Embed Size (px)
Citation preview

Voiding Control and Reliability of Solder Joints
with Backward Compatibility
Dr. Ning-Cheng Lee
Indium Corporation
1Grace Qin, Lei Nie, Francis Toth Jr, Raiyo Aspandiar, and Ian Williams (Intel ), “ASSESSING THE IMPACT ON TEMPERATURE CYCLING RELIABILITY OF HIGH LEVELS OF VOIDING IN BGA SOLDER JOINTS”, SMTAI 2012, p29-39, Orlando, Florida, October 14-18, 2012

Background
• Pb-components get less readily available due to full conversion to high volume Pb-free components
• For high reliability products, remaining with SnPb assembly result in backward compatibility process
• Reliability and voiding performance more complicate to predict. Control voiding critical in achieving high reliability.
2

Weakest link still hold for backward compatibility system
• The initial failures of both mixed & LF joints occur in the first full row of balls under the die.
• (substrate shrink more than die upon cooling)
3
Richard Coyle, Raiyo Aspandiar, Vasu Vasudevan, Steve Tisdale, Iulia Muntele, Richard Popowich, Peter Read, and Debra Fleming, (Alcatel Lucent, Intel, Sanmina-SCI), “THERMAL FATIGUE RELIABILITY AND MICROSTRUCTURAL CHARACTERIZATION OF A LARGE, HIGH DENSITY BALL GRID ARRAY WITH BACKWARD COMPATIBLE ASSEMBLY”, SMTAI 2012, p886-893, Orlando, Florida, October 14-18, 2012
Half-Pb-mixing
Full-Pb-mixing
Pb-free
TCT: 0/100C, 10 min ramp/10 min dwell
The location of maximum damage accumulation due to inelastic strain energy accumulation are the BGAs under the edge of the die (die shadow BGAs), caused by die warpageECTC2000 Chandran et al (Intel)

Higher Pb mixing higher reliability(1st failure)
4
Richard Coyle, Raiyo Aspandiar, Vasu Vasudevan, Steve Tisdale, Iulia Muntele, Richard Popowich, Peter Read, and Debra Fleming, (Alcatel Lucent, Intel, Sanmina-SCI), “THERMAL FATIGUE RELIABILITY AND MICROSTRUCTURAL CHARACTERIZATION OF A LARGE, HIGH DENSITY BALL GRID ARRAY WITH BACKWARD COMPATIBLE ASSEMBLY”, SMTAI 2012, p886-893, Orlando, Florida, October 14-18, 2012
TCT: 0/100C, 10 min ramp/10 min dwell

Pb dissolution height of bumps increase with increasing heat input
• 3% Pb
5
W. Fox, B. Gumpert, and L. Woody (Lockheed Martin), “DEVELOPMENT OF PROCESSING PARAMETERS FOR SOLDERING LEAD-FREE BALL GRID ARRAYS USING TIN-LEAD SOLDER”, SMTAI 2012, p878-885, Orlando, Florida, October 14-18, 2012
PCB
215C/50S
225C/80S225C/50S
215C/80S
SnPb
SAC

Peak temp Tp has higher impact than TAL on Pbdissolution height
6
Mudasir Ahmad, Kuo-Chuan Liu, Gnyaneshwar Ramakrishna, and Jie Xue (Cisco), ” IMPACT OF BACKWARDS COMPATIBLE ASSEMBLY ON BGA THERMOMECHANICAL RELIABILITY AND MECHANICAL SHOCK, PRE- AND POST-AGING”, SMTAI 2008, p306-321, Orlando, Florida, August 17-21, 2008
Tp205 211 217
TAL123 76
Complete Pb dissolution(at ≥ 217C)
(1) Same Tp(2)1. At same Tp, TAL effect mild
2. When Tp increase, Pb ht increase

