Embed Size (px)
Citation preview
1
UNIVERSIDAD TECNOLÓGICA DE TULA -TEPEJI
Organismo Público Descentralizado del Gobierno del Estado de Hidalgo
IIMMPPLLEEMMEENNTTAACCIIÓÓNN DDEE UUNN SSIISSTTEEMMAA DDEE BBOOMMBBEEOO AA BBAAJJAA PPRREESSIIÓÓNN,,
PPAARRAA PPRREEVVEENNIIRR LLAA CCOONNTTAAMMIINNAACCIIÓÓNN DDEELL PPRROODDUUCCTTOO
PROYECTO PROFESIONAL QUE PARA OBTENER EL TÍTULO DE:
INGENIERO EN MANTENIMIENTO INDUSTRIAL
PRESENTA:
ALBERTO AGUILAR MAYA
MAYO DE 2011

2
UNIVERSIDAD TECNOLÓGICA DE TULA -TEPEJI
Organismo Público Descentralizado del Gobierno del Estado de Hidalgo
IIMMPPLLEEMMEENNTTAACCIIÓÓNN DDEE UUNN SSIISSTTEEMMAA DDEE BBOOMMBBEEOO AA BBAAJJAA PPRREESSIIÓÓNN,,
PPAARRAA PPRREEVVEENNIIRR LLAA CCOONNTTAAMMIINNAACCIIÓÓNN DDEELL PPRROODDUUCCTTOO
PROYECTO PROFESIONAL QUE PARA OBTENER EL TÍTULO DE:
INGENIERO EN MANTENIMIENTO INDUSTRIAL
PRESENTA:
ALBERTO AGUILAR MAYA
ING. EDUARDO HERNÁNDEZ TOVAR
ASESOR ACADÉMICO
ING. ISMAEL CUREÑO PORTILLO
ASESOR INDUSTRIAL

3
AGRADECIMIENTOS
Una dedicatoria especial a mi familia, motor de mi vida, por su amor y apoyo
incondicional. A Alma Rosa, mi hijo, Madre y Hermanos. Agradezco a PPIILLGGRRIIMM´́SS
PPRRIIDDEE SS.. DDEE RR.. LL.. DDEE CC..VV.. por el apoyo y la confianza depositada para el
desarrollo y culminación de este Proyecto, ya que sin el apoyo de ellos no podría
haber sido posible esta etapa importante. Agradezco a mi asesor quien fue una
persona la cual me apoyo bastante durante el proceso de este proyecto, al igual a
mi asesor industrial quien me proporcionó todo el material necesario para el
desarrollo del mismo.

4
ÍNDICE
RESUMEN ......................................................................................................... 6
SUMMARY ........................................................................................................ 7
INTRODUCCIÓN ............................................................................................... 8
ANTECEDENTES .............................................................................................. 9
JUSTIFICACIÓN ............................................................................................. 11
PLANTEAMIENTO DEL PROBLEMA............................................................ 11
OBJETIVO GENERAL .................................................................................... 12
OBJETIVOS ESPECÍFICOS ........................................................................... 12
CAPÍTULO I MARCO TEÓRICO .................................................................. 13
1.1 HIDRÁULICA .......................................................................................... 17
1.1.1 HIDRÁULICA APLICADA .................................................................... 17
1.1.2 PROPIEDADES FÍSICAS DE LOS FLUIDOS ...................................... 18
1.2 TEOREMA DE PASCAL ......................................................................... 19
1.2.1 FLOTACIÓN DE CUERPOS. ............................................................... 19
1.3 PRINCIPIO DE ARQUÍMEDES ............................................................... 19
1.5 TIPOS DE MOVIMIENTO DE PARTÍCULAS LIQUIDAS. ....................... 22
1.5.1 GASTO O CAUDAL (Q) ....................................................................... 23
1.6 DETERMINACIÓN DE LA DEMANDA .................................................... 23
1.6.1 IMPORTANCIA DE LA DETERMINACIÓN DE LA DEMANDA ........... 24
1.6.1.1 SISTEMAS HIDRONEUMÁTICOS .................................................... 24
1.7 INGENIERÍA CONCEPTUAL DE I&C ..................................................... 27
1.7.1 AUTOMATIZACIÓN INDUSTRIAL ....................................................... 28
1.8 NIVEL DE CONTROL .............................................................................. 32
1.8.1 NIVEL DE CAMPO ............................................................................... 32
1.8.2 SISTEMAS DE CONTROL ................................................................... 32
1.9 SISTEMA DE CONTROL EN LAZO ABIERTO ....................................... 35
1.9.1 SISTEMA DE CONTROL EN LAZO CERRADO .................................. 35
1.9.2 CONTROLADORES LÓGICOS PROGRAMABLES ........................... 35
1.9.3 DESCRIPCIÓN DE UN PLC ................................................................. 36
1.9.4 CAMPOS DE APLICACIÓN DEL PLC ................................................. 37
1.9.5 EJEMPLOS DE APLICACIONES DE UN PLC .................................... 38
1.9.6 CLASIFICACIÓN DE LOS INSTRUMENTOS INDUSTRIALES ........... 39
1.9.7 INGENIERÍA DEL SISTEMA DE CONTROL ....................................... 40
1.9.8 INGENIERÍA DE MONTAJE O INSTALACIÓN.................................... 41
5
CAPÍTULO II SITUACIÓN ACTUAL DEL PLANTEAMIENTO DEL
PROBLEMA ............................................................................................... 42
2.1 ESTUDIO DE ÁREAS INVOLUCRADAS DEL SEGUNDO PROCESO . 42
2.1.1 DESHUESADO ..................................................................................... 42
2.1.2 PARTIDO .............................................................................................. 47
2.1.3 EMPLAYADO ....................................................................................... 50
2.1.4 INYECTADO ......................................................................................... 53
2.1.5 EVISCERACIÓN ................................................................................... 57
CAPÍTULO III PROPUESTA DE SOLUCIÓN AL PLANTEAMIENTO DEL
PROBLEMA ............................................................................................... 62
3.1 DESARROLLO ......................................................................................... 62
3.2 CAPACIDAD DEL SISTEMA .................................................................. 70
3.2.1 ECUACIÓN DE BERNOULLI ............................................................... 73
CAPÍTULO IV ESTUDIO COSTO BENEFICIO .......................................... 81
RECOMENDACIONES .............................................................................. 83
CONCLUSIONES ....................................................................................... 84
ANEXOS .................................................................................................... 85
ANEXO I. Orden de mantenimiento………………………………..85
ANEXO II. Sistema a alta presión…………………………………..86
ANEXO III. Sistema a baja presión……………………………......86
ANEXO IV Valor resistivo del pt100…………………………….....87
GLOSARIO ................................................................................................ 88
BIBLIOGRAFÍA Y FUENTES DE INFORMACIÓN .................................... 90
INDICE DE MATERIAL GRÁFICO............................................................. 91

6
RESUMEN
La presente implementación de sistema de bombeo a baja presión, tiene un
objetivo inmediato, el cual es limpiar las áreas durante proceso, con este sistema
se busca disminuir la contaminación del producto, ya que la limpieza se realiza
con alta presión, lo cual genera demasiada condensación y un salpique múltiple de
agua en el producto. Se pretende disminuir la presión de 500psi a 200psi y la
interacción e integración de una cuarta bomba con la cual generar las 200psi para
poder lavar con esta presión durante el proceso y lavar con alta presión cuando el
departamento de limpieza entre a laborar emplee (500psi), controlar la
temperatura del agua, al igual alternar el funcionamiento de las bombas, es decir,
tener operando una bomba una cierta cantidad de horas y al término de su
periodo, arrancar automáticamente la siguiente bomba y tener este proceso
trabajando cuando se esté operando con alta presión.

7
SUMMARY
The present implementation of system of pumping to low pressure, has an
immediate objective, which is to clean the areas during process, with this system
looks for to diminish the contamination of the product, since the cleaning is made
with high pressure, which generates too much condensation and a multiple water
splash in the product. It is tried to diminish the pressure of 500psi to 200psi and
the interaction and integration of one fourth pump with which to generate 200psi to
be able to wash with this pressure during the process and to wash with high
pressure when the department of cleaning between a to toil uses (500psi), to
control the temperature of the water, to the equal one to alternate the operation of
the pumps, that is to say, to have operating a pump a certain amount of hours and
at the end of their period, to take the following pump automatically and to have this
process working when one is operating with high pressure.

8
INTRODUCCIÓN
El presente Proyecto se integra de acuerdo a las actividades que se desarrollan
dentro de la Empresa para mejorar la capacidad competitiva de las áreas de
proceso, a través de la eliminación de todo tipo de “pérdidas” que se presentan en
el uso de los recursos, todo esto con la contribución de los integrantes de la
misma.
El sistema de agua a baja presión es un medio en donde cada uno de los
elementos que lo constituyen, contribuye al ahorro y disminución de pérdidas de
las operaciones dentro la empresa, a lo largo de los capítulos se toman aspectos
de gran importancia como el estudio de la áreas de segundo proceso, donde
prácticamente radica la mayor afluencia del producto, es decir, donde pasa de la
materia prima original a su transformación terminando en un producto final, estas
áreas son de gran transición.
El estudio de las caídas de presión en sus diferentes sectores de distribución
(tubería) obtenemos el total de la fricción que se lleva a cabo dentro de la tubería,
tomando así en cuenta el costo beneficio que se obtiene mediante el uso de los
metros cúbicos consumidos anualmente .

