Embed Size (px)
Citation preview


Juliana Patrícia Souza Duarte Pontes
Avaliação do tratamento eletroquímico (direto e indireto) como alternativa de
degradação do corante azul de metileno
Tese apresentada ao Programa de Pós-Graduação em Química da Universidade Federal do Rio Grande do Norte, como parte dos requisitos para obtenção do grau de Doutora em Química.
Orientadores: Prof. Dr. Carlos Alberto Martínez-Huitle. Prof. Dr. Djalma Ribeiro da Silva.
NATAL - RN
2015

Divisão de Serviços Técnicos
Catalogação da Publicação na Fonte. UFRN Biblioteca Setorial do Instituto de Química
Pontes, Juliana Patrícia Souza Duarte. Avaliação do Tratamento Eletroquímico (Direto e Indireto) Como Alternativa de Degradação do Corante Azul de Metileno /Juliana Patrícia Souza Duarte Pontes. – Natal, RN, 2015.
114 f. : il.
Orientador:Carlos Alberto Martínez-Huitle. Co-orientador: Djalma Ribeiro da Silva.
Tese (Doutorado em Química) - Universidade Federal do RioGrande doNorte. Centro deCiências Exatas e da Terra. Programa de Pós-Graduação em Química.
1. Eletroquímico - Tratamento- Tese. 2. Corantes- Tese. 3. Azul de metileno- Tese. 4.Tratamento de águas residuais-Tese.5. Oxidação eletroquímica – Tese.I. Martínez-Huitle, Carlos Alberto.II.Silva, Djalma Ribeiro da. III. Universidade Federal do Rio Grande do Norte. IV. Título.
RN/UFRN/BSE-Instituto de Química CDU 544.6(043.2)


DEDICATÓRIA
Dedico este trabalho àquele que é a minha fonte de inspiração,
minha vida, meu exemplo,
Doutor Jesus Cristo!

AGRADECIMENTOS
Agradeço ao meu Senhor e Salvador, Jesus Cristo! Ele é e sempre será o responsável
por todas as minhas vitórias! A Ele seja a honra e a glória! Ele é meu caminho, minha vida, a
verdade, minha razão de viver, meu tudo! “Eu te amo com todo o meu ser, ó SENHOR, minha
força (Salmos 18:1).”
Ao meu amor, minha bênção do Senhor, presente de Deus, meu marido: Sidney!
Aos meus amados, maravilhosos e lindos pais: Maria da Paz e Carlos Alberto. Eles são
os melhores! Amor verdadeiro, preciosos em minha vida!
Aos meus amados, lindos e queridos irmãos: Janaína, Jussara, Roberta e Antônio
Carlos.
Aos meus sobrinhos lindos: Gabriel e Arthur. Amo sem noção!!!
A toda minha maravilhosa, melhor e linda família: sogra, tios, tias, primos, primas,
avós e avô, bem como a minha prima-irmã Heloise, que é uma bênção de Deus na minha vida.
Em especial, ao meu querido vovô Manoel (in memoriam), ao meu sogro José da Costa (in
memoriam) e Eliel Alves (in memoriam), eles estarão presentes eternamente em meu coração.
Aos meus amados irmãos-amigos do Ministério Palavra Viva, que Deus me abençoou
com muita felicidade fazendo parte desta linda família e igreja de Jesus Cristo! Em especial, à
minha amada, grande amiga-irmã, Nazaré (“Lequinha”).
Às minhas maravilhosas amigas de longa caminhada na UFRN: Adriana, Kátia,
Daniela, Patrícia, Rayanna, Wiliana, Ellen e Beatriz e às demais amigas maravilhosas por
existirem! Obrigada por todo amor, ajuda, alegria, união, paciência, ensinamentos, estudos e
muita bênção ao longo de todos esses anos.
Ao amigo Diogo por toda paciência, atenção, ensinamentos e incontáveis ajudas nos
experimentos. Diogo, és uma bênção!
À Nireide por toda força, incentivo e pela disposição em sempre me ajudar.
A todos os amigos do Laboratório de Eletroquímica Ambiental e Aplicada (LEAA),
vocês são bênçãos! Obrigada por toda ajuda e apoio. Em especial à Elaine Moura, Eliane
Araújo e Elisama Santos, que me ajudaram muito tirando dúvidas e auxiliando em alguns
experimentos realizados.
A toda equipe linda da disciplina Química Tecnológica, Escola de Ciências e
Tecnologia (EC&T/UFRN). Obrigada aos amados professores (Tatiana Bicudo, Filipe Martel,
Salete Martins, Hellyda Andrade e Danilo Cavalcante) por ter me recebido com tanto carinho
e por todos os ensinamentos ao longo de quase quatro anos na docência assistida. Foi muito

importante este tempo vivido, muito aprendizado e crescimento. A todos os queridos amigos
do REUNI (Igor, Tatiane, Daniela, Dayanne, Marcos, Mariana Helena, Kytéria, Jeanne, Luiz,
Íria, Danielle, Maryelzy e Marcos), bem como os monitores e as técnicas maravilhosas
(Rafaela Mansur, Patrícia e Mariana Santana). Agradeço também, a todos os alunos que tive a
oportunidade de ensinar, vocês foram preciosos!
Ao professor Carlos pela orientação, oportunidade, dedicação, ajuda e paciência, bem
como pelo crescimento que obtive ao longo desses anos através dos seus ensinamentos.
Ao professor Djalma pela co-orientação e colaboração.
Às professoras: Nedja, Luzia e Andréa! Obrigada pela ajuda e por serem as
examinadoras.
Ao Núcleo de Processamento Primário e Reúso de Água Produzida e Resíduo
(NUPPRAR), pelas as análises e materiais ofertados.
Agradeço à Aécia e Sheila pela ajuda nas análises.
À Universidade Federal do Rio Grande do Norte (UFRN) pela oportunidade de estudar
nesta prestigiada instituição.
Ao Programa de Pós-Graduação em Química (PPGQ) da Universidade Federal do Rio
Grande do Norte pela contribuição imensurável ao meu aprendizado.
A CAPES REUNI (Programa de Apoio a Planos de Reestruturação e Expansão das
Universidades Federais) pelo apoio financeiro através da bolsa de estudo de doutorado.
À Indústria De Nora (Departamento de Eletrodos – Milão, Itália) por ter ofertado os
eletrodos que foram usados para o desenvolvimento dos experimentos eletroquímicos.

O SENHOR fez maravilhas por esse povo!
Sim, realizações grandiosas fez o SENHOR por nós,
por esse motivo estamos alegres.
(Salmos 126:2b-3, v.5-6)
Deus é fiel!!!

RESUMO
A indústria têxtil tem sido uma das causadoras da poluição ambiental, principalmente em
função da geração de grandes volumes de resíduos, devido à elevada carga orgânica e intensa
coloração. Diante do exposto, neste trabalho foi avaliada a degradação eletroquímica de
efluentes sintéticos da indústria têxtil contendo o corante Azul de Metileno (AM), utilizando
dois materiais anódicos de composições Ti/IrO2-Ta2O5 e Ti/Pt, mediante os processos
eletroquímicos de eletrooxidação direta e indireta via cloro ativo. Avaliou-se a influência de
três tipos de densidade de corrente (20, 40 e 60 mA/cm2), a presença e diferentes
concentrações de eletrólitos (Na2SO4 e NaCl), bem como o meio neutro e alcalino. O
tratamento eletroquímico foi realizado em reator de fluxo contínuo, no qual o tempo de
eletrólise sobre a oxidação eletroquímica de 100 ppm do AM foi de 6 horas. O desempenho
do processo eletroquímico foi avaliado pela técnica de espectrofotometria de absorção
molecular na região UV-VIS, demanda química de oxigênio (DQO) e carbono orgânico total
(COT). Os resultados mostraram que com o aumento da densidade de corrente, foi possível
obter até 100 % de remoção de cor para os dois tipos de eletrodos (Ti/IrO2-Ta2O5 e Ti/Pt). Já
em relação à eficácia da remoção da cor na presença e concentração de eletrólito, ocorreram
melhores percentuais de remoções usando 0,02 M de Na2SO4 e 0,017 M de NaCl,
simultaneamente, para os dois tipos de materiais eletrocatalíticos trabalhados. Com relação ao
meio aquoso, os melhores resultados de remoção de cor foram para o meio alcalino em
eletrodo de Ti/Pt. Enquanto que a remoção da quantidade de matéria oxidável teve um
máximo de 86 % para o eletrodo de Ti/Pt em meio neutro e até 30 % para o meio alcalino.
Para evidenciar o comportamento eletroquímico em função do potencial de evolução de
oxigênio, obtiveram-se as curvas de polarização anódica, no qual se verificou que a presença
de NaCl em solução favoreceu a produção de espécies cloradas, cloro gás ou cloro ativo. Os
melhores resultados do consumo energético e o custo do processo de oxidação eletroquímica
ocorreram para a menor densidade de corrente (20 mA/cm2), em até 6 horas de eletrólise.
Palavras-chave: Tratamento eletroquímico. Corantes. Azul de metileno. Tratamento de águas
residuais. Oxidação eletroquímica.

ABSTRACT
Textile industry has been a cause of environmental pollution, mainly due to the generation of
large volumes of waste containing high organic loading and intense color. In this context, this
study evaluated the electrochemical degradation of synthetic effluents from textile industry
containing Methylene Blue (AM) dye, using Ti/IrO2-Ta2O5 and Ti/Pt anodes, by direct and
indirect (active chlorine) electrooxidation. We evaluated the influence of applied current
density (20, 40 and 60 mA/cm2), and the presence of different concentrations of electrolyte
(NaCl and Na2SO4), as well as the neutral and alkaline pH media. The electrochemical
treatment was conducted in a continuous flow reactor, in which the electrolysis time of the
AM 100 ppm was 6 hours. The performance of electrochemical process was evaluated by
UV-vis spectrophotometry, chemical oxygen demand (COD) and total organic carbon (TOC).
The results showed that with increasing current density, it was possible to obtain 100 % of
color removal at Ti/IrO2-Ta2O5 and Ti/Pt electrodes. Regarding the color removal efficiency,
increasing the concentration of electrolyte promotes a higher percentage of removal using
0,02 M Na2SO4 and 0,017 M NaCl. Concerning to the aqueous medium, the best color
removal results were obtained in alkaline medium using Ti/Pt. In terms of organic matter, 86
% was achieved in neutral pH medium for Ti/Pt; while a 30 % in an alkaline medium. To
understand the electrochemical behavior due to the oxygen evolution reaction, polarization
curves were registered, determining that the presence of NaCl in the solution favored the
production of active chlorine species. The best results in energy consumption and cost were
obtained by applying lower current density (20 mA/cm2) in 6 hours of electrolysis.
Keywords: Electrochemical treatment. Dyes. Methylene blue. Wastewater treatment.
Electrochemical oxidation.

LISTA DE FIGURAS
Figura 1 - Estrutura química da molécula de azul de metileno.................................. 30
Figura 2 - Representação da oxidação eletroquímica de compostos orgânicos
sobre ânodos de óxidos metálicos (MOx), formando superóxidos
(MOx+1). �Descarga de H2O; �Formação do superóxido; �Oxidação
do composto orgânico; �Desprendimento de O2.....................................
40
Figura 3 - Representação esquemática da célula eletroquímica. A: 1. Tampa
anódica; 2. Suporte metálico de contato elétrico anódico; 3. Ânodo
(Ti/IrO2-Ta2O5 ou Ti/Pt); 4. Compartimento de reação; 5. Cátodo (placa
de titânio); 6. Suporte metálico de contato elétrico catódico; 7. Tampa
catódica. B (sistema eletroquímico geral): 1. Reservatório de soluções
de efluente sintético (capacidade de 1 L); 2. Célula eletroquímica de
fluxo contínuo; 3. Bomba.........................................................................
52
Figura 4 - Desenho do reator eletroquímico.............................................................. 53
Figura 5 - Foto do reator em fluxo trabalhado........................................................... 53
Figura 6 - Espectro representativo da absorção no UV-VIS do AM. Condições
experimentais: [AM] = 100 ppm; [Na2SO4] = 0,05 M; j = 20 mA/cm2;
tempo de tratamento = 8 horas..................................................................
61
Figura 7 - Percentual de remoção da cor para a densidade de corrente de 20
mA/cm2, experimentos de 1A, 4A e 7A. Condições experimentais:
[AM] = 100 ppm; 1A - [Na2SO4] = 0,05 M; 4A - [Na2SO4] = 0,02
M e [NaCl] = 0,008 M; 7A - [Na2SO4] = 0,02 M e [NaCl] = 0,017 M;
6 horas de tratamento; eletrodo de Ti/Pt; meio neutro..............................
62
Figura 8 - Percentual de remoção da cor para a densidade de corrente de 20
mA/cm2, experimentos de 10A, 13A e 16A. Condições experimentais:
[AM] = 100 ppm; 10A - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
13A - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M;
16A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M; 6
horas de tratamento; eletrodo de Ti/Pt; meio alcalino...............................
62
Figura 9 - Percentual de remoção da cor para a densidade de corrente de 40
mA/cm2, experimentos de 2A, 5A e 8A. Condições experimentais:
[AM] = 100 ppm; 2A - [Na2SO4] = 0,05 M; 5A - [Na2SO4] = 0,02

M e [NaCl] = 0,008 M; 8A - [Na2SO4] = 0,02 M e [NaCl] = 0,017 M;
6 horas de tratamento; eletrodo de Ti/Pt; meio neutro..............................
64
Figura 10 - Percentual de remoção da cor para a densidade de corrente de 40
mA/cm2, experimentos de 11A, 14A e 17A. Condições experimentais:
[AM] = 100 ppm; 11A - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
14A - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M;
17A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M; 6
horas de tratamento; eletrodo de Ti/Pt; meio alcalino...............................
64
Figura 11 - Percentual de remoção da cor para a densidade de corrente de 60
mA/cm2, experimentos de 3A, 6A e 9A. Condições experimentais:
[AM] = 100 ppm; 3A - [Na2SO4] = 0,05 M; 6A - [Na2SO4] = 0,02
M e [NaCl] = 0,008 M; 9A - [Na2SO4] = 0,02 M e [NaCl] = 0,017 M;
6 horas de tratamento; eletrodo de Ti/Pt; meio neutro..............................
65
Figura 12 - Percentual de remoção da cor para a densidade de corrente de 60
mA/cm2, experimentos de 12A, 15A e 18A. Condições experimentais:
[AM] = 100 ppm; 12A - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
15A - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M;
18A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M; 6
horas de tratamento; eletrodo de Ti/Pt; meio alcalino...............................
66
Figura 13 - Percentual de remoção da cor para a densidade de corrente de 20
mA/cm2, experimentos de 1B, 4B e 7B. Condições experimentais:
[AM] = 100 ppm; 1B - [Na2SO4] = 0,05 M; 4B - [Na2SO4] = 0,02
M e [NaCl] = 0,008 M; 7B - [Na2SO4] = 0,02 M e [NaCl] = 0,017 M;
6 horas de tratamento; eletrodo de Ti/IrO2-Ta2O5; meio neutro...............
68
Figura 14 - Percentual de remoção da cor para a densidade de corrente de 20
mA/cm2, experimentos de 10B, 13B e 16B. Condições experimentais:
[AM] = 100 ppm; 10B - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
13B - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001
M; 16B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001
M; 6 horas de tratamento; eletrodo de Ti/IrO2-Ta2O5; meio alcalino.......
69
Figura 15 - Percentual de remoção da cor para a densidade de corrente de 40
mA/cm2, experimentos de 2B, 5B e 8B. Condições experimentais:
[AM] = 100 ppm; 2B - [Na2SO4] = 0,05 M; 5B - [Na2SO4] = 0,02

M e [NaCl] = 0,008 M; 8B - [Na2SO4] = 0,02 M e [NaCl] = 0,017 M;
6 horas de tratamento; eletrodo de Ti/IrO2-Ta2O5; meio neutro...............
70
Figura 16 - Percentual de remoção da cor para a densidade de corrente de 40
mA/cm2, experimentos de 11B, 14B e 17B. Condições experimentais:
[AM] = 100 ppm; 11B - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
14B - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001
M; 17B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001
M; 6 horas de tratamento; eletrodo de Ti/IrO2-Ta2O5; meio alcalino.......
71
Figura 17 - Percentual de remoção da cor para a densidade de corrente de 60
mA/cm2, experimentos de 3B, 6B e 9B. Condições experimentais:
[AM] = 100 ppm; 3B - [Na2SO4] = 0,05 M; 6B - [Na2SO4] = 0,02
M e [NaCl] = 0,008 M; 9B - [Na2SO4] = 0,02 M e [NaCl] = 0,017 M;
6 horas de tratamento; eletrodo de Ti/IrO2-Ta2O5; meio neutro...............
72
Figura 18 - Percentual de remoção da cor para a densidade de corrente de 60
mA/cm2, experimentos de 12B, 15B e 18B. Condições experimentais:
[AM] = 100 ppm; 12B - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
15B - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001
M; 18B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001
M; 6 horas de tratamento; eletrodo de Ti/IrO2-Ta2O5; meio alcalino.......
72
Figura 19 - Percentual de remoção de DQO, eletrodo de Ti/Pt. Condições
experimentais: [AM] = 100 ppm; (1A - [Na2SO4] = 0,05 M e j = 20
mA.cm-2); (2A - [Na2SO4] = 0,05 M e j = 40 mA.cm-2); (3A - [Na2SO4]
= 0,05 M e j = 60 mA.cm-2); (10A - [Na2SO4] = 0,05 M; [NaOH] =
0,0001 M e j = 20 mA.cm-2); (11A - [Na2SO4] = 0,05 M; [NaOH] =
0,0001 M e j = 40 mA.cm-2); (12A - [Na2SO4] = 0,05 M; [NaOH] =
0,0001 M e j = 60 mA.cm-2)......................................................................
79
Figura 20 - Percentual de remoção de DQO, eletrodo de Ti/Pt. Condições
experimentais: [AM] = 100 ppm; (7A - [Na2SO4] = 0,02 M; [NaCl] =
0,017 M e j = 20 mA.cm-2); (8A - [Na2SO4] = 0,02 M; [NaCl] = 0,017
M e j = 40 mA.cm-2); (9A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M e j =
60 mA.cm-2); (16A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] =
0,0001 M e j = 20 mA.cm-2); (17A - [Na2SO4] = 0,02 M; [NaCl] =
0,017 M; [NaOH] = 0,0001 M e j = 40 mA.cm-2); (18A - [Na2SO4] =

0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M e j = 60 mA.cm-2)........ 80
Figura 21 - Percentual de remoção de DQO, eletrodo de Ti/IrO2-Ta2O5. Condições
experimentais: [AM] = 100 ppm; (1B - [Na2SO4] = 0,05 M e j = 20
mA.cm-2); (2B - [Na2SO4] = 0,05 M e j = 40 mA.cm-2); (3B - [Na2SO4]
= 0,05 M e j = 60 mA.cm-2); (10B - [Na2SO4] = 0,05 M; [NaOH] =
0,0001 M e j = 20 mA.cm-2); (11B - [Na2SO4] = 0,05 M; [NaOH] =
0,0001 M e j = 40 mA.cm-2); (12B - [Na2SO4] = 0,05 M; [NaOH] =
0,0001 M e j = 60 mA.cm-2)......................................................................
81
Figura 22 - Percentual de remoção de DQO, eletrodo de Ti/IrO2-Ta2O5. Condições
experimentais: [AM] = 100 ppm; (7B - [Na2SO4] = 0,02 M; [NaCl] =
0,017 M e j = 20 mA.cm-2); (8B - [Na2SO4] = 0,02 M; [NaCl] = 0,017
M e j = 40 mA.cm-2); (9B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M e j =
60 mA.cm-2); (16B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] =
0,0001 M e j = 20 mA.cm-2); (17B - [Na2SO4] = 0,02 M; [NaCl] =
0,017 M; [NaOH] = 0,0001 M e j = 40 mA.cm-2); (18B - [Na2SO4] =
0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M e j = 60 mA.cm-2)........
82
Figura 23 - Percentual de remoção de COT para a densidade de corrente de 60
mA.cm-2, eletrodo de Ti/Pt, resultado da 6ª hora de tratamento.
Condições experimentais: [AM] = 100 ppm; (3A - [Na2SO4] = 0,05 M);
(6A - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M); (9A - [Na2SO4] = 0,02
M; [NaCl] = 0,017 M); (12A - [Na2SO4] = 0,05 M; [NaOH] = 0,0001
M); (15A - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001
M); (18A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001
M)..............................................................................................................
84
Figura 24 - Percentual de remoção de COT para a densidade de corrente de 60
mA.cm-2, eletrodo de Ti/IrO2-Ta2O5, resultado da 6ª hora de tratamento.
Condições experimentais: [AM] = 100 ppm; (3B - [Na2SO4] = 0,05 M);
(6B - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M); (9B - [Na2SO4] = 0,02
M; [NaCl] = 0,017 M); (12B - [Na2SO4] = 0,05 M; [NaOH] = 0,0001
M); (15B - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001
M); (18B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001
M)..............................................................................................................
85
Figura 25 - Curva de polarização para o eletrodo de Ti/Pt em meio neutro.

Condições experimentais: [Na2SO4] = 0,05 M; [Na2SO4] = 0,02 M e
[NaCl] = 0,008 M; [Na2SO4] = 0,02 M e [NaCl] = 0,017 M....................
86
Figura 26 - Curva de polarização para o eletrodo de Ti/Pt em meio alcalino.
Condições experimentais: [Na2SO4] = 0,05 M e [NaOH] = 0,0001 M;
[Na2SO4] = 0,02 M e [NaCl] = 0,008 M e [NaOH] = 0,0001 M;
[Na2SO4] = 0,02 M e [NaCl] = 0,017 M e [NaOH] = 0,0001 M...............
87
Figura 27 - Curva de polarização para o eletrodo de Ti/IrO2-Ta2O5 em meio neutro.
Condições experimentais: [Na2SO4] = 0,05 M; [Na2SO4] = 0,02 M e
[NaCl] = 0,008 M; [Na2SO4] = 0,02 M e [NaCl] = 0,017 M....................
88
Figura 28 - Curva de Polarização para o eletrodo de Ti/IrO2-Ta2O5 em meio
alcalino. Condições experimentais: [Na2SO4] = 0,05 M e [NaOH] =
0,0001 M; [Na2SO4] = 0,02 M e [NaCl] = 0,008 M e [NaOH] = 0,0001
M; [Na2SO4] = 0,02 M e [NaCl] = 0,017 M e [NaOH] = 0,0001 M.........
89
LISTA DE TABELAS
Tabela 1 - Países produtores de artigos têxteis em 2010........................................ 22
Tabela 2 - Classificação das fibras têxteis.............................................................. 25
Tabela 3 - Classificação de corantes segundo as classes químicas......................... 29
Tabela 4 - Classificação de corantes segundo suas aplicações............................... 29
Tabela 5 - Condições e padrões de lançamento de efluentes.................................. 34
Tabela 6 - Composição química dos efluentes sintéticos....................................... 51
Tabela 7 - Sequência do tratamento eletroquímico e condições experimentais
usadas....................................................................................................
54
Tabela 8 - Resultado do percentual de remoção de cor usando o eletrodo de
Ti/Pt em até 6 horas de tratamento........................................................
59
Tabela 9 - Resultado do percentual de remoção de cor usando o eletrodo de
Ti/IrO2-Ta2O5 em até 6 horas de tratamento..........................................
67
Tabela 10 - Resultado do percentual de remoção da DQO usando eletrodo de
Ti/Pt.......................................................................................................
77
Tabela 11 - Resultado do percentual de remoção da DQO usando o eletrodo de
Ti/IrO2-Ta2O5........................................................................................
78
Tabela 12 - Resultado do percentual de remoção do COT (eletrodo de Ti/Pt)........ 83
Tabela 13 - Resultado do percentual de remoção do COT (eletrodo de Ti/IrO2-
Ta2O5)....................................................................................................
84
Tabela 14 - Resultado do consumo energético e o valor do kWh em R$/m3 para
indústria (eletrodo de Ti/Pt, em 6 horas de tratamento)........................
90
Tabela 15 - Resultado do consumo energético e o valor do kWh em R$/m3 para
indústria (eletrodo de Ti/IrO2-Ta2O5, em 6 horas de tratamento)..........
94

LISTA DE ABREVIATURAS E SIGLAS
% Porcento
Ag Prata
AM Azul de Metileno
As Arsênio
B Boro
Ba Bário
BDD Diamante Dopado com Boro
C16H18ClN3S 3,7-bis (dimetilamino) cloreto de fenazatiônio
C6H5OH Fenol
Ca2+ Íon Cálcio
Cd Cádmio
cm2 Centímetro Quadrado
CN Cianeto
CO2 Dióxido de Carbono
COT Carbono Orgânico Total
Cr Cromo
Cr+3 Cromo trivalente
Cr+6 Cromo hexavalente
Cu Cobre
DQO Demanda Química de Oxigênio
DSA Ânodo Dimensionalmente Estável
F Flúor
Fe Ferro
h Horas
HclO Ácido Hipocloroso
Hg Mercúrio
IUPAC União Internacional de Química Pura e Aplicada
j Densidade de Corrente
kWh Quilowatt-hora
L Litros
mg/L Miligrama por Litro

Mg2+ Íon Magnésio
mL Mililitros
mm Milímetro
Mn Manganês
N Nitrogênio
Na2SO4 Sulfato de Sódio
Na2SO4 Sulfato de Sódio
NaCl Cloreto de Sódio
NaOH Hidróxido de Sódio
Ni Níquel
nm Nanômetro
Ocl- Hipoclorito
Pb Chumbo
PbO2 Dióxido de Chumbo
pH Potencial Hidrogeniônico
ppm Partes por Milhão
RDO Reação de Desprendimento de Oxigênio
S Enxofre
Se Selênio
Sn Estanho
SnO2 Dióxido de Estanho
SO42- Sulfato
Ti Titânio
Ti/Pt Platina Suportada em Titânio
UV-VIS Ultravioleta Visível
Zn Zinco
SUMÁRIO
1 INTRODUÇÃO..................................................................................... 19
2 OBJETIVOS.......................................................................................... 21
2.1 GERAL................................................................................................... 21
2.2 ESPECÍFICO.......................................................................................... 21
3 ASPECTOS TEÓRICOS..................................................................... 22
3.1 A INDÚSTRIA TÊXTIL BRASILEIRA................................................ 22
3.1.1 Breve Descrição..................................................................................... 22
3.1.2 Cadeia Produtiva Brasileira do Setor Têxtil e de Confecções.......... 23
3.1.2.1 Processo Produtivo da Indústria Têxtil................................................... 23
3.1.2.2 Fibra Têxtil.............................................................................................. 25
3.1.2.3 Corante.................................................................................................... 26
3.1.2.3.1 Corante Azul de Metileno (AM).......................................................... 30
3.2 IMPACTOS AMBIENTAIS CAUSADOS PELO PROCEDIMENTO
INDUSTRIAL TÊXTIL..........................................................................
31
3.2.1 O Impacto Ambiental........................................................................... 31
3.3 DESCARTE PARA O EFLUENTE INDUSTRIAL TÊXTIL E
RESOLUÇÃO AMBIENTAL................................................................
33
3.4 TÉCNICAS DE TRATAMENTOS PARA O EFLUENTE
INDUSTRIAL TÊXTIL..........................................................................
35
3.4.1 Tratamentos Tradicionias.................................................................... 35
3.4.2 Tratamentos Eletroquímicos para o Efluente Industrial Têxtil....... 36
3.4.2.1 Eletrooxidação (Oxidação Eletroquímica).............................................. 37
3.4.2.2 Oxidação Eletroquímica Indireta por Cloro Ativo.................................. 41
3.5 FATORES QUE PODEM INFLUENCIAR O TRATAMENTO
ELETROQUÍMICO: DIRETO OU INDIRETO....................................
42
3.5.1 Faixa de pH............................................................................................ 42
3.5.2 Densidade de Corrente......................................................................... 43
3.5.3 Eletrólitos............................................................................................... 43
3.5.4 Material Anódico (eletrodos)............................................................... 44
3.6 DESEMPENHO DO PROCESSO ELETROQUÍMICO........................ 44
3.6.1 Demanda Química de Oxigênio (DQO).............................................. 44

3.6.2 Carbono Orgânico Total (COT).......................................................... 45
3.6.3 Cor.......................................................................................................... 46
3.6.4 Consumo de Energia e Custos do Processo........................................ 46
3.7 ESTUDOS DE REMOÇÕES DE CORANTES TÊXTEIS USANDO
O TRATAMENTO ELETROQUÍMICO...............................................
46
4 MATERIAIS E MÉTODOS................................................................ 51
4.1 PREPARO DO EFLUENTE TÊXTIL SINTÉTICO.............................. 51
4.2 TRATAMENTO ELETROQUÍMICO................................................... 52
4.2.1 Reator Eletroquímico........................................................................... 52
4.2.2 Tratamento Eletroquímico................................................................... 53
4.3 ANÁLISES REALIZADAS E MÉTODOS ANALÍTICOS.................. 55
4.3.1 pH e Condutividade.............................................................................. 55
4.3.2 Carbono Orgânico Total (COT).......................................................... 55
4.3.3 Demanda Química de Oxigênio (DQO).............................................. 55
4.3.4 Cor.......................................................................................................... 56
4.3.5 Curvas de Polarização.......................................................................... 57
4.4 CONSUMO DE ENERGIA POR m3 DE EFLUENTE SINTÉTICO
TRATADO.............................................................................................
57
5 RESULTADOS E DISCUSSÃO.......................................................... 58
5.1 RESULTADOS DE REMOÇÕES DA COR, COT e DQO................... 58
5.1.1 Remoções da Cor................................................................................... 58
5.1.2 Remoções da DQO................................................................................ 77
5.1.3 Remoções do COT................................................................................. 82
5.2 CURVAS DE POLARIZAÇÃO............................................................. 85
5.3 RESULTADOS DA ANÁLISE DE CONSUMO ENERGÉTICO........ 89
6 CONCLUSÕES..................................................................................... 98
REFERÊNCIAS.................................................................................... 100

19
1 INTRODUÇÃO
As indústrias têxteis representam uma elevada importância na economia do Brasil, que
consiste em grandes polos com uma acentuada produção. Apesar disso, as indústrias com
processamento têxtil vêm causando vários problemas por serem geradoras de grande
quantidade de despejos altamente poluentes, apresentando características como elevada
matéria orgânica, coloração intensa, toxicidade de compostos químicos, provocando
contaminação ambiental e danos ao ser humano. A remoção dos corantes do ambiente
aquático tem sido objeto de muitos estudos, devido à boa parte dos corantes apresentarem em
sua composição características como: mutagênicos, cancerígenos, tóxicos, podendo causar
também alergias e irritações na pele. O AM é um corante orgânico, de difícil degradação,
sendo ele muito utilizado na indústria têxtil em tingimento de alguns tecidos como algodão, lã
e seda. O AM é um modelo de poluente, com sua estrutura química classificada como
composto aromático heterocíclico, catiônico, que tem uma biodegradação difícil por métodos
biológicos convencionais devido à sua propriedade antibacteriana (VALDÉS et al., 2009). A
exposição aguda do AM pode causar consequências danosas à saúde como aumento na
frequência cardíaca, cefaleia intensa, náuseas, vômitos, diarreia e necrose do tecido humano
(OLIVEIRA et al., 2013). Assim, o uso de tecnologias eficientes no tratamento dos efluentes
têxteis torna-se primordial.
O processo de remediação de efluentes empregado pela maioria das indústrias consiste
em um pré-tratamento físico-químico seguido de tratamento biológico. Contudo, dentre as
técnicas para o tratamento de efluentes contendo AM, a oxidação eletroquímica apresenta a
vantagem de não necessitar de reagentes químicos, capacitada para atender às exigências dos
órgãos ambientais.
O tratamento eletroquímico degrada compostos aromáticos, que podem ser
transformados em produtos biodegradáveis ou em CO2 e H2O (combustão eletroquímica). No
entanto, para este fim, é importante a utilização de eletrodos que apresentem alto
sobrepotencial para a reação de desprendimento de oxigênio visando obter um melhor
rendimento faradaico da reação.
Este trabalho apresenta a aplicação da tecnologia eletroquímica como forma de
degradação do corante AM em soluções aquosas. Para isso, foi simulado, em laboratório, um
efluente da indústria têxtil contendo o AM, posteriormente realizando o tratamento
eletroquímico com uma célula eletrolítica em fluxo contínuo usando ânodos de Ti/IrO2-Ta2O5
e Ti/Pt, visando avaliar a influência das densidades de correntes (20, 40 e 60 mA/cm2), em

20
meio aquoso neutro e alcalino, e eletrólitos (NaCl e Na2SO4). O desempenho do processo
eletroquímico foi avaliado em função da eficiência de remoção pela demanda química de
oxigênio (DQO), carbono orgânico total (COT), cor através do UV-VIS e custo operacional, a
fim de demonstrar que a tecnologia eletroquímica pode ser uma técnica útil como pré-
tratamento de efluentes contendo corante AM.

