Embed Size (px)
Citation preview

Innovative Technologies for the Mining Industry
Creating Water Solutions for theMining Industry
www.vwsmining.com
VWS Mining Competence Centres
Veolia Water Solutions & Technologies Australia Level 4, Bay Centre, 65 Pirrama RoadPyrmont NSW 2009 – AustraliaPh. + 61 2 8572 0400 / Fax + 61 2 8572 [email protected]
Veolia Water Solutions & Technologies Australia and New ZealandCreating Water Solutions
SydneyUnit 2, 5 Stanton RoadSeven Hills NSW 2147Ph: + 61 2 8824 0200Fax: + 61 2 8824 0201
Melbourne341 Fitzgerald RoadDerrimut VIC 3030Ph: +61 3 9369 1555Fax: +61 3 9369 5054
Perth124 Kewdale RoadKewdale WA 6105Ph: + 61 8 9449 1700Fax: + 61 8 9353 4689
Brisbane5/26 Navigator PlaceHendra QLD 4011Ph: +61 7 3268 5990Fax: +61 7 3268 5993
Adelaide 500 Churchill RoadKilburn SA 5084Ph: +61 8 8168 0500Fax: +61 8 8168 0599
Darwin5 Dennis CourtBerrimah NT 0828Ph: +61 8 8947 8931Fax: +61 8 8947 3310
New ZealandLevel 3 , 149-155 Parnell Rd Parnell, Auckland 1052Ph: + 64 9 354 4174Fax: + 64 9 354 [email protected]
Crea
ting
Wat
er So
lutio
ns fo
r the
Min
ing
Indu
stry
- Ju
ly 2
011
© V
eolia
Wat
er So
lutio
ns &
Tech
nolo
gies
, M
atto
n ©
Cor
bis/
Des
ign
Pics
/ Pho
todi
sc, 2
010.
All
right
s res
erve
d.
Veolia Water Solutions & Technologies is a company of Veolia Environnement, www.veolia.com.au
Veolia Water Solutions & Technologies (VWS), a subsidiary of Veolia Water, is a leading global water and wastewater treatment technology company. We provide a full range of services including engineering, project management, design & build and maintenance services as well as long-term operation. Through a worldwide network of business units, VWS is active in all major mining countries and, thanks to the strong links between our business units, we are able
to resolve all water issues that our mining customers face. We offer advanced technologies and processes, including Membrane Filtration, Reverse Osmosis, Actiflo® Clarification, Discfilters, Neosep® Membrane Bioreactors, and Moving Bed Biofilm Reactors. We create water solutions for drinking water, process water and wastewater aimed at municipal, commercial & industrial customers.
AMDRO®
> Ideal for desalination of acidic wastewater with high concentrations of metals and calcium salts> Generates high-quality effluent with minimum pre-treatment requirements> Consists of multiple treatment processes, involving clarification, media filtration, reverse osmosis and ion exchange for polishing
Ultrafiltration
> Can be used as a pre-treatment for reverse osmosis or as a standalone process for producing high quality water> Membrane filtration range includes microfiltration pressurised, submerged and ultrafiltration
Desalination/Ground Water
> Reverse Osmosis is used extensively for removing salt and dissolved contaminants from seawater, brackish or groundwater - includes innovative RO designs for Acid Mine Drainage Water (AMD)> Multi-Effect Distillation (MED) and other thermal evaporation and condensation processes
> Comprehensive range of skidded systems, including RO and MF units available for production of potable water or process water on mining sites, even in remote locations> Containerised mobile Reverse Osmosis units for use as water demineralisation, desalination and clarification units> Containerised mobile Microfiltration units used to treat high turbidity water before production of potable water, or for process water or RO feed
Packaged Plants & Mobile Units
> Ideally suited for removal of particular ions, heavy metals or recovery of valuable ions> Production of ultra pure water for process requirements> Experienced design team who can tailor to specific process requirements
Ion Exchange
Actiflo® Clarification
> Compact, high rate and wastewater clarification processes including micro- sand enhanced flocculation and lamella settling> An ideal system to pre-treat raw water or recycle valuable process water> Especially suitable for removing contaminants and treating contaminated water> Suitable for Acid Mine Drainage (AMD) treatment, including Dense Sludge® neutralisation process> Small footfrint
> A complete range of water chemicals for boilers, cooling towers, membranes or wastewater treatment> Can significantly improve the management of scaling, corrosion, suspended solids & reduce operation & maintenance costs
Hydrex® Water Chemicals
for OPTIMUM Plant Performance
Specialty Water Additives
> Used for water demineralisation, desalination and purification> Ideal for emergency & temporary applications, safeguarding water quality & pilot testing> The capacity varies from 250 up to 1,000 kilolitres/day per unit
Aquamove - RO Mobile Units
> Actidisk™: Actiflo® followed by Discfilters is recommended in a new compact and efficient process to achieve clarification and filtration of high suspended solids water

Water is an essential component of every mining producer.
