Embed Size (px)
Citation preview

VERLAG MODERNE INDUSTRIE
UnsaturatedPolyester Resins
Polymers with unlimited possibilities
BÜFA ReaktionsharzeDSM Composite Resins
Un
satu
rate
d P
oly
est
er R
esin
s
930584

verlag moderne industrie
Unsaturated Polyester Resins
Polymers with unlimited possibilities
Jürgen H. Aurer, Ab Kasper

This book was produced with the technical collaboration of BÜFAReaktionsharze GmbH & Co. KG and DSM Composite Resins AG.
© 2003 All rights reserved withverlag moderne industrie, 86895 Landsberg/Lechhttp://www.mi-verlag.de
First published in Germany in the seriesDie Bibliothek der TechnikOriginal title: Ungesättigte Polyesterharze© 2003 by verlag moderne industrie
Illustrations: Nos. 20, 30 (see also cover picture) Bavaria YachtbauGmbH, Giebelstadt; No. 27 Fassmer GmbH & Co. KG, Berne; No. 28DaimlerChrysler AG, Stuttgart; No. 31 Polyplus Kunststoffen B.V., Assen(Netherlands); No. 32 Rengers Kunststoffe GmbH & Co. KG, Geeste; No. 35 Brandenburger Isoliertechnik GmbH & Co., Landau; No. 40Composites Scandinavia, Pitea (Sweden); all others BÜFA ReaktionsharzeGmbH & Co. KG, Rastede; DSM Composite Resins AG, Schaffhausen(Switzerland)Typesetting: abc.Mediaservice GmbH, BuchloePrinting: Himmer, AugsburgBinding: Thomas, AugsburgPrinted in Germany 930584
Contents
The chemistry of unsaturated polyester resins 4
Introduction (4) – Formulation of standard resins (5) – Formulation of vinyl ester resins (10) – The curing of unsaturated polyester resins (11)Modifications of unsaturated polyester resins (16)
Properties of resins and composites 26
Weight (26) – Strength (27) – Electrical properties (28)Thermal properties (28) – Corrosion properties (29)
Processing techniques 31
Mould making (31) – Hand lay-up technique (33) – Spray-up technique (35)Injection processes (36) – Filament winding (38) – Centrifugal casting (39)Casting (41) – Pultrusion (42) – Pressing processes (43)
Applications of unsaturated polyester resins 49
Boat building (49) – Building industry (50) – Transport industry (51)Process equipment (53) – Sewer relining (55) – Wind energy plants (57)Storage and transport of materials (58)
Environmental aspects 59
Styrene emission (59) – Occupational health aspects (64)
Outlook 65
Offshore wind energy plants (65) – Concrete reinforcements (66) – Butanestorage tanks (67) – Automotive industry (67) – Bridge construction (68)Use of alternative materials (69)
The companies behind this book 70

4
The chemistry ofunsaturated polyesterresins
IntroductionAn unsaturated polyester (UP) is a macro-molecule (average molecular weight between1000 and 3000), built by a polycondensationreaction from dicarboxylic acids and di-alcohols. Some of the dicarboxylic acidscontain carbon-carbon double bonds, so-calledunsaturated bonds. At room temperature, theUP is a highly viscous liquid or a brittle glass-like product with a low melting point.An unsaturated polyester resin (UP resin) is a solution of the unsaturated polyester in alow-viscosity monomer, which also containscarbon-carbon double bonds. The most com-mon monomer used is styrene. The carbon-carbon double bonds in the UP can react withthe carbon-carbon double bonds in the mono-mer by means of a radical-initiated poly-merisation reaction. This process is calledcuring or cross-linking. The result is a three-dimensional (cross-linked) network. The pro-duct becomes a solid material, which nolonger (contrary to thermoplastic polymers)melts during heating.There is a large variety of raw materialsavailable for the production of UP resins. The choice of different dicarboxylic acids, di-alcohols and monomers results in a largerange of products with a very wide spread of properties, which are suitable for manyindustrial applications, such as the boatbuilding industry, the transport industry orbuilding and corrosion resistant applications.
Definition
Reaction mechanism
Components
Formulation of standard resins 5
Formulation of standard resinsIn the next paragraphs, the most commonlyused raw materials for the production of UPresins are presented and the reactionmechanisms are described.
Raw materials
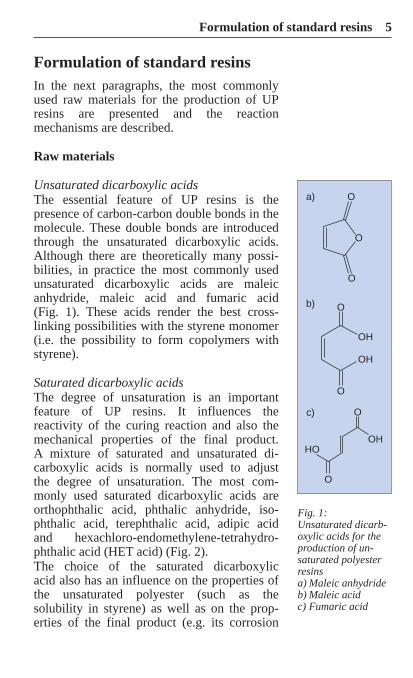
Unsaturated dicarboxylic acidsThe essential feature of UP resins is thepresence of carbon-carbon double bonds in themolecule. These double bonds are introducedthrough the unsaturated dicarboxylic acids.Although there are theoretically many possi-bilities, in practice the most commonly usedunsaturated dicarboxylic acids are maleicanhydride, maleic acid and fumaric acid (Fig. 1). These acids render the best cross-linking possibilities with the styrene monomer(i.e. the possibility to form copolymers withstyrene).
Saturated dicarboxylic acidsThe degree of unsaturation is an importantfeature of UP resins. It influences thereactivity of the curing reaction and also themechanical properties of the final product. A mixture of saturated and unsaturated di-carboxylic acids is normally used to adjust the degree of unsaturation. The most com-monly used saturated dicarboxylic acids areorthophthalic acid, phthalic anhydride, iso-phthalic acid, terephthalic acid, adipic acidand hexachloro-endomethylene-tetrahydro-phthalic acid (HET acid) (Fig. 2).The choice of the saturated dicarboxylic acid also has an influence on the properties ofthe unsaturated polyester (such as thesolubility in styrene) as well as on the prop-erties of the final product (e.g. its corrosion
Fig. 1:Unsaturated dicarb-oxylic acids for theproduction of un-saturated polyesterresinsa) Maleic anhydrideb) Maleic acidc) Fumaric acid
O
O
a)
b)
c)
O
O
O
O
O
OH
OHHO
OH
6 The chemistry of unsaturated polyester resins
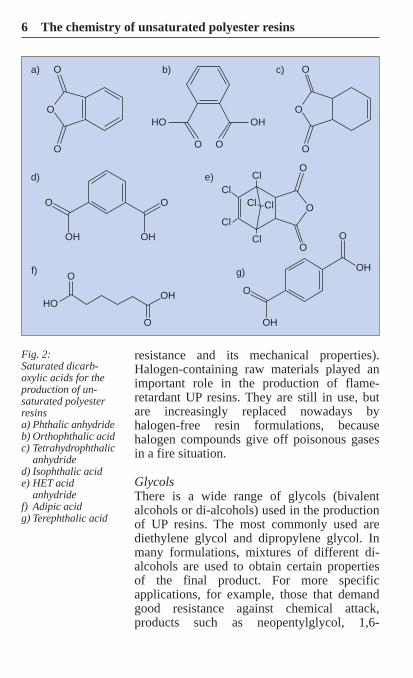
resistance and its mechanical properties).Halogen-containing raw materials played animportant role in the production of flame-retardant UP resins. They are still in use, butare increasingly replaced nowadays byhalogen-free resin formulations, becausehalogen compounds give off poisonous gasesin a fire situation.
GlycolsThere is a wide range of glycols (bivalentalcohols or di-alcohols) used in the productionof UP resins. The most commonly used arediethylene glycol and dipropylene glycol. Inmany formulations, mixtures of different di-alcohols are used to obtain certain propertiesof the final product. For more specificapplications, for example, those that demandgood resistance against chemical attack,products such as neopentylglycol, 1,6-
Fig. 2:Saturated dicarb-oxylic acids for theproduction of un-saturated polyesterresinsa) Phthalic anhydride b) Orthophthalic acidc) Tetrahydrophthalic
anhydride d) Isophthalic acide) HET acid
anhydridef) Adipic acidg) Terephthalic acid
O
O
O
O
O
O
O
OHO OH
O O
OHOH
O O
O
O
O
Cl
Cl Cl
Cl
Cl
ClO
O
OH
OH
HOOH
a) b)
d) e)
f) g)
c)

Formulation of standard resins 7
hexanediol and alkoxylated bisphenol A areused (Fig. 3).
DicyclopentadieneDicyclopentadiene (DCPD) is a raw materialwhich is formed as a by-product in thecracking of naphtha. It has been used for thesynthesis of UP resins in the United States formany years and has now also found a growinginterest in the European market. DCPD cangive a number of specific properties to UPresins such as:
• increased heat resistance; • less polymerisation shrinkage, which results
in a better surface quality of the finalproduct;
Fig. 3:Glycols for the pro-duction of unsaturatedpolyester resinsa) Diethylene glycolb) Dipropylene glycolc) 1,6-Hexanediold) Neopentylglycole) Alkoxylated
bisphenol A
a) b)
c)
e)
d)
CH2 CH2O
CH2 CH2HO OH CH2
CHHO CH OH
CH3 CH3
CH2O
CH2 CH2 CH2
CH2CH2 CH2
HOOH
CH2 CH2C
CH3
CH3OHHO
CH2 CH2CH3
CH3CH2 CH2
HO
O O
OH
8 The chemistry of unsaturated polyester resins
• better wetting and impregnation of glassfibres.
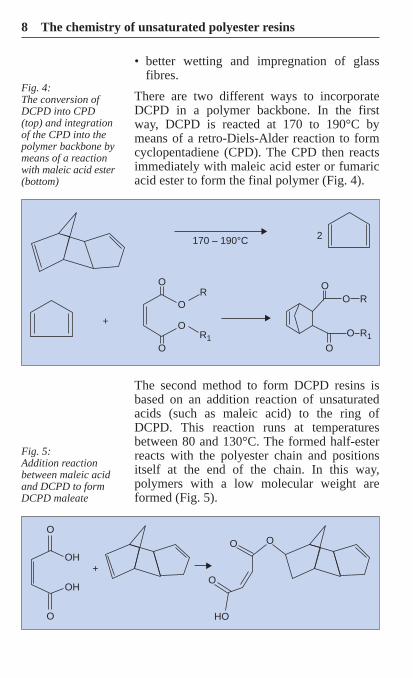
There are two different ways to incorporateDCPD in a polymer backbone. In the firstway, DCPD is reacted at 170 to 190°C bymeans of a retro-Diels-Alder reaction to formcyclopentadiene (CPD). The CPD then reactsimmediately with maleic acid ester or fumaricacid ester to form the final polymer (Fig. 4).
Fig. 4:The conversion ofDCPD into CPD(top) and integrationof the CPD into thepolymer backbone bymeans of a reactionwith maleic acid ester(bottom)
The second method to form DCPD resins isbased on an addition reaction of unsaturatedacids (such as maleic acid) to the ring ofDCPD. This reaction runs at temperaturesbetween 80 and 130°C. The formed half-esterreacts with the polyester chain and positionsitself at the end of the chain. In this way,polymers with a low molecular weight areformed (Fig. 5).
Fig. 5:Addition reactionbetween maleic acidand DCPD to formDCPD maleate
170 – 190°C
+
2
R1O
ROO
O
O
O
O
OR
R1
O
O
OH
OH+
O
O O
HO