Mechanical strength of bumps increase with increasing Pb & heat input
• The shear rate and the pull rate is 250 µm/s
• 3% Pb - the mechanical strength increased with both Tp & TAL (cause more mixing extent)
• 15% Pb - approached the strength of Sn63
• All failed at the IMC layer (interface)-suggesting caused by wetting defect.
• Sn63 strongest joint. (NCL: Due to better wetting/less interface defect, & finer IMC nodule size. Higher Pb wet better-lower surface tension, perhaps finer IMC nodule)
• NCL: Higher heat input may promote better wetting
7
W. Fox, B. Gumpert, and L. Woody (Lockheed Martin), “DEVELOPMENT OF PROCESSING PARAMETERS FOR SOLDERING LEAD-FREE BALL GRID ARRAYS USING TIN-LEAD SOLDER”, SMTAI 2012, p878-885, Orlando, Florida, October 14-18, 2012
Pb content controlled by stencil thickness
(OSP on PCB)
Surface tension (N/m):Sn63 – 51SAC305 - 57

High Tp cause longer life & less variation (CBGA)
• Fatigue life at ≤ 217°C is lower than that of SnPb assemblies. However, when the peak temperature is >217°C, the characteristic life improves to slightly better than SnPb.
• Slope of the fatigue life curves becomes steeper as Tp increases. (NCL: better wetting. less joint defect)
• The dependence on TAL is weak.
8
Mudasir Ahmad, Kuo-Chuan Liu, GnyaneshwarRamakrishna, and Jie Xue (Cisco), ” IMPACT OF BACKWARDS COMPATIBLE ASSEMBLY ON BGA THERMOMECHANICAL RELIABILITY AND MECHANICAL SHOCK, PRE- AND POST-AGING”, SMTAI 2008, p306-321, Orlando, Florida, August 17-21, 2008
< SnPb >SnPb
5 mil stencil thickness
(Tp ≤ 217C) (Tp > 217C)

Peak Temp vs TAL
• A longer TAL at a lower peak temperature does not equate to a higher peak temperature and shorter TAL.
• It’s more beneficial to raise the peak temperature than lengthen the TAL
9
Mudasir Ahmad, Kuo-Chuan Liu, Gnyaneshwar Ramakrishna, and Jie Xue (Cisco), ” IMPACT OF BACKWARDS COMPATIBLE ASSEMBLY ON BGA THERMOMECHANICAL RELIABILITY AND MECHANICAL SHOCK, PRE- AND POST-AGING”, SMTAI 2008, p306-321, Orlando, Florida, August 17-21, 2008

Aging cause longer ATC life due to Pb diffusion
• Aging for 1000hrs
• Fatigue life increases slightly with aging. May be due to solid state diffusion of the SnPb from the paste into the Pb-free solder joint. (NCL: hence less weak Pb-rich region in joint often associated with voids?)
• (see next slide)
10
Mudasir Ahmad, Kuo-Chuan Liu, Gnyaneshwar Ramakrishna, and Jie Xue (Cisco), ” IMPACT OF BACKWARDS COMPATIBLE ASSEMBLY ON BGA THERMOMECHANICAL RELIABILITY AND MECHANICAL SHOCK, PRE- AND POST-AGING”, SMTAI 2008, p306-321, Orlando, Florida, August 17-21, 2008

11
James Oliver, Margareta Nylén, Olivier Rod, Christofer
Markou, “FATIGUE PROPERTIES OF Sn3.5Ag0.7Cu
SOLDER JOINTS AND EFFECTS OF Pb-
CONTAMINATION”, SMTA International, September 22-
26, 2002, Chicago, IL
Pb concentration at grain boundary associated with void formation at TCT

Shock resistance lower at low Tp & more aging
• Shock induced failures is higher at the lower Tp values (wider variation)(NCL: poorer wetting, uneven Pbdistribution & more defects?)
• The shock test resistance reduces with aging (NCL: due to thicker IMC?)
12 Mudasir Ahmad, Kuo-Chuan Liu, Gnyaneshwar Ramakrishna, and Jie Xue (Cisco), ” IMPACT OF BACKWARDS COMPATIBLE ASSEMBLY ON BGA THERMOMECHANICAL RELIABILITY AND MECHANICAL SHOCK, PRE- AND POST-AGING”, SMTAI 2008, p306-321, Orlando, Florida, August 17-21, 2008
Higher shock resistance
100G = rank 0
Whenever a failure was detected, the testing was stopped at that G level.

