Embed Size (px)
Citation preview

Validation of Scaffold Design Optimization in Bone
Tissue Engineering: Finite Element Modeling versus
Designed Experiments
Nicholas Uth1, Jens Mueller2, Byran Smucker3, Azizeh-Mitra Yousefi1*
1Department of Chemical, Paper and Biomedical Engineering, Miami University, Oxford,
OH 45056, USA
2Research Computing Support, Miami University, Oxford, OH 45056, USA
3Department of Statistics, Miami University, Oxford, OH 45056, USA
*Corresponding author: Azizeh-Mitra (Amy) Yousefi; [email protected]; (513) 529-0766

Abstract
This study reports the development of biological/synthetic scaffolds for bone tissue engineering via
3D bioplotting. These scaffolds were composed of poly(L-lactic-co-glycolic acid) (PLGA), type I
collagen, and nano-hydroxyapatite (nHA) in an attempt to mimic the extracellular matrix of bone. The
solvent used for processing the scaffolds was 1,1,1,3,3,3-Hexafluoro-2-propanol (HFP). The produced
scaffolds were characterized by scanning electron microscopy, microcomputed tomography,
thermogravimetric analysis, and unconfined compression test. This study also sought to validate the
use of finite-element optimization in COMSOL Multiphysics for scaffold design. Scaffold topology
was simplified to three factors: nHA content, strand diameter, and strand spacing. These factors affect
the ability of the scaffold to bear mechanical loads and how porous the structure can be. Twenty four
scaffolds were constructed according to an I-optimal, split-plot designed experiment (DE) in order to
generate experimental models of the factor-response relationships. Within the design region, the DE
and COMSOL models agreed in their recommended optimal nHA (30%) and strand diameter (460
µm). However, the two methods disagreed by more than 20% in strand spacing (923 µm for DE; 601
µm for COMSOL). Seven scaffolds were 3D-bioplotted to validate the predictions of DE and
COMSOL models (4.5 - 9.9 MPa measured moduli). The predictions for these scaffolds showed
relative agreement for scaffold porosity (mean absolute percentage error of 4% for DE and 13% for
COMSOL), but were substantially poorer for scaffold modulus (52% for DE; 21% for COMSOL),
partly due to some simplifying assumptions made by the models. Expanding the design region in future
experiments (e.g., higher nHA content and strand diameter), developing an efficient solvent
evaporation method, and exerting a greater control over layer overlap could allow developing PLGA-
nHA-collagen scaffolds to meet the mechanical requirements for bone tissue engineering.
Keywords: bone tissue engineering, optimization, simulation, additive manufacturing, 3D bioplotting,
designed experiment, scaffold topology, COMSOL
1 Introduction
Bone tissue has a limited capacity for regeneration depending on the extent of the damage and the
bone involved [1]. In order to repair critical-size defects and nonunions, either bone grafts or
synthetic bone-graft substitutes are used to replace the tissue [2]. Grafts and substitutes are in such
common use that, every year, at least four million operations worldwide make use of them [3], and
this number will only increase as global populations grow. However, there are risks and limitations
to these treatments. Bone-graft substitutes are subject to wear over time, immune response, or bone
thinning due to stress shielding [2,3]. Grafts taken from donors (allografts) risk immune response
or disease transmission [2,3], and grafts from the patient (autografts), while considered ideal, are
limited in size/quantity and risk donor site complications and infection [2,3]. Bone tissue

engineering (TE) aims to enable the patient’s body to regenerate the damaged tissue without the
need for a donor or risk of spurring immunological action [4–6].
In order to regenerate damaged tissues, TE makes use of porous scaffolds made of
biomaterials to act as a cellular matrix and support structure [6–8]. In designing scaffolds, the
general consensus is that they should behave as similarly to the tissues they are meant to replace
as possible [9,10]. In the case of bone tissue, it is hypothesized that scaffolds need to have a high
modulus and adequate porosity based on the bone to be replaced (Table 1), as mechanoregulatory
effects are believed to be the key factor in bone tissue regrowth and cellular differentiation
[8,9,11,12]. If the scaffold environment (mechanical forces transferred to the cells and
vascularization) is unlike physiological conditions, there is a risk that mesenchymal stem cells
(MSCs) will differentiate into chondrocytes or fibroblasts, which grow cartilage and fibrous tissues
respectively [13,14]. However, stiffness and porosity directly conflict as design factors, which
makes the design process critical [15].
Table 1. Mechanical properties of mature bone tissues, as described by literature.
Young’s
Modulus
50 - 100 MPa (Trabecular bone) [16]
2.23 - 25.9 GPa (Trabecular bone) [17]
20 GPa [18]
6 GPa [19]
1.3 - 20 GPa (Trabecular bone) [20]
Porosity
< 15 % (Cortical bone) [21]
> 70 % (Trabecular bone) [21]
50 - 90 % (Trabecular bone) [22]
There are two key aspects to scaffold design: material choice and topology, both of which
can be adjusted to produce scaffolds with properties akin to native tissue [21]. The material choices
affect how readily the scaffold will biodegrade, and whether the scaffold will be bioactive [22].
While each class of biomaterial (polymers, metals, and ceramics) have their own individual
disadvantages that can restrict their applications in TE, composites can mitigate these limitations
and it has been suggested that they can exhibit tissue-mimicking properties [4]. This study made
use of a polymer-ceramic-protein composite, which combined the ease of use and controlled
biodegradation rate of poly(L-lactic-co-glycolic acid) (PLGA), the mechanical strength and
bioactivity of nano-hydroxyapatite (nHA), and the cellular adhesiveness of collagen.
PLGA is a synthetic random copolymer of poly(L-lactic acid) (PLLA) and polyglycolic
acid (PGA), and has U.S. Food and Drug Administration (FDA) approval for some use in humans

[4]. Its degradation rate has been shown to be customizable in the range of weeks to months based
on the ratio of PLLA to PGA. However, PLGA has a low modulus even compared to its component
polymers (PLGA 85:15 E = 2.0 GPa, PLLA E = 2.7 GPa, PGA E = 7.0 GPa [23]) due to its
amorphous structure. Therefore, on its own, PLGA is not reliable for trabecular bone regeneration
[24]. On the other hand, nHA is a ceramic with a high modulus (E = 35-120 GPa for dense ceramics
[25,26]) that has been suggested to encourage osteogenesis [4]. In composite materials, nHA
improves mechanical properties of scaffolds at low concentrations (tensile: ≤ 0.5 wt% [27],
compressive: ≤ 20 wt% [28]), but has adverse effects at higher concentrations [27,28] partly due
to nonuniform dispersion. Previous research has also shown that nHA helps cells and proteins
attach to scaffold surfaces when integrated into composite scaffold materials [22]. To its detriment,
nHA is difficult to process [24], brittle, and degrades slowly (adjustable via ratio of Ca/P [26]).
Finally, collagen is another primary component of mammalian tissue matrices, and has been shown
to support osteogenesis [4] and cellular attachment [5,27,29]. In addition, crosslinking has been
shown to give some control over mechanical properties and degradation of collagen [30]. The
solvent 1,1,1,3,3,3-Hexafluoro-2-propanol (HFP) is often used to process the scaffolds composed
of collagen. HFP has previously been used in electrospinning studies that made use of PLGA-
nHA-collagen composites [10,27], and has been suggested to help electrospun collagen behave
similarly to collagen in the natural bone matrix [31].
The scaffold topology also plays a role in scaffold modulus and is the primary determinant
of porosity. The traditional approach to scaffold topology design and optimization is iterative; the
experimental performance of a scaffold informs researchers how they can modify the topology in
order to improve the performance of the next scaffold produced [14,32]. Even in cases where finite
element (FE) modeling has been used for analysis, it has typically been post hoc in order to modify
scaffolds that have already been fabricated and tested [33], or to examine how accurately an FE
model represents various designs [34–36]. However, there have been growing numbers of studies,
such as by Rainer et al. [37], which made use of computer-aided design (CAD) and finite element
analysis (FEA) as a priori scaffold design tools. Through this approach it may be possible to reduce
the number of physical scaffolds that must be constructed and tested in order to determine optimal
topologies. The resultant 3D models would be simple to produce and test via additive
manufacturing (AM), which grant fine control over the topology of generated scaffolds
[7,21,36,37]. One such device, the 3D bioplotter (3DBP), constructs scaffolds by layering extruded

strands of material. By adjusting the diameter and distance between extruded strands, it is possible
to design various topologies with porosity and modulus in mind.
CAD has shown promise in scaffold design, but in certain cases simulations tend to over-
predict scaffold performance to varying degrees. Some studies have suggested that this is due to
limitations in simulating micro-topologies (cracks, pores, material inconsistencies) [36] and the
way material mechanical properties are applied to the model [38]. In order to validate CAD
scaffold design, COMSOL Multiphysics software has been used in this study to optimize the
topology of 3DBP scaffolds made of PLGA-nHA-collagen. HFP has been used as a solvent to
uniformly disperse nHA (up to 30%) within the scaffold, while serving as a safer alternative for
collagen than most organic solvents. The COMSOL design aimed to find the optimal set of strand
diameter, strand spacing (pore size) and nHA% (3 factors) that maximized the compressive
modulus of the scaffolds, subject to a constraint on scaffold porosity. The results of numerical
optimization have been compared to an optimized statistical model generated via a designed
experiment (DE). It was hypothesized that both the experimental (DE) and COMSOL (FE) models
should suggest similar optimal topologies (±20% design factor value agreement). Both models
were expected to yield an optimal topology within the design space while satisfying the
recommended porosity for use in (trabecular) bone regeneration (porosity ≥ 50% [39]). A
compressive modulus ≥ 10 MPa [2] was targeted in this study, although there is no consensus on
the optimal range of scaffold modulus for bone tissue engineering.
Despite offering a design-driven approach to scaffold fabrication, AM techniques often
have limited spatial resolutions. Therefore, some level of uncertainty is associated with the
produced scaffold architectures. Hence, this study also examines the sensitivity of FE simulations
to the topological parameters of 3DBP scaffolds (e.g., strand overlap and pore size). Moreover, the
sensitivity analysis looks into the role of solid matrix properties (such as compressive modulus
and Poisson’s ratio) on the predicted compressive modulus of porous scaffolds.
2. Materials & Methods
2.1 Materials
PLGA (Resomer LG 824 S) was purchased from Evonik Industries (Germany). DSM Biomedical
(Exton, PA) graciously provided type 1 collagen powder (PN 20003-04). nHA (nanopowder, <

200 nm particle size (BET), synthetic, product number 677418) and HFP (assay ≥99%, product
number 105228) were purchased from Sigma-Aldrich Co. LLC (USA).
2.2 Designed Experiment (DE)
As the goal of this study is to validate the prediction and optimization capabilities of a COMSOL
model, a response generated by a DE is an ideal baseline to which simulation results can be
compared. By constructing a response surface in the same design region, it is possible to generate
a second-order fitted regression model for each response, approximating the relationship between
the factors and the two responses [21,40,41]. Maximizing compressive modulus while constraining
porosity, based on the fitted models, will estimate an optimal scaffold topology and predict the
resultant compressive modulus and porosity. The topology and predictions can then be compared
to those suggested by COMSOL in order to validate the simulation.
Experimental data is required to develop a second-order response surface that includes
first-order, quadratic, and interaction effects. Experimental designs can be constructed in a variety
of ways. Traditionally, central composite designs have been used to fit such response surface
models, but I-optimal designs are a more flexible and efficient alternative. I-optimal designs are
constructed to minimize the average (integrated) prediction variance across the region defined by
the factor levels [42]; thus, they perform well when the goal of the experiment is optimization or
precise prediction.
Among the factors used for this scaffold design, ceramic composition cannot be changed
easily between trial runs without wasting material or risking solvent evaporation. Split-plot designs
can be used to account for such systems with factors that are difficult to change frequently [41,43]
by dividing the experimental runs at two levels: whole plots (WP), within which the difficult-to-
change factor is held constant, and split plots (SP), the individual experimental runs within a whole
plot, where the remaining factors are applied. Such a design has two levels of randomization: WP
scale, where the WPs are arranged randomly, and SP scale, where the trial runs within a given WP
are ordered randomly [41]. This split-plot structure can be seen in the design in Table 2. Note that
within each whole plot, the composition factor is held constant while the levels of the other two
factors are allowed to vary. Validity of results is maintained by completely shutting down and
recalibrating the bioplotter in between trials, effectively resetting WP and SP factor settings, as
prescribed in [43].