Formulation of standard resins 9
Reaction mechanismUP resins are produced in two separate steps.In the first step, the unsaturated polyester is formed by the polycondensation reaction of the dicarboxylic acids and the glycols. In the second step, the UP is dissolved in the monomer and formulated to the finalproduct. In practice, all raw materials – propyleneglycol, diethylene glycol, phthalic anhydrideand maleic anhydride – are charged to thereactor. The volume of the reaction vessels is 20 to 25 m3, but recently reaction vesselswith a volume of about 55 m3 have beeninstalled. In order to avoid discoloration of the reaction product caused by the presence of oxygen, the air space in the reactor isflushed with nitrogen gas. The reactor contentis then heated up to between 200 and 210°C(Fig. 6). The polycondensation reaction starts duringthe heating-up phase, forming the polyesterpolymer under the separation of water. Thewater is distilled through a reflux cooler andcondenser. The reaction is continued at 210°C
Fig. 6:Modern UP resinplant
Polyconden-sation

10 The chemistry of unsaturated polyester resins
under the addition of nitrogen until the desired degree of polymerisation is obtained.At that moment, vacuum is applied to distil off the last traces of water. The polymer melt is then cooled down to between 60 and80°C. In the second step, the polymer melt is fed to ablender where it is dissolved in styrene mono-mer. Additives are added to obtain the requiredproduct properties such as reactivity, viscosityand shelf-life. The finished UP resin is filledinto 200-kg steel drums, 1-ton containers orroad tankers.
Formulation of vinyl ester resins
Raw materialsVinyl ester resins are based on the reactionproduct of an epoxy resin with an unsaturatedmonocarboxylic acid. A specific feature in themolecule is the position of the carbon-carbonunsaturation, which is located at the end of themolecule.The most commonly used epoxy resins are the diglycidylether of bisphenol A, the digly-cidylether of tetrabromobisphenol A (Fig. 7)and the epoxidized phenol formaldehydenovolac. As the monocarboxylic acid, eitheracrylic acid or methacrylic acid is generallyused.
Fig. 7:Epoxy resin for theproduction of vinylester resins: digly-cidylether of tetra-bromobisphenol A
Dissolving thepolymer melt
C C C C CCCO
OOBr
Br
Br
Br
C
C
O
The curing of unsaturated polyester resins 11
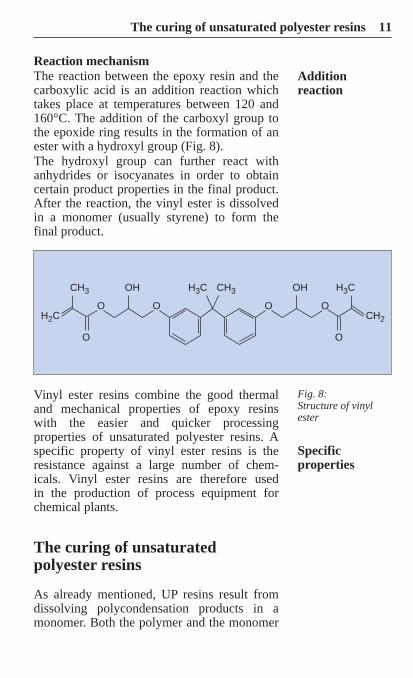
Reaction mechanismThe reaction between the epoxy resin and thecarboxylic acid is an addition reaction whichtakes place at temperatures between 120 and160°C. The addition of the carboxyl group tothe epoxide ring results in the formation of anester with a hydroxyl group (Fig. 8). The hydroxyl group can further react withanhydrides or isocyanates in order to obtaincertain product properties in the final product.After the reaction, the vinyl ester is dissolvedin a monomer (usually styrene) to form thefinal product.
Fig. 8:Structure of vinylester
Vinyl ester resins combine the good thermaland mechanical properties of epoxy resinswith the easier and quicker processingproperties of unsaturated polyester resins. Aspecific property of vinyl ester resins is theresistance against a large number of chem-icals. Vinyl ester resins are therefore used in the production of process equipment forchemical plants.
The curing of unsaturatedpolyester resins
As already mentioned, UP resins result fromdissolving polycondensation products in amonomer. Both the polymer and the monomer
Additionreaction
Specificproperties
H2CO
O O
O O O
CH3 CH3H3C H3COH OH
CH2

12 The chemistry of unsaturated polyester resins
have reactive carbon-carbon double bonds. Areaction between these double bonds leads tothe formation of a three-dimensional polymernetwork which serves to strengthen theproduct. This polymerisation reaction isirreversible: Once cured, the product cannot be re-melted. This is the difference betweenso-called thermoset plastics and thermo-plastic polymers such as polyethylene, poly-amide, etc.
MonomersIn principle, all monomers which have a low viscosity and show sufficient reactivity inthe cross-linking process can be used todissolve UP resins and vinyl ester resins. Inpractice, other requirements are also importantsuch as:
• low volatility;• low, i.e. no toxicity;• compatibility with the resin (good cross-
linking possibilities);• influence on the mechanical properties of
the cured product;• low price and high availability.
Fig. 9:Monomers for theproduction of un-saturated polyesterand vinyl ester resinsa) Styreneb) Vinyl toluenec) α-Methyl styrened) Methyl meth-
acrylate
Irreversible cross-linking
a)
c)
b)
d)
CH2
CH
H3C
CH2
CH
CH2
CH3
C
H3C C
O
CH2
CH3
O C

The curing of unsaturated polyester resins 13
The most commonly used monomer is styrene,but methyl methacrylate, α-methyl styrene andvinyl toluene are also used, frequently incombination with styrene (Fig. 9).
The polymerisation processThe cross-linking reaction is a radical-initiatedpolymerisation reaction. Organic peroxides are used as radical initiators. There are many ways to process UP resins and each process has its own most appropriateorganic peroxide. Radicals are generated bythe decomposition of the organic peroxide.This is caused either by means of heat or bymeans of accelerators. The latter arefrequently solutions of metal salts such ascobalt octoate with a concentration between 1 and 10% Co as the metal. The cobalt ionsreact with the organic peroxide in a redoxreaction:
ROOH + Co2+ → RO• + Co3+ + OH-
ROOH + Co3+ → ROO• + Co2+ + H+
2 ROOH → RO• + ROO• + H2O +
The curing reaction of UP resins at roomtemperature (cold curing) starts by adding theorganic peroxide and the cobalt salt solution.Care must always be taken not to mix theperoxide and the cobalt solution in a pureform, as this will result in a violent decom-position reaction. Often, the manufacturer ofthe polyester resin already premixes the co-balt in the resin, so the reaction can be startedby just adding the proper amount of peroxide.Methyl ethyl ketone peroxide is the organicperoxide that is by far the most-used one forcold curing processes (Fig. 10). As soon as both components are added,radicals form which react with the carbon-carbon double bonds to form reactive places
Radical-initiated reaction
Cold curing
Cross-linking and gelation

14 The chemistry of unsaturated polyester resins
on the molecule. It takes some time before thepolymer chains start to cross-link with thestyrene molecules. In this phase, the productstill remains liquid and can be processed in theproper way. As soon as the cross-linkingreaction has progressed sufficiently, the resinforms a gel under the generation of heat. Thechoice of the curing system determines thespeed of the reaction and the gel time. Aftergelation, the resin cannot be processedanymore.The exothermic behaviour of the cross-linking reaction causes the temperature toincrease, which further accelerates the polymerisation reaction. The gel solidifiesprogressively into a solid material. Thetemperature increases until a maximum isreached. From that moment on, the materialcools down because the heat development islower than the dissipation of the heat to thesurroundings. The polymerisation reaction stillproceeds, but this process slows downgradually until the final polymer network isformed. The material has solidified com-pletely. Factors that influence the curing reaction arethe curing system used, the curing time as wellas the temperature and the mass of materialpresent during the reaction. The degree ofcuring is often determined by measuring theresidual styrene monomer content in the finalmaterial. After the cross-linking reaction,
Fig. 10:Structure of methylethyl ketone peroxide
Temperaturedevelopment
Processparameters
CH2 CH3
H3C
C OHO
O
O
CH2 CH3
H3C
C OH
O

The curing of unsaturated polyester resins 15
between 2 and 4% styrene monomer isgenerally still present in the product.In many applications, lower residual styrenecontents are necessary. For food applications,for example, it is very important that noresidual products such as styrene leach out ofthe final product. Therefore the final productis often “post-cured” during a number of hoursat elevated temperatures. This post-cure leadsto a further cross-linking of the styrenemonomer with the polymer backbone. Usually,a post-cure cycle takes 6 to 24 hours attemperatures between 60 and 100°C. Figure11 gives a good overview of the relation-ship between the curing process, thetemperature development and the residualstyrene content.
Fig. 11:The curing reactionof unsaturated poly-ester resins➀ Gel time➁ Curing time➂ Post-curing–– Temperature–– Styrene content
Another way of curing the polyester resin isby using heat to decompose the organicperoxide. This is already possible at tem-peratures as low as 50°C, but in many casestemperatures of 120 to 160°C are used togenerate sufficient radicals. Thereafter, thechemical reaction progresses in the same wayas the described cold curing.
Styrene content
Hot curing
0
20
40
60
802 3
0 100 200 300 400 500 600
Time in min
Tem
pera
ture
in °
C
0
10
20
Sty
rene
con
tent
in %
30
401