21
2 OBJETIVOS
2.1 GERAL
• O presente estudo visa avaliar o método de oxidação eletroquímica como tratamento
alternativo para degradação do corante azul de metileno mediante a oxidação direta ou
indireta.
2.2 ESPECÍFICO
• Estudar o tratamento eletroquímico de um efluente sintético contendo o corante têxtil azul
de metileno, visando avaliar a taxa de remoção e o comportamento de degradação;
• Comparar os processos de eletrooxidação direta e indireta em função da variação do meio
neutro e alcalino; densidades de correntes (20, 40 e 60 mA/cm2); eletrólitos (NaCl e
Na2SO4) e tipos de materiais anódicos (Ti/IrO2-Ta2O5 e Ti/Pt);
• Avaliar o processo eletroquímico em função da eficiência de remoção de DQO, COT e
cor por espectrofotometria de absorção molecular UV-VIS;
• Evidenciar o comportamento eletroquímico em função do potencial de evolução de
oxigênio através das curvas de polarização anódica;
• Estimar o consumo energético e o custo operacional do tratamento eletroquímico.

22
3 ASPECTOS TEÓRICOS
3.1 A INDÚSTRIA TÊXTIL BRASILEIRA
3.1.1 Breve Descrição
Uma das mais antigas indústrias do Brasil é a têxtil, introduzida no século XIX por
volta de 1850 (HIGA, 2008). Ela é considerada uma das pioneiras no processo de
industrialização no Brasil e, segundo dados da Associação Brasileira da Indústria Têxtil
(ABIT, 2010), o nosso país é uma das maiores potências do mundo e a principal do ocidente
no setor têxtil, ocupando a quarta posição entre os maiores produtores mundiais de vestuário e
a quinta posição em produtos manufaturados têxteis.
No Brasil, se produzem desde as fibras até as confecções, com a cadeia têxtil-
confecção composta das indústrias têxteis (fios, tecidos planos e malhas) e de confecção
(vestuário e artigos confeccionados) (SEBRAE; IPT, 2001). Em 2013, a ABIT informou que
o setor brasileiro têxtil e de confecção é composto de mais de 32 mil empresas, gerando cerca
de 1,7 milhões de empregos diretos, considerado um dos setores mais importantes para a
economia nacional, como mundial. Os estados de Santa Catarina e São Paulo são os maiores
polos têxteis em volume de produção do Brasil (HASSEMER, 2002).
A Tabela 1 mostra os principais países produtores do setor têxtil e confecção.
Tabela 1 - Países produtores de artigos têxteis em 2010.
Produtores de Têxteis Produtores de Vestuário Países Produção
(mil toneladas) %
Mundial Países Produção
(mil toneladas) %
Mundial 1. China 38.561 50,7 1. China 21.175 46,4 2. Índia 5.793 7,6 2. Índia 3.119 6,8 3. EUA 4.021 5,3 3. Paquistão 1.523 3,3 4. Paquistão 2.820 3,7 4. Brasil 1.271 2,8 5. Brasil 2.249 3,0 5. Turquia 1.145 2,5 6. Indonésia 1.899 2,5 6. Coréia do Sul 990 2,2 7. Taiwan 1.815 2,4 7. México 973 2,1 8. Turquia 1.447 1,9 8. Itália 935 2,0 9. Coréia do Sul 1.401 1,8 9. Malásia 692 1,5 10. Tailândia 902 1,2 10. Polônia 664 1,5
Fonte: IEMI, 2010.
23
3.1.2 Cadeia Produtiva Brasileira do Setor Têxtil e de Confecções
3.1.2.1 Processo Produtivo da Indústria Têxtil
As indústrias têxteis têm seu processo produtivo muito diversificado, isto é, algumas
podem possuir todas as etapas do processo têxtil e outras podem ter apenas uma ou algumas
fases da produção.
Segundo Hiratuka e colaboradores (2008), o segmento industrial têxtil e de confecção
é composto de etapas produtivas, podendo ser classificadas em 4 etapas, sendo elas:
1ª) Fiação: etapa da elaboração dos fios a partir das fibras têxteis que serão preparados para a
etapa da tecelagem;
2ª) Tecelagem e/ou malharia (processo de tecimento): etapa da fabricação de tecidos planos
ou tecidos de malha (malharia). Os principais processos são o urdimento (etapa do fluxo do
tecido), engomagem, e tecimento (tecido e malha);
3ª) Acabamento (enobrecimento ou beneficiamento): etapa de preparação dos fios para seu
uso final ou não, envolvendo chamuscagem (eliminação, por queima, das pontas de fibras
salientes), purga/limpeza, alvejamento, mercerização e caustificação, tingimento, estamparia,
secagem, compactação, calandragem, felpagem (flanelagem), amaciamento, acabamento anti-
chama. São operações que conferem ao produto conforto, durabilidade e propriedades
específicas;
4ª) Confecção: nesta etapa tem aplicação diversificada como o desenho, a confecção dos
moldes, gradeamento, elaboração do encaixe, corte e costura.
Hiratuka et al. (2008) ainda concluem que, na última etapa, os produtos podem
assumir a forma de vestuário, de artigos para o lar (cama, mesa, banho, decoração e limpeza),
ou para a indústria (filtros de algodão, componentes para o interior de automóveis,
embalagens, etc.). Assim, o produto final de cada uma dessas fases é a matéria-prima da fase
seguinte, o que denota à cadeia têxtil e de confecção um caráter bastante diversificado, sendo
cada setor composto por grande número de segmentos diferenciados.
O Fluxograma 1 apresenta as etapas do processo produtivo a partir da divisão das
fibras têxteis, fiação, tecelagem, malharia e beneficiamento/acabamento.

24
Fluxograma 1 - Estrutura da cadeia produtiva brasileira do setor têxtil e de confecções.
Fonte: BNDES - Costa e Rocha, 2009 (Panorama da Cadeia Produtiva Têxtil e de Confecções e a Questão da
Inovação).
Náilon
Poliéster
Lycra®
Polipropileno
Viscose
Acetato
Lã
Rami/Linho
Seda
Algodão
Juta
Fibras Sintéticas Fibras Artificiais Fibras Naturais
Fiação
Tecelagem Malharia
Beneficiamento/Acabamento
Confecção
Linha Lar Vestuário Técnicos

25
3.1.2.2 Fibra Têxtil
As fibras têxteis da cadeia produtiva podem ser classificadas em dois tipos de fibras.
São elas: fibras naturais e fibras manufaturadas (fibras químicas). As fibras naturais estão
divididas pela sua origem (vegetais, animais e minerais), isto é, são fibras retiradas da
natureza. Já as fibras manufaturadas são divididas em artificiais e sintéticas, que consistem na
transformação química de matérias-primas naturais. As fibras artificiais são geradas pelo
homem, utilizando como matéria-prima os produtos da natureza. Já as fibras sintéticas são
produzidas pelo homem, todavia a matéria-prima utilizada são produtos químicos usados na
indústria petroquímica.
A Tabela 2 apresenta a classificação das fibras têxteis.
Tabela 2 - Classificação das fibras têxteis.
Naturais Manufaturadas (Químicas)
Vegetais Animais Minerais Artificiais Sintéticos Semente Caule Folhas Frutos Secreções Pelos Algodão Linho Palma Coco Seda Lã Vidro
Têxtil Viscose Poliéster
Rami Caroá Capoque Angorá Acetato Poliamida Juta Alfa Abacá Lhama Alginato Acrílico Cânhamo Sisal Guaxima Camelo Cupramônio Elastano Retama ou
Giesta Sunn (Bis
Sunn)
Tucum Cachemir Modal Anidex
Kenaf ou Papoula de São
Francisco
Malva Alpaca Protéica Clorofibra
Henequen Pita Cabra Triacetato Fluorfibra Maguey Mohair Liocel Aramida Bambu
Natural Vicunha Polinósico Polietileno
Iaque Polilático Polipropileno Guanaco Policarbamida Castor Poliuretano Lontra Vinil Crina Trivinil Elastodieno Metalizada Modacrílico Carbono Lastol
Fonte: Sinditêxtil, 2009.

26
3.1.2.3 Corante
Considerando a divisão produtiva da cadeia têxtil não se pode deixar de mencionar a
importância dos corantes.
Goldani (2005) afirma que os corantes são materiais normalmente aplicados em
solução e que se fixam a um substrato, podendo ser um tecido, papel, cabelo, couro ou outros
materiais. Os corantes devem ser estáveis à luz, aos processos de lavagem e ainda apresentar
fixação uniforme com as fibras em todo o substrato, e de difícil degradação. Assim, de acordo
com Silva e colaboradores (2014), corantes são poluentes do meio ambiente que têm gerado
grande preocupação, os quais estão presentes em efluentes de indústrias têxteis, alimentícias,
gráficas, fotográficas, e também como aditivos em derivados de petróleo. São estimados que
anualmente sejam consumidos dez mil corantes e pigmentos diferentes, o que representa um
consumo anual de cerca de 700.000 toneladas no mundo e 26.500 toneladas somente no
Brasil.
Existem os corantes orgânicos e inorgânicos, sendo que esses, por sua vez, são
subdivididos em compostos sintéticos e naturais. Atualmente, mais de 90 % dos corantes
empregados são sintéticos. A maior parte dos corantes fabricados vão para a indústria têxtil,
mas as indústrias de artefatos de couro ou de papel, indústrias alimentícias, de cosméticos,
tintas e plásticos também são usuários importantes (ALMEIDA, 2006).
Os corantes são compostos muito complexos, pois é difícil determinar uma fórmula
química para cada um. Com isso, a nomenclatura química usual não é frequentemente
utilizada, preferindo-se empregar os nomes comerciais. Por esse motivo, para identificar um
corante, muitas vezes comercializado com diferentes nomes, utiliza-se o Colour Index (CI),
divulgação da American Association of Textile Chemists and Colorists e da British Society of
Dyers and Colorists, que apresenta uma lista de nomes e números para nomear os tipos de
corantes. Os corantes têxteis são compostos orgânicos empregados com o objetivo de conferir
à fibra uma cor. Assim, os corantes têxteis são substâncias que penetram nas fibras de
substrato têxtil, reagindo ou não com o material, durante o processo de tingimento. Os
componentes têxteis que controlam a fixação da molécula cromofórica ao substrato
constituem a base para que ocorra a divisão de corantes têxteis em categorias. Todavia, exige-
se, para cada tipo de fibra, uma determinada categoria de corante (ABIQUIM, 2011).
A maioria dos corantes orgânicos é um composto complexo não saturado, tendo certos
grupos substitutos. As moléculas dos corantes utilizadas para o tingimento das fibras têxteis
podem ser divididas em duas partes, sendo que a parte não saturada da molécula é chamada de

27
cromóforo do corante e, para ter cor intensa, a molécula também requer a presença de grupo
doador de elétron ou aceitador de elétron, ou átomos conhecidos como auxocromos, isto é, o
grupo responsável pela ligação com a fibra (KUNZ, 2002). Nos corantes para produtos têxteis
os cromóforos são, usualmente, cadeias aromáticas e grupos azoicos.
O cromóforo é uma estrutura aromática que absorve luz visível, proporcionando
coloração à fibra. Existem cerca de 12 classes de grupos cromóforos. O mais comum é o
grupo azo, que se caracteriza por apresentar um ou mais grupamentos –N=N-, ligados a anéis
aromáticos. Características como facilidade de produção, baixo custo, constância de estrutura
e grande variedade de cores, fazem com que a produção e utilização dos corantes reativos azo
seja cada vez mais difundida, correspondendo a aproximadamente 60 a 70 % da produção
mundial de corantes têxteis. A outra parte da molécula do corante, ligada ao grupo cromóforo,
é responsável pela fixação do corante à fibra (absorção do corante), que pode ser através de
ligações iônicas ou covalentes, e ainda por meio de pontes de hidrogênio e forças de Van der
Waals. De acordo com esse grupo funcional, os corantes podem ser classificados como ácido,
direto, básico, de enxofre e reativos. Esta última categoria é uma das mais frequentemente
utilizadas, principalmente devido à sua excelente capacidade para tingimento de algodão, uma
das fibras mais consumidas em todo o mundo (LIMA, 2002).
De acordo com Ladchumananandasivam (2008), os corantes são classificados de acordo com sua
constituição química ou com base nas suas propriedades de tingimento. Classificam-se em 8 tipos. São
eles:
1) Corantes básicos (corantes catiônicos): apresentam solubilidade em água que produzem soluções
coloridas catiônicas devido à presença de grupamento amino (NH2). Suas cores são bastante
intensas e algumas até mesmo fluorescentes de boa solidez. Usualmente são hidroclorídricos ou
sais de bases orgânicas. O cromóforo está no cátion. Principais campos de aplicação: fibras acrílicas, lã,
seda e acetato de celulose.
2) Corantes azoicos: são coloridos, insolúveis em água, sais de sódio, usualmente de ácidos sulfônicos,
todavia em alguns casos ácidos carboxílicos. A maioria não tem afinidade com o algodão, mas há
algumas exceções, principalmente usadas para fibras proteicas e poliamidas.
3) Corantes diretos: são sais de sódio de ácidos sulfônicos e são compostos azoicos, com isso
têm semelhança com corantes ácidos. Eles têm afinidade direta para as fibras celulósicas.
Corantes diretos são, às vezes, também chamados de corantes substantivos. Apesar de eles
tingirem fibras proteicas não estão sendo usados para essa finalidade, com exceção de
circunstâncias especiais.

28
4) Corantes mordentes: este grupo inclui muitos corantes sintéticos e naturais. Eles não têm
afinidade natural para têxtil, mas são aplicados para fibras celulósicas e proteicas nas quais já
foram aplicados com óxidos metálicos.
5) Corantes de enxofre: são compostos de complexos orgânicos que contêm enxofre. Eles
estão sendo usados para tingir matizes (diferentes tons nos quais uma mesma cor passa) de
baixo custo com alta solidez à umidade nas fibras celulósicas, porém as cores não têm brilho.
6) Corantes à tina: são insolúveis na água, mas podem ser convertidos em forma solúvel
(leuco) pela ação de hidróxido de sódio e um agente redutor como hidrossulfito de sódio. A
celulose tem afinidade para esses compostos leuco e, quando é absorvido pela fibra,
subsequentemente são oxidados para um pigmento insolúvel. Eles têm alta solidez, entretanto
apresentam um elevado custo.
7) Corantes dispersos: são suspensões de compostos orgânicos bem divididos com pouca
solubilidade. As fibras que têm pouca afinidade com a água (fibras hidrofóbicas) comumente
tingem melhor com corantes insolúveis do que com corantes solúveis na água.
8) Corantes reativos: são com frequência empregados nas indústrias de tecidos no processo de
coloração de algodão e celulose, podendo formar combinações químicas e, assim, por essa
razão, têm excelente solidez. Em muitos casos, eles estão sendo aplicados no frio e na
adaptação do processo contínuo.
A Tabela 3 apresenta os corantes de acordo com a classe química e a Tabela 4 os
corantes segundo suas aplicações.

29
Tabela 3 - Classificação de corantes segundo as classes químicas.
Fonte: Associação Brasileira da Indústria Química, 2011.
Tabela 4 - Classificação de corantes segundo suas aplicações.
Fonte: Associação Brasileira da Indústria Química, 2011.
Os corantes são empregados em algumas indústrias, contando com um alto consumo
anual. Seus efeitos são maléficos, já que são substâncias carcinogênicas. Boa parte dos
corantes é resistente à biodegradação, à fotodegradação e à ação de agentes oxidantes
(PERINI et al., 2012).
Classe Classificação por aplicação Acridina Básicos, pigmentos orgânicos Aminocetona À tina, mordentes
Antraquinona Ácidos, mordentes, à tina, dispersos, azoicos, básicos, diretos, reativos, pigmentos orgânicos
Ao enxofre Enxofre, à cuba Azina Ácidos, básicos, solventes, pigmentos orgânicos Azo Ácidos, diretos, dispersos, básicos, mordentes, reativos Azoicos Básicos, naftóis Bases de oxidação Corantes especiais para tingimento de pelo, pelegos, cabelos Difenilmetano Ácidos, básicos, mordentes Estilbeno Diretos, reativos, branqueadores ópticos Ftalocianina Pigmentos orgânicos, ácidos, diretos, azoicos, à cuba, reativos, solventes Indamina e Indofenol Básicos, solventes Indigóide À tina, pigmentos orgânicos Metina e Polimetina Básicos, dispersos Nitro Ácidos, dispersos, mordentes Nitroso Ácidos, dispersos, mordentes Oxazina Básicos, mordentes, pigmentos orgânicos Quinolina Ácidos, básicos Tiazina Básicos, mordentes Tiazol Branqueadores ópticos, básicos, diretos Triarilmetano Ácidos, básicos, mordentes Xanteno Ácidos, básicos, mordentes, branqueadores ópticos, solventes
Classe Corantes Principais campos de aplicação À cuba sulfurados Fibras naturais e fibras artificiais À tina Fibras naturais Ácidos Alimentos, couro, fibras naturais, fibras sintéticas, lã e papel Ao enxofre Fibras naturais Azoicos Fibras naturais, fibras sintéticas Básicos Couro, fibras sintéticas, lã, madeira e papel Diretos Couro, fibras naturais, fibras artificiais e papel Dispersos Fibras artificiais e fibras sintéticas Mordentes Alumínio anodizado, lã, fibras naturais e fibras sintéticas Reativos Couro, fibras naturais, fibras artificiais e papel
Solventes Ceras, cosméticos, gasolina, madeira, plásticos, solventes orgânicos, tintas de escrever e vernizes

30
3.1.2.3.1 Corante Azul de Metileno (AM)
O corante denominado azul de metileno foi descoberto por Heinrich Caro em 1876.
Tem em química a nomenclatura, segundo a IUPAC, 3,7-bis (dimetilamino) cloreto de
fenazatiônio, de composição química C16H18ClN3S. Classifica-se como um corante orgânico,
catiônico, solúvel em água, redox fenotiazínico, corante citológico, indicador de óxido-
redução, tingimento de papel, tinturas temporárias para cabelos. Devido às suas propriedades
fotoquímicas, têm sido desenvolvidos estudos visando sua aplicação na inativação de
bactérias e vírus em células fotogalvânicas, na preparação de eletrodos quimicamente
modificados (ARVAND et al., 2003; SCOTTI et al., 2006).
O AM possui uma variedade de aplicações, sendo que seu uso original no setor têxtil
envolve o tingimento de algodão, seda e lã. A exposição aguda pode causar efeitos
prejudiciais à saúde como aumento do batimento cardíaco, dor de cabeça intensa, náuseas,
vômitos, diarreia e necrose do tecido humano (OLIVEIRA et al., 2013). Outra característica
do AM é ser frequentemente utilizado como um composto modelo para poluentes orgânicos
em águas residuais, também utilizados como um corante na microbiologia e como
sensibilizador na foto-oxidação de poluentes orgânicos. Efluentes que contêm AM são
altamente coloridos e causam poluição hídrica grave (ZENG et al., 2011).
Figura 1 - Estrutura química da molécula de azul de metileno.
Fonte: Huang et al., 2010.

31
3.2 IMPACTOS AMBIENTAIS CAUSADOS PELO PROCEDIMENTO INDUSTRIAL
TÊXTIL
3.2.1 O Impacto Ambiental
Segundo NBR ISO (14001:2004), o impacto ambiental é caracterizado como qualquer
modificação do meio ambiente, adversa ou benéfica, que resulte, no todo ou em parte, dos
aspectos ambientais da organização. Ele pode envolver uma descarga, uma emissão, consumo
ou reutilização de um material ou ruído (GUERCIO E BELLEN, 2006). A resolução
CONAMA 001/86 define o impacto ambiental como qualquer alteração das propriedades
físicas, químicas, biológicas do meio ambiente, causada por qualquer forma de matéria ou
energia resultante das atividades humanas que afetem diretamente ou indiretamente a saúde, a
segurança e o bem-estar da população; as atividades sociais e econômicas; a biota; as
condições estéticas e sanitárias ambientais; a qualidade dos recursos ambientais.
A indústria têxtil envolve uma complexa cadeia produtiva, na qual em todo o processo
de beneficiamento têxtil inclui o uso de grandes quantidades de água, corantes e produtos
químicos empregados ao amplo de uma complexa cadeia produtiva (LIMA, 2002). Entre as
características do procedimento industrial têxtil estão a produção de elevados volumes de
água com coloração intensa, toxicidade e carga orgânica, devido à presença de corantes
dissolvidos e dispersos, amaciantes, fixadores e tensoativos. Com isso, o processo têxtil é
assinalado uma das atividades potencialmente poluidoras, devido ao uso e à degradação de
recurso natural (PINHEIRO, 2011). A intensa coloração ocasionada por resíduos de indústrias
têxteis pode causar em ambientes aquáticos uma interferência nos processos de fotossíntese.
Além disso, certas classes de corantes, assim como seus subprodutos, podem ser
carcinogênicas e/ou mutagênicas. Estudos indicam que a poluição colorida de cursos d’água
começa a ser observável em concentrações acima de 1 mg/L (CATANHO et al., 2006).
Efluentes oriundos de processo industrial têxtil envolvendo etapas de tingimento com
corantes são altamente poluentes, de modo que grandes quantidades desses despejos são um
dos maiores problemas ambientais. O principal desafio dessas indústrias é reduzir a cor, a
turbidez e a demanda química de oxigênio (DQO) desses efluentes, para satisfazer as
regulamentações ambientais (PERINI et al., 2012).
Roussy e colaboradores (2005); Colob e colaboradores (2005); Couto Júnior e
colaboradores (2013) mostraram os efluentes têxteis como tóxicos, geralmente não
biodegradáveis, e em seus processos de tinturaria têxtil estão entre os mais prejudiciais ao

32
meio ambiente industrial devido ter produzido efluentes coloridos que são fortemente
poluídos com corantes e produtos químicos. Além disso, efluentes têxteis contêm diferentes
classes de corantes orgânicos, metais pesados (como Cr, Ni ou Cu), diferentes sais,
tensioativos, óleos minerais, apresentam elevados valores de pH, cor, COT e DBO. Portanto,
os efluentes que contêm corante devem ser tratados antes de serem lançados no ambiente ou
estação de tratamento municipal. A composição média dos efluentes da indústria têxtil pode
ser dada por: sólidos totais de 1,000 a 1,600 mg/L; DBO de 200 a 600 mg/L; a alcalinidade
total de 300-900 mg/L; os sólidos em suspensão de 30 a 50 mg/L. Essa descrição do efluente
apenas define algumas características presentes em efluentes têxteis, uma vez que a sua
composição depende do tipo de substrato (tecido) utilizado, emprego de corantes, processo de
beneficiamento e tipo de equipamentos (ZANONI E CARNEIRO, 2001). As características
físicas, químicas e biológicas do efluente industrial variam com o tipo de indústria, com o
período de operação e com a matéria-prima e insumos utilizados em seu processo produtivo.
Com isso, o efluente líquido pode ter características tais como: ser solúvel ou com sólidos em
suspensão; com ou sem coloração; orgânico ou inorgânico; com temperatura baixa ou
elevada, entre outros aspectos (SIMECS, 2013). As características físicas, químicas e
biológicas do efluente industrial são variáveis com o tipo de indústria, com o período de
operação, com a matéria-prima utilizada, com a reutilização de água etc. Entre as
determinações mais comuns para caracterizar estão as determinações físicas (temperatura, cor,
turbidez, sólidos, etc.), químicas (pH, alcalinidade, teor de matéria orgânica, metais, etc.) e
biológicas (bactérias, protozoários, vírus, etc.) (SILVA, 2007).
As águas poluídas apresentam baixa concentração de oxigênio dissolvido, acabando
com a vida aquática, com consequências sobre os peixes mais suscetíveis aos efeitos tóxicos
de outras substâncias. Os compostos tóxicos e metais pesados em pequenas concentrações
podem acumular-se nos tecidos dos peixes e outros invertebrados aquáticos da cadeia
alimentar, aumentando o nível tóxico da água nos rios (SILVA et al., 2005).
Entre esses corantes utilizados na indústria, o AM tem uma estrutura molecular de
uma classe bem conhecida de corante azoico com a presença de S e N na sua estrutura, como
indicado na Figura 1 (estrutura química da molécula de azul de metileno). O AM pode causar
alguns efeitos nocivos nos seres humanos, tais como queimaduras nos olhos,
metemoglobinemia, cianose, convulsões, taquicardia, dispneia e irritação na pele. Portanto, a
remoção de AM de efluentes industriais tornou-se uma das principais preocupações
ambientais (XIAO et al., 2014).

33
3.3 DESCARTE PARA O EFLUENTE INDUSTRIAL TÊXTIL E RESOLUÇÃO
AMBIENTAL
O descarte de todos os efluentes, inclusive o efluente produzido pela indústria têxtil,
deve ocorrer de acordo com a legislação ambiental, pois o não cumprimento do disposto da
resolução ambiental acarretará aos infratores as sanções previstas pela legislação vigente.
Assim, antes do descarte do efluente em corpos receptores, torna-se necessário o tratamento.
Com isso, no Brasil, a legislação ambiental regula o descarte de efluentes sobre corpos d’água
limitando a carga poluidora lançada de acordo com o tipo de uso estabelecido para a água do
corpo receptor. De tal modo, se faz necessário o tratamento de efluentes industriais antes de
serem lançados nos rios, no mar, no solo e na rede pública.
No Brasil, não existe uma legislação que restrinja a concentração do corante AM no
efluente industrial, porém a resolução do CONAMA 357/2005, complementada pela
430/2011, estabelece os padrões de lançamento de efluentes industriais nos corpos hídricos
brasileiros, mas não especifica os valores para os parâmetros DQO e COT. Segundo Manenti
e colaboradores (2014), para efluentes têxteis, sugere-se uma DQO inferior a 300 mg.O2/L. A
Tabela 5 apresenta as condições e padrões de lançamento de efluentes.
Outra norma que estabelece os requisitos e padrões para recebimento de efluentes no
Sistema de Esgotamento de Efluentes Líquidos do Distrito Industrial de Natal (DIN) é o
IDEMA/RN. Tal normativa estabelece redução de sua carga poluidora aos níveis previstos
para lançamento no referido sistema; e as indústrias, cuja relação DQO/DBO seja igual ou
superior a 4, deverão implantar sistemas de tratamento próprios ou tecnologias menos
poluentes de modo a compatibilizar os seus efluentes aos requisitos e padrões estabelecidos
(SILVA, 2007).

