Embed Size (px)
Citation preview

1
Kap. 1
Vláknové kompozitní materiály, jejich vlastnosti a výroba
Informační a vzdělávací centrum kompozitních technologií&
Ústav mechaniky, biomechaniky a mechatroniky
FS ČVUT v Praze
26. října 2007

2
Technologie kompozitů Úvod
Proč vůbec vláknové kompozity ?
• Vlákna mají v podélném směru nejvyšší specificképevnosti a specifické moduly pružnosti
Základní trik návrhu dílu z vláknového kompozitu:
„Dát vlákna tam kde je třeba, kolik je jich třeba, orientovaná do směru hlavního napětí.“

3
Technologie kompozitů Úvod
Kompozity obecně= Materiály složené ze dvou či více složek přírodních či umělých– přírodní (dřeva, kosti, zuby, atd.)– umělé
= Materiály cíleně složené z vhodných materiálů složkových:– Pojiva (matrice)– Plniva (částice, zrna, kuličky, vločky)– Výztuže (vlákna krátká, dlouhá, nekonečná)
Kompozity umělé

4
Technologie kompozitů Úvod
Kompozity lze rozdělit dle specifických vlastností jejich výztuže:
- podle velikosti výztuže:- makrokompozity (velikosti řádově v mm až cm)- mikrokompozity (řádově v μm)- nanokompozity (řádově v nm)
- podle orientace výztuže:- preferovaná- náhodná
- podle tvaru výztuže:- částicové (izometrický či anizometrický tvar)- vláknové (kontinuální či diskontinuální vlákna)

5
Technologie kompozitů Úvod
částicový kompozit - izometrický
částicový kompozit – anizometrický (vločkový)
vláknový kompozit

6
Technologie kompozitů Vlákna
VláknaPevnost vlákna je vždy významně větší než pevnost stejného materiálu v kompaktní formě. Příčinou je:
a) malý příčný průřez vláken, v tenkých vláknech jsou minimalizovány rozměry vrozených vad materiálu a také nebezpečnost povrchovýchvad je při malých příčných rozměrech menší (menší průměr = menšípovrch), existující vady jsou mikroskopické a orientovány v podélnémsměru vlákna.
b) přednostní nasměrování pevných kovalentních meziatomových vazebv podélném směru vlákna
Existují tři široce používané druhy vláken:
a) skleněnáb) aramidová (známá pod obchodním označením kevlar)c) uhlíková

7
Technologie kompozitů Vlákna
Vlákna lze obecně vyrábět z několika druhů materiálů o různých průměrech:
- skleněná … průměr vlákna 5 – 15 μm- uhlíková … 4 – 8 μm- polymerní … 5 – 15 μm- keramická- kovová- přírodní
Aramidové, uhlíkovéa skleněné vlákno

8
Technologie kompozitů Vlákna
d
a b
c
Orientace vláken v matrici
a) jednosměrné uspořádání kontinuálníchvláken
b) dvouosá orientace, křížově položenéjednosměrné prepregy nebo tkanina
c) rohož, nahodilá orientace kontinuálníchnebo krátkých vláken (netkaná textilie)
d) víceosá výztuž z kontinuálních vláken(sešité jednosměrné vrstvy nebo tkaniny)

9
Technologie kompozitů Vlákna
Všechna vlákna mají společné technologické a hodnotící parametry:
Tex (udáváno v g/km) a hustota vláken určují velikosti průřezu pramence vláken.
Pro stejné účely tzv. číslo K a průměr vlákna se používají zvláštěv případě uhlíkových vláken, kde K (řádově 103) je počet vlákenv pramenci.
Další důležitý parametr je zkroucení vlákna. Obvykle jsou nejna-máhanější struktury vyrobeny z vláken s nulovým zkroucením.
“Fiber Sizing” je povrchová úprava pramenců pro lepší adhezik matrici. Je tvořena pryskyřicí (bez tvrdidla) a zlepšuje manipulaci s vláknem.