9
ANTECEDENTES
Pilgrim´s Pride es una empresa comprometida de manera muy notable con la
calidad y los requerimientos de sus clientes en la cual hace participes al personal
productivo, a los departamentos de mantenimiento de las plantas y equipos que
integran esta empresa de la industria alimenticia. La meta de este proyecto es
incrementar notablemente la productividad y concientizar más a sus trabajadores
con la satisfacción de un buen trabajo realizado. El sistema de la calidad lo
refuerza constantemente la empresa, pues emplea muchas técnicas y
herramientas en común, como la delegación de funciones y responsabilidades
cada vez más altas en los trabajadores, la comparación competitiva, así como la
documentación de los procesos para su mejoramiento y optimización. Este texto
describe a detalle y valora cualidades y refuerza sus debilidades de sus
trabajadores y discute sus procedimientos de implementación para mantener una
competitividad alta y se mantenga en el gusto de sus clientes.
MISIÓN
"Exceder las expectativas de nuestros clientes todos los días".
VISIÓN
"Ser una empresa de alimentos de clase mundial... aún mejor que la mejor".
Comprometidos con la más alta calidad y servicio para satisfacer las necesidades
de nuestros clientes y consumidores, basados en el trabajo en equipo y en la
creatividad de nuestra gente.
10
POLÍTICA DE CALIDAD
Las plantas de procesamiento Pilgrim's Pride son establecimientos Tipo de
Inspección Federal (TIF). Todos los que trabajamos en ellas, tenemos el
compromiso de cumplir con los más altos requerimientos en los aspectos de
seguridad alimentaria e industrial, inocuidad, medio ambiente, calidad y mejora
continua para ofrecer a nuestros clientes y consumidores un producto que cumpla
día con día sus requisitos.
Esto implica que todo el personal realizará su trabajo bajo el cumplimiento de las
normas oficiales mexicanas, lineamientos y procedimientos necesarios para la
producción y embarque de los alimentos inocuos de la más alta calidad, que nos
conduce a ser una empresa de clase mundial.
VALORES
Operacionales
Trascendentales
Servicio Justicia
Trabajo en equipo Honestidad
Seguridad Respeto
Integridad

11
PLANTEAMIENTO DEL PROBLEMA
Actualmente el Producto presenta frecuente exposición a contaminarse originada
por condensación y por salpicado, esto genera incertidumbre en el área de calidad
y proceso, no se controla del todo esta situación (salpicado, condensado,
humedad), por lo que es importen mencionar que es prioridad de la empresa
mantener la inocuidad del producto; como es una empresa del sector
agroindustrial es uno de sus puntos importantes de mantener lo que causa
retrabajos, paros en el Proceso, incremento en el Costo de Producción, baja
productividad y retraso en los pedidos.
JUSTIFICACIÓN
El presente Proyecto se justifica por los siguientes Beneficios:
Reducir la contaminación del producto
Cumplir con los requerimientos de Sagarpa
Eliminar los retrabajos
Reducir paros
Disminuir costos.

12
OBJETIVO GENERAL
Implementar un sistema de bombeo a baja presión para reducir la contaminación
en el producto, con el apoyo del departamento de mantenimiento y producción,
durante el periodo definido permitido por las áreas involucradas.
OBJETIVOS ESPECÍFICOS
Disminuir los costos de consumo de agua y mitigar su efecto en las áreas
de segundo proceso.
Disminuir la extracción de agua de los pozos
Reducir los tiempos muerto por averías ocasionadas por humedad
Habilitar un sistema de bombeo de fácil manejo para el operador.
Mantener la inocuidad del producto.

13
CAPÍTULO I MARCO TEÓRICO
Los fluidos desempeñan un interés excepcional en la técnica y en primer lugar el
agua y el aire: sin el estudio del primero no se puede dar un paso en la
oceanografía, ingeniería naval, canalizaciones y conducciones hidráulicas,
estructuras hidráulicas, aprovechamiento de la energía hidráulica, estaciones de
bombeo, etc., sin el estudio del segundo es imposible la aeronáutica,
meteorología, refrigeración y aire acondicionado, control y transmisión neumática,
aire comprimido, etc. Otros fluidos importantes son los combustibles (motores
térmicos), los lubricantes (rendimiento mecánico de las máquinas), los
refrigerantes fluidos, etc.
Los conductos que se utilizan para transportar fluidos son de dos clases:
Conductos cerrados o tuberías en los cuales el fluido se encuentra bajo
presión o depresión;
Conductos abiertos o canales (acueductos, canales de riego, ríos, etc.).
El cálculo de la resistencia o pérdida de carga en las dos clases de conductos
presenta problemas análogos; pero la pérdida de carga en canales, por el hecho
de presentar éstos una superficie libre y formas comúnmente más irregulares.

14
Las pérdidas de carga en las tuberías son de dos clases: primarias y secundarias.
Las pérdidas primarias son las pérdidas de superficie en el contacto del fluido con
la tubería (capa límite), rozamiento de unas capas de fluido con otras (régimen
laminar) o de las partículas de fluido entre sí (régimen turbulento).
Tienen lugar en flujo uniforme, por tanto principalmente en los tramos de tubería
de sección constante.
Las pérdidas secundarias son las pérdidas de forma, que tienen lugar en las
transiciones (estrechamientos o expansiones de la corriente), codos, válvulas, y en
toda clase de accesorios de tubería.
Los conductos abiertos generalmente transportan agua; pero a veces se utilizan
para transportar otros líquidos también.
Sin embargo las fórmulas, tablas y ábacos existentes se han obtenido mediante
experimentos hechos con canales de agua.
La aplicación a otros líquidos hay que hacerla con precaución.
El flujo en un canal puede ser uniforme y no uniforme. En los tramos de suficiente
longitud, de pendiente constante y sección transversal constante el flujo
automáticamente se hace uniforme.

15
En los tramos donde varía la pendiente o la sección transversal el flujo deja de ser
uniforme. Así en la Fig. 1 en el tramo B-C la pendiente del canal varía. El flujo es
uniforme solo en los tramos A-B y C-D.
Fig. 1 Corriente en un canal.

16
Fig. 2 Dos tipos de pérdidas en un codo.
En el codo que se representa en la Fig. 2 a se originan dos tipos de pérdidas:
Las producidas por la fuerza centrífuga que origina un flujo secundario (Fig.
11-7h) que se superpone al flujo principal y que intensifica el rozamiento.
Las producidas por la separación que se produce en las zonas (Fig. 2).

17
El flujo secundario se evita casi por completo con alabes directrices, cuya forma
de perfil aerodinámico se representa en la Fig. 2c. Esta solución es cara y no se
emplea más que en casos especiales.
1.1 Hidráulica
La Hidráulica se puede dividir en: General o teórica. Hidrostática, Hidráulica
Hidrodinámica Aplicada o Hidrotecnia. La Hidrostática estudia las propiedades de
los fluidos en reposo y la hidrodinámica tiene por objetivo el estudio de los líquidos
en movimiento.
1.1.1 Hidráulica Aplicada.
Sistemas de abastecimiento de agua, hidráulica urbana sistema de alcantarillado
sanitario, sistema de desagüe pluvial, drenaje de áreas, hidráulica rural o agrícola
riego o irrigación, drenaje, hidráulica fluvial ríos, canales, hidráulica marítima
puertos, obras marítimas en general, instalaciones hidráulicas industriales,
técnicas hidrostáticas.

18
1.1.2 Propiedades Físicas de los Fluidos.
La materia ordinaria se presenta en alguno de los tres estados siguientes: sólido,
líquido o gaseoso. Existe un cuarto estado de la materia denominado plasma que
es esencialmente un gas ionizado con igual número de cargas positivas que
negativas. A los líquidos y gaseosos se les denomina fluidos. Característica
peculiar de un fluido es que no tienen forma propia, adquiriendo la del recipiente
que lo contiene.
Líquido:
− Toma la forma del recipiente
− Ocupa el máximo volumen permitido
− Incompresible
Gases:
− Se expanden hasta ocupar el volumen máximo
− Adoptan la forma del recipiente cerrado
− Compresible
Fluido:
−Sustancias que adoptan la forma del recipiente que los contiene
−No resisten esfuerzos tangentes
Las propiedades físicas de los fluidos, que permiten describir los aspectos más
importantes de la hidráulica son:
Peso específico es, el peso por unidad de volumen de una sustancia, sus
dimensiones son [FL−3]. También se le conoce como peso volumétrico.
Densidad de un fluido: se define como el cociente de su masa entre el
volumen que ocupa.

19
1.2 Teorema de Pascal
El Teorema de Pascal dice en cualquier punto, en el interior de un líquido en
reposo, la presión es igual en todas direcciones.
1.2.1 Flotación de Cuerpos.
Cuerpos flotantes son aquellos cuyos pesos son inferiores a los pesos de los
volúmenes de líquidos que ellos puedan desalojar al ser sumergidos en estos.
Efectivamente la fuerza ascendente que actúa sobre un cuerpo sumergido en un
fluido es simplemente el resultado de dos fuerzas hidrostáticas verticales: una, ka
(presión hidrostática) componente ascendente de la presión total ejercida por el
fluido sobre la superficie inferior del cuerpo, y la otra, ka componente descendente
de la presión total ejercida por el fluido sobre la superficie superior. Como la
presión unitaria aumenta con la profundidad, la componente ascendente es mayor
que la descendente, por tanto, la resultante es una fuerza ascendente o de
flotación.
1.3 Principio de Arquímedes
El Principio de Arquímedes afirma que todo cuerpo sumergido en un fluido
experimenta un empuje vertical y hacia arriba igual al peso de fluido desalojado.
La explicación del Principio de Arquímedes consta de dos partes como se indica
en las figuras: El estudio de las fuerzas sobre una porción de fluido en equilibrio
con el resto del fluido. La sustitución de dicha porción de fluido por un cuerpo
sólido de la misma forma y dimensiones.
20
Fig. 3 Principio de Arquímedes.
1.4 Cinemática de Líquidos
Es la parte de la Hidráulica que trata de las leyes físicas que gobiernan el
movimiento de los líquidos, principalmente el agua.
Suponiendo ahora que la partícula comienza a moverse y como debe obedecer a
las mismas leyes dinámicas de los sólidos, resulta precisa la aplicación de una
fuerza, para dar lugar a una aceleración y provocando así una velocidad, haciendo
que modifique su estado de reposo.