34
Tabela 5 - Condições e padrões de lançamento de efluentes.
pH Entre 5 a 9 Temperatura Inferior a 40 °C, sendo que a variação de temperatura
do corpo receptor não deverá exceder a 3 °C no limite da zona de mistura
Óleos e graxas Óleos minerais: até 20 mg/L. Óleos vegetais e gorduras animais: até 50 mg/L
Ausência de materiais flutuantes - Demanda Bioquímica de Oxigênio (DBO 5 dias a 20 °C) Remoção mínima de 60 % de DBO, este limite só
poderá ser reduzido no caso de existência de estudo de autodepuração do corpo hídrico que comprove atendimento às metas do enquadramento do corpo receptor
Parâmetros inorgânicos Valores máximos
Arsênio total 0,5 mg/L As Bário total 5,0 mg/L Ba Boro total (não se aplica para águas salinas) 5,0 mg/L B Cádmio total 0,2 mg/L Cd Chumbo total 0,5 mg/L Pb Cianeto total 1,0 mg/L CN Cianeto livre (destilável por ácidos fracos) 0,2 mg/L CN Cobre dissolvido 1,0 mg/L Cu Cromo hexavalente 0,1 mg/L Cr+6 Cromo trivalente 1,0 mg/L Cr+3 Estanho total 4,0 mg/L Sn Ferro dissolvido 15,0 mg/L Fe Fluoreto total 10,0 mg/L F Manganês dissolvido 1,0 mg/L Mn Mercúrio total 0,01 mg/L Hg Níquel total 2,0 mg/L Ni Nitrogênio amoniacal total 20,0 mg/L N Prata total 0,1 mg/L Ag Selênio total 0,30 mg/L Se Sulfeto 1,0 mg/L S Zinco total 5,0 mg/L Zn Parâmetros Orgânicos Valores máximos Benzeno 1,2 mg/L Clorofórmio 1,0 mg/L Dicloroeteno (Somatório de 1,1 + 1,2 cis + 1,2 trans) 1,0 mg/L Estireno 0,07 mg/L Etilbenzeno 0,84 mg/L Fenóis totais (Substâncias que reagem com 4-aminoantipirina)
0,5 mg/L C6H5OH
Tetracloreto de carbono 1,0 mg/L Tricloroeteno 1,0 mg/L Tolueno 1,2 mg/L Xileno 1,6 mg/L Fonte: Resolução CONAMA 430/2011.

35
3.4 TÉCNICAS DE TRATAMENTOS PARA O EFLUENTE INDUSTRIAL TÊXTIL
3.4.1 Tratamentos Tradicionais
O tratamento de efluente industrial envolve um dos principais assuntos ambientais no
que diz respeito ao cumprimento da legislação em diversos setores industriais e proteção ao
meio ambiente. Tal tratamento pode ser realizado em sistema contínuo ou em sistema por
batelada. De acordo com SIMECS (2013), dentre as técnicas tradicionais de tratamento de
efluentes industriais são os processos físicos, químicos e biológicos. Abaixo, os processos são
descritos como segue:
- Processo físico: é comum as substâncias contaminantes não serem extintas, apenas
transferidas de fase. Assim, este processo depende das propriedades físicas do contaminante,
tais como tamanho de partículas, peso específico e viscosidade. Exemplos: gradeamento,
sedimentação (separação de fases), filtração (separação molecular), flotação.
- Processo químico: depende das propriedades químicas dos contaminantes ou das
propriedades químicas dos reagentes incorporados. Exemplos: coagulação, precipitação,
oxidação, neutralização.
- Processo biológico: utilizam reações bioquímicas para a eliminação dos contaminantes
solúveis ou coloidais. Podem ser aeróbios (na presença de oxigênio) ou anaeróbios (na
ausência de oxigênio). Exemplos: lodos ativados, lagoas aeradas, valas de oxidação,
biodigestor.
Estudos têm sido desenvolvidos com o objetivo de ampliar os tratamentos adequados
para reduzir a toxicidade dos efluentes industriais, de forma a permitir a remoção de
substâncias contaminantes, bem como sua completa mineralização, podendo assim ajudar no
controle da poluição ambiental. A toxicidade associada aos efluentes industriais pode estar
relacionada à presença de compostos recalcitrantes conhecidos por compostos orgânicos de
difícil degradação, apresentando uma elevada estabilidade química, sendo não biodegradados
pelos organismos normalmente presentes em sistemas biológicos de tratamento e então
lançados nos corpos aquáticos receptores. Devido ao efeito de acumulação, podem atingir
concentrações superiores à dose letal de alguns organismos, como invertebrados e peixes,
levando à ocorrência de morte. Além disso, os efeitos cancerígenos e mutagênicos

36
eventualmente podem ser observados em humanos como resultados da bioacumulação ao
longo da cadeia alimentar (ALMEIDA et al., 2004).
Neste contexto, a ciência tem buscado novas tecnologias mais econômicas e eficientes,
para minimizar os resíduos industriais que poluem o meio ambiente. Com isso, tratamentos
têm surgido para ser usados na remoção de matéria orgânica e a cor de efluentes têxteis, pois
tal efluente contém elevadas quantidades de corantes. Grzechulska e Morawski (2002)
relataram que a presença de alguns corantes em concentrações de 1 ppm ou inferiores são
aparentemente visíveis e, assim, a remoção da cor é um fator de muita importância. Os
métodos que têm sido utilizados para remover corantes em águas residuais são tratamento
biológico, bem como os métodos físicos e químicos. Exemplos citados na literatura são: a
coagulação química, adsorção, ultrafiltração, precipitação, filtração, ozonização,
eletroquímico, entre outros (ARSLAN-ALATON et al., 2007; ASGHARI et al., 2012;
OLIVEIRA et al., 2013). Contudo, o tratamento de um efluente têxtil tem sido um desafio em
função da complexidade de sua composição química, da quantidade do resíduo gerado e do
alto custo operacional. Uma pesquisa revela que a geração de resíduos está em todas as etapas
do processo de produção. Assim, estima-se que sejam produzidos no mundo cerca de 40
milhões de metros cúbicos por dia de água. No caso do estado do Rio Grande do Norte,
calcula-se que sejam descartados diariamente 40 mil metros cúbicos de água contendo
corantes têxteis (SOLANO, 2011).
3.4.2 Tratamentos Eletroquímicos para o Efluente Industrial Têxtil
As tecnologias tradicionais de tratamento de águas residuais têm-se mostrado
ineficientes para lidar com águas residuais de corantes têxteis sintéticos, devido à estabilidade
química desses poluentes. Assim, a técnica eletroquímica é uma alternativa para remover
corantes dissolvidos, a fim de eliminar as suas cores fortes e consequências ecotoxicológicas
em ambientes aquáticos (CARVALHO et al., 2010). As técnicas eletroquímicas têm tido
grande relevância em todo o mundo durante as últimas duas décadas. Hoje há empresas que
fornecem instalações para recuperação de metais, para o tratamento de água ou água de
processo potável, tratamento de vários efluentes resultantes do curtume, galvanoplastia, têxtil,
petróleo e emulsão de óleo em água etc. (CHEN, 2004). O tratamento eletroquímico é uma
boa alternativa para o tratamento de efluentes contendo corantes, porque oferecem vantagens
tais como a versatilidade, compatibilidade com o ambiente e potencial de custo-eficácia
(TAVARES et al., 2012). Com isso, as tecnologias eletroquímicas alcançaram tal estado que

37
não só são comparáveis com outras tecnologias em termos de custo, mas também são mais
eficientes e mais compactas. Para algumas situações, as tecnologias eletroquímicas podem ser
o passo indispensável no tratamento de efluentes contendo poluentes refratários (CHEN,
2004).
Os métodos de tratamento para descolorir, degradar efluentes e diminuir seu impacto
ambiental têm sido investigados por diversos grupos de pesquisas. De acordo com Araújo e
colaboradores (2014), os métodos eletroquímicos estão sendo utilizados para desintoxicar
sistemas aquáticos contendo poluentes bio-refratários (COMNINELLIS E PULGARIN, 1993;
RAJESHWAR et al., 1994; COMNINELLIS, 1994; GALLA et al., 2000; MARTÍNEZ-
HUITLE et al., 2005; MARTINEZ-HUITLE E FERRO, 2006; PANIZZA E CERISOLA,
2009; BRILLAS et al., 2009). Uma grande variedade de métodos tem sido desenvolvida para
a remoção de corantes sintéticos de águas para diminuir o seu impacto ambiental. Os
processos eletroquímicos alternativos para o tratamento de águas residuais contendo corantes
são: eletrocoagulação, redução eletroquímica (eletroredução), oxidação eletroquímica
(eletrooxidação) (MARTÍNEZ-HUITLE E BRILLAS, 2009; BRILLAS et al., 2009;
PANIZZA E CERISOLA, 2009; MARTÍNEZ-HUITLE et al., 2012; SALES SOLANO et al.,
2012).
3.4.2.1 Eletrooxidação (Oxidação Eletroquímica)
A oxidação eletroquímica é um processo eletroquímico que ajuda na remoção de
poluentes orgânicos de águas residuais, sendo uma técnica muito usada para descoloração e
degradação de corantes em soluções aquosas. Nela, o mecanismo é fortemente dependente do
material do ânodo, assim vários materiais eletrocatalíticos têm sido testados na degradação de
compostos orgânicos. Neste caso, trabalhos têm demonstrado que a oxidação eletroquímica
representa uma alternativa viável para o tratamento de águas residuais, sendo possível a
aplicação dessa tecnologia como um processo de oxidação direta ou indireta (MARTÍNEZ-
HUITLE E FERRO, 2006; BRILLAS et al., 2009; PANIZZA E CERISOLA, 2009).
A técnica eletroquímica do processo de eletrooxidação apresenta o mecanismo de
eliminação de moléculas orgânicas sendo favorecido através de oxidação anódica, que se
divide em eletrooxidação direta e indireta.
(i) Eletrooxidação direta: é favorecido através de oxidação anódica que pode ocorrer por troca
direta de elétrons entre o composto orgânico e a superfície do eletrodo.

38
(ii) Eletrooxidação indireta (oxidação mediada): é mediante a intermediação de espécies
oxidantes formadas no ânodo (espécies ativas do oxigênio) ou oxidantes fortes (cloro ativo,
persulfatos, perbromatos, percarbonatos). No caso das espécies ativas de oxigênio, o radical
hidroxila (●OH) é a principal espécie produzida a partir da eletrólise da molécula da água.
Esse radical hidroxila se adsorve de forma física ou quimicamente na superfície do eletrodo
(dependendo da natureza química do material eletrocatalítico) e transfere átomos de oxigênio
para o AM a ser oxidado.
Na superfície de ânodos revestidos com óxidos metálicos (MOx), do tipo
dimensionalmente estáveis (DAS), estes sítios ativos oxidantes podem se transformar em
óxidos superiores, quimicamente adsorvidos (quimissorção), do tipo MOx+1. Ambas as
espécies são responsáveis pela oxidação de compostos orgânicos, como mostram as etapas 1,
2 e 3 a seguir (COMNINELLIS, 1994; BERTAZZOLI E PELEGRINI, 2002; MARTÍNEZ E
BRILLAS, 2009).
1ª Etapa: −+++•→+ eH)OH(MOOHMO X2X
2ª Etapa: −+
+++→• eHMO)OH(MO 1XX
3ª Etapa: ROMORMO X1X +→++
De acordo com Martínez-Huitle e Ferro (2006) e Martínez-Huitle e Brillas (2009), a
oxidação direta ocorre sobre eletrodos eletrocatalíticos. A oxidação eletroquímica indireta
ocorre via mediadores que se mantêm aderidos à superfície do ânodo, sendo eles
continuamente gerados. Na oxidação indireta, o primeiro passo consiste na descarga da água,
conforme a Equação 1, formando radicais hidroxila (●OH) adsorvidos sobre a superfície do
eletrodo.
MOx + H2O→ MOx (●OH) + H+ + e- (Equação 1)
Radicais hidroxilas irão reagir e formar os superóxidos MOx+1 sobre os sítios ativos do
óxido MOx, de acordo com a Equação 2:
MOx(●OH) → MOx+1 + H+ + e- (Equação 2)

39
Os superóxidos fissisorvidos (adsorção física) oxidarão então as moléculas orgânicas
de acordo com a Equação 3.
MOx+1 + R → MOx + RO (Equação 3)
A espécie MOx+1 também será responsável pela formação de oxigênio:
MOx+1 → MOx + ½ O2 (Equação 4)
Um segundo caminho para a reação em que o composto orgânico é mineralizado deve
também ser considerado:
MOx (●OH)y + R→ y/2 CO2 + yH+ + ye- + MOx (Equação 5)
A reação de combustão, representada na Equação 5, é mais provável que ocorra em
condições de altos sobrepotenciais para a reação de desprendimento de oxigênio em
superfícies de PbO2, SnO2 ou Sb2O5. Nessas condições, também será formado oxigênio
(Equação 6).
MOx (●OH) → MOx + ½ O2 + H+ + e- (Equação 6)
Durante o processo de eletroxidação de moléculas orgânicas é provável que todas as
reações desempenhem influência sobre o processo total. A Figura 2 resume todos os passos
mecanísticos apresentados nas Equações 1 a 6.

40
Figura 2 - Representação da oxidação eletroquímica de compostos orgânicos sobre ânodos de óxidos metálicos (MOx), formando superóxidos (MOx+1). �Descarga de H2O; �Formação do superóxido; �Oxidação do composto orgânico; �Desprendimento de O2.
Fonte: Comninellis (1994).
Comninellis (1994) propõe a classificação dos eletrodos em ativos e não ativos, mas
Bock e MacDougall (2000), bem como Martínez-Huitle e Brillas (2009) classificam os
ânodos em duas categorias:
1ª) Categoria (ânodos ativos): são bons eletrocatalisadores da reação de desprendimento de
oxigênio (RDO). A oxidação de orgânicos utilizando esta classe de ânodos não tem se
mostrado adequada por apresentarem baixas eficiências e um alto consumo energético. O
mecanismo predominante para esta classe de eletrocatalisadores é a eletrooxidação direta.
Exemplos: os óxidos de irídio, rutênio, tântalo, titânio e seus óxidos mistos, bem como a
platina.
2ª) Categoria (ânodos não ativos): são pobres eletrocatalisadores da reação de desprendimento
de oxigênio (RDO). São relatados como os mais adequados para a oxidação de orgânicos por
apresentarem as melhores eficiências, tempo de processo e consumo energético. Para os
óxidos desta classe de eletrocatalisadores prevalece o mecanismo da eletrooxidação indireta.
Exemplos: BDD, PbO2, SnO2.

41
3.4.2.2 Oxidação Eletroquímica Indireta por Cloro Ativo
Segundo Krstajk et al. (1987); Krstajk et al. (1991); Panizza e colaboradores (2000), a
oxidação indireta ou mediada promove a redução da poluição em águas residuárias e é uma
técnica empregada em efluente têxtil.
A eletrooxidação indireta é uma técnica que ocorre quando oxidantes fortes são
gerados in situ durante a eletrólise, e assim reagem com os poluentes orgânicos (exemplo: os
corantes) resultando na sua degradação total ou parcial (PANIZZA et al., 2007;
DANESHVAR et al., 2008; SALA et al., 2014).
A utilização do NaCl no tratamento eletroquímico é um agente importante na oxidação
indireta, uma vez que nessa substância ocorrerá a dissociação iônica na presença de água
(Equação 7), produzindo assim o íon cloreto, que através da produção do gás cloro por meio
da eletrólise (Equação 8) forma o ácido hipocloroso (Equação 9), o qual oxida o corante
aumentando assim sua degradação. O ácido hipocloroso auxilia na clarificação do corante
devido às suas propriedades de branqueamento elevado. Portanto, o agente oxidante principal
é o cloro ativo sob a forma de cloro gasoso, ácido hipocloroso e hipoclorito (Equação 10).
Desse modo, dependendo do pH, oxida a matéria orgânica presente no efluente (Equação 11)
(SILVA et al., 2011 e SALA et al., 2014).
Abaixo segue reações formadas quando na eletrólise emprega-se o NaCl, conhecida
por oxidação indireta por cloro ativo.
Solução: NaCl(s) � Na+(aq) + Cl-
(aq) (Equação 7)
Reação no ânodo: 2Cl-(aq) � Cl2(g) + 2e- (Equação 8)
(cloro) “obtido por meio da eletrólise”
Solução: Cl2(g) + H2O(l) � HOCl(aq) + HCl(aq) (Equação 9)
(ácido hipocloroso)
Reação no cátodo: 2H2O(l) + 2e- � H2(g) + 2OH-(aq)
Solução: HOCl(aq) � H+(aq) + OCl-
(aq) (Equação 10)
(hipoclorito)

42
Corante + OCl-(aq) → Compostos Intermediários → CO2(g) + H2O(aq) + Cl-
(aq) (Equação 11)
3.5 FATORES QUE PODEM INFLUENCIAR O TRATAMENTO ELETROQUÍMICO:
DIRETO OU INDIRETO
Para o tratamento eletroquímico é necessário investigar vários fatores que podem
influenciar no funcionamento do tratamento, podendo favorecer as reações de eletrólise ou
não. Alguns fatores são: faixa de pH, a densidade de corrente, eletrólitos e material anódico
(eletrodos) (SILVA et al., 2013).
Os principais fatores que influenciam no processo eletrolítico estão descritos, como
segue:
3.5.1 Faixa de pH
A degradação eletroquímica do efluente têxtil é influenciada pelo pH. Em meio ácido
a degradação é favorecida pela presença de HClO, um forte agente oxidante. Já em meio
alcalino a formação de OCl- é mais estável. Com o pH mais alcalino há menor formação de
cloro/hipoclorito e menor será a eficiência da degradação. Assim, em um processo de
oxidação eletroquímica, a adição de cloreto como eletrólito suporte aumenta a eficiência
devido à oxidação por espécies oxidantes geradas eletroquimicamente. Essa formação é
dependente do pH do meio, ou seja, em meio ácido o que predomina é o HOCl. Já em meio
básico, o OCl- é a espécie predominante (ALVES et al., 2008). O monitoramento do
parâmetro de pH é de sumária importância em razão dos processos eletroquímicos serem
favorecidos em valores de pH mais elevados (SALLES et al., 2006).
Os efluentes industriais de corantes têxteis geralmente apresentam pH 10. Algumas
bases são usadas nos processos têxteis como, por exemplo, o NaOH, que é utilizado na purga
e cozimento do algodão e outras fibras, no alvejamento com hipoclorito e água oxigenada, na
mercerização do algodão, no tingimento e estampa com corantes reativos.
Por esta razão, é relevante testar o pH, no processo eletroquímico, para determinar sua
influência na completa remoção da cor e eficiência de corrente.

43
3.5.2 Densidade de Corrente
A densidade de corrente é o parâmetro operacional chave que afeta o tempo de
resposta do sistema e influencia fortemente o modo dominante de separação do poluente
(JESUS et al., 2011). A densidade de corrente depende do material do ânodo e, sendo elevada,
resulta frequentemente no aumento da oxidação do efluente a ser tratado, podendo remover a
cor da água residual ou DQO.
3.5.3 Eletrólitos
Alguns eletrólitos são adicionados em um efluente para melhorar a condutividade
elétrica. E segundo Rocha (2011); Solano e colaboradores (2013), o acréscimo de eletrólitos
(como Na2SO4 ou NaCl) em um efluente da indústria têxtil tem o efeito de verificar se durante
o tratamento eletroquímico espécies fortemente oxidantes (como peroxodissulfatos ou cloro
ativo) in situ serão produzidas. O efeito das espécies fortemente oxidantes eletrogeradas
depende do mecanismo eletrocatalítico, seguido da superfície do eletrodo, melhorando a cor e
a remoção da DQO. No entanto, existe um limite de NaCl para o tratamento de efluentes
reais, evitando a formação de compostos organoclorados.
O NaCl é empregado para aumentar a condutividade das águas residuais a ser tratada.
Os íons cloretos podem reduzir significativamente os efeitos adversos de alguns ânions, tais
como HCO3- e SO4
2-. A existência dos íons hidrogenocarbonato ou sulfato provocaria a
precipitação de íons Ca2+ ou Mg2+, que forma uma camada de isolamento sobre a superfície
dos eletrodos. Essa camada isolante iria aumentar drasticamente o potencial entre os eletrodos
e resultaria em uma diminuição significativa da eficiência da corrente. Por conseguinte,
recomenda-se que entre os ânions presentes, o íon Cl- seja de até 20 %, para garantir uma
operação normal, como por exemplo no processso eletroquímico de eletrocoagulação no
tratamento de água (CHEN, 2004).
O NaCl e Na2SO4 são sais presentes em efluentes têxteis, sendo o NaCl usado no
processo têxtil para aumentar a afinidade dos corantes substantivos como diretos, reativos, à
tina, para os tingimentos da lã com corantes ácidos e nas formulações de desengomagem para
fibras celulósicas com enzimas. Já o Na2SO4, usado nos tingimentos de têxteis com corantes
substantivos e como auxiliar no tingimento da lã, é preferido o cloreto pela maior solubilidade
e eficiência.

44
3.5.4 Material Anódico (eletrodos)
Para melhorar a eficiência do sistema de tratamento eletroquímico, a seleção de um
eletrodo é um dos fatores-chave. O principal desafio para utilização eficaz da tecnologia
eletroquímica de corantes em efluentes têxteis é a escolha do eletrodo para reduzir o consumo
de energia do processo de modo a reduzir os custos operacionais. De acordo com Martínez-
Huitle et al. (2012), uma ampla variedade de eletrodos têm sido estudados tais como grafite,
platina, IrO2, RuO2, SnO2, PbO2, Ti/Pt, Ti/Pt-Ir, Ti/PbO2, Ti/PdO-Co3O4 e Ti/RhOx-TiO2, Ti
revestido com óxidos de Ru/Ir/Ta e filmes finos BDD. Eletrodos como Ti/RuO2, Ti/Pt e
Ti/Pt/Ir são muito eficazes no oxidação direta ou indireta de águas residuais têxteis (FAN et
al., 2006).
O material do eletrodo é um importante parâmetro na oxidação eletroquímica dos
compostos orgânicos, logo o mecanismo e os produtos de algumas reações anódicas são
conhecidos dependendo do material anódico. Desse modo, como já mostrado anteriormente,
dois mecanismos diferentes podem ser distinguidos por oxidação de compostos orgânicos.
São eles: a eletrooxidação direta, que pode favorecer em eletrodos eletrocatalíticos como
platina, e a eletrooxidação indireta que pode ocorrer através de mediadores de superfície que
permanecem fixos na superfície do ânodo, no qual eles são continuamente gerados (SIMOND
et al., 1997).
3.6 DESEMPENHO DO PROCESSO ELETROQUÍMICO
De acordo com Panizza e Cerisola (2009), parâmetros são constantemente utilizados
para determinar se está ocorrendo a evolução no tratamento eletroquímico. Tais parâmetros
vão permitir a viabilidade do processo eletroquímico (econômico e eficiência) na eliminação
dos compostos orgânicos. Silva (2013) afirma que os principais parâmetros estão ligados à
quantidade de material degradado, à eficiência do processo, à eficiência energética, ao tempo
e ao custo operacional do tratamento.
3.6.1 Demanda Química de Oxigênio (DQO)
Segundo Aquino e colaboradores (2006), a DQO é um parâmetro importante para a
caracterização de efluentes, sendo aplicado na estimativa da concentração de contaminantes
orgânicos em fontes de água. Isto é, classifica-se como um método químico para determinar a

45
concentração de substâncias orgânicas presentes na amostra. No caso da matéria orgânica, é
utilizado como indicador global de águas residuárias e superficiais, e bastante utilizado no
monitoramento de estações de tratamento de efluentes líquidos. Embora a resolução
CONAMA 357/05 não faça referência ao parâmetro DQO na classificação dos corpos d’água
e nos padrões de lançamento de efluentes líquidos, algumas legislações ambientais estaduais
estabelecem limites máximos para esse parâmetro em seus padrões de lançamento.
A degradação de compostos orgânicos necessita de oxigênio e as concentrações destas
substâncias podem ser estimadas pela quantidade de oxigênio requerida (PEIXOTO et al.,
2008). A DQO representa a quantidade de O2 necessária para a oxidação da matéria orgânica
carbonácea, biodegradável ou não, existente na água, através da ação de um agente químico
oxidante forte em condições ácidas e energéticas, no qual o resultado final dessa oxidação é o
dióxido de carbono e água, isto é, oxidar o carbono orgânico em dióxido de carbono e água
(TROMBINI E OBARA-DOI, 2012).
Todos os organismos vivos dependem do oxigênio para manter os processos
metabólicos de produção de energia e de reprodução. A adição de matéria orgânica nos cursos
d’água consome oxigênio dos mesmos, assim, se o rio fica sem oxigênio, impede-se a
existência de peixes e outros seres aquáticos. Logo, os peixes morrem não por toxicidade, mas
por asfixia (VALENTE et al., 1997). Diante do exposto, torna-se necessário verificar a
concentração da matéria orgânica em um efluente, sendo a DQO considerada um relevante
indicador de poluição orgânica.
3.6.2 Carbono Orgânico Total (COT)
O COT é uma metodologia empregada para o monitoramento da matéria orgânica.
Também pode ser empregada para avaliar a eficiência de métodos de degradação de
compostos orgânicos tóxicos e como o tratamento de efluentes industriais (FONSECA et al.,
2006). O COT é um indicador relevante do grau de poluição do corpo hídrico, sendo definida
a concentração de carbono orgânico oxidado a CO2, em um forno a alta temperatura, e
quantificado por meio de analisador infravermelho. A análise de COT considera as parcelas
biodegradáveis e não biodegradáveis da matéria orgânica, não sofrendo interferência de
outros átomos que estejam ligados à estrutura orgânica, quantificando apenas o carbono
presente na amostra (CETESB, 2010).

46
O COT é utilizado para avaliar a quantidade de matéria orgânica degradada na
eletrólise, expressando os valores de carbono orgânico que foram mineralizados a CO2
(SILVA, 2013).
3.6.3 Cor
A cor está associada aos corantes, principalmente aos corantes solúveis em água. Sua
concentração é menor do que muitos outros produtos químicos encontrados nos efluentes,
mas sua cor é visível até em baixa concentração. Um dos maiores problemas ambientais
gerados nas atividades de uma indústria têxtil é a grande quantidade de despejos altamente
poluidores, dentre os poluentes destacam-se os corantes. Consequentemente, as
regulamentações ambientais trazem como principal desafio das indústrias têxteis a redução da
cor dos despejos (FREIRE, FREITAS, 2010).
3.6.4 Consumo de Energia e Custos do Processo
De acordo com Giordano e Barbosa Filho (2000), os processos de tratamento são
controlados pela eficiência de remoção dos contaminantes e os custos operacionais.
Para diminuir o consumo de energia em um processo eletroquímico é necessário
reduzir o potencial elétrico aplicado a fim de alcançar uma densidade de corrente elétrica
desejada. Além disso, essa eficiência depende da natureza do eletrodo (FERREIRA et al.,
2013), bem como a estrutura química do corante a ser usado (SEGURA-GARCIA et al.,
2011).
3.7 ESTUDOS DE REMOÇÕES DE CORANTES TÊXTEIS USANDO O TRATAMENTO
ELETROQUÍMICO
Vários estudos têm sido realizados com o objetivo de tratar um efluente têxtil através
da tecnologia eletroquímica.
Sakalis et al. (2006) conseguiram mineralizar corantes azo (Laranja Reativo 91,
Vermelho Reativo 184, Azul Reativo 182 e Preto Reativo 5) através da eletrooxidação
utilizando o eletrodo Ti/Pt e Nb/DDB (ambos ânodos) em amostras de efluentes reais, com
tempo de tratamento eletroquímico de 30 minutos. Os dois eletrodos se mostraram eficientes

47
no processo eletroquímico, no qual o Ti/Pt obteve uma remoção de cor entre 67 a 82 %. Já o
ânodo Nb/DDB atingiu uma maior remoção de cor, 90 %. Outros parâmetros ambientais
foram estudados como DQO, que chegou a reduzir para 70 mg/L utilizando o eletrodo Ti/Pt e
10 mg/L para o eletrodo de Nb/DDB. O COT reduziu até 100 mg/L para Ti/Pt e 78 mg/L para
Nb/DDB. A DBO com 25 mg/L para Ti/Pt e 75 mg/L para Nb/DDB. A temperatura chegou a
28 ºC para Ti/Pt e 40,5 ºC para Nb/DDB.
Panizza et al. (2007) estudaram a degradação do azul de metileno (80 ppm) na
presença de 0,5 M Na2SO4 e variou a concentração de cloreto de sódio (0,0; 0,6; 1,2; 2,0 g/L),
densidades de correntes (20, 40 e 60 mA/cm2), em três temperaturas (20, 40 e 50 ºC),
utilizando eletrodos de DDB e Ti/TiRuO2, no qual o eletrodo de diamante dopado com boro
(DDB) para a eletrooxidação direta, enquanto a indireta, o ânodo de TiRuO2. Investigaram os
fatores que influenciam na eletrooxidação, como a DQO e a remoção da cor. Os resultados
experimentais revelaram a adequação de ambos os processos eletroquímicos (eletrooxidação
direta e indireta) para remover completamente a DQO e cor da solução. Em particular, na
eletrooxidação indireta só ocorreu a oxidação do AM na presença de íons cloreto, que atuaram
como mediadores redox, sendo a reação afetada pela concentração de cloreto e aplicação da
densidade de corrente. Já na eletrooxidação direta, a oxidação foi favorecida pela reação com
radicais hidroxilas eletrogerados. A comparação dos resultados mostrou que a mineralização
mais rápida e a descoloração da solução foi obtida pela eletrooxidação indireta, devido às
elevadas propriedades de branqueamento de cloro ativo. Assim, foram obtidos remoções da
cor de até 100 % e boa evolução da DQO.
Nava et al. (2008) estudaram o tratamento eletroquímico de efluentes sintéticos
contendo o corante Alphazurine (AZA) em meio a Na2SO4, utilizando os eletrodos Ti/IrO2,
Pb/PbO2 e Si/DDB para remoção de cor e DQO, testando a oxidação eletroquímica nas
densidades de correntes de 30 e 60 mA.cm-2. Os resultados mostraram que o eletrodo tem um
papel importante para a incineração eletroquímica de AZA, sendo que o Pb/PbO2 e Si/DDB
levaram à mineralização completa da cor, enquanto Ti/IrO2 desfavorece o processo
eletroquímico. A mineralização completa de AZA em Pb/PbO2 e Si/DDB é devido à produção
de radicais hidroxilas sobre as superfícies desses eletrodos. As eficiências de correntes obtidas
no Ti/IrO2, Pb/PbO2 e Si/DDB, deram valores de 3, 24 e 42 %, para cada eletrodo, em 30
mA.cm-2, respectivamente. Estes valores foram maiores do que os obtidos com a densidade de
corrente 60 mA.cm-2. Assim, os valores do consumo energético, calculados a partir da
densidade de corrente 30 mA.cm-2 foram de 254, 124 e 51 kWh de m-3, para Ti/IrO2, Pb/PbO2
e Si/DDB, respectivamente. Medições espectrométricas UV mostraram eliminação mais

