Embed Size (px)
Citation preview

UXO
UXO is an ongoing project to field an electromagnetic detector system capable of finding and identifying unexploded ordnance ( bombs and bullets )
– Rapid development
– Rapid prototyping
– Rapid testing
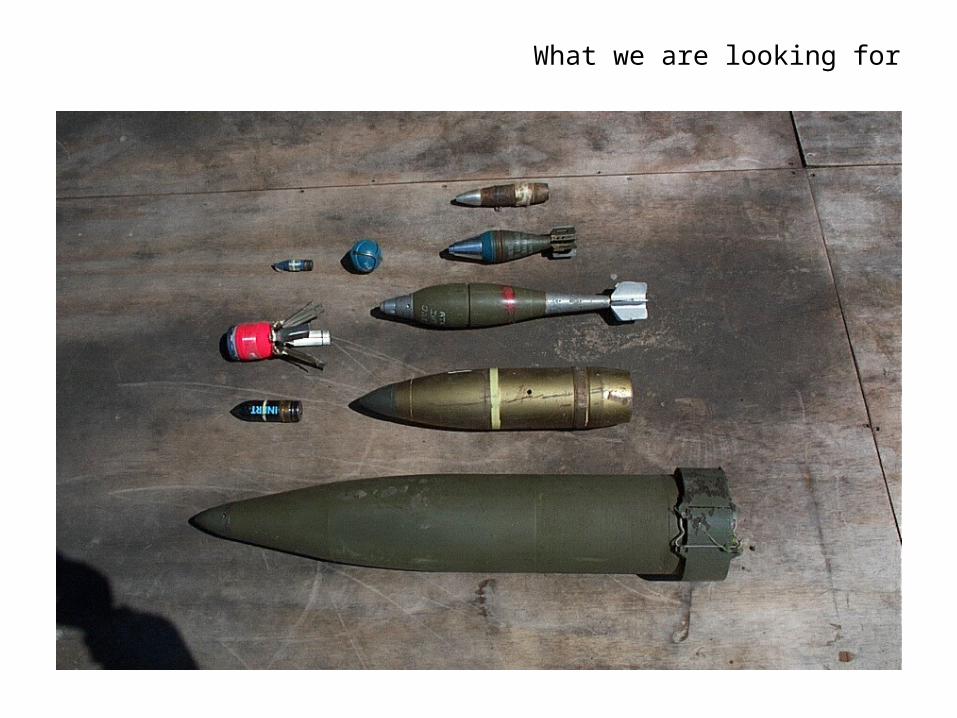
What we are looking for
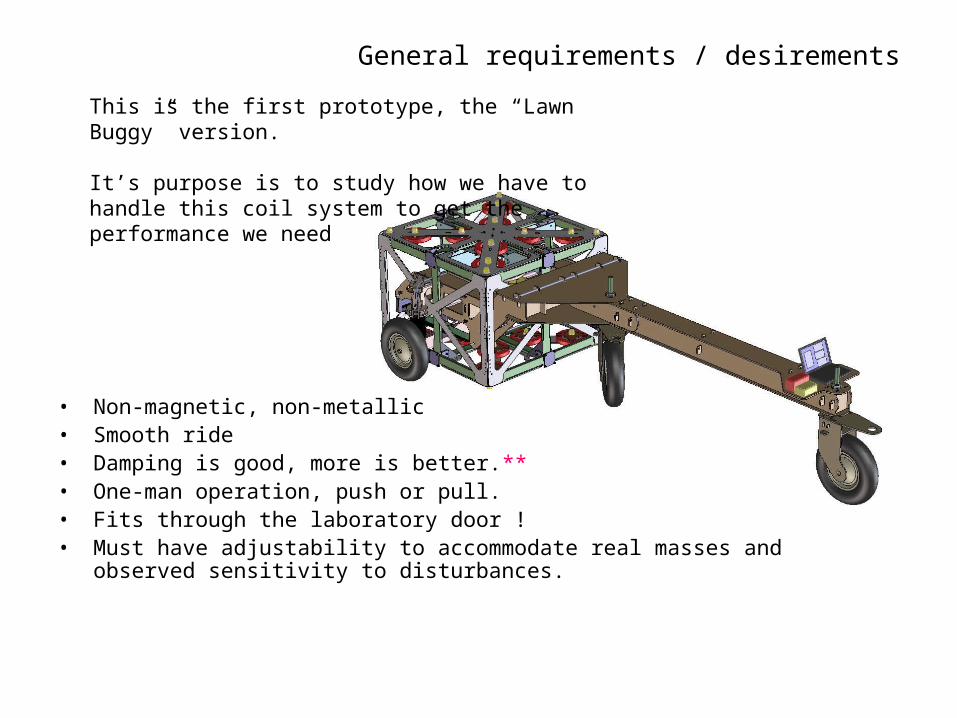
General requirements / desirements
• Non-magnetic, non-metallic• Smooth ride• Damping is good, more is better.**• One-man operation, push or pull.• Fits through the laboratory door !• Must have adjustability to accommodate real masses and observed sensitivity to
disturbances.
This is the first prototype, the “Lawn Buggy” version. It’s purpose is to study how we have to handle this coil system to get the performance we need
