range of products the valves that might not have been available with a local manufacturer’s stamp prior to the designation,” says Walker.
“A lot of resistance was encountered from SOCs to buy locally made valves and this was largely owing to the SOCs’
Valve manufacturers and foundry workshop
Anthony Rochford of IPT with Garth Hilton and Shivren Sahadave, both of Nicro Pump & Valve
Greg van Deventer of Thomas Foundry and Grant Estman of Viking Foundry
Robert Exley and Carmen de Jong of Xmeco
David Barnes of Vestcast, Wayne McLachlan of Steloy Castings and Lukas Lessing of AZ Armaturen

perception of locally manufactured products being of “inferior quality”.”
“This is a real crying shame because a lot of the local valve companies have been exporting their products to overseas markets for many years, with no issues. If locally made valves are good enough to export, then why are they not good enough for local clients?” questions Walker.
Addressing the challenge “The local procurement issue resulted in the formation
of working groups for specific industries, such as mining, municipalities, waterworks, pipelines, power generation, oil and gas. Various members of industry representing specific valves sectors are part of these groups,” said Walker.
“The working groups were tasked with identifying three categories of valves – those already available on the local market, those that should be manufactured locally and those for which local manufacturing will not be feasible.”
Walker said, for example, the local manufacturing of the duckbill valve will not be feasible. These one-way valves prevent effluent or liquid from returning to source once flow has ceased. Although these non-return valves are not complicated to manufacture, demand for them is almost nonexistent in South Africa.
“Further, the working groups also serve as a platform to encourage familiarisation with the various SOCs and their requirements and, in turn, for the SOCs to gain confidence in local valve manufacturers.”
Walker also states that the other objective of local procurement designation is to create sustainable jobs, which subsequently require production to increase and prices to decrease, as well as quality to improve, a good export market and associated export potential.
However, Walker noted that despite there being increasing acceptance of locally made valves, SOCs continue to use loopholes in some cases to acquire imported valves because of the persistent “inferior quality” perception.
“The benefits of buying and using locally manufactured valves include enhanced problem-solving ability, as clients and technicians can consult with local valve engineers for specialised applications and service procedures. Inspection and service procedures are also simplified with the assistance of local technicians and locally based stockholdings resulting in shortened lead times, and, in turn, decreased downtime to equipment.”
“Another advantage is job creation and local skills development through the local manufacture of valves. Therefore it should be in the interest of SOCs to pursue local acquisition on their own, and with a keen uptake, rather than having to be forced by law to buy locally made valves.”
“However, a major stumbling block in buying locally manufactured valves is pricing, as they are between 10% and 20% more expensive than imported valves, but as local production increases, the prices will subsequently decrease, bringing them on par with overseas products.”
Strategic alliance workshopIn view of the above VAMCOSA and some of it members got
together with foundry owners and other strategic partners for a workshop. Some of the presentations given included:
• The valve industry one year after designation• Current status of the South African foundry industry• Supplier and product development in the
casting industry• PED Certification and• A case study on ‘The Journey of ISO’ at
Kew Foundries

18 castings sa vol 15 no 6 April 2015
In his presentation Walker mentioned three initiatives that are in the process of being rolled out. The first of these was the creation of a new manufacturing business through the off-take of a product, which was previously manufactured in-house, that can now be branded for opposition companies. The second has seen the development of a new valve as a result of designation and a new manufacturing facility to be set up in Witbank. The third initiative will be to implement a service whereby in the future valves will be repaired in the Kwa Zulu Natal area.
The day concluded with nine action points being put forward for further development and discussion.
Delegates that attended the workshop are seen in the accompanying pictures.
Allan Bruggeman of Matt Cast Supplies with Ben Dyson of Malleable Castings
Greg Walker of Mitech with Martin van Meygaarden and Richard Oblers, both of BMG
Cobus and Minika van Aswegan, both of Ukuthela Foundry, Fred Venter of High Duty Castings and Greg Smith of JC Impellers

New doors opened for emerging defence and high-technology companies
Emerging entrepreneurs who want to make breakthroughs in the defence and high technology manufacturing sectors will benefit
from a support and development programme managed by Denel.
Representatives from a wide range of small and medium enterprises attended a Supplier Development Summit hosted by the state-owned defence and technology group at its Irene Campus.
Riaz Saloojee, the Group Chief Executive of Denel, says the objective is to raise awareness about the products and services offered by the company and to identify opportunities where small businesses can become part of the supply chains.
“Denel is committed to a ‘South Africa first’ approach to procurement with a special focus on black-owned, women-owned and youth-owned enterprises,” says Saloojee. “It is often difficult for emerging enterprises to become part of the supply-chains of established manufacturers and our intention is to open up and facilitate these processes.”
Over the past 18 months Denel has undertaken a comprehensive review of its supply chain processes. “We have developed a very sound policy framework which not only meets the requirements of the codes of good practice developed by Government, but also reflects the Group’s own commitment to transformation.”
Its first step was to identify and ring-fence non-specialised products and services that are available in the market and can be easily sourced from emerging businesses. In the recent financial year more than R140 million of Denel’s procurement value was directed towards such enterprises.
Saloojee says Denel currently procures more than 80% of its business from local suppliers. The company is now also working with its primary suppliers in the private sector to
ensure their transformation strategies are aligned with those of Denel.
“In this way we are making a substantial contribution to the accelerated transformation of the entire South African defence industry,” he says.
Participants at the Denel Supplier Summit had an opportunity to see some of the company’s major products at close quarters including the G6 artillery, the Badger infantry combat vehicle and various recent developments in the missile and unmanned aerial vehicle environments.
“Denel is already a key contributor to the growth of the advanced manufacturing sector. We intend to expand this role and open the doors to emerging suppliers who will become our partners in future projects,” says Saloojee.
For further information contact Vuyelwa Qinga of Denel on TEL: 012 671 2662 or visit www.denel.co.za
The G6 is produced in South Africa by the Land Systems division of Denel
Support and development programme, managed by Denel, introduced.
castings sa vol 15 no 6 April 2015 19

The Coega Development Corporation (CDC) is trying to sway first and second-tier suppliers in
automotive manufacturing to set up shop at its Nelson Mandela Bay Logistics Park (NMBLP), in Uitenhage, noting in a statement that component manufacturers that established themselves at the purpose-built facility would benefit from a recent announcement by nearby Volkswagen South Africa (VWSA) that it would start production of a new car model. VWSA’s plant is located adjacent to the NMBLP.
“Coega is working closely with VWSA and other OEMs to attract first and second-tier suppliers to the logistics park in anticipation of the new car model,” commented CDC senior manager for international markets in the transport industries, Gustav Meyer.
NMBLP facilities manager Mpumzi Flepu added that planned expansions by current automotive focused tenants, including polymer business Rehau and
engineering plastics producer Q-Plas, had driven interest by companies wishing to lease premises next year.
The park, which is spanned over 183 hectares, features purpose-built infrastructure and shared services, which include security, information communication technology and logistics, to minimise costs for new investors and existing tenants.
Current tenants include Benteler Automotive, Faurecia Interior Systems, Grupo Antolin, Inergy Automotive Systems, MSC, ITPASA and Hella SA.
An estimated 126,4 hectares is still available in Precinct B for development to accommodate new suppliers in the automotive and other manufacturing sectors.
“The vision of the NMBLP is to obtain economics of scale for the automotive manufacturing industry through centralisation of different functions and suppliers to reduce costs by shortening and improving the supply chain to VWSA, and other vehicle assemblers,” commented CDC head of marketing and communications Dr Ayanda Vilakazi.
Coega ready to commission EIA for aeronautical manufacturing in the IDZ
The CDC has also announced that an environmental impact assessment (EIA) study will be carried out to assess the feasibility of establishing a cargo airport and an aeronautical/ aerospace industrial cluster in the Coega Industrial Development Zone.
Possible aeronautical and aerospace industrial manufacturing activity that can take place in the Coega IDZ includes manufacturing of helicopters, aerospace engines, auxiliary equipment and parts, and propulsion units, while the industry can also possibly contribute to aerospace product prototypes, aircraft conversion and aircraft overhaul and rebuilding.
The planned cluster will be located in Zone 14 of the Coega IDZ, which currently stretches across 2 086 hectares of land.
Coega tries to sway first and second-tier suppliers in automotive manufacturing to set up shop
20 castings sa vol 15 no 6 April 2015