10
Vlákna
1 7001 6001 5002 500Hustota ρ(kgm-3)
3 8005 0003 0002 100Pevnost v tahuσfL (MPa)
20 00050 00012 00030 000Modulu pružnostive smykuGfLT (Mpa)
6 00015 0005 40074 000Modul pružnosti v příčném směruEfT (MPa)
390 000230 000130 00074 000Modul pružnosti v podélném směruEfL (MPa)
HM - uhlíkHS - uhlíkAramidSkloTyp vlákna
Technologie kompozitů

11
Vlákna
Porovnání cen vláken
0
500
1000
1500
2000
sklo aramid HS - uhlík HM - uhlík
(cena skleněného vlákna = 100%)
cena
(v %
)
Technologie kompozitů

12
MatriceTechnologie kompozitů
Matrice
Čtyři hlavní typy polymerních pryskyřic tvořící matrici jsou používány pro výrobu
kompozitních materiálů:- epoxidové- polyesterové- fenolové- polyimidové
Hlavní funkce matrice (pryskyřice) jsou:a) udržet vlákna ve správných pozicíchb) pomáhat distribuovat napětíc) chránit vlákna před poškozením abrazíd) kontrolovat elektrické a chemické vlastnostie) zajišťovat interlaminární pevnost

13
MatriceTechnologie kompozitů
Ve vytvrzeném kompozitu musí jsou požadovány tyto vlastnosti:
- adhezivní pevnost- teplotní odolnost- únavová pevnost- chemická odolnost a odolnost proti vlhkosti- vysoký poměr deformace a pevnosti

14
MatriceTechnologie kompozitů
Většina namáhaných kompozitových struktur je v současnosti vyráběna z epoxidových pryskyřic.
Proč jsou epoxidy tak široce používané?
- dobrá adheze k vláknům- nízké smrštění během vytvrzování- dobrá chemická odolnost - různé pevnostní a tuhostní charakteristiky- creepová a únavová odolnost - neobsahují styrén, nejsou toxické- mohou být samozhášivé

15
MatriceTechnologie kompozitů
250 - 300120 - 20060 - 10090 -200Maximální teplotaTmax (oC)
1 4001 3001 2001 200Hustotaρ (kgm-3)
707080130Pevnost v tahuσpm (MPa)
1 1001 1001 4001 600Modulu pružnostive smykuGm (MPa)
0.350.40.40.4Poissonova konst.νm ( - )
4 000 -19000
3 0004 0004 500Modul pružnostiEm (MPa)
PolyimidovéFenolovéPolyesterovéEpoxidovéDruh pryskyřice
16
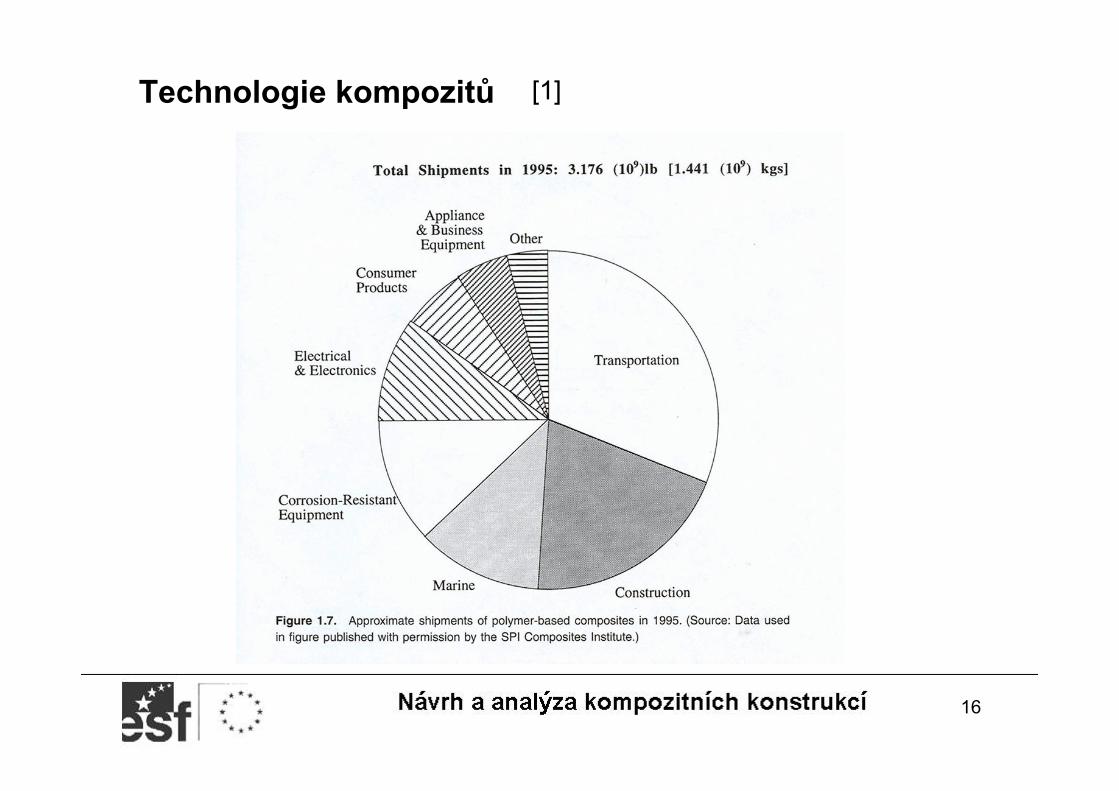
Technologie kompozitů [1]