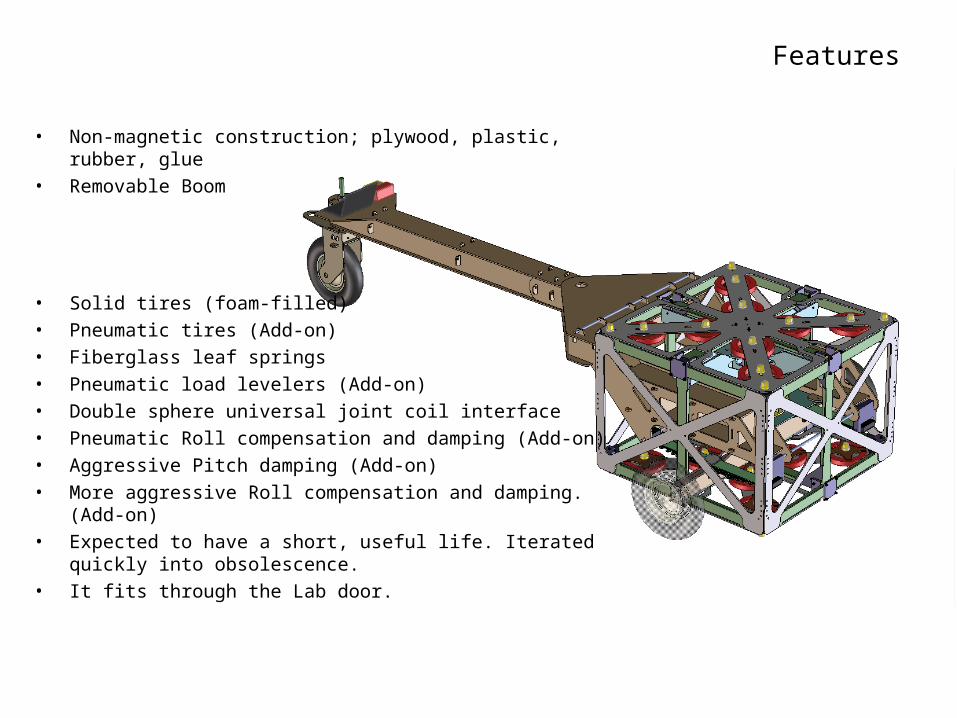
Features
• Non-magnetic construction; plywood, plastic, rubber, glue
• Removable Boom
• Solid tires (foam-filled)
• Pneumatic tires (Add-on)
• Fiberglass leaf springs
• Pneumatic load levelers (Add-on)
• Double sphere universal joint coil interface
• Pneumatic Roll compensation and damping (Add-on)
• Aggressive Pitch damping (Add-on)
• More aggressive Roll compensation and damping. (Add-on)
• Expected to have a short, useful life. Iterated quickly into obsolescence.
• It fits through the Lab door.
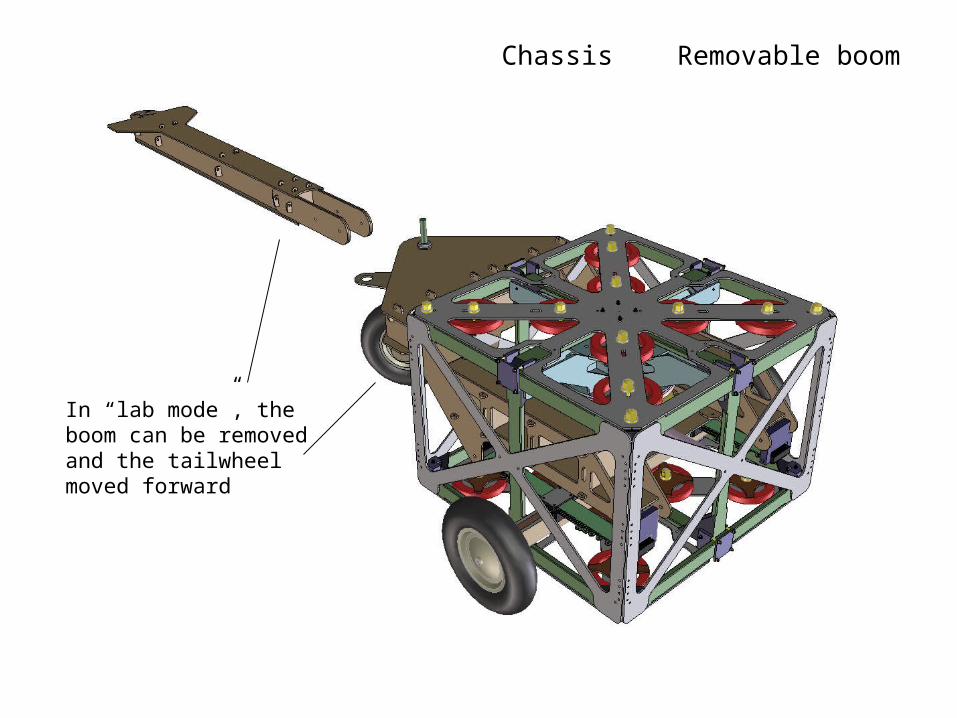
Chassis Removable boom
In “lab mode”, the boom can be removed and the tailwheel moved forward