22 castings sa vol 15 no 6 April 2015
“Foundries are increasingly demonstrating demand for complete turnkey engineering solutions from
the industry’s technology suppliers, and all indicators are that the trend will continue. The reason for this is simple: the efficiencies foundries gain from a complete turnkey solution – from single machines, equipment upgrades and small systems to revamped foundry layout and design – are significant,” explains specialist foundry consumable supplier Mineral-Loy’s Executive Director Rob Duff.
“There is no reason then why foundries should not expect the same service and solutions from their mineral and material suppliers,” continued Duff.
“Foundries are looking to increase productivity, while at the same time reduce costs. Today in the world of computers and software, especially in design software, there has been vast development. Therefore its no good having all this fancy equipment and casting process optimisation and simulation studies, if the raw materials and additives you use leave you with defects and you have to scrap the castings anyway.”
“Two and a half years ago we took the decision to appoint two young and upcoming graduates to our team. Paul Nieuwoudt, who holds a BSc Chemical Engineering Honours Degree from the University of Cape Town, was appointed Commercial Manager. Samuel Moeti, who holds a Bachelor of Technology Degree (B-Tech) in Operations Management from the University of Johannesburg (Auckland Park Campus), and also completed a National Diploma (N.Dip) in Engineering Metallurgy (Physical) from the University of Johannesburg, was appointed on the technical side.”
“Their brief was to liaise with all customers concerning their product and technical needs. Such has been their success in the industry that we have now decided to appoint a further two graduates, one on the foundry side and the other in the CIM Chemical segment of the business. Both of them hold a BSc Chemical Engineering Degree from the University of Cape Town. As of January this year Philip Steenkamp joined the foundry division, and Brett Gait the chemical division CIM Chemicals, which was purchased in 2011.”
“In essence they are now project and process engineers within the company. In the manufacturing sense these two collide. It’s all about controlling the process, recognising key variables and outputs and suggested best practices in the factory or foundry.”
“Included in their scope will be identifying new products with a common goal of efficiencies and product quality in the casting process, so that a foundry is able to control the production process and variables in order to keep their customers, and make a profit. It is very competitive out there so if we can be part of their success and make life simpler and less demanding for them, then we will feel that we are achieving our goals.”
Mineral-Loy was established over 40 years ago to meet the
needs of the users of metals, minerals and alloys in the South African market. When it was established the focus was on the welding electrode industry, but the company soon widened its scope of activities to the iron foundries and the ceramic and refractory industries. More recently, the company has expanded its product range to cover some of the raw material requirements of the aluminium foundry and steel making industries.
Products made and sold in South Africa today include all grades of ferro-chrome manufactured by Samancor Chrome including Chromite Sand, medium and high carbon ferro-manganese and silico manganese, ferro silicon, nickel briquettes and powder from Impala Platinum, Sorelmetal high purity pig iron, and rutile and zircon sand produced by Richards Bay Minerals.
Imported products include inoculants and treatment alloys from FerroPem Europe, a range of copper, nickel and aluminium master alloys from KBM Affilips Europe, and ceramic filters and slag coagulant which are imported from the Far East.
Mineral-Loy has successfully retained its Level 4 BBBEE accreditation. Strategies are in place to increase that quotient as per the officially recognised DTI scorecard. The company also received its ISO 9001:2008 certification over a decade ago and continues to renew this important accreditation every year.
CIM serves the toiletry, cosmetics, pharmaceutical, detergent, foods, paint, paper, water treatment, glass manufacture, foundry, adhesive, lubricant, cutting oil, household laundry products, bitumen emulsion, health food, emulsion floor polishes, users of ethoxylated fatty alcohols, fatty amines and fatty acids and mineral flotation industries.
For further details please contact Rob Duff at Mineral-Loy on TEL: 011 802 4050 or Sean Mackenzie at CIM on TEL 011 708 1494 or visit www.mineral-loy.co.za.
Mineral-Loy appoints two additional project engineers
Brett Gait and Philip Steenkamp


24 castings sa vol 15 no 6 April 2015
“Yes, you are correct. I have had many ‘chirps’ about my surname over the
years but it could have been worse. I could have had a surname that refers to a rooster or something similar!”
This is the dry sense of humour and quick wit of Peter Bird who has decided to retire after being associated with the smelter and foundry industry for 49 years, a career that began back in 1966.
Born a Lancastrian in Birkenhead, North West England, across the other side of the River Mersey from Liverpool, Peter qualified with a Bachelor of Technology (metallurgy) in 1970, having completed his degree at Brunel University London.
“Part of the four-year degree involved practical periods in industry, and as I had a bursary from British Steel I was seconded to Shotton Works, a fully integrated steel works using open hearth smelting, in Deeside, Flintshire. My undergraduate, and then graduate training involved management, QC and shift management. This inspired me to do a one year Post Graduate Diploma in supervisory management, which I obtained in 1971.”
“During this period the UK industry was going through a recession, and in 1972 Harold Wilson’s government advised that the UK steel industry would shrink from 20 million tons per year to 12 million tons per year. The older, less efficient plants were going to be closed, and as work in the UK was already in short supply my options were sign up for the dole or look for a job overseas,” continued Peter.
“Fortunately I acquired a contract job at the Mufulira Smelter which is located on the Copperbelt in Zambia. I had married Sue in 1970, and the two of us set off on this adventure, to get to the place of my new employment.”
“The first two weeks were spent on a ship travelling from Southampton to Cape Town. Then we spent eight days driving from Cape Town to the smelter in central Zambia. What a trip it was, but it would have an influence on the rest of my life.”
“The copper smelter was not as it was made out to be and the position I had was terrible, along with the working conditions being awful. We lasted a year and then returned to the UK where I obtained a position as a sales representative with Foseco in Tamworth, UK selling technical products to the foundries and steelworks in the UK.”
“However the economy in the UK was still depressed and prospects of advancement were poor. I believed that South Africa had better work prospects. Our decision to return to Africa in 1975 was influenced by the experiences and the fantastic time that Sue and I had whilst driving in southern Africa on our way to Zambia. The great people we met along the way, coupled with the weather and beautiful landscape persuaded us to return.”
“I was offered a position as a metallurgist at Highveld Steel and Vanadium Corporation in Witbank where I ran the physical testing laboratory and technical laboratory team, supervised and conducted plant investigations and visited
clients and handled metallurgical non conformances.”
“My tenure with Highveld lasted two years before I was offered a position at EL Bateman Equipment which was located in Boksburg at the time. My motivation was that it was a better position and it offered a company car and more money.”
“I was employed as a physical metallurgist to advise the procurement department regarding all technical aspects of heavy engineering, with a special responsibility of investigating component failures in their equipment and to introduce greater reliability in their equipment.”
“While there I established the QC and QA procedures for the
company, as well as interacting with consultants appointed by clients such as Anglo and JCI regarding material selection for new mining applications. I was also promoted to the position of QA manager, which involved managing a team of 12 inspectors/expeditors.”
“One of my tasks as QA manager involved an in-depth evaluation of the foundry, forge and heat treatment industries in sub Sahara Africa. This was my first real involvement with these industries.”
“After about five years at Bateman, a foundry supply company Minerals Binders Clays (MBC) offered me a position as Sales Manager because of my in-depth knowledge and relationships with the heavy engineering companies and subsequently the foundries. I took the position and two years later I was promoted to the position of Sales Director.”
“Sadly the company drifted into financial problems and MBC was put into voluntary liquidation in 1997. But as they say, wherever there is a negative there is always a positive. Resistant Materials Services (RMS) purchased the company from the liquidators in 1998 and RMS took me on as their Sales Manager, where I remained until I retired in March 2015.”
“Because of my position within MBC I was heavily involved in the negotiations with the overseas suppliers to transfer the agency distribution agreements to RMS, as well as negotiate with all major clients in South Africa to transfer supply contracts to RMS.”
“During my time at RMS, a business that has expanded rapidly over the years, I have had many titles but the emphasis has been on growing the sales of product that the company manufactures locally and imports, including the interface with the international suppliers. Another important aspect has been the transfer and flow of technical know-how from our international partners to the local foundry industry. This is highlighted by the relationship that RMS has with James Durrans and Sons of the UK. A joint venture company, Durrans RMS, was set up in 2000 to manufacture and distribute mould paints and refractory parting mediums that are both water and spirit based to the local industry. This partnership has been very successful and the company is now one of the leading suppliers in South Africa.”
Bird flies off into retirement
Peter Bird

castings sa vol 15 no 6 April 2015 25
Adapting to a changing worldPeter, you have been in the industry a long time, what
would your advice be to the local industry going forward, I asked?
“Adapting, growing and surviving in an ever changing and, now global marketplace, means that foundries and foundry suppliers have to survive by learning, understanding, supporting and matching each others’ efforts at sustainability, benchmarking, best practices, innovation, engagement, networking and safety.”
“These are the hallmarks of establishing and strengthening relationships, and most important, friendships. During my lengthy period in the industry there have been many changes on the technology side and these will continue. Any business that does not adapt to these changes will find it difficult going forward.”
“However, I will not be completely lost to the industry. RMS has decided to retain my services as “back up consultant” to the relatively new sales and technical team during the transitional period.”
Looking forward to your retirement? “Oh yes. I have been very fortunate to travel extensively on behalf of the companies that I have worked for. To date I have visited 36 countries, and the only continent that I have not visited is Australasia. Consequently I can recall many wonderful experiences but there comes a stage when you decide that the time is right to retire. Sue and I will continue to travel. There are many places in South Africa that we have never been to, let alone the world.”
“And I might even take up the hobby of birding! Birds can inspire us - or they can describe us. A long-standing tradition in the English language is using bird names to
describe, mock, or glorify individuals. In fact, many English surnames come from birds in the naming convention in which nicknames were given, based on a person's appearance or behaviour. I might just surprise everyone!”
For further details contact Resistant Materials Systems on TEL: 011 917 0702 or visit www.rmsproducts.co.za or contact Peter Bird on 083 226 8764
“And I might even take up the hobby of birding! Birds can inspire us - or they can describe us.”