Table 2. DE used: I-optimal, split-plot design.
Run Number Whole Plot Strand Diameter
(µm) Strand Spacing (Edge-to-Edge)
(µm) Composition
(wt% nHA)
SP Factor SP Factor WP Factor
1 1 380 1000 15
2 1 460 800 15
3 1 300 600 15
4 1 380 800 15
5 2 380 800 15
6 2 300 1000 15
7 2 380 800 15
8 2 460 600 15
9 3 380 800 0
10 3 460 1000 0
11 3 300 600 0
12 3 300 1000 0
13 4 300 1000 30
14 4 380 600 30
15 4 460 1000 30
16 4 300 800 30
17 5 380 800 15
18 5 380 1000 15
19 5 300 600 15
20 5 460 800 15
21 6 300 800 0
22 6 460 1000 0
23 6 460 600 0
24 6 380 600 0
2.3 Statistical Analysis
The DE in Table 2 was executed and compressive modulus and porosity values were obtained (see
Table 5). For each response, the split-plot regression model (see [43]) was fit using JMP software.
Note that the statistical model was fit using the measured values of diameter and spacing in Table
5, instead of the target values specified in Table 2. Note also that this estimation of the statistical
model is complicated by the fact that the restricted randomization of the experiment requires that
the model include two variance components, whole-plot and split-plot, instead of one as is standard
in regression. Thus, restricted maximum likelihood (REML) is used to estimate the regression
model instead of ordinary least squares [43].
In the analysis of both compressive modulus and porosity, the WP variance component
was estimated as slightly negative. This was likely because (a) the experiment is relatively small

and (b) there was little WP-to-WP variation. The prediction equations used assumed the REML-
based estimates that included the negative variance estimates, because the negative estimate was
so small. To check the robustness of the predictions to these negative variance estimates, the
models were compared to the ordinary least squares fit, which ignores the split-plot structure, and
similar results were obtained. Terms with relatively large ratios of estimate to standard error were
deemed to be significant.
2.4 Scaffold Fabrication
Formula Preparation: A mixture of 2.1 g PLGA, a variable amount of nHA (0 g, 0.372 g, 0.9 g
for 0%, 15%, and 30% respectively), and 3.6 mL of HFP was prepared. A second formula of 0.225
g type I collagen and 3 mL of HFP was also prepared. Both were sealed and allowed to homogenize
for 23 hours before being combined. After an hour, the formula was transferred to a 10 mL
bioplotter barrel. In these formulae, the target mass ratios of the biological components (1.65 nHA
: 1 collagen and 4 nHA : 1 collagen) were chosen in an attempt to mimic the extracellular matrix
of natural bone (nHA/collagen 7/3)[44], while allowing a comparison between the rheological
and mechanical properties of the formulations with low and high nHA content.
Formula Rheology: Analysis of formula viscoelasticity prior to bioplotting was performed using
a TA Instruments HR-1 Hybrid Rheometer, equipped with a 40-mm parallel plate geometry, to
facilitate reproducibility. Formula was applied to the geometry at the stage when it would be
transferred to the bioplotter barrel, and was sealed at exposed edges with a thin layer of Dow
Corning high vacuum grease in order to mitigate possible solvent evaporation effects. A strain
sweep was performed from 0.01% to 10% in order to determine the linear viscoelastic (LVE)
region for the formula. Both the storage and loss modulus (G’ and G” respectively) were found to
behave linearly at 1% strain. Viscoelastic properties were then evaluated using a frequency sweep
(0.1 - 100 Hz) analysis at 1% strain and 20ºC. Each formulation was tested in triplicate to determine
G’, G”, and complex viscosity (η*) as functions of frequency.
Solvent Detection & Drying Time: In order to determine an efficient time frame for allowing the
scaffolds to dry under solely ambient conditions, thermogravimetric analysis (TGA) was
performed using a TA Instruments Q500-2063 device. The device was set to ramp the furnace
temperature from room temperature to 800ºC at a rate of 10ºC/min. The change in mass of a sample
taken from an air-dried scaffold versus temperature was examined at multiple time points after
drying (7, 14, 21, 28, and 42 days).

3D Bioplotter Setup & Scaffold Fabrication: The 3D model used was a 20 mm × 20 mm × 3
mm box partitioned into 10 layers with a layer thickness of 300 m, and offset above the stage by
300 m. The chosen layer thickness was to create some overlap between layers to enable good
adhesion and prevent delamination. The 3D bioplotter (EnvisionTEC, Germany) settings were held
constant (T = 20ºC and plotting speed = 0.9 mm/s), except for the extrusion pressure, which was
varied (0.8 bar - 1.4 bar) to control strand diameter. As such, its value for any given scaffold was
varied depending on the strand diameter prescribed by the DE, according to a calibrated
relationship between pressure and strand diameter for each whole plot. In addition, the distance
between extruded strands was directly varied according to the DE. In order to minimize risk of
carry-over effects between scaffolds, the bioplotter and associated software were fully restarted
and recalibrated prior to construction of any given scaffold. Prior to constructing a WP, two
calibration scaffolds were prepared with different extrusion pressures to approximate a linear
relationship between plotting pressure and resultant strand diameter. A Zeiss Axio Vert.A1 light
microscope was used to determine the strand diameters. Thus, a relationship between extrusion
pressure and strand diameter was determined for that particular WP. The plotting settings were
then adjusted and construction of DE scaffolds began. Upon completion, scaffolds were placed in
a fume hood for 28 days to air-dry at ambient temperature.
2.5 Scaffold Characterization
Scanning Electron Microscopy (SEM)
Using a Denton Desk II Sputter Unit, scaffold samples were sputter coated with a 20 nm layer of
gold. A Zeiss Supra 35VP SEM was then used to image the samples (EHT = 5 kV and 8 mm
working distance) and measure strand diameter, strand thickness, and the edge-to-edge distance
between strands (in-plane pore size). The porosity of the scaffold was estimated by following a
geometric calculation modified from Landers et al. (2002) [45], where, instead of assuming a
perfectly cylindrical strand geometry, the equation assumed elliptical strands:
𝑃 = 100 ∗ (1 −𝑉𝑠𝑐𝑎𝑓𝑓𝑜𝑙𝑑
𝑉𝑐𝑢𝑏𝑒
) = 100 ∗ [1 − (𝜋
4)
(𝐷)(𝐻)
(𝐿)(𝐷 + 𝐸𝑡𝐸)]
(1)
where D is the strand width, H is the strand height, L is the layer thickness defined as the vertical
center-to-center distance of the two successive layers, and EtE is the edge-to-edge strand spacing
(see Fig. 1a). For porosity calculations, it was assumed that L was equal to the 3D model’s layer
thickness (300 µm). It should be noted that the actual layer thickness for the produced scaffolds
slightly varied for the different runs. The L/H ratio reflects the overlap between the successive
layers (no overlap if L/H = 1).
Microcomputed Tomography (CT)
Scaffold samples 5 mm in diameter were scanned using a Siemens Inveon Tri-Modal Scanner. The
scan settings used were: 80 kVp, 500 mA, 0.01756 mm voxel size, 0.5 mm aluminum filter, and
1300 ms exposure time. Data analysis was performed using the Inveon research workplace bone
morphology tool software. Threshold values used during analysis were -740 to 327 HU for 0%
nHA samples and -250 to 1985 HU for 30% nHA samples. The ROI was defined with the lasso
tool in increments of five slices starting at the top-most slice. The area selected with the lasso tool
encompassed the scaffold and any void space (pores) within. The software was then used to
interpolate the boundary selections for all remaining slices. Afterwards, the ROI was split into two
materials (scaffold and air) based on voxel HU values. An HA phantom was used to relate the HU
values to density (in g-HA/cm3).
Unconfined Compression Test
Three samples were taken from each scaffold (72 samples total) via circular biopsy punches with
an internal diameter of 8 mm. These samples were first measured for diameter and height. For
the 24-run experiments, the scaffold diameters ranged between 8.09 0.04 to 8.32 0.25 mm,
whereas the heights varied between 1.55 0.05 to 1.99 0.01 mm. An Instron 3344 single tower
compression device was equipped with a 100 N load cell and programmed to perform an
unconfined compression test (20 data points per second). After a 0.44 N preload, each sample was
compressed up to 40% of its total height at a rate of 5 mm/min. The linear slope of the stress vs.
strain curve around 10% strain, approximating the compressive modulus, was estimated using
linear regression.
2.6 COMSOL Model
Parameterization: Due to the iterative nature of the optimization process, it was necessary to
construct a flexible model. The features of the model related to its geometry were parameterized
so that the model would automatically update when the topology was changed. For instance, the
following equation automatically maximized the number of strands generated within a layer based
on the geometric factor values used in an iteration.

𝑁𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑠𝑡𝑟𝑎𝑛𝑑𝑠 𝑝𝑒𝑟 𝑙𝑎𝑦𝑒𝑟 = 𝑓𝑙𝑜𝑜𝑟(1 +𝑆𝑡𝑟𝑎𝑛𝑑 𝑙𝑒𝑛𝑔𝑡ℎ − 𝐷
𝐸𝑡𝐸 + 𝐷) (2)
Geometry: The scaffold model (Fig. 1b) was generated as a series of parallel and perpendicular
cylinders. Boolean operations were then used to crop the top and bottom layers of the model such
that they formed flat surfaces that boundary conditions could be applied to. The outer edges of the
model were cropped into a curve in order to mimic the circular DE scaffold samples. The FE
meshes of the geometries included 180,000 tetrahedral elements. A custom material (Poisson’s
ratio = 0.49, modulus E based on the scaffold composition) was then generated and applied to
the entire domain of the model. The compressive modulus E was determined by unconfined
compression tests performed on 3D-bioplotted non-porous samples of the three composite
variations (E = 0.94 MPa, 4.79 MPa, and 11.9 MPa for 0%, 15%, and 30% nHA respectively). The
COMSOL model simulated the unconfined compression of the scaffolds at 10% strain to replicate
the actual mechanical testing procedure (linear zone).
Figure 1. (a) Annotated geometry of a scaffold. (b) Final geometry of scaffold model.
Solid Mechanics: Linear elastic material behavior was assumed across the entire domain.
Symmetry conditions were then applied to the boundaries that aligned with the X or Y-axis. The
bottom surface boundaries of the model were set as fixed constraints, and an instantaneous
prescribed vertical displacement equivalent to the total height of the scaffold times the percent of
compressive strain desired (10%) was applied to the top surface boundaries.