48
rápida do corante AZA no eletrodo Si/DDB, do que aqueles obtidos pela eletrooxidação de
Ti/IrO2 e Pb/PbO2.
Oliveira et al. (2011) trabalharam com efluente sintético contendo o corante AM, no
qual utilizaram o processo eletroquímico de eletrooxidação com o ânodo de Ti/Pt. Foram
investigados os parâmetros operacionais como a densidade de corrente, a agitação e
temperatura, objetivando as melhores condições para COT e DQO. Os resultados
apresentaram a eletrooxidação como um processo adequado para a remoção de DQO, COT e
cor, no qual conseguiram a completa remoção da cor, 85 % de DQO e quase 80 % de COT.
Logo, o processo eletroquímico pode ser uma alternativa viável como um pré-tratamento ou
tratamento de descoloração de efluentes contendo corantes AM.
Tavares et al. (2012) estudaram as oxidações diretas e indiretas do corante orgânico
vermelho de metila usando os eletrodos de Ti/Ru0,3Ti0,7O2 e ânodos de Ti/Pt em diferentes
condições (densidade de corrente e temperatura). Compostos clorados foram produzidos
durante a oxidação eletroquímica mediada, mas eles foram completamente eliminados no
final do processo, confirmando que estes processos de tratamento podem ser uma alternativa
adequada para efluentes de depuração.
Ajjam e Ghanim (2012) trabalharam com o processo de eletrocoagulação usando o
eletrodo que libera para solução coagulante, isto é, o ânodo de sacrifício de ferro. Foram
testadas duas densidades de corrente, 12 e 20 mA/cm2. O efluente empregado foi o da
indústria têxtil localizado na cidade de Al-Hilla situada na região central do Iraque. Foram
estudados vários parâmetros operacionais, tais como densidade de corrente, remoção de
sólidos suspensos totais, a remoção da DQO, turbidez e o tempo de operação. No entanto,
verificou-se que quando usaram a aplicação da densidade de corrente de 12 mA/cm2, sofreram
remoções de 69,2 %, 62,5 % e 54,3 %, relativas a turbidez, DQO e sólidos suspensos totais,
respectivamente. Enquanto que quando foi usada a densidade de corrente de 20 mA/cm2, as
percentagens de remoções foram de 90,1 %, 85,2 % e 83,1 % de turbidez, DQO e sólidos
suspensos totais, respectivamente, no tempo de 60 minutos de tratamento. A remoção
aconteceu de forma significativa quando aumentou a densidade de corrente. Logo, o aumento
da densidade de corrente tendeu a aumentar o custo do tratamento, de modo que foi
necessário selecionar um valor de densidade da corrente para um tratamento eficiente e de
custo mínimo.
Naje et al. (2013) estudaram a combinação de processos de tratamento de
eletrocoagulação e eletrooxidação em efluentes têxteis, usando os eletrodos de alumínio e
ferro (para eletrocoagulação), bem como o Ti/IrO2 (para eletrooxidação). Durante 90 minutos

49
de tratamento, o pH foi ajustado a aproximadamente 6. Outras análises mostraram que 95 %
de óleo e graxas foram removidos, no entanto a DQO e demanda biológica de oxigênio
(DBO) atingiram remoções de 90 % e 87 %, respectivamente. Outra constatação importante
foi que, mais de 96 % de fosfato solúvel foi removido, sendo o processo eficaz na redução da
turbidez (98 %) e de sólidos suspensos (98 %). Concluindo que o eletrodo de alumínio foi
mais eficaz na remoção de poluentes dos efluentes têxteis comparado aos eletrodos de ferro.
Através da utilização de uma corrente de 0,6 A, durante 90 minutos de tratamento com o
ajuste do pH de aproximadamente 6,0, tiveram remoções de DQO (90,0 %), sólidos em
suspensão (98 %), DBO (87 %) e óleos e graxas (95 %). Logo, sob essas mesmas
condições, foram obtidos 98,5 % de remoções de turbidez, e mais de 96 % de fosfato foram
removidos.
Lambert et al. (2013), o objetivo deste estudo foi comparar o desempenho de duas
técnicas diferentes utilizadas para os processos de descontaminação, que são a ozonização e
eletrocoagulação, para descolorir efluentes gerados pela produção de couro de acabamento
úmido. Assim, determinar se um ou ambos os processos poderiam remover a cor. Os
experimentos em escala de bancada foram realizados com três corantes diferentes,
representativos dos principais grupos de corantes: Di-azo (Azul Direto 1), Antroquinona
(Verde G) e Anilina (Rápido de base B Vermelho), no qual para ambos os processos a
descoloração foi estudada para uma concentração inicial de 50 mg.L-1 de corante. Dois
métodos foram comparados com base no consumo de energia elétrica. Este estudo revelou
que, para dois dos três corantes estudados, Azul Direto 1 e Rápido de Base B Vermelho, a
eletrocoagulação conseguiu uma melhor remoção, próximo a 99 % de descoloração em cada
caso. No entanto, no caso do terceiro corante (Verde G) a ozonização conseguiu uma
descoloração de até 89 %.
Araújo et al. (2014) estudaram o tratamento eletroquímico em função da remoção de
cor e DQO dos corantes individuais Amarelo de Novacron e Vermelho de Remazol, bem
como suas misturas, em soluções aquosas usando o eletrodo de platina suportado em titânio
(Ti/Pt) como ânodo. Diferentes densidades de corrente foram testadas (20, 40 e 60 mA/cm2),
bem como as temperaturas (25, 40 e 60 °C). A eliminação da cor foi analisada pela
espectrofotometria de UV-visível, e a degradação de compostos orgânicos foi analisada pela
DQO. Os resultados mostraram que quando a mistura de corantes foi tratada
eletroquimicamente, a remoção de cor atingiu mais de 90 %. No caso de remoção de DQO, a
aplicação de uma densidade de corrente superior a 40 mA/cm2 favoreceu a evolução da reação
de oxigênio e a oxidação completa não foi alcançada. Já na oxidação anódica dos corantes

50
individuais, percebeu-se que os dados para o Amarelo de Novacron foram muito próximos
dos resultados obtidos para a oxidação da mistura de corantes, enquanto para o corante
Vermelho de Remazol conseguiu maior remoção da cor, mas inferior na eliminação de DQO.
Estes resultados sugerem que a eficiência de oxidação anódica foi dependente da natureza da
molécula orgânica.
Sala et al. (2014) estudaram a oxidação eletroquímica indireta e fotoeletroquímica para
remover a cor em efluentes de tingimento têxtil. Para isso, os autores utilizaram nove tipos de
corantes reativos (Procion Navy H-EXL, Remazol Black 133B, Procion Orange MX-2R,
Procion Yellow H-EXL, Procion Crimson H-EXL, Procion Blue H-EXL, Cibacron Deepnight
S-R, Cibacron Ruby S-3B e Cibacron Yellow S-3R), nos quais simularam efluentes
industriais após o processo de tingimento. Foram preparados 9 efluentes sintéticos compostos
de 0,1 g/L de corantes reativos, pH 12 com solução de NaOH 0,01 M, o NaCl (0,3 g/L), pois
tem função importante na oxidação indireta dos corantes, e a condutividade final do efluente
simulado foi ajustada a 35 mS/cm com Na2SO4 (35 g/L), a fim de atingir a condutividade de
efluentes industriais. O tratamento eletroquímico foi realizado em diferentes correntes (2, 5 e
10 A), seguido por irradiação ultravioleta (a radiação UV foi realizada com uma lâmpada de
254 nm e 9 Watts). Os eletrodos utilizados foram o cátodo de aço inoxidável e o ânodo DSA
(ânodo dimensionalmente estável) de composição Ti/Pt, com 59,32 cm2 de área geométrica.
Os tratamentos eletroquímico e fotoeletroquímico foram aplicados aos 9 corantes reativos,
sendo verificada a velocidade da reação, remoção de COT, remoção da cor e a formação de
composto halogenado, como clorofórmio. Em todos os casos, a degradação dos corantes
segue uma cinética de primeira ordem. Além disso, a descoloração foi alcançada entre 60 a 99
%, apesar de ser mais favorável para a maior intensidade de corrente, no caso de 10 A. A
combinação mais eficiente para o tratamento de efluentes de corantes reativos é o tratamento
eletroquímico seguido de descoloração por radiação UV. O clorofórmio foi o único composto
halogenado detectado pela análise CG-EM. A concentração desse composto foi gerada nos
diferentes tipos de tratamento. Em qualquer caso, a irradiação com UV reduziu o teor de
clorofórmio, apresentando concentrações entre 0,01 a 0,14 ppm. Já utilizando somente a
oxidação eletroquímica indireta, variaram entre 0,09 a 1,66 ppm. Os valores de remoção de
COT são baixos, num intervalo de 4 a 12 %, dependendo do corante. Entretanto, estudos
mostram que a remoção de COT foi dependente da concentração de corante.

51
4 MATERIAIS E MÉTODOS
4.1 PREPARO DO EFLUENTE TÊXTIL SINTÉTICO
Os efluentes foram sintetizados em laboratório para simular efluentes têxteis após o
processo de tingimento com corante AM. A composição química dos efuentes preparados está
exposta na Tabela 6.
Tabela 6 - Composição química dos efluentes sintéticos.
Efluentes Corante AM (ppm)
Marca Quimibrás
Na2SO4
(mol/L) NaCl
(mol/L) NaOH (mol/L) pH = 10
Quantidade de água destilada para cada solução preparada
(L)
1 100 0,05 - - 1 2 100 0,05 - - 1 3 100 0,05 - - 1 4 100 0,02 0,008 - 1 5 100 0,02 0,008 - 1 6 100 0,02 0,008 - 1 7 100 0,02 0,017 - 1 8 100 0,02 0,017 - 1 9 100 0,02 0,017 - 1
10 100 0,05 - 0,0001 1 11 100 0,05 - 0,0001 1 12 100 0,05 - 0,0001 1 13 100 0,02 0,008 0,0001 1 14 100 0,02 0,008 0,0001 1 15 100 0,02 0,008 0,0001 1 16 100 0,02 0,017 0,0001 1 17 100 0,02 0,017 0,0001 1 18 100 0,02 0,017 0,0001 1
Fonte: De autoria própria. Observação: O símbolo “-” representa que não houve adição de NaOH no efluente.
Os efluentes contendo 100 ppm de corante AM foram preparados previamente para o
tratamento eletroquímico, sendo as concentrações baseadas conforme observado na literatura.
O cloreto desempenhou um papel importante na oxidação indireta, além de estar presente em
efluente têxtil. Outro eletrólito presente em efluentes têxteis é o Na2SO4.

52
4.2 TRATAMENTO ELETROQUÍMICO
4.2.1 Reator Eletroquímico
O processo de oxidação eletroquímica foi realizado em escala de bancada utilizando
um reator eletroquímico em fluxo contínuo com dois ânodos sendo testados (Ti/Pt e Ti/IrO2-
Ta2O5) ambos com cátodos de Ti, e com área geométrica de 63,5 cm2. Todos os eletrodos
foram doados pela Indústria De Nora S.P.A (Milão, Itália) como parte de uma colaboração
científica. A célula eletrolítica estava sendo alimentada com uma fonte de corrente contínua
(Marca Power Supply, modelo MPL 3305). As oxidações foram realizadas em um reator
eletroquímico, com capacidade em seu reservatório de 1000 mL de solução (ver modelo de
reator na Figura 5). Foram realizados dois estudos eletroquímicos para o tratamento do
efluente sintético, sendo um com ânodo de Ti/Pt e cátodo de Ti; e outro com o ânodo Ti/IrO2-
Ta2O5 e cátodo de Ti. Em cada reator variou-se a densidade de corrente, eletrólitos, bem como
utilizado para alguns casos a influência de 0,0001 M de NaOH.
Figura 3 - Representação esquemática da célula eletroquímica. A: 1. Tampa anódica; 2. Suporte metálico de contato elétrico anódico; 3. Ânodo (Ti/IrO2-Ta2O5 ou Ti/Pt); 4. Compartimento de reação; 5. Cátodo (placa de titânio); 6. Suporte metálico de contato elétrico catódico; 7. Tampa catódica. B (sistema eletroquímico geral): 1. Reservatório de soluções de efluente sintético (capacidade de 1 L); 2. Célula eletroquímica de fluxo contínuo; 3. Bomba.
Fonte: Marselli (2004).

53
Figura 4 - Desenho do reator eletroquímico.
Fonte: Costa, 2014.
Figura 5 - Foto do reator em fluxo trabalhado.
Fonte: De autoria própria.
4.2.2 Tratamento Eletroquímico
Para o tratamento eletroquímico foram realizados 36 experimentos, sendo 18 ensaios
usando um par de eletrodos Ti/Pt (material anódico) e Ti (cátodo), e mais 18 ensaios usando
um par de eletrodos Ti/IrO2-Ta2O5 (material anódico) e Ti (cátodo), variando a densidade de
corrente elétrica (20, 40 e 60 mA/cm2), meio aquoso (neutro e alcalino) e eletrólitos (Na2SO4
e NaCl). No reservatório do reator eletroquímico adicionou-se 1000 mL de efluente sintético
submetendo cada experimento a um tempo de tratamento de 6 horas, sendo as amostras
coletadas em intervalo de 1 hora para análises posteriores. Na Tabela 7 mostram-se as etapas
do efluente tratado eletroquimicamente.

54
Tabela 7 - Sequência do tratamento eletroquímico e condições experimentais usadas.
Experimentos Eletrodo Corante AM
(ppm)
Na2SO4
(mol/L) NaCl
(mol/L) NaOH (mol/L) pH = 10
J (mA/cm2)
Corrente (i)
1 Ti/IrO2-Ta2O5 100 0,05 - - 20 1,27 2 Ti/IrO2-Ta2O5 100 0,05 - - 40 2,54 3 Ti/IrO2-Ta2O5 100 0,05 - - 60 3,81 4 Ti/IrO2-Ta2O5 100 0,02 0,008 - 20 1,27 5 Ti/IrO2-Ta2O5 100 0,02 0,008 - 40 2,54 6 Ti/IrO2-Ta2O5 100 0,02 0,008 - 60 3,81 7 Ti/IrO2-Ta2O5 100 0,02 0,017 - 20 1,27 8 Ti/IrO2-Ta2O5 100 0,02 0,017 - 40 2,54 9 Ti/IrO2-Ta2O5 100 0,02 0,017 - 60 3,81 10 Ti/IrO2-Ta2O5 100 0,05 - 0,0001 20 1,27 11 Ti/IrO2-Ta2O5 100 0,05 - 0,0001 40 2,54 12 Ti/IrO2-Ta2O5 100 0,05 - 0,0001 60 3,81 13 Ti/IrO2-Ta2O5 100 0,02 0,008 0,0001 20 1,27 14 Ti/IrO2-Ta2O5 100 0,02 0,008 0,0001 40 2,54 15 Ti/IrO2-Ta2O5 100 0,02 0,008 0,0001 60 3,81 16 Ti/IrO2-Ta2O5 100 0,02 0,017 0,0001 20 1,27 17 Ti/IrO2-Ta2O5 100 0,02 0,017 0,0001 40 2,54 18 Ti/IrO2-Ta2O5 100 0,02 0,017 0,0001 60 3,81 19 Ti/Pt 100 0,05 - - 20 1,27 20 Ti/Pt 100 0,05 - - 40 2,54 21 Ti/Pt 100 0,05 - - 60 3,81 22 Ti/Pt 100 0,02 0,008 - 20 1,27 23 Ti/Pt 100 0,02 0,008 - 40 2,54 24 Ti/Pt 100 0,02 0,008 - 60 3,81 25 Ti/Pt 100 0,02 0,017 - 20 1,27 26 Ti/Pt 100 0,02 0,017 - 40 2,54 27 Ti/Pt 100 0,02 0,017 - 60 3,81 28 Ti/Pt 100 0,05 - 0,0001 20 1,27 29 Ti/Pt 100 0,05 - 0,0001 40 2,54 30 Ti/Pt 100 0,05 - 0,0001 60 3,81 31 Ti/Pt 100 0,02 0,008 0,0001 20 1,27 32 Ti/Pt 100 0,02 0,008 0,0001 40 2,54 33 Ti/Pt 100 0,02 0,008 0,0001 60 3,81 34 Ti/Pt 100 0,02 0,017 0,0001 20 1,27 35 Ti/Pt 100 0,02 0,017 0,0001 40 2,54 36 Ti/Pt 100 0,02 0,017 0,0001 60 3,81
Fonte: De autoria própria. Observação: O símbolo “-” representa que não houve adição de NaOH no efluente.

55
4.3 ANÁLISES REALIZADAS E MÉTODOS ANALÍTICOS
4.3.1 pH e Condutividade
As medidas de pH e condutividade foram realizadas usando os aparelhos: pHmetro da
marca Tecnal e o condutivímetro de modelo TEC-4MP da marca Tecnal, respectivamente.
4.3.2 Carbono Orgânico Total (COT)
Os valores de COT foram quantificados utilizando-se o analisador de Carbono
Orgânico Total (COT) da marca Analytik Jena, Multi N/C 3100. A degradação do COT foi
expressa em % (ver Equação 12) (SALA et al., 2014).
Remoção do COT (%) = [(COTb – COTt)/ COTb] x 100 (Equação 12)
Sendo:
COTb = É o valor do COT do efluente bruto;
COTt = É o valor do COT em cada tempo de tratamento.
4.3.3 Demanda Química de Oxigênio (DQO)
Para as análises de DQO foram utilizados tubos pré-doseados de DQO na faixa de 0 a
15000 mg/L, colocando para digestão no termoreator modelo HI 839800 da marca HANNA
INSTRUMENTS, e um Fotômetro Multiparamétrico da marca HANNA INSTRUMENTS,
modelo HI 83099.
As leituras de DQO foram realizadas após 6 h de tratamento eletroquímico. O preparo
para análise de DQO foi obtido a partir de 2 mL do efluente sintético tratado, como também
do mesmo sem tratamento e adicionados em tubos contendo reagentes pré-doseados (ácido
sulfúrico, sulfato de mercúrio II e dicromato de potássio). A mistura foi agitada e aquecida no
termoreator a uma temperatura de até 150 ºC. Logo após, as amostras foram colocadas neste
digestor por 2 h. Depois de concluir-se esse tempo, aguardou-se o arrefecimento das amostras
até atingir uma temperatura de 25 ºC. Em seguida, foi realizada a leitura no fotômetro
multiparâmetro.
56
A percentagem de decaimento da DQO foi calculada a partir da equação abaixo
(Equação 13) (MARTINEZ-HUITLE E FERRO, 2006):
Remoção do DQO (%) = [(DQOb – DQOt)/ DQOb] x 100 (Equação 13)
Sendo:
DQOb = É o valor da DQO do efluente bruto;
DQOt = É o valor da DQO em cada tempo de tratamento.
4.3.4 Cor
O processo de descoloração foi determinado espectrofotometricamente através da
leitura da absorbância, em que a absorbância média inicial do corante (Abs0M) foi comparada
com a absorbância média das amostras recolhidas durante o tempo de eletrólise (AbstM). O
Espectrofotômetro UV utilizado foi o SPECORD PLUS 210 Analytik Jena. Para
determinação da cor foram feitas varreduras espectrais em diferentes concentrações de
analito, com o objetivo de determinar o comportamento da substância e o comprimento de
onda adequado às leituras posteriores. Foram encontrados dois picos de absorbâncias, mas
apenas um se encontrava na região do visível e tinha comprimento de onda característico. A
cor foi medida no comprimento de onda de absorção máxima de corante visível (663 nm). As
amostras foram recolhidas a cada 1 hora de eletrólise, e a descoloração foi expressa em %
(Equação 14) (MARTINEZ-HUITLE E BRILLAS, 2009):
Remoção de Cor (%) = [(ABS0M
– ABStM)/ ABS0
M] x 100 (Equação 14)
Sendo:
ABS0M = Absorbância média da amostra bruta;
ABStM = Absorbância média em cada tempo de tratamento (o tempo de tratamento foi de 1, 2,
3, 4, 5 e 6 horas).

57
4.3.5 Curvas de polarização
Para se obter as curvas de polarização foi utilizada a técnica de voltametria de
varredura linear. As curvas de polarização anódica evidenciaram o comportamento
eletroquímico em função do potencial de evolução de oxigênio. Assim, as análises
eletroquímicas foram realizadas utilizando um potenciostato/galvanostato Autolab modelo
PGSTAT 302N e monitorado pelo software NOVA. Os estudos foram realizados em uma
célula eletroquímica com capacidade de 50 mL, onde as medidas foram obtidas por uma
varredura no intervalo de potencial de 0 V a 2,5 V. Os procedimentos foram ajustados com
uma velocidade de varredura de 50 mV s-1; tempo de equilíbrio de 5 s; tempo de modulação
de 0,04 s; potencial inicial de 0 V; potencial final de 2,5 V; degrau do potencial de 0,0244 V.
Foram utilizados dois eletrodos de trabalho (Ti/Pt e Ti/IrO2-Ta2O5), um eletrodo auxiliar (Pt)
e um eletrodo de referência (Ag/AgCl). As soluções preparadas para as análises foram: (1ª) 7
g de Na2SO4 dissolvidos em 1 L de água destilada; (2ª) 3 g de Na2SO4 e 0,5 g de NaCl
dissolvidos em 1 L de água destilada; (3ª) 3 g de Na2SO4 e 1 g de NaCl dissolvidos em 1 L de
água destilada. Após, foram repetidas as mesmas soluções com 0,0001 M de NaOH.
4.4 CONSUMO DE ENERGIA POR m3 DE EFLUENTE SINTÉTICO TRATADO
O consumo energético foi estimado em termos de kWh/m3 para cada experimento
mediante a Equação 15 (MARTINEZ-HUITLE E FERRO, 2006).
A avaliação do custo do tratamento eletroquímico foi estimada pela tarifa estabelecida
pela ANEEL (Agência Nacional de Energia Elétrica), sendo o kWh de 31 centavos para
indústria (COSERN, 2014). Não foram considerados os impostos.
CE = (E x I x t) /1000 x Vt (Equação 15)
Sendo:
CE = consumo energético (kWh/m3); E = potencial aplicado (Volts); I = intensidade de
corrente de eletrólise (Ampère); Vt = volume do efluente tratado (m3); t = tempo total de
eletrólise (horas).

58
5 RESULTADOS E DISCUSSÃO
Neste capítulo serão apresentados os resultados obtidos durante o estudo da oxidação
eletroquímica de efluentes têxteis sintéticos como uma alternativa de tratamento para remoção
da cor (monitorada por Espectrometria UV-Vis), COT e DQO. O corante estudado foi o AM,
e os parâmetros analisados durante o processo foram: a influência da densidade de corrente
(20, 40 e 60 mA/cm2), eletrólitos (Na2SO4 e NaCl), meio aquoso (neutro e alcalino) e o
material anódico (Ti/IrO2-Ta2O5 e Ti/Pt).
5.1 RESULTADOS DE REMOÇÕES DA COR, COT e DQO
5.1.1 Remoções da Cor
A espectrofotometria UV-Vis (663 nm) permitiu a identificação do AM, bem como o
monitoramento da degradação desse composto presente em efluentes têxteis sintéticos nas 6
horas de tratamento e em diferentes tipos de condições experimentais como: a densidade de
corrente (20, 40 e 60 mA/cm2), eletrólitos (Na2SO4 e NaCl), meio aquoso (neutro e alcalino) e
material anódico (Ti/IrO2-Ta2O5 e Ti/Pt). A influência desses parâmetros operacionais foi
investigada a fim de encontrar as melhores condições para a remoção da cor e matéria
orgânica desse corante. O processo de oxidação eletroquímica foi muito eficiente na
degradação do corante estudado, sendo observadas as taxas de degradação em 100 % ou bem
próximo desse valor na maioria dos casos, após 6 horas de eletrooxidação.
As Tabelas 8 e 9 apresentam o percentual de remoção do corante AM, presente no
efluente têxtil sintético, sendo a remoção da cor do AM calculada em forma de porcentagem
pela Equação 14, utilizando a absorbância de amostra bruta e a absorbância de cada hora de
tratamento eletrolítico.

59
Tabela 8 - Resultado do percentual de remoção de cor usando o eletrodo de Ti/Pt em até 6 horas de tratamento.
Experimento Condição Experimental Percentual de Remoções da Cor (%)
Tempo de Tratamento Eletroquímico (horas) 1ª 2ª 3ª 4ª 5ª 6ª
1A [AM] = 100 ppm; [Na2SO4] = 0,05 M; j = 20 mA/cm2 2,9 7,9 19,4 60,9 75,5 88,6
2A
[AM] = 100 ppm; [Na2SO4] = 0,05 M; j = 40 mA/cm2
2,3 12,1 50,4 73,1 88,9 91,3
3A
[AM] = 100 ppm; [Na2SO4] = 0,05 M; j = 60 mA/cm2
6,9 54,7 66,1 81,5 89,3 93,2
4A [AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,008 M;
j = 20 mA/cm2 2,2 4,2 16,1 38,8 55,6 75,3
5A [AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,008 M;
j = 40 mA/cm2 5,8 32,7 63,3 86,5 94,5 96,3
6A
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,008 M;
j = 60 mA/cm2 34,2 74,3 97,7 99,7 100 100
7A
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j = 20 mA/cm2 2,9 8,3 41,3 67,2 85,2 94,6
8A
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j = 40 mA/cm2 12,3 43,5 96,3 99,2 99,5 99,6
9A [AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j = 60 mA/cm2 63,1 81,5 98,4 98,9 99,0 99,3
10A [AM] = 100 ppm; [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j = 20 mA/cm2 2,8 9,0 24,9 51,4 67 75,5
11A [AM] = 100 ppm; [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j = 40 mA/cm2 8,6 37,6 59,4 72,8 79,4 84,3
12A [AM] = 100 ppm; [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j = 60 mA/cm2 3,7 29,1 49,5 62,0 70,0 77,0
13A
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M;
j = 20 mA/cm2 1,6 7,4 23,0 53,0 68,6 76,5
14A
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M;
j = 40 mA/cm2 8,6 54,6 87,7 92,7 95,9 97,3
15A
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M;
j = 60 mA/cm2 53,8 87,0 97,6 99,8 99,8 99,9
16A
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M;
j = 20 mA/cm2 3,2 22,9 61,4 86,6 90,8 93,7
17A
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M;
j = 40 mA/cm2 77,4 99,7 99,5 99,5 99,6 99,7
18A
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M;
j = 60 mA/cm2 90,0 99,0 99,0 99,2 99,1 99,3
Fonte: De autoria própria.

60
A Tabela 8 mostra os resultados percentuais de remoções de cor do corante AM (100
ppm) presente no efluente têxtil sintético, o qual utilizou o Ti/Pt como material
eletrocatalítico para degradação da cor do corante AM nos 18 experimentos apresentados
anteriormente. Nessa tabela apresentam-se 9 experimentos de 1A até 9A em meio aquoso
neutro, sob condições experimentais com variações de densidade de corrente (20, 40 e 60
mA/cm2) e eletrólitos ([Na2SO4] = 0,05 M; [NaCl] = 0,008 M e [Na2SO4] = 0,02 M; [NaCl] =
0,017 M e [Na2SO4] = 0,02 M). Ainda na mesma Tabela, apresentam-se mais 9 experimentos
(10A até 18A), porém eles foram realizados sob as mesmas condições que o neutro, contudo
diferenciando pela presença do meio aquoso alcalino (pH igual a 10, [NaOH] = 0,0001 M).
A Figura 6 mostra o espectro da absorção no UV-VIS do AM, com o objetivo de
verificar o registro gráfico da resposta do sistema ao estímulo. O espectro foi obtido da
amostra nas condições experimentais: [AM] = 100 ppm; [Na2SO4] = 0,05 M; j = 20 mA/cm2;
e tempo de eletrólise de 8 horas. Antes de realizar todos os experimentos (um total de 36, com
6 horas de tratamento eletroquímico), foi iniciado um teste usando 8 horas de tratamento
eletroquímico, a fim de monitorar a intensidade da coloração do corante AM pela diminuição
da absorbância, utilizando a espectrofotometria UV-Vis. Através dessa figura, verificou-se
que foram encontrados dois picos de absorbâncias, sendo apenas um que se encontrava na
região do visível e tinha comprimento de onda característico. A cor foi medida no
comprimento de onda de absorção máxima de corante visível de 663 nm. Assim, diminuiu a
absorbância em cada hora de tratamento, ocorrendo uma redução da intensidade da coloração
azul.

