Embed Size (px)
DESCRIPTION
Â
Citation preview

VAHTERUS NEWS 2/2013
USED MOTOR OIL
TURNED INTO RAW MATERIAL
p. 12
NEW SOLUTIONS FORCLEANING AND MAINTENANCE
UNDER WAYs. 13

VAHTERUS NEWS 2/2013
Publisher Vahterus Oy
Editor in ChiefSari Kesälä
Lay-outMainostoimisto Tekokuu
Interviews Raija Herrala and Kristiina Tolvanen
Press Euraprint
On the cover Petri Rautanen
LT Recoil
Vahterus OyPruukintie 7
FI-23600 KalantiFINLAND
Tel.: + 358 2 840 [email protected]
Vahterus Americas, LLCPO Box 77264
CharlotteNC 28271
USATel.: +1 704 846 5050
Vahterus Deutschland GmbHMagnolienweg 26
63741 AschaffenburgGERMANY
Tel.: +49 6021 181 [email protected]
Vahterus Heat Exchangers Shanghai Co. Ltd
Room 816, Enterprise SquareMei Yuan Road 228, Zha Bei District
200070 ShanghaiCHINA
Tel.: +86 21 638 00848*[email protected]
Vahterus (UK) Ltd12-14 Derby Road
MelbourneDerbyshire DE73 8FE
UKTel.: +44 1332 863175
More news and articles can be found at www.vahterus.com
Dear partner,
VAHTERUS TODAYThe weather in Southwest Finland in the beginning of December is dark and
somewhat melancholic. However, I am glad to note that the current weather is no indication of our year here at Vahterus. The year 2013 can be better described as combining a hopeful spring with a successful harvest after a warm summer, as the farmer in me would say. We are making record turnover and the stock of orders for next year is looking very good. Dear customers, thank you for your trust.
In developing and manufacturing our products, we continue to place strong eff orts in providing the latest know-how and technology. Our new manufacturing line based on laser technology is the latest indication of our willingness to be the frontrunner in PSHE technology. The Director-General of the Energy Department at the Ministry of Employment and the Economy, Esa Härmälä, inaugurated this new investment. According to Härmälä’s speech, he believes the development of technology and energy effi ciency is an excellent opportunity for Finnish economy as well as Vahterus.
This year our eff orts for internationalization can be seen especially in our assembly plant in China, serving our local customers. A lot has happened during 2013 and we at Vahterus, currently altogether 200 of us, are ready to take on future tasks made possible by you.
VAHTERUS & 2014In the following fi ve years, the world’s heat exchanger markets will see a signifi -
cant 4-8% yearly growth rate. To balance the current energy production with its growing use, one of the only solutions will be better energy effi ciency. In future development effi cient heat exchange and more energy effi cient heat exchangers will play a signifi cant role.
This compelling work includes theoretical research but also strong willingness to fi nd the most effi cient solutions for heat exchangers as well as manufacturing techniques. The future looks interesting, and we at Vahterus believe in what we are doing. We hope to work with you to fi nd more effi cient solutions for heat exchange to the benefi t end-users.
Starting 2014, our company will be organized in a more customer-scentric approach. The organization will be divided into three application areas: Energy, Chemical & Process, and Refrigeration. In order to serve you better, we are getting more know-how for both sales and production for all customer sections.
According to the results of our customer survey, it seems that our cooperation is working in an excellent way. However, we also see needs for improvement, which we will take on right away. It is important to receive honest and open opinions about our work from our customers. Thank you for the feedback.