German metal casting group Neue Halberg Guss has acquired engine block castings specialist Atlantis Foundries (the old Atlantis Diesel Engines) from
automotive giant Daimler/ Mercedes Benz South Africa.A letter sent out by Atlantis Foundries staff said the change
of ownership was scheduled for May 1. Daimler/ Mercedes Benz South Africa took control of Atlantis Foundries in 1999, and achieved record production of 60 000 tons cast in 2012. Atlantis Foundries produces automotive castings for both the passenger and commercial vehicle industries. In addition, the company machines cylinder blocks and crankshafts for automotive applications.
The letter said the deal would result in the formation of one of the largest foundry networks for engine parts in the world. Atlantis Foundries interim MD Tobias Hobbach, who was appointed as a result of the departure of Felix Homburg, said the change of ownership was positive and represented an opportunity for growth in the company. An announcement about the new MD will be made in May 2015.
Atlantis Foundries staff have been guaranteed one year of employment, even though Halberg Guss recently entered into a seven-year agreement with Daimler/ Mercedes Benz South Africa to supply engine blocks to the German and US markets.
Neue Halberg Guss GmbH develops and produces cast iron
cylinder blocks, crankshafts and rear axle casings for automobile and engine manufacturers in Europe. Its products/services include cylinder blocks for passenger vehicles and trucks, cylinder heads for trucks, crankshafts for passenger vehicles and power train units and other cast components. The company was founded in 1988 and is based in Saarbrücken, Germany.
As of May 2011, Halberg Guss GmbH has operated as a subsidiary of Neue Halberg Guss GmbH, a company formed by the Dutch HTP Group. HTP specialises in the acquisition and restructuring of companies and has among others the Bavarian caravan builder Knaus Tabbert and the automotive supplier Geiger and Reum under its wing.
Halberg Guss supplies leading car manufacturers such as Volkswagen and Daimler. The company maintains production sites in Saarbrücken and Leipzig, Germany and currently has a workforce of around 2,100 employees.
This is not the first time Halberg Guss has bought into South African foundry capacity. In 2007 the company bought foundry plants in Port Elizabeth and Brits from engineering and construction giant Murray & Roberts - a short-lived arrangement as the German company ran into financial problems. The company was renamed Autocast South Africa. Last year Standard Bank took control of the company.
For more information visit www.atlantisfoundries.com
Atlantis Foundries sold by Daimler/Mercedes Benz South Africa

It is imperative for the local industry to strike a healthy balance between international competition and dumping, the Steel and Engineering Industries Federation of
Southern Africa (Seifsa) has said.A flood of cheap imports; unfair competition from highly
subsidised countries, such as China; dumping; and stagnant economic growth were negatively impacting the domestic metals and engineering sector, as well as the broader manufacturing sector.
In South Africa, manufacturing exports represented an estimated 35% of production, while imports had captured nearly 45% of the domestic market. The metals and engineering sector exported 60% of its products and competed with imports for 60% of the domestic market.
“For companies operating in the metals and engineering sector to survive in such turbulent economic times, it is vitally important that robust discussions are held and strategies aimed at ensuring the survival of the sector devised,” Seifsa CEO Kaizer Nyatsumba stressed.
The industry body noted in a statement that the issues of rising imports and dumping would be the main focus of the
second plenary session of the inaugural two-day Southern African Metals and Engineering Indaba, to be held at Emperor’s Palace, Ekurhuleni, on May 28 and 29.
University of South Africa School of Law Professor Omphemetse Sibanda, Investec Bank chief economist Annabel Bishop, Frontier Advisory CEO Martyn Davies, CBC Fasteners CEO Rob Pietersma and Seifsa chief economist Henk Langenhoven would debate these issues.
Organised and hosted by Seifsa, the indaba was aimed at encouraging growth in the metals and engineering sector, which had underperformed over the past five years.
The conference would bring together business owners, trade unionists and policymakers from across the Southern African Development Corridor to deliberate on turnaround strategies for the sector.
Nyatsumba commented that the upcoming Indaba provided a platform for all stakeholders in this important sector, “not only to engage robustly on matters impacting the sector, but also to come up with sustainable growth solutions that would see the sector rise out of the doldrums.”
Seifsa encourages local production to beat rising imports
Topic to be discussed at Metals and Engineering Indaba, to be held at Emperor’s Palace, Ekurhuleni, on May 28 and 29.
castings sa vol 15 no 6 April 2015 27

28 castings sa vol 15 no 6 April 2015
It has been announced that Exhibition Management Services (EMS) has acquired the well-established AfriMold exhibition brand, which becomes a component show of the
comprehensive South African Industry and Technology Fair Indutec.
The 12-in-1 Indutec event is the co-location of several individual long-running EMS-staged industrial shows, all under one umbrella banner. AfriMold will now take place alongside 11 other Indutec exhibitions at Gallagher Convention Centre, Midrand, Gauteng from 20-22 May 2015.
Indutec 2015 is a synergistic mix of ten events targeting manufacturing, engineering, water, petrochemical, plastics, and energy sectors.
The umbrella event incorporates individual events such as Pumps Valves & Pipes Africa, Afriplast Expo, Manutec Africa, Smart Automation Africa, e.Greentec, Africa Energex, Africa Watertec Africa, and now AfriMold.
AfriMold“We added the AfriMold Expo to the Indutec Fair because it
is a perfect fit with the event’s other industrial and technological sectors,” says John Thomson of show organisers EMS. “AfriMold is a vital networking hub for showcasing innovations and solutions in all stages of product development by local and international exhibitors.”
Exhibitors will showcase equipment and services for functions such as design, material selection, simulation, visualisation, computer-aided design, engineering and manufacturing, rapid prototyping and tooling, patternmaking, precision machining, mould-making, machine tools, automation, processing and finishing. This fifth edition of AfriMold will also highlight the huge advances in 3D printing and additive manufacturing.
“3D printing, or additive manufacturing, has advanced significantly since it was first developed,” says Ron Maclarty, EMS organiser of AfriMold. “Originally, only plastic prototypes could be printed, but these machines can now handle materials like titanium and human cartilage, and produce almost any fully functional complex mechanism, with greater precision, at a faster rate, and at lower cost.”
With AfriMold joining the Indutec umbrella, visitors and exhibitors can now interact through a wider variety of industries such as plastics, electrical, automation, design, petrochemical and energy, with companies from Italy, Germany, England, Nigeria, India, Turkey and China at the show.
“Tooling and precision machining is used in all industries, and this multi-show format radically increases business-to-business networking and cross-sector opportunities for visitors and exhibitors. AfriMold connects them, from design through to finished product,” adds Maclarty.
“AfriMold exhibitors are definitely looking at doing business in Africa. As South African and American supermarket chains move into Africa, they exert a pull-effect on infrastructure projects which boost manufacturing demand, creating huge business opportunities.”
Huge potential in Africa“Africa’s economy is growing fast and the need for more
new infrastructure is rising,” says Thomson. “According to PricewaterhouseCoopers, sub-Saharan Africa is predicted to
spend $180 billion a year on infrastructure by 2025. This is double the amount projected by the World Bank.”
Blackstone, from America, and Dangote Industries, from Nigeria, have just invested $5 billion in energy infrastructure projects across Sub-Saharan Africa, particularly focussing on power, transmission and pipeline projects over the next five years.
The Cenpower Generation Company Ltd has implemented its $900 million Kpone Independent Power Project in Ghana, for a 350 megawatt combined cycle gas turbine power plant, a 161kV substation, liquid fuel storage facility, and delivery and supply infrastructure.
“The infrastructure and engineering industry is currently booming in Africa with many of these types of projects taking off,” says Thomson. “Companies in the design, precision engineering and machining, tooling, tool making and production industry will definitely find business leads at INDUTEC, especially from African companies that are starting new projects.”
Automotive sector benefits from SA Industry and Technology Fair and AfriMold 2015
High-profile motor industry association NAACAM is the latest entity to endorse the SA Industry and Technology Fair and AfriMold 2015. Members of the National Association of Automotive Component and Allied Manufacturers are major contributors to the South African automotive manufacturing and component sector.
In the joint announcement it was revealed that the Toolmaking Association of South Africa (TASA) has joined NAACAM in support of AfriMold 2015.
“NAACAM provides companies with a dynamic forum to formulate policies and take actions that benefit the industry as a whole,” explains Robert Houdet, Chief Executive of NAACAM. “This exhibition helps strengthen the manufacturing sector by providing a strong platform for networking across all sectors of industry, in which the automotive industry is a very prominent player.”
The capital expenditure of the seven major vehicle manufacturers and truck producers in South Africa reached R6.9 billion last year.
About AfriMold 2015AfriMold is the leading exhibition for precision machining,
tooling, mould-making, design and application development in Africa. AfriMold is endorsed by Manufacturing Circle, The South African Institute of Foundrymen, Plastics SA, Aluminium Federation South Africa, The Southern Africa Stainless Steel Development Association, National Foundry Technology Network and the Department of Trade and Industry South Africa and now the National Association of Automotive Component and Allied Manufacturers, as well as the Toolmaking Association of South Africa.
For more information contact Exhibition Management Services on TEL: 011 783 7250, email [email protected] or visit www.exhibitionsafrica.com
AfriMold acquisition boosts Indutec 2015 expoFifth edition of event will run alongside Pumps Valves & Pipes Africa and is now endorsed by NAACAM and TASA.