Veolia Water Solutions & Technologies specialises in potable water, process water and wastewater treatment solutions for all types of mining sites (gold, alumina, coal & coal seam gas, copper, zinc, iron, lead, phosphate & mineral sands). We provide specialised water systems, thanks to our understanding of the unique requirements of mine operations and our worldwide expertise of water challenges in mining.
We can propose tailor made water management systems, focusing on technical
performance, compliance with process and environmental requirements and long-term cost effectiveness, in order to fulfil the most demanding reliability, safety and quality
standards essential to the Mining industry.
Creating Water Solutions for the Mining Industry
Our innovative technologies and proven experience can help you meet those challenges:
> To improve productivity by treating water for production process requirements > To manage environmental risks by treating contaminated water or Coal Seam Gas water to achieve water quality suitable for reuse or for safe discharge into the environment> To add value to the bottom line by treating sludge streams to recover suspended and dissolved constituents> To secure high quality drinking water, even at remote mining sites > To have robust and reliable equipment requiring no unplanned maintenance> To cope with production peaks while complying with stringent regulations> To guarantee long-term efficiency and costs through operations services
We can provide:
> Treatment for groundwater, brackish water and seawater for producing high quality drinking water or process water
> Treatment of contaminated pond & underground mine water to remove heavy metals, arsenic & other contaminants for safe discharge, mineral recovery, or reuse
> Service, maintenance & chemical solutions, with our team of experts skilled at working on remote mining sites.
> Expertise in membranes, remote area service, including short response time.
> Activities and services certified to ISO 14001, ISO 9001 and AS/NZS 4801 by BSI Global.
for OPTIMUM Plant Performance
Specialty Water Additives
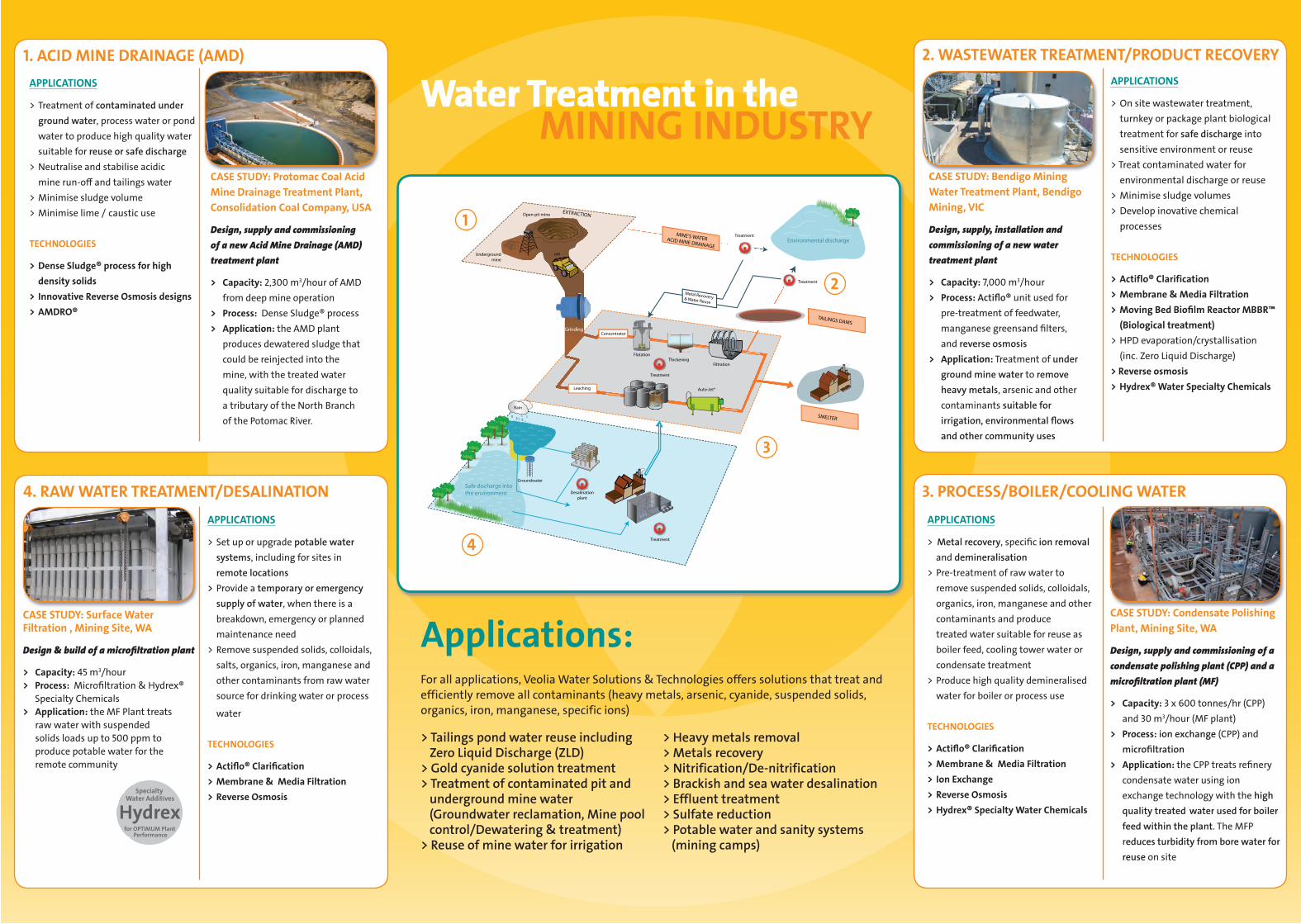
3. PROCESS/BOILER/COOLING WATERAPPLICATIONS