21
El único modo de aplicar una fuerza a la partícula consiste en modificar las
presiones que sobre la misma ejerce el líquido que lo rodea. Al movimiento de un
liquido (o fluido), se le llama flujo, un flujo liquido es una corriente líquida o sea un
desplazamiento en una determinada dirección de una masa líquida.
Los tres principios fundamentales que se aplican al flujo de líquidos; el principio de
conservación de la masa, a partir de la cual se establece la ecuación de
continuidad, el principio de la energía cinética, a partir del cual se deduce ciertas
ecuaciones aplicables al flujo; el principio de la cantidad de movimiento, a partir
del cual se deducen las ecuaciones para calcular las fuerzas dinámicas, ejercidas
por los fluidos en movimiento.
Corrientes Líquidas.
Se entiende por corriente líquida o flujo líquido, al desplazamiento en una ruta
determinada de una masa o cuerpo líquido.
Trayectoria.
Se define a una trayectoria, como el lugar geométrico de las posiciones de una
misma partícula, al transcurrir el tiempo. A través del tiempo (t).
Línea de Corriente.
Es una curva imaginaria, donde en cada uno de sus puntos tiene por tangente el
segmento dirigido, que representa la velocidad en dicho punto para un tiempo
considerado. En general, las líneas de corriente varían con el tiempo, pueden ser
convergentes, divergentes o paralelas, pero nunca cortarse. En el caso del
movimiento permanente, las líneas de corriente son fijas y coinciden con las
trayectorias.
22
De lo anterior se puede apreciar la diferencia entre trayectoria y línea de corriente;
las primeras se refieren a las líneas recorridas por cada partícula líquida al correr
el tiempo y las segundas están constituidas por las envolventes de las velocidades
de todas las partículas en un determinado instante.
Tubo de corriente.
Un tubo de corriente es, la región parcial del flujo líquido que se encuentra
delimitado por una familia de líneas de corriente que lo confinan. Se tiene un tubo
de corriente, cuya sección es suficientemente pequeña, entonces podremos ver
que la velocidad en el punto medio de una sección cualquiera; estará definida
como la velocidad media.
1.5 Tipos de movimiento de partículas liquidas.
Movimiento laminar: Cuando las partículas al moverse describen trayectorias
paralelas, su número de Reynolds (Re) es igual o menor a 2000 unidades, sus
pérdidas de energía por recorrido son función lineal de la velocidad, y el diagrama
de velocidad es parabólico.
Movimiento turbulento: cuando las partículas líquidas al moverse describen
trayectorias sinuosas en el espacio, su número de Reynolds (Re), es mayor
o igual a 4000, sus pérdidas de energía por recorrido son función cuadrática

23
de la velocidad de ellas y los diagramas de velocidades de la corriente es
aproximadamente rectangular.
Cuando el número de Reynolds (Re), está comprendido entre 2000 y 4000,
el movimiento de las partículas se le denomina Transicional o Zona critica.
1.5.1 Gasto o caudal (Q)
Se entiende por caudal o gasto de una corriente líquida al volumen de agua, que
en la unidad de tiempo atraviesa la sección normal de dicha corriente y se mide
por tanto, en unidades de volumen entre unidades de tiempo (m3/ s, l/s, etc.).
1.6 Determinación de la Demanda
Determinar la demanda, es estimar mediante la aplicación de un método óptimo el
consumo promedio diario y el consumo máximo probable de agua de una red.

24
1.6.1 Importancia de la Determinación de la Demanda
La determinación de la demanda es muy importante debido a que a partir de esta
se establece la capacidad tamaño de todas las partes del sistema de suministro de
agua. La rata de cambio en la demanda es obviamente inconveniente para el
diseño del sistema adecuado a las necesidades de la edificación, esta puede
llegar a aumentar desde un mínimo (DEMANDA MÍNIMA) hasta un máximo
(DEMANDA MÁXIMA) en un corto tiempo. Motivado a esto se hace necesario la
aplicación de métodos de estimación de la demanda, que den resultados acordes
con la realidad de consumo del área o instalación(es).
1.6.1.1 Sistemas hidroneumáticos
Los sistemas hidroneumáticos se basan en el principio de compresibilidad o
elasticidad del aire cuando es sometido a presión. En la Fig. 4 se aprecian las
partes principales de un sistema hidroneumático típico.
Fig. 4 Partes principales de un sistema hidroneumático.

25
Bombas de flujo mixto. Estas bombas desarrollan una columna por fuerza
centrífuga y por el impulsor de los álabes sobre el líquido; en otras palabras el
flujo es radial y axial.
La trayectoria la partícula de fluido es en forma de hélice cónica. El diámetro de
descarga del impulsor es mayor que el de entrada. Las bombas de flujo mixto son
de tipo abierto y ocupa la posición intermedia entre la bomba centrífuga y de flujo
axial.
Fig. 5 Bombas de flujo mixto.

26
Fig. 6 Bomba del tipo flujo axial.
Bombas de tipo voluta. Este tipo de bomba el impulsor descarga en la caja
espiral la cual se expande de una manera gradiente, de tal forma que la velocidad
del líquido se reduce. La bomba de tipo voluta tiene un escalonamiento, una sola
entrada de líquido, un eje horizontal, carcasa en espiral, un impulsor abierto o
cerrado.
Fig. 7 Bombas de tipo voluta.

27
Fig. 8 Bomba centrifuga del tipo voluta.
1.7 Ingeniería Conceptual de I&C
Esta parte de la Ingeniería comprende la parte relacionada con el análisis del
proyecto y sirve para generar los documentos básicos para llevar el control de la
instrumentación, así como generar la documentación necesaria para la compra de
los instrumentos y analizadores.
Los documentos que habitualmente se incluyen en esta parte suelen ser:
Criterios de diseño generales de Instrumentación.
Criterios de diseño generales de Control.
Criterios de diseño generales de Instalación.

28
Criterios de diseño generales de Instrumentación y control para unidades
paquete.
Listado de Instrumentos.
Plano de Arquitectura del Sistema de Control.
Especificaciones Técnicas de Instrumentos, válvulas de control y
analizadores (una por tipo de instrumento).
Hojas de datos de Instrumentos, válvulas de control y analizadores (una
por tipo de instrumento).
1.7.1 Automatización Industrial
Los controladores lógicos programables o también llamados Autómatas
Programables, son una herramienta bastante útil y versátil orientada a diferentes
procesos en la industria.
Los autómatas son parte de un sistema automático de fabricación. Un sistema
automático se define como la sustitución del operador humano, tanto en sus
tareas físicas como mentales, por máquinas o dispositivos.

29
Las tecnologías empleadas en la automatización pueden clasificarse en dos
grandes grupos:
Tecnología cableada
Tecnología programada
La tecnología cableada se realiza a base de uniones físicas de los elementos que
componen la parte de control.
La tecnología cableada ha sido extensamente empleada, pero presenta los
siguientes inconvenientes:
Ocupa mucho espacio
Es poco flexible ante modificaciones o ampliaciones.
Es difícil de mantener
No es útil en aplicaciones en controles complejos
Caros, debido al costo de sus componentes y a la gran cantidad de horas
necesarias para el cableado.
En la tecnología programada, la parte de control se realiza mediante la confección
de un programa residente en la memoria de una unidad de control.

30
Los autómatas Programables pertenecen a la tecnología programada, el cual entre
sus ventajas están todos los inconvenientes de la tecnología cableada.
La automatización es un sistema donde se trasfieren tareas de producción,
realizadas habitualmente por operadores humanos a un conjunto de elementos
tecnológicos. Un sistema automatizado consta de dos partes principales:
Parte de Mando
Parte Operativa
La Parte Operativa: Es la parte que actúa directamente sobre la máquina. Son los
elementos que hacen que la máquina se mueva y realice la operación deseada.
Los elementos que forman la parte operativa son los accionadores de las
máquinas como motores, cilindros, compresores y los captadores como
fotodiodos, finales de carrera, etc.
La Parte de Mando: Suele ser un autómata programable (tecnología
programada), aunque hasta ahora se utilizaban relés electromagnéticos, tarjetas
electrónicas o módulos lógicos neumáticos (tecnología cableada). En un sistema
de fabricación automatizado el autómata programable esta en el centro del
sistema. Este debe ser capaz de comunicarse con todos los constituyentes de
sistema automatizado.

31
Detectores y Captadores
Los sistemas automatizados precisan de los transductores para adquirir
información de:
La variación de ciertas magnitudes físicas del sistema. El estado físico de sus
componentes. Los dispositivos encargados de convertir las magnitudes físicas en
magnitudes eléctricas se denominan transductores.
Los transductores se pueden clasificar en función del tipo de señal que transmiten
en:
Transductor todo o nada: Suministran una señal binaria claramente
diferenciada. Los finales de carrera son transductores de este tipo.
Transductores numéricos: Transmiten valores numéricos en forma de
combinaciones binarias. Los encoders son transductores de este tipo.
Transductores analógicos: Suministran una señal continua que es fiel
reflejo de la variación de la magnitud física medida. Algunos de los
transductores más utilizados son: Final de carrera, fotocéldas, pulsadores,
encoders, etc.