16 The chemistry of unsaturated polyester resins
Suitable types of peroxides for this type ofcuring reaction are peresters such as tertiarybutyl perbenzoate as well as perketals such as1,1-di-(tert. butyl peroxy)3,3,5-trimethyl cyclo-hexane (Fig. 12). Mixtures of the UP resinwith these peroxides show a long-termstability at room temperature.
Radical inhibitorsA radical polymerisation reaction can alreadystart when a single radical is present in the material. Resins mixed with the per-oxide and cobalt accelerators therefore show a limited stability. In some processes a longer working time is needed. This can beachieved by adding inhibitors to the mixture.These inhibitors can react with the free rad-icals at an early stage and render them in-active.Certain inhibitors such as 4-tert. butyl catecholare used to increase the gel time of a mixture atroom temperature, other types such as quinone-based compounds are used to increase thestorage stability of the polyester resin.
Modifications of unsaturatedpolyester resinsSubsequent to the chemical synthesis of theunsaturated polyester and vinyl ester resins,
Fig. 12:Organic peroxidesused for high-tem-perature curing of UP resinsa) Tert. butyl per-
benzoateb) 1,1-Di-(tert. butyl
peroxy)3,3,5-tri-methyl cyclohexane
Increasedworking time
a) b)
CH3
CH3CH3
CH3 CH3 CH3
CH3
CH3
CH3CH3
CH3
CH3O O
O
O
O
O
O
Modifications of unsaturated polyester resins 17
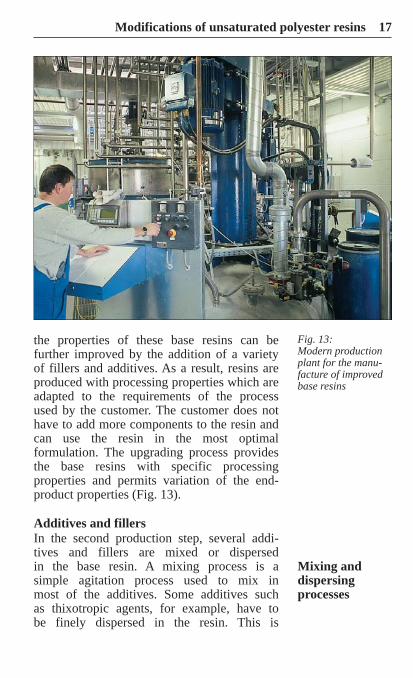
the properties of these base resins can befurther improved by the addition of a varietyof fillers and additives. As a result, resins areproduced with processing properties which areadapted to the requirements of the processused by the customer. The customer does nothave to add more components to the resin andcan use the resin in the most optimalformulation. The upgrading process providesthe base resins with specific processingproperties and permits variation of the end-product properties (Fig. 13).
Additives and fillersIn the second production step, several addi-tives and fillers are mixed or dispersed in the base resin. A mixing process is a simple agitation process used to mix in most of the additives. Some additives such as thixotropic agents, for example, have to be finely dispersed in the resin. This is
Fig. 13:Modern productionplant for the manu-facture of improvedbase resins
Mixing anddispersingprocesses
18 The chemistry of unsaturated polyester resins
done with special high-speed dispersingequipment. The following sections describethe most important additives and theirfunction.
Thixotropic agentsThixotropy is the property of a substance tochange from a solid to a liquid state understirring or shaking. Adding a thixotropic agentto a resin will decrease its viscosity, making it suitable for spray or hand laminatingoperations. As soon as the spray or handlaminating operation is finished and the resinis at rest again, its viscosity increases and as aconsequence it will not sag from vertical orinclined surfaces. Pyrogenic silica is the mostfrequently used thixotropic agent.
Skin-forming additivesSkin-forming additives are used to preventstyrene emission from the resin duringhandling and curing. In many cases paraffin-based systems are used. Because the paraffindoes not dissolve readily in the resin, a layerof the additive deposits on the surface of the resin as soon as the resin is no longer inmotion. A skin forms relatively quicklywhich seals the surface and prevents emis-sion.Modern skin-forming additives are polymer-based and are also equipped with adhesionpromoters. This prevents unwanted delamin-ating effects and guarantees optimal shearstrength, even if the first layer of a laminate isalready cured before the second layer isapplied.
Viscosity modifiersStyrene is the most important solvent andmonomer for the manufacture of unsaturatedpolyester and vinyl ester resins, and is prob-
Thixotropy
Reduced styreneemission

Modifications of unsaturated polyester resins 19
ably also the most well-known additive usedto reduce the viscosity of resins. Methylmethacrylate and other acrylate and meth-acrylate monomers also serve this purpose.The advantage of these styrene-free solutionsis that even though the content of styrene inthe resin system does not increase, the desiredeffects, e.g. improved wetting of glass fibresand fillers, is still achieved.
FillersUnsaturated polyester resins shrink whenpolymerising. Fillers can reduce this shrink-age. Chalk (calcium carbonate, CaCO3) is anatural filler, available in abundant quantities,low in price and with a constant quality. It is the most-used filler in polyester resinapplications. Other fillers that are regularlyapplied in polyester applications are sand,quartz, and slate flour. Of increasing im-portance is the use of finely ground wastefrom polyester production facilities or GRP(glass fibre-reinforced plastic) products. Fillerscan constitute as much as 50% by weight of aGRP product. Other fillers that serve a special purpose are,e.g. flame-retardant additives. Many appli-cations in the building industry require fireretardancy. Polyester resins can be made fireretardant by adding antimony trioxide orhalogen-containing compounds. Another veryeffective fire retardant is aluminium trihy-drate (Al(OH)3), added to resins for, e.g. therail vehicle or building industry. This fillersplits off water when heated above 200°C.This generation of water is strongly endo-thermic, so it has a cooling effect on a fire.Moreover, the water vapour acts as extinguishing agent and the formed alu-minium oxide forms a protective skin on theburning surface.
Optimisedviscosity
Reducedshrinkage
Fire retardancy
20 The chemistry of unsaturated polyester resins
Magnesium oxideMagnesium oxide (MgO) is an additive thatthickens the resin and gives it a leatheryconsistency. This is why it is used above all inthe manufacture of semi-finished products.Sheet moulding compound (SMC) is a semi-finished product which is finished in pressesand therefore needs this highly viscousconsistency.
Pigments and dyesPigments and dyes are used to give colour topolyester products. In some cases the pigmentsare mixed into the polyester resin in their pureform, very often however, the pigment is finelydispersed into a special, monomer-free polyes-
Fig. 14:Filling station forcolouring pastes
ter resin (see also chapter “Colouring pastes”,p. 24). A colouring paste is obtained (Fig. 14)which is easier to handle and to dose to a resin.This makes it possible to give an opaque or alsoa transparent finish to gelcoats and resins in anumber of different colour tones.
UV stabilisersPolyester resins show some discolorationwhen exposed over years to direct sunlight.
Modifiedconsistency
Protectionagainst …

Modifications of unsaturated polyester resins 21
The addition of UV stabilisers slows down this discoloration considerably. In the longterm, however, the UV stabilisers are alsodecomposed by UV light and becomeinactive.
Speciality resinsWhether needed for hand-laminating, spray-up, vacuum or pressure injection, casting,filament winding or pressing operations, theproper choice of the base resin in combinationwith fillers and additives leads to virtually anydesired processing property or product per-formance. Environmentally friendly resins are formu-lated with lower quantities of styrene or by the addition of skin-forming additives. Thealready much lower styrene contents and therapid floating of the skin-forming agents make it possible to reduce the emission ofstyrene by over 50%.In addition, it is also possible to manufacturespecial resin systems such that the producedmouldings meet the fire safety regulationrequirements. Resins developed especially formould-making applications can also beproduced from base resins. If resins areequipped with light initiators, they cure whenexposed to UV light rays.
GelcoatsGelcoats are a particular, very importantapplication of polyester resins. A gelcoat is the first layer that is applied on the mouldsurface and it will form the visual side of the final product after demoulding (Fig. 15).The gelcoat forms the visual appearance of the product, so the optical properties are very important. Even more, the weatherresistance, fastness to light, gloss, chemicalresistance and the mechanical properties of the
… discolor-ation
Examples
Functions

22 The chemistry of unsaturated polyester resins
surface are decisive for the quality of theproduct.The possibilities to supply gelcoats in differentcolours are unlimited. With modern colouringtechnologies, any colour can be made re-producibly to colour specification, wherebythe actual colouring process is usually done bythe manufacturer direct.Gelcoats usually already contain the requiredamount of accelerator (mostly cobalt saltsolution). This “pre-acceleration” is necessaryto start curing at room temperature. If theproper amount of curing agent is added to the mixture and the instructions of themanufacturer are observed, good results areguaranteed. Gelcoats are applied manually with a brush ora roller, or by spraying with spray guns.Gelcoats are normally applied in relativelythin layers of around 500 to 600 µm (thiscorresponds to approx. 0.6 to 0.7 kg of gel-coat per m2). They are adjusted to a highthixotropy in order to prevent any sagging
Fig. 15:White gelcoat beingsprayed onto a boatmould
Application
Modifications of unsaturated polyester resins 23
from vertical surfaces. In the development ofgelcoats, much attention is paid to goodprocessing properties, de-aeration possibilitiesand wetting of the mould surface. Especiallyimportant is the careful handling of thegelcoat.
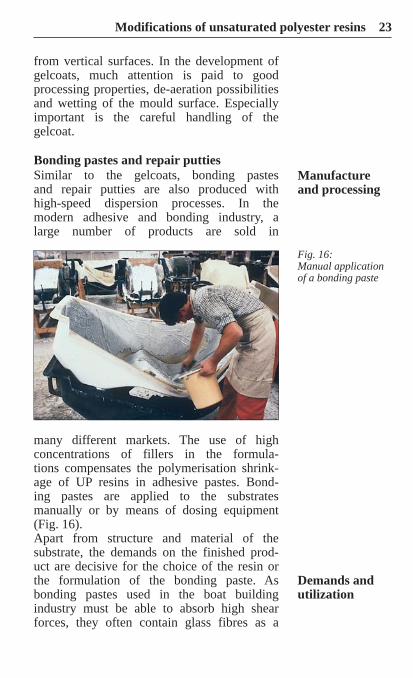
Bonding pastes and repair puttiesSimilar to the gelcoats, bonding pastes and repair putties are also produced with high-speed dispersion processes. In themodern adhesive and bonding industry, a large number of products are sold in
Fig. 16:Manual applicationof a bonding paste
many different markets. The use of highconcentrations of fillers in the formula-tions compensates the polymerisation shrink-age of UP resins in adhesive pastes. Bond-ing pastes are applied to the substratesmanually or by means of dosing equipment(Fig. 16). Apart from structure and material of thesubstrate, the demands on the finished prod-uct are decisive for the choice of the resin orthe formulation of the bonding paste. Asbonding pastes used in the boat buildingindustry must be able to absorb high shearforces, they often contain glass fibres as a
Manufactureand processing
Demands andutilization