> Metal recovery, specific ion removal and demineralisation> Pre-treatment of raw water to remove suspended solids, colloidals, organics, iron, manganese and other contaminants and produce treated water suitable for reuse as boiler feed, cooling tower water or condensate treatment > Produce high quality demineralised water for boiler or process use
TECHNOLOGIES
> Actiflo® Clarification> Membrane & Media Filtration> Ion Exchange> Reverse Osmosis> Hydrex® Specialty Water Chemicals
2. WASTEWATER TREATMENT/PRODUCT RECOVERYAPPLICATIONS
> On site wastewater treatment, turnkey or package plant biological treatment for safe discharge into sensitive environment or reuse > Treat contaminated water for environmental discharge or reuse> Minimise sludge volumes> Develop inovative chemical processes
TECHNOLOGIES
> Actiflo® Clarification> Membrane & Media Filtration> Moving Bed Biofilm Reactor MBBR™ (Biological treatment)> HPD evaporation/crystallisation (inc. Zero Liquid Discharge)> Reverse osmosis> Hydrex® Water Specialty Chemicals
CASE STUDY: Bendigo Mining Water Treatment Plant, Bendigo Mining, VIC
Design, supply, installation and commissioning of a new water treatment plant
> Capacity: 7,000 m3/hour> Process: Actiflo® unit used for pre-treatment of feedwater, manganese greensand filters, and reverse osmosis> Application: Treatment of under ground mine water to remove heavy metals, arsenic and other contaminants suitable for irrigation, environmental flows and other community uses
4. RAW WATER TREATMENT/DESALINATION
CASE STUDY: Surface Water Filtration , Mining Site, WA
Design & build of a microfiltration plant
> Capacity: 45 m3/hour > Process: Microfiltration & Hydrex® Specialty Chemicals> Application: the MF Plant treats raw water with suspended solids loads up to 500 ppm to produce potable water for the remote community
CASE STUDY: Protomac Coal Acid Mine Drainage Treatment Plant, Consolidation Coal Company, USA
Design, supply and commissioning of a new Acid Mine Drainage (AMD) treatment plant
> Capacity: 2,300 m3/hour of AMD from deep mine operation > Process: Dense Sludge® process> Application: the AMD plant produces dewatered sludge that could be reinjected into the mine, with the treated water quality suitable for discharge to a tributary of the North Branch of the Potomac River.