Sensitivity Analysis: Sensitivity of the model was examined with respect to Poisson’s ratio ( =
0.40-0.49) and layer thickness-to-strand height (L/H = 0.70-0.85) reflecting the overlap between
the successive bioplotted layers. Table 3 shows the resultant porosities and compressive moduli.
For the examined values, there was no indication of a significant model sensitivity to Poisson’s
ratio. However, the model is sensitive to changes in L/H ratio. Since this parameter affects the
geometry of the model, it is reasonable to expect an effect on porosity, but the compressive
modulus is also affected. Thus, model accuracy may be affected by the chosen L/H. In light of
this, the actual value from SEM should be used in the simulations as much as possible. Table 3
also shows the sensitivity of the model to EtE spacing (in-plane pore size) and solid-block modulus
(E). A 50% increase in EtE (600 m to 900 m) increased the scaffold porosity by 17%. For a
measured value of E (11.9 MPa for 30% nHA), a 50% increase in EtE spacing dropped the scaffold
modulus by 22% while showing a minor effect on its net change (1.26 MPa). When the solid-
matrix modulus (E) increased by a factor of 20 (237 MPa), a 50% increase in EtE spacing led to
the same 22% drop in modulus. Although, the change in the net value of scaffold modulus was
more significant (> 25 MPa).
Table 3. Compressive modulus predictions and porosity estimation with respect to applied
Poisson’s ratio () and layer thickness-to-strand height ratio (L/H) (top rows), and with respect
to applied strand spacing (EtE) and solid-block modulus (E) (bottom rows). D = 460 m.
L/H EtE
(m)
Solid-block
Modulus E (MPa)
Scaffold Compressive
Modulus (MPa)
Scaffold Porosity
(%)
0.40 0.70 600 11.9
5.71 53.8
0.49 5.79 53.8
0.40 0.85 600 11.9
3.81 59.9
0.49 3.88 60.1
0.49 0.70 600
11.9 5.64 54.2
900 4.38 63.6
0.49 0.70 600
237 113 54.2
900 87.6 63.6
Optimization: A boundary integral objective for optimization was defined and examined at the
top surface boundaries where the displacement took place. The objective expression examined
compressive modulus as a ratio between third principal stress and the prescribed compressive
strain. Third principal stress was used as the stress term, as it assumes the maximum possible
compressive stress experienced at the boundary region. The Nelder-Mead optimization method
was then used to maximize the objective function. Radius and EtE spacing were used as control
variables. The radius was initially 190 µm, but was allowed to range between 150-230 µm. The

spacing began at 800 m, and could range between 600-1000 m. Porosity was then constrained
within 50-99% void space.
3 Results
3.1 Rheological Characterization
Variations in the formula component ratios, especially in the case of the HFP, can induce variations
in the plotting behavior. In addition to homogeneity, the viscoelastic properties affect how material
is dispensed from the bioplotting needle. Rheological analysis was performed to determine the
crossover frequencies between the storage and loss modulus (see Fig. 2 a-c) of the three formula
variations. The inverse of this frequency value generated relaxation times of 0.117 s, 0.113 s, and
0.143 s for the 0%, 15%, and 30% formulae, respectively. Hence, it appeared that the effect of
nHA on the rheological behavior of the formula was more pronounced at 30% nHA, which is also
evident from the superimposed rheological data for each formula in Fig. 2d-f.
3.2 Scaffold Characterization
TGA analysis of a 30% nHA mixture sample (m = 16.7 mg) compared to its solid components on
day 0 (Fig. 3a) indicated that, by 190ºC, 25.4% of the formula mass was lost. Based on the collagen
curve, the protein can account for less than 1% of that mass (88.3% remaining, as shown in Table
4). PLGA and nHA were unaffected at that temperature (99.6% and 99.3% remaining,
respectively). Therefore, the remaining mass loss can be attributed to HFP evaporation (67.2%
remaining). Knowing this and the initial mass ratios of the solid components (9.33 PLGA : 4 nHA
: 1 collagen), mass balance equations (Eqs. 3-6) were derived and solved to approximate the mass
of HFP within a 30% nHA scaffold (Eqn. 7). Assuming that the non-solvent components of a
scaffold do not change over the air-drying period (Fig. 3a-3b), a dry-basis analysis (Table 4) was
used to modify Eqn. 7. The dry-basis equation (Eqn. 8) allowed tracking the concentration of HFP
within a drying scaffold across 42 days.
𝑚20 = 𝑚𝑃𝐿𝐺𝐴20 + 𝑚𝑛𝐻𝐴20 + 𝑚𝐶𝑜𝑙𝑙𝑎𝑔𝑒𝑛20 + 𝑚𝐻𝐹𝑃20 (3)
𝑚190 = 0.996 𝑚𝑃𝐿𝐺𝐴20 + 0.993 𝑚𝑛𝐻𝐴20 + 0.883 𝑚𝐶𝑜𝑙𝑙𝑎𝑔𝑒𝑛20 + 0.672 𝑚𝐻𝐹𝑃20 (4)
𝑚𝑃𝐿𝐺𝐴20 = 9.33 𝑚𝐶𝑜𝑙𝑙𝑎𝑔𝑒𝑛20 , 𝑚𝑛𝐻𝐴20 = 4 𝑚𝐶𝑜𝑙𝑙𝑎𝑔𝑒𝑛20 (5-6)
𝑚𝐻𝐹𝑃20 = 3.13𝑚20 − 3.17𝑚190 (7)
𝑚𝐻𝐹𝑃20(𝑑𝑟𝑦 𝑏𝑎𝑠𝑖𝑠) = 𝑚𝐻𝐹𝑃20 ( 𝑚𝑑𝑟𝑦,0
𝑚𝑑𝑟𝑦,𝑡) (8)

In these equations, 𝑚20 and 𝑚190 are the TGA masses at 20ºC and 190ºC, respectively, 𝑚𝑑𝑟𝑦,0 is
the total dry mass % (non-solvent components) on day 0 within a TGA sample, and 𝑚𝑑𝑟𝑦,𝑡 is
the corresponding dry mass % at different drying times (7-42 days).
Figure 2. Rheological properties of the three formulae used: (a) 0% nHA, (b) 15% nHA, and
30% nHA, (d-f) comparisons of the properties for each formula.
Figure 3c compares the TGA mass % data (solid lines) and the constructed mass % curves
(symbols) based on the approximated HFP loss over time. There is a good agreement between the

experimental TGA mass % and the calculated values, except at temperatures exceeding 300ºC (day
7-42). Above this temperature, the mass loss for PLGA and collagen is significant (Fig. 3a). Hence,
the use of TGA data for each dry component to approximate the overall mass loss leads to some
discrepancy. In addition, the mechanism of mass loss could be different for the original wet
formula and that of dried/dense scaffolds. The estimated mass % of HFP across 42 days has been
plotted in Fig. 3d. The inset image schematically shows the relationship between the TGA mass
% and the dry-basis mass % of HFP. At the time of mixing, HFP concentration in a 30% nHA
scaffold was 76.6% (day 0). The first seven days was when the most evaporation took place, the
concentration reduced by 50% (dry basis). By day 42, concentration reduced by another 11%.
Based on this curve, a 28-day drying time was selected for the scaffolds produced. This allowed
as much solvent extraction as possible before mechanical testing, while keeping the time expense
required reasonable.
Table 4. Summary of non-solvent components and HFP mass % over time at 190ºC based on TGA data.
Mass (%) Mass % (T°C) / Mass % (20°C)
T (°C) Day PLGA nHA Collagen HFP PLGA nHA Collagen HFP Total (wet) Total (dry)
20 0 15.2 6.53 1.63 76.6 1.0 1.0 1.0 1.0 1.0 1.0
190
0 15.2 6.49 1.44 51.5 0.996 0.993 0.883 0.672 0.746 0.987
7 15.1 6.48 1.40 51.2 0.989 0.993 0.857 0.669 0.742 0.981
14 5.88 6.47 0.83 4.27 0.386 0.990 0.506 0.056 0.175 0.563
21 0.23 6.46 0.42 5.90 0.015 0.988 0.254 0.077 0.130 0.303
28 0.21 6.44 0.35 5.40 0.014 0.986 0.216 0.070 0.124 0.299
42 0.18 6.42 0.28 4.52 0.012 0.983 0.174 0.059 0.114 0.294