30 castings sa vol 15 no 6 April 2015
The BIR (The Bureau of International Recycling) world recycling organisation has welcomed OECD (The Organisation for Economic Co-operation and
Development) proposals of multilateral action to counter the harmful impact of export restrictions on steelmaking, according to reports on the BIR website.
The advice was given at an OECD workshop in Cape Town on December 11 which highlighted the detrimental effects of such export restrictions, and the efficiency gains to be made from their simultaneous removal both upstream and downstream of steelmakers.
It was strongly argued in Cape Town that export restrictions introduced to protect a national metals industry’s primary and secondary raw material supply could actually jeopardise the viability of, respectively, the mining and the scrap supply sector. The access to cheap domestic scrap created by export restrictions could lead to uncompetitive plants remaining in operation and could serve as a deterrent to investment for the future. Furthermore, such restrictions placed governments in the position of arbitrating between industry sectors across the same value chain.
Making the use of export restrictions more transparent was the first step proposed towards their removal because only then could alternative policies to achieve the same objective be determined. Indeed, the best way forward was the simultaneous multilateral removal of export restrictions. The time was ripe for such action, it was said, in order to seize the opportunity created by the oversupply of steelmaking raw materials in the next few years.
In comparison to other industries, the steel industry is most affected by trade-restrictive measures, and the risk of trade friction in the global steel industry has increased of late. The industry is particularly susceptible to protectionist
measures owing to its well-known history of subsidies and excess capacity. It was explained in Cape Town that the most common reasons given for introducing export restrictions were to strengthen the competitive position of national processing industries and to enhance government revenues. As regards the latter, better alternative policies existed that did not deter investment, it was stated. Regarding trade defence instruments, steel accounts for: over 40% of Countervailing Duty Initiations; for nearly a quarter of anti-dumping cases; and for over 15% of safeguard actions. The OECD saw the need was now to avoid further escalation of trade actions.
“While the trend towards more export restrictions is currently the case, this OECD workshop has now made the case for multilateral action to reduce such restrictions in order to benefit the steel industry worldwide,” commented BIR Environmental & Technical Director Ross Bartley, who attended the workshop.
“The slower alternative is for countries to remove export restrictions though bilateral trade agreements. The difficulty is that almost all steelmakers and their governments would need to be convinced of the benefits to take multilateral action, and to take that multilateral action in order to get those increased benefits to more steelmakers more quickly.”
Organised jointly by governments participating in the OECD Steel Committee and by South Africa’s Department of Trade and Industry, the Cape Town workshop brought together almost 100 representatives from governments and the steel industry value chain with the aim of: assessing emerging market trends and policy developments affecting trade in steelmaking raw materials; achieving a better understanding of the impacts of trade-restrictive raw material policies on the global steel industry; and exploring policy approaches that would improve the longer-term efficiency and functioning of
these markets. It was also noted at the
event that local export restrictions were often being justified on the basis of historical experiences of the industrialisation of Europe and North America, but that such experiences did not match current business practices. The overriding conclusion was that worldwide export restrictions had been more effective as an investment deterrent than as an industrialisation incentive. OECD modelling has showed that the simultaneous abolition of export restrictions on all major steel raw materials would increase trade, reduce steelmaking production costs and expand the global supply of steel inputs. And there would be a dual benefit if the steelmakers in the countries facing relief from restrictions were also exporters.
OECD experts advise multilateral action to reduce export restrictions

32 castings sa vol 15 no 6 April 2015
international news
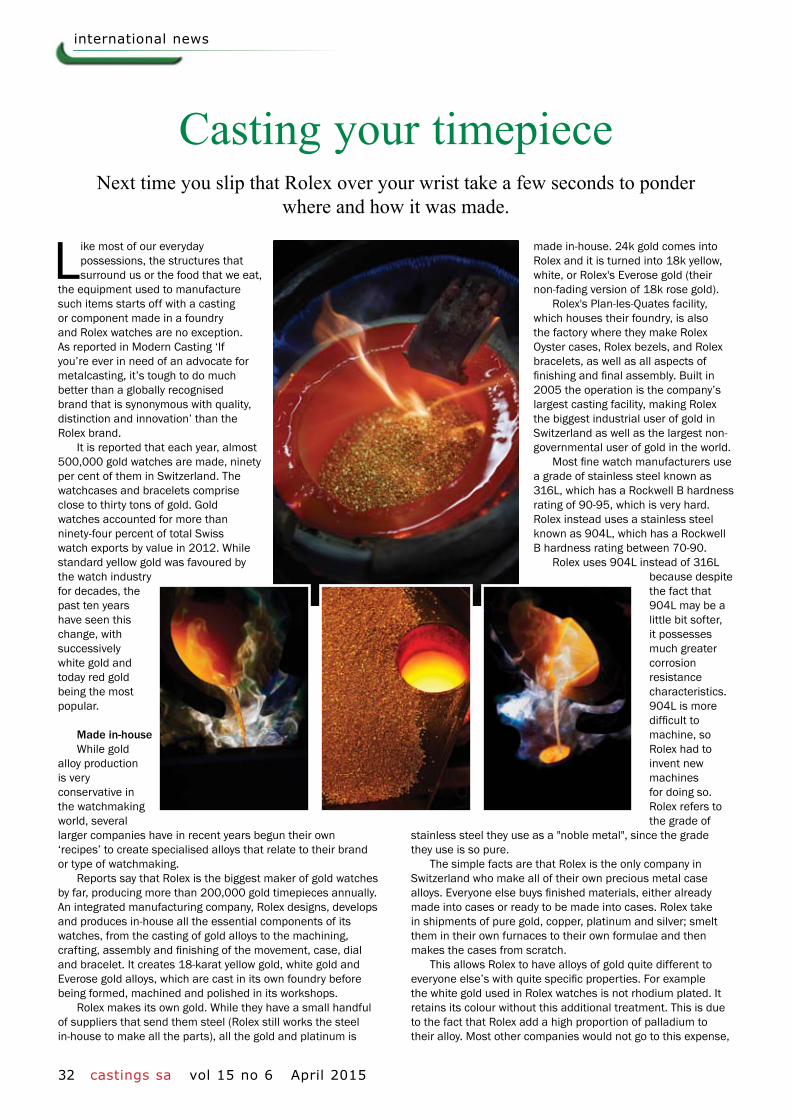
Like most of our everyday possessions, the structures that surround us or the food that we eat,
the equipment used to manufacture such items starts off with a casting or component made in a foundry and Rolex watches are no exception. As reported in Modern Casting ‘If you’re ever in need of an advocate for metalcasting, it’s tough to do much better than a globally recognised brand that is synonymous with quality, distinction and innovation’ than the Rolex brand.
It is reported that each year, almost 500,000 gold watches are made, ninety per cent of them in Switzerland. The watchcases and bracelets comprise close to thirty tons of gold. Gold watches accounted for more than ninety-four percent of total Swiss watch exports by value in 2012. While standard yellow gold was favoured by the watch industry for decades, the past ten years have seen this change, with successively white gold and today red gold being the most popular.
Made in-houseWhile gold
alloy production is very conservative in the watchmaking world, several larger companies have in recent years begun their own ‘recipes’ to create specialised alloys that relate to their brand or type of watchmaking.
Reports say that Rolex is the biggest maker of gold watches by far, producing more than 200,000 gold timepieces annually. An integrated manufacturing company, Rolex designs, develops and produces in-house all the essential components of its watches, from the casting of gold alloys to the machining, crafting, assembly and finishing of the movement, case, dial and bracelet. It creates 18-karat yellow gold, white gold and Everose gold alloys, which are cast in its own foundry before being formed, machined and polished in its workshops.
Rolex makes its own gold. While they have a small handful of suppliers that send them steel (Rolex still works the steel in-house to make all the parts), all the gold and platinum is
made in-house. 24k gold comes into Rolex and it is turned into 18k yellow, white, or Rolex's Everose gold (their non-fading version of 18k rose gold).
Rolex's Plan-les-Quates facility, which houses their foundry, is also the factory where they make Rolex Oyster cases, Rolex bezels, and Rolex bracelets, as well as all aspects of finishing and final assembly. Built in 2005 the operation is the company’s largest casting facility, making Rolex the biggest industrial user of gold in Switzerland as well as the largest non-governmental user of gold in the world.
Most fine watch manufacturers use a grade of stainless steel known as 316L, which has a Rockwell B hardness rating of 90-95, which is very hard. Rolex instead uses a stainless steel known as 904L, which has a Rockwell B hardness rating between 70-90.
Rolex uses 904L instead of 316L because despite the fact that 904L may be a little bit softer, it possesses much greater corrosion resistance characteristics. 904L is more difficult to machine, so Rolex had to invent new machines for doing so. Rolex refers to the grade of
stainless steel they use as a "noble metal", since the grade they use is so pure.
The simple facts are that Rolex is the only company in Switzerland who make all of their own precious metal case alloys. Everyone else buys finished materials, either already made into cases or ready to be made into cases. Rolex take in shipments of pure gold, copper, platinum and silver; smelt them in their own furnaces to their own formulae and then makes the cases from scratch.
This allows Rolex to have alloys of gold quite different to everyone else’s with quite specific properties. For example the white gold used in Rolex watches is not rhodium plated. It retains its colour without this additional treatment. This is due to the fact that Rolex add a high proportion of palladium to their alloy. Most other companies would not go to this expense,
Casting your timepieceNext time you slip that Rolex over your wrist take a few seconds to ponder
where and how it was made.