Partial mixing cause inconsistency on fatigue cracks at ATC test
• With poorly mixed solder joints (Tp < 217°C), the fatigue cracks can vary significantly depending on the degree of mixing.
• With a fully mixed joint, the fatigue cracksconsistently occur at the top of the joint, near the package/solder interface (more heat history). This could explain the lower slope (higher variation) in the reliability test results on the partially mixed assemblies.
13
Mudasir Ahmad, Kuo-Chuan Liu, Gnyaneshwar Ramakrishna, and Jie Xue (Cisco), ” IMPACT OF BACKWARDS COMPATIBLE ASSEMBLY ON BGA THERMOMECHANICAL RELIABILITY AND MECHANICAL SHOCK, PRE- AND POST-AGING”, SMTAI 2008, p306-321, Orlando, Florida, August 17-21, 2008

Pb impact on crack is indirect• There is minimal interaction
between the Pb phase (white) and the propagating fatigue crack. This provides further evidence that the low Pbcontent from mixed assembly has no appreciable influence on the fatigue cracking of the Pb-free solder.
14
Richard Coyle, Raiyo Aspandiar, Vasu Vasudevan, Steve Tisdale, Iulia Muntele, Richard Popowich, Peter Read, and Debra Fleming, (Alcatel Lucent, Intel, Sanmina-SCI), “THERMAL FATIGUE RELIABILITY AND MICROSTRUCTURAL CHARACTERIZATION OF A LARGE, HIGH DENSITY BALL GRID ARRAY WITH BACKWARD COMPATIBLE ASSEMBLY”, SMTAI 2012, p886-893, Orlando, Florida, October 14-18, 2012

Fatigue life increase with increasing Tp at >217C, correlate to Pb dissolution
• The fatigue life does not begin to increase until 217°C, and after 217°C, its rises continuously until the maximum temperature of 224°C is reached. This indicates that the higher the peak temperature (above 217°C), the higher the fatigue life.
• Fatigue life does not maximize until at least 85% Pb dissolution is achieved. Thus the minimum criterion for acceptable Pbdissolution is at least 85% dissolution
15
Mudasir Ahmad, Kuo-Chuan Liu, Gnyaneshwar Ramakrishna, and Jie Xue (Cisco), ” IMPACT OF BACKWARDS COMPATIBLE ASSEMBLY ON BGA THERMOMECHANICAL RELIABILITY AND MECHANICAL SHOCK, PRE- AND POST-AGING”, SMTAI 2008, p306-321, Orlando, Florida, August 17-21, 2008
217C 85%Life
Desirability

Proposed Reflow Window For Complete Mixing
• The mechanical strength results followed closely to the degree of mixing results, showing similar trends in relation to the Tp and TAL variables. This indicates that degree of mixing and microstructure of the solder joint are good indicatorsof mechanical integrity for these mixed solder joints, and vice versa.
16
W. Fox, B. Gumpert, and L. Woody (Lockheed Martin), “DEVELOPMENT OF PROCESSING PARAMETERS FOR SOLDERING LEAD-FREE BALL GRID ARRAYS USING TIN-LEAD SOLDER”, SMTAI 2012, p878-885, Orlando, Florida, October 14-18, 2012
relationship between Tp, TAL and Pb content in achieving a strong solder joint
The dashed box in Figure 8 shows the range of reflow profile values used in this study.
Complete mixing