24 The chemistry of unsaturated polyester resins
filler. In lightweight construction applications(e.g. sandwich constructions), bonding pasteswith low-density fillers are used, whileelastified, high-temperature or corrosion-resistant products are used for the productionof storage tanks and chemical plants. Largeamounts of bonding pastes are used in theproduction of windmill rotor blades. Theymust have very good fatigue properties, whichis why vinyl ester resins are used as the baseresin. Repair putties are used in the car repairindustry or to smooth laminate surface struc-tures in the boat building industry. The resinused in car repair putties must show anexcellent adhesion to various substrates suchas steel, galvanised steel and plastics, e.g. ABSand polypropylene.
Colouring pastesColouring pastes are produced by millingpigments into a monomer-free polyester resin.Pearl mills or roller mills are used to ensurethe finest possible dispersion of the pigment.For some pigments, this milling operation cantake several days. Colouring pastes can be used for the directcolouring of laminates. In this case, anaddition of 3 to 5% to a laminating resin issufficient. How much is used depends on thedesired colour tone, the application, and therecommendations of the manufacturer. In thesame way as with paint, these pastes arecapable of covering the entire colour spec-trum. The biggest application for colouringpastes is, however, for the production of gelcoats. A gelcoat of a certain colour isformulated with a combination of several basecolours. Colour measuring equipment is usedto determine the exact colour and for colourmatching.
Production
Applications
Colourdetermination

Modifications of unsaturated polyester resins 25
The use of modern “tinting systems” has led toa high flexibility in the production of gelcoatsof any colour. Many thousands of colours areprogrammed in a tinting machine. The systemdelivers the exact required quantities of a fixednumber of colouring pastes into a clear orwhite base gelcoat. The tinting technology isknown from the paint industry, but has to beadapted specifically for the polyester industrydue to the high viscosity of the colouringpastes and the gelcoats. Once adapted,however, even mini batches of colouredgelcoats of constant quality can be producedand delivered (Fig. 17).
Fig. 17:Tinting systema) Schematic of
the functionb) Eurotinter
a)
b)
Additive dosing station13 basic colouring pastes
Dispensing head
GyromixerBase
gelcoat
1 2 3
26
Properties of resinsand compositesUP resins are very often used as constructionmaterial in combination with reinforcingfibres. Glass fibres are the most commonlyused reinforcing fibres (GRP: glass fibre-reinforced plastic). There is a growth in theapplication of carbon fibres as reinforcement,but for cost reasons their use is restricted tospecialised and highly demanding applications.Combinations of reinforcing fibres and aresinous matrix are referred to as compositematerials or “composites”. Composites arebasically inhomogeneous and anisotropicmaterials: The properties differ from place toplace in the material and differ also indifferent directions. In composites, the goodproperties of the reinforcing fibres (strength,stiffness) are combined with the goodproperties of the resin (protection againstmoisture, corrosion resistance, etc.). Com-pared to the usual construction materials suchas steel, concrete, wood and aluminium,composites have a number of unique materialproperties. These properties are caused partlyby the material itself and partly by theprocessing methods used in the production ofthe composite materials.In the next section, a number of materialproperties are explained and the differencesbetween composite materials and the usualconstruction materials steel and aluminium aregiven.
Weight
Steel has a specific weight of 7.8 kg/dm3,aluminium of 2.7 kg/dm3 and composites of
Composites:Structure …
… andproperties

Strength 27
approx. 2.2 kg/dm3. On a volume basis, com-posites have the lowest weight. However,weight alone is not always the decisive factorwhen choosing a construction material; themechanical properties are also of greatimportance.
StrengthThe dimensions of most materials changeunder load. In comparing different ma-terials under load, stiffness is measured. Thedegree of stiffness is expressed as the modulus of elasticity, abbreviated to the E-modulus. Steel, for example, has an E-modu-lus of approx. 210,000 MPa, whereas com-posites have an E-modulus of between 7000and 40,000 MPa, depending on the glasscontent and glass fibre orientation in thecomposite.
Table 1:Mechanical prop-erties of composites,compared with steel,aluminium and wood
Low specificweight
Glass % by – 30 – 60 75 – –content weight 35Tensile MPa 75 120 350 1200 390 250 100 –strength 180E- MPa 3300 8500 20,000 40,000 210,000 80,000 8000 –modulus 15,000Flexural MPa 130 245 360 1200 430 330 70 –strength 140Density kg/m3 1300 1450 1750 2000 7800 2700 600 –
1100Strength MPa/ 1.1 1.7 4 12 1 1.87 3.3per weight kgunit
Uni
t
Non
-rei
nfor
ced
UP
res
in
GR
P w
ith c
hopp
edst
rand
mat
GR
P w
ith b
idire
ctio
nal
rovi
ng fa
bric
GR
P w
ith u
nidi
rect
iona
lro
ving
fabr
ic
Con
stru
ctio
n st
eel
Alu
min
ium
Woo
d

28 Properties of resins and composites
The combination of mechanical properties andweight gives an interesting comparison be-tween metals and composites. If the mechan-ical properties are compared as a function ofthe specific weight in each case, compositesprove to be really lightweight constructionmaterials (Table 1).
Electrical propertiesComposites are electrical insulators. They cantherefore be used in many electrical appli-cations where metals cannot. Examples areelectrical switchboxes, ladders and cablegutters.
Thermal propertiesUnsaturated polyester resins are thermosetpolymers. They cannot be made liquid againby increasing the temperature, as canthermoplastic polymers (polyethylene, poly-amide, etc.). The polymerisation reaction is ir-reversible. In spite of this, when UP resins are exposed to higher temperatures, they become moreflexible. The mechanical properties change. Itis therefore important to know at whichtemperatures composite materials can still beused. The “heat deflection temperature”(HDT; ISO 75) is an indication for the max-imum temperature that can be applied tocomposite materials. For standard polyesterresins, the HDT ranges between 60 and 100°C. The long-term heat resistance is anotherimportant property of composites. Whenexposed to high temperatures for a longerperiod, UP resins slowly degrade and show anumber of changes. Most important are theincrease of stiffness (caused by continuedcross-linking), the lowering of strength
Electricalinsulators
Thermosetpolymers
Long-term heat resistance

Corrosion properties 29
(caused by increased brittleness) and thechange of appearance (discoloration, crackformation, etc.) caused by oxidation processes.Composites made with standard UP resins canwithstand long-term exposure to temperaturesup to between 80 and 120°C. The use ofspecial heat-resistant UP resins makes long-term exposure to temperatures as high as220°C possible.
Corrosion propertiesUP resins show very good corrosionbehaviour. The use of standard UP resins is
Fig. 18:Chlorine filtrationplant
Special heat-resistant resins

30 Properties of resins and composites
very widespread in boat building. Boats built40 years ago still show a very good resistanceagainst the continuous exposure to water.When more demanding corrosion resistance is required, a whole range of different resinformulations is available. The highestcorrosion resistance is obtained withbisphenol-A-based resins and vinyl esterresins. Typical applications for vinyl esterresins are storage tanks for strong acids,solvents, mineral oils, etc. Vinyl ester resinsalso show good thermal stability. They aretherefore also used in high-temperatureapplications such as chimneys, chlorinefiltration plants, etc. (Fig. 18).
High corrosionresistance

31
Processing techniquesJust as wide as the range of UP resins and their formulations is the range of differentprocessing techniques, from manual oper-ations to highly industrialised processes. Thechoice of the processing technique depends onmany factors such as the size and thecomplexity of the product and the productionnumbers. Two ways of processing must be distin-guished, i.e. open-mould processes and closed-mould processes. In open-mould processing, asingle mould is used in which the product ismade. The mould is a negative form of thefinal product, usually a female mould. Incontrast, closed moulds are made up of twoparts. The surface condition of the mouldlargely influences the quality of the final prod-uct. The production of a good-quality mould isno quick and easy matter.
Mould makingMoulds for open-mould processes are fre-quently made out of glass fibre-reinforcedvinyl ester or epoxy resins. Compared to metalmoulds, the advantages of these compositemoulds are:
• they are relatively cheap to produce andeasy to manufacture;
• they are suitable for the production of largeproducts;
• repairs and modifications can be easilydone.
Composite moulds also have some disad-vantages:
Open- andclosed-mouldprocessing
Alternative tometal moulds

32 Processing techniques
• they have a relatively short production life,i.e. the number of products that can be madewith composite moulds is limited;
• the surface quality is generally not as goodas with metal moulds;
• the strength of composites limits their use inclosed-mould applications.
GRP (glass fiber-reinforced plastic) mouldsare made as follows: As a first step, a model ormaster pattern is made from wood, plaster,steel, plastic, etc. The master pattern is areplica of the finished product. The mastermust have a high-quality surface finish,because the production moulds are made fromit. The next step is to produce a master mouldor production mould from the master pattern.The following general points must always beconsidered:
• The surface finish of the master patterndictates the quality of the surface finish ofthe final product.
• Good mould making is a slow and carefulprocess. Attempts to use shortcuts usuallylead to inferior products.
A surface coating or wax must be applied tothe master pattern to act as a barrier andrelease agent between the pattern and themould. A layer of dark-coloured gelcoat is thenapplied to the pattern. After sufficient curing ofthe gelcoat layer, the lamination can start. Alayer of catalysed resin is applied to the gelcoatand a glass fibre surface tissue is brushedcarefully into the resin. The surface tissueprevents any glass fibre pattern showingthrough the gelcoat and minimises the risk ofair entrapment immediately behind the gelcoat. When the surface tissue layer is sufficientlycured, lamination can continue. Layers of
Work cycle: Pro-duction of themaster pattern
Lamination

Hand lay-up technique 33
chopped strand mat are applied together withcatalysed resin. Sufficient layers have to beapplied in order to impart the required strengthand stiffness to the mould. When all laminating work is done, the mouldis cured, still on the pattern, for at least 48hours at room temperature. Reinforcing ribsand supports, etc. are then positioned at the relevant locations. The mould is then post-cured during 6 to 8 hours at 50 to 60°Cbefore it can be released carefully from thepattern. Before the mould is used for production of thefinal products, it must be impregnated withrelease wax in order to protect the surfacefrom attack by styrene monomer.
Hand lay-up techniqueEven though the hand lay-up technique is theoldest of the processes for glass fibre-reinforced plastics, it is still used today for theproduction of medium- to large-size productsin limited piece numbers such as covers formachines and installations, boat hulls and
Fig. 19:Hand lay-up
Curing
Surfaceprocessing
Applications
Mould
De-aeration roller
Activatedresin
Wetted glass fibers