VAHTERUS & FINLANDWith Finnish Independence Day having just passed, I would also like to take a look at the
past. The beginning of December is the darkest time of the year, but on Finnish Independ-ence Day, December 6th, people light up two candles on their windows. These candles remind about the past: a time when independence was something people had to fi ght for and when World War II was dreaded reality also here in Finland. I cannot even imagine life during these times. However, I would like to give my sincerest thank you to the generation who has made it possible for us to work independently all over the world.
A part of this generation is my mother Aili Kontu, 90, who like others in her age group, participated in defending Finnish Independence. My late father Eino Kontu defended Finland on the battlefront for altogether fi ve and a half years. At the age of 16, my mother joined the Finnish Lotta Svärd organization, through which women’s voluntary work was organized.
“On midsummer 1941, men heading to battle waited at the Kalanti railway station for a day and a half. We as members of the Lotta Svärd organization needed to supply food for the men, even though there was only tea and old bread available. Finally, the men boarded the train taking them “somewhere there”, my mother explains.
For those who came back, celebrating independence has always had a signifi cant meaning. Family, home region and independent home country are the treasures of my mother’s life. Her home region is the village of Vahterus, where the family will gather for Christmas Day. One Christmas, my mother was watching the young ones play the English version of Trivial Pursuit: “Life is odd. All of your roots are here in Vahterus, but I cannot understand a word you’re now saying!”
Yes, times change and we always strive to push forward. However, I feel it is also impor-tant to pause and think about why the well being we have now is possible, and to cherish the fact that we also here at Vahterus are free to operate together with our customers.
Thank you for this year, together we succeed.
Mauri Kontu
3
MADE BY VACKAFINNAR
SINCE THE MIDDLE AGES SOUTHWEST FINLAND HAS BEEN AN IMPORTANT CENTER
OF INTERNATIONALITY, TRADE AND INDUSTRY. IN THESE PAGES WE WILL TELL MORE
ABOUT PRESENT PHENOMENA, COMPANIES AND INNOVATIONS OF THIS REGION.
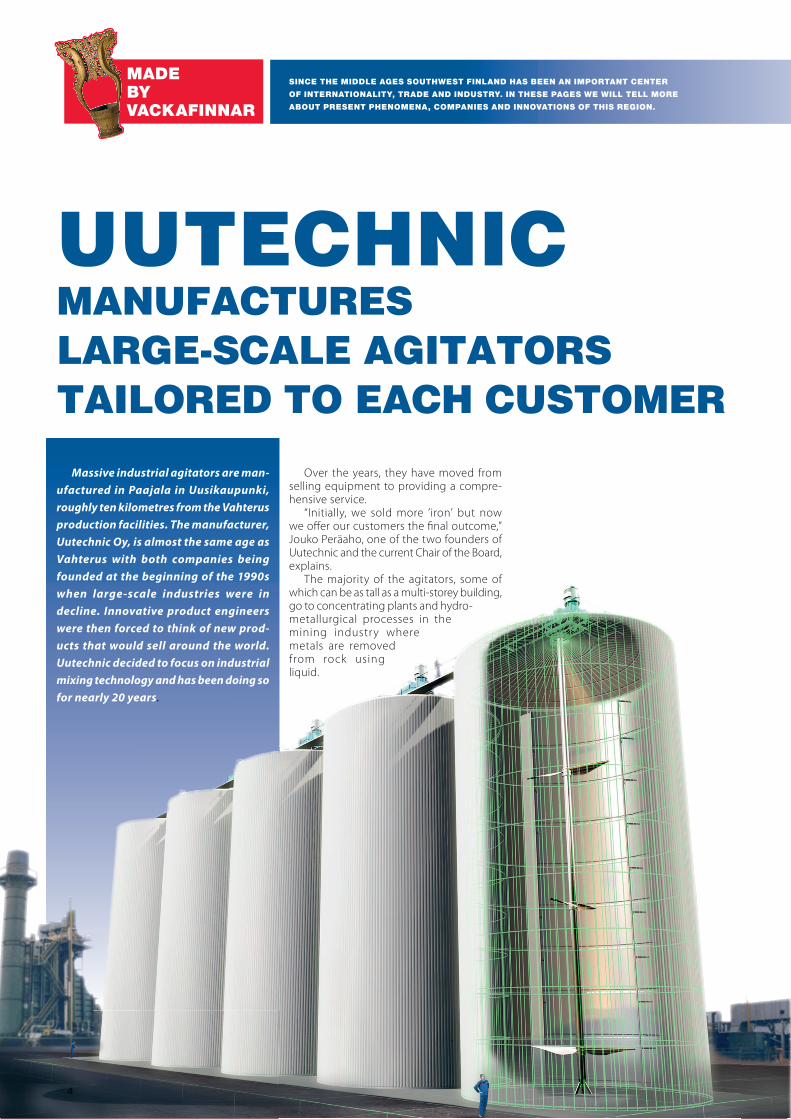
Massive industrial agitators are man-
ufactured in Paajala in Uusikaupunki,
roughly ten kilometres from the Vahterus
production facilities. The manufacturer,
Uutechnic Oy, is almost the same age as
Vahterus with both companies being
founded at the beginning of the 1990s
when large-scale industries were in
decline. Innovative product engineers
were then forced to think of new prod-
ucts that would sell around the world.
Uutechnic decided to focus on industrial
mixing technology and has been doing so
for nearly 20 years.
Over the years, they have moved from selling equipment to providing a compre-hensive service.
“Initially, we sold more ’iron’ but now we off er our customers the fi nal outcome,” Jouko Peräaho, one of the two founders of Uutechnic and the current Chair of the Board, explains.
The majority of the agitators, some of which can be as tall as a multi-storey building, go to concentrating plants and hydro-metallurgical processes in the mining industry where metals are removed from rock using liquid.
UUTECHNICMANUFACTURES LARGE-SCALE AGITATORS TAILORED TO EACH CUSTOMER
4

VAHTERUS NEWS 2/2013
Committed professionals
guarantee high-quality
products.
“We want to make products that work 24 hours a day and 365 days a year. The focus is on the core equipment of the process. The more robust, the better. This is what we do best. The more important the reliability of the agitator is for the customer’s process, the stronger we are,” Peräaho describes the objectives of the company. Uutechnic is small in number, employing only around twenty people, but the company designs and manufactures big products that are all carefully custom-made to meet the needs of each customer.
The managing director Martti Heikkilä explains that the company off ers its cus-tomers mixing technology-related concepts, research, pilot projects, design, manufacture, start-up and maintenance.
The turnover in recent years has been around EUR 6–8 million. Half of the staff now work in production; the other half is designing, selling and providing a compre-hensive service to the customer.
The first step is always to define the required mixing targets. This is a service that relies on understanding the customer’s pro-cess and needs and working towards long-term goals.
“The design work starts with defi ning the customer’s mixing needs. What should the outcome be? How about power and speed? The right agitator will be created on the basis of technical requirements and extensive expe-
rience,” remind Peräaho and Heikkilä.This approach requires thorough famil-
iarisation with the customer’s processes and mutual trust.
“We aim to operate in the long term so that the customer benefi ts from cooperating with us. We are all on the same side of the table,” Peräaho highlights.
Sturdy and demanding
Uutechnic is a global operator whose agi-tators can be found on all continents.
“We understood it very clearly from the start that Finland would be far too small a market area,” explains Peräaho.
The next step is Russia.Over 80% of Uutechnic agitators end up
being used in the mining and hydrometal-lurgical industries, around 15% in the paper industry and the remaining 5% in other industries.
The equipment is sturdy, tall and robust. The biggest agitator delivered weighed over 40 metric tonnes. According to Heikkilä, the output power is usually around 500kW.
Sturdy storage tank agitators are designed to work in tanks that are up to 3,500m3. The shaft of the agitator in a tall tank is 30 m with a diameter of 7–8 m.
Smart mixingIndustrial mixing has been around for a
very long time. Pictures from 300 years ago show similar methods that are still being used today. The work was and is mechan-ical. The men from Uutechnic believe that heavy mixing will be still be a mechanical process in the future.
However, there are changes ahead. Smart solutions are making their way to agitators. Control, precision, monitoring and energy-effi ciency are all developing areas.
“Remote monitoring will be part of mixing technology,” says Heikkilä.
The range of services provided by the manufacturer will include monitoring the condition of an agitator installed on the other side of the world. The supplier will often take part in operating the customer’s process.
Some calculations suggest that up to 30% of industrial energy consumption goes into pumping and mixing.
“If this can be reduced by just than 1%, we are already talking about huge savings,” Peräaho points out.
In future, the fi gures about energy needs for mixing will be even better known.
The most important lesson from the fi eld of mixing technology in the past 20 years is that Uutechnic needs to be close to its cus-tomers as their processes develop over time.
5