Profile Effect on Reliability Summary
• Higher peak temp (> 217C, up to 227C) cause higher TCT fatigue life and shock resistance (less wetting defect)
• Aging (100C, 150C/1000 hrs) cause higher TCT fatigue life (less Pb-rich phase-voids) but poorer shock resistance (thicker IMC)
• TAL impact not significant
17

Sometimes temp can be higher than target
• Certain components can be 20-30°C higher than target temp
18
Mudasir Ahmad, Kuo-Chuan Liu, Gnyaneshwar Ramakrishna, and Jie Xue (Cisco), ” IMPACT OF BACKWARDS COMPATIBLE ASSEMBLY ON BGA THERMOMECHANICAL RELIABILITY AND MECHANICAL SHOCK, PRE- AND POST-AGING”, SMTAI 2008, p306-321, Orlando, Florida, August 17-21, 2008

SnPbBi paste can be used to bring down the temp for 100% Pb dissolution, but cause voiding
• Introduce Bi into joints reduce ball melting peak (DSC) up to 19C on small balls
• The SnPbBi ternary eutectic 52Bi-30Pb-18Sn (mp 96C) did not form in the samples tested. This is because the percentage of bismuth used in the samples was < 5% (closer to 2-3%).
• During assembly evaluation, 100% Pbdissolution was observed in the samples. However, during assembly, excessive voiding was also observed in the samples. (wide pasty range factor)
19
Mudasir Ahmad, Kuo-Chuan Liu, Gnyaneshwar Ramakrishna, and Jie Xue (Cisco), ” IMPACT OF BACKWARDS COMPATIBLE ASSEMBLY ON BGA THERMOMECHANICAL RELIABILITY AND MECHANICAL SHOCK, PRE- AND POST-AGING”, SMTAI 2008, p306-321, Orlando, Florida, August 17-21, 2008

And, that void does hurt
• The ATC results show that the reliability of the Bismuth system (215C) is comparable to that of the lower peak temp (204C) assembly system. This was likely due to the excessive voiding
• Note:
• 204C Tp exhibit uneven Pb distribution & less wetting & coalescence, more joint defect. Bi improve Pb dissolution by lowering mp.
20
Mudasir Ahmad, Kuo-Chuan Liu, Gnyaneshwar Ramakrishna, and Jie Xue (Cisco), ” IMPACT OF BACKWARDS COMPATIBLE ASSEMBLY ON BGA THERMOMECHANICAL RELIABILITY AND MECHANICAL SHOCK, PRE- AND POST-AGING”, SMTAI 2008, p306-321, Orlando, Florida, August 17-21, 2008
Bi (215C)
204C
224C

Excess Void Cause Sooner 1st Failure
• comparable slopes for the control and the excess void legs indicating similar failure mode.
21Grace Qin, Lei Nie, Francis Toth Jr, Raiyo Aspandiar, and Ian Williams (Intel ), “ASSESSING THE IMPACT ON TEMPERATURE CYCLING RELIABILITY OF HIGH LEVELS OF VOIDING IN BGA SOLDER JOINTS”, SMTAI 2012, p29-39, Orlando, Florida, October 14-18, 2012

Failure cycle decrease with increasing maximum void % and total voiding % for (a) control leg, and (b) excess voids leg.
22Grace Qin, Lei Nie, Francis Toth Jr, Raiyo Aspandiar, and Ian Williams (Intel ), “ASSESSING THE IMPACT ON TEMPERATURE CYCLING RELIABILITY OF HIGH LEVELS OF VOIDING IN BGA SOLDER JOINTS”, SMTAI 2012, p29-39, Orlando, Florida, October 14-18, 2012
TCT: -40 to 100 C, cycle time 60 min
4017.5
Control XS voids