Chassis Removable boom
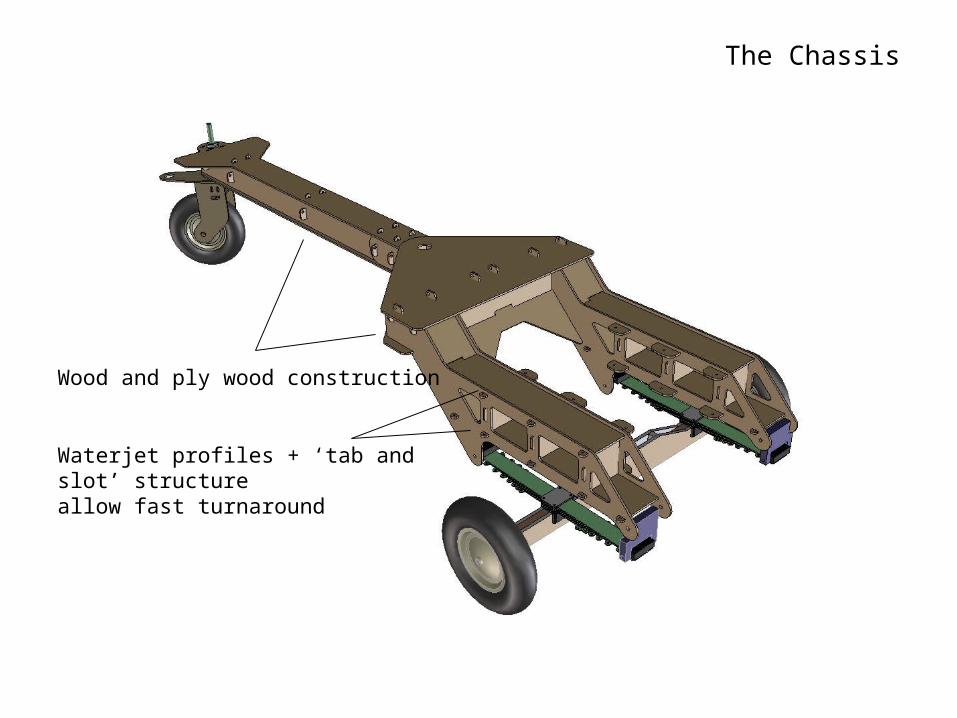
The Chassis
Wood and ply wood construction
Waterjet profiles + ‘tab and slot’ structureallow fast turnaround
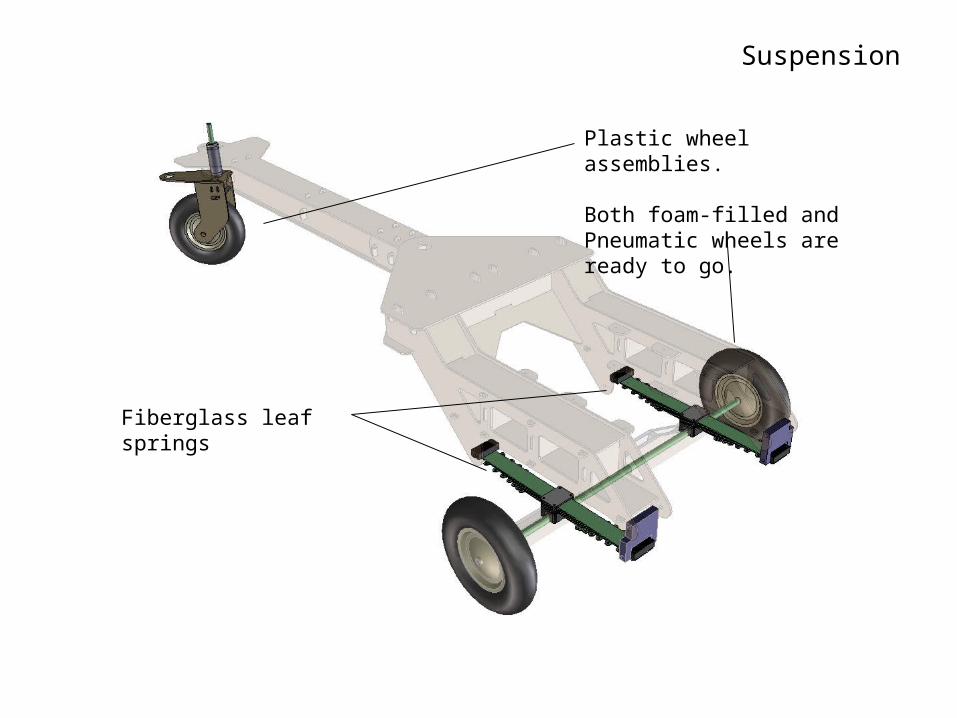
Suspension
Plastic wheel assemblies.
Both foam-filled and Pneumatic wheels are ready to go.
Fiberglass leaf springs