61
Figura 6 - Espectro representativo da absorção no UV-VIS do AM. Condições experimentais: [AM] = 100 ppm; [Na2SO4] = 0,05 M; j = 20 mA/cm2; tempo de tratamento = 8 horas.
Fonte: De autoria própria.
As Figuras 7 e 8 apresentam os valores reportados na Tabela 8, com densidade de
corrente de 20 mA/cm2. A Figura 7 apresenta o gráfico de remoção de cor com todas as
condições experimentais em meio neutro, para o eletrodo de Ti/Pt, com densidade de corrente
20 mA/cm2. As remoções já na 1ª hora são percebidas, porém ainda pouco significantes.
Conforme aumenta o tempo de eletrólise, percebe-se um aumento no percentual de remoção
de cor do corante AM. E verifica-se através dessa mesma Figura (7), que a melhor condição
experimental foi para 7A, atingindo a 94,6 % de remoção, efluente este que em sua
composição tem dois eletrólitos: [NaCl] = 0,017 M e [Na2SO4] = 0,02 M. Já a Figura 8
estima o gráfico de remoção de cor com todas as condições experimentais, porém a diferença
está no meio aquoso que é alcalino. Fazendo comparação entre as duas figuras reportadas
anteriormente, a Figura 7 apresenta seus melhores valores para as amostras 1A, 4A, 7A, com
remoções de 88,6 %, 75,3 % e 94,6 %, respectivamente, em 6 horas de tratamento eletrolítico.
Na Figura 8 apresentaram-se boas remoções, nas quais se percebe que as variações dos
percentuais de remoções, em 6 horas de eletrólise, estão entre 75,5 %, 76,5 % e 93,7 % (10A,
13A, 16A, respectivamente). Nesse caso, a influência do meio aquoso alcalino foi testada,
pois o NaOH é uma base presente em efluentes têxteis, bem como no tratamento
eletroquímico, servindo como um fator influente, dependendo das condições experimentais
(SALLES et al., 2006). Lin e Peng (1994) explica que a variação de pH é causada por
Diminuição da absorbância
0 h
1 h
2 h
3 h
4 h
5 h
6 h
7 h
8 h
0 h
1 h
2 h
3 h
4 h
5 h
6 h
7 h
8 h

62
diferentes tipos de corante utilizados no processo de tingimento. O pH do efluente pode
mudar de 2 a mais de 12. Desse modo, o ajustamento do pH apropriado tornou-se uma
necessidade no processo de tratamento de efluentes têxteis.
Figura 7 - Percentual de remoção da cor para a densidade de corrente de 20 mA/cm2, experimentos de 1A, 4A e 7A. Condições experimentais: [AM] = 100 ppm; 1A - [Na2SO4] = 0,05 M; 4A - [Na2SO4] = 0,02 M e [NaCl] = 0,008 M; 7A - [Na2SO4] = 0,02 M e [NaCl] = 0,017 M; 6 horas de tratamento; eletrodo de Ti/Pt; meio neutro.
Fonte: De autoria própria.
Figura 8 - Percentual de remoção da cor para a densidade de corrente de 20 mA/cm2, experimentos de 10A, 13A e 16A. Condições experimentais: [AM] = 100 ppm; 10A - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M; 13A - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M; 16A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M; 6 horas de tratamento; eletrodo de Ti/Pt; meio alcalino.
Fonte: De autoria própria.

63
Comparando as duas Figuras (7 e 8), percebe-se que as descolorações nos dois meios
aquosos não mostraram muita diferença, chegando a ter resultados parecidos nos percentuais.
A influência na descoloração dos efluentes, nesse caso, se deve à eletrólise indireta, pois foi
mediada por cloro ativo eletrogerado sobre o ânodo de Ti/Pt. Assim, de acordo com
Szpyrkowicz e colaboradores (2001), o NaCl é uma substância determinante na oxidação
indireta, pois gera íons hipoclorito, os quais evidenciam a elevada capacidade de degradação
da cor. Essa mediação é a geração de cloro ativo (hipoclorito) na degradação de diversos
compostos orgânicos de difícil degradação (recalcitrantes). Panizza et al. (2007) mencionam
que na eletrólise indireta os poluentes orgânicos são oxidados através de reação química
gerando reagentes químicos (espécies ativas eletrogeradas) in situ que os convertem para
produtos menos nocivos. Nesse caso, o principal agente de oxidação é o cloro ativo, sob a
forma de cloro gasoso, ácido hipocloroso ou íons hipoclorito, que são produzidos a partir de
cloretos que estão presentes na solução.
Outro fator que contribui para a produção de oxidantes e, consequentemente, para a
degradação da cor (caracterizada pelo processo de descoloração do corante) é citado por
Panizza e colaboradores (2007), os quais afirmam que a eficiência do processo é obtida em
função da densidade de corrente aplicada.
As Figuras 9 e 10 apresentam os valores reportados na Tabela 8, utilizando a
densidade de corrente de 40 mA/cm2.
Na Figura 9 são apresentados os dados experimentais que relacionam a remoção da
cor com todas as condições experimentais de densidade de corrente 40 mA/cm2, em meio
neutro, para o eletrodo de Ti/Pt. De acordo com a Figura, o aumento da densidade de corrente
para 40 mA/cm2 facilitou em uma maior remoção do AM, sendo os valores superiores a 91,3
% em todas as condições experimentais de meio aquoso neutro (2A, 5A, 8A). Já na Figura 10
mostra as mesmas condições experimentais exibidas na Figura 9, porém alterando o meio
aquoso para alcalino com pH 10. É importante enfatizar que foi necessário verificar a
influência do meio alcalino numa maior densidade de corrente, no caso, 40 mA/cm2, pois
como foi observado na literatura e nos experimentos, há uma melhora no processo de
oxidação eletroquímica quando se aumenta a densidade.

64
Figura 9 - Percentual de remoção da cor para a densidade de corrente de 40 mA/cm2, experimentos de 2A, 5A e 8A. Condições experimentais: [AM] = 100 ppm; 2A - [Na2SO4] = 0,05 M; 5A - [Na2SO4] = 0,02 M e [NaCl] = 0,008 M; 8A - [Na2SO4] = 0,02 M e [NaCl] = 0,017 M; 6 horas de tratamento; eletrodo de Ti/Pt; meio neutro.
Fonte: De autoria própria.
Figura 10 - Percentual de remoção da cor para a densidade de corrente de 40 mA/cm2, experimentos de 11A, 14A e 17A. Condições experimentais: [AM] = 100 ppm; 11A - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M; 14A - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M; 17A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M; 6 horas de tratamento; eletrodo de Ti/Pt; meio alcalino.
Fonte: De autoria própria.
Comparando as Figuras 9 e 10 em até 6 horas, não se observou muita diferença nos
percentuais de remoção, visto que eles ficaram próximos em ambos os meios aquosos. Esse
mesmo comportamento aconteceu com as condições experimentais mostrados nas Figuras 7 e
8.
A presença e a quantidade do eletrólito NaCl também foi um fator que contribuiu de
forma significativa na remoção do AM no efluente sintético. A literatura destaca vários

65
trabalhos que usaram o NaCl como um oxidante indireto no tratamento eletroquímico para
remoção de vários corantes do tipo azo, corantes ácido, corantes dispersos, corante catiônico
(GRIMAU-LOPEZ et al., 2006; OLIVEIRA F. H. et al., 2007; PANIZZA et al., 2007;
OSUGI et al., 2009). A oxidação também depende da concentração de íons de cloreto que são
oxidados em cloro ativo na superfície do ânodo. Assim, foi verificado o efeito da
concentração de NaCl, no caso 0,008 M e 0,017 M, e atestou-se que o melhor percentual de
remoção da cor foi quando aplicada em maior concentração de Cl-.
As Figuras, 11 e 12 apresentam os valores reportados na Tabela 8 com densidade de
corrente de 60 mA/cm2.
A Figura 11 estima a remoção de cor com todas as condições experimentais de
densidade de corrente de valor 60 mA/cm2, em meio neutro, para o eletrodo de Ti/Pt. Desse
modo, percebeu-se que há uma influência quando a densidade de corrente é aumentada,
confirmando tudo que já foi descrito na literatura. Logo, em 50 % das condições
experimentais reportadas nas Figuras 11 e 12 − exceto as condições 9A, 15A e 18A − houve
remoções abaixo de 50 % na 1ª hora de tratamento eletrolítico. Nas condições 3A e 6A
(respectivamente), na 2ª hora de eletrólise, aconteceram remoções de AM em 54,7 a 74,3 %.
Já na condição 12A, a 4ª hora teve um resultado de 62 % de degradação da cor do corante.
Figura 11 - Percentual de remoção da cor para a densidade de corrente de 60 mA/cm2, experimentos de 3A, 6A e 9A. Condições experimentais: [AM] = 100 ppm; 3A - [Na2SO4] = 0,05 M; 6A - [Na2SO4] = 0,02 M e [NaCl] = 0,008 M; 9A - [Na2SO4] = 0,02 M e [NaCl] = 0,017 M; 6 horas de tratamento; eletrodo de Ti/Pt; meio neutro.
Fonte: De autoria própria.

66
Figura 12 - Percentual de remoção da cor para a densidade de corrente de 60 mA/cm2, experimentos de 12A, 15A e 18A. Condições experimentais: [AM] = 100 ppm; 12A - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M; 15A - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M; 18A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M; 6 horas de tratamento; eletrodo de Ti/Pt; meio alcalino.
Fonte: De autoria própria.
Comparando os experimentos em meios neutro e alcalino com a utilização do eletrodo
de Ti/Pt, percebe-se que não houve muitas diferenças no percentual de remoção da cor. No
caso em questão, o pH não influenciou na degradação do AM. Santos e colaboradores (2008)
estudaram a degradação de corante têxtil azul reativo por métodos eletroquímicos, no qual se
verificou o efeito do pH. Esse trabalho mostra que a variação do pH da solução influencia
significativamente o processo de degradação, sendo que em meio ácido ou alcalino a
eficiência é menos acentuada. Foi observado que a variação do pH evidenciou que a remoção
da cor é mais eficiente para pHs próximos a 6,0. Todavia, a formação de hipoclorito em pHs
mais neutros favorece a reação de degradação. Devido a isso, muitos estudos têm sido
realizados verificando a influência do pH na oxidação eletroquímica em efluentes industriais
têxteis. Alguns apontam uma boa influência e outros não. A tecnologia eletroquímica, para ter
bons resultados de remoções de determinados compostos, depende da matriz que está sendo
estudada, o material eletrocatalítico, eletrólitos, pH (alcalino, neutro ou ácido), densidade de
corrente, temperatura, e muitos outros parâmetros que favorecem ou não na degradação, seja
pela oxidação direta ou indireta.
A Tabela 9 mostra os resultados dos percentuais de remoção de cor do AM, porém
obtida com o uso do eletrodo Ti/IrO2-Ta2O5. O material eletrocatalítico é considerado um dos
principais influentes para um tratamento eletroquímico obter eficácia. Nesta Tabela, os
resultados expostos são de 18 experimentos, sob as mesmas condições experimentais

67
reportados na Tabela 9, porém a diferença é que nesse caso apresenta os resultados da
oxidação eletroquímica com o ânodo Ti/IrO2-Ta2O5.
Tabela 9 - Resultado do percentual de remoção de cor usando o eletrodo de Ti/IrO2-Ta2O5 em até 6 horas de tratamento.
Experimento Condição Experimental Percentual de Remoções da Cor (%)
Tempo de Tratamento Eletroquímico (horas) 1ª 2ª 3ª 4ª 5ª 6ª
1B [AM] = 100 ppm; [Na2SO4] = 0,05 M; j = 20 mA/cm2 1,4 2,2 3,1 4,2 5,4 6,9
2B
[AM] = 100 ppm; [Na2SO4] = 0,05 M; j = 40 mA/cm2
1,3 1,7 1,9 2,4 2,6 3,4
3B
[AM] = 100 ppm; [Na2SO4] = 0,05 M; j = 60 mA/cm2
1,5 2,3 3,6 6,4 10,8 18,6
4B [AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,008 M;
j = 20 mA/cm2 56,6 93,5 93,6 94,0 94,4 94,3
5B [AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,008 M;
j = 40 mA/cm2 95,6 96,9 97,5 98,0 97,7 98,1
6B
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,008 M;
j = 60 mA/cm2 99,0 98,6 99,1 99,5 99,6 99,7
7B
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j = 20 mA/cm2 99,5 99,4 99,6 99,1 99,5 99,6
8B
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j = 40 mA/cm2 99,3 99,5 100 100 100 100
9B [AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j = 60 mA/cm2 99,2 99,4 99,7 100 99,8 99,9
10B
[AM] = 100 ppm; [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j = 20 mA/cm2 1,1 1,8 2,7 3,6 5,3 7,5
11B [AM] = 100 ppm; [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j = 40 mA/cm2 2,2 3,1 5,0 8,7 15,7 24,3
12B [AM] = 100 ppm; [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j = 60 mA/cm2 3,8 7,9 19,1 34,8 51,7 64,7
13B
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M;
j = 20 mA/cm2 74,5 98,3 98,2 98,2 98,6 98,6
14B
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M;
j = 40 mA/cm2 78,0 98,0 98,0 99,0 90,2 99,2
15B
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M;
j = 60 mA/cm2 97,6 98,4 98,8 99,2 99,7 99,9
16B
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M;
j = 20 mA/cm2 99,7 99,6 98,9 99,3 99,4 99,2
17B
[AM] = 100 ppm; [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M;
j = 40 mA/cm2 97,0 97,6 98,6 99,3 99,7 99,7
18B [AM] = 100 ppm; [Na2SO4] = 0,02 M; 97,5 97,3 99,2 99,7 99,8 99,9

68
[NaCl] = 0,017 M; [NaOH] = 0,0001 M; j = 60 mA/cm2
Fonte: De autoria própria.
Através dos valores expostos (ver Tabela 9), a remoção da cor foi satisfatória durante
o tratamento eletroquímico para boa parte dos experimentos trabalhados. No entanto, os
experimentos nas condições experimentais de 0,05 M de Na2SO4, meio aquoso neutro, que
estão representados por 1B, 2B e 3B, com densidades de corrente de 20, 40 e 60 mA/cm2,
respectivamente, mostraram que os percentuais de remoções da cor foram muito baixos, 6,9
%; 3,4 % e 18,6 %, em até 6 horas de tratamento. Nota-se que a presença do eletrólito suporte
Na2SO4 não influenciou na degradação da cor (veja Figura 13).
As Figuras 13 e 14 apresentam os valores reportados na Tabela 9 de densidade de
corrente de 20 mA/cm2.
Figura 13 - Percentual de remoção da cor para a densidade de corrente de 20 mA/cm2, experimentos de 1B, 4B e 7B. Condições experimentais: [AM] = 100 ppm; 1B - [Na2SO4] = 0,05 M; 4B - [Na2SO4] = 0,02 M e [NaCl] = 0,008 M; 7B - [Na2SO4] = 0,02 M e [NaCl] = 0,017 M; 6 horas de tratamento; eletrodo de Ti/IrO2-Ta2O5; meio neutro.
Fonte: De autoria própria.

69
Figura 14 - Percentual de remoção da cor para a densidade de corrente de 20 mA/cm2, experimentos de 10B, 13B e 16B. Condições experimentais: [AM] = 100 ppm; 10B - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M; 13B - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M; 16B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M; 6 horas de tratamento; eletrodo de Ti/IrO2-Ta2O5; meio alcalino.
Fonte: De autoria própria.
A Figura 13 apresenta o gráfico de remoção de cor com todas as condições
experimentais ([Na2SO4] = 0,05 M; [NaCl] = 0,008 M e [Na2SO4] = 0,02 M; [NaCl] = 0,017
M e [Na2SO4] = 0,02 M), de densidade de corrente de valor 20 mA/cm2, em meio neutro, para
o eletrodo de Ti/IrO2-Ta2O5. A Figura mostra que as remoções em cada hora de tratamento,
para a condição experimental 1B, na presença do eletrólito de Na2SO4 0,05 M não foram
boas, uma vez que em até 6 horas de eletrólise foi obtida a percentagem máxima de 6,9 %. O
mesmo não se aplicou para as demais condições nessa mesma Figura 13. Ao adicionar o NaCl
no efluente, subiu significativamente a percentagem de remoção de cor. Neste último caso, as
remoções foram satisfatórias, pois na 1ª hora de tratamento na condição 4B houve remoção de
56,6 %, porém a partir da 2ª hora de eletrólise a remoção da cor subiu para 93,5 %, e
permaneceu quase que constante até a última hora de eletrólise. A condição 7B, na 1ª hora,
conseguiu remover 99,5 %. A partir deste valor ficou constante ao longo das 6 horas de
tratamento. O aumento da concentração de eletrólito NaCl de 0,008 M para 0,017 M, foi um
fator considerável para que na 1ª hora de eletrólise obtivesse um resultado de remoção de
quase 100 %. Isso explica o que já foi reportado na literartura. Já na Figura 14, apresenta o
gráfico de remoção de cor com as mesmas condições experimentais que a Figura 13, porém
foi acrescentado 0,0001 M de NaOH. Nota-se que a mudança do meio alcalino não alterou
significativamente o resultado, na condição 10B a maior remoção percentual foi de 7,5 %, em

70
até 6 horas. Nesse caso, o meio alcalino e o Na2SO4 não contribuíram na remoção. Segundo
Alves e colaboradores (2002), no meio alcalino há menor formação de cloro/hipoclorito e, por
isso, menor será a eficiência. Assim, em um processo de oxidação eletroquímica, a adição de
cloreto como eletrólito suporte aumenta a eficiência devido à oxidação por espécies oxidantes
geradas eletroquimicamente (exemplos: cloro ativo, persulfatos). Essa formação é dependente
do pH do meio, ou seja, em meio ácido o que predomina é o HOCl. Já em meio básico, o
hipoclorito (OCl-) é a espécie predominante.
As Figuras 15 e 16 apresentam os valores reportados na Tabela 9 em condições de
densidade de corrente de 40 mA/cm2.
Figura 15 - Percentual de remoção da cor para a densidade de corrente de 40 mA/cm2, experimentos de 2B, 5B e 8B. Condições experimentais: [AM] = 100 ppm; 2B - [Na2SO4] = 0,05 M; 5B - [Na2SO4] = 0,02 M e [NaCl] = 0,008 M; 8B - [Na2SO4] = 0,02 M e [NaCl] = 0,017 M; 6 horas de tratamento; eletrodo de Ti/IrO2-Ta2O5; meio neutro.
Fonte: De autoria própria.

71
Figura 16 - Percentual de remoção da cor para a densidade de corrente de 40 mA/cm2, experimentos de 11B, 14B e 17B. Condições experimentais: [AM] = 100 ppm; 11B - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M; 14B - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M; 17B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M; 6 horas de tratamento; eletrodo de Ti/IrO2-Ta2O5; meio alcalino.
Fonte: De autoria própria.
A Figura 15 apresenta o gráfico de remoção de cor com todas as condições
experimentais, de densidade de corrente de valor 40 mA/cm2, em meio neutro, para o eletrodo
de Ti/IrO2-Ta2O5. Percebe-se que na condição 2B o comportamento foi semelhante ao que foi
mostrado na Figura 13, porém neste último caso para condição 1B. Nota-se que nem com o
aumento da densidade de corrente houve favorecimento na remoção. A Figura 15 também
mostra que quando se adicionou o NaCl, como demonstrado em 5B e 8B, o percentual subiu,
e na 1ª hora as remoções foram de quase 100 %. O aumento da concentração de NaCl (ver a
condição 8B) garantiu remoção de 100 % a partir da 3ª hora, ficando constante esse valor até
o fim da eletrólise. A Figura 16 envolve o meio alcalino, sendo notado um comportamento
melhor (comparado à Figura 14, condição 10B) quando só há presença de Na2SO4. Logo, a
condição 11B conseguiu remoção de 24,3 % na 6ª hora. Porém, apesar da evolução, não foi
um valor considerado satisfatório. As condições 14B e 17B se destacaram já na 1ª hora com
78 % e 97 %, respectivamente. Tal comportamento foi evoluindo até a última hora de
eletrólise com quase 100 % de remoção.

72
As Figuras 17 e 18 apresentam os valores reportados na Tabela 9 com densidade de
corrente de 60 mA/cm2.
Figura 17 - Percentual de remoção da cor para a densidade de corrente de 60 mA/cm2, experimentos de 3B, 6B e 9B. Condições experimentais: [AM] = 100 ppm; 3B - [Na2SO4] = 0,05 M; 6B - [Na2SO4] = 0,02 M e [NaCl] = 0,008 M; 9B - [Na2SO4] = 0,02 M e [NaCl] = 0,017 M; 6 horas de tratamento; eletrodo de Ti/IrO2-Ta2O5; meio neutro.
Fonte: De autoria própria.
Figura 18 - Percentual de remoção da cor para a densidade de corrente de 60 mA/cm2, experimentos de 12B, 15B e 18B. Condições experimentais: [AM] = 100 ppm; 12B - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M; 15B - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M; 18B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M; 6 horas de tratamento; eletrodo de Ti/IrO2- Ta2O5; meio alcalino.
Fonte: De autoria própria.

73
A Figura 17 apresenta a remoção de cor com todas as condições experimentais, de
densidade de corrente de 60 mA/cm2, meio neutro e para o eletrodo de Ti/IrO2-Ta2O5. O
aumento da densidade de corrente para 60 mA/cm2 ajudou na elevação do percentual na
condição 3B (18,6 %), cujo efluente tinha em sua composição a presença do Na2SO4. Porém
esse resultado só foi obtido após 6 horas, mesmo assim não expressando um valor
considerado bom. Já nas condições em que há presença de NaCl (6B e 9B), os resultados
foram excelentes na 1ª hora, com remoções superiores a 99 %. Isso implica que tanto material
eletrocatalítico como a adição de NaCl favoreceram na oxidação. A Figura 18 mostra as
remoções em meio aquoso alcalino, no qual a condição experimental 12B sofreu uma
remoção de 51,7 % a partir da 5ª hora. Percebeu-se que o aumento da densidade de corrente
influenciou na remoção do corante, mesmo na presença do Na2SO4. As condições 15B e 18B,
na presença de NaCl, mais uma vez confirmam o que já foi demonstrado em resultados
anteriores. Tal eletrólito é uma importante substância que facilita na oxidação eletroquímica.
Logo, o eletrólito é uma substância que, quando dissolvida em um dado solvente, produz uma
solução com uma condutividade elétrica maior que a condutividade do solvente. Desse modo,
a condutividade da solução pode ser elevada pelo aumento da concentração de qualquer
eletrólito (AGOSTINHO et al., 2004). Dessa forma, o aumento da concentração do eletrólito
favorece na degradação da cor de corantes.
De acordo com os resultados experimentais, percebe-se que o tratamento
eletroquímico para o processo direto ou indireto recebeu uma significativa influência dos
seguintes parâmetros: a densidade de corrente, pH, eletrólitos e material anódico (eletrodos).
a) Influência da densidade de corrente
A Tabela 8 e 9 mostram os percentuais de remoção da cor do efluente têxtil sintético
em 6 horas de tratamento, sendo que a remoção aumenta em função do aumento da densidade
de corrente (20, 40 e 60 mA/cm2) aplicada.
A densidade de corrente (j) é um parâmetro que influencia no tratamento
eletroquímico, a qual afeta o tempo de resposta do sistema e influencia fortemente na
produção de radicais •OH (HATTORI et al., 2003; FAN et al., 2006; JESUS et al., 2011). O
eletrodo de Ti/Pt produz os radicais •OH, reagindo estes rapidamente com o corante AM e os
subprodutos que se formam durante o processo. Assim, os radicais •OH produzidos na
superfície do eletrodo são estabilizados na superfície por uma forte adsorção química, gerando
óxidos superiores, favorecendo a produção de oxigênio e, consequentemente, diminuindo a

74
oxidação do AM. Esses comportamentos foram observados principalmente na ausência de íon
cloreto em solução, pois nesses casos houve um menor percentual de remoção do AM.
b) Influência dos eletrólitos
A presença de eletrólitos como Na2SO4 e NaCl no efluente têxtil sintético favoreceu a
remoção da cor do efluente no qual as espécies fortemente oxidantes, tais como
peroxodisulfatos ou cloro ativo, foram produzidas in situ (em solução), sendo essas espécies
fortemente oxidantes eletrogeradas e que aceleram o mecanismo de degradação.
Três pontos principais devem ser considerados em relação à produção de oxidantes por
processos de oxidação direta durante o tratamento eletroquímico de efluentes (VARGAS-
GONZÁLEZ et al., 2014):
1ª) A oxidação direta de espécies na superfície do ânodo envolvendo a formação de espécies
de radicais que se combinam para produzir oxidantes estáveis;
2ª) A oxidação da água para produção de radicais hidroxila e outros ataques desse poderoso
oxidante para espécies que promovem a formação de radicais, seguindo da combinação de
radicais, levando à produção de oxidantes estáveis;
3ª) E a redução de oxigênio produzindo peróxido de hidrogênio na superfície do cátodo.
Na primeira etapa de produzir oxidantes, a oxidação direta ocorre em muitas espécies
presentes nos efluentes, utilizando ânodos de DSA e platina promovendo a formação de
radicais como sulfatos, fosfatos e cloretos. Esses radicais podem se combinar e gerar
oxidantes estáveis no meio da reação, incluindo peroxosulfatos, peroxofosfatos e cloro, como
presentes nas Equações 16, 17 a 18.
SO4-(aq) + SO4
-(aq) � S2O8
2-(aq)
PO42-
(aq) + PO42-
(aq) � P2O84-
(aq)
Cl-(aq) + Cl-
(aq) � Cl2(g)
(Equação 16)
(Equação 17)
(Equação 18)
Segundo SIRÉS et al. (2014), um dos exemplos mais apresentados na literatura em
relação à oxidação eletroquímica mediada está no efeito do cloreto na oxidação de compostos
orgânicos, como apresentados nas Equações de 19 a 22.

75
2 Cl-(aq) � Cl2(g) + 2e-
Cl2(g) + H2O(l) � HClO(aq) + H+(aq) + Cl-
(aq) (meio ácido)
Cl2(g) + 2 OH-(aq) � ClO-
(aq) + Cl-(aq) + H2O(l) (meio alcalino)
HClO(aq) + OH-(aq) � ClO-
(aq) + H2O(l)
(Equação 19)
(Equação 20)
(Equação 21)
(Equação 22)
O cloreto normalmente está presente em águas residuais e é facilmente oxidado a cloro
em diversos tipos de ânodos como visto na Equação 19. Esse oxidante gasoso difunde-se em
dois meios, ácido e alcalino, nas águas residuais, formando ácido hipocloroso (HClO) e íons
cloreto (Cl-), bem como hipoclorito (ClO-) e íons cloreto, representados respectivamente nas
Equações 20 e 21 no meio da reação em grandes quantidades. A deprotonação do ácido
hipocloroso produzindo hipoclorito vê-se na Equação 22. A mistura resultante de cloro,
hipoclorito e ácido hipocloroso torna-se totalmente reativa com muitos compostos orgânicos
levando a uma completa mineralização (SIRÉS et al., 2014). A produção dessa mistura de
espécies de cloro, denominada “cloro ativo”, são formadas eficientemente em eletrodos DSA.
Segundo Malpass e colaboradores (2008), a concentração de NaCl influência
fortemente na taxa de remoção de cor e de compostos orgânicos. Martínez-Huitle e
colaboradores (2012) afirmam que Na2SO4 quando é adicionado no efluente têxtil, e tal
efluente é submetido ao tratamento eletroquímico, a taxa de remoção de cor é aumentada de
forma significativa devido à produção de persulfato, principalmente em eletrodos não ativos.
Desse modo, os resultados que foram apresentados na Tabela 8 e 9 podem confirmar o que foi
reportado na literatura, pois se percebeu a remoção significativa da cor através da ajuda desses
eletrólitos presentes em solução. Porém, comparando-se a eficiência de Na2SO4 e NaCl para o
eletrodo de Ti/Pt e Ti/IrO2-Ta2O5, obtiveram-se os melhores resultados quando existia uma
proporção entre Na2SO4 e NaCl do que quando o efluente apresentava em sua composição
apenas o Na2SO4. Assim, na presença de NaCl, pode ocorrer as formações de Cl2, ácido
hipocloroso (HOCl) e hipoclorito (OCl-) e as distribuições destas espécies dependem do pH
da solução, como observados nos experimentos e na literatura. Quanto maior for a quantidade
de NaCl adicionada ao meio, mais esperada é uma maior formação de HOCl/OCl-, assim
garantindo uma maior remoção da cor (GOMES, 2009). Além disso, como confirmado por
Sirés e colaboradores (2014), os eletrodos DSA produzem altas concentrações de espécies de
cloro ativo, em comparação com os eletrodos de Pt.