32
1.8 Nivel de Control
Está compuesto por los Autómatas Programables- PLC y las diferentes clases de
interfaces hombre-máquina, para el control de las máquinas industriales, aunque
todavía este nivel está compuesto principalmente por la lógica de relés.
Actualmente, existe una extensa variedad de autómatas Programables de distintos
fabricantes, como SIEMENS, MOELLER, OMRON, ALLEN BRADLEY, etc.
1.8.1 Nivel de Campo
Es el nivel más bajo de la jerarquía y están compuestos por los sensores
(termocuplas, tacómetros, detectores de proximidad, etc.) y actuadores (motores,
electroválvulas, etc.).
1.8.2 Sistemas de Control
El concepto de control es muy amplio ya que abarca desde un simple interruptor
que gobierna el encendido de una lámpara eléctrica, hasta el complejo sistema de
computadoras que controlan el funcionamiento de una refinería o el piloto
automático de un avión.
33
Podríamos definir al control como el manejo indirecto de las magnitudes de un
sistema de producción, llamado planta o proceso, por otro sistema llamado
sistema de control. Los primitivos sistemas, de los cuales derivaron los actuales,
aparecieron junto con la "Revolución Industrial" del siglo XIX. El paso más grande
ocurrió en los años 70´s del siglo actual, con la aparición de los circuitos
integrados y en particular los llamados microprocesadores.
El costo de los grandes computadores de esa época permitió el desarrollo de
dispositivos más pequeños y de uso más restringido, pero capaces de manejar
potencias más elevadas, llamados PLC "Programable Logic Controller".
En la actualidad tenemos disponibles en el mercado sistemas muy económicos y
que ofrecen una amplia gama de prestaciones y compatibilidad para conectarse
con otros y con computadores centrales para formar redes de control distribuido
que cubren todas las necesidades de la industria.
El objetivo de un sistema de control es gobernar la respuesta del sistema
controlado sin que deba intervenir directamente un operario sobre los elementos
de salida. El operario manipula solamente las magnitudes de salida deseadas de
ese sistema, llamadas las consignas, y el sistema de control se encarga de
gobernarlas por medio de los accionamientos o actuadores correspondientes.
34
El concepto lleva de alguna manera implícita que el sistema de control opera con
magnitudes de baja potencia, llamadas señales, y con ellas los actuadores son los
que realmente controlan la energía o elementos de entrada y salida del sistema
controlado.
Lo expresado puede entenderse como que el sistema de control es un mero
conversor amplificador de potencia que ejecuta las órdenes dadas a través de las
consignas.
Este tipo de control se denomina de lazo abierto porque no recibe ninguna
información del comportamiento del sistema controlado, que llamaremos en
adelante la planta.
El operador debe verificar que la planta responde como está previsto, caso
contrario deberá cambiar las consignas o recalibrar el sistema. El control
automático ha desempeñado una función vital en el avance de la ciencia. El
control automático se ha vuelto una parte importante e integral de los procesos
modernos industriales y de manufactura.

35
1.9 Sistema de Control en Lazo Abierto.
Un sistema de lazo abierto es aquél donde la salida no tiene efecto sobre la acción
de control. La exactitud de un sistema de lazo abierto depende de dos factores:
La calibración del elemento de control.
La repetitividad de eventos de entrada sobre un extenso período de tiempo
en ausencia de perturbaciones externas.
1.9.1 Sistema de Control en Lazo Cerrado.
Un sistema de control de lazo cerrado es aquél donde la señal de salida tiene
efecto sobre la acción de control donde la salida es medida y retroalimentada para
establecer la diferencia entre en valor deseado y el valor obtenido a la salida, y en
base a esta diferencia, adoptar acciones de control adecuadas.
1.9.2 Controladores Lógicos Programables ( Plc´s )
Las empresas de hoy, que piensan en el futuro, se encuentran provistas de
modernos dispositivos electrónicos en sus máquinas y procesos de control. Hoy
las fábricas automatizadas deben proporcionar en sus sistemas, alta confiabilidad,
gran eficiencia y flexibilidad. Una de las bases principales de tales fábricas es un
dispositivo electrónico llamado Controlador Lógico Programable.

36
Este dispositivo fue inicialmente introducido en 1970 y se ha sido refinando con
nuevos componentes electrónicos, tales como Microprocesadores de alta
velocidad, agregándole funciones especiales para el control de proceso más
complejos. Hoy los Controladores Programables son diseñados usando lo último
en diseño de Micro-procesadores y circuitería electrónica lo cual proporciona una
mayor confiabilidad en su operación en aplicaciones industriales donde existen
peligro debido al medio ambiente, alta repetibilidad, altas temperaturas, ruido
ambiente o eléctrico, suministro de potencia eléctrica no confiable, vibraciones
mecánicas etc.
El Control Lógico Programable que fue diseñado y concebido para su uso en el
medio ambiente industrial.
1.9.3 Descripción de un Plc
Los Controladores Lógicos Programables, (PLC s, Programable Logic Controller),
nacieron esencialmente como tales, a finales de la década de los 60’s y principios
de los 70’s. Las industrias que propiciaron este desarrollo fueron las empresas
automotrices. Los PLCs surgen como equipos electrónicos sustitutos de los
sistemas de control basados en relevadores, que se hacían más complejos y esto
arrojaba ciertas dificultades en cuanto a la instalación de los mismos, los altos
costos de los equipos. Los altos costos de operación y mantenimiento y la poca
Flexibilidad y confiabilidad de los equipos.
Los primeros PLCs se usaron solamente como reemplazo de relevadores, es
decir, su capacidad se reducía exclusivamente al control On -Off (de dos
posiciones) en máquinas y procesos industriales. De hecho todavía se siguen
usando en muchos casos como tales.

37
La gran diferencia con los controles por relevador fue su facilidad de instalación,
ocupan menor espacio, costo reducido, y proporcionan autodiagnósticos sencillos.
1.9.4 Campos de Aplicación del Plc
EL PLC por sus especiales características de diseño tiene un campo de aplicación
muy extenso. La constante evolución del Hardware y Software amplia
continuamente este campo para poder satisfacer las necesidades que se detectan
en el aspecto de sus posibilidades reales.
Su utilización se da fundamentalmente en aquellas instalaciones en donde es
necesario realizar procesos de maniobra, control, señalización, etc. Por lo tanto,
su aplicación abarca desde procesos de fabricación industrial de cualquier tipo al
de transformaciones industriales, control de instalaciones, etc. Sus reducidas
dimensiones, las extremas facilidades de u montaje, la posibilidad de almacenar
los programas para su posterior y rápida utilización, la modificación o alteración de
los mismos, etc., hace que su eficiencia se aprecie fundamentalmente en procesos
en que se reduce necesidades tales como: Espacio reducido. Procesos de
producción periódicamente cambiantes, Maquinaria de procesos variables.
Instalación de procesos complejos y amplios, Verificación de programación
centralizada de las partes del proceso

38
1.9.5 Ejemplos de Aplicaciones de un Plc
Maniobras de maquinas.
Maquinaria industrial del mueble y la madera.
Maquinaria en proceso de grava, arena y cemento.
Maquinaria en la industria del plástico.
Maquinaria de ensamblaje.
Los instrumentos pueden ser utilizados para medir variables físicas, ejercer
acciones de control mediante elementos actuadores, transmitir información de un
punto a otro, interpretar señales y mediante algoritmos decidir el funcionamiento
del sistema.
Los instrumentos pueden ser elementos eléctricos, mecánicos, neumáticos,
hidráulicos, electrónicos, una combinación de estos, o inclusive elementos
activados manualmente.
Los instrumentos de medición pueden ser:
Ciegos: Cuando no tienen ninguna indicación visible de la lectura tomada
Indicadores: Cuando permiten visualizar analógica o digitalmente la lectura
tomada.
Registradores: Cuando son capaces de almacenar la información medida
generando un historial de datos.
Transmisores: Cuando son capa ces de enviar las lecturas tomadas hacia
un punto remoto.

39
1.9.6 Clasificación de los Instrumentos Industriales
Los instrumentos industriales se pueden clasificar de la siguiente manera:
Por su aplicación:
Neumáticos
Hidráulicos
Eléctricos
Electrónicos
Electromecánicos
Mixtos
Transductores
Amplificadores
Indicadores
Analizadores
Estación de operador
Estación de control
Estación de transferencia
Relevador de cálculo.
Por su localización:
Instalados en campo
Instalados localmente
Instalados en tablero principal
Instalados remotamente.
40
Por su tecnología:
Sistemas discretos
Sistemas de control digital directo
Sistemas de supervisión
Sistemas de control supervisorio
Sistemas de control supervisorio y adquisición de datos
Sistemas de control distribuido
Sistemas de control avanzado
Sistemas de control adaptables
Sistemas expertos
1.9.7 Ingeniería del Sistema de Control
Esta parte de la Ingeniería comprende la parte relacionada con la información
necesaria para poder ejecutar todo el trabajo relacionado con el Sistema de
Control. Como se verá, el Sistema de Control puede tener diferentes tipologías,
dependiendo estas de muchos factores, siendo entre otros uno de los importantes
el tamaño de la instalación. El objetivo es crear una serie de documentos para
poder comprar, integrar, suministrar, probar y poner en operación el sistema de
control.

41
Los documentos que habitualmente se incluyen en esta parte suelen ser:
Especificación técnica del Sistema de Control.
Lista de Entradas/Salidas para el Sistema de Control.
Base de datos del Sistema de Control.
Diagramas de Control. Diagramas funcionales.
Diagramas Lógicos.
Definición de las comunicaciones con otros sistemas y unidades paquete.
Planos de implantación de cuadros de control y estaciones de operación.
Esquemas de Interconexión en lado Sistema de Control.
1.9.8 Ingeniería de Montaje o Instalación
Esta parte de la Ingeniería comprende la parte relacionada con la información
necesaria para poder ejecutar todo el montaje e instalación de todo lo relacionado
con los instrumentos, el Sistema de Control y la unión entre ellos.
Es decir, desde la captura de la variable de proceso a medir hasta su llegada al
Sistema de Control, así como el poder llevar la salida del Sistema de Control hasta
el elemento final.
El objetivo es crear una serie de documentos para poder especificar, comprar, e
instalar lo anteriormente indicado.

42
CAPÍTULO II SITUACIÓN ACTUAL DEL PLANTEAMIENTO DEL
PROBLEMA
Actualmente, el producto presenta frecuente exposición a contaminarse, esto se
origina por condensación y por salpicado, generando retrabajos, paros en el
Proceso, incremento en el Costo de Producción, baja productividad y retraso en
los pedidos.
2.1 Estudio de Áreas Involucradas del Segundo Proceso
2.1.1 Deshuesado
Todos los sistemas del proceso que cuentan con bandas transportadoras, es
necesario limpiar siempre durante proceso evitar el acumulamiento de desperdicio
en estas, reducir el nivel de desperdicio en el piso polivinílico.
El exceso de presión afecta la lubricación de chumaceras y de los reductores lo
que provoca óxido y desgaste de estos mismos elementos.
Aunque las partes ya mencionadas no presentan problemas frecuentes, si
presentarán algún problema afecta de manera importante el proceso.