Suspension
Plastic wheel assemblies.
Both foam-filled and Pneumatic wheels are ready to go.
Fiberglass leaf springs
Plywood and fiberglass axel assembly
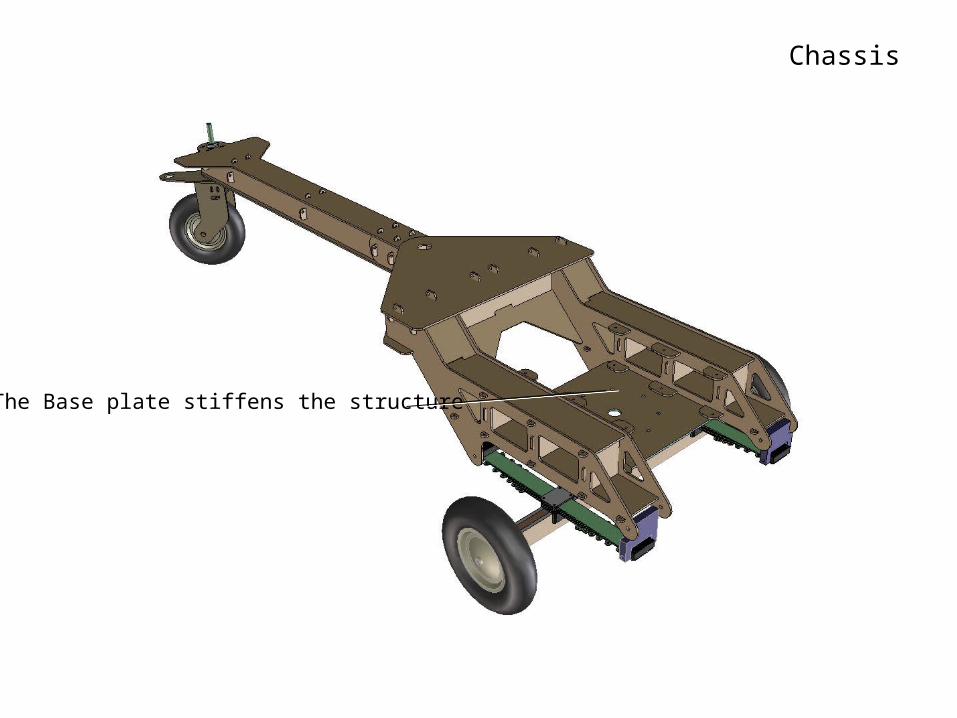
Chassis
The Base plate stiffens the structure