Figure 3. (a) Comparison of mass % up to 800C for a 30% nHA formula and the non-solvent
components; (b) TGA mass loss curves for 30% nHA scaffold as it dried for 42 days. The inset
image shows the temperature zone of interest for the calculation of evaporated HFP. (c)
Comparison of the TGA mass % data and the constructed mass % curves (symbols) based on the
approximated HFP loss over time, (d) HFP mass concentration within a 30% nHA scaffold as it
dried for 42 days. HFP concentration was approximated via Eqn. 7 (original basis: TGA%) and
Eqn. 8 (dry basis, with respect to non-solvent components on day 0).
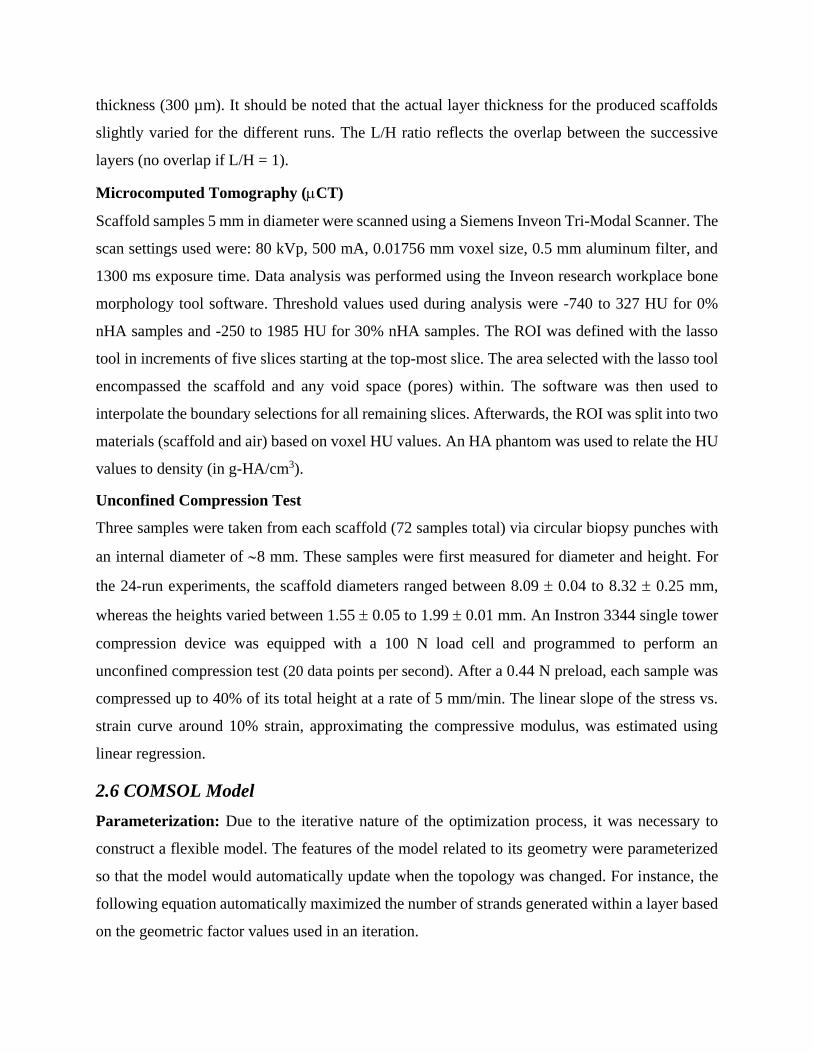
The SEM evaluated the strand width (D) and strand spacing (EtE) for the scaffolds using
the top-down perspective, while the cross-sectional view was used to determine the strand height
(H) in order to estimate the average diameter and porosity of the scaffold. Figure 4a and 4b show
the top-down and cross-sectional SEM views of the scaffolds for run 6 and run 3, respectively.
The estimated porosities of all scaffolds appeared to be over 50% (Table 5). At the lowest spacing
and highest diameter for the 24 runs, the porosities were approximately 56-58% void space.
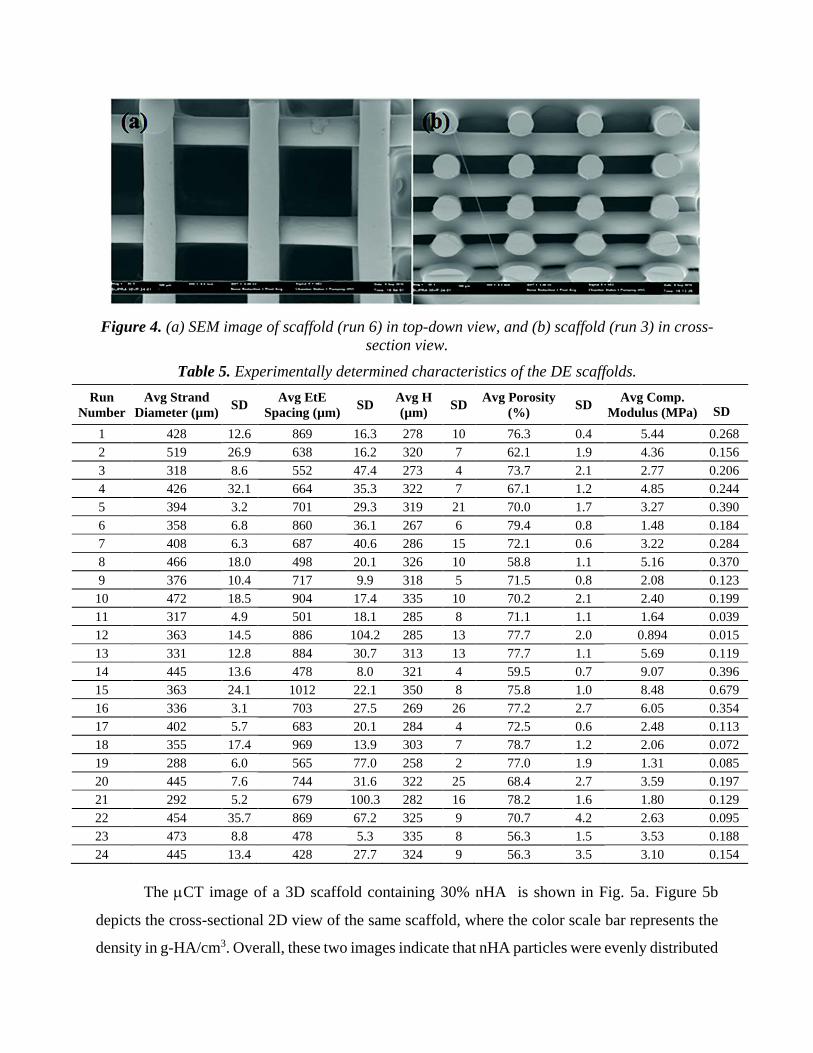
Figure 4. (a) SEM image of scaffold (run 6) in top-down view, and (b) scaffold (run 3) in cross-
section view.
Table 5. Experimentally determined characteristics of the DE scaffolds.
Run
Number Avg Strand
Diameter (µm) SD
Avg EtE
Spacing (µm) SD
Avg H
(µm) SD
Avg Porosity
(%) SD
Avg Comp.
Modulus (MPa) SD
1 428 12.6 869 16.3 278 10 76.3 0.4 5.44 0.268
2 519 26.9 638 16.2 320 7 62.1 1.9 4.36 0.156
3 318 8.6 552 47.4 273 4 73.7 2.1 2.77 0.206
4 426 32.1 664 35.3 322 7 67.1 1.2 4.85 0.244
5 394 3.2 701 29.3 319 21 70.0 1.7 3.27 0.390
6 358 6.8 860 36.1 267 6 79.4 0.8 1.48 0.184
7 408 6.3 687 40.6 286 15 72.1 0.6 3.22 0.284
8 466 18.0 498 20.1 326 10 58.8 1.1 5.16 0.370
9 376 10.4 717 9.9 318 5 71.5 0.8 2.08 0.123
10 472 18.5 904 17.4 335 10 70.2 2.1 2.40 0.199
11 317 4.9 501 18.1 285 8 71.1 1.1 1.64 0.039
12 363 14.5 886 104.2 285 13 77.7 2.0 0.894 0.015
13 331 12.8 884 30.7 313 13 77.7 1.1 5.69 0.119
14 445 13.6 478 8.0 321 4 59.5 0.7 9.07 0.396
15 363 24.1 1012 22.1 350 8 75.8 1.0 8.48 0.679
16 336 3.1 703 27.5 269 26 77.2 2.7 6.05 0.354
17 402 5.7 683 20.1 284 4 72.5 0.6 2.48 0.113
18 355 17.4 969 13.9 303 7 78.7 1.2 2.06 0.072
19 288 6.0 565 77.0 258 2 77.0 1.9 1.31 0.085
20 445 7.6 744 31.6 322 25 68.4 2.7 3.59 0.197
21 292 5.2 679 100.3 282 16 78.2 1.6 1.80 0.129
22 454 35.7 869 67.2 325 9 70.7 4.2 2.63 0.095
23 473 8.8 478 5.3 335 8 56.3 1.5 3.53 0.188
24 445 13.4 428 27.7 324 9 56.3 3.5 3.10 0.154
The CT image of a 3D scaffold containing 30% nHA is shown in Fig. 5a. Figure 5b
depicts the cross-sectional 2D view of the same scaffold, where the color scale bar represents the
density in g-HA/cm3. Overall, these two images indicate that nHA particles were evenly distributed

throughout the scaffold. The total volume % of the solid matrix was 54% according to the CT
analysis, which translates to a porosity of 46% (void space). Figure 5c gives the 2D view of a
scaffold with 0% nHA, for which the estimated CT porosity was 58%. Finally, Fig. 5d and 5e
demonstrate that over 50% of the density distribution for the 30% nHA scaffold lies between
0.302-0.422 g-HA/cm3, whereas for the 0% nHA scaffold the corresponding density range is
0.109-0.123 g-HA/cm3 (in the absence of nHA particles). These values approximate the density of
the 3DBP strands for these two scaffold compositions. It should be noted that the porosities
estimated for these scaffold topologies using Eqn. 2 were 52% and 66%, respectively. These
estimates were based on their topological dimensions (for 30% nHA: D540 m, EtE570 m,
H380 m, and for 0% nHA: D400 m, EtE610 m, H330 m). Therefore, the porosity
calculated using Eqn. 2 overestimated the actual (CT) porosities by 15%. This is partly due to
a layer thickness (L) smaller than 300 m for the bottom layers of the scaffolds (see Fig. 4b).
Figure 5. (a) The CT image of a 3D scaffold with 30% nHA, and (b and c) the 2D cross-
sectional view of the scaffolds with 30% nHA and 0% nHA, respectively. (d and e) Distribution
% of the density (in g-HA/cm3) throughout the scaffolds. The CT porosities were 46% and 58%
for the two scaffolds, respectively (52% and 66% calculated using Eqn. 2).

Figure 6a demonstrates three examples of the stress-strain behavior for scaffolds between
0% and 40% strain. Although the system is nonlinear at larger strain values, the stress-strain
relationship around the 10% strain region behaved reasonably linearly. Compressive modulus was
thus determined by taking the slope of the trend comprised of the point closest to 10% strain and
the 4 adjacent points above and below it (Table 5). Figure 6b compares the two highest and lowest
compressive modulus values found among the 24 run trial. The minimum modulus was observed
for run 12 due to a low average strand diameter (D 363 m, 0% nHA) and a high pore size (EtE
886 m), whereas the 30% nHA scaffolds had the highest compressive moduli, ranging from
5.69 MPa to 9.07 MPa (run 14) for the different scaffold architectures. The results of scaffold
characterization for all 24 runs have been summarized in Table 5 and Fig. 7.
Figure 6. (a) Stress-strain behavior of DE scaffolds 9, 10, and 11. Material behavior is
reasonably linear at low compressive strains (~10% region). (b) The two highest and lowest
compressive modulus values found among the 24 run trial.
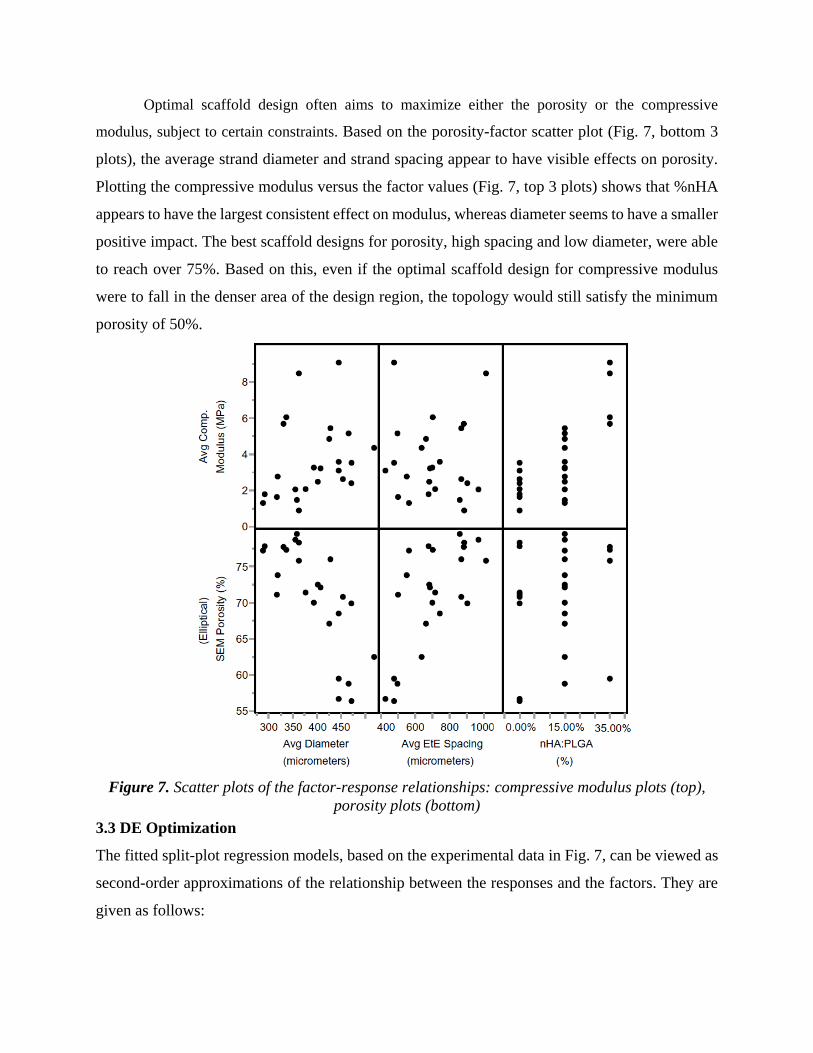
Optimal scaffold design often aims to maximize either the porosity or the compressive
modulus, subject to certain constraints. Based on the porosity-factor scatter plot (Fig. 7, bottom 3
plots), the average strand diameter and strand spacing appear to have visible effects on porosity.
Plotting the compressive modulus versus the factor values (Fig. 7, top 3 plots) shows that %nHA
appears to have the largest consistent effect on modulus, whereas diameter seems to have a smaller
positive impact. The best scaffold designs for porosity, high spacing and low diameter, were able
to reach over 75%. Based on this, even if the optimal scaffold design for compressive modulus
were to fall in the denser area of the design region, the topology would still satisfy the minimum
porosity of 50%.
Figure 7. Scatter plots of the factor-response relationships: compressive modulus plots (top),
porosity plots (bottom)
3.3 DE Optimization
The fitted split-plot regression models, based on the experimental data in Fig. 7, can be viewed as
second-order approximations of the relationship between the responses and the factors. They are
given as follows:

𝑃𝑟𝑒𝑑𝑖𝑐𝑡𝑒𝑑 𝐶𝑜𝑚𝑝𝑟𝑒𝑠𝑠𝑖𝑣𝑒 𝑀𝑜𝑑𝑢𝑙𝑢𝑠 = 2.94 + 2.76(𝑛) + 1.86(𝑛2) + 1.39(𝑑) + 0.71(𝑛)(𝑑) (9)
𝑃𝑟𝑒𝑑𝑖𝑐𝑡𝑒𝑑 𝑃𝑜𝑟𝑜𝑠𝑖𝑡𝑦 = 75.64 − 5.95(𝑑) + 3.07(𝑠) − 2.31(𝑠2) (10)
𝑛 =[(%𝑛𝐻𝐴)−0.15]
0.15 , 𝑑 =
(𝐷−380)
80 , 𝑠 =
(𝐸𝑡𝐸−800)
200 (11-13)
Equations 9 and 10 have been plotted in Fig. 8, where the solid lines represent the effects
of each factor on a given response (porosity or modulus). The compressive modulus fitted equation
is comprised of a quadratic effect due to %nHA, a linear effect caused by strand diameter, and an
interaction term where the two have a multiplicative effect on the response. The interaction term,
although not as influential as the quadratic effect of %nHA, indicates that the positive effect of
either factor is diminished if the other factor is at a small value. Conceptually, if a 30% nHA
formula were utilized, the use of thin strands would reduce the amount of material present,
mitigating the effect of the material choice. Similarly, high diameter strands are less effective if
they are composed of material with low mechanical strength. Strand spacing was determined to
have a negligible effect on compressive modulus, so it was not included in the model. In
comparison, the porosity fitted model is solely composed of the architectural factors: strand
diameter and strand spacing. Unlike the compressive modulus model, the strand spacing factor has
a quadratic effect on porosity, and strand diameter has a linear effect.
Levels of the factors that predict a maximum modulus with a porosity constrained above
50% are demonstrated in Fig. 8. Based on the DE model and within the design region, our estimate
of the optimal scaffold design is 30% nHA, 460 µm strand diameter, and 923 µm strand spacing.
For nHA composition, selecting the highest level is ideal, as it has the largest effect on compressive
modulus of all factors with no detrimental effect on porosity. Selecting strand spacing is the inverse
scenario: choosing a high spacing has a positive effect on porosity without any detrimental effect
on compressive modulus. (Note that there could be a detrimental effect, but our experimental data
suggested this effect would be negligible.) Strand diameter is the only factor that affects both
responses, according to our empirical model. It is possible to choose the maximum diameter for
its positive effect on compressive modulus since the porosity response is still within acceptable
bounds. The experimental models predict that, for this optimized design, the resultant scaffold
would have a compressive modulus of 9.66 MPa, and a porosity of 70.7%. This porosity is highly

desirable, but the modulus is slightly less than the 10 MPa targeted for bone regeneration. Note
that for a strand spacing of 600 µm, recommended by COMSOL, a DE porosity of 65% would be
predicted (Fig. 8, bottom row). As there are physical reasons to believe that less spacing will
increase modulus, this design strategy will favor a higher modulus while keeping the porosity at a
desirable level.
Figure 8. Optimization profile for the system. Solid lines indicate the effects of each factor on a
given response; dotted lines indicate the values selected for each factor and the total result on
the responses.
The quality of fit was observed by comparing the experimental responses to the predicted
responses (Fig. 9). If the correlation between the actual and predicted values is high, it means that
model is accounting for a large degree of the variation in the data. The compressive modulus model
and experimental results show general agreement (R2=0.87), but the porosity model shows even
more (R2=0.96). Note that these measures would be even higher if all linear, interaction, and
quadratic terms were included in the models. However, only the largest effects were retained in
order to increase the predictive quality of the models for new scaffolds.

Figure 9. Plots of experimental response versus predicted response for (a) compressive modulus
and (b) porosity.
3.4 COMSOL Optimization
Optimizations were run at three levels of compressive modulus (E) corresponding to the three
%nHA levels. All three optimizations iterated through the same topologies, and finished at a
topology of 460 µm strand diameter and 601 µm strand spacing (Table 6). As the architectural
factors were identical, the three simulations agreed upon a resultant porosity of 54.3%. The
predicted compressive moduli, however, varied according to the assumed ceramic composition,
improving as %nHA did. At the highest nHA level, the predicted compressive modulus was 5.67
MPa. Figure 10 shows the surface plot of the stress experienced at the top surface of the scaffold
model. As the color bar indicates, the peaks of stress are in alignment with the strands of the
previous layer.
Table 6. Abridged results of COMSOL optimization. The module began at the same diameter
and strand spacing, and searched in the same order for 30 iterations.
Iteration Strand Diameter
(µm)
Strand Spacing
(µm) Porosity (%)
Compressive Modulus (MPa)
0% nHA 15% nHA 30% nHA
1 380 800 65.2 0.32 1.63 4.03
5 416 710 60.8 0.36 1.85 4.59
10 431 659 58.9 0.39 2.00 4.95
15 454 605 54.7 0.44 2.25 5.58
20 457 600 54.3 0.45 2.27 5.63
25 459 601 54.3 0.45 2.28 5.65
30 460 601 54.3 0.45 2.29 5.67
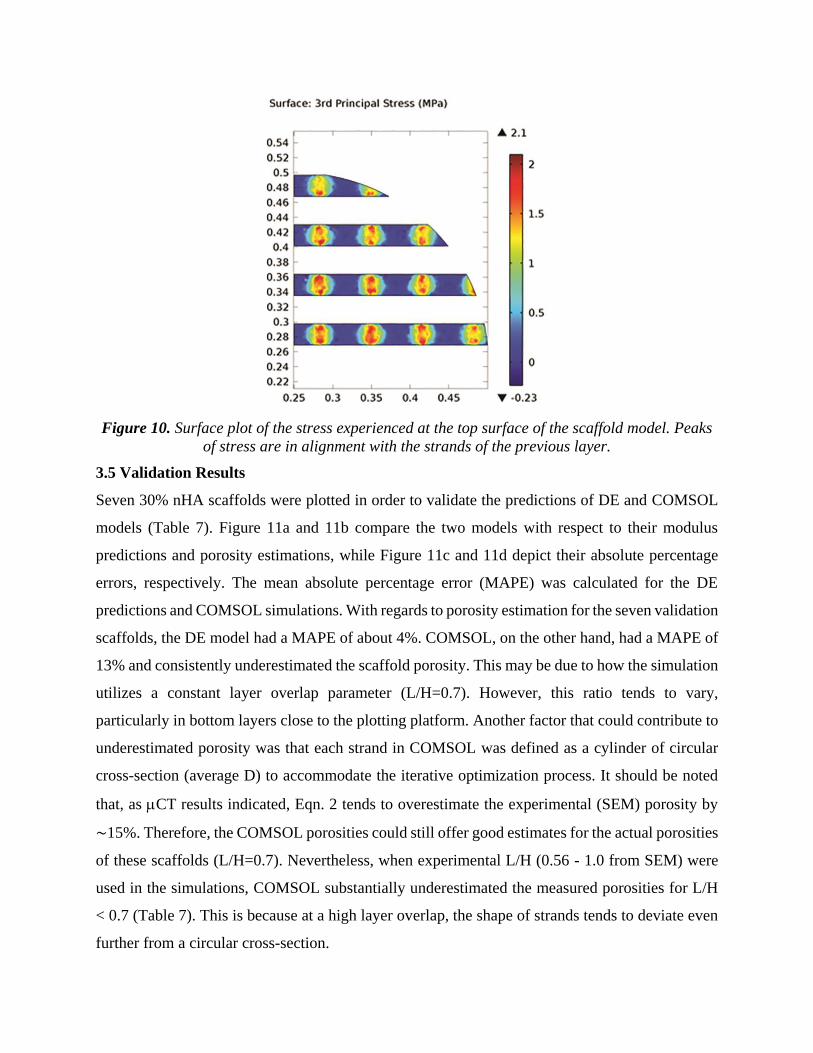
Figure 10. Surface plot of the stress experienced at the top surface of the scaffold model. Peaks
of stress are in alignment with the strands of the previous layer.
3.5 Validation Results
Seven 30% nHA scaffolds were plotted in order to validate the predictions of DE and COMSOL
models (Table 7). Figure 11a and 11b compare the two models with respect to their modulus
predictions and porosity estimations, while Figure 11c and 11d depict their absolute percentage
errors, respectively. The mean absolute percentage error (MAPE) was calculated for the DE
predictions and COMSOL simulations. With regards to porosity estimation for the seven validation
scaffolds, the DE model had a MAPE of about 4%. COMSOL, on the other hand, had a MAPE of
13% and consistently underestimated the scaffold porosity. This may be due to how the simulation
utilizes a constant layer overlap parameter (L/H=0.7). However, this ratio tends to vary,
particularly in bottom layers close to the plotting platform. Another factor that could contribute to
underestimated porosity was that each strand in COMSOL was defined as a cylinder of circular
cross-section (average D) to accommodate the iterative optimization process. It should be noted
that, as CT results indicated, Eqn. 2 tends to overestimate the experimental (SEM) porosity by
∼15%. Therefore, the COMSOL porosities could still offer good estimates for the actual porosities
of these scaffolds (L/H=0.7). Nevertheless, when experimental L/H (0.56 - 1.0 from SEM) were
used in the simulations, COMSOL substantially underestimated the measured porosities for L/H
< 0.7 (Table 7). This is because at a high layer overlap, the shape of strands tends to deviate even
further from a circular cross-section.

Table 7. Comparison between the experimentally determined validation scaffold physical
characteristics and the predicted results based on Eqs. 9 and 10 (DE) and the COMSOL model.
nHA
(%)
Avg.
Diam.
(µm)
Avg.
ETE
(µm)
SEM
L/H
Experimental
Modulus
(MPa)
DE
Predicted
Modulus
(MPa)
COMSOL
Predicted
Modulus
(L/H = 0.70)
(MPa)
COMSOL
Predicted
Modulus
(SEM L/H)
(MPa)
Experimental
Porosity
(%)
DE
Predicted
Porosity
(%)
COMSOL
Porosity
(L/H = 0.70)
(%)
COMSOL
Porosity
(SEM L/H)
(%)
30% 416 ± 8 555 ± 16 0.66 5.07 ± 0.17 8.51 5.36 6.09 71.4 ± 1.8 65.7 55.3 53.0
30% 425 ± 16 555 ± 12 0.70 5.10 ± 0.10 8.74 5.46 5.46 65.4 ± 0.3 65.1 54.7 54.7
30% 333 ± 4 932 ± 9 1.00 5.48 ± 0.13 6.33 3.5 0.14 81.9 ± 0.9 80.1 71.0 78.9
30% 309 ± 20 981 ± 11 1.00 5.89 ± 0.19 5.69 3.16 0.14 83.6 ± 1.4 81.8 74.3 81.1
30% 469 ± 8 851 ± 53 -- 5.23 ± 0.34 9.91 4.67 -- 68.5 ± 2.2 69.6 62.3 --
30% 482 ± 18 525 ± 17 0.56 9.92 ± 1.16 10.3 6.07 7.77 54.1 ± 1.2 59.4 50.1 41.9
30% 460 ± 28 864 ± 48 -- 4.52 ± 1.52 9.66 4.58 -- 69.5 ± 1.6 70.5 63.0 --
Figure 11. (a & b) Comparison between the COMSOL and DE porosities and moduli for the validation
scaffolds, (c & d) comparison of their absolute error (%) for porosity estimations and modulus
predictions, respectively. These COMSOL simulations were for a constant layer overlap (L/H = 0.7).
The DE model fared worse in predicting the moduli for the seven validation scaffolds.
However, the moduli predicted by the DE model agreed well with the experimental values when
the strand diameter (D) was the dominant factor affecting the scaffold modulus (at very low or
very high D values: sample 3, 4, and 6). The experimental modulus values were within 16% of
the DE prediction values in these three cases, whereas the mean absolute prediction error for all
seven validation scaffolds was 52%. This is not surprising as L/H ratio was not accounted for in
the DE model, while EtE spacing had no effect on the DE model response (see Fig. 8 and Table
3). In practice, it is a tremendous challenge to use L/H as an independent DE factor, as it is highly
affected by the rheological properties of the formula, plotting speed, plotting pressure, and the
dispensing needle diameter. COMSOL was better at predicting the modulus than the designed
experiment. Overall, COMSOL better predicted the modulus when the scaffold had an
intermediate experimental porosity range (65 - 71%, sample 1, 2, 5 and 7). The experimental
modulus values were within 11% of the COMSOL prediction values in these four cases (for
L/D=0.7), whereas the mean absolute prediction error for all seven samples was 21%.
COMSOL simulations using variable L/H (from SEM) highly under-predicted the modulus
of sample 3 and 4 (> 30% absolute error). The lack of overlap between the successive layers
(L/H=1) led to a significant drop in the predicted COMSOL modulus. It should be noted that
sample 3 and 4 had higher compressive moduli than scaffolds in the low end of the porosity range
(e.g., sample 1 and 2). As noted previously, solvent is still present within the scaffolds even after
28 days of drying. It may be possible that due to the increased EtE spacing (> 900 m) and low
strand diameter (D < 350 m), sample 3 and 4 had improved solvent evaporation rates, which
would contribute to the overall mechanical performance of the scaffold. In case of sample 6, the
porosity and L/H values were the lowest of all the validation scaffolds, so it had the highest
compressive modulus (in agreement with the DE model). An L/H value close to 0.5 represents a
very dense scaffold with highly overlapping layers. Thus, sample 6 showed an experimental
modulus similar to a solid block for this formula. This scaffold was much denser at its bottom
layers, which cannot be realistically replicated in a COMSOL model. The SEM L/H values used
in the simulations were only reflective of the middle-to-top layers of the actual scaffolds.
3.6 Methodology Comparison
The two models suggested using the highest values for strand diameter and nHA content. However,
the experimental model found the effect of strand spacing on modulus to be insignificant, while