34 Processing techniques
decks, trailers, etc. (Fig. 19). The hand lay-uptechnique is also a very important processingtechnique extensively used for mould making,prototyping and development purposes (Fig. 20). Because the final result depends directly on the skills of the operator, well-trainedoperators are a prerequisite. Operator costsconstitute a large part of the total costs of this processing technique.
Fig. 20:Manufacture ofa boat hull using the hand lay-uptechnique
Before starting the lamination, the mould iscleaned carefully and release agent is appliedto the mould. Subsequently the gelcoat, ifrequired, is applied. Then layers of glass matare cut to the required shape, put into place inthe open mould and saturated with polyesterresin. The glass fibres must be completelywetted out by the resin and air bubbles mustbe removed with special serrated rollers. Aftercuring at room temperature, the mouldings are
Characteristics
Process steps

Spray-up technique 35
removed from the mould, trimmed andfinished.
Spray-up techniqueSpray-up is a partly mechanised version of thehand lay-up process. The resin is applied to themould surface simultaneously with choppedglass fibre rovings (Fig. 21).
Fig. 21:Spray-up
In the spray gun, the resin is premixed with the organic peroxide. At the same time, the glass fibres are pulled from a roving spool and fed into rolling knives(cutters) by means of air pressure. They arecut into lengths varying from 20 to 60 mm.The glass fibres are blown into the resin spray and are deposited on the mould surface together with the resin. Similar to the hand lay-up process, it is also necessaryhere to impregnate the glass fibres, which is done with brushes and rollers, and toremove enclosed air bubbles with specialserrated rollers.
Procedure
Resin Hardener Rovings
De-aeratedlaminate
Mould

36 Processing techniques
In the conventional spray-up process, acertain amount of styrene evaporates. Newspray equipment nowadays operates withsophisticated methods to spray the resinwithout forming a mist of small parti-cles. Specially shaped nozzles or fluidimpingement techniques are used to reducethe evaporation surface area of the resindroplets. A considerable reduction in thestyrene emission is the result. In combinationwith the use of resins with a lower styrenecontent and skin-forming additives, thismodern equipment has succeeded in reducingthe exposure of workers to styrene consider-ably. The spray-up technique is particularly suitablefor the production of parts with complicatedcontours. When made with the hand lay-uptechnique, a lot of parts have to be cut fromthe glass fibre mats. This is a labour-intensiveoperation and leads also to considerable lossof material. The glass fibre material for spray-up is used in the form of a continuous roving,which is the cheapest available form of glassfibre.With spray-up, the quality of the final productsalso depends – in a similar way to the handlay-up technique – on the skills of theoperator. Whereas the use of cut matsguarantees a constant glass content, even overlarge surfaces, fibre-sprayed parts often havevarying wall thicknesses with varying glasscontent.
Injection processesInjection processes, also known as resintransfer moulding (RTM) processes, are by no means new. There are several variationspossible for injection processes, but they are all based on the same principle, i.e. a
Variants
Applications

Injection processes 37
resin, already equipped with the proper curing system, is injected into a closed,double-sided mould. This can be done underhigh pressures (up to 20 bar), but also undervacuum. The process starts by cutting the reinforcingmaterial in the appropriate shape of the finalproduct. This is then placed in the mould.Alternatively, prefabricated reinforcementscalled preforms are used. Together with thereinforcements, other products such as PU orPVC foam and metal inserts are placed in themould. In this way, parts that are important forthe later function of the moulding (e.g. metalthreads for bolted connections) are integratedat an early stage.Double-sided moulds are now closed. For very large structures, which are made byvacuum injection (e.g. boats, windmills, etc.),a flexible film is used as the upper mould. Thefilm is draped on top of the reinforcement. Assoon as the vacuum is applied, the film isdrawn into the mould and will follow thecontours of the product. Then a carefully
Fig. 22:Injection process
Work cycle
Resin
De-aeration
Mould
Glass mat
38 Processing techniques
calculated amount of activated resin is in-jected. After curing, the film or the uppermould is removed and the product is taken outof the mould.Important advantages of this closed-mouldsystem are the absence of styrene emission, ahigh reproducibility and a far less labour-intensive operation. With injection pro-cesses, products of a high quality can beproduced.
Filament windingThe filament winding process differs from theforegoing processes in that the reinforcingfibres are wound onto a positive mandrel.Filament winding is a process to producehollow, cylindrical, oval, conical or sphericalshapes in GRP. The most important appli-cations for this process are tanks, containers,silos (on which the end caps are frequentlyhand-laminated), and pipes. There are various ways to produce filament-wound articles. A distinction can be madebetween the winding principles (lathewinding, wobble winding or planetarywinding), the reinforcing material (stripewinding, roving and filament winding) andalso between the angle of the reinforcement tothe winding axis (biaxial winding, parallelwinding or cross winding). The reinforcement is drawn through animpregnating bath, which contains the resin,already equipped with the proper curingsystem. Depending on the application the resinmay also contain fillers. The reinforcement iswound on a rotating mandrel until the requiredwall thickness is reached (Fig. 23). Thewinding angle and the glass content can beadjusted to obtain the required mechanicalproperties.
Advantages
Principle
Process variants

Centrifugal casting 39
Typically, cylinder diameters ranging from 40 mm to 8 m are wound on stationary ma-chines (i.e. in a factory). For bigger diameters(which will present a transport problem), wind-ing machines have been developed with whicha product can be produced directly on site.For the industrial production of pipes in large lengths, a continuous winding process,the Drostholm process, has been developed. In this process the winding mandrel is anendless stainless steel band which runs under an angle on a turning support construc-tion. Set into rotation, the band makes ahelical movement and the webs of resin-impregnated reinforcing material are continu-ously wound. The complete mass goes througha ring oven in which the curing takes place.After the curing oven, the steel band isreleased from the inside and moved back tothe start of the process. The cured wound partis transported to a cutting system and cut intopieces.
Centrifugal casting Centrifugal casting is an industrial process forthe production of pipes, masts (e.g. flagpoles),
Fig. 23:Filament winding
Drostholmprocess
Rotatingmandrel
Reinforcingmaterial
Impregnatingbath

40 Processing techniques
rollers and containers. The casting equipmentconsists of a cylinder (often made of steel),which lays on a series of bearings and canrotate with adjustable speed. The drive is viaeither V-belts or rollers, upon which thecylinder rests.Very often, a mixture of glass fibres and resin is dosed simultaneously to the rotatingcylinder (Fig. 24). As a result of the centri-fugal forces, the glass fibres are impregnatedand optimally de-aerated. A tube with a goodsurface quality is the result. The mechanical properties of the tubes aredetermined by the amount of reinforcing fibresas well as by the turning speed of the cylinder.
Fig. 24:Centrifugal casting
Tubes which are used for sewage watertransport must have a high wall thickness,resulting in a good cylindrical stiffness. Forthis purpose, sand is added to the resin/glassfibre mixture, which increases the total massof the pipe.Considering the (low) amount of workinvolved, the centrifugal casting process isextremely rational. Notwithstanding this,relatively expensive centrifugal cylinders and
Equipment
Characteristics
Resin Curingagent
Rovings,fillers
Rotating cylinder

Casting 41
precisely balanced units are necessary.Because of this, the process is only of interestfor series manufacture.Another application of the casting process,where no fibre reinforcement is used, is theproduction of buttons. In this case, theactivated resin is poured into a rotatingcylinder. The curing system is adjusted in suchway that a slow and gradual cure develops.Before curing is complete, the still flexiblesheet of resin is taken from the cylinder androlled out. Button rounds can be punched from the sheet and subsequently cured in hotwater.
Casting Another process for the application of UPresins without using reinforcing fibres is the casting process. The activated resin is cast manually or by means of a dosingmachine in a hollow mould where it cures andsolidifies. In many cases the resins are mixed
Applications
Manual or ma-chine processing
Fig. 25:Washbasin manu-factured using thecasting technique

42 Processing techniques
with fillers to obtain less shrinkage duringcure or to save costs on raw materials. Thefillers can also have a functional effect such asgiving colour or hardness to the cast article. Insome cases the mould is coated with a gelcoatbeforehand or the resin is coloured with acolouring paste.The casting process is used for the productionof sanitary articles (e.g. kitchen sinks orwashbasins, Fig. 25), marking stones, draingutters, cattle feeding troughs, furnitureornaments or rods for the production ofbuttons.
Pultrusion
Pultrusion is a technique to produce glassfibre-reinforced profiles. Dry glass fibrerovings are pulled through a resin bath inwhich they are impregnated with UP resin.After impregnation, the fibres are pulledthrough a heated die in which the resin curesat temperatures of 110 to 160°C. The die hasthe shape of the end product. After curing inthe die, the profiles are cooled down and cut tothe desired length.
Fig. 26:Pultrusion
Oven
ProfileDie
Reinforcing material
Impregnatingbath

Pressing processes 43
With the pultrusion process, virtually everydesired profile can be manufactured. Awide range of standard industrial profiles is available in the usual U-, I- and O-shapes,but with pultrusion, very complicated pro-files can also be made. These profiles find their use in a wide variety of endmarkets.Early applications for pultruded profiles werethe production of fishing rods. Nowadays,they are used, e.g. in the transport sector, forinfrastructural applications and in the chemicalindustry for walking grids.Pultruded profiles have a high glass fibre content and consequently a very highmechanical rigidity. This is a particularadvantage in civil engineering applicationssuch as bridge-building and constructions forproduction installations. Compared to steelprofiles, GRP-pultruded profiles show a muchbetter corrosion resistance and have betterelectrical insulating properties.
Pressing processesPressing processes are used for the productionof complicated shapes with a high repro-ducibility. These processes are typically suitedfor large-series production.There are two distinctly different pressing processes, i.e. wet pressing and hot pressmoulding using a semi-finished intermediatesuch as SMC (sheet moulding compound) orBMC (bulk moulding compound).
Wet pressing In the wet pressing process, the reinforcingmaterials – cut-to-size glass mats, woven glassor preshaped glass mats (also called preforms)– are placed dry in the mould. The mould is always a double mould, made of UP or
Advantages ofthe process …
… and theproducts
Suitable forrepetitive work

44 Processing techniques
epoxy resin or of metal, fixed in a hydraulicpress. A carefully metered quantity of resin thatcontains all the necessary fillers, pigmentsand curing agents, is poured on top of thereinforcement and the mould is closed. Ingeneral, high-reactive resins are used in thisprocess. As a result of the polymerisationheat, the mould heats to a temperature of 40to 70°C. This accelerates the curing processeven more. When the process is running well,an equilibrium is formed between the heatgenerated by the polymerisation and the heatdissipated to the surroundings. Once thispoint has been achieved, four to eightproducts can be produced per hour. When heatable steel moulds are used, thecycle time can be further reduced. Theprocess is then called warm pressing. Heatingof the moulds can be done with steam, heatingoil or electricity. A temperature of 80 to140°C is reached. Just as with cold pressing,the mould is charged with reinforcing
Fig. 27:Wet pressingproduction
Cold pressing
Warm pressing