1. ACID MINE DRAINAGE (AMD)
APPLICATIONS
> Set up or upgrade potable water systems, including for sites in remote locations> Provide a temporary or emergency supply of water, when there is a breakdown, emergency or planned maintenance need> Remove suspended solids, colloidals, salts, organics, iron, manganese and other contaminants from raw water source for drinking water or process
water
TECHNOLOGIES
> Actiflo® Clarification> Membrane & Media Filtration > Reverse Osmosis
APPLICATIONS
> Treatment of contaminated under ground water, process water or pond water to produce high quality water suitable for reuse or safe discharge> Neutralise and stabilise acidic mine run-off and tailings water> Minimise sludge volume> Minimise lime / caustic use
TECHNOLOGIES
> Dense Sludge® process for high density solids> Innovative Reverse Osmosis designs> AMDRO®
for OPTIMUM Plant Performance
Specialty Water Additives
CASE STUDY: Condensate Polishing Plant, Mining Site, WA Design, supply and commissioning of a condensate polishing plant (CPP) and a microfiltration plant (MF)
> Capacity: 3 x 600 tonnes/hr (CPP) and 30 m3/hour (MF plant)> Process: ion exchange (CPP) and microfiltration> Application: the CPP treats refinery condensate water using ion exchange technology with the high quality treated water used for boiler feed within the plant. The MFP reduces turbidity from bore water for reuse on site
Water Treatment in the MINING INDUSTRY
Open-pit mine
Undergroundmine
ore
Grinding
EXTRACTION
Concentrator
Leaching
Treatment
MINE'S WATERACID MINE DRAINAGE
Treatment
TAILINGS DAMS
Metal Recovery& Water Reuse
SMELTER
FlotationThickening
Filtration
Auto-Jet®
Rain
Treatment
GroundwaterSafe discharge intothe environment Desalination
plant
Environmental discharge
Treatment
1
2
3
4
> Tailings pond water reuse including Zero Liquid Discharge (ZLD)> Gold cyanide solution treatment> Treatment of contaminated pit and underground mine water (Groundwater reclamation, Mine pool control/Dewatering & treatment)> Reuse of mine water for irrigation
> Heavy metals removal> Metals recovery> Nitrification/De-nitrification> Brackish and sea water desalination> Effluent treatment > Sulfate reduction > Potable water and sanity systems (mining camps)
For all applications, Veolia Water Solutions & Technologies offers solutions that treat and efficiently remove all contaminants (heavy metals, arsenic, cyanide, suspended solids, organics, iron, manganese, specific ions)
Applications:
Water is an essential component of every mining producer.
Veolia Water Solutions & Technologies specialises in potable water, process water and wastewater treatment solutions for all types of mining sites (gold, alumina, coal & coal seam gas, copper, zinc, iron, lead, phosphate & mineral sands). We provide specialised water systems, thanks to our understanding of the unique requirements of mine operations and our worldwide expertise of water challenges in mining.
We can propose tailor made water management systems, focusing on technical
performance, compliance with process and environmental requirements and long-term cost effectiveness, in order to fulfil the most demanding reliability, safety and quality
standards essential to the Mining industry.
