Embed Size (px)
Citation preview

“Use of contour signatures and classification methods to
optimize the tool life in metal machining”
Enrique Alegrea, Rocío Alaiz-Rodrígueza, Joaquín Barreirob and Jonatan Ruiz
Presented By: Kurt Hendricks 16 Oct 2009
Tool Life Paper
Published in the Estonian Journal of EngineeringVolume 15 Issue 1
(January 2009)

Introduction
• Purpose: Define a new procedure which improves decisions about tool replacement
• Optimize tool life because tool replacement contributes greatly to the cost of production– Replacing a tool more often than necessary can be
as costly as using a worn tool
Tool Life Paper

ReferencesTool Life Paper

Design
• Relates to the design parameters used to estimate tool life
• 2 types of methods for determining tool wear– Direct Methods• Follow threshold values set by standards (ISO3685)• Determined by complex measurements
– Alternative Methods• As simple as an operator’s experience; sight and sound• Indirect measurement of tool wear areas
Tool Life Paper

Design
• Problems– Threshold measurements are difficult to obtain
and standard values are conservative– Indirect measurements have poor precision and
reliability• Solution: Combine them– Use “computer vision” to more precisely measure
for the already defined standard
Tool Life Paper

DesignParameters
• Computer vision is a well developed technology– Take digital images and process them for informationSignature – represent a contour using a one
dimensional function; basically a vector with many elements, each giving the location of a region
Tool Life Paper

DesignParameters
• After the image is processed to binary, it is reduced to just a perimeter
• The starting point of the signature is the most upper right corner
Tool Life Paper
DesignParameters
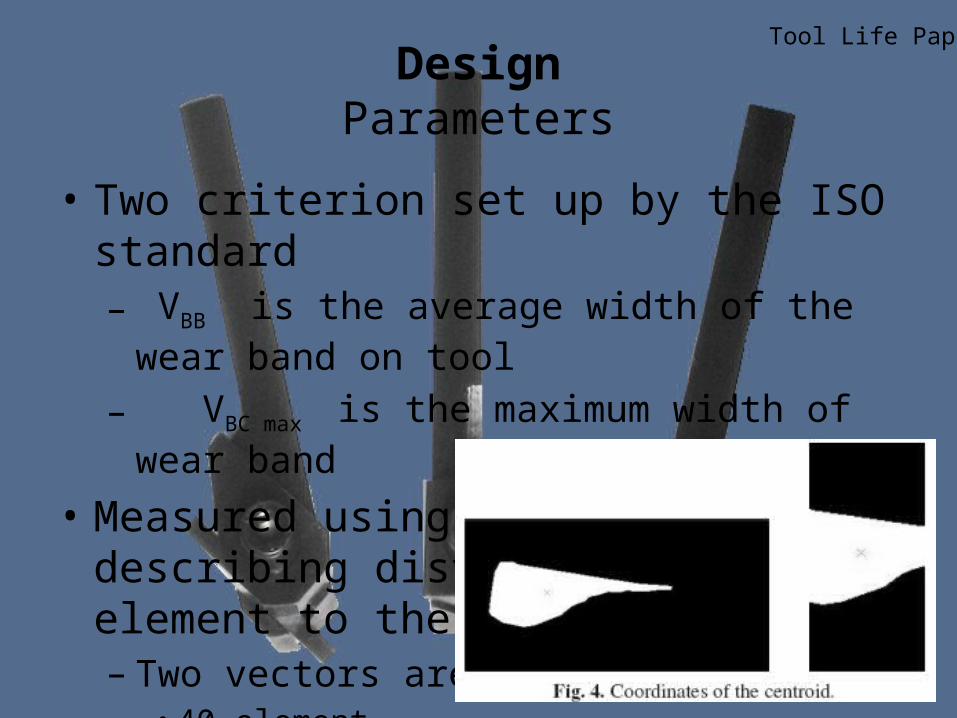
• Two criterion set up by the ISO standard– VBB is the average width of the wear band on tool
– VBC max is the maximum width of wear band
• Measured using vector describing distance of each element to the centroid– Two vectors are used• 40 element• 100 element
Tool Life Paper

Design
• The principle behind this setup is the standard set forth to measure tool wear (ISO 3865)
– Basically, the more effective direct approach will be taken to describe tool wear
– Making the measurements easier and faster will give the improvement of optimizing tool use that hasn’t yet been achieved by direct measurement
Tool Life Paper

Experiment• Image acquisition and processing equipment– Black and White camera and digitalization card used to
take and process the images• Machining– CNC Parallel lathe and rhombic tungsten carbide inserts• Cutting Speeds: 140 – 200 m/min (460 – 660 ft/min)• Feed rate: 0.2 mm/rev (0.008 in/rev)• Cutting depth: 2 mm (0.080 in)
– 4340 and 4140 Steel cylinders 90 mm in diameter and 250 mm in length (about 3.5” and 10”)
Tool Life Paper

Results
• Classification of results – VBB was chosen over VBC max – K-NN meaning k nearest neighbor• Statistical random sampling with Euclidean distance
– MLP meaning multilayer perceptron• Based on number of nodes and training cycles
– Both classifications come from the neural networks• Authors making results compatible to other research
done for comparison and validation
Tool Life Paper

Results
Classification techniques are not discussed in the paper, but the output of the analysis is a number representing error. For example 5.3% percent error is the lowest value achieved using the 100 signature vector and
occurs at 30 nodes and 300 cycles
Tool Life Paper

Results
Notice that with the 40 signature vector the error actually comes down to 5.1%
Tool Life Paper

Results
• The K-NN values are also pre presented but are marginally l lower than the MLP method
– A complete comparison: 0 is failure and 1 is still goodK-NN accepts failure when tool is actually still good.
MLP is the superior classification
Tool Life Paper

Conclusions
• Computer Vision can use digital images to accurately calculate tool wear– 40 elements in the signature proved more precise
than adding elements to the signature vector– Using the average width of wear band gives
greater accuracy than using the maximum width– Certain classifications work better than others
(MLP better than K-NN)
Tool Life Paper

Conclusions• This has a very important application in all
machining operations– Digital image and analysis without completely
stopping machine– Extending use of tool; No changing when still good– Removes uncertainty or need for years of
experience• The technology of computer imaging is well
developed already– Applying it to machining is in and of itself a huge
advancement across all of industry
Tool Life Paper

Use of contour signatures and classification methods to optimize the tool life in metal machining”
Alegre, E., Alaiz-Rodríguez, R., Barreiro, J., & Ruiz, J. (2009). Use of contour signatures and classification methods to optimize the tool life in metal machining. Estonian Journal of Engineering, 15(1), 3-12. http://search.ebscohost.com.erl.lib.byu.edu, doi:10.3176/eng.2009.1.01
Tool Life Paper
Presented By: Kurt Hendricks 16 Oct 2009
Questions?


























![Alaiz, Felipe - Amor Mío, Ven Temprano [La Novela Roja]](https://img.dokumen.tips/doc/110x75/577c80161a28abe054a74480/alaiz-felipe-amor-mio-ven-temprano-la-novela-roja.jpg)


