Embed Size (px)
Citation preview
Using Enzymes for Cost Efficient Biodiesel Production
T. Balle, P.M. Nielsen, S.Träff, A.Rancke-Madsen, Hans Christian Holm
Novozymes A/S, Denmark
NOVOZYMES PRESENTATION 26/09/2013 2
Agenda
Novozymes solutions for
oils and fats processing
Our BioFAME process
The enzyme reaction
Large scale industrial experience
with Used Cooking Oil
PFAD conversion
Summary

26/09/2013 3
World leader in industrial enzymes & microorganisms and market leader in all industries where present
13-14% of revenue invested in R&D
R&D activities in 5 countries
Enzyme production in Brazil, China, Denmark, India and USA
More than 6,500 granted or pending patents
43 new products launched during the last 5 years
Enzymes for industrial use Market size ~ 4-5 Billion USD
Novozymes 47%
DuPont Danisco
21%
DSM 6%
Others 26%
Novozymes in brief

26/09/2013 4
Current & Developing Enzyme applications in oils and fats processing
Enzymatic degumming
Enzymatic Interesterification
Ester synthesis Speciality fats for nutritional use
Removal of gums to ensure yield stability, & quality
Change in fat melting properties for margarine and shortenings
Bio-diesel, oleochemicals, speciality esters and FAEE
Synthesis of omega 3 & similar products for healthy nutrition

5
More than 100 Plants World-Wide use Novozymes enzymatic solutions to improve their oil & fats processing
Enzymatic Degumming plants Enzymatic Interesterification plants
Synthesis and modification plants Pilot biodiesel plants
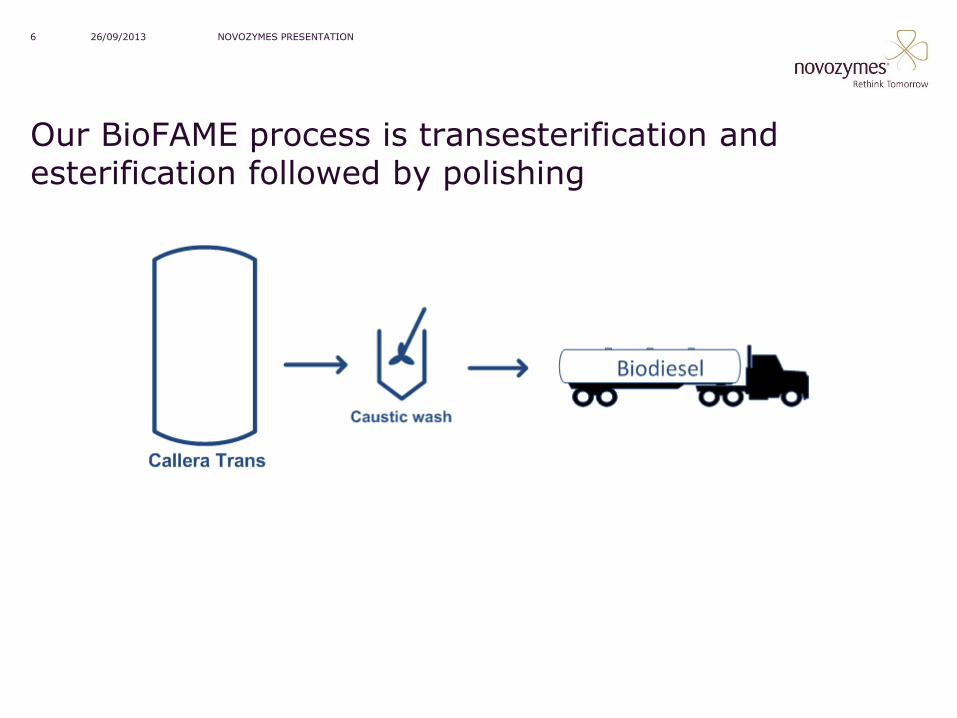
Our BioFAME process is transesterification and esterification followed by polishing
NOVOZYMES PRESENTATION 26/09/2013 6

Economical benefits for the Novozymes BioFAME process are based on
Feedstock flexibility
Process oils independent of the FFA content
Enable use of lower cost raw materials
Glycerin is pure
Technical grade glycerin can be sold at high value
Energy consumption
Significantly lower methanol rectification costs
Low methanol surplus dosed
Methanol is re-used with glycerin-water phase
Re-use wet methanol
No need to dry the oil feedstock
NOVOZYMES PRESENTATION 26/09/2013 7
We will be cost competitive to chemical processes on high quality substrates like soybean, rapeseed and palm oils.
We are already competitive on high FFA substrates