Crack can happen at both sides
23Grace Qin, Lei Nie, Francis Toth Jr, Raiyo Aspandiar, and Ian Williams (Intel ), “ASSESSING THE IMPACT ON TEMPERATURE CYCLING RELIABILITY OF HIGH LEVELS OF VOIDING IN BGA SOLDER JOINTS”, SMTAI 2012, p29-39, Orlando, Florida, October 14-18, 2012

Joints that have voids are reaching the highest level of cracking faster than the non voided joints
24Grace Qin, Lei Nie, Francis Toth Jr, Raiyo Aspandiar, and Ian Williams (Intel ), “ASSESSING THE IMPACT ON TEMPERATURE CYCLING RELIABILITY OF HIGH LEVELS OF VOIDING IN BGA SOLDER JOINTS”, SMTAI 2012, p29-39, Orlando, Florida, October 14-18, 2012
At both interfaces the number of highly cracked interfaces in the excess void leg is significantly higher than the control leg
After 2400 cycles, cracks showing > 80% crack area
xs void
Voiding Behavior in Mixed Solder Alloy System
25Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

Introduction
• Transition to Pb-free soldering is incomplete for high reliability or high temperature applications
• For those not fully converted into Pb-free, mixed system is common due to lack of some Pb-containing components
• Mixed system encountered voiding problem, particularly for BGA applications
• Miniaturization aggravate vulnerability of device toward voiding
• Unravel voiding mechanism of mixed system critical for DFR for solder joints
26Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012
Experimental
• Solder Materials
– Ball Mounting Flux – Indium 446-AL water soluble flux
– Solder Spheres (25 mils diam.)
• Sn62, Sn63, SAC105, SAC305
– Solder Pastes (type 3)
• Sn62, Sn63, SAC105, SAC305
27Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

Experimental
• BGA & BGA Assembly
– Substrate
• A 1.6” x 1.6” FR4 coupon with a centered 24 x 24 grid of OSP coated Cu pads used as simulated BGA substrate & for BGA assembly. Pad size was 25 mil with a 40 mil pitch
– BGA ball mounting
• Print flux, place ball, reflow at LT (217C peak) or HT (240C peak), water clean
– BGA assembly
• Print paste, place BGA, reflow at LT or HT under N2
28Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

Experimental
• Characterization
– X-ray for voiding
– Cross-section when needed
– DSC for joint melting range
• Print paste dot on ceramic coupon, place ball, reflow with LT or HT under N2, then run DSC up to 300°C.
29
217C240C
LT HTYan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

DSC Results & Cross-Section Examples
30
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

Low Surface Tension & Early Bottom Melt Cause Wide Span
• SnPb wider span in voiding than Pb-free
• SnPb lower in surface tension (0.51N/m) than Pb-free (0.57N/m)
– Under N2, no benefit on wetting
– But, less restrictive force on confining entrapped volatiles, thus higher voiding
• Early bottom melt cause low voiding (see next slide)
31
0
2
4
6
8
10
12
Void (%)
SnPb Exhibit A Broader Voiding Span Than Pb-Free
Max Void-LT
Max Void-HT
1. Lower surface tension allow larger void
2. Earlier bottom melt reduce voiding
SnPb Pb-free
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

Sequence Factor
32
B63P62, Sn62 paste (177.9°C) melt 3.1°C earlier than Sn63 solder ball (180.8°C) – cause ultra-low voiding
B62P63, highest voiding due to reversed sequence
Sn62
Sn63
Sn63
Sn63Sn62
Sn62
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

Sequence Factor Hold for SnPb
33
R² = 0.7961
0
4
8
12
-4 -2 0 2 4
Void (%)
Onset Gap (Paste - Ball) (°C)
Early Bottom Melt (Paste - Ball) Yield Low Voiding For SnPb System
Max Void-LT
Bottom melt first
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012
Top melt first