Pressing processes 45
material and in many cases with an alreadyactivated resin mass that contains fillers. The mould closing speed is slowed down in the last stage of closing. This prevents any movement of the reinforcement due to a high resin flow, and gives the air anopportunity to escape from the glassreinforcement. Depending on the resin type,the wall thickness and the temperature, acycle time of 3 to 5 min can be reached.Warm pressing is a very economic process,suitable for the production of larger series in agood quality that is free from entrapped air(Fig. 27).
Processing of moulding compoundsA breakthrough in the industrial-scale manu-facture of products for the electric and theautomotive industry was reached by usingmoulding compounds in a pressing process.The typical composition of the SMC andBMC materials processed in this way is shownin Table 2.
Table 2:Typical compositionof SMC and BMC (phr: per hundredparts of resin + LPA;*): resin + LPA = 100)
Semi-finishedproducts SMCand BMC
Raw material SMC BMC
UP resin 50 – 70 50 – 70
Low-profile additive (LPA) 30 – 50 30 – 50*)
Organic peroxide (phr) 1.0 – 2.0 1.0 – 2.0
Fillers (phr) 100 – 200 175 – 350
Zinc stearate (phr) 3.0 – 6.0 2.0 – 5.0
Pigments (phr) 0 – 10 0 – 10
Magnesium oxide paste 1.0 – 2.0 0.3 – 2.0(35% MgO, phr)
Glass fibre
Fibre length 20 – 50 3 – 12 (mm)
Glass fibre 20 – 40 3 – 15content
46 Processing techniques
Sheet moulding compoundThe use of sheet moulding compound is a very important production process for theproduction of GRP parts. SMC is a flat sheet-like compound, produced in a continuousmoving belt process and coated on both sideswith polyethylene or polyamide film. As glass fibre reinforcement, cut glass rovingsare used in most cases. Calcium carbonate is the most commonly used filler. Becauseresin and glass – the major components – are available in many different variations and can be combined at will, the respect-ive product can be tailored to the individ-ual requirements (e.g. weather-resistance, re-sistance to chemical attack, high surfacequality, mechanical strength) in an optimalmanner. Magnesium oxide in the formulation can reactwith the free acid groups of the resin. Thisresults after a few days in an enormousincrease of the viscosity of the SMCformulation. A leather-like sheet is formedwhich is almost non-sticky and easy to handle– a prerequisite not only for the robot-controlled cutting to shape, but also for theentire automatic treatment process. The resin
Fig. 28:SMC is used, e.g. forthe production of carboot lids
Additives
Components

Pressing processes 47
is still not polymerised at this point, and cross-linking does not occur until after moulding.The accelerator and all other additivesnecessary for the process are, however,already contained in the semi-finishedproduct. The protective polyamide film is removedfrom the pieces, which are then placed into thesteel mould. The mould is closed and at apressure of 100 bar and a temperature of150°C, the SMC flows into the mould cavitieswhere it cures. The cycle time for an SMCpress operation is – depending on the size andcomplexity of the product – between 30 s and3 min. In the production of car body parts, SMCsystems have been developed that curewithout shrinkage (Fig. 28). The result is ahigh-quality surface of the parts, a so-called“class A” surface. This quality is equivalent toa “mirror-like” finish.SMC production installations represent thestate of the art. Most of the process parameterssuch as weight per area unit, glass content andfiller content are programmable. A micro-processor controls the machine parameterssuch as the feed rate, belt speed or speed of thecutting unit. During production operations,these data are monitored constantly.
Bulk moulding compoundFor the production of certain complex parts,the use of bulk moulding compound is avariation on the SMC technology. BMC is a dough-like material, made bymixing all ingredients together in a heavy-duty mixer. BMC is usually processed bymeans of injection moulding or compressionmoulding. A typical product made of BMC isa headlamp reflector (Fig. 29). These areinjection-moulded fully automatically in very
Processing
Productionplant

48 Processing techniques
short cycle times. Modern installationsproduce several thousands of these productsper day.
Fig. 29:Headlamp with areflector made ofBMC

49
Applications ofunsaturated polyesterresinsBoat building The marine industry is a classic example of anapplication for glass fibre-reinforced UPresins. Around the 1950s, the first smallrowing, sailing and motorboats were producedin series from standard orthophthalic resins. Inan area where a lot of parts were made byhand, GRP showed a tremendous potential as anew construction material for the productionof complete ship hulls and decks in seriesproduction. It revolutionised the ship buildingindustry. Today, the marine industry is still a majorapplication area for glass fibre-reinforced UPresins (Fig. 30). To an increasing extent, boats,yachts and motorboats are being made of theseresins. Convincing is not only their impressive
Fig. 30:Boat building is animportant applicationarea for glass fibre-reinforced plastics
Classicapplications

50 Applications of unsaturated polyester resins
properties but also a favourable price-per-formance ratio.
Building industryFlat and corrugated sheets, light domes andskylights, rain gutters, complete covers forsewage water treatment plants, washbasins,shower cabins, dormer windows and doorornaments – this list of products, which can be
Fig. 31:Rain gutter madeof GRP
easily extended to a great length, shows theversatility of the use of GRP as a constructionmaterial in the building industry (Figs. 31 and32).The strong points of GRP in this market arethe freedom of design, a high dimensionalaccuracy of the product as well as theexcellent compatibility with other constructionmaterials.In chemical plants, the construction materialsmust be able to withstand harsh conditionssuch as exposure to water, acids and solvents,oxidising media and changing temperatureconditions. There is hardly a material that isbetter suited for these conditions than glassfibre-reinforced UP resins.
Advantages ofthe material

Transport industry 51
New areas in civil engineering where the useof GRP shows potential is in the constructionof bridges and concrete repair.
Transport industryThe material properties of composites makethese materials very suitable for applicationsin the car and lorry industry. GRP parts forindustrial and utility vehicles (e.g. machinecovers, spoilers, roof sleepers, side skirts, etc.)were among the first to be made in seriesproduction. Car body parts for passenger carswere first made in small series. Around 1970,GRP started to be used for car bumpers. Thefurther development of resins and systems forSMC and BMC made it possible to producehigh-quality class A products in very largeseries. Nowadays, many car brands apply GRPin the production of engine covers, doorelements, boot lids, etc. Some cars even havecomplete GRP bodies.
Fig. 32:GRP is also used forthe construction ofswimming pools
Production of ve-hicle components
Manufacture of complete carbodies

52 Applications of unsaturated polyester resins
Today, the potential for GRP is not by far fullyexplored. New applications come on themarket regularly, especially in public transport(light-rail systems, high-speed trains), theaircraft industry and in the production ofleisure vehicles such as caravans and mobilehomes. Here again, the use of GRP is based ona number of sound arguments:
• Compared with steel, GRP parts are approx.40% lighter at the same stiffness. This leadsto a substantial reduction of weight and thusa better fuel economy (Fig. 33).
Fig. 33:Energy balance ofdifferent materials(GMT: glass mat-filled thermoplastics)■ Components
manufacture■ Driving mode■ Savings over steel
• The excellent impact resistance of GRPoffers protection against damage by stonechips and hailstones.
• GRP offers a virtually unlimited freedom ofdesign. Complicated structures and shapescan be produced in one single productionstep. The aerodynamic and design require-ments of modern vehicles can be metwithout any problem.
• GRP offers good corrosion and weatherresistance, which guarantees a very longservice life.
Steel
60
45
30
15
0
Cru
de
oil
eq
uiv
ale
nt
in l
SMC GMT Alu-minium
Recycledaluminium
Process equipment 53
• The excellent class A surface quality makes it possible to paint GRP in modernlacquering installations.
• Special resin systems are available for caseswhere a high fire-resistance is needed, suchas in the railway industry.
• GRP is a good conductor for electromag-netic waves. This is rapidly becoming amajor advantage in the car industry whereantennas and transmitters for radio, mobilephones and satellite navigation are inte-grated in GRP parts, e.g. the boot lid ofpassenger cars.
Process equipmentThe good corrosion resistance of unsaturatedpolyester resins and vinyl ester resins makethem very suitable for the construction ofchemical process equipment. The first applications were developed in the 1960s for the pulp and paper industry. Very corrosive chemicals were used inbleaching pulp. The usual equipment in thosedays was constructed of wood or sheet metaland showed severe corrosion problems. Thecombination of corrosion-resistant materials(bisphenol-A-based resins and later vinyl esterresins) and a very flexible processing tech-nique such as filament winding made itpossible for complicated pieces of processequipment to be made that were cheaper,lighter and very corrosion resistant. Another early application for corrosion-resistant resins was the ore industry. Manymetals are extracted form natural ores byreactions with strong acids or cyanide solu-tions. Extraction vessels made of bisphenol Aresins show a very long service life. Incomparison, vessels made of highly corrosion-resistant metal alloys such as stainless steel,
Pulp and paperindustry
Extraction ofmetals

54 Applications of unsaturated polyester resins
Hastelloy®, etc., would be much more ex-pensive and more difficult to handle andinstall. The modern vinyl ester formulations also havea good thermal stability. They are usedextensively now in the construction of processequipment which runs at operating tempera-tures of 160°C and higher. The burning ofmunicipal waste in modern waste incinerationplants is a good example of the application ofsuch corrosion-resistant systems. The fluegases of these incinerators have to be cleanedthoroughly before letting them escape into theatmosphere. Acid components in the flue gasesare washed out at operating temperatures of160 to 180°C. Many process equipment parts are cylindric-ally shaped. Filament winding is therefore thebest production technique in this case. Theconstruction is done in several steps. On thecylindrical mould, also called the mandrel, arelease film is wound, usually made ofpolyethylene terephthalate (PET). On this filmthe first layer of vinyl ester resin is applied ina thickness of approx. 500 to 1000 µm. In theresin layer, a thin non-woven glass fibre veil is wound to give the resin layer a better im-pact behaviour. After an initial cure of the vinyl ester layer, acorrosion barrier is built up with choppedglass fibre and vinyl ester resin, usually to atotal layer thickness of approx. 3 mm. Thislayer is also left to cure. Finally, a constructivelayer is applied to a thickness which isnecessary for the specific piece of equipment.The wall thickness can become as high as 50to 90 mm, depending on the size of the tank,the height and the internal pressure. Theconstructive layer does not necessarily have tobe made from vinyl ester resin. It is notsubjected to the same corrosive environment
Incinerationplants
Filament wind-ing technique
Structure of thevessel wall