NOVOZYMES PRESENTATION 26/09/2013 8

Alkaline wash reduce free fatty acids and glycerides and make final biodiesel meet specifications.
The soap stock is acidified and sent back – i.e. no yield loss
NOVOZYMES PRESENTATION 26/09/2013 9
0
0,5
1
1,5
2
2,5
3
Before CW After CW
% in
FA
ME TG
DG
MG
FFA
BG = 0.17%
BG = 0.10%
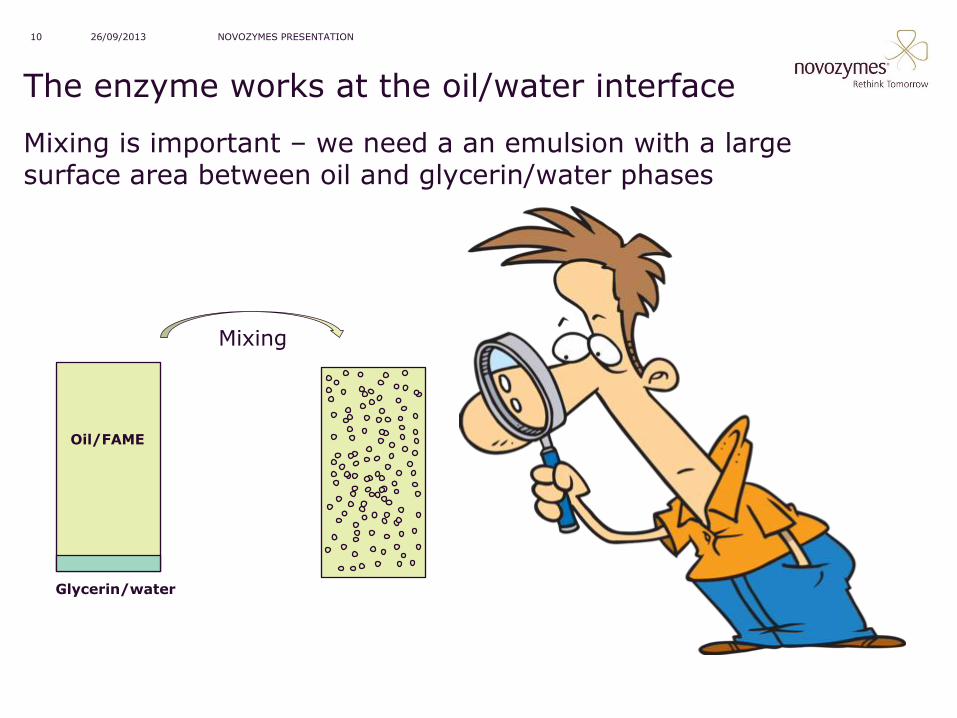
The enzyme works at the oil/water interface
Mixing is important – we need a an emulsion with a large surface area between oil and glycerin/water phases
NOVOZYMES PRESENTATION 26/09/2013 10
Oil/FAME
Glycerin/water
Mixing

NOVOZYMES PRESENTATION 26/09/2013 11
Glycerides + MeOH glycerides/glycerin + FAME
Glycerides + H2O glycerides/glycerin + FFA
FFA + MeOH FAME + H2O
Reaction at interface
Enzyme process works well with any content of free fatty acids

Increased process robustness and economy are obtained by using a liquid enzyme formulation.
Most previous enzyme work for biodiesel has used Novozyme 435, why change enzyme?
.
NOVOZYMES PRESENTATION 12
Callera Trans Novozym 435
Reaction with glycerides Yes Slow with TG
Requires water Yes No
Formulation Liquid Immobilized
Re-uses required Few – low risk Many – high risk
With the liquid enzyme we have a cost efficient and low risk enzymatic process

A cost competitive process requires a high enzyme productivity.
Factors influencing enzyme productivity and reuse:
Loss due to high methanol concentration or too high temperatures
Mineral acid in oil – easily adjusted by ppm addition of NaOH
High soap content in oil
Physical loss
Glycerin phase
(FAME phase)
NOVOZYMES PRESENTATION 26/09/2013 13
3 phases after BioFAME FAME Emulsion Clear glycerin

Re-using the enzyme for 3 batches of Used Cooking Oil 1% Callera Trans, 35C, 3% water, 1.5eqv MeOH
NOVOZYMES PRESENTATION 26/09/2013 14
We end at around 2% free fatty acids and 1% bound glycerides. Key issue with used cooking oil is the content of polymerized glycerides

New focus on making BioFAME from Crude palm oil and PFAD
NOVOZYMES PRESENTATION 26/09/2013 15
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4
% F
FA
Time (hours)
0.10%
0.20%
0.50%
PFAD: 55°C/ 0.1-0.5% NS40085/0% Water/5% Glycerol/0.8 Eqv Methanol
First step 7 hour reaction
% FAME % FFA % NC
84.9 5.72 4.21
Reaction conditions: 1% NS40085/55°C/7hour reaction time, ~12% glycerol. Methanol, 1.2 EQV (NC= Not converted comprised of partial glycerides, sterols etc)
For PFAD we will need more than 1 process step as the water formed from reacting of free fatty acids need to be removed. This proces is being optimized in the laboratory.