76
c) Influência do pH
A degradação eletroquímica de um efluente têxtil pode ser influenciada pelo pH. Isso
se dá pelo comportamento estimado da estrutura do corante em diferentes pH, proporcionando
uma estrutura protonada ou não protonada para o AM, facilitando o ataque dos radicais
hidroxila. No caso das condições experimentais expostas e de acordo com os resultados
demonstrados pelos percentuais de remoção do corante AM, não ocorreram influências muito
significativas do pH. Foram testadas as condições experimentais em dois meios aquosos. Em
ambos obtiveram-se resultados com pouquíssimas diferenças entre eles.
d) Influência do material eletrocatalítico
Os resultados demonstraram que os efeitos observados dependem fortemente do
material eletrocatalítico usado. Neste estudo, o uso de dois eletrodos ativos permitiu
compreender a eficácia de cada um deles em diferentes condições experimentais, sendo que
para ambos era esperada uma degradação eletroquímica parcial do efluente de AM. Como
destacado pela literatura, os eletrodos ativos favoreceram em maior grau a produção de
oxigênio, limitando a degradação completa dos poluentes orgânicos. Entretanto, o pH,
densidade de corrente e estrutura do corante são parâmetros eficientes na produção de
oxidantes na superfície do eletrodo, e também têm um papel muito importante na eficiência
total do processo. Entre os materiais eletrocatalíticos de Ti/Pt e Ti/IrO2-Ta2O5, o que
apresentou melhores resultados na remoção da cor foi o material anódico Ti/Pt, pois em todas
as condições experimentais o percentual de remoção de cor foi maior que 75 %. O mesmo não
se aplicou ao eletrodo Ti/IrO2-Ta2O5, pois excelentes remoções da cor só foram possíveis
quando estava presente o Cl- em solução no efluente. Contudo, mesmo na presença do
Na2SO4 a tendência da eficiência tornou-se menor.
Todavia, a avaliação da remoção da cor não é um parâmetro suficiente para determinar
a eficiência do processo eletroquímico direto ou indireto, já que a eliminação da cor indica a
fragmentação do grupo cromóforo, mas não a completa degradação da matéria orgânica no
efluente. Portanto, é indispensável determinar a quantidade total da mineralização, mediante a
determinação da DQO e COT, que serão os resultados a serem discutidos nas próximas
seções.
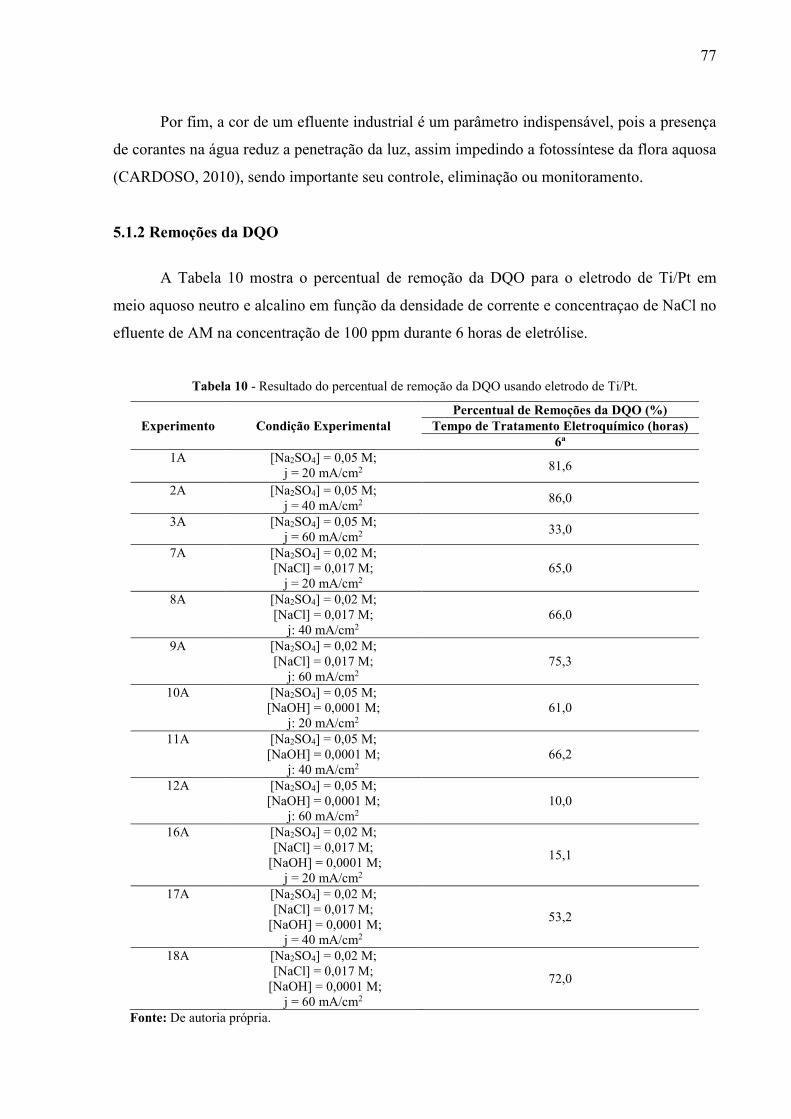
77
Por fim, a cor de um efluente industrial é um parâmetro indispensável, pois a presença
de corantes na água reduz a penetração da luz, assim impedindo a fotossíntese da flora aquosa
(CARDOSO, 2010), sendo importante seu controle, eliminação ou monitoramento.
5.1.2 Remoções da DQO
A Tabela 10 mostra o percentual de remoção da DQO para o eletrodo de Ti/Pt em
meio aquoso neutro e alcalino em função da densidade de corrente e concentraçao de NaCl no
efluente de AM na concentração de 100 ppm durante 6 horas de eletrólise.
Tabela 10 - Resultado do percentual de remoção da DQO usando eletrodo de Ti/Pt.
Experimento Condição Experimental Percentual de Remoções da DQO (%)
Tempo de Tratamento Eletroquímico (horas) 6ª
1A [Na2SO4] = 0,05 M; j = 20 mA/cm2 81,6
2A
[Na2SO4] = 0,05 M; j = 40 mA/cm2
86,0
3A
[Na2SO4] = 0,05 M; j = 60 mA/cm2
33,0
7A
[Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j = 20 mA/cm2 65,0
8A
[Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j: 40 mA/cm2 66,0
9A [Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j: 60 mA/cm2 75,3
10A [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j: 20 mA/cm2 61,0
11A [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j: 40 mA/cm2 66,2
12A [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j: 60 mA/cm2 10,0
16A
[Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
[NaOH] = 0,0001 M; j = 20 mA/cm2
15,1
17A
[Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
[NaOH] = 0,0001 M; j = 40 mA/cm2
53,2
18A
[Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
[NaOH] = 0,0001 M; j = 60 mA/cm2
72,0
Fonte: De autoria própria.

78
A remoção da DQO atingiu mais de 80 % em dois casos (1A e 2A). A melhor remoção
foi na amostra que apresentava apenas o Na2SO4 aplicando densidade de corrente de 20 e 40
mA/cm2. Tal comportamento é devido aos sulfatos presentes em solução que produzem o
persulfato o qual é um tipo de espécie fortemente oxidante eletrogerada com a finalidade de
acelerar o mecanismo de degradação da matéria orgânica (ARAÚJO et al., 2014). Outra
observação significativa é que os melhores resultados foram obtidos quando o meio foi
neutro. Esses comportamentos serão observados nos gráficos discutidos na próxima seção.
Por outro lado, a Tabela 11, mostrada abaixo, apresenta o percentual de remoção da DQO
para o material eletrocatalítico de Ti/IrO2-Ta2O5 em meio aquoso neutro e alcalino, em função
da densidade de corrente e concentração de NaCl no efluente de AM com concentração de
100 ppm.
Tabela 11 - Resultado do percentual de remoção da DQO usando o eletrodo de Ti/IrO2-Ta2O5.
Experimento Condição Experimental Percentual de Remoções da DQO (%)
Tempo de Tratamento Eletroquímico (horas) 6ª
1B [Na2SO4] = 0,05 M; j = 20 mA/cm2 15,0
2B
[Na2SO4] = 0,05 M; j = 40 mA/cm2
15,0
3B
[Na2SO4] = 0,05 M; j = 60 mA/cm2
0,41
7B
[Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j = 20 mA/cm2 46,0
8B
[Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j: 40 mA/cm2 54,5
9B [Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j: 60 mA/cm2 39,4
10B [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j: 20 mA/cm2 23,5
11B [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j: 40 mA/cm2 1,0
12B [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j: 60 mA/cm2 1,0
16B
[Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
[NaOH] = 0,0001 M; j = 20 mA/cm2
1,0
17B
[Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
[NaOH] = 0,0001 M; j = 40 mA/cm2
1,0
18B [Na2SO4] = 0,02 M; 1,0

79
[NaCl] = 0,017 M; [NaOH] = 0,0001 M;
j = 60 mA/cm2 Fonte: De autoria própria.
O material eletrocatalítico Ti/IrO2-Ta2O5 não favoreceu a oxidação eletroquímica, já
que a maior remoção foi de 54,5 %. Como anteriormente discutido, a remoção da cor é um
indicativo da fragmentação do grupo cromóforo do corante, não indicando a completa
degradação da matéria orgânica. De fato, os resultados na tabela anterior confirmam esse
comportamento.
A Figura 19 mostra a comparação da remoção de DQO nas densidades de corrente
(20, 40 e 60 mA/cm2) em meio neutro e alcalino para o eletrodo de Ti/Pt, usando 0,05 M de
Na2SO4 como eletrólito suporte. Observa-se que o melhor percentual de redução da DQO foi
para o meio neutro, obtendo eficiências de 81,6 % e 86 % aplicando 20 e 40 mA.cm-2,
respectivamente. Tais resultados são da última hora de tratamento (6ª hora). Todavia, um
aumento da densidade de corrente (60 mA.cm-2) desfavoreceu a remoção da matéria orgânica,
sugerindo que nessas condições a reação de evolução de oxigênio está sendo favorecida. O
mesmo comportamento é observado em meio alcalino com uma leve diminuição da eficiência
na remoção da DQO devido à dificuldade da eliminação da forma não protonada da estrutura
do AM nessas condições e a formação de óxidos, diminuindo sua eficiência.
Figura 19 - Percentual de remoção de DQO, eletrodo de Ti/Pt. Condições experimentais: [AM] = 100 ppm; (1A - [Na2SO4] = 0,05 M e j = 20 mA.cm-2); (2A - [Na2SO4] = 0,05 M e j = 40 mA.cm-2); (3A - [Na2SO4] = 0,05 M e j = 60 mA.cm-2); (10A - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M e j = 20 mA.cm-2); (11A - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M e j = 40 mA.cm-2); (12A - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M e j = 60 mA.cm-2).
Fonte: De autoria própria.

80
Já a Figura 20 mostra a comparação da remoção de DQO das densidades de corrente
(20, 40 e 60 mA/cm2) para o eletrodo de Ti/Pt, em condições experimentais de eletrólito
suporte com Cl- ([Na2SO4] = 0,02 M; [NaCl] = 0,017 M) em meio neutro e alcalino. Os
resultados mostraram que o melhor percentual de redução da DQO foi para o meio neutro, já
que essas condições favorecem a formação de várias espécies de cloro ativo, principalmente
HClO/ClO- na proximidade do eletrodo, reagindo rapidamente com a matéria orgânica. Já no
meio alcalino, as eficiências de remoção evidenciaram a dificuldade de produção de cloro
ativo nessas condições e, consequentemente, diminuindo a eficiência de remoção da matéria
orgânica. Os resultados apresentados foram da 6ª hora de tratamento eletroquímico.
Figura 20 - Percentual de remoção de DQO, eletrodo de Ti/Pt. Condições experimentais: [AM] = 100 ppm; (7A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M e j = 20 mA.cm-2); (8A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M e j = 40 mA.cm-2); (9A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M e j = 60 mA.cm-2); (16A – [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M e j = 20 mA.cm-2); (17A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M e j = 40 mA.cm-2); (18A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M e j = 60 mA.cm-2).
Fonte: De autoria própria.
A Figura 21 mostra a comparação da remoção de DQO das densidades de corrente
(20, 40 e 60 mA/cm2) para o eletrodo de Ti/IrO2-Ta2O5, usando como eletrólito 0,05 M de
Na2SO4 em meio neutro e alcalino. A baixa eficiência na remoção da matéria orgânica nessas
condições pode ser explicada devido à formação de subprodutos recalcitrantes que não são
facilmente degradados, mas também o favorecimento na produção de oxigênio e cloro como
reações predominantes podendo diminuir a eficiência da degradação eletroquímica em ambos
os casos. Os resultados apresentados foram da 6ª hora de tratamento eletroquímico.

81
Figura 21 - Percentual de remoção de DQO, eletrodo de Ti/IrO2-Ta2O5. Condições experimentais: [AM] = 100 ppm; (1B - [Na2SO4] = 0,05 M e j = 20 mA.cm-2); (2B - [Na2SO4] = 0,05 M e j = 40 mA.cm-2); (3B - [Na2SO4] = 0,05 M e j = 60 mA.cm-2); (10B - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M e j = 20 mA.cm-2); (11B - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M e j = 40 mA.cm-2); (12B - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M e j = 60 mA.cm-2).
Fonte: De autoria própria. A Figura 22 mostra a comparação da remoção de DQO das densidades de corrente
(20, 40 e 60 mA/cm2) para o eletrodo de Ti/IrO2-Ta2O5, incluindo no efluente sintético uma
concentração conhecida de cloreto ([Na2SO4] = 0,02 M; [NaCl] = 0,017 M) em meio neutro e
alcalino. Observou-se que ocorreu uma melhora na remoção da matéria orgânica, porém
apenas em meio neutro atingindo entre 40 e 60 %. Todavia para o meio alcalino não ocorreu
remoção. Os resultados apresentados foram da 6ª hora de tratamento eletroquímico.

82
Figura 22 - Percentual de remoção de DQO, eletrodo de Ti/IrO2-Ta2O5. Condições experimentais: [AM] = 100 ppm; (7B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M e j = 20 mA.cm-2); (8B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M e j = 40 mA.cm-2); (9B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M e j = 60 mA.cm-
2); (16B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M e j = 20 mA.cm-2); (17B – [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M e j = 40 mA.cm-2); (18B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M e j = 60 mA.cm-2).
Fonte: De autoria própria.
5.1.3 Remoções do COT
A Tabela 12 apresenta o percentual de remoção do COT para o eletrodo de Ti/Pt em
meio aquoso neutro e alcalino. Assim, observando os resultados finais de remoção de COT,
notou-se que o eletrólito influencia diretamente a taxa de remoção de carbono orgânico, bem
como o tipo do meio aquoso. Avaliando o meio neutro, percebeu-se que o COT na presença
de Na2SO4 0,05 M obteve remoções de 1,0 %, todavia com a presença de Na2SO4 0,02 M e
NaCl 0,008 M incidiu um aumento para 3,4 %. Por fim, com a presença de Na2SO4 0,02 M e
NaCl 0,017 M removeram-se as maiores quantidades de carbono orgânico com 14 % de
remoção. Analisando o meio alcalino, na presença de Na2SO4 0,05 M ocorreram remoções de
1,0 %, isto é, nesse caso a presença de NaOH não alterou na remoção do COT. Todavia com a
presença de Na2SO4 0,02 M e NaCl 0,008 M ocorreu um maior aumento para 30,0 %. Porém
Na2SO4 0,02 M e NaCl 0,017 M um decaimento, chegando a 18 %.
Esse comportamento é um indicativo da estabilidade da molécula do AM à
degradação, indicando uma baixa taxa de mineralização das amostras, sendo associado à
formação de intermediários bio-refratários de difícil eliminação pelo material eletrocatalítico
de Ti/Pt. Estes resultados confirmam os valores de remoção da DQO nessas mesmas
condições experimentais (Tabelas 10 e 11). Segundo Oliveira e colaboradores (2011), os

83
baixos valores de COT também são obtidos em função da densidade de corrente aplicada com
os subprodutos formados durante a oxidação eletroquímica, consistindo em uma maior
densidade de corrente para que a remoção de COT ocorresse.
Tabela 12 - Resultado do percentual de remoção do COT (eletrodo de Ti/Pt).
Experimento Condição Experimental Percentual de Remoções do COT (%)
Tempo de Tratamento Eletroquímico (horas) 6ª
3A
[Na2SO4] = 0,05 M; j = 60 mA/cm2
1,0
6A
[Na2SO4] = 0,02 M; [NaCl] = 0,008 M;
j = 60 mA/cm2 3,4
9A [Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j = 60 mA/cm2 14,0
12A [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j = 60 mA/cm2 1,0
15A
[Na2SO4] = 0,02 M; [NaCl] = 0,008 M;
[NaOH] = 0,0001 M; j = 60 mA/cm25
30,0
18A
[Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
[NaOH] = 0,0001 M; j = 60 mA/cm2
18,0
Fonte: De autoria própria.
A Tabela 13 apresenta o percentual de remoção do COT para o eletrodo de Ti/IrO2-
Ta2O5 em meio neutro e alcalino.
A análise de COT é uma medida da quantidade de carbono orgânico total existente
numa amostra, independentemente do seu estado de oxidação. Logo, a determinação desse
parâmetro nas amostras permite avaliar a mineralização, isto é, a oxidação completa da
matéria orgânica que leva à formação de CO2, H2O e íons inorgânicos. Contudo, através da
demonstração da Tabela 13, a remoção do COT ocorreu apenas para condição experimental
Na2SO4 0,05 M, em meio alcalino, com valor de 14 %. Logo, pode-se concluir que o material
Ti/IrO2-Ta2O5 não se apresentou como um eletrodo viável na remoção do COT.

84
Tabela 13 - Resultado do percentual de remoção do COT (eletrodo de Ti/IrO2-Ta2O5).
Experimento Condição Experimental Percentual de Remoções do COT (%)
Tempo de Tratamento Eletroquímico (horas) 6ª
3B
[Na2SO4] = 0,05 M; j = 60 mA/cm2
1,0
6B
[Na2SO4] = 0,02 M; [NaCl] = 0,008 M;
j = 60 mA/cm2 1,0
9B [Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
j = 60 mA/cm2 1,0
12B [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M;
j = 60 mA/cm2 14,0
15B
[Na2SO4] = 0,02 M; [NaCl] = 0,008 M;
[NaOH] = 0,0001 M; j = 60 mA/cm25
1,0
18B
[Na2SO4] = 0,02 M; [NaCl] = 0,017 M;
[NaOH] = 0,0001 M; j = 60 mA/cm2
1,5
Fonte: De autoria própria.
A Figura 23 mostra a comparação da remoção de COT das condições experimentais
([Na2SO4] = 0,05 M; [Na2SO4] = 0,02 M e [NaCl] = 0,008 M; [Na2SO4] = 0,02 M e [NaCl] =
0,017 M) e densidade de corrente (60 mA/cm2) em meio aquoso neutro e alcalino para o
eletrodo de Ti/Pt. Observa-se que praticamente não ocorreu remoção, chegando apenas ao
percentual máximo de 30 % para meio alcalino.
Figura 23 - Percentual de remoção de COT para a densidade de corrente de 60 mA.cm-2, eletrodo de Ti/Pt, resultado da 6ª hora de tratamento. Condições experimentais: [AM] = 100 ppm; (3A - [Na2SO4] = 0,05 M); (6A - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M); (9A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M); (12A - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M); (15A - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M); (18A - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M).
Fonte: De autoria própria.

85
Entretanto, a Figura 24 mostra a comparação da remoção de COT das condições
experimentais ([Na2SO4] = 0,05 M; [Na2SO4] = 0,02 M e [NaCl] = 0,008 M; [Na2SO4] = 0,02
M e [NaCl] = 0,017 M) e densidade de corrente (60 mA/cm2) em meio neutro e alcalino para
o eletrodo de Ti/IrO2-Ta2O5, observando-se que praticamente não ocorreu remoção em
nenhuma das condições estudadas.
Figura 24 - Percentual de remoção de COT para a densidade de corrente de 60 mA.cm-2, eletrodo de Ti/IrO2- Ta2O5, resultado da 6ª hora de tratamento. Condições experimentais: [AM] = 100 ppm; (3B - [Na2SO4] = 0,05 M); (6B - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M); (9B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M); (12B - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M); (15B - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M); (18B - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M).
Fonte: De autoria própria.
5.2 CURVAS DE POLARIZAÇÃO
Foram registradas as curvas de polarização a fim de explicar alguns dos efeitos
observados durante os experimentos de eletrólise sob diferentes condições experimentais. As
curvas de polarização anódica evidenciaram o comportamento eletroquímico em função do
potencial de evolução de oxigênio.
a) Eletrodo Ti/Pt
A partir da Figura 25 é possível inferir que, na ausência de cloretos em solução de pH
7 (meio neutro), a reação que é favorecida é a produção de radicais hidroxila em
concomitância com a produção de oxigênio a potenciais elétricos de aproximadamente 1,8 V.
Entretanto, quando a concentração de cloreto é incrementada na solução aquosa, um leve

86
deslocamento da reação de oxigênio é registrado (curva vermelha na Figura 25). Se a
concentração de cloreto continua aumentando, o afastamento em direção a potenciais
negativos é mais significativo, indicando que os processos de produção de espécies de cloro
ativo, bem como de cloro gás, são plenamente favorecidos nessas condições de potencial e
corrente.
Figura 25 - Curva de polarização para o eletrodo de Ti/Pt em meio neutro. Condições experimentais: [Na2SO4] = 0,05 M; [Na2SO4] = 0,02 M e [NaCl] = 0,008 M; [Na2SO4] = 0,02 M e [NaCl] = 0,017 M.
Fonte: De autoria própria.
Por outro lado, quando o efeito da Figura 25 é estudado em condições alcalinas, de pH
10 (ver a Figura 26), o comportamento de deslocamento da reação de oxigênio é mais
evidente. Isto é devido a uma maior produção de espécies de cloro ativo em condições
alcalinas, contribuindo para que o Cl2 gás e espécies de cloro ativo sejam predominantemente
favorecidos em comparação à reação de evolução de oxigênio.
Estes comportamentos observados nas Figuras 25 e 26 explicam as altas eficiências de
remoção do corante AM quando o cloreto é adicionado à solução aquosa usando o eletrodo de
Pt.

87
Figura 26 - Curva de polarização para o eletrodo de Ti/Pt em meio alcalino. Condições experimentais: [Na2SO4] = 0,05 M e [NaOH] = 0,0001 M; [Na2SO4] = 0,02 M e [NaCl] = 0,008 M e [NaOH] = 0,0001 M; [Na2SO4] = 0,02 M e [NaCl] = 0,017 M e [NaOH] = 0,0001 M.
Fonte: De autoria própria.
b) Eletrodo Ti/IrO2-Ta2O5
No caso do eletrodo de Ti/IrO2-Ta2O5, um comportamento diferente é observado ao
registrado com a Pt nas mesmas condições experimentais, quando as curvas de polarização
foram desenvolvidas. A Figura 27 ilustra o efeito do aumento da concentração de cloreto em
solução usando o Ti/IrO2-Ta2O5. Assim, um afastamento da curva de polarização de evolução
de oxigênio é observado (curvas vermelha e verde). Isso indica que a reação de oxigênio pode
ser inibida, já que algumas espécies de cloro estão sendo produzidas em meio neutro.

88
Figura 27 - Curva de polarização para o eletrodo de Ti/IrO2-Ta2O5 em meio neutro. Condições experimentais: [Na2SO4] = 0,05 M; [Na2SO4] = 0,02 M e [NaCl] = 0,008 M; [Na2SO4] = 0,02 M e [NaCl] = 0,017 M.
Fonte: De autoria própria.
Quando o pH é 10, o comportamento similar ao da Figura 27 é observado durante o
aumento da concentração de cloreto na solução aquosa (Figura 28). Este comportamento
também indica que um processo parecido está sendo desenvolvido, ou seja, a reação de
oxigênio está sendo inibida sob estas condições experimentais, o que pode favorecer a
degradação dos compostos orgânicos quando presentes em solução aquosa. Estes resultados
estão em concordância com os valores obtidos durante as eletrólises do corante AM usando o
eletrodo de Ti/IrO2-Ta2O5.

89
Figura 28 - Curva de Polarização para o eletrodo de Ti/IrO2-Ta2O5 em meio alcalino. Condições experimentais: [Na2SO4] = 0,05 M e [NaOH] = 0,0001 M; [Na2SO4] = 0,02 M e [NaCl] = 0,008 M e [NaOH] = 0,0001 M; [Na2SO4] = 0,02 M e [NaCl] = 0,017 M e [NaOH] = 0,0001 M.
Fonte: De autoria própria.
5.3 RESULTADOS DA ANÁLISE DE CONSUMO ENERGÉTICO
A Tabela 14 apresenta os valores do consumo energético e o custo operacional do
tratamento eletroquímico para o eletrodo de Ti/Pt.
A redução do consumo energético do processo de oxidação eletroquímica de maneira a
diminuir seu custo operacional vem sendo um dos principais desafios, pois para que isso
aconteça é necessário aumentar seu rendimento elétrico, utilizando reações anódicas e
catódicas e empregar eletrodos com uma ampla área superficial. Outro fator importante para
minimizar o consumo energético e, consequentemente, o custo operacional, é reduzir o
potencial elétrico a ser aplicado (FOCKEDEY e LIERDE, 2002). Desse modo, através da
Tabela 14 pode-se observar o consumo energético e o custo do processo de oxidação
eletroquímica usando como material eletrocatalítico o Ti/Pt. Nos experimentos foi notado que
com o aumento do potencial o consumo energético também foi elevado. Então, os melhores
custos do processo eletroquímico foram para as condições experimentais de densidade de
corrente igual a 20 mA/cm2, pois os valores de kWh em R$/m3 variaram entre 3,38 a 27,2.

90
Tabela 14 - Resultado do consumo energético e o valor do kWh em R$/m3 para indústria (eletrodo de Ti/Pt, em 6 horas de tratamento).
Ti/Pt Meio Aquoso Neutro
20 mA/cm2 - [Na2SO4] = 0,05 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 8,6 1,27 10,9 3,38 2 8,6 1,27 21,8 6,77 3 8,6 1,27 32,8 10,1 4 8,6 1,27 43,7 13,5 5 8,6 1,27 54,6 16,9 6 8,6 1,27 65,5 20,3
40 mA/cm2 - [Na2SO4] = 0,05 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 12,9 2,54 32,8 10,1 2 12,9 2,54 65,5 20,3 3 12,9 2,54 98,3 30,5 4 12,9 2,54 131,1 40,6 5 12,9 2,54 163,8 50,8 6 12,9 2,54 196,6 60,9
60 mA/cm2 - [Na2SO4] = 0,05 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 15,7 3,81 59,8 18,5 2 15,7 3,81 119,6 37,1 3 15,7 3,81 179,4 55,6 4 15,7 3,81 239,3 74,2 5 15,7 3,81 299,1 92,7 6 15,7 3,81 358,9 111,2
20 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 11,5 1,27 14,6 4,53 2 11,5 1,27 29,2 9,05 3 11,5 1,27 43,8 13,5 4 11,5 1,27 58,4 18,1 5 11,5 1,27 73,0 22,6 6 11,5 1,27 87,6 27,2
40 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 17,9 2,54 45,5 14,0 2 17,9 2,54 90,9 28,2 3 17,9 2,54 136,4 42,3 4 17,9 2,54 181,9 56,4 5 17,9 2,54 227,3 70,5 6 17,9 2,54 272,8 84,6
60 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 22,3 3,81 85,0 26,3 2 22,3 3,81 169,9 52,7

91
3 22,3 3,81 254,9 79,0 4 22,3 3,81 339,8 105,3 5 22,3 3,81 424,8 131,7 6 22,3 3,81 509,8 158,0
20 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 10,6 1,27 13,5 4,17 2 10,6 1,27 26,9 8,35 3 10,6 1,27 40,4 12,5 4 10,6 1,27 53,8 16,7 5 10,6 1,27 67,3 20,9 6 10,6 1,27 80,8 25,04
40 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 15,6 2,54 39,6 12,3 2 15,6 2,54 79,2 24,6 3 15,6 2,54 118,9 36,8 4 15,6 2,54 158,5 49,1 5 15,6 2,54 198,1 61,4 6 15,6 2,54 237,7 73,7
60 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 20,6 3,81 78,5 24,3 2 20,6 3,81 157,0 48,7 3 20,6 3,81 235,4 72,9 4 20,6 3,81 313,9 97,3 5 20,6 3,81 392,4 121,6 6 20,6 3,81 470,9 146
Meio Aquoso Alcalino 20 mA/cm2 - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M
Tempo de tratamento (t) em horas
Potencial (E) em volts
Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 8,7 1,27 11,0 3,42 2 8,7 1,27 22,1 6,85 3 8,7 1,27 33,1 10,3 4 8,7 1,27 44,2 13,7 5 8,7 1,27 55,2 17,1 6 8,7 1,27 66,3 20,5
40 mA/cm2 - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 12,3 2,54 31,2 9,68 2 12,3 2,54 62,5 19,4 3 12,3 2,54 93,7 29,0 4 12,3 2,54 125,0 38,7 5 12,3 2,54 156,2 48,4 6 12,3 2,54 187,4 58,1
60 mA/cm2 - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 15,7 3,81 59,8 18,5

92
2 15,7 3,81 119,6 37,1 3 15,7 3,81 179,4 55,6 4 15,7 3,81 239,3 74,2 5 15,7 3,81 299,1 92,7 6 15,7 3,81 358,9 111,2
20 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 11,4 1,27 14,5 4,49 2 11,4 1,27 28,9 9,0 3 11,4 1,27 43,4 13,5 4 11,4 1,27 57,9 17,9 5 11,4 1,27 72,4 22,4 6 11,4 1,27 86,9 26,9
40 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 16,2 2,54 41,1 12,7 2 16,2 2,54 82,3 25,5 3 16,2 2,54 123,4 38,3 4 16,2 2,54 164,6 51,0 5 16,2 2,54 205,7 63,8 6 16,2 2,54 246,8 76,5
60 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 20,8 3,81 79,2 24,6 2 20,8 3,81 158,5 49,1 3 20,8 3,81 237,7 73,7 4 20,8 3,81 317,0 98,3 5 20,8 3,81 396,2 122,8 6 20,8 3,81 475,5 147,4
20 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 10,3 1,27 13,1 4,05 2 10,3 1,27 26,2 8,11 3 10,3 1,27 39,2 12,2 4 10,3 1,27 52,3 16,2 5 10,3 1,27 65,4 20,3 6 10,3 1,27 78,5 24,3
40 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 15,4 2,54 39,1 12,1 2 15,4 2,54 78,2 24,2 3 15,4 2,54 117,3 36,4 4 15,4 2,54 156,55 48,5 5 15,4 2,54 195,6 60,6 6 15,4 2,54 234,7 72,7
60 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 18,7 3,81 71,2 22,01

93
2 18,7 3,81 142,5 44,2 3 18,7 3,81 213,7 66,2 4 18,7 3,81 285,0 88,3 5 18,7 3,81 356,2 110,4 6 18,7 3,81 427,5 132,5
Fonte: De autoria própria. Nota: 1 kWh custa R$ 0,31 (COSERN, 2014). Não foram considerados os impostos.
Abaixo é apresentada a Tabela 15 com os valores do consumo energético e o custo
operacional do tratamento eletroquímico para o eletrodo Ti/IrO2-Ta2O5. A Tabela mostra o
consumo energético e o custo do processo de oxidação eletroquímica, usando como material
eletrocatalítico o Ti/IrO2-Ta2O5. Os melhores custos do processo eletroquímico foram para as
menores condições experimentais de densidade de corrente igual a 20 mA/cm2, pois os
valores de kWh em R$/m3 variaram entre 2,99 a 28,8.
Pelegrino et al. (2002) afirma que um dos principais parâmetros na oxidação
eletroquímica de compostos orgânicos é o material do eletrodo, pois os mecanismos e os
produtos de algumas reações anódicas dependem dele. Outros parâmetros relevantes do
material de ânodo são a alta resistência à corrosão, bem como a estabilidade física e química
sob condições de potenciais altamente positivos. Baseado nessa informação, foi feita uma
comparação entre os dois materiais eletrocatalíticos usados no processo eletroquímico, que
são o Ti/Pt e Ti/IrO2-Ta2O5. Assim, o melhor consumo energético e custo do processo no
meio neutro foi o Ti/IrO2-Ta2O5. Já em meio alcalino foi o Ti/Pt. Porém os valores que
diferenciam ambos são muito próximos.