Creating Water Solutions for the Mining Industry
Our innovative technologies and proven experience can help you meet those challenges:
> To improve productivity by treating water for production process requirements > To manage environmental risks by treating contaminated water or Coal Seam Gas water to achieve water quality suitable for reuse or for safe discharge into the environment> To add value to the bottom line by treating sludge streams to recover suspended and dissolved constituents> To secure high quality drinking water, even at remote mining sites > To have robust and reliable equipment requiring no unplanned maintenance> To cope with production peaks while complying with stringent regulations> To guarantee long-term efficiency and costs through operations services
We can provide:
> Treatment for groundwater, brackish water and seawater for producing high quality drinking water or process water
> Treatment of contaminated pond & underground mine water to remove heavy metals, arsenic & other contaminants for safe discharge, mineral recovery, or reuse
> Service, maintenance & chemical solutions, with our team of experts skilled at working on remote mining sites.
> Expertise in membranes, remote area service, including short response time.
> Activities and services certified to ISO 14001, ISO 9001 and AS/NZS 4801 by BSI Global.
for OPTIMUM Plant Performance
Specialty Water Additives
3. PROCESS/BOILER/COOLING WATERAPPLICATIONS
> Metal recovery, specific ion removal and demineralisation> Pre-treatment of raw water to remove suspended solids, colloidals, organics, iron, manganese and other contaminants and produce treated water suitable for reuse as boiler feed, cooling tower water or condensate treatment > Produce high quality demineralised water for boiler or process use
TECHNOLOGIES
> Actiflo® Clarification> Membrane & Media Filtration> Ion Exchange> Reverse Osmosis> Hydrex® Specialty Water Chemicals
2. WASTEWATER TREATMENT/PRODUCT RECOVERYAPPLICATIONS
> On site wastewater treatment, turnkey or package plant biological treatment for safe discharge into sensitive environment or reuse > Treat contaminated water for environmental discharge or reuse> Minimise sludge volumes> Develop inovative chemical processes
TECHNOLOGIES
> Actiflo® Clarification> Membrane & Media Filtration> Moving Bed Biofilm Reactor MBBR™ (Biological treatment)> HPD evaporation/crystallisation (inc. Zero Liquid Discharge)> Reverse osmosis> Hydrex® Water Specialty Chemicals
CASE STUDY: Bendigo Mining Water Treatment Plant, Bendigo Mining, VIC
Design, supply, installation and commissioning of a new water treatment plant
> Capacity: 7,000 m3/hour> Process: Actiflo® unit used for pre-treatment of feedwater, manganese greensand filters, and reverse osmosis> Application: Treatment of under ground mine water to remove heavy metals, arsenic and other contaminants suitable for irrigation, environmental flows and other community uses
4. RAW WATER TREATMENT/DESALINATION
CASE STUDY: Surface Water Filtration , Mining Site, WA
Design & build of a microfiltration plant
> Capacity: 45 m3/hour > Process: Microfiltration & Hydrex® Specialty Chemicals> Application: the MF Plant treats raw water with suspended solids loads up to 500 ppm to produce potable water for the remote community
CASE STUDY: Protomac Coal Acid Mine Drainage Treatment Plant, Consolidation Coal Company, USA
Design, supply and commissioning of a new Acid Mine Drainage (AMD) treatment plant
> Capacity: 2,300 m3/hour of AMD from deep mine operation > Process: Dense Sludge® process> Application: the AMD plant produces dewatered sludge that could be reinjected into the mine, with the treated water quality suitable for discharge to a tributary of the North Branch of the Potomac River.