Chassis with coil frames
The Base plate stiffens the structure
But, must be installed inside theCoil frames

Coil support structure
Outer sphere seat assy

Coil support structure
Spherical bladder
Outer sphere seat assy

Coil support structure
Inner sphere plug assy
Spherical bladder
Outer sphere seat assy

Coil support structure
Coil frame support structure
Inner sphere plug assy
Spherical bladder
Outer sphere seat assy

Coil support structure
Coil frame
and
Reciever mount plates

Coil support structure
Coil frame
and
Reciever mount plates
Recievers

Coil support structure
Cross bracing
(May not be needed ?)
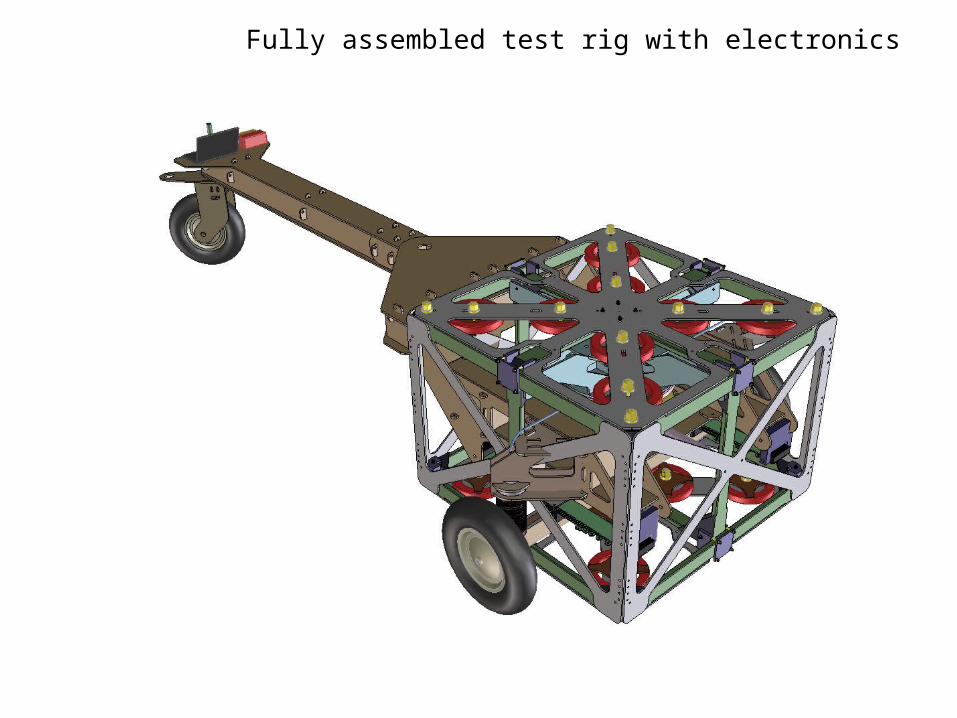
Fully assembled test rig with electronics
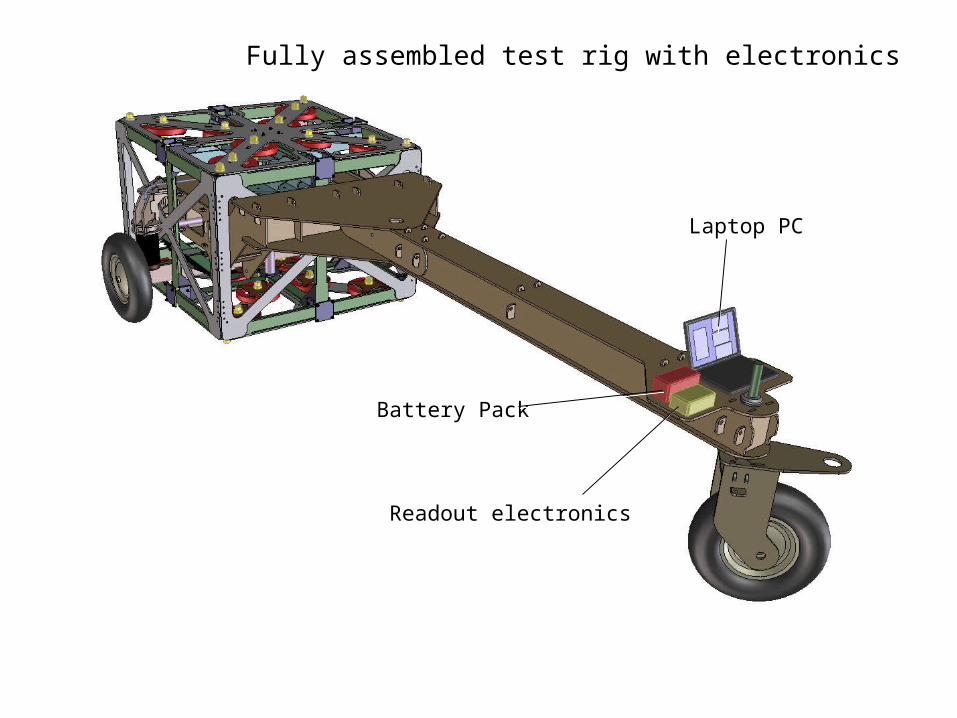
Fully assembled test rig with electronics
Laptop PC
Battery Pack
Readout electronics