94
Tabela 15 - Resultado do consumo energético e o valor do kWh em R$/m3 para indústria (eletrodo de Ti/IrO2- Ta2O5, em 6 horas de tratamento).
Ti/IrO2-Ta2O5 Meio Aquoso Neutro
20 mA/cm2 - [Na2SO4] = 0,05 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 7,6 1,27 9,65 2,99 2 7,6 1,27 19,3 5,98 3 7,6 1,27 28,9 8,98 4 7,6 1,27 38,6 11,97 5 7,6 1,27 48,3 15,0 6 7,6 1,27 57,9 17,9
40 mA/cm2 - [Na2SO4] = 0,05 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 11,5 2,54 29,2 9,05 2 11,5 2,54 58,4 18,1 3 11,5 2,54 87,6 27,2 4 11,5 2,54 116,8 36,2 5 11,5 2,54 146,0 45,3 6 11,5 2,54 175,3 54,3
60 mA/cm2 - [Na2SO4] = 0,05 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 14,3 3,81 54,5 16,9 2 14,3 3,81 109,0 33,8 3 14,3 3,81 163,4 50,7 4 14,3 3,81 217,9 67,5 5 14,3 3,81 272,4 84,4 6 14,3 3,81 326,9 101,3
20 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 9,6 1,27 12,2 3,78 2 9,6 1,27 24,4 7,56 3 9,6 1,27 36,6 11,3 4 9,6 1,27 48,8 15,1 5 9,6 1,27 61,0 18,9 6 9,6 1,27 73,1 22,7
40 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 15,2 2,54 38,6 12,0 2 15,2 2,54 77,2 23,9 3 15,2 2,54 115,8 35,9 4 15,2 2,54 154,4 47,9 5 15,2 2,54 193,0 59,8 6 15,2 2,54 231,6 71,8
60 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 18,9 3,81 72,0 22,3 2 18,9 3,81 144,0 44,6

95
3 18,9 3,81 216,0 67,0 4 18,9 3,81 288,0 89,3 5 18,9 3,81 360,0 111,6 6 18,9 3,81 432,0 133,9
20 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 12,2 1,27 15,5 4,80 2 12,2 1,27 31,0 9,61 3 12,2 1,27 46,5 14,4 4 12,2 1,27 62,0 19,2 5 12,2 1,27 77,5 24,0 6 12,2 1,27 93,0 28,8
40 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 16,8 2,54 42,7 13,2 2 16,8 2,54 85,3 26,4 3 16,8 2,54 128,0 39,7 4 16,8 2,54 170,7 52,9 5 16,8 2,54 213,4 66,1 6 16,8 2,54 256,0 79,4
60 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 20,8 3,81 79,2 24,6 2 20,8 3,81 158,5 49,1 3 20,8 3,81 237,7 73,7 4 20,8 3,81 317,0 98,3 5 20,8 3,81 396,2 122,8 6 20,8 3,81 475,5 147,4
Meio Aquoso Alcalino 20 mA/cm2 - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M
Tempo de tratamento (t) em horas
Potencial (E) em volts
Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 8,9 1,27 11,3 3,50 2 8,9 1,27 22,6 7,01 3 8,9 1,27 33,90 10,5 4 8,9 1,27 45,2 14,0 5 8,9 1,27 56,5 17,5 6 8,9 1,27 67,8 21,0
40 mA/cm2 - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 12,3 2,54 31,2 9,68 2 12,3 2,54 62,5 19,4 3 12,3 2,54 93,7 29,0 4 12,3 2,54 125,0 38,7 5 12,3 2,54 156,2 48,4 6 12,3 2,54 187,4 58,1
60 mA/cm2 - [Na2SO4] = 0,05 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 15,6 3,81 59,4 18,4

96
2 15,6 3,81 118,9 36,8 3 15,6 3,81 178,3 55,3 4 15,6 3,81 237,7 73,7 5 15,6 3,81 297,2 92,1 6 15,6 3,81 356,6 110,5
20 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 11,1 1,27 14,1 4,37 2 11,1 1,27 28,2 8,74 3 11,1 1,27 42,3 13,1 4 11,1 1,27 56,4 17,5 5 11,1 1,27 70,5 21,8 6 11,1 1,27 84,6 26,2
40 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 17,1 2,54 43,4 13,5 2 17,1 2,54 86,9 26,9 3 17,1 2,54 130,3 40,3 4 17,1 2,54 173,7 53,8 5 17,1 2,54 217,2 67,3 6 17,1 2,54 260,6 80,8
60 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,008 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 21,8 3,81 83,0 25,7 2 21,8 3,81 166,1 51,5 3 21,8 3,81 249,2 77,2 4 21,8 3,81 332,2 103,0 5 21,8 3,81 415,3 128,7 6 21,8 3,81 498,3 154,5
20 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 10,1 1,27 12,8 3,98 2 10,1 1,27 25,6 7,95 3 10,1 1,27 38,5 12,0 4 10,1 1,27 51,3 15,9 5 10,1 1,27 64,1 19,9 6 10,1 1,27 77,0 23,8
40 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 15,5 2,54 39,4 12,2 2 15,5 2,54 78,7 24,4 3 15,5 2,54 118,1 36,6 4 15,5 2,54 157,5 48,8 5 15,5 2,54 196,8 61,0 6 15,5 2,54 236,2 73,2
60 mA/cm2 - [Na2SO4] = 0,02 M; [NaCl] = 0,017 M; [NaOH] = 0,0001 M Tempo de tratamento
(t) em horas Potencial
(E) em volts Corrente (I) em ampere
Consumo energético (CE) em kWh/m3
Valor do kWh em R$/m3 para indústria
1 19,7 3,81 75,0 23,3

97
2 19,7 3,81 150,1 46,5 3 19,7 3,81 225,2 69,8 4 19,7 3,81 300,2 93,1 5 19,7 3,81 375,3 116,3 6 19,7 3,81 450,3 139,6
Fonte: De autoria própria. Nota: 1 kWh custa R$ 0,31 (COSERN, 2014). Não foram considerados os impostos.
O consumo energético foi elevado na utilização dos eletrodos Ti/IrO2-Ta2O5 e Ti/Pt,
devido ao fato de eles pertencerem à categoria de ânodos ativos, que apesar de serem bons
eletrocatalisadores da reação de desprendimento de oxigênio, a oxidação de orgânicos
empregada nesta classe de ânodos não tem se mostrado adequada por apresentarem baixas
eficiências e um alto consumo energético (BOCK e MACDOUGALL, 2000; MARTÍNEZ-
HUITLE e BRILLAS, 2009).

98
6 CONCLUSÕES
• O tratamento eletroquímico para remoção de AM em efluentes sintéticos industriais
têxteis apresentou-se como uma técnica útil.
• No processo de eletrooxidação, a influência do material eletrocatalítico (Ti/Pt e
Ti/IrO2-Ta2O5), o meio alcalino e neutro, a presença e a concentração de eletrólitos
(NaCl e Na2SO4) e, por fim, a densidade de corrente aplicada (20, 40 e 60 mA/cm2),
apresentaram importância para o sistema, com respostas através da remoção de cor,
COT, DQO e redução dos custos operacionais.
• A cor obteve excelentes remoções chegando a 100 % através da influência do material
eletrocatalítico. O melhor material anódico estudado para a remoção de cor foi Ti/Pt,
pois em todas as condições experimentais, isto é, nas 18 amostras estudas, permaneceu
com um percentual acima de 75 % em 6 horas de eletrólise. Diferente de Ti/IrO2-
Ta2O5, que em determinada condição experimental removeu apenas 3,4 % de AM em
6 horas de tratamento.
• Outro parâmetro que influenciou na eletrooxidação foi a presença de eletrólitos no
efluente tratado. Percebeu-se que com a presença de NaCl no efluente, houve
possibilidade de uma maior oxidação do AM, sendo favorecido pela presença de íons
cloreto que atuaram como mediadores redox, no qual a reação foi afetada pela
concentração de cloreto e também a aplicação da densidade de corrente. Os melhores
resultados de descoloração foram para as maiores densidade de corrente (40 e 60
mA/cm2).
• A DQO ocorreu uma boa remoção, chegando a mais de 80 % para o eletrodo de Ti/Pt,
resultado considerado apenas para as amostras com concentração de 0,05 M de
Na2SO4, em densidade de corrente 20 e 40 mA/cm2. Já o material eletrocatalítico
Ti/IrO2-Ta2O5 favoreceu apenas 54 % da remoção da DQO. Isso confirma a pouca
diminuição da matéria orgânica dissolvida. Para o COT foi obtido um percentual de
remoção muito baixo, não chegando sequer a 20 % para ambos os materiais anódicos.
Isso aconteceu devido à formação de intermediários bio-refratários de difícil
eliminação pelo material eletrocatalítico de Ti/Pt e Ti/IrO2-Ta2O5.
• As curvas de polarização anódicas evidenciaram o comportamento eletroquímico em
função do potencial de evolução de oxigênio. Desse modo, nas amostras que não
continham a presença de NaCl, observou-se um comportamento linear próximo ao

99
potencial de 1,8 V, posteriormente aumentou-se exponecialmente a corrente. Tal
aumento exponencial é devido à produção de oxigênio, sendo observado o mesmo
comportamento para o meio alcalino. Já com o incremento de NaCl, a curva tendeu a
um afastamento, em potenciais mais negativos. A presença de cloreto em solução
favoreceu a produção de espécies cloradas, de cloro gás ou de cloro ativo. Entretanto,
para o Ti/Pt ocorreu um aumento na oxidação da matéria orgânica, porém diminuição
na evolução de oxigênio. Para Ti/IrO2-Ta2O5 favoreceu uma menor oxidação da
matéria orgânica, contudo maior evolução do oxigênio.
• O consumo energético e o custo do processo de oxidação eletroquímica obtiveram
seus melhores resultados para as menores densidade de corrente (20 mA/cm2), em até
6 horas de eletrólise. Para o material eletrocatalítico Ti/Pt, os valores de custos do
processo de kWh em R$/m3 variaram na densidade de corrente de 20 mA/cm2 entre
3,38 a 27,2. Já para o eletrodo Ti/IrO2-Ta2O5, os valores do kWh em R$/m3 variaram
entre 2,99 a 28,8, respectivamente.
• É necessário que o processo de eletrooxidação continue sendo explorado em nível de
pesquisas, buscando a minimização dos custos operacionais, incluindo o uso de
energias alternativas para promover as eletrólises. No entanto, pode-se concluir que o
tratamento eletroquímico foi uma técnica aplicável para a remoção do AM, pois tanto
na cor como na DQO foram obtidas remoções significativas, sendo favorecido pelo
material eletrocatalítico (Ti/Pt e Ti/IrO2-Ta2O5), eletrólitos de suporte e densidades de
correntes.

100
REFERÊNCIA
AATCC - American Association of Textile Chemists and Colorists. Disponível em: <http://www.aatcc.org/>. Acesso em: 05 jul. 2014. ABIQUIM - ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA QUÍMICA. Corantes e pigmentos. São Paulo, 2011. Disponível em: <http://abiquim.org.br/corantes/cor_classificacao.asp>. Acesso em: 10 ago. 2014. ABIT - Associação Brasileira da Indústria Têxtil e Confecção, 2010. AGOSTINHO, S. M. L.; VILLAMIL, R. F. V.; AGOSTINHO NETO, A. A.; HERNANI. O Eletrólito Suporte e suas Múltiplas Funções em Processos de Eletrodo. Química Nova, v. 27, n. 5, p. 813-817, 2014. Disponível em: <http://www.scielo.br/pdf/qn/v27n5/a22v27n5.pdf>. Acesso em: 28 ago. 2014. AJJAM, S. K.; GHANIM, A. N. Electrocoagulation of Textile Wastewater with Fe Sacrificial Anode. The Iraqi Journal for Mechanical and Material Engineering, v. 12, n. 2, 2012. Disponível em: <http://www.iasj.net/iasj?func=fulltext&aId=62561>. Acesso em: 10 jan. 2015. ALMEIDA, E.; ASSALIN, M. R.; ROSA, M. A.; DURÁN, N. Tratamento de Efluentes Industriais por Processos Oxidativos na Presença de Ozônio. Química Nova, v. 27, n. 5, p. 818-824, 2004. Disponível em: <http://www.scielo.br/scielo.php?pid=S0100-40422004000500023&script=sci_arttext>. Acesso em: 01 set. 2014. ALMEIDA, V. C. Desenvolvimento de Métodos Analíticos para Determinação e Extração de Corantes Têxteis em Efluentes Industriais. 2006. 109f. Tese (Doutorado em Ciências) - Programa de Pós-Graduação em Química. Universidade Estadual de Maringá, Maringá, 2006. Disponível em: <http://www.pqu.uem.br/arquivos/documentos/do010c.pdf>. Acesso em: 02 jul. 2014. ALVES, P. A.; MALPASS, G. R. P.; MIWAL, D. W.; MOTHEO, A. J. Influencia do pH na Degradação Eletroquímica e Eletroquímica Foto-Assistida de Efluente Têxtil Real. In: Reunião Anual da Sociedade Brasileira de Química, 31, 2008, Águas de Lindóia. Anais... Águas de Lindóia: SBQ - Sociedade Brasileira de Química. Disponível em: <http://sec.sbq.org.br/cdrom/31ra/resumos/T0797-1.pdf>. Acesso em: 01 set. 2014. AQUINO, S. F.; SILVA, S. Q.; CHERNICHARO, C. A. L. Considerações Práticas Sobre o Teste de Demanda Química de Oxigênio (DQO) Aplicado a Análise de Efluentes Anaeróbios. Engenharia Sanitária e Ambiental, v. 11, n. 4, p. 295-304, 2006. Disponível em: <http://www.scielo.br/scielo.php?pid=S1413-41522006000400001&script=sci_arttext>. Acesso em: 02 jan. 2015.

101
ARAÚJO, C. K. C.; OLIVEIRA, G. R.; FERNANDES, N. S.; ZANTA, C. L. P. S.; CASTRO, S. S. L.; SILVA, D. R.; MARTÍNEZ-HUITLE, C. A. Electrochemical Removal of Synthetic Textile Dyes from Aqueous Solutions using Ti/Pt Anode: Role of Dye Structure. Environ Sci Pollut Res, v. 21, p. 9777-9784, 2014. Disponível em: <http://download.springer.com/static/pdf/323/art%253A10.1007%252Fs11356-014-2918-4.pdf?auth66=1417929928_1b31b248ac1135f92a9607d96bacd102&ext=.pdf>. Acesso em: 7 jul. 2014. ARAÚJO, K. C. F.; VARELA, H.; SILVA, D. R.; MARTÍNEZ-HUITLE, C. A. Efeito da Razão Água/Ácido Sulfúrico na Eletroquímica de Superfícies de Diamante. In: REUNIÃO ANUAL DA SOCIEDADE BRASILEIRA DE QUÍMICA, 37, 2014, Natal/RN. Anais... Natal: SBQ - Sociedade Brasileira de Química. Disponível em: <http://www.sbq.org.br/37ra/cdrom/resumos/T2382-1.pdf>. Acesso em: 05 set. 2014. ARSLAN-ALATON, I.; GURSOY, B. H.; SCHMIDT, J. E. Advanced Oxidation of Acid and Reactive Dyes: Effect of Fenton Treatment on Aerobic, Anoxic and Anaerobic Processes. Dyes and Pigments, v. 78, n.2, p. 117-130, 2007. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0143720807002318>. Acesso em: 10 ago. 2014. ARVAND, M.; SOHRABNEZHAD, SH.; MOUSAVI, M. F.; SHAMSIPUR, M.; ZANJANCHI, M. A. Electrochemical Study of Methylene Blue Incorporated Into Mordenite Type Zeolite and its Application for Amperometric Determination of Ascorbic Acid in Real Samples. Analytica Chimica Acta, v. 491, p. 193-201, 2003. Disponível em: <http://ac.els-cdn.com/S0003267003007906/1-s2.0-S0003267003007906-main.pdf?_tid=2a08a514-0cea-11e4-b421-00000aacb360&acdnat=1405516239_cf8910cfc8747808d359f57c36d9751e>. Acesso em: 16 jul. 2014. ASGHARI, A.; KAMALABADI, M.; FARZINIA, H. Electrochemical Removal of Methylene Blue from Aqueous Solutions Using Taguchi Experimental Design. Chemical and Biochemical Engineering Quarterly, v.26, n. 2, 2012. Disponível em: <http://hrcak.srce.hr/83971>. Acesso em: 16 jul. 2014. BOCK, C.; MACDOUGALL, B. The Influence of Metal Oxide Properties on the Oxidation of Organics. Journal of Electroanalytical Chemistry, v. 491, n. 1-2, p. 48-54, 2000. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0022072800002321>. Acesso em: 16 jul. 2014. BERTAZZOLI, R.; PELEGRINI, R. Descoloração e Degradação de Poluentes Orgânicos em Soluções Aquosas Através do Processo Fotoeletroquímico. Química Nova, v. 25, n. 3, p. 470-476, 2002. Disponível em: <http://www.scielo.br/scielo.php?pid=S0100-40422002000300022&script=sci_arttext>. Acesso em: 26 dez. 2014.

102
BRILLAS, E.; SIRÉS, I.; OTURAN, M. A. Electro-Fenton Process and Related Electrochemical Technologies Based on Fenton’s Reaction Chemistry. Chemical Reviews, v. 109, p. 6570-6631, 2009. Disponível em: <http://pubs.acs.org/doi/abs/10.1021/cr900136g?journalCode=chreay>. Acesso em: 16 jul. 2014. CARDOSO, N. F. Remoção do Corante Azul de Metileno de Efluentes Aquosos utilizando Casca de Pinhão in Natura e Carbonizada como Adsorvente. 2010. 42f. Dissertação (Mestrado em Química) - Programa de Pós-Graduação em Química, Universidade Federal do Rio Grande do Sul, 2010. Disponível em: <http://www.dominiopublico.gov.br/download/texto/cp134552.pdf>. Acesso em: 16 dez. 2014. CARVALHO, A. D.; SILVA, D. R.; FERNANDES, N. S.; MARTÍNEZ-HUITLE, C. A. Eletroquímica Ambiental: Oxidação Eletroquímica como Alternativa na Remoção de Corantes Dissolvidos em Águas. In: REUNIÃO ANUAL DA SBPC, 62, 2010, Natal/RN. Anais... Natal: SBPC - Sociedade Brasileira para o Progresso da Ciência. Disponível: <www.sbpcnet.org.br/livro/62ra/resumos/resumos/2764.htm>. Acesso em: 13 set. 2014. CATANHO, M.; MALPASS, R. P.; MOTHEO, A. J. Avaliação dos Tratamentos Eletroquímico e Fotoeletroquímico na Degradação de Corantes Têxteis. Química Nova, v. 29, n. 5, p. 983-989, 2006. Disponível em: <http://www.scielo.br/pdf/qn/v29n5/31061.pdf>. Acesso em: 10 ago. 2014. CETESB - Companhia Ambiental do Estado de São Paulo. Disponível em: <http://www.cetesb.sp.gov.br/userfiles/file/agua/aguas-superficiais/aguas-interiores/variaveis/aguas/variaveis_quimicas/carbono_organico_dissolvido_e_carbono_organico_total.pdf>. CHEN, G. Electrochemical Technologies in Wastewater Treatment. Separation and Purification Technology, v. 38, n. 1, p. 11-41, 2004. Disponível em: <http://www.sciencedirect.com/science/article/pii/S1383586603002636>. Acesso em: 13 set. 2014. COMNINELLIS, C. Electrocatalysis in the Electrochemical Conversion/Combustion of Organic Pollutants for Waste Water Treatment. Electrochimica Acta, v. 39, n. 11-12, p. 1857-1862, 1994. Disponível em: <http://ac.els-cdn.com/0013468694851751/1-s2.0-0013468694851751-main.pdf?_tid=14f8b724-9acd-11e4-8ada-00000aab0f02&acdnat=1421116813_5da4c34b0763a199de783f3b4537d63d>. Acesso em: 13 set. 2014. COMNINELLIS, C.; PULGARIN, C. Electrochemical Oxidation of Phenol for Wastewater Treatment using SNO2 Anodes. Journal of Applied Electrochemistry, v.23, n. 2, p. 108-112, 1993. Disponível em: <http://www.springerlink.com/content/j7w83248q7l8860n/>. Acesso em: 13 set. 2014.

103
CONAMA - Conselho Nacional de Meio Ambiente. Resolução CONAMA Nº 001, de 23 de janeiro de 1986. Disponível em: <http://www.mma.gov.br/port/conama/res/res86/res0186.html>. Acesso em: 26 ago. 2014. CONAMA - Conselho Nacional de Meio Ambiente. Resolução CONAMA Nº 430, de 13 de maio de 2011. Disponível em: <http://www.mma.gov.br/port/conama/res/res11/res43011.pdf>. Acesso em: 26 ago. 2014. CONAMA - Conselho Nacional de Meio Ambiente. Resolução CONAMA Nº 357, de 17 de março de 2005. Disponível em: <http://www.mma.gov.br/port/conama/legiabre.cfm?codlegi=459>. Acesso em: 14 jan. 2015. COSERN - Companhia Energética do Rio Grande do Norte. Resolução homologatória ANEEL Nº 1.512/2014. COSTA, A. C. R.; ROCHA, E. R. P. Panorama da Cadeia Produtiva Têxtil e de Confecções e a Questão da Inovação. BNDES Setorial, n. 29, p. 159-202, 2009. Disponível em: <http://www.bndes.gov.br/SiteBNDES/export/sites/default/bndes_pt/Galerias/Arquivos/conhecimento/bnset/Set2905.pdf>. Acesso em: 11 set. 2014. COUTO JUNIOR, O. M.; BARROS, M. A. S. D.; PEREIRA, N. C. Study on Coagulation and Flocculation for Treating Effluents of Textile Industry. Acta Scientiarum, v. 35, n. 1, p. 83-88, 2013. Disponível em: <http://periodicos.uem.br/ojs/index.php/ActaSciTechnol/article/viewFile/11685/pdf>. Acesso em: 09 ago. 2014. DANESHVAR, N.; ABER, S.; VATANPOUR, V.; RASOULIFARD, M. H. Electro-Fenton Treatment of Dye Solution Containing Orange II: Influence of Operational Parameters. Journal of Electroanalytical Chemistry, v. 615, n. 2, p. 165-174, 2008. Disponível em: <http://www.sciencedirect.com/science/article/pii/S002207280700589X>. Acesso em: 02 jan. 2015. FAN, L.; ZHOU, Y.; YANG, W.; CHEN, G.; YANG, F. Electrochemical Degradation of Amaranth Aqueous Solution on ACF. Journal of Hazardous Materials, v. 137, n. 2, p. 1182-1188, 2006. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0304389406003414>. Acesso em: 7 jul. 2014. FAN, L.; ZHOU, Y.; YANG, W.; CHEN, G.; YANG, F. Electrochemical Degradation of Amaranth Aqueous Solution on ACF. Journal of Hazardous Materials, v. 137, n. 2, p. 1182-1188, 2006. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0304389406003414>. Acesso em: 7 jul. 2014.

104
FERREIRA, M. B.; ROCHA, J. H. B.; MELO, J. V.; MARTINEZ-HUITLE, C. A.; ALFARO, M. A. Q. Use of a Dual Arrangement of Flow Cells for Electrochemical Decontamination of Aqueous Solutions Containing Synthetic Dyes. Electrocatalysis, v. 4, p. 274-282, 2013. Disponível em: <http://download.springer.com/static/pdf/156/art%253A10.1007%252Fs12678-013-0143-4.pdf?auth66=1420270899_081727359ae86f8fd8db0761b510b00e&ext=.pdf>. Acesso em: 28 dez. 2014. FOCKEDEY, E.; VAN LIERDE, A. Coupling of Anodic and Cathodic Reactions for Phenol Electro-Oxidation using Three-Dimensional Electrodes. Water Research, v. 36, n. 16, p. 4169-4175, 2002. Disponível em: <http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6V73-45J8XKY-5&_user=687335&_coverDate=09%2F30%2F2002&_rdoc=1&_fmt=high&_orig=gateway& _origin=gateway&_sort=d&_docanchor=&view=c&_acct=C000037878&_version=1&_urlV ersion=0&_userid=687335&md5=a66a2b89136124edbccbb658731da0d5&searchtype=a>. Acesso em: 28 ago. 2014. FONSECA, J. C. L.; SILVA, M. R. A.; BAUTITZ, I. R.; NOGUEIRA, R. F. P.; MARCHI, M. R. R. Avaliação da Confiabilidade Analítica das Determinações de Carbono Orgânico Total (COT). Eclética Química, v. 31, n. 3, p. 47-52, 2006. Disponível em: <http://www.scielo.br/scielo.php?pid=S0100-46702006000300006&script=sci_arttext>. Acesso em: 28 dez. 2014. FREIRE, F. B.; FREITAS, S. I. Avaliação da Remoção de Cor de um Efluente Têxtil Sintético. Engenharia Ambiental, v. 7, n. 3, p. 241-249, 2010. Disponível em: <http://www.google.com.br/url?sa=t&rct=j&q=&esrc=s&source=web&cd=7&ved=0CEgQFjAG&url=http%3A%2F%2Fferramentas.unipinhal.edu.br%2Fojs%2Fengenhariaambiental%2Finclude%2Fgetdoc.php%3Fid%3D1303%26article%3D452%26mode%3Dpdf&ei=d1I3VOK-A5eQsQSYuYGoBw&usg=AFQjCNEmozyzHlFNDabFQoF6S_vm1hveoQ>. Acesso em: 13 set. 2014. GALLA, U.; KRITZER, P.; BRINGMANN J.; SCHMIEDER, H. Process for Total Degradation of Organic Wastes by Mediated Electrooxidation. Chemical Engineering Technology, v. 23, n. 3, p. 230-233, 2000. Disponível em: <http://onlinelibrary.wiley.com/doi/10.1002/(SICI)1521-4125(200003)23:3%3C230::AIDCEAT230% 3E3.0.CO;2-3/pdf>. Acesso em: 13 set. 2014. GIORDANO G.; BARBOSA FILHO, O. O Processo Eletrolítico Aplicado ao Saneamento Ambiental de Balneários. In: CONGRESSO INTERAMERICANO DE ENGENHARIA SANITÁRIA E AMBIENTAL, 27, 2000, Porto Alegre. Anais... Porto Alegre: ABES - Associação Brasileira de Engenharia Sanitária e Ambiental. Disponível em: < http://www.bvsde.paho.org/bvsaidis/aresidua/i-055.pdf >. Acesso em: 02 jan. 2015.

105
GOLDANI, E. Corantes: As Cores e o seu Fascínio na Sociedade. Periódico Tchê Química, v. 2, n.1, p. 61-66, 2005. Disponível em: <http://www.deboni.he.com.br/revista3p.pdf>. Acesso em: 26 dez. 2014. GOLOB, V.; VINDER, A.; SIMONIC, M. Efficiency of the Coagulation/Flocculation Method for the Treatment of Dye Bath Effluents. Dyes and Pigments, n. 15, v. 67, p. 93-97, 2005. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0143720804002724#>. Acesso em: 09 ago. 2014. GOMES, E. A. Tratamento Combinado da Água Produzida de Petróleo por Eletroflotação e Processo Fenton. 2009. 95f. Dissertação (Mestrado em Engenharia de Processos) - Programa de Pós-Graduação em Engenharia de Processos. Universidade Tiradentes, Aracaju, 2009. GRZECHULSKA, J.; MORAWSKI, A. W. Photocatalytic Decomposition of Azo-Dye Acid Black 1 in Water Over Modified Titanium Dioxide. Applied Catalysis B: Environmental, v. 36, p. 45-51, 2002. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0926337301002752>. Acesso em: 14 jan. 2015. GUARATINI, C. C. I.; ZANONI, M. V. B. Corantes Têxteis. Química Nova, v. 23, n. 1, p. 71-78, 2000. Disponível em: <http://www.scielo.br/scielo.php?pid=S0100- 40422000000100013&script=sci_arttext&tlng=e>. Acesso em: 25 ago. 2014. GUERCIO, M. J.; BELLEN, H. M. V. Meio Ambiente e Indústria Têxtil: Um Estudo sobre a Aplicação de Ferramentas de Gestão Ambiental no Estado de Santa Catarina e sua Repercussão sobre a Imagem das Empresas. In: Encontro Da ANPPAS, 3, 2006, Brasília/DF. Anais... Brasília: encontro da ANPPAS. Disponível em: <http://www.anppas.org.br/encontro_anual/encontro3/arquivos/TA293-06032006-112512.DOC>. Acesso em: 10 set. 2014. HATTORI, S.; DOI, M.; TAKAHASHI, E.; KUROSU, T.; NARA, M.; NAKAMATSU, S.; NISHIKI, Y.; FURUTA, T.; IDA, M. J. Electrolytic Decomposition of Amaranth Dyestuff using Diamond Electrodes. Journal of Applied Electrochemistry, v. 33, n. 1, p. 85-91, 2003. Disponível em: <http://link.springer.com/article/10.1023%2FA%3A1022945714152>. Acesso em: 25 dez. 2014. HASSEMER, M. E. N.; SENS, M. L. Tratamento do Efluente de uma Indústria Têxtil. Processo Físico-Químico com Ozônio e Coagulação/Floculação. Engenharia Sanitária e Ambiental, v. 7, n. 1-2, p. 30-36, 2002. Disponível em: <http://www.abes-dn.org.br/publicacoes/engenharia/resaonline/v7n12/v7n12a01.pdf> Acesso em: 05 set. 2014.