the simulation predicted an improvement to modulus by reducing the spacing and increasing the
number of strands per layer as a result. That said, the spacing only has an effect on porosity in the
experimental model, so it would be feasible to use the topology suggested by COMSOL because
the reduction in porosity would still fall within the acceptable bounds according to the
experimental model.
4 Discussion
Composites made of collagen and hydroxyapatite (HA) are attractive biocompatible materials as
they possess the organic and mineral constituents of bone [46–48]. Scaffolds made of collagen and
HA with/without synthetic polymers have been widely produced by electrospinning (ES) [49–52]
and conventional scaffold fabrication techniques [53–57]. The flexibility of generating broad pore
size ranges and mechanical properties by additive manufacturing (AM) makes it a superior
alternative to ES and conventional techniques [58–61]. Hence, this work investigated the
mechanical properties of PLGA-nHA-collagen composite scaffolds produced by 3D bioplotting
(3DBP) using HFP as a solvent. The amount of solvent retention was quantified over scaffold
drying time (0-42 days) based on mass balance principles and thermogravimetric analysis (TGA).
The methodology presented herein required a small sample size and could assist researchers in
analyzing solvent retention in tissue-engineering scaffolds and other biomaterials.
A fundamental requirement for tissue-engineered bone grafts is the ability to integrate with
the host tissues while providing the capacity for remodeling and load-bearing [62,63]. The rapid
restoration of biomechanical function is crucial in functional TE, emphasizing the need for optimal
scaffold designs [64–66]. In recent years, finite element (FE) modeling has been extensively used
to design 3D scaffolds by a variety of AM techniques [8,32,33,37,38,63,67]. Designed experiment
(DE) have also been used for scaffold design, by accounting for a multitude of factors affecting
the physical performance and biological outcomes of 3D scaffolds [21,68–70].
The aim of this study was to compare the FE and DE methods for the design of bone TE
scaffolds. Computational over-prediction of scaffold performance has been partly attributed to the
presence of a micro-topology on the surface of scaffolds that has not been accounted for in
simulation models, and it has been suggested that the architecture of the scaffold affects the degree
of the impact [36,38]. The COMSOL model presented here under-predicted compressive modulus
of the scaffolds in 5 validation cases (out of 7). In comparison to other AM methods, such as

sintering, scaffolds produced by 3D bioplotting have distinctly smooth surfaces [6]. Thus, it is
possible that the lack of a micro-topology reduced the risk of over-prediction by the COMSOL
model.
The prediction capability of FE models also depends on the range of applied compressive
strains. For an idealized simple cubic strand layout (L/H = 1, no overlap between layers), it has
been reported that FE simulations tend to under-predict the absolute values of compressive stress
at low strains (<30%) due to inter-layer overlap that contributes to higher experimental stresses.
On the other hand, FE simulations tend to over-predict stress at high strains due to buckling effects
[71]. Hence, the symmetry constraint used in the simulation of scaffold compression is more likely
to be violated under actual test conditions [71]. In our study, COMSOL simulations considerably
under-predicted the modulus of two validation samples (#3 and #4, L/H = 1). In an extreme case
(our #6 validation sample), the significant increase in the solid fraction of the actual scaffold at
bottom layers, compared to the simulated one, contributed to the pronounced discrepancy between
the experimental and predicted moduli. The SEM L/H values used in the simulations were only
reflective of the middle-to-top layers of the actual scaffolds.
In this study, both the experimental (DE) and computational (FE) model suggested the
maximum %nHA value (30%) in order to improve compressive modulus of the scaffolds.
Researchers often incorporate the harder HA phase into a polymer matrix to improve its
mechanical properties [72–74]. However, in some cases the addition of HA may not increase the
properties over that of the monolithic polymer [73]. For example, it has been reported that nHA
concentrations above 20 wt% can decrease the compressive modulus of PLGA-nHA composites
[28]. As such, while the lack of a maximum peak within our design region may suggest examining
a larger %nHA, it may not produce an improvement in compressive modulus. In general,
differences in experimental methods used for adding nHA particles to polymers (such as particle
size, agglomeration of particles, and polymer/filler interfaces) may affect the final properties of
the composite. Dispersion of ceramic particles into a polymer solution followed by consolidation
(solvent casting) has been considered as a means of improving the polymer/filler interfaces
[75,76]. This may explain the increase in compressive modulus of our scaffolds at 30% nHA. In
situ precipitation has also shown to improve the mechanical properties of polymer composites at
high nHA contents [77], when compared to similar composite systems [78–80]. It should be noted
that there is not a consensus on the optimal range of scaffold modulus for bone tissue engineering,

as the reported values highly vary depending on the scaffold material and architecture used for in
vitro and in vivo studies [2,81,82].
Both FE and DE models also suggested maximizing the strand diameter of scaffolds, and
agreed that the factor has a positive effect on compressive modulus and a negative effect on
porosity. This behavior is consistent with the study performed by Giannitelli et al. (2014), who
also found that increasing strand diameter of their model, while holding all other aspects of the
topology constant, caused an increase in stiffness and reduced porosity [7]. However, FE and DE
models conflicted on the optimal strand spacing value. The experimental model nearly maximized
spacing because it found no statistically relevant effect on the compressive modulus, but COMSOL
minimized spacing in order to improve the modulus. As the COMSOL sensitivity analysis
indicated (Table 3), an increase in strand spacing has a smaller effect on the scaffold modulus (<
1.5 MPa net change] for a compliant scaffold material (E < 12 MPa for our 3 formulae], when
compared to the net change in scaffold modulus (> 25 MPa) for a stiffer solid matrix (E > 100
MPa). In light of this, the DE model should be able to readily capture the effect of strand spacing
for scaffolds made of stiffer materials.
The negative impact of porosity on compressive modulus is well established [7,20,83]. Any
factor that affects porosity, such as strand spacing, should affect the modulus as well. Giannitelli
et al. (2014) examined the effect of strand spacing on their simulation model and found that (even
when porosity was held constant) larger strand spacing values reduced scaffold stiffness [7]. The
cause of this disagreement between our two models may be further indicated by Fig. 12, which
outlines the compressive modulus predicted by COMSOL as it iterated across the design region.
At iteration 10, COMSOL increased porosity by increasing strand spacing and decreasing
diameter. This resulted in a decrease in compressive modulus; however, the degree of impact was
dependent on the material assumed. The 30% material (with the largest compressive modulus)
suffered the largest loss in compressive modulus, whereas the 0% nHA simulation was less
affected.

Figure 12. Compressive modulus of COMSOL scaffold model across iterations of the
optimization process.
It has been recommended that bone tissue scaffolds have a minimum pore size of 300 µm
[20,66,84]. Although, it has been suggested by Fisher et al. (2002) that pore sizes up to 800 µm
perform similarly to 300 µm pores in vivo [85]. This supports the use of the strand spacing
suggested by COMSOL, but not the spacing recommended by the experimental model. In addition,
the use of such a large spacing may cause a significant lack of surface area available for cellular
attachment. Thus, it may be more beneficial to consider a smaller strand spacing than the
experimental model suggests. Such a decision still produces scaffolds with acceptable porosities,
because the experimental model indicated that all the strand spacing values within the design
region resulted in porosities greater than 50%. The impact of large pore sizes on the accuracy of
FE simulations should be further investigated in future studies. Size effects matter, particularly
when the microstructural length scale of the porous material approaches the macroscale
dimensions of the sample [86].
5 Conclusions
A 3D bioplotter was used to produce 24 bone tissue scaffolds according to a split-plot designed
experiment (DE). These scaffolds were made of PLGA, nHA and type I collagen using HFP as a

solvent. Mathematical models were generated relating nHA content and strand diameter to
compressive modulus, and strand diameter and spacing to porosity. An optimized scaffold design
generated from the experimental data was compared to an optimal design given by the COMSOL
optimization module. Seven validation scaffolds were produced to cover COMSOL and DE
optimal design ranges. These scaffolds had measured moduli between 4.5-9.9 MPa, depending on
strand diameter, spacing and layer overlap.
The main hypothesis of this study was that both the experimental (DE) and COMSOL (FE)
models should suggest similar optimal topologies (±20% design factor value agreement). Within
the design region, the DE and COMSOL models agreed in their recommended optimal nHA (30%)
and strand diameter (460 µm). However, the two methods disagreed by more than 20% in strand
spacing (923 µm for DE; 601 µm for COMSOL), for reasons discussed previously in this paper.
The predicted results for the seven validation scaffolds showed relative agreement for scaffold
porosity (mean absolute percentage error of 4% for DE and 13% for COMSOL), but the predictions
were substantially poorer for scaffold modulus (52% for DE; 21% for COMSOL).
Topology optimization has a great potential in improving the efficiency of scaffold design,
even in cases where the property values are over/under-predicted. Expanding the design region in
future experiments (e.g., higher nHA content and strand diameter), developing a more efficient
solvent evaporation method, and exerting a greater control over layer overlap could allow
developing PLGA-nHA-collagen scaffolds to meet the mechanical requirements for bone TE.
6 Acknowledgements
This work was partially funded by the Ohio Board of Regents, the Ohio Third Frontier Program
grant entitled: “Ohio Research Scholars in Layered Sensing”, IDCAST, Miami University’s Office
for the Advancement of Research (OARS), and the College of Engineering and Computing (CEC).
The authors wish to thank DSM Biomedical (Exton, PA) for generously supplying type 1 collagen
used in this study. The authors also wish to thank Kathleen LaSance from the University of
Cincinnati for CT analysis, Dr. Justin Saul for rheological measurements, Dr. Catherine
Almquist, Dr. Jessica Sparks, Doug Hart, Matt Duley, Judy Bohnert, Rosa Akbarzadeh, Cara
Janney and Carlie Focke for their technical assistance, and Laurie Edwards for her administrative
assistance.