Sequence Factor Hold at LT
• Furthermore, also applicable to mixed alloy system with LT reflow
34
0
4
8
12
16
Void (%)
Bottom Melt Earlier Reduce Voiding At Low Reflow Temp
Max Void-LT
Bottom melt earlier than top
Bottom not melt earlier than top
More solid top
B63 very wettable to drained P62
Less solid top
105
305
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

Solid Top Factor Contribute at LT for Mixed Systems
• At LT, Pb-free solder ball either not fully melted yet or barely completed melting. Solid top would not accommodate formation of voiding.
35
105, less void(solid top)
305, more void
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

Sequence Factor Fall Apart at HT
• When reflow at HT, early bottom melt (mixed system) more voiding than 0 gap (Pb-free). Why?
36
R² = 0.8223
0
4
8
12
16
-50 -40 -30 -20 -10 0 10
Void (%)
Onset Gap (Paste - Ball) (°C)
Early Bottom Melt Effect On Voiding Outweighed By Entrapped Volatile In Pasty
Joint At High Reflow Temp
Max Void-HT
Pb-free
Mixed
Volatiles entrapped in pasty joint, aggravate voiding
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012
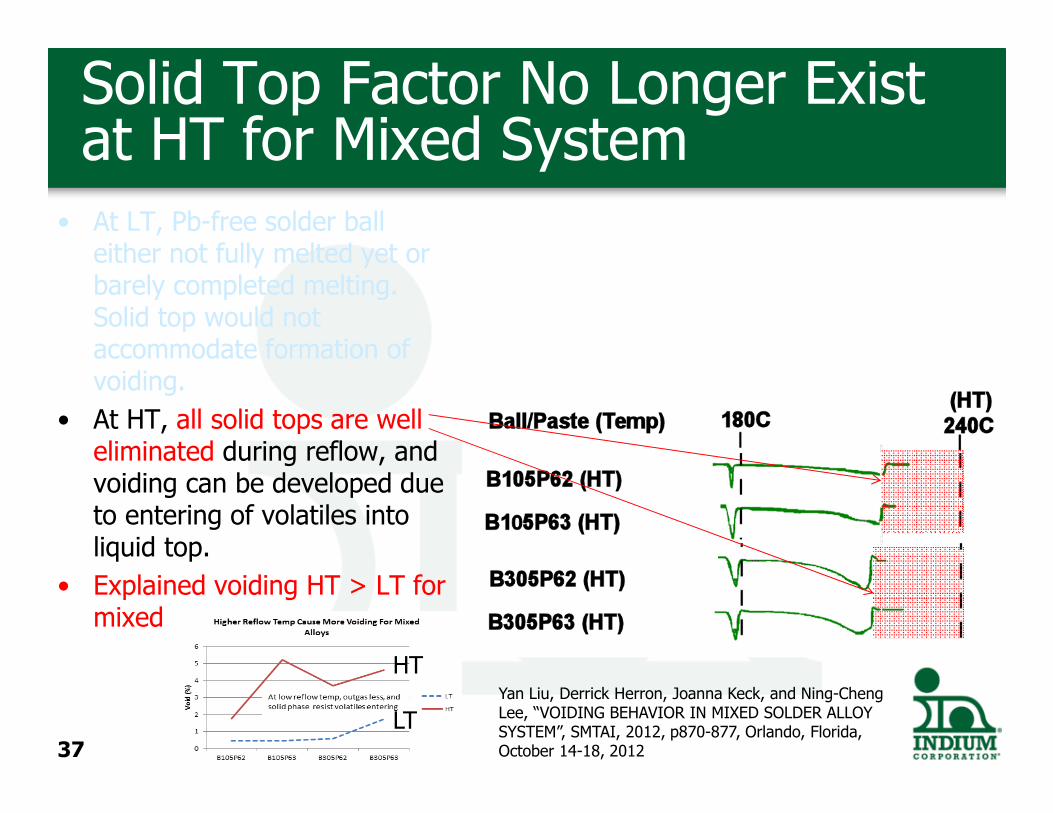
Solid Top Factor No Longer Exist at HT for Mixed System
• At LT, Pb-free solder ball either not fully melted yet or barely completed melting. Solid top would not accommodate formation of voiding.
• At HT, all solid tops are well eliminated during reflow, and voiding can be developed due to entering of volatiles into liquid top.
• Explained voiding HT > LT for mixed
37
HT
LT
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