but Rolex justify it as it allows cases to be refinished at their service centres on the same machinery as the other watches without having to be sent off for replating after the polishing is complete.
Similarly, the story of their red gold ‘Everose’ is now well known; the copper in ordinary red gold will leach out with prolonged exposure to chlorine, through the process of electrolysis. This turns the red gold to yellow gold over time, although it would take a considerable amount of immersion in a swimming pool before the effects would be visible. But this was not good enough for Rolex. If people are paying a premium for red gold, then they should be able to expect it to remain red in all circumstances, including a daily swim. So, a new formula was developed where the copper content is ‘fixed’ in the alloy by the addition of 2% platinum.
Several times a day the furnace in the foundry smelts a
new batch of gold (white/red/yellow) in batches of two litres at a time. That may not sound like much, but remember that gold is very dense (which is why it is so heavy) and two litres of gold weighs 35kg.
Rolex strives for absolute purity, which explains why they create all their own noble metals. It is likely Rolex is the only watchmaker that operates their own foundry, and this fact goes to demonstrate how over-the-top obsessed and dedicated Rolex is about controlling and ensuring the outcome of the final product.
So don’t be bashful when next you wear your Rolex. Most of the components were manufactured in a foundry, an industry that you are in and can be proud of.

34 castings sa vol 15 no 6 April 2015
Oregon-based Esco Corporation plans to close a steel foundry in Nisku, Alberta, Canada
citing weakening demand for mining equipment. “After a peak in 2012, global demand for mining products continues to soften,” explained Jeff Kershaw, president of Esco’s Mining Division. “What’s more, market conditions do not currently show signs of returning to a level necessary to support Esco’s existing foundry capacity.”
Kershaw predicted the closing would help to bring Esco’s production volume into line with global demand.
The closing, which is scheduled for mid-August, will eliminate the jobs of 110 workers. The equipment there will be decommissioned and stored for use by other Esco foundries.
In its announcement Esco said the six-month advanced notice was made to give employees time to prepare for their transition outside of the company. It will offer separation benefits to salaried employees affected by the closing.
Esco designs and manufactures wear-related products for mining and construction. Its castings are used in abrasive digging, recycling, excavation, drilling, snow plowing, and similarly demanding applications.
The Alberta foundry was purchased in 2005 and is
focused on mining industry products, manufacturing steel parts for oils and mining equipment.
Workers representatives were surprised by the closure decision. According to a local news report, the United Steel Workers union was preparing to negotiate a new contract for the foundry’s employees.
“We are disappointed to lose the Nisku group from the Esco family,” Kershaw stated. “This is a hard-working team of dedicated employees, so this is a very difficult closure for us.”
Esco Corporation closed its foundry in Queensland, Australia in 2013 and in November 2014 it closed its foundry in East Cleveland in the North East of England.
Esco and Scaw MetalsEsco opened a new sales office in Johannesburg, South
Africa in 2011, beginning a new era of direct service to the mining and construction markets of Southern Africa.
For nearly 50 years, Esco had maintained a license with Scaw Metals for the manufacture and sale of select Esco® products in South Africa. Both companies decided not to renew the license agreement which expired on March 31, 2011.
Esco closing foundry as mining demand weakensCompany had a 50 year relationship with Scaw Metals.
Australian researchers unveiled the world's first 3D-printed jet engine recently, a manufacturing breakthrough that could lead to cheaper, lighter and more fuel-efficient jets.
Engineers at Monash University and its commercial arm are making top-secret prototypes for Boeing Co, Airbus Group NV, Raytheon Co and Safran SA in a development that could be the saviour of Australia's struggling manufacturing sector.
“This will allow aerospace companies to compress their development cycles because we are making these prototype engines three or four times faster than normal,” said Simon Marriott, chief executive of Amaero Engineering, the private company set up by Monash to commercialise the product.
Marriott said Amaero plans to have printed engine components in flight tests within the next 12 months and certified for commercial use within the next two to three years.
Australia has the potential to corner the market. It has one of only three of the necessary large-format 3D metal printers in the world - France and Germany have the other two - and is the only place that makes the materials for use in the machine.
It is also the world leader in terms of intellectual property (IP) regarding 3D printing for manufacturing.
“We have personnel that have 10 years experience on this equipment and that gives us a huge advantage,” Marriott told Reuters by phone from the Avalon Airshow outside Melbourne.
3D printing makes products by layering material until a three-dimensional object is created. Automotive and aerospace companies use it for producing prototypes as well as creating specialised tools, moldings and some end-use parts.
Marriott declined to comment in detail on Amaero's contracts with companies, including Boeing and Airbus, citing
commercial confidentiality. Those contracts are expected to pay in part for the building of further large format printers, at a cost of around A$3.5 million ($2.75 million) each, to ramp up production of jet engine components.
3D printing can cut production times for components from three months to just six days.
Ian Smith, Monash University's vice-provost for research, said it was very different to the melting, moulding and carving of the past.
“This way we can very quickly get a final product, so the advantages of this technology are, firstly, for rapid prototyping and making a large number of prototypes quickly,” Smith said. “Secondly, for being able to make bespoke parts that you wouldn't be able to with classic engineering technologies.”
Inside the Esco steel foundry in Nisku, Alberta which is soon to be closed
First 3D-printed jet engine unveiled
The 3D printed jet engine on display at the Avalon Airshow