1. ACID MINE DRAINAGE (AMD)
APPLICATIONS
> Set up or upgrade potable water systems, including for sites in remote locations> Provide a temporary or emergency supply of water, when there is a breakdown, emergency or planned maintenance need> Remove suspended solids, colloidals, salts, organics, iron, manganese and other contaminants from raw water source for drinking water or process
water
TECHNOLOGIES
> Actiflo® Clarification> Membrane & Media Filtration > Reverse Osmosis
APPLICATIONS
> Treatment of contaminated under ground water, process water or pond water to produce high quality water suitable for reuse or safe discharge> Neutralise and stabilise acidic mine run-off and tailings water> Minimise sludge volume> Minimise lime / caustic use
TECHNOLOGIES
> Dense Sludge® process for high density solids> Innovative Reverse Osmosis designs> AMDRO®
for OPTIMUM Plant Performance
Specialty Water Additives
CASE STUDY: Condensate Polishing Plant, Mining Site, WA Design, supply and commissioning of a condensate polishing plant (CPP) and a microfiltration plant (MF)
> Capacity: 3 x 600 tonnes/hr (CPP) and 30 m3/hour (MF plant)> Process: ion exchange (CPP) and microfiltration> Application: the CPP treats refinery condensate water using ion exchange technology with the high quality treated water used for boiler feed within the plant. The MFP reduces turbidity from bore water for reuse on site
Water Treatment in the MINING INDUSTRY
Open-pit mine
Undergroundmine
ore
Grinding
EXTRACTION
Concentrator
Leaching
Treatment
MINE'S WATERACID MINE DRAINAGE
Treatment
TAILINGS DAMS
Metal Recovery& Water Reuse
SMELTER
FlotationThickening
Filtration
Auto-Jet®
Rain
Treatment
GroundwaterSafe discharge intothe environment Desalination
plant
Environmental discharge
Treatment
1
2
3
4
> Tailings pond water reuse including Zero Liquid Discharge (ZLD)> Gold cyanide solution treatment> Treatment of contaminated pit and underground mine water (Groundwater reclamation, Mine pool control/Dewatering & treatment)> Reuse of mine water for irrigation
> Heavy metals removal> Metals recovery> Nitrification/De-nitrification> Brackish and sea water desalination> Effluent treatment > Sulfate reduction > Potable water and sanity systems (mining camps)
For all applications, Veolia Water Solutions & Technologies offers solutions that treat and efficiently remove all contaminants (heavy metals, arsenic, cyanide, suspended solids, organics, iron, manganese, specific ions)
Applications:

Innovative Technologies for the Mining Industry
Creating Water Solutions for theMining Industry
www.vwsmining.com
VWS Mining Competence Centres
Veolia Water Solutions & Technologies Australia Level 4, Bay Centre, 65 Pirrama RoadPyrmont NSW 2009 – AustraliaPh. + 61 2 8572 0400 / Fax + 61 2 8572 [email protected]
Veolia Water Solutions & Technologies Australia and New ZealandCreating Water Solutions
SydneyUnit 2, 5 Stanton RoadSeven Hills NSW 2147Ph: + 61 2 8824 0200Fax: + 61 2 8824 0201
Melbourne341 Fitzgerald RoadDerrimut VIC 3030Ph: +61 3 9369 1555Fax: +61 3 9369 5054
Perth124 Kewdale RoadKewdale WA 6105Ph: + 61 8 9449 1700Fax: + 61 8 9353 4689
Brisbane5/26 Navigator PlaceHendra QLD 4011Ph: +61 7 3268 5990Fax: +61 7 3268 5993
Adelaide 500 Churchill RoadKilburn SA 5084Ph: +61 8 8168 0500Fax: +61 8 8168 0599
Darwin5 Dennis CourtBerrimah NT 0828Ph: +61 8 8947 8931Fax: +61 8 8947 3310
New ZealandLevel 3 , 149-155 Parnell Rd Parnell, Auckland 1052Ph: + 64 9 354 4174Fax: + 64 9 354 [email protected]
Crea
ting
Wat
er So
lutio
ns fo
r the
Min
ing
Indu
stry
- Ju
ly 2
011
© V
eolia
Wat
er So
lutio
ns &
Tech
nolo
gies
, M
atto
n ©
Cor
bis/
Des
ign
Pics
/ Pho
todi
sc, 2
010.
All
right
s res
erve
d.