Roll damping option
Plumbing options allow pneumatic tuning and damping over a useful range.
The concept was bench tested, showed promise, and even led to some enthusiasm for active suspension.
A simpler solution can be installed on the current prototype.
This “bottle jack” assembly was designed to accommodateCoil mass exceeding the 100 lb design goal for the leaf springs.

Design Build Test cycle




UXO CAD Model / Real Thing
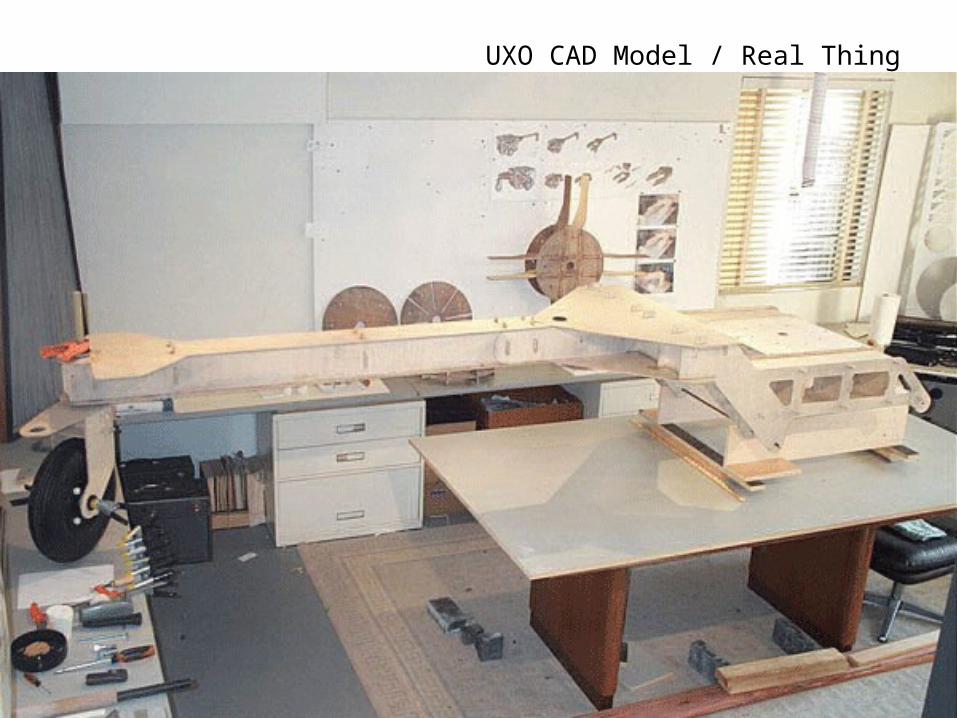
UXO CAD Model / Real Thing