36 castings sa vol 15 no 6 April 2015
The ExOne Company, a global provider of three-dimensional printing machines and printed products to industrial
customers will debut its largest 3D printing system, the Exerial™, at the GIFA International Foundry Trade Fair in Düsseldorf, Germany, which takes place June 16-20.
The Exerial system demonstrates a considerable evolution in ExOne’s machine portfolio as the new printer allows customers to engage with the indirect printing technology for industrial series production, beyond the rapid prototyping and small batch production for which the company’s other systems are currently being used.
“ExOne’s industrial customers are pressing for latter stage technology to address their production needs with a 3D printing system that supports higher volumes and automation for the industrial production environment,” said S. Kent Rockwell, Chairman and Chief Executive Officer for The ExOne Company.
“The Exerial system, which we see as our flagship for the coming years, fully meets all of our clients’ demands. When the Exerial system rolls out this year, ExOne will have addressed the industrial-level
solution, further separating binder-jetting as a more cost effective technology than other 3D printing
solutions.”The Exerial is unique compared to
ExOne’s other indirect printing systems in that it contains multiple industrial
stations that allow for continuous production and simultaneous
processing. The Exerial is distinctly equipped with two job boxes, each 1.5 times larger than the single job box in
ExOne’s next largest model, the
S-Max. Notably, the Exerial system offers a total build platform of 3,168 litres and is expected to be capable of printing output rates nearly four times faster than the S-Max. The anticipated Exerial utilises a new re-coater system, bigger print head and automation controls. As part of the development of the Exerial, the company has filed five patents related to machine design elements.
“While our machine R&D focus in 2014 concentrated more intently on this type of customer base, ExOne continues to address the growing needs of our rapid prototyping and low volume production customers with further improvements in our existing machine portfolio platforms – the S-Max™, S-Print™ and M-Flex™,” Rockwell concludes.
For further details contact Andreas Fischer of ExOne Europe on TEL: +49 (0) 821 65063 123, email [email protected] or visit www.exone.com
ExOne debuts Exerial™ 3D printing system designed for industrial series production
The ExOne Exerial™ 3D printing system designed for industrial series production will debut at GIFA 2015
A component manufactured on the
new ExOne Exerial™ 3D printing system
A new whitepaper detailing how new ICP-OES spectrometer technologies are substantially cutting operating costs in environmental, industrial, and academic laboratories is
available to download from Spectro Analytical Instruments at http://icp-oes.spectro.com/blue.
Controlling costs associated with the operation of ICP-OES instruments is a continuing challenge for laboratories, regardless of application, given the variety of operational, maintenance and hidden expenses that dramatically increase their total cost of ownership.
Traditional spectrometers bear the burden of a number of inherent problems in their design.
A new whitepaper, titled “How New Spectrometer Technologies Substantially Cut Operating Costs,” explores how engineering innovations have addressed design issues to enable significant savings while improving performance. The advancements, detailed in the paper, include:
• New system designs that deliver improved uptime and throughput while reducing operating costs.
• A unique sealed optical system that abolishes the need for the constant purging of argon or nitrogen, eliminating
purge gas consumables cost and purging delays.• Improved spectrometer technology that removes the
need for a separate, external, water-based cooling system along with the associated purchase, installation, power and maintenance costs.
• Innovations in optical technology that improve performance measures such as sensitivity and stability.
• A robust generator design that provides ample power reserves, so it can handle extreme plasma loads, and adapt to quickly changing demands.
Such advancements, according to the whitepaper, cut operating costs by enabling easier, less expensive installation, operation, and maintenance, while improving both ICP-OES performance and usability. Download “How New Spectrometer Technologies Substantially Cut Operating Costs” at http://icp- oes.spectro.com/blue.
The paper is authored by Spectro Analytical Instruments, a leading global supplier of analytical instruments for optical emission and X-ray fluorescence spectrometry.
For further details contact Spectro Analytical South Africa on TEL: 011 979 4241 or visit www.spectro.com
How new spectrometer technologies substantially cut operating costs - New whitepaper from Spectro Analytical Instruments


38 castings sa vol 15 no 6 April 2015
Smaller cubic capacity and lower fuel consumption while offering the same, if not better, performance – that is the recipe for success when it comes to downsizing.
A modern turbocharged system is necessary to achieve this. The global development trend toward turbocharging for gasoline engines is in full swing. International automotive supplier Continental is supporting this trend and setting milestones with its pioneering and innovative turbocharger technology. The first Continental turbocharger went into series production in a highly efficient, multi-award-winning 1.0l engine in 2011. The company is now adding another chapter to this success story with a technological world premiere: Continental's powertrain developers have launched series production of the first car turbocharger with an aluminium turbine housing. Integration of the unit in the three-cylinder gasoline engine for the MINI Hatch has been ongoing since spring 2014.
"Aluminium in a turbocharger designed for cars is a real milestone," says Wolfgang Breuer, Head of the Engine Systems Business Unit of the Powertrain Division. "With this lightweight material, we are saving nearly 30% of weight compared to a conventional turbocharger while simultaneously reducing costs and achieving system benefits."
Continental's innovative turbocharger with aluminium turbine housing is making its debut in a demanding downsizing application: a turbocharged three-cylinder engine with 1.5l of cubic capacity and 100kW of power.
"It's not just the aluminium that makes the turbocharger special; it was also developed from being a typical add-on component to an integral part of the engine," explains Udo Schwerdel, Head of the Turbocharger Product Line, Engine Systems, Powertrain Division. "In order to meet the requirements placed on the unit and its integration in the cylinder head, we worked closely with the BMW Group starting from the simulation phase – an indication of trust that we greatly appreciate."
Aluminium in the turbocharger: less weight, less fuel consumption
Full-load operation can be enough to make common
turbocharger constructions with a steel housing glow red all over, however, the aluminium turbine housing keeps a cool head.
"The double-walled aluminium housing surrounds the hottest area with a cooling water jacket," says Schwerdel. The coolant flowing through this jacket ensures that the external housing surface does not get hotter than 120°C and the internal temperature does not exceed 350°C, which Udo Schwerdel explains has not one, but two benefits: "First, much less effort is required to protect neighboring components from the heat. Second, cooling of the exhaust flow reduces the thermal load on the catalytic converter, meaning it hardly ages at all." At the same time, the dynamic response of the electric actuator at the wastegate ensures that the catalytic converter heats up quickly.
In keeping with the modular principle given by the customer, the turbocharger is tightly integrated in the engine (it is a fixed component of the exhaust manifold), but Continental turbochargers with a steel housing can also be attached to the same base engine using the interface on the cylinder head. The car manufacturer is using this option for high-performance engines as well as vehicles for export to hot countries. The bearing housing is cooled from inside the turbocharger for steel variants, while cooling from outside is sufficient for aluminium turbochargers.
In the Mini, 1.2kg of weight is saved per aluminium turbocharger. Since reduced weight also means reduced fuel consumption, the lightweight material supports the fuel consumption and emission targets of the automotive industry. Despite the additional expenditure for the water cooling, aluminium turbochargers are more affordable for automotive manufacturers.
"High-temperature-resistant materials such as nickel-base alloys drive up prices for turbochargers with steel housings," says Schwerdel, "whereas our aluminium alloy is a cost-effective material."
Continental supplies world's first turbo charger with aluminium turbine housing in cars
IMF Group commissions one of the most modern and advanced foundries in Poland
IMF Group, with headquarters in Italy, has completed an installation of a modern “No bake” fully automatic moulding line at Odlewnia Białystok S.A. in the north of Poland.
The new foundry has been commissioned to mainly produce mandrels and parts for machine tools, and it is now one of the most modern and advanced foundries in Poland.
The moulding line, specifically designed and supplied by IMF, can produce 15 moulds per hour (1000 x 1000 x 500/500mm) in a modern moulding fast loop, followed by an automatic painting manipulator and an automatic mould closing station. Additionally the handling of moulds in the pouring area and in the shake out area is done automatically by means of roll conveyers and mould pushers.
The moulding line is connected to a dedicated PC with customised software for storage of all production data including machine settings, production receipts, pattern and a job management system.
An IMF-foundry Automation core shooter machine with
dedicated scrubber has been installed as well for the production of specific sand cores made with amine gassing technology (cold box).
After the shake out the used sand is automatically processed through a reclamation tower where the sand grains are scrubbed, screened and cooled in a very efficient way to reduce and control the LOI value.
Thanks to the IMF automatic moulding line, “Odlewnia Białystok S.A.” can be competitive in the global market. The manpower costs have been drastically reduced, no more than 7-8 workers are required to run the mechanised moulding line, the possible human errors are drastically reduced and the quality and the consistency of the final castings has been increased at a very competitive price.