Veolia Water Solutions & Technologies is a company of Veolia Environnement, www.veolia.com.au
Veolia Water Solutions & Technologies (VWS), a subsidiary of Veolia Water, is a leading global water and wastewater treatment technology company. We provide a full range of services including engineering, project management, design & build and maintenance services as well as long-term operation. Through a worldwide network of business units, VWS is active in all major mining countries and, thanks to the strong links between our business units, we are able
to resolve all water issues that our mining customers face. We offer advanced technologies and processes, including Membrane Filtration, Reverse Osmosis, Actiflo® Clarification, Discfilters, Neosep® Membrane Bioreactors, and Moving Bed Biofilm Reactors. We create water solutions for drinking water, process water and wastewater aimed at municipal, commercial & industrial customers.
AMDRO®
> Ideal for desalination of acidic wastewater with high concentrations of metals and calcium salts> Generates high-quality effluent with minimum pre-treatment requirements> Consists of multiple treatment processes, involving clarification, media filtration, reverse osmosis and ion exchange for polishing
Ultrafiltration
> Can be used as a pre-treatment for reverse osmosis or as a standalone process for producing high quality water> Membrane filtration range includes microfiltration pressurised, submerged and ultrafiltration
Desalination/Ground Water
> Reverse Osmosis is used extensively for removing salt and dissolved contaminants from seawater, brackish or groundwater - includes innovative RO designs for Acid Mine Drainage Water (AMD)> Multi-Effect Distillation (MED) and other thermal evaporation and condensation processes
> Comprehensive range of skidded systems, including RO and MF units available for production of potable water or process water on mining sites, even in remote locations> Containerised mobile Reverse Osmosis units for use as water demineralisation, desalination and clarification units> Containerised mobile Microfiltration units used to treat high turbidity water before production of potable water, or for process water or RO feed
Packaged Plants & Mobile Units
> Ideally suited for removal of particular ions, heavy metals or recovery of valuable ions> Production of ultra pure water for process requirements> Experienced design team who can tailor to specific process requirements
Ion Exchange
Actiflo® Clarification
> Compact, high rate and wastewater clarification processes including micro- sand enhanced flocculation and lamella settling> An ideal system to pre-treat raw water or recycle valuable process water> Especially suitable for removing contaminants and treating contaminated water> Suitable for Acid Mine Drainage (AMD) treatment, including Dense Sludge® neutralisation process> Small footfrint
> A complete range of water chemicals for boilers, cooling towers, membranes or wastewater treatment> Can significantly improve the management of scaling, corrosion, suspended solids & reduce operation & maintenance costs
Hydrex® Water Chemicals
for OPTIMUM Plant Performance
Specialty Water Additives
> Used for water demineralisation, desalination and purification> Ideal for emergency & temporary applications, safeguarding water quality & pilot testing> The capacity varies from 250 up to 1,000 kilolitres/day per unit
Aquamove - RO Mobile Units
> Actidisk™: Actiflo® followed by Discfilters is recommended in a new compact and efficient process to achieve clarification and filtration of high suspended solids water

Innovative Technologies for the Mining Industry
Creating Water Solutions for theMining Industry
www.vwsmining.com
VWS Mining Competence Centres
Veolia Water Solutions & Technologies Australia Level 4, Bay Centre, 65 Pirrama RoadPyrmont NSW 2009 – AustraliaPh. + 61 2 8572 0400 / Fax + 61 2 8572 [email protected]
Veolia Water Solutions & Technologies Australia and New ZealandCreating Water Solutions
SydneyUnit 2, 5 Stanton RoadSeven Hills NSW 2147Ph: + 61 2 8824 0200Fax: + 61 2 8824 0201
Melbourne341 Fitzgerald RoadDerrimut VIC 3030Ph: +61 3 9369 1555Fax: +61 3 9369 5054
Perth124 Kewdale RoadKewdale WA 6105Ph: + 61 8 9449 1700Fax: + 61 8 9353 4689
Brisbane5/26 Navigator PlaceHendra QLD 4011Ph: +61 7 3268 5990Fax: +61 7 3268 5993
Adelaide 500 Churchill RoadKilburn SA 5084Ph: +61 8 8168 0500Fax: +61 8 8168 0599
Darwin5 Dennis CourtBerrimah NT 0828Ph: +61 8 8947 8931Fax: +61 8 8947 3310
New ZealandLevel 3 , 149-155 Parnell Rd Parnell, Auckland 1052Ph: + 64 9 354 4174Fax: + 64 9 354 [email protected]
Crea
ting
Wat
er So
lutio
ns fo
r the
Min
ing
Indu
stry
- Ju
ly 2
011
© V
eolia
Wat
er So
lutio
ns &
Tech
nolo
gies
, M
atto
n ©
Cor
bis/
Des
ign
Pics
/ Pho
todi
sc, 2
010.