1-Meter Cross-Coil Prototype
The mechanical design was driven by two primary requirements; to Improve the mechanical precision in the placement and alignment of the coil elements, and , to provide a robust, integrated instrument package appropriate for field testing.
Receiver coil arraysZ coil pair
X coil pair
Y coil pair
Assembled instrument

The 1-Meter Prototype currently under construction integrates precision winding forms and assembly features with structurally efficient panel assemblies
Coil form assembly prior to winding the transmitter coils.
Panel construction concept showing indexing features and assembly exploded view
Coils are shown here as an example of the final coil location after assembly.
The X and Y coils are actually wound onto the assembled cross panels as a sub-assembly
Z transmitter coils and Receiver arrays are wound and assembled as separate panels..

The Receiver coils are wound on mandrels that become integrated into panels that includes electrostatic shielding.
The transmitter coils are wound on machined coil forms as matched pairs.
X and Y coils are wound in place on the assembled coil forms
The panels are assembled into the instrument cube using indexing features machined to insure robust alignment and stability.
Receiver panel
Z transmitter panel
X transmitter pairWound as mirror-image duplicates
Z transmitter panel
Receiver panel
Y transmitter pairWound as mirror-image duplicates

Electrostatic shielding is integrated into each coil panel unit during panel fabrication.
Core and skin materials are non-conductive and non-magnetic.
Shields are etched copper on kapton and are applied to the panel skins.
The final package is an integrated panel with the coil elements locked in their relative positions.
Transmitter panels are assembled in similar fashion with the coils wound directly onto machined surfaces in the panel coil form.
.005” thick shields on the outer panel skins
Receiver coil on mandrel
Skins and Core
Cutaway view of a Receiver panel

The field test configuration features a light weight carriage assemblyWith provision for GPS antenna and calibration hardware.
GPS antenna
Receiver Plate
Z-Transmitter plate
X-Y Transmitter assembly
Z-Transmitter plate
Receiver plate

Here, the carriage assembly is shown without the detector coil. The GPS antenna is shown in it’s relative location.
The Field-ready cart concept including bumpers, electronics and laptop computer.The electronics were later moved inside the beam structure.
There is also a ‘tailwheel’ option not shown here

Proof-of-concept model parts have been cut by waterjet and are being dry-fitted into coil form sub assemblies.
Here, the X and Y Transmitter assembly is being wound

The transmitter assembly is complete and is wired into the field electronics for check out and diagnostics
Meanwhile, the Receiver panels are getting their last internal hookups before being laminated into structural panels.
In this picture, the receiver coils are embeded in the foam panels. The shield circuitry is being completed.The next step willl be to add skins and laminate the assembly to become the receiver panel.

A word about the process…..
Design around the Waterjet process allowed several huge advantages including speed, cost , and accuracy.It also allowed rapid iteration at modest cost.
The simplicity is illustrated here.
Pre-laminated composite panels are cut to precise profiles on the Waterjet.
Parts are immediately available for dry-fit and tolerance checks.
Assembly follows with parts snapped into place and epoxy bonded.
No fixtures or tooling was used.

This lightweight box beam is typical of the cart and detector construction. In this picture, the beam is dry-fitted together (Without glue) and weighs ~27 lbs including the support assembly at the far end of the beam.
The assembled cart, ready to receive the detector assembly.The detector support frame and wheel assembly are both height adjustable to set the ground clearance under the detector coils.

In the field at RFS

Sub-Assemblies

Cart 7H-Loboy configuration



Ready to go to Yuma Proving Range





