106
HIGA, M. C. Aplicação de Ensaios de Toxicidade na Avaliação da Eficiência da Radiação Ionizante e da Adsorção em Zeólitas para o Tratamento de Efluentes Coloridos. 2008. 93f. Dissertação (Mestrado em Ciências em Tecnologia Nuclear) - Programa de Pós-Graduação do Instituto de Pesquisas Energéticas e Nucleares. Universidade de São Paulo, São Paulo, 2008. Disponível em: <http://www.teses.usp.br/teses/disponiveis/85/85131/tde-15092009-173013/pt-br.php>. Acesso em: 25 ago. 2014. HIRATUKA, C.; VIANA, C.; ARAÚJO, R. D.; MELLO, C. H.; ULHARUZO, C. G. Relatório de Acompanhamento Setorial Têxtil e Confecção. Agência Brasileira de Desenvolvimento Industrial (ABDI) e o Núcleo de Economia Industrial e da Tecnologia do Instituto de Economia da Universidade Estadual de Campinas (UNICAMP), v. 1, 2008. Disponível em: <http://www.abdi.com.br/Estudo/textil%20e%20confeccao%20junho%2008.pdf>. Acesso: 03 ago. 2014. HUANG, F.; CHEN, L.; WANG, H.; YAN, Z. Analysis of the Degradation Mechanism of Methylene Blue by Atmospheric Pressure Dielectric Barrier Discharge Plasma. Chemical Engineering Journal, v. 162, p. 250-256, 2010. Disponível em: <http://www.sciencedirect.com/science/article/pii/S1385894710004808>. Acesso: 03 ago. 2014. IDEMA - Instituto de Desenvolvimento e Meio Ambiente. Disponível em: <http://www.idema.rn.gov.br>. Acesso em: 14 jan. 2015. IEMI - Instituto de Estudos e Marketing Industrial. Relatório Setorial da Indústria Têxtil Brasileira. São Paulo: Instituto de Estudos de Marketing Industrial, Brasil Têxtil, 2010. Disponível em: <www.iemi.com.br>. Acesso em: 15 jul. 2014. JESUS, H. C.; RUSSO, C. M.; ZANEZI, E. R. L.; BETIM, F. S. Influencia da Densidade de Corrente na Eletrocoagulação de Lixiviado de Aterro Sanitário. In: Reunião Anual da Sociedade Brasileira de Química, 34, 2011, Florianópolis. Anais... Florianópolis: RASBQ - Reunião Anual da Sociedade Brasileira de Química. Disponível em: <http://sec.sbq.org.br/cdrom/34ra/resumos/T1989-2.pdf>. Acesso em: 10 ago. 2014. KRSTAJK, N.; NAKIC, V.; SPASOJEVIC, M. Hypochlorite Production II. Direct Electrolysis in a Cell Divided by Anionic Membrane. Journal of Applied Electrochemistry, v. 21, p. 637-641, 1991. Disponível em: <http://download.springer.com/static/pdf/985/art%253A10.1007%252FBF01024853.pdf?auth66=1420006874_5127c981c6bd2a82ba625d61f4013071&ext=.pdf>. Acesso em: 26 dez. 2014.

107
KRSTAJK, N.; NAKIC, V.; SPASOJEVIC, M. Hypochlorite Production I. A Model of the Cathodic Reaction. Journal of Applied Electrochemistry, v. 17, p. 77-81, 1987. Disponível em: <http://download.springer.com/static/pdf/861/art%253A10.1007%252FBF01009133.pdf?auth66=1420006511_2386d9a879eec3c43765a8c2cf80f98d&ext=.pdf>. Acesso em: 26 dez. 2014. KUNZ, A.; PERALTA-ZAMORA, P.; MORAES, S. G.; DURÁN, N. Novas Tendências no Tratamento de Efluentes Têxteis. Química Nova, v. 25, n. 1, p. 78-82, 2002. Disponível em: <http://www.scielo.br/pdf/qn/v25n1/10428.pdf>. Acesso em: 10 ago. 2014. LAMBERT, J.; VEGA, M. M.; ISARAIN-CHAVEZ, E.; PERALTA-HERNANDEZ, J. M. Ozone and Electrocoagulation Processes for Treatment of Dye in Leather Industry Wastewater: A Comparative Study. International Journal of Emerging Technology and Advanced Engineering, v. 3, n. 7, 2013. LADCHUMANANANDASIVAM, R. Processos Químicos Têxteis. 2008. 160f. Apostila usada no Curso de Engenharia Têxtil - Departamento de Engenharia de Produção e Têxtil, Universidade Federal do Rio Grande do Norte, Natal, 2008. Disponível em: <http://www.academia.edu/5804371/PROCESSOS_QUIMICOS_TEXTEIS_Tingimento_Textil_-_Volume_III_NaO_3_S_NH_2_OH_SO_3_Na_OMe_OMe_N_N_N_N_SO_3_Na_SO_3_Na_OH_NH_2_UNIVERSIDADE_FEDERAL_DO_RIO_GRANDE_DO_NORTE_CENTRO_DE_TECNOLOGIA>. Acesso em: 11 set. 2014. LIMA, L. Degradação de Corantes Reativos Via Processo Fotoeletroquímico Aplicado na Presença de Eletrodo de Titânio Modificado: Estudo da Potencialidade na Remediação de Efluentes Têxteis. 2002. 82f. Dissertação (Mestre em Química) - Programa de Pós-Graduação em Química. Universidade Federal do Paraná, Curitiba, 2002. Disponível em: <http://dspace.c3sl.ufpr.br/dspace/bitstream/handle/1884/29562/D%20-%20LIDIA%20LIMA.pdf?sequence=1>. Acesso em: 09 ago. 2014. LIN, S. H.; PENG, C. F. Treatment of Textile Wastewaters by Electrochemical Method. Water Research, v. 28, p. 277-282, 1994. Disponível em: <http://www.sciencedirect.com/science/article/pii/004313549490264X>. Acesso em: 19 dez. 2014. LOPEZ-GRIMAU, V.; GUTIERREZ, M. C. Decolorisation of Simulated Reactive Dyebath Effluents by Electrochemical Oxidation Assisted by UV Light. Chemosphere, v. 62, p. 106-112, 2006. MALPASS, G. R. P.; MIWA, D. W.; MACHADO, S. A. S.; MOTHEO, A. J. Decolourisation of Real Textile Waste using Electrochemical Techniques: Effect of Electrode Composition. Journal of Hazardous Materials, v. 156, n. 1-3, p. 170-177, 2008. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0304389407017566>. Acesso em: 10 jan. 2015.

108
MANENTI, D. R.; BORBA, F. H.; MÓDENES, A. N.; ESPINOZA-QUIÑONES, F. R.; PALÁCIO, S. M.; VILAR, V. J. P.; BERGAMASCO, R. Avaliação do Desempenho de um Sistema de Tratamento Utilizando os Processos Eletrocoagulação e Foto-Fenton Integrados no Tratamento de um Efluente Têxtil. Engevista, v. 16, n. 3, p. 420-431, 2014. Disponível em: <http://www.uff.br/engevista/seer/index.php/engevista/article/viewArticle/519>. Acesso em: 14 jan. 2015. MARSELLI, B. Electrochemical Oxygen Transfer Reaction on Synthetic Boron-Doped Diamond thin Film Electrode. 2004. 216f. Tese (Doutorado em Ciências) - Institut des Sciences et Ingénierie Chimiques, École Polytechnique Fédérale de Lausanne, Lausanne, 2004. Disponível em: <http://infoscience.epfl.ch/record/33527/files/EPFL_TH3057.pdf>. Acesso em: 30 jun. 2015. MARTÍNEZ-HUITLE, C. A.; BRILLAS, E. Decontamination of Wastewaters Containing Synthetic Organic Dyes by Electrochemical Methods: A General Review. Applied Catalysis B: Environmental, v. 87, n. 3-4, p. 105-145, 2009. Disponível em: <http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6TF6-4TJ6FD2- 4&_user=687335&_coverDate=04%2F07%2F2009&_rdoc=1&_fmt=high&_orig=gateway&_origin=gateway&_sort=d&_docanchor=&view=c&_acct=C000037878&_version=1&_urlVersion=0&_userid=687335&md5=8c674c2b943373fb380c7c9933b3fca7&searchtype=a>. Acesso em: 10 ago. 2014. MARTÍNEZ-HUITLE, C. A.; FERRO, S.; BATTISTI, A. Electrochemical Incineration in the Presence of Halides. Electrochemical and Solid-State Letters, v. 8, n. 11, p. 35-39, 2005. Disponível em: <http://esl.ecsdl.org/content/8/11/D35.short>. Acesso em: 11 set. 2014. MARTÍNEZ-HUITLE, C. A.; FERRO, S. Electrochemical Oxidation of Organic Pollutants for the Wastewater Treatment: Direct and Indirect Processes. Chemical Society Reviews, v. 35, n. 12, p. 1324-1340, 2006. Disponível em: <http://pubs.rsc.org/en/Content/ArticleLanding/2006/CS/b517632h>. Acesso em: 11 set. 2014. MARTÍNEZ-HUITLE, C. A.; SANTOS, E. V.; ARAÚJO, D. M.; PANIZZA, M. Applicability of Diamond Electrode/Anode to the Electrochemical Treatment of a Real Textile Effluent. Journal of Electroanalytical Chemistry, v. 674, p. 103-107, 2012. Disponível em: <http://www.sciencedirect.com/science/article/pii/S1572665712000550>. Acesso em: 20 set. 2014. NAJE, A. S. Combination of Electrocoagulation and Electro-Oxidation Processes of Textile Wastewaters Treatment. Civil and Environmental Research, v. 3, n.13, 2013. Disponível em: <http://www.iiste.org/Journals/index.php/CER/article/view/9366>. Acesso em: 14 jan. 2015.

109
NAVA, J. L.; QUIROZ, M. A.; MARTÍNEZ-HUITLE, C. A. Electrochemical Treatment of Synthetic Wastewaters Containing Alphazurine A Dye: Role of Electrode Material in the Colour and COD Removal. Journal of the Mexican Chemical Society, v. 52, n. 4, p. 249-255, 2008. Disponível em: <http://www.scielo.org.mx/pdf/jmcs/v52n4/v52n4a4.pdf>. Acesso em: 14 jan. 2015. NBR ISO 14001: 2004 - Sistemas de Gestão Ambiental - Especificações e diretrizes para uso. OLIVEIRA, F. H.; OSUGI, M. E.; PASCHOAL, F. M. M.; PROFETI, D.; OLIVI, P.; ZANONI, M. V. B. Electrochemical Oxidation of an Acid Dye by Active Chlorine Generated using Ti/Sn(1−x)IrxO2 Electrodes. Journal of Applied Electrochemistry, v. 37, p. 583-592, 2007. Disponível em: <http://download.springer.com/static/pdf/428/art%253A10.1007%252Fs10800-006-9289-6.pdf?auth66=1421288350_820931b037434efd4b3f55986a449671&ext=.pdf>. Acesso em: 20 dez. 2014. OLIVEIRA, R. G.; FERNANDES, S. N.; MELO, J. V.; SILVA, D. R.; URGEGHE, C.; MARTÍNEZ-HUITLE, C.A. Electrocatalytic Properties of Ti-Supported Pt for Decolorizing and Removing Dye from Synthetic Textile Wastewaters. Chemical Engineering Journal, v. 168, p. 208-214, 2011. Disponível em: <http://www.sciencedirect.com/science/article/pii/S1385894711000064>. Acesso em: 20 dez. 2014. OLIVEIRA, S. P.; SILVA, W. L. L.; VIANA, R. R. Avaliação da Capacidade de Adsorção do Corante Azul de Metileno em Soluções Aquosas em Caulinita Natural e Intercalada com Acetato de Potássio. Cerâmica, v. 59, p. 338-344, 2013. Disponível em: <http://www.scielo.br/scielo.php?pid=S0366-69132013000200021&script=sci_arttext>. Acesso em: 20 set. 2014. OSUGI, M. E.; RAJESHWAR, K.; FERRAZ, E. R. A.; OLIVEIRA, D. P.; ARAUJO, A. R.; ZANONI, M. V. B. Comparison of Oxidation Efficiency of Disperse Dyes by Chemical and Photoelectrocatalytic Chlorination and Removal of Mutagenic Activity. Electrochimica Acta, v. 54, p. 2086-2093, 2009. Disponível em: <http://www.producao.usp.br/handle/BDPI/20236>. Acesso em: 20 dez. 2014. PANIZZA, M.; BARBUCCI, A.; RICOTTI, R.; CERISOLA, G. Electrochemical Degradation of Methylene Blue. Separation and Purification Technology, v. 54, p. 382-387, 2007. Disponível em: <http://www.sciencedirect.com/science/article/pii/S1383586606003455>. Acesso em: 17 jul. 2014. PANIZZA, M.; CERISOLA, G. Direct and Mediated Anodic Oxidation of Organics Pollutants. Chemical Review, v. 109, p. 6541-6569, 2009. Disponível em: <http://pubs.acs.org/doi/abs/10.1021/cr9001319>. Acesso em: 11 set. 2014.

110
PANIZZA, M.; BOCCA, C.; CERISOLA, G. Electrochemical Treatment of Wastewater Containing Polyaromatic Organic Pollutants. Water Research, v. 34, n. 9, p. 2601-2605, 2000. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0043135400001457>. Acesso em: 26 dez. 2014. PEIXOTO, A. L. C.; BRITO, R. A.; SALAZAR, R. F. S.; GUIMARÃES, O. L. C.; IZÁRIO FILHO, H. J. Predição da Demanda Química de Oxigênio em Chorume Maduro Contendo Reagente de Fenton, por Meio de Modelo Matemático Empírico Gerado com Planejamento Fatorial Completo. Química Nova, v. 31, n. 7, p. 1641-1647, 2008. Disponível em: <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-40422008000700008&lng=pt&nrm=iso&tlng=pt> Acesso em: 02 jan. 2015. PELEGRINO, R. L.; DI IGLIA, R. A.; SANCHES, C. G.; AVACA, L. A.; BERTAZZOLI, R. Comparative Study of Commercial Oxide Electrodes Performance in Electrochemical Degradation of Organics in Aqueous Solutions. Journal of the Brazilian Chemical Society, v. 13, n. 1, p. 60-65, 2002. Disponível em: <http://www.scielo.br/pdf/jbchs/v13n1/9491.pdf>. Acesso em: 29 dez. 2014. PERINI, B. L. B.; DREWS, J. L.; CUNHA, S. K. K.; KROHL, D. R.; SELLIN, N. Adsorção de Corantes de Efluente Têxtil por Resíduos da Bananicultura. In: CONGRESSO BRASILEIRO DE GESTÃO AMBIENTAL, 3, 2012, Goiânia/GO. Anais... Goiânia: IBEAS - Instituto Brasileiro de Estudos Ambientais. Disponível em: <http://www.ibeas.org.br/congresso/Trabalhos2012/II-015.pdf>. Acesso em: 11 set. 2014. PINHEIRO, A. S. Avaliação da toxicidade e Genotoxicidade de Corantes Azo Reativos Remazol Preto B e Remazol Alaranjado 3R e da eficácia da radiação com feixes de Elétrons na Redução da Cor e Efeitos Tóxicos. 2011. 123f. Tese (Doutorado em Ciências na Área de Tecnologia Nuclear) - Instituto de Pesquisas Energéticas e Nucleares, Universidade de São Paulo, São Paulo, 2011. Disponível em: <http://www.teses.usp.br/teses/disponiveis/85/85131/tde-02032012-135231/pt-br.php>. Acesso em: 23 set. 2014. RAJESHWAR, K.; IBANEZ, J.G.; SWAIN, G.M. Electrochemistry and the Environment. Journal of Applied Electrochemitry, v. 24, n. 11, p. 1077-1091, 1994. Disponível em: <http://link.springer.com/article/10.1007%2FBF00241305#page-1>. Acesso em: 11 set. 2014. ROCHA, J. H. B. Tecnologia Eletroquímica como Tratamento Alternativo de Efluentes Têxteis Sintéticos Utilizando Ânodos de Platina e Diamante. 2011. 87f. Dissertação (Mestrado em Química) - Programa de Pós-Graduação em Química, Universidade Federal do Rio Grande do Norte, Natal, 2011.

111
ROUSSY, J.; VOOREN, M. V.; DEMPSEY, B. A.; GUIBAL, E. Influence of Chitosan Characteristics on the Coagulation and the Flocculation of Bentonite Suspensions. Water Research, v. 39, n. 14, p. 3247-3258, 2005. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0043135405002939>. Acesso em: 09 ago. 2014. SALA, M.; GRIMAU-LÓPEZ, V.; BOUZÁN-GUTIÉRREZ, C. Photo-Electrochemical Treatment of Reactive Dyes in Wastewater and Reuse of the Effluent: Method Optimization. Materials, v. 7, p. 7349-7365, 2014. Disponível em: <http://www.researchgate.net/publication/268477468_Photo-Electrochemical_Treatment_of_Reactive_Dyes_in_Wastewater_and_Reuse_of_the_Effluent_Method_Optimization>. Acesso em: 02 jan. 2015. SAKALIS, A.; FYTIANOS, K.; NICKEL, U.; VOULGAROPOULOS, A. A. Comparative Study of Platinised Titanium and Niobe/Synthetic Diamond as Anodes in The Electrochemical Treatment of Textile Wastewater. Chemical Engineering Journal, v. 119, n. 2-3, p. 127-133, 2006. Disponível em: <http://www.sciencedirect.com/science/article/pii/S1385894706000817>. Acesso em: 03 ago. 2014 SALES SOLANO, A. M.; ROCHA, J. H. B.; SILVA, D. R.; MARTÍNEZ-HUITLE, C. A; ZHOU, M. Anodic Oxidation as Green Alternative for Removing Textile Dyes from Synthetic and Real Wastewaters. Oxidation Communications, v. 35, p. 751-758, 2012. Disponível em: <http://www.researchgate.net/publication/260247211_Anodic_oxidation_as_green_alternative_for_removing_textile_dyes_from_synthetic_and_real_wastewaters>. Acesso em: 20 set. 2014. SALLES, P. T. F.; PELEGRINI, N. N. B.; PELEGRINI, R. T. Tratamento Eletroquímico de Efluente Industrial Contendo Corantes Reativos. Engenharia Ambiental, v. 3, n. 2, p. 25-40, 2006. Disponível em: <http://www.researchgate.net/publication/228678641_Tratamento_eletroqumico_de_efluente_industrial_contendo_corantes_reativos>. Acesso em: 26 dez. 2014. SANTOS, J. F. M.; ALVES, P. A.; MALPASS, G. R. P.; MIWA, D. W.; MOTHEO, A. J. Estudo da Degradação de Corante Têxtil Azul Reativo por Métodos Eletroquímicos: Efeito do pH e Densidade de Corrente. In: REUNIÃO ANUAL DA SOCIEDADE BRASILEIRA DE QUÍMICA, 31, 2008, Águas de Lindóia/SP. Anais... Águas de Lindóia: SBQ - Sociedade Brasileira de Química. Disponível em: <http://sec.sbq.org.br/cdrom/31ra/resumos/T0797-2.pdf>. Acesso em: 01 dez. 2014. SCOTTI, R.; LIMA, E. C.; BENVENUTTI, E. V.; PIATNICKI, C. M. S.; DIAS, S. L. P.; GUSHIKEM, Y.; KUBOTA L. T. Azul de Metileno Imobilizado na Celulose/TiO2 e SiO2/TiO2: Propriedades Eletroquímicas e Planejamento Fatorial. Química Nova, v. 29, n. 2, p. 208-212, 2006. SDC - British Society of Dyers and Colorists. Disponível em: <http://www.sdc.org.uk/>. Acesso em: 05 jul. 2014.

112
SEBRAE - Serviço Brasileiro de Apoio às Micro e Pequenas Empresas; IPT - Instituto de Pesquisas Tecnológicas. O Desempenho da MPEs no Setor Têxtil-Confecção. Relatório de Pesquisa. 2001. SEGURA-GARCIA, S.; CENTELLAS, F.; ARIAS, C.; GARRIDO, J. A.; RODRÍGUEZ, R. M.; CABOT, P. L.; BRILLAS, E. Comparative Decolorization of Monoazo, Diazo and Triazo Dyes by Electro-Fenton Process. Electrochim Acta, v. 58, n. 30, p. 303-311, 2011. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0013468611014307>. Acesso em: 02 jan. 2015. SILVA, A. C.; CIUFFI, K. J.; NASSAR, E. J.; CALEFI, P. S.; FARIA, E. H. Adsorção do Corante Azul de Metileno em Caulinita Funcionalizada com β-alanina. In: ENCONTRO BRASILEIRO SOBRE ADSORÇÃO, 10, 2014, Guarujá/SP. Anais... Guarujá: EBA - Encontro Brasileiro sobre Adsorção. Disponível em: <http://www2.unifesp.br/home_diadema/eba2014/br/resumos/R0102-1.PDF>. Acesso em: 02 jul. 2014. SILVA, A. J. C. Tratamento Eletroquímico de Efluentes da Indústria de Petróleo. 2013. 77f. Dissertação (Mestrado de Ciências Naturais) - Programa de Pós-Graduação em Ciências Naturais. Universidade do Estado do Rio Grande do Norte, Mossoró, 2013. SILVA, G. H.; SILVA, G. L.; ABREU, C. A. M.; SILVA, V. L.; MOTTA, M. Estudo da Cinética de Adsorção de um Corante de Efluente de Indústria Têxtil por Argilas Esmectitas da Região do Araripe - PE. In: CONGRESSO BRASILEIRO DE ENGENHARIA SANITÁRIA E AMBIENTAL, 23, 2005, Campo Grande/MS. Anais... Campo Grande: ABES - Associação Brasileira de Engenharia Sanitária e Ambiental. Disponível em: <http://www.bvsde.paho.org/bvsacd/abes23/II-245.pdf>. Acesso em: 13 set. 2014. SILVA, K. K. O. S. Caracterização do Efluente Líquido no Processo do Beneficiamento do Índigo Têxtil. 2007. 156f. Dissertação (Mestrado em Engenharia Mecânica) - Programa de Pós-Graduação em Engenharia Mecânica. Universidade Federal do Rio Grande do Norte, Natal, 2007. Disponível em: <http://repositorio.ufrn.br:8080/jspui/bitstream/1/11191/1/KesiaKOSS.pdf>. Acesso em: 22 jul. 2014. SILVA, R. A.; ALVES, H. G.; VILAR, E. O. Estudo da Degradação Eletroquímica do Corante Azul de Metileno na Aplicação da Eletrooxidação Indireta. In: CONGRESSO NORTE-NORDESTE DE QUÍMICA, 4, 2011, Nata/RN. Anais... Natal: II Encontro Norte-Nordeste de Ensino de Química. Disponível em: <http://webcache.googleusercontent.com/search?q=cache:W95UaGNQEE8J:www.annq.org/congresso2011/arquivos/1300408858.pdf+&cd=1&hl=pt-BR&ct=clnk&gl=br&client=firefox-a>. Acesso em: 10 jul. 2014. SIMECS - Sindicato das Indústrias Metalúrgicas, Mecânicas e de Material Elétrico de Caxias do Sul. Orientador Meio Ambiente 2013. Comissão de Meio Ambiente. Disponível em: <http://www.simecs.com.br/download/orientadores/?Arquivo=Orientador+SIMECS+-+Meio+Ambiente+2013.pdf>. Acesso em: 13 set. 2014.
113
SIMOND, O.; SCHALLER, V.; COMNINELLIS, C. Theoretical Model for the Anodic Oxidation of Organics on Metal Oxide Electrodes. Electrochimica Acta, v. 42, n. 13-14, p. 2009-2012, 1997. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0013468697854758>. Acesso em: 13 jan. 2015. SINDITÊXTIL - Sindicado das Indústrias Têxteis do Estado de São Paulo. Guia Técnico Ambiental da Indústria Têxtil - Série P+L, 2009. SIRÉS, I.; BRILLAS, E.; OTURAN, M.A.; RODRIGO, M.A.; PANIZZA, M. Electrochemical Advanced Oxidation Processes: Today and Tomorrow. Environ Sci Pollut Res, v. 21, p. 8336-8367, 2014. Disponível em: <http://download-v2.springer.com/static/pdf/636/art%253A10.1007%252Fs11356-014-2783-1.pdf?token2=exp=1429717976~acl=%2Fstatic%2Fpdf%2F636%2Fart%25253A10.1007%25252Fs11356-014-2783-1.pdf*~hmac=c95b9159bae455517b7719cfa41c692a67405ff23c8abeea7c558b3ff8060cd7>. Acesso em: 13 jan. 2015. SOLANO, A. M. S. Aplicação da Tecnologia Eletroquímica como Alternativa para a Remoção de Corantes Têxteis em Efluentes Sintéticos e Reais Utilizando Anodos de Platina e Diamante. 2011. 87f. Dissertação (Mestrado em Química) - Programa de Pós-Graduação em Química. Universidade Federal do Rio Grande do Norte, Natal, 2011. Disponível em: <http://repositorio.ufrn.br:8080/jspui/handle/1/6928>. Acesso em: 02 jul. 2014. SOLANO, A. S.; ARAÚJO, C. K. C.; MELO, J. V.; PERALTA-HERNANDEZ, J. M.; SILVA, D. R.; MARTÍNEZ-HUITLE, C. A. Decontamination of Real Textile Industrial Effluent by Strong Oxidant Species Electrogenerated on Diamond Electrode: Viability and Disadvantages of this Electrochemical Technology. Applied Catalysis B: Environmental, v. 130-131, p. 112-120, 2013. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0926337312004997>. Acesso em: 05 set. 2014. SZPYRKOWICZ, L.; JUZZOLINO, C.; KAUL, S.N. A Comparative Study on Oxidation of Disperse Dyes by Electrochemical Process, Ozone, Hypochlorite and Fenton Reagent. Water Research, v. 35, n. 9, p. 2129-2136, 2001. Disponível em: <http://www.sciencedirect.com/science/article/pii/S0043135400004875> Acesso em: 10 jan. 2015. TAVARES, M. G.; SILVA, L. V. A.; SOLANO, A. M. S.; TONHOLO, J.; MARTÍNEZ-HUITLE, C. A.; ZANTA, C. L. P. S. Electrochemical Oxidation of Methyl Red using Ti/Ru0,3Ti0,7O2 and Ti/Pt Anodes. Chemical Engineering Journal, v. 204-206, p. 141-150, 2012. Disponível em: <http://ac.els-cdn.com/S1385894712009473/1-s2.0-S1385894712009473-main.pdf?_tid=6c0861e0-7d72-11e4-a6ae-00000aacb35f&acdnat=1417889292_47f5411f4e066f6f0368000ae09ab488>. Acesso em: 10 jul. 2014.

114
TROMBINI, R. B.; OBARA-DOI, S. M. Remoção de Cor e Análises Físico-Química de Efluentes de Indústrias Têxteis Tratados com Ganoderma SPP. Revista F@pciência, v. 9, n. 12, p. 101-122, 2012. Disponível em: <http://www.fap.com.br/fapciencia/009/edicao_2012/012.pdf>. Acesso em: 7 jul. 2014. VALDES, H.; TARDÓN, R. F.; ZAROR, C. A. Eliminación de Colorantes Catiónicos usando Ozono, Zeolita Natural Y Ozono/Zeolita. Ingeniare. Revista Chilena de Ingeniería, v. 17, n.3, p. 360-364, 2009. Disponível em: <http://www.scielo.cl/scielo.php?script=sci_arttext&pid=S0718-33052009000300009&lng=es&nrm=iso&tlng=es>. Acesso em: 17 dez. 2014. VALENTE, J. P. S.; PADILHA, P. M.; SILVA, A. M. M. Oxigênio Dissolvido (OD), Demanda Bioquímica de Oxigênio (DBO) e Demanda Química de Oxigênio (DQO) como Parâmetros de Poluição no Ribeirão Lavapés/Botucatu - SP. Eclética Química, v. 22, p. 49-66, 1997. Disponível em: <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-46701997000100005&lng=pt&nrm=iso&tlng=pt>. Acesso em: 02 jan. 2015. VARGAS-GONZÁLEZ, C.; SALAZAR, R.; SIRÉS, I. Electrochemical Treatment of Acid Red 1 by Electro-Fenton and Photoelectro-Fenton Processes. Journal of Electrochemical Science and Engineering, 2014. Disponível em: <http://www.jese-online.org/Articles/OLF/jESE_0058_SI_EEC.pdf>. Acesso em: 11 jan. 2015. ZANONI, M. V. B.; CARNEIRO, P. A. O Descarte dos Corantes Têxteis. Ciência Hoje, v. 29, n. 174, p. 61-64, 2001. Disponível em: <http://cienciahoje.uol.com.br/revista-ch/revista-ch-2001/174/pdf_aberto/PRIMEIRA.PDF/>. Acesso em: 11 set. 2014. ZENGA, G. M.; HUANGA, X. L. J. H.; ZHANGA, C.; ZHOUA, C. F.; NIUA, J.; SHI L. J.; HEA, S. B.; LI, F. Micellar-Enhanced Ultrafiltration of Cadmium and Methylene Blue in Synthetic Wastewater using SDS. Journal of Hazardous Materials, v. 185, p. 1304-1310, 2011. XIAO, X.; ZHANG, F.; FENG, Z.; DENG, S.; WANG, Y. Adsorptive Removal and Kinetics of Methylene Blue from Aqueous Solution using Nio/MCM-41 Composite. Physica E: Low-dimensional Systems and Nanostructures, v. 65, p. 4-12, 2014. Disponível em: <http://www.sciencedirect.com/science/article/pii/S1386947714002999>. Acesso em: 13 set. 2014.





