Sewer relining 55
as the inside of the vessel. Figure 34 shows apurification system used to clean gas withsulphuric acid. Another important application wherecorrosion resistance plays an important role isthe use of polyester or vinyl ester resins inpipelines for the transport of sewage water orchemicals. An established process for theproduction of long lengths of pipe is thecontinuous filament winding or Drostholmprocess (see also chapter “Filament winding”,p. 38).
Sewer reliningAn interesting application of growing im-portance for unsaturated polyester resins is the relining of damaged or worn sewer sys-tems. The usual way to repair such a sewer system is by digging up the streets and replacing the whole system with new concrete struc-tures. Such complicated and time-consuming
Fig. 34:Process plant madeof vinyl ester resin
Usual procedure

56 Applications of unsaturated polyester resins
operations are hardly possible anymore intoday’s traffic-laden cities.In the 1970s, a new approach to the repair ofsewer systems was developed in the UK. Theidea is as simple as it is ingenious: A non-woven felt is sewn into a tube with awatertight coating on the outside. The felt tubeis impregnated with polyester resin whichalready contains a high-temperature curingsystem. The felt tube is inserted inside out intothe sewer system through a manhole (Fig. 35)so that the watertight layer is now at theinside. In one go, lengths of 600 m can beinserted. As soon as the felt is inserted
Fig. 35:The sewer reliningprinciple
completely, the curing is started by circulatinghot water through the pipe. Within 24 hoursthe sewer is completely relined and the streetis open to traffic again. After this initial invention many variations on the relining technology were developed.The use of hot water to cure the lining is anenergy-consuming operation. Alternative sys-tems use resins that are equipped with lightinitiators. The lining is inflated by means ofcompressed air to allow remote-controlled
New principle
Process variants

Wind energy plants 57
robots equipped with UV lamps to navigatethe sewers. The UV light serves to cure theresin. On the reinforcement side, variationshave been developed with woven glass fibretubes.
Wind energy plantsUnsaturated polyester resins are used in anumber of applications associated with energygeneration. The most striking one is theproduction of windmill blades (Fig. 36). Windmill blades are aerodynamically andgeometrically complicated shapes. Besidesthis, the mechanical strength and stiffness,weather resistance and impact behaviour areimportant parameters for modern windmillblades. Other important aspects arelightweight construction, to achieve themaximum energy yield and freedom ofmaintenance. Glass fibre-reinforced polyesterresins proved to be the best constructionmaterial for the production of these modernwindmill blades. The energy output of a modern windmill haschanged dramatically in the last 10 years. In1990, a capacity of 100 kW was consideredstate of the art; nowadays, a windmillgenerates as much as 3 MW of energy. Thetotal span of the blades from tip to tip isbetween 60 and 80 m. This development con-tinues; offshore installations are on the draw-ing board with planned capacities of 5 MWper windmill. In this case, the total span of theblades increases to more than 90 m, evenexaminations on spans of more than 100 m arealready made. The forces exercised by the wind on blades of this length put very high demands on the construction material. Fatigue resistance is paramount; even after many years of
Fig. 36:Wind energy plant
Increasingcapacity
Demands on the material
58 Applications of unsaturated polyester resins
operation, the blades must remain stiff enoughto withstand bending forces by full wind.
Storage and transport of materialsDepending on the substance to be stored ortransported in a GRP container, specificrequirements are necessary. The storage offoodstuffs, for instance, requires that nomaterials migrate from the container or theenvironment into the foodstuff. GRP is, oftenin combination with other materials (e.g.polyurethane foam), very suitable for theproduction of storage and transport containers. GRP is therefore suitable for the manufactureof, for example:
• containers and vessels for the transport ofdangerous goods by lorry or ship;
• storage bins and silos for electrolysissystems, water treatment plants (includingindustrial demineralisation plants), and forthe textile, paper and pulp industries;
• containers used for processing and storingproducts such as sugar, fruit juice, bread andpastries, meat, animal fodder, fertilisers,cereals, de-icing salt, sand, limestonepowder and aluminium sulphate.
Other main applications are containers andpipes for storing and conveying acids, causticsolutions, liquids and gases of varyingtemperature as well as pipes for long-distanceenergy plants and for sewage systems (Fig. 37).
Fig. 37:Storage tanks forchemicals

59
Environmentalaspects
Styrene emission
Styrene is a colourless to slightly yellow,rather volatile liquid with a sweet and pungentodour. It has a boiling point of approx. 145°Cand a vapour pressure of 10 hPa at 20°C.Styrene has a very low odour threshold, i.e.the presence of styrene can already be noticedat concentrations that are as low as 0.15 ppm(parts per million) or 0.64 mg/m3. Although styrene is found in nature (e.g. manyfoods such as strawberries, beans, nuts, beer,wine, coffee beans and cinnamon contain lowconcentrations of styrene), most people nevercome directly in contact with this raw materialexcept in its chemically altered form. Thesituation is different for people who work infactories where it is produced. In all Europeancountries, strict regulations to limit workerexposure to styrene are in force. In most cases,the MAC value (the maximum allowableconcentration) for styrene is limited tobetween 20 and 50 ppm. Although injurious tothe health in high concentrations, there is nodanger involved in handling styrene providedthe specified MAC values are observed.When processing unsaturated polyester resinsin open processes such as hand lay-up orspray-up, a part of the styrene will evaporate.The styrene emission from a polyester resinhas to be split in two parts, i.e. dynamicemission and static emission. As long as a resin is processed, e.g. by spray-ing or rolling, the surface of the resin is con-stantly renewed and styrene will continue toevaporate. This is called dynamic emission. As
Characteristicsof styrene
Dynamic andstatic emission
60 Environmental aspects
soon as the resin is left to cure, the evap-oration of styrene is called static emission.The amount of styrene that evaporatesdepends on several factors. A few of them willbe explained.
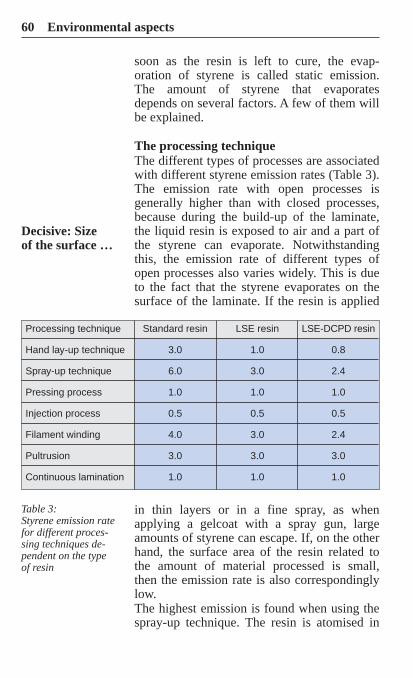
The processing techniqueThe different types of processes are associatedwith different styrene emission rates (Table 3).The emission rate with open processes isgenerally higher than with closed processes,because during the build-up of the laminate,the liquid resin is exposed to air and a part ofthe styrene can evaporate. Notwithstandingthis, the emission rate of different types ofopen processes also varies widely. This is dueto the fact that the styrene evaporates on thesurface of the laminate. If the resin is applied
Table 3:Styrene emission ratefor different proces-sing techniques de-pendent on the typeof resin
in thin layers or in a fine spray, as whenapplying a gelcoat with a spray gun, largeamounts of styrene can escape. If, on the otherhand, the surface area of the resin related tothe amount of material processed is small,then the emission rate is also correspondinglylow.The highest emission is found when using thespray-up technique. The resin is atomised in
Decisive: Size of the surface …
Processing technique Standard resin LSE resin LSE-DCPD resin
Hand lay-up technique 3.0 1.0 0.8
Spray-up technique 6.0 3.0 2.4
Pressing process 1.0 1.0 1.0
Injection process 0.5 0.5 0.5
Filament winding 4.0 3.0 2.4
Pultrusion 3.0 3.0 3.0
Continuous lamination 1.0 1.0 1.0

Styrene emission 61
more or less fine droplets. These droplets havea high surface area per kg of product. Hencethe emission per kg of resin processed is high.Modern spray equipment is equipped withnozzles that generate bigger droplets of resin.This brings down the emission rate con-siderably. During rolling-out of a laminate, the styreneemission is also relatively high because thesurface of the resin is renewed constantly. Assoon as the laminate is consolidated and left tocure, the emission of styrene will decrease.
The curing speedStyrene evaporates from the surface of thelaminate as long as the resin is liquid. Acertain gel time is of course necessary in orderto finish the laminating work. As soon as thework is finished, the gel time should befinished also. As soon as a resin starts to gel,the styrene emission reduces rapidly. It istherefore important to adjust the gel time andthe curing speed as exactly as possible byusing the proper curing system.
The ambient temperatureA higher ambient temperature results in ahigher vapour pressure of styrene and thusalso in a higher evaporation of styrene fromthe liquid surface. The gel time of the resinwill still be more or less the same as at lowertemperatures, because it determines theworking time. The net effect of a higherambient temperature is thus a higher emissionof styrene.
Measures to reduce styrene emissionsThere are several ways to reduce styreneemission during the processing of polyesterresins. The first possibility is of course to addless styrene to a polyester resin. A typical resin
… consistency of the resin …
… and tem-perature
Reduction of thestyrene content