Vahterus&World
FROM AROUND THE GLOBE
Americas
UK
Busy and successful year 2013
PSHE in UK District Heating Scheme
PSHE in UK District Heating SchemeVahterus Uk recently supplied steam con-
densers & condensate subcoolers to Cofely District Energy as part of their 25 year conces-sion agreement with Coventry City Council (CCC) to develop a low carbon district heating network for Coventry city centre.
The ground breaking scheme is the fi rst of
its kind in the UK and will see Cofely take the unique role of ‘heat shipper’ by buying heat from the Energy from Waste (EfW) and ‘ship-ping’ it via a 6.6km network of buried pipes to consumers in the City Centre. The energy will then be sold back to the City Council and the other scheme partners, at a competitive rate.
The Vahterus Plate & Shell units are cur-
rently being installed at the site of a local waste disposal company and will be used to recover heat from steam generated by waste inceneration.
2 Plate & Shell steam condensers (5HH-244/1/1) are to be used – the fi rst will condense steam coming directly from the steam header on the waste incinerator and the second will
As 2013 reaches a conclusion, it brings to a close what has been a very busy and successful year for Vahterus Americas. Even before the year closes, we have doubled the sales we had achieved in 2012. Sales have come from all sectors, with an excellent bal-ance between markets. Refrigeration has remained strong, notably through the key accounts of Johnson Controls, M&M Refrig-eration, Cimco Refrigeration and Innovative Refrigeration; and in the Process/Chemical sectors we have developed further business with clients such as Air Products, DeSmet and Linde/Cryostar.
Even though the major part of our busi-ness comes from North America, in South America we have scored some notable suc-cesses securing orders destined for Petro-bras in Brazil; in addition to which we have increased our installed base with the Spirax Sarco companies in Argentina, Chile and Brazil.
As we look into next year, there is consid-erable work to do. We have set ourselves chal-lenging growth targets again in the Americas, but see sufficient business opportunities to make this a reality. In addition to securing imminent business, we are now starting to
strengthen further, with the recruitment of more personnel to our US team, as well as tracking some large capital project invest-ments in the USA. Busy times are ahead but we see very positive signs from this side of the Atlantic!
The Herbert Art Gallery & Museum – one of the buildings to be heated by the scheme
6

VAHTERUS NEWS 2/2013
China Short lead-times in record heat wave
With the assembly plant up and running in Zhangjiagang, we have started to deliver China-assembled products to our customers in China. The exceptionally hot summer (6 weeks of +40°C) coincided with the peak months of our production workload. How-ever, thanks to the dedicated personnel and great teamwork, China assembled units were delivered within a short lead-time, despite the scorching weather.
Since the launch of manufacturing activi-ties in China, we have successfully delivered products for various applications including Refrigeration, Heat & Power, Chemical & Pro-cess and to global companies like JCI, Spirax Sarco, Pfaudler (now part of NOV group), and Metso Paper, etc.
During May 13-16th, Vahterus China together with representatives from Vahterus headquarters, took part in the AchemAsia 2013 exhibition in Beijing. At the exhibition, we showcased the full range of the Vahterus’ product family, including the fully welded and
energy saving, improved industrial hygiene and safety is creating a very favorable plat-form for the growth of Vahterus PSHE demand in the market.
openable Vahterus PSHE now assembled also in Zhangjiagang, China.
Overall, the interest in Vahterus PSHE solutions has been increasing: the drive for
be fed with pass out steam from a turbine.A condensate subcooler is connected to
each condenser to subcool condensate to below 90˚C.
The contract will be delivered by a new subsidiary company, Coventry District Energy Company (CDEC), which is owned by Cofely District Energy and working in partnership
with CCC. The fi rst phase of CDEC will deliver low carbon heat to 8 prominent buildings within the city centre:• Coventry Council House• Coventry City Council Civic Buildings 1-4• Herbert Art Gallery & Museum• Coventry Sports & Leisure Centre• Coventry Cathedral
Initially, the scheme will save 2,000 tonnes of carbon – the equivalent of fuelling 400 homes. Heat supply in 2013 will be 9 GWh, rising to a predicted 73 GWh over the contract period.
7