40 castings sa vol 15 no 6 April 2015
Rolls-Royce has opened a new £110 million Advanced Blade Casting Facility (ABCF) with a ceremony conducted by Business Minister Matthew Hancock. When fully
operational in 2017, the 14 000 m² facility in Rotherham will employ 150 people and have the capacity to manufacture more than 100 000 single crystal turbine blades a year. These blades will feature in a wide-range of Trent aero engines, including the world's most efficient civil large aero engine the Rolls-Royce Trent XWB, which powers the new Airbus A350 XWB.
The turbine extracts energy from the hot gas stream delivered by the engine’s combustor and uses it to drive the fan and the compressors. The blades produced in Rotherham operate in the hottest part of the engine at temperatures up to 200 degrees above the melting point of their alloy, and sit in a disc that rotates at more than 12,000 rpm, creating a centrifugal force equivalent to the weight of a London bus hanging off each blade. They are grown in a special process which ensures that they are created from a single metal crystal to maximise their strength. They are then coated with a heat-resistant ceramic, and when in use they are cooled with air that passes through a series of precisely placed holes in the blade.
Business Minister, Matthew Hancock said: “This new facility will house the most advanced blade casting facility in the world and is a truly remarkable feat of engineering. When fully operational, it will create 150 high skilled jobs and support the local economy.”
“Our aerospace growth partnership has put in place a long-term industrial strategy for the whole aerospace industry, and this investment by Rolls-Royce in new technology and modern manufacturing processes is testament to the ongoing strength of this sector. Continuing to back leading companies like Rolls-Royce, and supporting the UK’s manufacturing sector is part of the government’s long term economic plan.”
Gareth Davies, Rolls-Royce Executive Vice President, Turbines said: “It was a great pleasure to welcome the Business Minister to open the most advanced blade casting facility in the world. Rolls-Royce is committed to investing in innovative technology and world-class facilities to help us deliver our record £73.7 billion order book. This facility will
use ground- breaking manufacturing techniques to produce single crystal turbine blades for our Trent engines, including the world's most efficient aero civil engine, the Trent XWB.”
The ABCF will have ground- breaking automated manufacturing techniques
including integrated wax fabrication lines, 3D structured light inspection, which measures the entire surface of components and computed tomography (CT), which has the ability to measure deep into the blade’s internal structure. These techniques have helped reduce the time it takes to manufacture a turbine blade by 50%, while producing a step-change in component performance. This state of the art facility makes use of manufacturing methods developed within Rolls-Royce and at the Manufacturing Technology Centre, Ansty, near Coventry. Some of the £15 million investment by the UK Government was used by Rolls-Royce to develop these techniques.
There are two types of turbine blade manufactured at the Rotherham facility: high pressure (HP) and intermediate pressure (IP) single crystal blades. There are 182 turbine blades of these types in each Trent XWB engine. One HP turbine blade extracts around 1000 horsepower from the gas flow towards the rear of the engine, which is equivalent to the power of a Formula 1 racing car, to drive the engine’s compressors. Each blade is approximately 10cm in height and 300g in weight and goes through 200 processes before it is ready to be installed.
Rolls-Royce has customers in more than 120 countries, comprising more than 380 airlines and leasing customers, 160 armed forces, 4,000 marine customers including 70 navies, and more than 5,000 power and nuclear customers. Rolls-Royce employs over 54,000 people in more than 50 countries. Over 15,500 of these are engineers.
For further details visit www.rolls-royce.com
Rolls-Royce opens the most advanced turbine blade casting facility in the world


42 castings sa vol 15 no 6 April 2015
Sheffield Forgemasters International Ltd. reported recently it processed the largest ingots
ever to be forged from a speciality grade of stainless steel. The ingots were produced in an electroslag remelting (ESR) process by Rubiera Special Steel SpA, a part of the Ringmill Group.
ESR is a process for remelting and refining steel and “superalloys” for critical materials used in aerospace, defence and power-generation systems.
Large-dimension parts are more than a speciality for Sheffield Forgemasters - they are a way of life. SFIL produces steel castings up to 350 metric tons and forgings of up to 275 metric tons. It claims to have supplied more than 46 000 metric tons of engineered components to the offshore oil-and-gas industry.
Another large-dimension program lately in the news for SFIL involved a series of forged steel rolls for the Magnitogorsk Iron and Steel Works in Russia, a Severstal operation that processes automotive quality hot- and cold-rolled steel.
SFIL has also produced a series of oversized castings under contract to SMS Meer, which placed an order for 11 castings to be supplied over two years, for mill stands it is manufacturing, a project reported to be worth $19 million, according to SFIL.
Even more recently, SFIL began pouring a series of ingots that required 600 metric tons of molten steel and will weigh over 320 metric tons in their finished state.
“This is not the first time we have produced castings of this size, but the process is highly complex with precise timescales for each element of the pour – from melting the steel, transporting such large volumes of molten steel across the site and scheduling the continuous pour,” explained SFIL’s Dr. Steve Price, MD of Sales. “I am pleased to say that the process went exactly as planned and we are already scheduling the second casting.”
In the stainless steel forging project, Forgemasters worked with the Italian manufacturer to develop the finished products, which are destined to operate in high-stress conditions (as required in petrochemical refining) as components of a
pressure-vessel system for a global chemicals manufacturer.
SFIL’s role is forging and rough-machining the ingots, each weighing over 170 metric tons, as well as finish machining and pressure testing the completed assemblies.
“For such a safety-critical application we needed a partner who could manage product development alongside a production commitment,” according to David Bunney, Sales Manager at SFIL. “Rubiera worked extremely hard to demonstrate their capabilities for making 15-5PH stainless steel of the highest quality and to meet exacting client expectations.”
Bunney, who also chairs the U.K. Pressure Vessel Manufacturing Forum, added: “Pressure vessel manufacture has a long history at Forgemasters, with numerous large-scale units produced over many years. We see considerable potential in the global market in the coming years for pressure vessel equipment.”
“One of Forgemasters’ strongest, unique selling points is the time-served reliability of our products,”
he continued, “which gives clients the confidence to work with us where safe operation is the prime consideration.”
“This is a significant order as it demonstrates this company’s expertise in capitalizing on a diverse range of markets through the provision of proven technical manufacture,” he concluded.
Pours a world first ultra-large castingSheffield Forgemasters has poured the first in a series
of ultra-large components destined to be one of the largest castings ever made - and it weighs the same as a 1.5 mile long traffic jam!
The casting will weigh more than 325 tons finished weight, but required a staggering 600 tons of molten steel – poured continuously – to fill the vast subterranean mould and create the component.
Forgemasters will deliver 11 similar castings over two years as part of a landmark contract for German company SMS Meer.
Sheffield Forgemasters pours a world first ultra-large 325 ton finished weight casting
Forging large ingots also requires expertise in heating and
handling such products
SFIL recently forged a series of steel mill rolls for the Magnitogorsk
Iron and Steel Works
In addition to forging, SFIL machines oversized parts — as for example this
hydraulic press component
Sheffield Forgemasters completed a continuous pour into a subterranean mold to
produce a 320 metric ton steel casting under a contract with press builder SMS Meer
Pouring large ingots requires suitably sized casting molds

castings sa vol 15 no 6 April 2015 43
Manufacture of the components creates a significant body of work for all of Forgemasters' operational areas and its 800 staff, and will see the production of more than 6,000 tons of molten steel, with each casting requiring multiple ladles of steel poured continuously.
Dr Steve Price, managing director of sales, said: “This is not the first time we have produced castings of this size, but the process is highly complex with precise timescales for each element of the pour – from melting the steel, transporting such large volumes of molten steel
across the site and scheduling the continuous pour.”“I am pleased to say that the process went exactly as
planned and we are already scheduling the second casting in over the next four weeks.”
Forgemasters has the largest foundry facilities in Europe and is one of the only companies in the world able to manufacture ultra-large castings of more than 150 tons in weight, with a track record of casting ‘firsts,’ including the
largest ever cast nodes for offshore use created for the Aasta Hansteen Spar platform in 2013.
Dr Price added: “We have a long working relationship with the SMS group of companies to create ultra-large castings for a global portfolio of projects and this renewal of that relationship comes at a good time for us as we continue to work our way out of the effects of the wider global recession and late-cycle orders.”
“The castings are providing a significant body of work across the site but particularly for the melt shop, foundry and
machine shops.”Forgemasters has previously worked with SMS Meer,
a world leader in the production of metals processing and manufacturing machinery to produce a broad range of technically challenging, ultra-large castings including the world’s largest single casting for a closed-die forging press - weighing in at 325 tons.
For further details visit www.sheffieldforgemasters.com
Forgemasters has the largest foundry facilities in Europe and is one of the only companies in the world able to manufacture ultra-large castings
of more than 150 tons in weight, with a track record of casting ‘firsts,’ including the largest ever cast nodes for offshore use created for the
Aasta Hansteen Spar platform in 2013