43
TIEMPO DE PAROS EN AREA DE DESHUESADO PERIODO AGOSTO 2009-SEPTIEMBRE 2010MINUTOS
PERIODO
EQUIPOAgo-09 Sep-09 Oct-09 Nov-09 Dic-09 Ene-10 Feb-10 Mar-10 Abr-10 May-10 Jun-10 Jul-10 Ago-10 Sep-10
TOTAL %
DESHUESADO MECANICO30 102 60 15 15 100 210 45 110 75 50 65 130 130
1137 34.52
BANDA SANITARIA ENT. Y SAL.25
25 0.76
DESHUESADO MECANICO MDM 45 181 365 95 15 185 60 30 15991 30.09
LINEA DE CONOS1,2,3,4 55 17 10 240 105 35 30 35 36 85648 19.67
BANDAS SANITARIAS MULTI. 50 55 30 45 35 30 60 138443 13.45
BANDA CENTRAL 25 1540 1.21
BANDA RECOLECTORA DE PIEL 1010 0.30
180 174 316 380 155 430 530 140 110 135 80 100 334 2303294 100
Tabla1. Tiempos de paros en área de deshuesado.
Tabla 1.1 Órdenes de deshuesado.
ORDEN DESHUESADO LIBERACIÓN FECHA
TIEMPO
EN
MINUTOS
304164170 Cambio de diafragma deshuesadora 05/03/2010 30
30

44
En la Tabla anterior se recopilaron los tiempos de paro en las áreas de
deshuesado y deshuesado mecánico, para un mejor acceso de los datos
recopilados.
En esta fase se colocaron los paros de deshuesado mecánico en una sola línea
de años recientes, la mayoría de estos tiempos de paro es por el cambio de
diafragmas de la deshuesadora mecánica, que van perdiendo su resistencia por la
humedad excesiva y la grasa animal acumulada. Otras acciones correctivas en
esta área son el acomodo de las líneas de conos, y el cambio de válvulas en
tomas de agua por deterioro superficial, lo que causa fugas.
Diagrama 1. Análisis de fallas de deshuesado.
MDM
Deshuesadora mecánica
Bomba de pasta/moto bomba
Banda central/Sanitaria/Intralock/multidireccional
Rodamientos / impulsor
Alineación eje
Banda alimentadora
Mezcladora/boteytor
Molino y Behive MDM
Desh. Mec.1 y 2
Banda diagonal
Análisis de Fallos en Equipos de Deshuesado
Paros en deshuesado
Bascula piso
Cuerpo/alineación
Ctrl.principal
Motor/reductor
Chumaceras/rodillos
Línea de conos
Mecanismo transportador
Motor/ ctrl. Principal
Rodillos y bastidor
Motor de bomba

45
Las líneas de conos requieren de una revisión diaria del estado físico y
funcionamiento de la cadena de tablillas y los conos, ya que por el uso pueden
presentar desgaste que propicie un desajuste en los sistemas, principalmente en
las guías y es necesario realizar una alineación de estas.
Por la humedad presente en todo el proceso y contacto directo con el pollo (grasa
animal) se requiere de una limpieza para eliminar cualquier residuo entre los
componentes y también mantener una buena lubricación en las chumaceras para
prevenir la corrosión y el desgaste de estas mismas.
En todos los sistemas del proceso que cuentan con bandas transportadoras, es
necesario revisar siempre la alineación y tensión de la banda para evitar el
desgaste prematuro de esta.
La lubricación de chumaceras se ve alterada por la constante condensación,
salpique, grasa animal, que se combina con la grasa lubricante de las
chumaceras, lo que provoca perdida de sus propiedades.
Los reductores también es importante prevenir el óxido y desgaste de estos
elementos; es importante también verificar que los lubricantes sean los
fuertemente aptos para el medio al que se están sujetando.
Aunque son partes que no han presentado problemas frecuentes, si alguna
ocasión llegaran a fallar se presentaría un paro considerable en tiempo los fallos
de estos elementos pueden ser por fuga de aceite ya que los retenes son
frecuentemente expuestos al calentamiento causado por la flecha en trabajo y el
enfriamiento brusco con el salpique del agua.

46
En la máquina de deshuesado automático, se presentan demasiados cambios de
diafragmas durante el proceso de producción, estos diafragmas no deben
exponerse demasiado al humedad, como se había mencionado, pierde sus
propiedades y características de resistencia, con el constante uso de este equipo
le agregamos la grasa que libera el muslo del producto que se procesa (pierna),
más cambios bruscos de temperatura más condensación y salpique de agua de
limpieza, nos ocasiona un paro de producción.
Es importante no dejar de realizar la revisión a los elementos en movimiento para
prevenir un mal ajuste por desgaste y exceso de agua, esto servirá para mantener
un correcto funcionamiento del la máquina de deshuese automático.
El moto-reductor también es un elemento que debe estar en condiciones óptimas,
por lo que es importante revisar su funcionamiento y estado físico continuamente
para reducir desgaste y un posible humedecimiento del motor. Se requiere revisar
el rango de temperatura del motor y reductor.
En los equipos del proceso MDM (maquinaria de deshuesado mecánico) no se
han registrado paros frecuentes, sin embargo existen paros de tiempo altos, en los
que se ha reparado la compuerta de la mezcladora, por el uso se va deteriorando
y la constante exposición al ambiente húmedo al que se somete.
Otro de los problemas que se presentan es el cambio de sellos mecánicos y de los
retenes en los enfriadores; en este caso puede influir que se sobrepase la
capacidad de las máquinas (temperatura) el material de estos elementos no es el
adecuado para las condiciones de trabajo.
También se ha reportado la purga de la bomba de antioxidante, cuando esta
actividad puede ser realizada por personal de proceso, o también durante el
tiempo de preventivos. Para todos los equipos accionados con motor eléctrico es
necesario asegurar conexiones en perfecto estado y libres de humedad; así como
la limpieza y lubricación de los reductores.

47
TIEMPO DE PAROS EN AREA DE PARTIDO PERIODO AGOSTO 2009-SEPTIEMBRE 2010
PERIODO
EQUIPOAgo-09 Sep-09 Oct-09 Nov-09 Dic-09 Ene-10 Feb-10 Mar-10 Abr-10 May-10 Jun-10 Jul-10 Ago-10 Sep-10
TOTAL %
BANDA SANITARIA DE CAJAS60 65 142
267 9.00
BASCULA IMPRESORA40 20
60 2.02
SISTEMA DE PESAJE DINÁMICO 40 5090 3.03
BANDA DE COLGADO 15 4560 2.02
DOSIFICADORES DE HIELO 15 15 30 90150 5.05
LINEA DE CONOS 124 47 144 15 98 20 35 35 400 90 2101218 41.04
BANDA RECOLECTORA 162 30 30222 7.48
LINEA DE DISTRIBUCION 40 52 38 15145 4.89
LINEA DE GANCHOS DOBLE 20 1535 1.18
TROCEADORA AUTOMATICA 55 10 140 35 160 15 110 40 21 120706 23.79
TRANSPORTADORES HELICOIDALES 1515 0.51
249 234 329 0 0 145 203 200 152 145 0 508 281 5222968100.00
2.1.2 Partido
En esta área se presentan problemas de fallas en línea de conos y en equipos
aledaños como cuchillas, motores eléctricos con sus botoneras y mesas,
esterilizadores de cuchillos debido al lavado de alta presión, lo que provoca una
entrada excesiva en el sistema de control en los motores al igual en estos mismos
con este sistema se busca reducir también esta oportunidad claro sin perder vista
el objetivo principal del Proyecto.
Tabla 2. Tiempos de paros en área de partido.
48
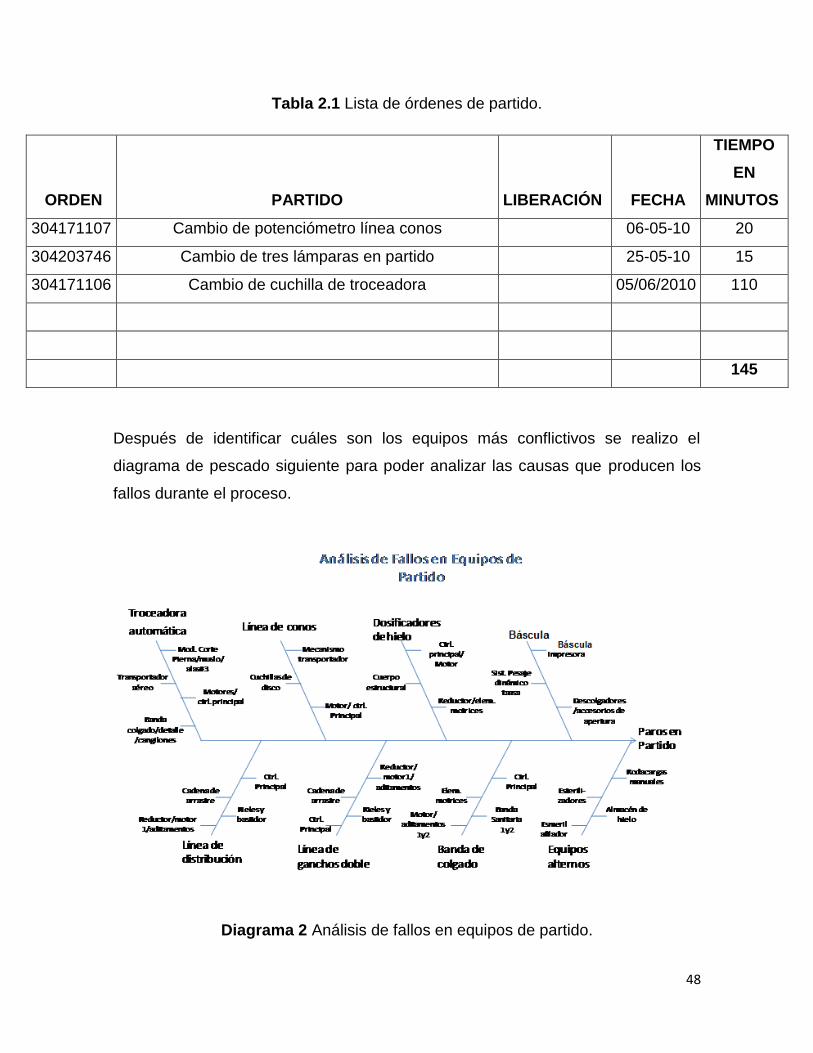
Tabla 2.1 Lista de órdenes de partido.
ORDEN PARTIDO LIBERACIÓN FECHA
TIEMPO
EN
MINUTOS
304171107 Cambio de potenciómetro línea conos
06-05-10 20
304203746 Cambio de tres lámparas en partido 25-05-10 15
304171106 Cambio de cuchilla de troceadora 05/06/2010 110
145
Después de identificar cuáles son los equipos más conflictivos se realizo el
diagrama de pescado siguiente para poder analizar las causas que producen los
fallos durante el proceso.
Diagrama 2 Análisis de fallos en equipos de partido.