Vahterus&Us
QUALITY THROUGH PEOPLE“When we design something new, we must
take it all the way to production. Industriali-sation is an essential part of what we do. My work also includes compiling manuals for cus-tomers together with the Sales team. In fact, the Vahterus steam condenser and steam gen-erator manual is just hot off the press,” says R & D engineer Piia Gustafsson.
Industrialisation requires close coopera-tion between the Sales and Design teams in
order to make sure that everything has been thought of once the idea is taken from the drawing board to the workshop. The next step after the drawing board stage is to make a test exchanger.
“The process in which the test exchanger goes from design to production usually faces many obstacles. You tend to need more than one go to arrive at the final product,” explains Gustafsson.
The R & D engineer also takes part in producing manuals for customers together with the Sales team. The new “steam manual” holds a whole range of information.
“ The manual includes information on steam con-densers and generators that customers should know, such as how to use our steam con-densers and what special features they contain.
It is good to provide a lot of information for cus-tomers both in manuals and elsewhere,” Piia Gustafsson points out.
The writer of the manual must think very carefully what it is that the customers want and need to know. It is the Sales team that relays infor-mation from the customer to the writer. According to
Gustafsson, they have a solid understanding of our customers and their processes because they have visited the customers at their premises.
Sometimes customers approach the writers directly and sometimes the design team takes part in showing customers around the Kalanti premises and the heat exchanger manufac-turing process.
So what’s going on right now?“Right now, we are testing a stretched heat
exchanger. We have tested different stretching mechanisms and what impact stretching has on plate types.
We also do tests to develop the ideal stack for high-pressure exchangers. The endurance of the stack is tested by an explosion test,” says Gustafsson. She also explains that the team
is working with plate mate-rials that are thicker than
the normal kind and were tested for their
pressure resistance throughout the
summer.
“Whenever we use a thicker material, the whole job of creating a stack changes. How can we press the pattern and how good is the welding going to be?”
Gustafsson has worked at Vahterus for over a year. She studied paper converting at the Tam-pere University of Technology. Before coming to Vahterus, she worked for three years as a researcher at the Åbo Akademi University Labo-ratory of Paper Coating and Converting and
at Oras in Rauma.“The environment and energy are topics
that interest me so I chose a relevant field. Heat exchangers are also used in similar settings such as the chemical and paper industries,” Gustafsson says.
Piia Gustafsson is from Rauma and cur-rently lives there with her family comprising her partner and a four-year-old son. They live in the more rural area outside town where there is plenty of room for a pet or two.
“We have a couple of cats and dogs. I love spending time with animals and in nature,” she says.
Her hobbies include orienteering and local politics.
Multiple products ready in one goPiia Gustafsson, R & D Engineer
Piia Gustafsson
8

VAHTERUS NEWS 2/2013
The plate stack is the heart of Vahterus heat exchangers
Plate stacks are constantly tested in line with the Vahterus testing programme. Pressure resist-ance is monitored from the point of view of both abrupt and long-term pressure fl uctuation. Monitoring these tests is one of quality engineer Anssi Myllymaa’s responsibilities.
“What we call the ‘break test’ includes raising the pressure inside the stack by pumping in water for so long that the stack breaks. After this, the results of the test are documented. In a stress test, the stack is not broken. Instead, the pressure is raised and lowered at intervals to see how the stack will resist long-term peri-odic stress,” Myllymaa describes.
The tests in the testing programme are car-ried out almost every week at the Vahterus prem-ises where each stack to be tested is installed in the specifi cally designed testing bench. The tests cover heat exchanger plates from the smallest to the largest.
“It is diffi cult to determine the resistance of heat exchanger stacks purely on the basis of calculations. This is why we need to test them in practice,” explains Myllymaa.
The safety factors applied at the designing stage determine how much pressure each piece of equipment must be able to resist in excess of their normal operating range. These safety factors are defi ned in EN 13445-3 Annex T.
Some factors infl uencing the pres-sure resistance of a plate stack is its diameter, pattern and the thickness of the material used.
“If the plate stack fi rst swells up
out of shape and one of its seams eventually break, the test result is basically a good one,” explains Myllymaa.
When the parts behave as expected, the test results are documented and saved and nothing else is required.
Quality control in productionMyllymaa also acts as a substitute for one
of the three production quality inspectors. The inspectors operate under the quality manage-ment department where product quality is monitored in a concrete way using a variety of measuring tools.
“Each completed exchanger is checked using measurement data and by comparing results to the blueprint. Each exchanger is also inspected visually,” Myllymaa says, explaining the details of the quality management process.
Quality management systemsThe work of a quality engineer also includes
maintaining quality management sys-tems.
The work of a quality engineer is made of testing, checking and investigating
Anssi Myllymaa, Quality Engineer
Anssi Myllymaa
“Only recently, in September 2013, we went through a two-day audit by the American ASME quality management system, which is valid for the next three years. The audit includes going through the company quality management manual with an external auditor,” explains Myllymaa.
The ASME is just one of several certifi cations
that Vahterus holds. We also use the ISO 9001 quality management system, ISO 14001 envi-ronmental management system, OHSAS 18001 occupational health and safety management system and ISO 3834-2 quality requirements for fusion welding. In addition to these, several market areas have their own management sys-tems, meaning that the management system maintenance work can sometimes be quite time consuming. Certifi cations are the quality man-ager’s responsibility, but there is still plenty of work left for quality engineer Myllymaa who has worked at Vahterus for over two years.
Anssi Myllymaa was born in Uusikaupunki but currently lives in Turku where he also studied industrial management at the Turku Uni-versity of Applied Sciences. Anssi shares his love of sailing with his wife, and he also plays football with the Turku Football Club taking part in training and games a few times a week.
9