References
1. Razi H, Checa S, Schaser K-D, Duda GN. Shaping scaffold structures in rapid manufacturing
implants: a modeling approach toward mechano-biologically optimized configurations for large
bone defect. J Biomed Mater Res B Appl Biomater. 2012 Oct;100(7):1736–45.
http://www.ncbi.nlm.nih.gov/pubmed/22807248
2. Hollister SJ. Porous scaffold design for tissue engineering. Nat Mater. 2005 Jul;4(7):518–24.
http://www.ncbi.nlm.nih.gov/pubmed/16003400
3. Brydone AS, Meek D, Maclaine S. Bone grafting, orthopaedic biomaterials, and the clinical need
for bone engineering. Proc Inst Mech Eng Part H J Eng Med . 2010 Dec 1;224 (12):1329–43.
http://pih.sagepub.com/content/224/12/1329.abstract
4. Liu X, Ma PX. Polymeric scaffolds for bone tissue engineering. Ann Biomed Eng. 2004
Mar;32(3):477–86.
5. Sachlos E, Czernuszka JT. Making tissue engineering scaffolds work. Review: the application of
solid freeform fabrication technology to the production of tissue engineering scaffolds. Eur Cell
Mater. 2003 Jun;5:29–40.
6. Yeong W-Y, Chua C-K, Leong K-F, Chandrasekaran M. Rapid prototyping in tissue engineering:
challenges and potential. Trends Biotechnol. 2004 Dec;22(12):643–52.
http://www.ncbi.nlm.nih.gov/pubmed/15542155
7. Giannitelli SM, Rainer A, Accoto D, De Porcellinis S, De-Juan-Pardo EM, Guglielmelli E, et al.
Optimization Approaches for the Design of Additively Manufactured Scaffolds. In: Fernandes RP,
Bartolo JP, editors. Tissue Engineering: Computer Modeling, Biofabrication and Cell Behavior.
Dordrecht: Springer Netherlands; 2014. p. 113–28. http://dx.doi.org/10.1007/978-94-007-7073-7_6
8. Boccaccio A, Ballini A, Pappalettere C, Tullo D, Cantore S, Desiate A. Finite element method
(FEM), mechanobiology and biomimetic scaffolds in bone tissue engineering. Int J Biol Sci. 2011
Jan;7(1):112–32.
http://www.pubmedcentral.nih.gov/articlerender.fcgi?artid=3030147&tool=pmcentrez&rendertype
=abstract
9. Kelly DJ, Prendergast PJ. Prediction of the optimal mechanical properties for a scaffold used in
osteochondral defect repair. Tissue Eng. 2006 Sep;12(9):2509–19.
http://www.ncbi.nlm.nih.gov/pubmed/16995784
10. Ngiam M, Liao S, Patil AJ, Cheng Z, Chan CK, Ramakrishna S. The fabrication of nano-
hydroxyapatite on PLGA and PLGA/collagen nanofibrous composite scaffolds and their effects in
osteoblastic behavior for bone tissue engineering. Bone. 2009 Jul;45(1):4–16.
http://www.ncbi.nlm.nih.gov/pubmed/19358900
11. Sandino C, Lacroix D. A dynamical study of the mechanical stimuli and tissue differentiation within
a CaP scaffold based on micro-CT finite element models. Biomech Model Mechanobiol. 2011
Jul;10(4):565–76. http://www.ncbi.nlm.nih.gov/pubmed/20865437
12. Hsieh W-T, Liu Y-S, Lee Y, Rimando MG, Lin K, Lee OK. Matrix dimensionality and stiffness
cooperatively regulate osteogenesis of mesenchymal stromal cells. Acta Biomater. 2016;32:210–22.
13. Checa S, Prendergast PJ. A mechanobiological model for tissue differentiation that includes
angiogenesis: a lattice-based modeling approach. Ann Biomed Eng. 2009 Jan;37(1):129–45.
http://www.ncbi.nlm.nih.gov/pubmed/19011968
14. Khayyeri H, Checa S, Tägil M, O’Brien FJ, Prendergast PJ. Tissue differentiation in an in vivo
bioreactor: in silico investigations of scaffold stiffness. J Mater Sci Mater Med. 2010
Aug;21(8):2331–6. http://www.ncbi.nlm.nih.gov/pubmed/20037774
15. Hollister SJ, Maddox RD, Taboas JM. Optimal design and fabrication of scaffolds to mimic tissue
properties and satisfy biological constraints. Biomaterials. 2002 Oct;23(20):4095–103.
http://www.ncbi.nlm.nih.gov/pubmed/12182311
16. Sanz-Herrera JA, García-Aznar JM, Doblaré M. On scaffold designing for bone regeneration: A
computational multiscale approach. Acta Biomater. 2009 Jan;5(1):219–29.

http://www.ncbi.nlm.nih.gov/pubmed/18725187
17. Milan J-L, Planell J a, Lacroix D. Simulation of bone tissue formation within a porous scaffold
under dynamic compression. Biomech Model Mechanobiol. 2010 Oct;9(5):583–96.
http://www.ncbi.nlm.nih.gov/pubmed/20204446
18. Rho JY, Ashman RB, Turner CH. Young’s modulus of trabecular and cortical bone material:
ultrasonic and microtensile measurements. J Biomech. 1993 Feb;26(2):111–9.
19. Schaffler MB, Burr DB. Stiffness of compact bone: effects of porosity and density. J Biomech.
1988;21(1):13–6.
20. Karageorgiou V, Kaplan D. Porosity of 3D biomaterial scaffolds and osteogenesis. Biomaterials.
2005;26(27):5474–91. http://linkinghub.elsevier.com/retrieve/pii/S0142961205001511
21. Kim JY, Cho D-W. The optimization of hybrid scaffold fabrication process in precision deposition
system using design of experiments. Microsyst Technol. 2008 Nov 4;15(6):843–51.
http://link.springer.com/10.1007/s00542-008-0727-8
22. Kim S-S, Sun Park M, Jeon O, Yong Choi C, Kim B-S. Poly(lactide-co-glycolide)/hydroxyapatite
composite scaffolds for bone tissue engineering. Biomaterials. 2006;27(8):1399–409.
23. Gentile P, Chiono V, Carmagnola I, Hatton P V. An Overview of Poly(lactic-co-glycolic) Acid
(PLGA)-Based Biomaterials for Bone Tissue Engineering. Int J Mol Sci. 2014;15(3):3640.
http://www.mdpi.com/1422-0067/15/3/3640
24. Marra KG, Szem JW, Kumta PN, DiMilla PA, Weiss LE. In vitro analysis of biodegradable polymer
blend/hydroxyapatite composites for bone tissue engineering. J Biomed Mater Res. 1999
Dec;47(3):324–35.
25. Orlovskii VP, Komlev VS, Barinov SM. Hydroxyapatite and Hydroxyapatite-Based Ceramics.
Inorg Mater. 2002;38(10):973–84. http://dx.doi.org/10.1023/A:1020585800572
26. Wang H. Hydroxyapatite degradation and biocompatibility. Ohio State University; 2004.
27. Jose M V, Thomas V, Xu Y, Bellis S, Nyairo E, Dean D. Aligned bioactive multi-component
nanofibrous nanocomposite scaffolds for bone tissue engineering. Macromol Biosci. 2010
Apr;10(4):433–44.
28. Shuai C, Yang B, Peng S, Li Z. Development of composite porous scaffolds based on poly(lactide-
co-glycolide)/nano-hydroxyapatite via selective laser sintering. Int J Adv Manuf Technol.
2013;69(1):51–7. http://dx.doi.org/10.1007/s00170-013-5001-2
29. Lai ES, Anderson CM, Fuller GG. Designing a tubular matrix of oriented collagen fibrils for tissue
engineering. Acta Biomater. 2011 Jun;7(6):2448–56.
30. Barnes CP, Pemble CW, Brand DD, Simpson DG, Bowlin GL. Cross-linking electrospun type II
collagen tissue engineering scaffolds with carbodiimide in ethanol. Tissue Eng. 2007
Jul;13(7):1593–605. http://www.ncbi.nlm.nih.gov/pubmed/17523878
31. Matthews JA, Wnek GE, Simpson DG, Bowlin GL. Electrospinning of collagen nanofibers.
Biomacromolecules. 2002;3(2):232–8.
32. Lacroix D, Planell JA, Prendergast PJ. Computer-aided design and finite-element modelling of
biomaterial scaffolds for bone tissue engineering. Philos Trans A Math Phys Eng Sci. 2009 May
28;367(1895):1993–2009. http://www.ncbi.nlm.nih.gov/pubmed/19380322
33. Giannitelli SM, Accoto D, Trombetta M, Rainer A. Current trends in the design of scaffolds for
computer-aided tissue engineering. Acta Biomater. 2014 Feb;10(2):580–94.
http://www.ncbi.nlm.nih.gov/pubmed/24184176
34. McIntosh L, Cordell JM, Wagoner Johnson a J. Impact of bone geometry on effective properties of
bone scaffolds. Acta Biomater. 2009 Feb;5(2):680–92.
http://www.ncbi.nlm.nih.gov/pubmed/18955024
35. Melchels FP, Bertoldi K, Gabbrielli R, Velders AH, Feijen J, Grijpma DW. Mathematically defined
tissue engineering scaffold architectures prepared by stereolithography. Biomaterials. 2010
Sep;31(27):6909–16. http://www.ncbi.nlm.nih.gov/pubmed/20579724
36. Cahill S, Lohfeld S, McHugh PE. Finite element predictions compared to experimental results for
the effective modulus of bone tissue engineering scaffolds fabricated by selective laser sintering. J
Mater Sci Mater Med. 2009 Jun;20(6):1255–62. http://www.ncbi.nlm.nih.gov/pubmed/19199109
37. Rainer A, Giannitelli SM, Accoto D, De Porcellinis S, Guglielmelli E, Trombetta M. Load-adaptive
scaffold architecturing: a bioinspired approach to the design of porous additively manufactured
scaffolds with optimized mechanical properties. Ann Biomed Eng. 2012 Apr;40(4):966–75.
http://www.ncbi.nlm.nih.gov/pubmed/22109804
38. Doyle H, Lohfeld S, McHugh P. Predicting the Elastic Properties of Selective Laser Sintered PCL/β-
TCP Bone Scaffold Materials Using Computational Modelling. Ann Biomed Eng. 2013 Sep
21;42(3):661–77. http://www.ncbi.nlm.nih.gov/pubmed/24057867
39. Blecha LD, Rakotomanana L, Razafimahery F, Terrier A, Pioletti DP. Targeted mechanical
properties for optimal fluid motion inside artificial bone substitutes. J Orthop Res. 2009
Aug;27(8):1082–7.
40. Raymond H. Myers, Douglas C. Montgomery CMA-C. Response Surface Methodology: Process
and Product Optimization Using Designed Experiments. Edition 4th, editor. New York: Wiley;
2016.
41. Wu CFJ, Hamada MS. Experiments: Planning, Analysis, and Optimization. 2nd Editio. New York:
Wiley; 2009.
42. Goos P, Jones B. Optimal Design of Experiments: A Case Study Approach. Hoboken, NJ; 2011.
43. Jones B, Nachtsheim CJ. Split-Plot Designs : What, Why, and How. J Qual Technol.
2009;41(4):340–61.
44. Akkouch A, Zhang Z, Rouabhia M. A novel collagen/hydroxyapatite/poly(lactide-co-ε-
caprolactone) biodegradable and bioactive 3D porous scaffold for bone regeneration. J Biomed
Mater Res Part A. 2011;96A(4):693–704. http://dx.doi.org/10.1002/jbm.a.33033
45. Landers R, Pfister A, Hübner U, John H, Schmelzeisen R, Mülhaupt R. Fabrication of soft tissue
engineering scaffolds by means of rapid prototyping techniques. J Mater Sci. 2002;37(15):3107–16.
http://dx.doi.org/10.1023/A:1016189724389
46. Banglmaier RF, Sander EA, Vandevord PJ. Induction and quantification of collagen fiber alignment
in a three-dimensional hydroxyapatite-collagen composite scaffold. Acta Biomater. 2015;17:26–35.
http://dx.doi.org/10.1016/j.actbio.2015.01.033
47. David F, Levingstone TJ, Schneeweiss W, de Swarte M, Jahns H, Gleeson JP, et al. Enhanced bone
healing using collagen–hydroxyapatite scaffold implantation in the treatment of a large
multiloculated mandibular aneurysmal bone cyst in a thoroughbred filly. J Tissue Eng Regen Med.
2015;9(10):1193–9. http://dx.doi.org/10.1002/term.2006
48. Quinlan E, Thompson EM, Matsiko A, O’Brien FJ, López-Noriega A. Functionalization of a
Collagen–Hydroxyapatite Scaffold with Osteostatin to Facilitate Enhanced Bone Regeneration. Adv
Healthc Mater. 2015;4(17):2649–56. http://dx.doi.org/10.1002/adhm.201500439
49. Tang Y, Chen L, Zhao K, Wu Z, Wang Y, Tan Q. Fabrication of PLGA/HA (core)-
collagen/amoxicillin (shell) nanofiber membranes through coaxial electrospinning for guided tissue
regeneration. Compos Sci Technol. 2016;125:100–7.
50. Kwak S, Haider A, Gupta KC, Kim S, Kang I-K. Micro/Nano Multilayered Scaffolds of PLGA and
Collagen by Alternately Electrospinning for Bone Tissue Engineering. Nanoscale Res Lett.
2016;11(1):1–16. http://dx.doi.org/10.1186/s11671-016-1532-4
51. Zhou Y, Yao H, Wang J, Wang D, Liu Q, Li Z. Greener synthesis of electrospun collagen/
hydroxyapatite composite fibers with an excellent microstructure for bone tissue engineering. Int J
Nanomedicine. 2015;10:3203–15.
52. Ribeiro N, Sousa SR, van Blitterswijk CA, Moroni L, Monteiro FJ. A biocomposite of collagen
nanofibers and nanohydroxyapatite for bone regeneration. Biofabrication. 2014;6(3):35015.
http://stacks.iop.org/1758-5090/6/i=3/a=035015
53. Murphy CM, Schindeler A, Gleeson JP, Yu NYC, Cantrill LC. A collagen–hydroxyapatite scaffold
allows for binding and co-delivery of recombinant bone morphogenetic proteins and
bisphosphonates. Acta Biomater. 2014;10(5):2250–8.
54. Villa MM, Wang L, Huang J, Rowe DW, Wei M. Bone tissue engineering with a collagen–