49
La línea de conos ha presentado problemas con los moto-reductores, se han
cambiado motores eléctricos, potenciómetros dañados, y reparaciones de cortos
circuitos en botoneras, estos fallos son causados principalmente por la humedad
acumulada en estos dispositivos, que deteriora las partes en movimiento de los
motores, reductores, y los mecanismos de accionamiento de las botoneras.
Otros problemas comunes en la línea de conos la perdida lubricación de las
chumaceras por el daño de sus retenes y la pérdida de alineación de la línea de
conos por el exceso de agua acumulada. La banda de colgado de la troceadora
automática no presenta fallas recurrentes; sin embargo, las que se han registrado
en las órdenes de mantenimiento correctivo, indican desgaste de banda por
desalineación y el mal estado de grapas (deterioro por humedad), esto se puede
prevenir reduciendo la condensación.
La máquina troceadora automática ha presentado algunos problemas en los
módulos de corte de muslo, pierna y alas No. 3 ya que en muchas ocasiones no
sube del todo el pistón que es accionado por una electroválvula (atascamiento por
acumulamiento de agua dentro del vástago actuador) como consecuencia que el
módulo de corte presente movimiento excesivo, dañando los componentes
mecánicos como el pistón de ajuste.
Estos problemas también tienen consecuencias en los ganchos, porque provocan
que estos se doblen al igual que las guías.
Las líneas de distribución y el sistema de pesaje dinámico no son elementos
problemáticos, la revisión del estado físico y funcionamiento de los elementos
mecánicos sujetos a desgaste como los baleros de ruedas de nylon, los ganchos
de colgado, los actuadores neumáticos, poleas, bandas y catarinas.

50
TIEMPO DE PAROS EN AREA DE EMPLAYADO PERIODO AGOSTO 2009-SEPTIEMBRE 2010
PERIODO
EQUIPO
Ago-09 Sep-09 Oct-09 Nov-09 Dic-09 Ene-10 Feb-10 Mar-10 Abr-10 May-10 Jun-10 Jul-10 Ago-10 Sep-10
TOTAL %
EMPLAYADORAS OSSID 627 645 325 105 703 110 90 120 217 198 295 334
3769 95.90
BANDA SAN. NUGGT.
11
11 0.28
BANDAS TRANSPORTADORAS 25 65 30 30
150 3.82
652 710 325 0 105 703 110 90 150 217 198 306 364
3930 100
En los sistemas de bandas transportadoras es importante reducir el desgaste de la
banda mediante su alineación, valoración del estado de grapas; prevenir fallas en
chumaceras y moto-reductores por la humedad en el ambiente, realizando una
correcta lubricación, limpieza y revisión de elementos mecánicos.
2.1.3 Emplayado
Los principales problemas en emplayado son cortocircuitos en el sistema eléctrico
de fuerza y mala comunicación de componentes electrónicos en su sistema de
control (sensores inductivos, reflejantes, ópticos, sensibilizadores), debido a la
humedad generada por el lavar con alta presión.
Tabla 3 Tiempos de paros en área de emplayado.
51
Área emplayado Área emplayado
Emplayadoras
Inyectadora tinta link
Selladora emplex
Banda sanitaria nuggets
Inyectadora tinta
videojet
Mesa circular giratoria
Banda diagonal
Análisis de Fallos en Equipos de Emplayado
Paros en Emplayado
Ajuste de presión
TransportadorBanda/Moto-
reductor
Transportador por gravedad
Tablero de control
principal
Bandas transportadoras emplayado
Chumaceras
Control eléctrico
Moto-reductor
Rodillos/ guías
Emplayadoras
Sist. Alimentación Film
plástica/envoltura/corte
Sist. Alimentación
en charola
Sist. ExpulsiónProducto
Selladora de film
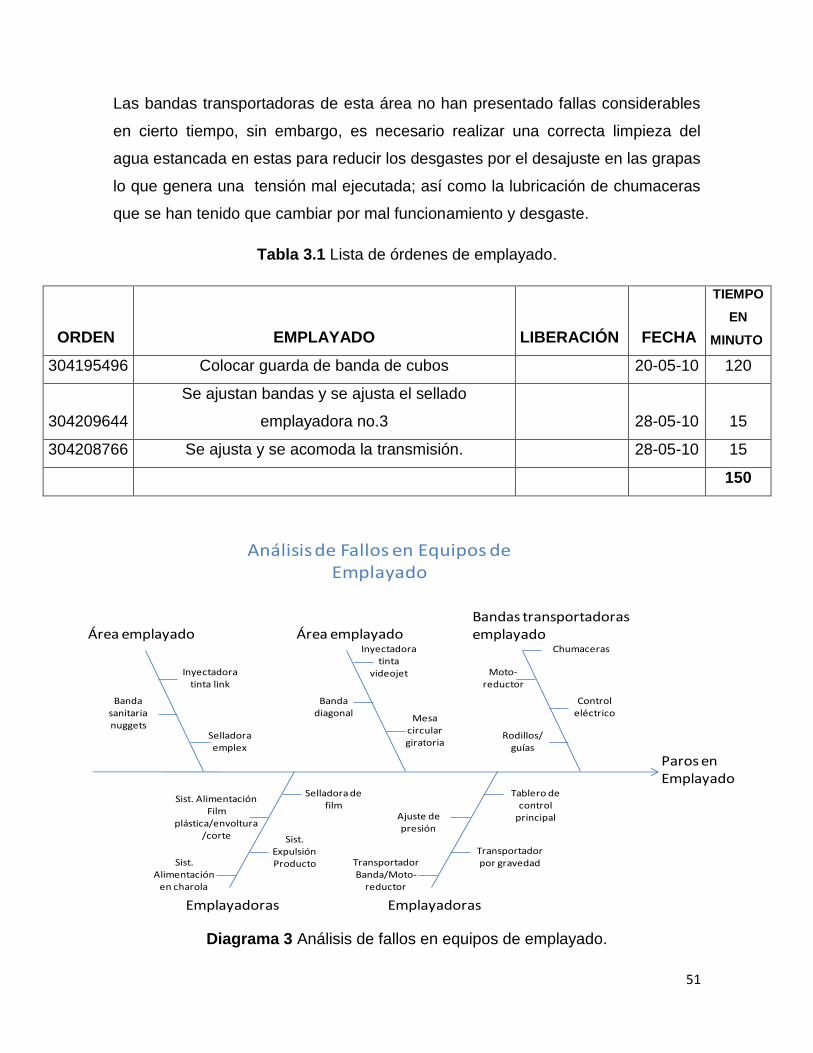
Las bandas transportadoras de esta área no han presentado fallas considerables
en cierto tiempo, sin embargo, es necesario realizar una correcta limpieza del
agua estancada en estas para reducir los desgastes por el desajuste en las grapas
lo que genera una tensión mal ejecutada; así como la lubricación de chumaceras
que se han tenido que cambiar por mal funcionamiento y desgaste.
Tabla 3.1 Lista de órdenes de emplayado.
ORDEN EMPLAYADO LIBERACIÓN FECHA
TIEMPO
EN
MINUTO
304195496 Colocar guarda de banda de cubos 20-05-10 120
304209644
Se ajustan bandas y se ajusta el sellado
emplayadora no.3 28-05-10 15
304208766 Se ajusta y se acomoda la transmisión. 28-05-10 15
150
Diagrama 3 Análisis de fallos en equipos de emplayado.

52
Las máquinas emplayadoras presentan un funcionamiento de sus elementos
mecánicos adecuado, con desviaciones o desgastes debido al uso continuo,
pueden ser corregidos con un reemplazo de cada uno de los elementos.
Sin embargo estas desviaciones pueden ser absorbidas por ajustes de la tensión
en cadenas de transmisión.
Los principales problemas en las emplayadoras reportados como paros son por
reparación de cortos en el sistema eléctrico, debido a la humedad excesiva en el
medio de trabajo.
Se han reportado demasiados reemplazos de sensores y fusibles, una de las
causas posible es la capacidad de estas partes electrónicas que estén por debajo
de las condiciones de corriente dentro del sistema al que están sujetos, también
mencionando así como por temperatura, pudieran estar sujetos a un choque
térmico que afecte sus propiedades conductivas, esto por temperatura y
acumulamiento en las cajas de conexiones de agua.
En los componentes electrónicos resulta tedioso y poco factible realizar alguna
reparación ya que la mejor condición de trabajo es remplazándolos por elementos
nuevos, evitando así que la reparación logre un mal funcionamiento dentro del
sistema, es decir el reparar nos lleva a una falla de forma secuencial, sin embargo
es posible reducir estos tiempos de paro, revisando que los parámetros de
operación sean los adecuados, así como las capacidades de los componentes, y
secando los elementos del exceso de agua y reduciendo la presión de agua con la
cual se realizará la limpieza.
Otras piezas eléctricas que han sido cambiadas usualmente son las resistencias.
La falla podría encontrarse en los controladores de temperatura y relevadores de
estado sólido, pero es importante mencionar que las resistencias no están
protegidas del medio húmedo, lo que nos lleva a tomar en cuenta este factor de
trabajo que no estén calentando una temperatura correcta, permitiendo el aumento
de esta, hasta fundir la resistencia.