All
right
s res
erve
d.
Veolia Water Solutions & Technologies is a company of Veolia Environnement, www.veolia.com.au
Veolia Water Solutions & Technologies (VWS), a subsidiary of Veolia Water, is a leading global water and wastewater treatment technology company. We provide a full range of services including engineering, project management, design & build and maintenance services as well as long-term operation. Through a worldwide network of business units, VWS is active in all major mining countries and, thanks to the strong links between our business units, we are able
to resolve all water issues that our mining customers face. We offer advanced technologies and processes, including Membrane Filtration, Reverse Osmosis, Actiflo® Clarification, Discfilters, Neosep® Membrane Bioreactors, and Moving Bed Biofilm Reactors. We create water solutions for drinking water, process water and wastewater aimed at municipal, commercial & industrial customers.
AMDRO®
> Ideal for desalination of acidic wastewater with high concentrations of metals and calcium salts> Generates high-quality effluent with minimum pre-treatment requirements> Consists of multiple treatment processes, involving clarification, media filtration, reverse osmosis and ion exchange for polishing
Ultrafiltration
> Can be used as a pre-treatment for reverse osmosis or as a standalone process for producing high quality water> Membrane filtration range includes microfiltration pressurised, submerged and ultrafiltration
Desalination/Ground Water
> Reverse Osmosis is used extensively for removing salt and dissolved contaminants from seawater, brackish or groundwater - includes innovative RO designs for Acid Mine Drainage Water (AMD)> Multi-Effect Distillation (MED) and other thermal evaporation and condensation processes
> Comprehensive range of skidded systems, including RO and MF units available for production of potable water or process water on mining sites, even in remote locations> Containerised mobile Reverse Osmosis units for use as water demineralisation, desalination and clarification units> Containerised mobile Microfiltration units used to treat high turbidity water before production of potable water, or for process water or RO feed
Packaged Plants & Mobile Units
> Ideally suited for removal of particular ions, heavy metals or recovery of valuable ions> Production of ultra pure water for process requirements> Experienced design team who can tailor to specific process requirements
Ion Exchange
Actiflo® Clarification
> Compact, high rate and wastewater clarification processes including micro- sand enhanced flocculation and lamella settling> An ideal system to pre-treat raw water or recycle valuable process water> Especially suitable for removing contaminants and treating contaminated water> Suitable for Acid Mine Drainage (AMD) treatment, including Dense Sludge® neutralisation process> Small footfrint
> A complete range of water chemicals for boilers, cooling towers, membranes or wastewater treatment> Can significantly improve the management of scaling, corrosion, suspended solids & reduce operation & maintenance costs
Hydrex® Water Chemicals
for OPTIMUM Plant Performance
Specialty Water Additives
> Used for water demineralisation, desalination and purification> Ideal for emergency & temporary applications, safeguarding water quality & pilot testing> The capacity varies from 250 up to 1,000 kilolitres/day per unit
Aquamove - RO Mobile Units
> Actidisk™: Actiflo® followed by Discfilters is recommended in a new compact and efficient process to achieve clarification and filtration of high suspended solids water





