VAHTERUS NEWS 2/2013
AMMONIA-WATER ABSORPTION SYSTEM BASED ON PLATE & SHELL HEAT EXCHANGERS
Due to the increasing price of scarce fossil fuels, there is a worldwide focus on ensur-ing the sensible use of energy by improving the e� ciency of consumption. This is to be achieved through high e� ciency technolo-gies, renewable energies and decentralised power generation.
In Germany, a renewable energy law (EEG) was enacted in 2000. Since then numerous projects in the sectors of solar, wind, biomass and even geothermal energy have been imple-mented. The proportion of renewable energy used should reach 20% of the total national energy supply by 2020. The law regulates the fi nancial return received for electrical energy which is produced by cogeneration of heat and power (CHP), for example. Since the implemen-tation of the EEG the number of CHP plants has increased signifi cantly. The thermal energy is used locally, substituting fossil fuels such as oil or natural gas. Unfortunately, the capacity and the demand are for the most part unequal. With the majority of applications, a part of the CHP’s heat output is emitted to the atmosphere as waste heat, especially in the summer, when demand decreases considerably. To resolve this situa-tion an innovative use of heat can be employed; ammonia-water absorption refrigeration tech-nology. Combined with a conventional CHP system it forms a complex local energy system producing cold, heat and power (CCHP), which is known as trigeneration. Shell and tube heat exchangers are usually preferred in absorption systems. Semi-sealed, sealed or fusion bonded plate heat exchangers, coaxial
heat exchangers, or plate and shell heat exchangers have been evaluated and could be used as well. The chosen heat exchanger should be compact and durable, economically mass-produced and free from leakage problems. An investigation proved that plate and shell heat exchangers meet these criteria to the greatest extent. In addition, these heat exchangers are designed for high pressures and temperatures and satisfy safety requirements.
The absorption refrigeration technology is driven by heat input rather than electrical power input. For applications at 10–20°C, such as com-fort cooling, the cooling energy can be supplied by means of absorption refrigeration technology such as desiccant evaporative cooling systems, periodical water/silica gel or water/zeolite adsorp-tion systems, and water/lithium-bromide absorp-tion systems. These chillers are widely available even for small refrigeration capacities, whereas the need for solutions allowing for cooling
between 0°C and lower with cooling capaci-ties between 30 kW and 1000 kW is not met. Until recently, suitable technologies which meet the demand economically were not avail-able. Therefore, an ammonia/water absorption system has been technically defi ned and has been evaluated both thermodynamically and economically. The system consists of plate and shell heat exchangers, a solution pump, valves, fi lters, controlling equipment and safety devices. It is designed for refrigeration loads of up to 1 MW. The driving heat input can be applied at temperatures down to 90°C. The coeffi cient of performance (COP) of sorption systems is defi ned by the ratio of the refrigeration load and heat input. It is lower than that of a compressor chiller driven by electrical energy. The COP of a real sorption chiller varies from 0.3 to 0.6 depending on the temperatures of external heat transfer media. Such NH3/H2O absorption systems are manufactured by the industrial refrigeration com-pany Zimmermann GmbH, located in Hamburg (www.zimmermann-industriekaelte.de).
As an example, a heat input of 2370 kW is required at 100°C to operate on a 950 kW refrig-eration load at -10°C. An additional 28 kW elec-trical power input is required for the solution pump. The photo shows this plant during instal-lation. It is part of a complex energy system for a 48,000 m² logistics centre. Zimmermann GmbH acts as general contractor supplying high effi -ciency CHP units, compressor chillers for the deep freezing sector, hybrid recoolers, piping and surrounding equipment. Seasonal temper-ature fl uctuations and in particular the alter-nating operational demand of cold, heat and power have led Zimmermann to develop an intelligent, individually-adaptable controlling system to carry out this sophisticated task. Today, the total effi ciency reaches practical values of 85% and above. Zimmerman’s expertise allows operators to receive subsidies and save on tax payments.
Dr. Wolfgang StürzebecherZimmermann GmbH
TECHNICAL DATA:
Electrical power: 200i0 kWThermal energy: 2370 kWAbsorption unit: 950 kWCompressor chiller: 2884 kW
CO2 saving: Annual CO2 emissions are reduced by approximately 30% com-pared to a conventional construction method. The application of natural ref-
rigerants demonstrates the sustai-nability of this concept.
10