62 Environmental aspects
contains approx. 40% of styrene. This amountis not needed in its entirety for the cross-linking of the resins, but rather also to give theresin its proper viscosity to facilitate pro-cessing. When lower styrene amounts are usedin a resin formulation, the result will be ahigher viscosity. A reduction of the styrene content of polyesterresins can only be achieved by modifying thepolymer backbone of the resins. Recentdevelopments have been published in whichresins are described with contents of 25 to30% by weight.DCPD-based resins generally have a slightlylower polymer viscosity and contain approx.35% styrene by weight. Both types of resinsshow a lower dynamic emission of styrene(see also Table 3, p. 60). A widely used way of reducing the styreneemission is the use of film-forming additivesin the resin. The principle of these film-forming additives is a partial solubility of theadditive in styrene. It is added to a resin in lowquantities (max. 1%). The resins obtained insuch a way are called low-styrene-emissionresins or LSE resins.
Fig. 38:Effect of LSE addi-tives on styreneemission
Addition of film-formingsubstances
0
20
40
60
0 2010 30 5040 60
Time in min
Em
issi
ons
in g
/m2
Styrene emission 63
A frequently used film-forming additive is paraffin with a melting point of approx.56°C. This type of paraffin is only slightlysoluble in styrene. The paraffin additive is only active in the static phase of theemission. Once the resin is rolled and de-aerated, it is left to cure. Some styrene willstill evaporate from the surface. The effect isthat the paraffin additive separates from thesolution and forms a film on the surface. Thisfilm stops a further evaporation of the styrene(Fig. 38).A very effective way to reduce the styreneemission is the use of light-curable resins.Polyester resins are usually cured by means oforganic peroxides. An alternative way to curepolyester resins is by using initiators that areactivated by visible or ultraviolet light. Theseinitiators are added to the resin during theproduction phase. As long as the resin is storedin the dark, it will remain liquid. Whenworking with light-curable resins in dimmedlight conditions, the gel time is very long. Theresins cure quickly as soon as they aresubjected to a bright visible or ultraviolet light.The surface of the resin cures very quickly,forming a film of cured resin on top. This willstop the styrene emission almost instantly.Light-curable resins have only found a limiteduse in practice. Complicated products cannotbe made easily with light-curable resins, as anequal light intensity on all parts of a product isdifficult to achieve. Furthermore, the use oflight-curable resins is restricted to transparentproducts only. Fillers and pigments cannot beused in the product. The latest technical developments are in the direction of using closed-mould tech-niques for the production of composite parts. This will bring down the emission ofstyrene.
Use of light-curable resins
Application ofclosed-mouldtechniques
Limitations
64 Environmental aspects
Occupational health aspectsInvestigations over many years under largenumbers of polyester workers have not shownany evidence that styrene has carcinogenic ormutagenic effects. In spite of this, mostcountries have strict rules regarding the work-place exposure to styrene. The absorption of styrene in the human bodycan happen in two ways, i.e. through theinhalation of styrene vapour or through dermalexposure. Styrene metabolises rapidly in thehuman body. It is broken down into mandelicacid and phenyl glyoxilic acid, two substancesthat are excreted along with urine.The inhalation of styrene can cause narcoticeffects that are similar to the effects ofalcohol. Depending on the concentration ofstyrene in the air, the effects can vary from alight dizziness to headache and loss ofconcentration. The intake of styrene throughthe skin is considerably lower than throughinhalation. Wearing styrene-impermeablegloves will give sufficient protection.Working with open-mould methods is themain cause for the exposure to styrene. Theuse of low-styrene-emission (LSE) resins hasconsiderably reduced the exposure to styrenein the last 10 to 20 years. A major improve-ment here is the switch to closed-mouldmethods such as vacuum injection and RTM.These technologies are rapidly growing. Theylead not only to a lower occupational expos-ure, but also to better and more consistentquality of the products made of unsaturatedpolyester resin.
Effects on thehuman organism
Protectivemeasures
Ways of styreneabsorption

65
OutlookAlthough unsaturated polyester resins areconsidered to be mature products, there arestill new markets and applications opening upwhere these products will be used. Propertiessuch as light weight, corrosion resistance andversatility in processing methods are thestrong points when considering UP resins as aconstruction material. A few interesting newapplications will be described below in moredetail.
Offshore wind energy plantsThe market for windmill blades is stillbooming. The energy produced by windenergy plants reached a figure of 20,000 MWworldwide in the year 2000. All over theworld, this clean and renewable source ofenergy is being applied in rapidly increasingnumbers. The projected growth figures areambitious; the European Wind EnergyAssociation EWEA estimates that by the year2010, there will be an installed capacity of60,000 MW in Europe alone.The increasing demand for wind energy willlead to bigger installations built in areas wherethe highest wind potential is available.Building offshore will become a major newchallenge for the technology of wind energy.However, the conditions under which offshorewindmill plants are run are very rough and themaximum diameter for a windmill is stillincreasing. Blade lengths of 45 m are now onthe drawing board.In order to meet the requirements on mecha-nical strength and stiffness, materials andprocesses must be selected that permit themanufacture of lighter and more stable wind-
Increasingdemand forwind energy
Operation under extremeconditions

66 Outlook
mill blades which are capable of operating overprolonged periods without the need formaintenance. This is why the production pro-cess for windmill blades is changing from thetraditional open-mould techniques such ashand lay-up and spray-up to closed-mouldtechniques such as vacuum injection. Trad-itional production methods such as hand lay-up are no longer good enough to ensure a consistent quality and vacuum injection willbe the key process for the coming years.
Concrete reinforcementsConcrete is by far the most importantconstruction material for buildings and othercivil structures. The strength of concrete is to a
Fig. 39:Vinyl ester rebars in a bridge deckconstruction
Increasingdemands on the material

Automotive industry 67
large extent determined by the use of steelbars as reinforcement. Steel is sensitive tocorrosion, but the alkaline environment inconcrete prevents the steel reinforcement fromrusting away. In some cases, however, con-crete is used in very aggressive environments.Bridge decks are made of concrete. In thewintertime, salt is sprayed on the deck toprevent slippery surfaces. This salt solutioncan penetrate into the concrete and act veryaggressive on the steel reinforcement. In recent years, reinforcing bars have beendeveloped that are based on glass fibre andvinyl ester resin. These “rebars” are now usedfor the construction of bridge decks and othercorrosion-sensitive applications of concrete(Fig. 39).
Butane storage tanksButane and propane sold to the private marketis normally packed in steel bottles of 10 to 25litres. The steel bottles are heavy (the weightof the packing is more than that of the content)and behave very dangerously in a fire. Whenheated in a fire, steel butane or propane bottlesexplode. In Sweden, a company has developeda butane bottle of glass fibre-reinforced UPresin. The bottle weighs one third of a steelbottle and is safe in a fire. When exposed to afire it does not explode, but rather cracksslowly, allowing the burning butane to seepaway in a very controlled manner.An additional advantage is the transparency ofthe bottle. The liquid level inside the bottle canbe checked easily from the outside (Fig. 40).
Automotive industryIn the automotive industry, fuel efficiency,lightweight materials and design freedom are
Fig. 40:Glass fibre-rein-forced UP-resin butane tank
Replacement ofcorrosion-sensi-tive steel bars …
… by “rebars”
Use of the lowweight …
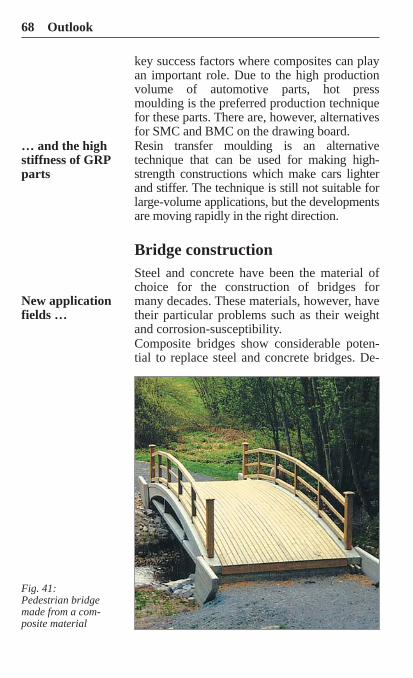
68 Outlook
key success factors where composites can playan important role. Due to the high productionvolume of automotive parts, hot pressmoulding is the preferred production techniquefor these parts. There are, however, alternativesfor SMC and BMC on the drawing board. Resin transfer moulding is an alternativetechnique that can be used for making high-strength constructions which make cars lighterand stiffer. The technique is still not suitable forlarge-volume applications, but the developmentsare moving rapidly in the right direction.
Bridge constructionSteel and concrete have been the material ofchoice for the construction of bridges formany decades. These materials, however, havetheir particular problems such as their weightand corrosion-susceptibility. Composite bridges show considerable poten-tial to replace steel and concrete bridges. De-
Fig. 41:Pedestrian bridgemade from a com-posite material
… and the highstiffness of GRPparts
New applicationfields …

Use of alternative materials 69
signing a composite bridge is a rather newengineering skill, but rapid progress is beingmade. All over the world, many compositebridges have already been installed forpedestrians and light traffic (Fig. 41). Heavierconstructions are on the drawing board alreadyand will soon be realised. In many cases,pultruded profiles serve as the base con-struction material for the structural stiffness of the bridge.
Use of alternative materials In this booklet, we have talked almostexclusively about UP resins and glass fibres.Both materials, however, are based on naturalresources that are not renewable, or theirproduction contributes to the generation ofgreenhouse gases such as CO2. Modern chemistry is now looking intorenewable resources for their raw materials.Natural fibres such as flax and hemp arealready being used in certain applicationswhere biodegradability plays an importantrole. Resin systems are being developed thatare based on agricultural raw materials such assoybean oil.
… with consider-able potential

The companies behind this book
BÜFA Reaktionsharze GmbH & Co. KGHohe Looge 8
D-26180 Rastede
Tel.: +49 4402 975-0Fax: +49 4402 975-300www.buefa.de
In 1883, two young and enterprising men – Ludwig Büsingand Friedrich Fasch – formed a wholesale establishment fordyes, chemicals and oil. The work they started then is nowbeing continued by 450 staff.Proud and aware of the responsibilities associated with thealmost 120-years-old BÜFA tradition, the five businessdivisions operate independently and with an open-mindedness for new developments around the world. Thefounding fathers already traded in chemicals andmanufactured cleaning products. Glass materials were addedto the range in the 1930s, and reactive resins in the early1960s. The formulation of in-house polyurethane systemsbegan in 1969.BÜFA Reaktionsharze GmbH & Co. KG has meanwhiledeveloped into one of the leading manufacturers of specialityproducts based on unsaturated polyester and vinyl esterresins. In cooperation with DSM Composite Resins AG,BÜFA produces gelcoats, bonding pastes, repair putties,pigment pastes and special resins on a large scale in its newplant in Rastede close to Oldenburg.The range of reinforcing materials, peroxides, acrylic pastes,releasing agents and further products made by otherrenowned business partners and available from BÜFA makesBÜFA the classic one-stop shopping partner with a leadingposition in Europe.The successful partnership with the processors of reactiveresins in all branches of industry is based on 40 years of know-how, sound experience, a complete range of services and ofmachinery and equipment for the processor.

DSM Composite Resins AGStettemerstraße 28
CH-8207 Schaffhausen
Tel.: +41 52 64 41-212Fax: +41 52 64 41-200 www.dsmcompositeresins.com
DSM Composite Resins is the leading European producer ofsolutions for the composite resin industry. With more than500 employees, DSM Composite Resins wants to con-tinuously improve its products and services. DSM Composite Resins has a single central office inSwitzerland, at the heart of Europe. From here the companycoordinates all its commercial and logistical functions andsupports the various production sites in the Netherlands,Britain, Italy, Spain and France, as well as its local CustomerCompetence Centres in Zwolle (Netherlands), Deeside (UK)and Como (Italy). DSM Composite Resins offers a wide range of chemistriesand formulations, enabling a broad range of processvariables and end-use properties. Chemistries includeunsaturated polyesters, vinyl esters, hybrids and specialtyresins for structural resins and gelcoat products. In addition,we use polyurethanes, polyamides, polyvinylacetate andsaturated polyesters in sizings, binders and plasticizers.DSM Composite Resins has state-of-the-art researchfacilities and equipment. We have organized our expertiseinto Competence Centres that focus on end-use marketsegments (automotive, marine, corrosion, sizings and bind-ers, etc.) or customer manufacturing processes (pultrusion,compression moulding, spray-up, etc.).