17
Technologie kompozitů [1]

18
Technologie kompozitů [1]

19
Technologie kompozitů [1]

20
xxx

21
Výroba – kroky při formováníTechnologie kompozitů
Impregnace (prosycení)
Zpevnění
Polymerizace
Demontáž forem
Konečná úprava
Umístění směsi na formu
VÝZTUŽ MATRICE

22
VýrobaTechnologie kompozitů
Kontaktní formování
Váleček Výztuž: sklo, kevlarMatrice: polyesterová pryskyřice
Separátor + gel coat

23
VýrobaTechnologie kompozitů
Lisování
Separátor + gel coat
Výztuž + matrice
forma
protikus

24
VýrobaTechnologie kompozitů
Vakuování
Atmosférický tlak
Vývěva
Těsnicí tmel
Plsť
SeparátorLaminát
Krycí fólie

25
VýrobaTechnologie kompozitů
Elektronové nebo rentgenové tváření
Urychlovač20 kw – 10 MeVBiologická ochrana
Laminát pod tlakemElektronový svazek Rentgenové záření

26
VýrobaTechnologie kompozitů
Tváření pomocí vstřikování pryskyřice (matrice)
Pryskyřice

27
VýrobaTechnologie kompozitů
Vyhřívaná forma Směs vláken + termosetická pryskyřice
Protikusformy
Tváření pomocí vstřikování směsi vláken a pryskyřice

28
VýrobaTechnologie kompozitů
Směs vláken + termoplastická pryskyřice
Topnétěleso
Tváření pomocí vstřikování směsi vláken a termoplastické pryskyřice

29
VýrobaTechnologie kompozitů
Tváření pomocí vstřikování pěny
Isokyanát
Polyol + sekaná vlákna
Forma
Protikus formy(nízký tlaka teplota) Polyuretan.
pěna
Směs„isokynát+ polyol“

30
VýrobaTechnologie kompozitů
Odstředivé tváření
Forma
Vytápění
Výztuž - tkanina
Pryskyřice
Výztuž – krátká vlákna

31
VýrobaTechnologie kompozitů
Vláknové navíjení
Vlákno, tkanina Topné těleso (polymerizace)

32
Technologie kompozitů
Vláknové navíjení – členěný trn
Výroba
Pryskyřice
Sklo,kevlar

33
VýrobaTechnologie kompozitů
Tváření panelů
Celulózová fólie
Celulózová fólie
Skelnátkanina,vlákno Pryskyřice Polymerizační
pec

34
VýrobaTechnologie kompozitů
Tváření profilů
Pryskyřice
Skelnátkanina,vlákno
Polymerizační pec

35
VýrobaTechnologie kompozitů
Bucharové tváření
Předehřátá deskaSkelná rohož, tkanina
Chlazená matrice

36
VýrobaTechnologie kompozitů
Cívkové tváření

37
ZdrojeTechnologie kompozitů
[1] Gay D.: Reinforced Plastics. Matériaux composites, Hermes, Paris,1997







![OPTICKÉ VLÁKNOVÉ SENZORY S ROZLOŽENÝMI …Domain Reflectometry) [2] a tiež aj jej v sú časnosti zdokona ľovaných viacerých variantov [3]. Takéto senzory sa nazývajú senzory](https://img.dokumen.tips/doc/110x75/5e318dc386de6912961d19ca/optick-vlknov-senzory-s-rozloenmi-domain-reflectometry-2-a-tie-aj.jpg)