Customer questions regarding the cleaning and maintenance of heat exchangers have been taken seriously and product devel-opment is searching for the answers.
“Every now and again, we get requests to provide instructions for cleaning and main-taining heat exchangers,” explain the Vahterus development engineer Piia Gustafsson and quality engineer Anssi Myllymaa.
“Our heat exchangers end up in all sorts of settings- some of which are environments where the equipment gathers dirt very easily. It’s times like this when people want to be able to clean the plate stack rather than get a new one. Especially in the processing industry, customers often want to take a look inside the heat exchanger and check its condition during annual servicing,” Gustafsson explains.
Heat exchangers can collect oil, grease, sediment or calcium deposit from water. The fastest way to get rid of it all is to use a pro-fessional cleaning service. Myllymaa explains that service providers specialised in indus-trial cleaning know their business very well, and they also have the right chemicals for cleaning heat exchangers.
Basic instructions for cleaning can be found in the user and maintenance manual
New solutions for
CLEANING AND MAINTE-NANCE UNDER WAY
have been completed, it is possible to provide customers with improved and more detailed cleaning instructions. So far, testing has been conducted on two widely used plate sizes 3 and 4. The most stress is felt by the welded seams around the narrow section between the edge and hole of the plate.
According to Gustafsson, the testing pro-cess is still in its early stages but, so far, a size 3 stack has been stretched to 1.5 times its normal size without causing any damage to it. This is already an improvement in terms of cleaning the stack.
The testing will move on to plates of dif-ferent sizes and materials.
There is also another way of making cleaning easier. Myllymaa says that the fl ow guide normally welded on the side of the stack can be made detachable. The fl ow guides cover around half of the stack’s sur-face. Removing them allows much easier access to cleaning.
In addition to cleaning, Vahterus heat exchangers require very little maintenance.
“Our heat exchangers do not have parts that need to be replaced regularly. If there are problems, they are usually caused by some-thing other than normal use.”
provided with the equipment.Sometimes Vahterus consults other
Finnish specialists to fi nd solutions to cus-tomers’ problems. The substance that soils the exchanger can be sent to a laboratory for extensive tests and then cleaning liquids can be chosen based on the results.
However, many customers wish that they could clean the equipment themselves to save on cleaning costs.
“In some processes, the heat exchangers may become soiled very quickly, and the clogged stacks will have to be replaced quite frequently. We have now taken on board our customers’ request to make our heat exchangers easier to clean,” Gustafsson explains.
Vahterus has created a stretchable test stack in which the gaps between plates allow cleaning using a pressure washer.
Gustafsson knows that some customers have already been doing this. They have taken the stack out of the shell and stretched it for cleaning on a special cleaning bench.
The test exchanger is used to test the endurance of the welded seams and to see how much stretching the plate stack can tol-erate without any damage. After the tests
Openable PSHE Plate pack including stretching mechanism and removable fl ow
directors
Plate pack stretched for cleaning

VAHTERUS NEWS 2/2013
LT-RECOILUsed motor oil turned into raw material
The use of recycled raw material as the basis for motor oil is increasing in Europe.
“Customers have also started to request recycled products here. In North America, the market already prefers recycled motor oils,” explains Managing Director Petri Rautanen from L & T Recoil Oy.
L & T Recoil Oy, which is part of the EcoStream group, started regenerating used motor oils into new base oil four years ago in Hamina, southeast Finland. The production plant situated at the port of Hamina re-refi nes all recycled transport, marine and industrial lubricating oils collected in Finland and a considerable amount of imported raw material from the Baltics.
When the decision to build a new plant was made in 2007, the licence was purchased from North America. However, the process had to be adjusted to European conditions through a series of trial and error. It turned out that the raw material in Europe is considerably diff erent from that in America. Rautanen explains how they had to rethink the process chemistry all over again.
Diff erent stages of the process have around thirty Vahterus heat exchangers. The company decided to choose Vahterus because it off ered a good delivery deadline, fl exible and economical solutions and small-sized equipment.
Rautanen is pleased with its fl exible partner who has really taken to analysing the challenges of the start-up phase together with Recoil. Coop-eration has included development work to fi nd a solution to the problem of when heat exchangers become soiled.
In the L & T Recoil process, recycled oil is
The Finnish Association of Environmental Enterprises and the Finnish Recycling News maga-zine granted L & T Recoil the Recycling Deed of the Year 2012 award for an innovative solution
using a recycled raw material. “Our operations are based on recycling, and we aim to establish ourselves as an environmen-
tally friendly business. Reducing our environmental impact is one of the major challenges along-side technological development. We have invested in emission management and worked hard to
reach this goal,” managing director Petri Rautanen says.“Our business is very energy-efficient in comparison to the production of oils from crude oil.
However, we believe we can still improve our energy-efficiency considerably.”
INNOVATIVE THINKING REWARDED
processed chemically using temperature, pres-sure, dwell time and catalysis. Finally, the base oil is hydrogenated which will turn it into a high-quality raw material for lubricant manufacturers.
Plant conditions demand a lot from the equipment.
“Typically, lubricating oil regeneration cre-ates a corrosive environment where equipment becomes soiled quickly,” describes Rautanen.
The temperature can reach nearly 400 °C and pressure can be as high as 80–90 bars.
“Vahterus has worked in close cooperation with us as we have developed our process and heat exchanger solutions. We have both worked towards developing diff erent work stages and improving exchanger cleaning methods in order to make all of our lives easier,” Rautanen says.
A variety of Vahterus heat exchangers are used in the Recoil process. Some exchangers have also been replaced after gaining more experi-ence of the process.
“For example, when we found out where corrosion is strongest, we changed the process conditions and adjusted exchanger materials. In some cases, we have even used Hastelloy level materials. Vahterus has also developed its pro-cess and been able to manufacture stacks using more robust materials.”
The partnership between the two companies has grown closer over time.
“It is important for us to know what the limit of each heat exchanger is so that we can choose the right exchanger for the right stage in the process. Our partnership with Vahterus has been
very fruitful.”The companies have worked on diff erent
methods and materials in order to manage the soiling of equipment and has analysed tempera-ture profi les, fl ow directions and fl ow speed.
“We started from the very basics. They are experts in heat exchangers and that enables us to target the right things. We are not just fi xing the symptom but the actual problem. Combining our experience provides us with comprehensive solutions,” says Rautanen.
Rautanen believes that open dialogue has benefi tted both parties.
“Information and expertise has been free to fl ow between companies because we are both interested in long-term development work.
The fi rst years were very challenging for us, as we had to use a great deal more in resources for technological development than we had planned. Today, technology is no longer the bottleneck it used to be. We have now moved on to deal with the challenges of a running a company day-to-day,” Rautanen explains.
However, there will be need for a fl exible partner in the future.
“In critical points of the process, we often have a spare exchanger. Despite this, there are situations when we need new exchangers at very short notice. It is a great help to us that Vahterus is located just a short drive away. Sometimes all you need is a new plate stack to replace the old one.”
Petri RautanenL & T Recoil12