Pasty Range Factor Dictate at HT
• Pb-free narrow pasty range, mixed wide pasty range at HT
• Pasty material viscous during heating, retain the volatiles easily and cause more voiding.
38
R² = 0.7123
0
4
8
12
16
0 10 20 30 40 50
Vo
id (
%)
Pasty Range (°C)
Wide Pasty Range Aggravate Voiding At High Reflow
Temp
Max Void %
For wider pasty range
joints, the entrapped
volatiles will have
greater difficulty to
escape due to a higher
viscosity
LF
Mixed
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

HT always shows a higher voiding than LT
- Partially due to Solid Top Factor at LT
• B105P62 & B105P63 may be affected by solid top factor (with solid top at LT, no solid top at HT)
39
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

HT always shows a higher voiding than LT
- Partially due to Overheating Factor
• B305P62 & B305P63
– Neither LT nor HT has solid top
– HT (overheating factor) cause more outgassing than LT, hence more voiding than LT.
40
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

Overheating Factor Dictate For
Mixed System!• The high R-square value indicates that overheating is one
very significant physical parameter in governing voiding
41
R² = 0.9075
0
4
8
12
16
-20 -10 0 10 20 30 40
Void (%)
Overheating (Peak Temp - Joint Liquidus, °C)
Higher Overheating Cause More Voiding For Mixed Alloys
Max Void %LT
HTSolid top
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

Overheating & Solid Top > Pasty Range Effect
42
• Voiding extent
– Solid top < liquid top
– Overheating extent // voiding extent (LT voiding < HT voiding)
– Pasty range - depends
Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012
0
4
8
12
16
0 20 40 60
Vo
id (
%)
Pasty Range (°C)
Wide Pasty Range Aggravate
Voiding At High Reflow Temp
Max
Void %
L
Mix

Paste More Voiding Than Flux
• BGA assembly with solder paste caused much higher voiding than with flux.
• Solder powder wet to the pad concurrently, exclusion of flux from interior becomes fairly troublesome.
• With flux only, the molten ball starts wetting to the pad at the center, followed by progressively pushing the flux outward with advancement of molten solder front.
43
0
2
4
6
8
10
SAC105 SAC305 Sn62 Sn63
Void (%)
Ball/Paste Cause More Voiding Than Ball Alone
Max Void % (B)
Max Void % (B/P)
Paste introduce much more voiding than ball alone
B/P
BYan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012
Point contact expanding
Concurrent multiple point wetting

Conclusion
• Mixed systems less voiding at LT than HT.
• Mixed systems had higher voiding than lead-free systems when reflowed at HT.
• SnPb systems had wider voiding span compared with mixed systems when reflowed at LT under N2.
• Voiding was found to decrease with
– increasing alloy surface tension, (N2 atm)
– earlier melt of bottom solder paste,
– top ball remain solid during reflow,
– reduced joint overheating,
– replacing solder paste with flux alone, and
– narrower pasty range
44Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012

Additional Approaches to Bring Down Voiding
• Approaches to bring down voiding
– Solder paste formulation less prone to have voiding (better wetting, less volatile at solder molten temp)
– Mechanical shielding fixture, cost through-put
– Longer soaking profile
– Nitrogen reflow atmosphere
– Vacuum or pressurized
45Yan Liu, Derrick Herron, Joanna Keck, and Ning-Cheng Lee, “VOIDING BEHAVIOR IN MIXED SOLDER ALLOY SYSTEM”, SMTAI, 2012, p870-877, Orlando, Florida, October 14-18, 2012





