NOVOZYMES PRESENTATION 26/09/2013 16
Alternatives to the alkaline wash are under development one process uses an enzymatic polishing reaction to reduce free fatty acids and glycerides
Time (hours)
% FFA
Cycle 1 Cycle 2
0 5.32 1.33
2 1.44 0.58
4 1.46 0.54
6 1.33 0.6
1/1.5% NS40079 + 6% MeOH split dosing, 60 °C, drying of FAME & enzyme between cycles
Initial results from the laboratory are quite promising
26/09/2013 17
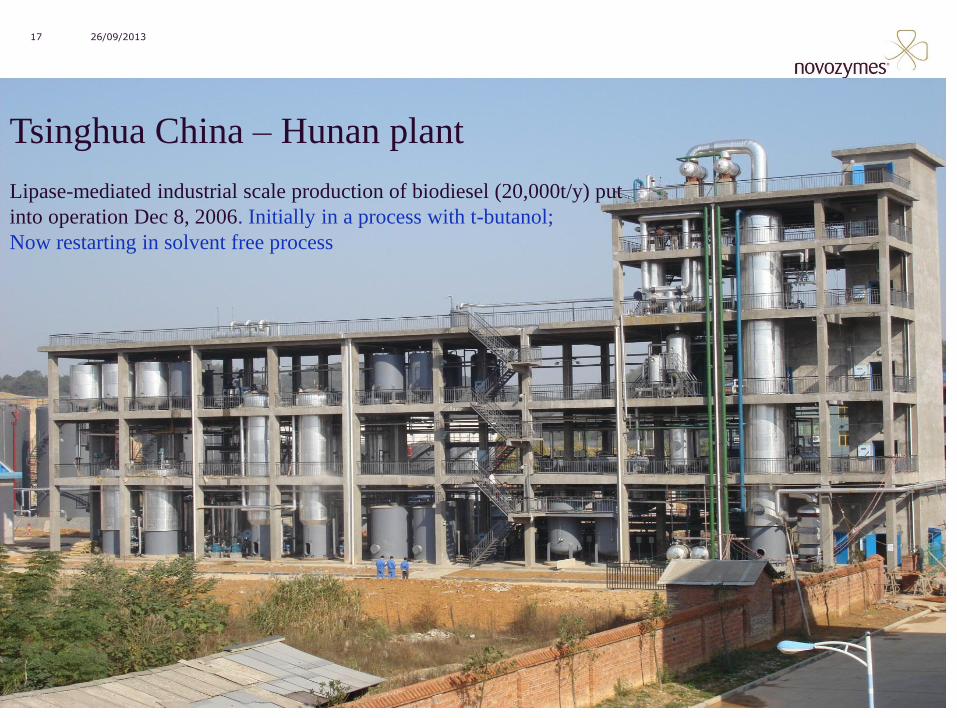
Tsinghua China – Hunan plant
Lipase-mediated industrial scale production of biodiesel (20,000t/y) put
into operation Dec 8, 2006. Initially in a process with t-butanol;
Now restarting in solvent free process

NOVOZYMES PRESENTATION 26/09/2013 18
Final product
Blue Sun - USA. 3 enzyme reactors of 300 m3 each
Started early 2013

NOVOZYMES PRESENTATION 26/09/2013 19
Viesel Biofuels – Florida USA

NOVOZYMES PRESENTATION 26/09/2013 20
BioFAME process operating since January 2013 in 250 tons scale producing biodiesel in spec. (ASTM) from used cooking oil
Bound glycerides, FFA and FAME in spec (ASTM)
> 99% purity of glycerol obtained by glycerin bleed-off after 1st batch
The Novozymes BioFAME process is now been scaled up at several partner plants to collect experience/data for processing different qualities of oil feed-stocks. Broader launch in 2014.
PFAD is the next substrate to be investigated and promising results are being obtained using esterase enzymes
Final polishing is critical and new enzyme formulations/technologies are under development
Enzymes can help you improve process yield and product quality
Thank you for your attention
SUMMARY

Conclusion: Increase MeOH and decrease H2O
But there are limitations:
MeOH: The enzyme is sensible to high MeOH concentrations in the glycerin phase Keep it relatively low to prevent inactivation
NOVOZYMES PRESENTATION 26/09/2013 21
13% MeOH in glycerin 16%
1% H2O in reactor 3%
H2O: The Callera Trans requires some H2O but it impacts equilibrium = FFA after reaction Keep it relatively low to limit FFA after reaction

BioFAME process generates more profit than Chemical processes
NOVOZYMES PRESENTATION 26/09/2013 22 NOVOZYMES PRESENTATION 26/09/2013 22 26/09/2013 22
US$ per ton biodiesel
Chemical Transesterification 0.25% FFA in feed-stock
Chemical Esterification and Transesterification ≈ 0.25-7% FFA
BioFAME ≈ 0-7% FFA
Greenfield plant capacity: 1000 Tons Biodiesel/day
*Feed-stock cost: $1100/ton, Methanol cost: $450/ton, Biodiesel sales value: $1250/ton
Depreciation 11 14 11
Yield% 98 100 100
Catalyst 26 24 25-50
Utilities 9 17 3-5.5
Effluent 0 3 1
Other costs 1178 1156 1157
Total costs 1224 1214 1196-1222
Glycerin value 17 17 38
Profit 43 53 64-91