ZIMMERMANN CASE
A robot with a laser head is cutting heat exchanger plates from a strip and stacking them on a pallet at the recently built Vahterus facilities. The new cutting system introduced at the end of last summer was a result of thor-ough pre-engineering cooperation between Vahterus and Ionix, which o� ers expert laser processing-related services.
“Laser cutting allows us to increase the thick-ness of the plates for the purposes of high-pressure exchangers,” explains technology director Paavo Pitkänen.
When heat exchanger plate thickness is usu-ally around 0.7mm, laser cutting allows the use of materials as thick as 1.5mm or even 3mm. Laser cutting also makes processing more pre-cise and automated.
“In mechanical cutting, you need diff erent tools for every plate size and material thick-ness,” Pitkänen recalls.
Mechanical cutters can also break down and suff er from wear, which leads to poorer precision. The precision of the cut has a direct impact on the quality of welding.
Customers will see the investment in the more fl exible use of diff erent materials. The development of high-pressure exchangers is moving forward, and it will now be easier to adjust the shape of the plate, for example.
The use of lasers allows the use of thicker plates. However, Pitkänen points out that the laser is a perfectly good tool for processing thinner materials as well.
Initially, the laser cutting system will focus on the bigger plate sizes. The fi rst line will cut size PSHE 6 plates from acid-resistant steel. Later this year, a second line will start processing size PSHE 7 plates.
The most prominent part of the system, which was custom-made for Vahterus, is the gantry robot. All fi ve processing lines can be installed around the robot on a 16-meter wide
CUSTOM-MADE
LASER CUTTING
SYSTEM
INTRODUCEDThe laser cutter working away behind a safety glass as the preformed strip moves forward to be cut. First, the cutter auto-matically locates the correct cutting location at two different places. Then the laser beam can start its work. Once the plate has been cut, the robot picks it up and places on top of a pile of plates while the second grabber removes the leftover metal strip and puts it into the recycling container.
work space. Each line can be used to cut a diff erent product.
The technology director Ilkka Lappalainen from Ionix, the company that cooperated with Vahterus in planning and imple-menting the assembly, says that certain special features were included in the system specifi cally to meet the needs of Vahterus. Some of these include machine vision, which locates the shape to be cut, and measuring of groove depth, which is part of monitoring plate quality. The robot will not waste time cutting a plate that does not meet the pre-set quality criteria.
It also constantly monitors the cutting out-come and processes the pieces fully automated.
The cutting system was equipped with an economical state-of-the-art fibre laser. According to Lappalainen, the robot has much higher electricity effi ciency than the equiva-lent carbon dioxide laser, there is no need for expensive resonator gases and the robot is practically maintenance free.
In addition to Ilkka Lappalainen and Timi Saarinen from Ionix, the project involved Martti Similä from Credeltco Oy and Pyynikki Engi-neering, which was responsible for electrical and automation engineering and robotics. Vahterus personnel were trained to operate the system, and the training was conducted in close cooperation with the project partners.
Lappalainen is especially pleased with the pre-engineering phase before the actual pro-ject, during which the needs related to the entire system were examined together very carefully. The signifi cance of this is clear now that the system is up and running.
“At this point of the project, you usually get the feeling that you could have done some-thing diff erently, but nothing like this has not
come up yet,” he says. “The Vahterus team know their product
and its features through and through. They provided us with ideas on the fi nal construc-tion and suggested how to best design the handling of the pieces.”
Pitkänen agrees that, if this had been a standard turnkey project, there would have been a lot of changes already during the instal-lation work.
During this laser system project, expert con-sultation was requested from relevant partners. Pitkänen explains that this is typical of Vahterus.
“The same kind of process was also used for developing the preforming line and welding robots.
Vahterus started preparing for the coming of laser technology ten years ago,” he points out. Pitkänen believes that Vahterus was now able to make the investment with more refl ec-tion and in a way that suited the company’s own production processes better.
The laser cutting system is located at the Vahterus Kytänmäki facilities that were com-pleted last spring and are situated near Meijeri and Head Offi ce. The same facilities also house 1,460m2 of thin plate storage space.