hydroxyapatite scaffold and culture expanded bone marrow stromal cells. J Biomed Mater Res Part
B Appl Biomater. 2015;103(2):243–53. http://dx.doi.org/10.1002/jbm.b.33225
55. Kon E, Delcogliano M, Filardo G, Busacca M, Di Martino A, Marcacci M. Novel nano-composite
multilayered biomaterial for osteochondral regeneration: a pilot clinical trial. Am J Sports Med.
2011 Jun;39(6):1180–90. http://www.ncbi.nlm.nih.gov/pubmed/21310939
56. Zhou C, Ye X, Fan Y, Ma L, Tan Y, Qing F, et al. Biomimetic fabrication of a three-level
hierarchical calcium phosphate/collagen/hydroxyapatite scaffold for bone tissue engineering.
Biofabrication. 2014;6(3):035013. http://www.ncbi.nlm.nih.gov/pubmed/24873777
57. Akkouch A, Zhang Z, Rouabhia M. Engineering bone tissue using human dental pulp stem cells and
an osteogenic collagen-hydroxyapatite-poly (L-lactide-co-ε-caprolactone) scaffold. J Biomater
Appl. 2014;28(6):922–36. http://www.ncbi.nlm.nih.gov/pubmed/23640860
58. Liu W, Wang D, Huang J, Wei Y, Xiong J, Zhu W, et al. Low-temperature deposition
manufacturing: A novel and promising rapid prototyping technology for the fabrication of tissue-
engineered scaffold. Mater Sci Eng C. 2016;
59. El-Ayoubi R, Eliopoulos N, Diraddo R, Galipeau J, Yousefi A-M. Design and Fabrication of 3D
Porous Scaffolds to Facilitate Cell-Based Gene Therapy. Tissue Eng Part A. 2008 Jun;14(6):1037–
48. http://www.liebertonline.com/doi/abs/10.1089/ten.tea.2006.0418
60. Coutu DL, Yousefi AM, Galipeau J. Three-dimensional porous scaffolds at the crossroads of tissue
engineering and cell-based gene therapy. J Cell Biochem. 2009 Oct 15;108(3):537–46.
http://www.ncbi.nlm.nih.gov/pubmed/19681040
61. Yousefi AM, Gauvin C, Sun L, Diraddo RW, Fernandes J. Design and Fabrication of 3D-Plotted
Polymeric Scaffolds in Functional Tissue Engineering. Polym Eng Sci. 2007;47(5):608–18.
62. Bhumiratana S, Vunjak-Novakovic G. Concise Review: Personalized human bone grafts for
reconstructing head and face, stem cells translational medicine. Stem Cells Transl Med. 2012;1:64–
9.
63. Yousefi AM, Hoque ME, Prasad RGS V., Uth N. Current strategies in multiphasic scaffold design
for osteochondral tissue engineering: A review. J Biomed Mater Res Part A. 2015;103(7):2460–81.
http://doi.wiley.com/10.1002/jbm.a.35356
64. Guilak F, Butler DL, Goldstein SA, Money D (Eds. . Functional Tissue Engineering. New York:
Springer; 2003.
65. Ingber DE, Mow VC, Butler D, Niklason L, Huard J, Mao J, et al. Tissue engineering and
developmental biology: going biomimetic. Tissue Eng. 2006 Dec;12(12):3265–83.
http://www.ncbi.nlm.nih.gov/pubmed/17518669
66. Akbarzadeh R, Minton JA, Janney CS, Smith TA, James PF, Yousefi AM. Hierarchical polymeric
scaffolds support the growth of MC3T3-E1 cells. J Mater Sci Mater Med. 2015;26(2):116–27.
http://link.springer.com/10.1007/s10856-015-5453-z
67. Olivares AL, Marsal E, Planell JA, Lacroix D. Finite element study of scaffold architecture design
and culture conditions for tissue engineering. Biomaterials. 2009 Oct;30(30):6142–9.
http://www.ncbi.nlm.nih.gov/pubmed/19674779
68. Hoelzle DJ, Alleyne AG, Wagoner Johnson AJ. Micro-robotic deposition guidelines by a design of
experiments approach to maximize fabrication reliability for the bone scaffold application. Acta
Biomater. 2008;4(4):897–912.
69. Weiss LE, Amon CH, Finger S, Miller ED, Romero D, Verdinelli I, et al. Bayesian computer-aided
experimental design of heterogeneous scaffolds for tissue engineering. Comput Des. 2005
Sep;37(11):1127–39. http://linkinghub.elsevier.com/retrieve/pii/S0010448505000345
70. Chen Y-L, Lee H-P, Chan H-Y, Sung L-Y, Chen H-C, Hu Y-C. Composite chondroitin-6-
sulfate/dermatan sulfate/chitosan scaffolds for cartilage tissue engineering. Biomaterials. 2007
May;28(14):2294–305.
71. Duoss EB, Weisgraber TH, Hearon K, Zhu C, Small W, Metz TR, et al. Three-Dimensional Printing
of Elastomeric, Cellular Architectures with Negative Stiffness. Adv Funct Mater.
2014;24(31):4905–13. http://dx.doi.org/10.1002/adfm.201400451

72. Minton J, Janney C, Akbarzadeh R, Focke C, Subramanian A, Smith T, et al. Solvent-free
polymer/bioceramic scaffolds for bone tissue engineering : fabrication, analysis, and cell growth. J
Biomater Sci Polym Ed. 2014;25(16):1856–74.
73. Wagoner Johnson AJ, Herschler BA. A review of the mechanical behavior of CaP and CaP/polymer
composites for applications in bone replacement and repair. Acta Biomater. 2011 Jan;7(1):16–30.
http://www.ncbi.nlm.nih.gov/pubmed/20655397
74. Yousefi AM, Oudadesse H, Akbarzadeh R, Wers E, Lucas-Girot A. Physical and Biological
Characteristics of Nanohydroxyapatite and Bioactive Glasses used for Bone Tissue Engineering.
Nanotechnol Rev. 2014;3(6):527–52.
75. Wei G, Ma PX. Structure and properties of nano-hydroxyapatite/polymer composite scaffolds for
bone tissue engineering. Biomaterials. 2004 Aug;25(19):4749–57.
http://www.ncbi.nlm.nih.gov/pubmed/15120521
76. Mathieu LM, Bourban P-E, Månson J-AE. Processing of homogeneous ceramic/polymer blends for
bioresorbable composites. Compos Sci Technol. 2006;66(11–12):1606–14.
http://www.sciencedirect.com/science/article/pii/S0266353805004355
77. Zhang CY, Lu H, Zhuang Z, Wang XP, Fang QF. Nano-hydroxyapatite/poly(L-lactic acid)
composite synthesized by a modified in situ precipitation: preparation and properties. J Mater Sci
Mater Med. 2010 Dec;21(12):3077–83. http://www.ncbi.nlm.nih.gov/pubmed/20890640
78. Gay S, Arostegui S, Lemaitre J. Preparation and characterization of dense
nanohydroxyapatite/PLLA composites. Mater Sci Eng C. 2009 Jan;29(1):172–7.
http://linkinghub.elsevier.com/retrieve/pii/S0928493108001239
79. Ignjatovic N, Delijic K, Vukcevic M, Uskokovic D. Microstructure and mechanical properties of
hot-pressed hydroxyapatite/poly-L-lactide biomaterials. Bioceramics. 2000;192:737–40.
80. Shikinami Y, Okuno M. Bioresorbable devices made of forged composites of hydroxyapatite (HA)
particles and poly-L-lactide (PLLA): Part I. Basic characteristics. Biomaterials. 1999
May;20(9):859–77.
81. Huebsch N, Lippens E, Lee K, Mehta M, Koshy ST, Darnell MC, et al. Matrix elasticity of void-
forming hydrogels controls transplanted-stem-cell-mediated bone formation. Nature Materials 2015
Dec;14(12):1269-77.
82. Guo R, Merkel AR, Sterling JA, Davidson JM, Guelcher SA. Substrate Modulus of 3D-Printed
Scaffolds Regulates the Regenerative Response in Subcutaneous Implants through the Macrophage
Phenotype and Wnt Signaling. Biomaterials, 2015;73:85-95.
83. Ryan G, McGarry P, Pandit A, Apatsidis D. Analysis of the mechanical behavior of a titanium
scaffold with a repeating unit-cell substructure. J Biomed Mater Res B Appl Biomater. 2009
Aug;90(2):894–906.
84. Sun L, Parker ST, Syoji D, Wang X, Lewis JA, Kaplan DL. Direct-write assembly of 3D
silk/hydroxyapatite scaffolds for bone co-cultures. Adv Heal Mater. 2012;1:729–35.
85. Fisher JP, Vehof JWM, Dean D, van der Waerden JPCM, Holland TA, Mikos AG, et al. Soft and
hard tissue response to photocrosslinked poly(propylene fumarate) scaffolds in a rabbit model. J
Biomed Mater Res. 2002 Mar;59(3):547–56.
86. Onck PR, Andrews EW, Gibson LJ. Size effects in ductile cellular solids. Part I: modelling. Int J
Mech Sci. 2001;43:681–699.





























![Individual response variations in scaffold-guided bone ... · stimulation of the host bone remodeling may be achieved [13]. At the tissue and cells scale, the requirements for bone](https://img.dokumen.tips/doc/110x75/60e600164ab31e0d73381968/individual-response-variations-in-scaffold-guided-bone-stimulation-of-the-host.jpg)