53
TIEMPO DE PAROS EN AREA DE INYECTADO PERIODO AGOSTO 2009-SEPTIEMBRE 2010MINUTOS
PERIODO
EQUIPOAgo-09 Sep-09 Oct-09 Nov-09 Dic-09 Ene-10 Feb-10 Mar-10 Abr-10 May-10 Jun-10 Jul-10 Ago-10 Sep-10
TOTAL %
LINEA DE CONOS43 43 30 15
131 3.54
INYECTADORAS120 487 145 192 252 210 256 65 96 152 202 126 40
2343 63.28
PREPARADOR SALMUERA 30 60 20 30 60200 5.40
AGITADOR 60 3090 2.43
HOMOGENIZADOR 20 60 30 30 30 75 10 60315 8.50
BANDA ANTIDERRAPANTE 120 75 114 70379 10.23
DOSIFICADOR HIELO 75 35 3113 3.052
BASCULA 20 45 67132 3.57
305 710 343 222 282 0 300 351 120 126 152 252 367 1733703 100
Otros paros no muy usuales, pero no triviales de mencionar, son los que se
provocan por la inyectadora de tinta, la cual requiere de limpieza cuando se
reporta un fallo (esto puede ser causado por la alta condensación que se
concentra en una placa metálica que realiza un cortocircuito para poder generar el
rompimiento del chorro de tinta para poder imprimir la leyenda que se captura a
nivel de display), pero sin embargo estas actividades las puede realizar también el
personal de proceso antes o después de la jornada.
2.1.4 Inyectado
En esta área al igual que en emplayado los controles eléctricos presentan fallas,
debido a la humedad insistente se presentan fallas en sus sensores inductivos y
en sus conexiones de tipo racorr (conexión rápida).
Con el sistema de implementación del sistema de bombeo a baja presión, se
busca reducir las oportunidades mencionadas en cada una de las áreas; cada
una de ellas tiene oportunidades similares lo que nos lleva a un problema común
el exceso de humedad y condensación son los beneficios que se pretenden
obtener con el sistema a implementar sin perder el objetivo de este proyecto el
cual es reducir la contaminación del producto.
Tabla 4. Tiempos de paros en área de inyectado.

54
Dosificador de hielo
Elementos inyectoras
HomogenizadorSalmuera
Cuerpo estructural
TransmisiónMotor/
Reductor
Transportador helicoidal
Filtro rotatorio
Deposito de salmuera
Bomba centrífuga sanitaria
Análisis de Fallos en Equipos de Inyectado
Paros en inyectado
Depositocilíndrico
Transmisión Motor
Tablero de control
Inyectoras
MEPSCO BI-140
MEPSCO BI-240
DORITtransferencia
Agitador
Tanque cilíndrico
TransmisiónMotor
Ultra 244/488
BandasInyectado
Banda de conos
Banda selección
DobleMecanismo
Agitación
Mecanismo inyección
Tabla 4.1. Lista de órdenes de inyectado.
ORDEN INYECTADO LIBERACIÓN FECHA
TIEMPO
EN
MINUTOS
304180796 Cambio de potenciómetro inyectadora INYECTADO 12-05-10 5
304182583 Colocar manguera de inyectadora Ultra
05/12/2010 10
304182583 Nivelación de inyectadora Ultra
05/12/2010 15
304195490 Colocar manguera de salmuera
20-05-10 30
304203745 Cambio de agujas de inyectadora Ultra
25-05-10 30
304208765
Se cambiaron todas las agujas de la inyectadora
Premium
28-05-10 36
126
Diagrama 4 Análisis de fallos en equipos de inyectado.

55
En esta área es trascendente mantener una buena lubricación de los reductores y
chumaceras de las bandas, estos unidades no han reportado fallas en cuanto al
trabajo mecánico, por lo que no se debe dejar de hacer las exploraciones
rutinarias de alineación, tensión y desgaste de sus componentes, sin embargo los
dispositivos eléctricos si presentan fallas, debido a la humedad excesiva del
medio.
Los sistemas de elaboración de salmuera no exteriorizan fallas en cuanto al
trabajo, sin embargo muchos otros equipos; tienen algunas averías en los medios
eléctricos aunque no han provocado fallos, siempre existe un peligro latente de
que se produzca algún cortocircuito, en conexiones o elementos eléctricos en mal
estado.
De estos equipos es necesario mantener en buen estado los elementos de
transmisión de potencia como el motor eléctrico y motobomba, examinando las
cargas de corriente, vibraciones y temperatura; así como mantener una correcta
alineación.
En la área las contrariedades más recurrentes que producen altos lapsos de paro
son las maquinas inyectadoras de pollo, el escape de aceite hidráulico origina
perdida de presión en el sistema por lo que el cabezal de inyectado no funciona
adecuadamente.
Se han presentado cortos eléctricos lo cuales calcinan componentes tanto
eléctricos y electrónicos, se observa reparaciones de cables incorrectas, así
como filtraciones de agua en el sistema de control eléctrico, causas los principales
fallos.

56
En ocasiones se han presentado fallas eléctricas por mal acomodo de los cables
de alimentación de motores, quedan rozando con la polea hasta que se desgasta
el plástico aislante.
Otros problemas frecuentes durante el proceso de inyección son las agujas
tapadas o sucias, esta situación debería prevenirse con las actividades de
mantenimiento preventivo, es necesario revisar que los filtros están libres de
impurezas, por la naturaleza del proceso la solución que se inyecta no puede ser
cambiada o alterada, por lo que es necesario realizar correctamente la limpieza de
las agujas.
También es importante mantener la presión adecuada en el cabezal de agujas, ya
que existen reportes de cambio de agujas dobladas, por lo que observar que los
cilindros porta agujas no realizan la función adecuada de retraer debido a alta
presión, serviría de mucho revisar las unidades de mantenimiento de aire
comprimido, para valorar la calidad de aire que entra en el sistema, puede ser que
los elementos del cilindro se estén deteriorando y no permitan la retracción
efectiva de la aguja.

57
TIEMPO DE PAROS EN AREA DE EVISCERACION PERIODO AGOSTO 2009-SEPTIEMBRE 2010MINUTOS
PERIODO
EQUIPOAgo-09 Sep-09 Oct-09 Nov-09 Dic-09 Ene-10 Feb-10 Mar-10 Abr-10 May-10 Jun-10 Jul-10 Ago-10 Sep-10
TOTAL %
BOMBA DE VISCERAS30 30 285
345 8.98
CORT. DE CLOACAS 10 45 60 20 75 22 40 110 40422 10.98
CORT. DE PESCUEZOS 120 125 45 30 20 80 70 45 185 150 2931163 30.26
BOMBAS DE VACIO 1010 0.26
LINEA DE COLGADO 109 162 25 68 30 185 24 245 85 691002 26.07
LAVADORA POLLO 40 5090 2.34
ARRANCADOR PESCUEZOS 40 50 30 65 20 160365 9.50
MOLLEJERA 45 102 70 21 50 130 140 145 60 180943 24.54
TUBERIA DE AGUA 65 140 65 180 110 195 60 2051020 26.54
TUBERIA DE VACIO 85 30 15130 3.38
PRECHILLER 20 47 20 30117 3.04
CHILLER 30 16 10 60 30 30176 4.58
334 350 160 0 0 51 288 290 565 170 101 635 415 484 3843100
2.1.5 Evisceración
En esta área se han registrado tiempos de paro de lapsos largos, en la Tabla
siguiente se puede observar que las oportunidades más frecuentes se han dado
en las cortadoras de pescuezos, la banda de colgado y mollejeras.
El tiempo registrado en la red de tubería de agua aunque nos marca alto, no
representa algún paro directo en el proceso, más sin embargo, es significante
reiterarlo porque son fugas que nos reduce la eficiencia del red de distribución de
agua, por el mal funcionamiento de válvulas que se obtienen durante el proceso,
no es posible precisar cuándo se produjeron, pero si se pueden detectar a tiempo
con una inspección rutinaria de las instalaciones hidráulicas y prevenir desperdicio
de agua.
Tabla 5 Tiempos de paros en área de evisceración.

58
Generador de
Vacio
Cortador de Pescuezos
Línea de Colgado
Lavadora de pollo
Mollejeras
Chiller y Prechillers
Banda sanitaria/ganchos/tensión
Crtl.Principal/
Motor
Elementos motrices
Cuerpo giratorio
Mecanismo Elevación
Mecanismo separador/
Abridor/Pelador
Ctrl. Principal/sacapollo/tornillo/
bombas
Bombas 1y2
Tanques pulmones
Tuberia/Pistolas/
Conexiones
Pistola/cilindro/o’rings/pistón
Cuerpo/conexiones
Cuchillas/ajuste/afilado
Paros en evisceración
Análisis de Fallos en Equipos de Evisceración
Sistema de Lavado
Motor Trans./cuchilla/
/Pelador/Ctrl. principal Tubería
irrigación
Bomba de Vísceras
Murzan/sellos/
diafragmas
Edo. De Tuberías/
conexiones
Suministro de aire
Arrancador de pescuezo
Motor/Reductor
Cuchilla medio circulo
Cadena dearrastre
transmisiones/estructura/
tubería/acce-sorios
sopladores de aire
Tabla 5.1 Lista de órdenes de evisceración.
ORDEN TEXTO BREVE DEPTO. LIBERACION TIEMPO
MIN.
EVISCERACIÓN
304164168 Cambio de interruptor Chiller 1 EVISCERAC. 03-05-10 60
304164168
Reparar y cambio de cuchillas a cortadora de
pescuezo 05/03/2010 45
304172949 Colocar válvulas a líneas de agua 05/07/2010 30
304172949 Cambio de manguera a lavamanos 05/07/2010 80
215
Diagrama 5 Análisis de fallos en equipos de evisceración.