VAHTERUS NEWS 2/2013
“Our recent certifi cations have mostly been acquired in the east of Finland where we are earning roughly one new product certifi cation per year. Just now, we are in the middle of an approval process for Ukraine.
Certifi cations can diff er in nature. While the ASME certifi cation covers the quality management process, in some countries we are acquiring certifi cations for prod-ucts only.
This is basically the same thing, just from a diff erent point of view,” says Juha Suominen.
Vahterus is the biggest manufacturer of ASME compliant pressure equipment in Fin-land, both in terms of quantity and tonnage. This became apparent last October after the ASME audit that is carried out every three years. An audit team, consisting of three authorised inspectors, visited the premises in Kalanti on 7–8 October. The chief auditor was from the UK and the two other members of the team were from Finland.
“We can now stamp our products with the ASME U and R symbols for another three years,” explains a very content Juha Suominen, Vahterus QSE Manager.
Vahterus has had authorisation to stamp its products manufactured in Kalanti with the U symbol since 2004. Stamping repaired heat exchangers with the R symbol is been permitted since 2010. The American ASME system is widely used globally, for example in the United States, Canada, South America and South Korea. Suominen explains that the oil industry around the world mainly uses this code.
The auditing team examined the Vahterus manual and observed a heat exchanger welding process on the production premises.
“The audit covers the entire manufacturing process, including design, material acqui-sition and management, production, NDE evaluations and fi nal checks,” lists Suominen.
In addition, the calibration of the equip-ment used in production is inspected.
One of the aims of regular audits is to continuously improve operations. This is a never-ending process in Vahterus. “When-ever we come across something new, the manual is updated,” explains Suominen. One of the tasks of the auditors during the audit is to provide ideas for improvement. During the recent audit, two major clarifying adjust-ments and a couple of corrective measures to production were inserted into the manual.
“Of course, the manual is never complete, and there is always room for improvement,” Suominen points out.
The range of certifi cations held by Vahterus keeps expanding.
The ASME audit took place in October, authorisation for U and R symbols renewed
VAHTERUS IS THE BIGGEST ASME COMPLIANT PRESSURE VESSEL MANUFACTURER IN FINLAND
Vahterus took part of high-level business delegation in Korea and IndonesiaVahterus took part in the business delegation of Finland´s Minister of Economic Aff airs, Jan Vapaavuori in Korea and Indonesia in October. Purpose of the trip was to increase companies awareness and to facilitate them to network and establish contacts in target markets. In Seoul, the country’s second largest city Busan trip themes focused on the technology and energy sectors, as well as around the shipbuilding industry. The delegation visited among others Kormarine trade show (picture). In Indonesia themes focused on energy and the environment, forestry, mining technology, the welfare (including food safety) as well as training. In the delagation, Vahterus was represented by Osmo Tammela.
Finland´s Minister of Economic Affairs
Jan Vapaavuori, Sari Ritvonen and
Osmo Tammela visiting Vahterus
stand at Kormarine -exhibition
14

PS.
NEWS & EVENTS
In the beginning of year 2014, Vahterus will join
following exhibitions:
REFRIGERATION DAYS, 23.-24.1.2014, Helsinki, Finland
CFIA 2014 11.-13.2.2014 Rennes, France,
stand: 10/D27
IIAR 2014 23.-26.3.2014, Nashville, TN, USA,
stand: 205
WTT 2014 8.-10.4.2014, Karlsruhe, Germany
The ASME audit took place in October, authorisation for U and R symbols renewed
VAHTERUS IS THE BIGGEST ASME COMPLIANT PRESSURE VESSEL MANUFACTURER IN FINLAND
A big step forward in finishing of surfacesBig investments has been made in fi nishing of surfaces, so in the future we can improve our quality and face even better the customer demands.On September 2013 we have started using International Paint’s Intercure 99 polyaspartic paint.
At the same time, the color was changed to RAL 9010 (white), which will be used together with the well-known
blue color RAL 5010.Intercure 99 gives us multiple times enduring surface than before.With Intercure 99’s fi lm thickness (150-250mym), we will reach C3-class(ISO12944-2). If needed, C5-class (ISO12944)
is reached, when we combine Interzinc 52 (75mym) + Intercure 99 (250mym).All our products have went through abra-sive blasting (Sa2½) before fi nishing process. Because of the high volume of dry matter in the paint, our solvent emissions are even lower in the future (VOC 153g/kg).
Training our staff in painting department we aim to achieve even greater fi nishing quality.
Our paint provider is Turun Värite Oy. Our coop-eration has started in the beginning of 1990’s.
Kytämäki-hall was inauguratedThe latest expansion Kytämäki-hall was inaugurated in late October.The solemn inauguration was completed by one of Finland’s leading energy experts, Director-General of the Energy Department at the Ministry of Employment and the Economy, Esa Härmälä.The celebration took place during an exceptional busy autumn for Vahterus and Mauri Kontu thanked Vahterus personnel for a hard work. Commitment, fl exibility and extra working hours were needed to ensure quick delivery times for orders. Energy saving, energy effi ciency and the environment issues were discussed in inau-guration and also in the Heat Transfer Parliament held in the same day. Vahterus staff , builders, partners and quests were invited to the event. Kytämäki-hall construction began in September 2012 and the start-up was in spring 2013.
President of the Republic of Finland
Sauli Niinistö and his spouse Jenni
Haukio hosted the Independence Day
concert and reception at Tampere Hall
on 6 December 2013. Around 1,700
guests, representing various sectors
of society from all provinces of Fin-
land, were invited to the event. Mauri
and Sinikka Kontu as wells as Miikka
Lappalainen and his spouse Heli Laak-
sonen from Vahterus Oy and Jouko and
Maija Peräaho from Uutechnic Oy (in
a picture) also took part of the event.
15

Vahterus Oy designs and
manufactures fully welded
Plate&Shell Heat Exchangers in
Kalanti, Southwest Finland.
Over 90% of the production is
exported all over the world,
mainly to energy technology,
process and chemical industry
and refrigeration industry.
Vahterus’ turnover is 25 million
euros and the number of
personnel is 200.
Subsidiaries
Vahterus Americas, LLC
Vahterus Deutschland GmbH
Vahterus Heat Exchangers
Shanghai Co., Ltd
Vahterus UK Ltd
www.vahterus.com





