44 castings sa vol 15 no 6 April 2015
Thieves target parked vehicles for catalytic converters
Metal theft has emerged as a significant criminal phenomenon across EU Member States in recent years. Thieves are now also targeting catalytic converters from
parked cars because they contain valuable metals such as platinum, palladium and rhodium.
Taller cars with more ground clearance, such as sports utility vehicles (SUVs) or vans, are specifically targeted as it is easier to remove their catalytic converters, which are installed to reduce the poisonous gases from a vehicle's exhaust system.
The value of catalytic converters depends on the type of vehicle. The minimum price for the precious metal contained in one converter is EUR 50 on the second-hand market. The value and accessibility of catalytic converters (CATs) makes them attractive targets for theft. They are stolen from vehicles parked on the street as well as from recycling companies. Recently, a recycling company in Belgium lost 300 second-hand CATs, worth EUR 15 000, to theft. Costs for a vehicle owner to replace a stolen catalytic converter can be more than EUR 1500.
Many offenders involved in the theft of CATs belong to mobile organised crime groups, operating across borders and covering long distances. These criminals often target entire fleets in a single night. Many of these groups have previously
been involved in other types of property crime such as burglaries and thefts of lorries, vehicle batteries, boat engines and diesel.
The thieves sell the catalytic converters to metal dealers who ask no questions and then extract the precious metals from the CAT's ceramic core. Some criminals are able to remove the cores themselves and sell
them directly to refining companies, making it impossible to trace the theft.
Increasing importance of metal laser melting
Metal laser melting offers entirely new possibilities - with outstanding efficiency. The benefits of this innovative method are evident: manufacturing of
complex geometries, processing difficult-to-machine materials as well as the production of precision parts with considerable time savings and less material wastage.
Additive manufacturing more and more popularMetal laser melting is gaining increasing importance.
Therefore toolcraft expanded its machine park twice last year. Now four laser melting machines are available for manufacturing precision parts. The resulting quality is convincing and meets even the high requirements in aerospace applications. The company manufactures housing components, complex structures as well as engine components for this sector.
Versatile material base - now Haynes 188Metal laser melting, in combination with proven core
competencies like turning and milling of difficult-to-machine materials, provides crucial benefits. For this reason Toolcraft has improved the technology continuously and expanded its material base.
Besides nickel-based alloys, such as Inconel 718 and Inconel 625, as well as high-grade and tool steels (1.4404, 17-4PH and 1.2709), the company now also
processes the cobalt-based alloy Haynes 188. The material is a combination of cobalt, nickel, chromium and tungsten.
Material with different properties Haynes 188 has excellent high-temperature strength and a
very good resistance to oxidizing environments up to 1095°C. The material is used in aerospace and motor sports applications and meets the high requirements for the production of engines and industrial gas turbines.


Spectro Analytical Instruments has announced the introduction of the new
Spectro xSORT family of handheld EDXRF spectrometers for onsite elemental analysis and spectro-chemical testing in the plant or in challenging field locations.
Each of the three versions of the Spectro xSORT energy dispersive X-ray fluorescence spectrometers delivers repeatable, laboratory-quality results in a matter of seconds and is optimized for fatigue-free on-site measurements. Moreover, the proven field-ready design features simple user-friendly displays and efficient ergonomics to make the devices extremely easy to use.
Each version of the Spectro xSORT EDXRF spectrometers is a leader in its class for a broad spectrum of applications:
The Spectro xSORT Alloy handheld XRF is designed for affordable metals identification and is ideal for the quick incoming inspection of materials. This entry-level model employs an innovative silicon PIN (Si-PIN) detector and delivers grade identification of metals in seconds without extensive analysis.
Spectro xSORT AlloyPlus is designed for advanced metals analysis and is ideal for use with scrap metals sorting and positive material identification (PMI). Featuring a top-of-the-line
silicon drift detector (SDD), the xSORT AlloyPlus provides reliable, high-productivity measurement and analysis. The instrument performs metal grade analysis in only 2 seconds for most alloys, or, in just 10 additional seconds, sorts alloys containing “light” elements, such as magnesium, aluminium, silicon, phosphorous, and sulfur.
Spectro xSORT NonAlloy for fast element screening is Spectro’s handheld XRF with silicon drift detector (SDD). It delivers fast, reliable measurement and elemental analysis of nonmetallic materials with an outstanding level of performance. It generates high-productivity spot checks in a few seconds, or hold on the sample longer for laboratory- quality results. The Spectro xSORT NonAlloy is ideal for environmental and RoHS compliance screening,
as well as for geological exploration.All three Spectro xSORT EDXRF spectrometers offer a host
of features from low detection limits down to the ppm range for heavy metals, to an interface bezel with operator-defined hot keys to maximize speed of common tasks, to “live” analysis results, to wireless LAN and more.
For further details contact Spectro Analytical South Africa on TEL: 011 979 4241 or visit www.spectro.com
product review
The Ecograph T RSG 35 records data securely. With the help of the redesigned web server, all the important values can be seen at a glance.
The ability to see the chronological history of a remote station at any time is one of the advantages of the new Ecograph T RSG35 with its redesigned web server. The device sets a benchmark in the category for data recording and quality assurance. With its input configuration of 4/8/12 universal input’s the Ecograph T offers the possibility of replacing two recorders at a time. Alternatively, the screen recorder is also available with MODBUS RTU/TCP Slave.
Remote accessThe web server provides complete access
and complete parameter configuration externally. Settings can be stored locally or saved settings can be uploaded to the device. The remote access not only allows current values but also historical data to be visualized on the web server. The Field Data
Manager evaluation software offers users further advantages. The automatic function is configured as a Windows service, for example, so that data is called up in the background. A Microsoft SQL Server or an Oracle SQL database can also be used for data archiving. The essential version, which includes all the important features, is supplied free of charge.
E-mail function The Ecograph T is particularly well-suited to the
wastewater management sector thanks to the integrated email function than comes as standard. It allows alarms and messages generated in outdoor structures to be transmitted to a smartphone as an email using GPRS, DSL or Ethernet. Mobile access to the web server is also possible if configured appropriately.
For further details contact Benjamin Mlangeni, Product Manager: Registration, System Components and Temperature of Endress+Hauser on TEL: 011 262 8000 or visit www.za.endress.com
Quality assurance made easy - Endress+Hauser
46 castings sa vol 15 no 6 April 2015
New Spectro xSORT handheld EDXRF spectrometers deliver reliable on-site identification, elemental analysis and screening


48 castings sa vol 15 no 6 April 2015
The use of additives makes it possible for expensive speciality sands to be replaced to some extent, thereby saving on material costs.
Global player ASK Chemicals has developed a new hybrid additive for use in cold box and Pep Set™ applications and rapidly implemented a successful transition to series production. The new additive, Veino Ultra 4618, combines the strengths of organic and inorganic additive technologies and offers a high level of process reliability in series casting.
Oftentimes, additives are required to ensure consistent and reliable high quality production. Even when certain conditions are optimal (e.g. moulding material, binder type and coating type) sand expansion defects can occur, leading to rework and rejection. Although applying a thicker coating can help the situation, implementation only applies to a limited degree, based on tolerance specifications in production.
Ultimately, additives address the root cause of the problem – sand expansion. Depending on the additive technology, they either combust during the casting process or act as a buffer, thereby creating space for sand expansion during quartz inversion. In conjunction with their ease of control, additives offer a high level of process reliability in series casting in particular.
Organic additives, in particular, are suited to preventing veining defects but are accompanied by a relatively high odour and gas burden. Inorganic additives, on the other hand, offer virtually zero-emissions and, under certain conditions, enable uncoated casting. Furthermore, the use of additives makes it possible for expensive speciality sands to be replaced to some extent, thereby saving on material costs.
In order to combine the benefits of organic and inorganic additives, researchers at ASK Chemicals focused on developing and testing the new Veino Ultra 4618 hybrid additive. They found the additive to effectively assist in preventing casting defects and, in particular, anti-veining. Moreover, Veino Ultra 4618 is already being deployed successfully in uncoated series production and is helping to achieve good results in the production of housing cores.
ASK Chemicals will be presenting these and other solutions at the GIFA in Düsseldorf from June 16 – 20, 2015 in Hall 12, Stand A22.
For further details contact Applied Casting Solutions on TEL: 011 922 1701 or visit the website www.chemsystems.co.za or www.ask-chemicals.com
It is either not cost effective or not even possible at all to perform the hardness test on larger metal work pieces such as cast or forged parts or thick plates with the traditional,
static methods. The portable metal hardness testers developed by Proceq
in the last 30 years are a suitable alternative: In the 1970s Proceq released the famous portable Equotip testers that are now available in its third generation, paving the way for the metal hardness testers Equotip Bambino 2 and Piccolo 2.
The Equotip metal hardness testers use the dynamic Leeb rebound technique invented by Proceq. Hardness tests according to this Leeb method are particularly quick and easy to perform. Some features that make the Equotip family stand out among metal testers are:
• The Equotip 3 metal hardness testers are Versatile portable solutions for quick and independent on-site tests
• The portable metal hardness tester Equotip Piccolo 2 allows user-defined hardness conversions and offers the Piccolink software for systematic real-time monitoring of hardness
• The Equotip Bambino 2 is ideally suited for a quick on-site metal hardness test
• The Equotip 3 Automation Package is a real time monitoring tool that allows the
integration of hardness tests into quality management systems and into (semi-) automated testing environments
For more information, contact your nearest IMP branch on, Gauteng TEL: 011 916 5000, KwaZulu Natal TEL: 031 764 2821, Western Cape TEL: 021 852 6133,
Eastern Cape TEL: 041 364 2544 and Free State TEL: 018 293 3333 or
email: [email protected] or visit www.imp.co.za
Equotip portable dynamic hardness testing
Newly developed ASK Chemicals' Veino Ultra 4618 hybrid additive