59
En la Tabla anterior se marca la línea de colgado con un alto lapso de tiempo
muerto, por cuestiones prácticas para el tratamiento de la información, la línea de
colgado consta de la banda y todos los elementos del transportador aéreo, la
banda de colgado ha tenido problemas eléctricos (humedad) y mecánicos en el
moto-reductor, debido al desgaste ocasionado por el uso, es posible reducirlo con
sistema de bombeo a baja presión para realizar un adecuado mantenimiento de
limpieza, lubricación, inspecciones del estado físico y funcionamiento del conjunto.
Así como no perder de vista la alineación de la banda y lubricación de
chumaceras.
El transportador aéreo de eviscerado, también presenta deterioro en sus
componentes mecánicos que pueden ocasionar una falla en todo el sistema, el
ambiente húmedo ayuda a la rápida adulación de los elementos en continuo
movimiento, por lo que es necesario mantener una correcta lubricación y tensión
en la cadena.
También presenta continuos paros por ganchos curvados que pueden ser
causados ya sea por mal ejercicio o por el desgaste y desacomodo de los troles y
lengüetas.
Las máquinas mollejeras han presentado fallas continuas en los rodillos por
averías ocasionadas durante el proceso.
Ya que muchas veces la molleja del pollo trae piezas pequeñas (tornillos, tuercas,
piedras, son ingeridos por la materia prima). Se requiere también la revisión de
rectificación y tensión en bandas, lubricación de moto-reductor y chumaceras.

60
Las pistolas cortadoras de pescuezo, presentan paros durante el proceso por el
desgaste de filo en la cuchilla, una situación que se debería eliminar ya que la
limpieza correcta engloba esta actividad.
Otras fallas frecuentes en la cortadora se presentan en los componentes
mecánicos, por tornillos flojos, desgaste en el pistón de accionamiento, deterioro
de los sellos neumáticos.
Otro agente que deteriora el estado de los componentes es la calidad del aire
comprimido suministrado en la red. Las unidades de mantenimiento pueden tener
filtros saturados de humedad y una mala unidad de lubricación.
Podría ser muy útil tener dos pistolas completamente armadas de repuesto para
que en caso de falla se reemplace para posteriormente reparar la falla.
Las lavadoras de pollo se encuentran funcionando correctamente, solo la No. 1,
que ya no cumple con el funcionamiento adecuado para lavar el pollo, y no ha sido
posible reparar, ya que las refacciones han sido descontinuadas por lo que se
requiere una modificación al sistema de esta lavadora.
En los sistemas de Chiller y Prechiller es necesario reparar fugas, mantener en
buen estado las bombas de recirculación para evitar pérdidas de agua, la
alineación y tensión en las transmisiones de los tornillos y rastras, prevendrán
posibles fallas por sobrecarga y vibración en el moto-reductor y rodamientos.

61
Revisar el grado de suciedad que tienen los filtros de succión de los sopladores
(condensación) para prevenir contaminación dentro de los Chiller, también es
necesario identificar las fugas en la red y repararlas para disminuir las pérdidas.
Al igual que en otros equipos, la humedad afecta el estado físico y funcionamiento
de los sistemas eléctricos, por lo que se sugiere mantener los tableros de control
herméticos y limpios.
Las bombas de vacio son equipos importantes para el proceso, por lo tanto es
urgente la reparación de la bomba de vacío de respaldo, mantener la alineación de
la banda y poleas de transmisión así como el módulo de control eléctrico.
El arrancador de pescuezos, es un mecanismo que por el uso sufre desgaste, está
en continuo movimiento, por lo que a veces presenta desviaciones que no
permiten el correcto funcionamiento.
Por lo que es recomendable verificar habitualmente la alineación de las guías, el
filo de la cuchilla, la lubricación, limpieza de chumaceras y moto-reductor.
62
CAPÍTULO III PROPUESTA DE SOLUCIÓN AL PLANTEAMIENTO
DEL PROBLEMA
3.1 Desarrollo del Proyecto
La importancia de la limpieza dentro de las áreas de proceso radica en ejecutar o
realizar un buen sistema de limpieza a baja presión. La calidad del producto
influye en el cliente, es decir, si se tiene un producto bajo en calidad se irá
perdiendo la demanda de este mismo.
Con el sistema se busca optimizar las tareas cotidianas que realizan cada uno de
los colaboradores en las líneas de producción los reprocesos, retrabajos se
eliminarán, el excedente de contaminación por condensación y salpique se
disminuirán, en el presente trabajo se ejecutará un proyecto de tal manera nos
incorpore los requerimiento del enfoque de cada uno de los puntos especificados
por la institución.
Se manejará programación, herramientas de estudio para encontrar la forma
idónea de cómo empezar el Estudio de Caídas de Presión en la red agua. La
caída de presión es uno de los factores que frecuentemente se ignoran al calcular
las dimensiones de los sistemas de agua para una instalación en particular.
63
Los datos sobre caídas de presión para equipo de tratamiento de agua son por lo
general proporcionados por el fabricante del equipo, pero sin embargo aquí
tendremos que hacer el diagrama de la red hidráulica ya que no se cuenta con uno
dentro de la planta Pilgrim´s Pride S. de R. L. de C.V., normalmente se conoce la
presión estática en el sistema de agua, o ésta puede ser fácilmente medida, con
base en la longitud de la tubería, el tamaño de la tubería, (materiales de tubería,
encajes, válvulas) y el flujo deseado. Por supuesto, tanto el sistema como las
tuberías existentes, contribuirán a una caída de presión que se deberán
considerar.
El aumento en el consumo de agua se debe al hecho de que se percibe un
exceso de presión factible para contaminar el producto con facilidad y originar un
acumulamiento de agua sobre el panel (protección que se tiene a nivel de techo
dentro de la nave agroindustrial), el producto PILGRIM’S PRIDE tiene tantos
procesos debido a la demanda de los consumidores; es decir, que en sus líneas
de productos existe uno que se adapta al gusto de todos, esta empresa ha logrado
posicionarse como líder internacional.
Los productos de pollo Pilgrim´s Pride se encuentra a un nivel muy alto de
sanidad; es por eso que se encuentra en constantes proyectos, capacitaciones
para mejorar aún más sus procesos.

64
Este Proyecto es considerado uno de los más importantes debido a que el punto
a proteger es la inocuidad del producto y mejorar su calidad.
Uno de los puntos críticos de la empresa Pilgrim´s Pride S. de R. L. de C. V. en la
Unidad de control de sistema de bombeo para los equipos de alta presión, es que
no se cuenta con un autómata que maneje los tiempos de activación de las
bombas, es decir, que se releven cada cierto tiempo, alternándose una y otra vez,
para evitar que choquen las presiones de todas las bombas que se cuentan en el
sistema.
También es importante mencionar que en el autómata y en el sistema de red de
agua, se busca alternar una bomba que mande baja presión para poder prevenir
la contaminación del producto. El proceso altamente importante por la elevada
concentración de desechos que se generan dentro de las áreas de procesamiento
durante la condensación en fase de limpieza secundaria.
Los agentes de condensación, salpique, goteo, etc., se presentan normalmente
de manera que se observan de manera de inspección visual, (se detecta a simple
vista) los cuales en principio son agentes generados al someter las áreas con
limpieza a alta presión típicas del agua en forma de vapor.
Estos atacan a equipos de material de bronce (cables, cajas de conexiones de
motores, celdas de carga, indicadores de peso, activación de electroválvulas.
Para controlar estos mecanismos de falla por agua acumulada en el sistema de
red de agua, existen algunos métodos de control tales como la inyección de agua
de lavado a baja presión.

65
En la actualidad, la Planta Pilgrim’s Pride presenta desde su diseño original un
sistema de inyección de agua manual no óptimo para el adecuado control y
mitigación de la prevención de la contaminación del producto, el cual emplea agua
previamente calentada en un proceso de inyección de vapor.
En el presente documento se describe la oportunidad de mejora detectada en el
arreglo físico actual, se plantean los cálculos, recomendaciones de ingeniería y
control para optimizar el lavado de las áreas empleando agua a baja presión. Uno
de los objetivos específicos, es prevenir la integridad y confiabilidad mecánica del
sistema, minimizando el impacto económico por intervención mecánica de los
equipos, compra o reposición de los mismos y lucros cesantes que se generan en
Planta por paradas no programadas para reparación.
Gráfica 1. Metros cúbicos de agua extraída de pozos.
0
10000
20000
30000
40000
50000
60000
70000
80000
Metros cúbicos de agua extraida de pozos 2010

66
La forma adecuada para economizar y para realizar el efectivo control de estos
consumos sobre el agua de los pozos, es la reducción de agua por medio de bajar
la presión de esta, utilizada sobre las áreas de proceso.
Con objetivo de disminuir los costos de consumo de agua y mitigar su efecto en
las partes mencionadas con anterioridad.
El sistema actual de la Planta Pilgrim´s Pride presenta un sistema de inyección a
500 psi de agua en modo manual (proveniente de bombas de alta presión), sin la
adecuada instrumentación que permita realizar un efectivo monitoreo, control y
seguimiento a las proporciones óptimas de inyección de agua de acuerdo a
estándares y mejores prácticas internacionales para este tipo de sistemas.
Lo anterior está generando pérdida de la confiabilidad e integridad mecánica de
las áreas a las cuales se les realiza su limpieza durante proceso y pérdidas
económicas por reducción de cargas en planta para reparación de estos equipos.
Gráfica 2. Porcentaje ocupado por cada ave procesada.
10.00
15.00
20.00
25.00
EN
ER
OF
EB
RE
RO
MA
RZ
OA
BR
ILM
AY
OJU
NIO
JU
LIO
AG
OS
TO
SE
PT
IEM
BR
EO
CT
UB
RE
NO
VIE
MB
RE
DIC
IEM
BR
E
lts de agua porpollo 2010
meta consumox pollo 2011
promedio año2010

67
Esta gráfica demuestra de forma comparativa, lo que se ocupa en áreas de
segundo proceso, por cada pollo la cantidad de agua que se utiliza para limpiar las
áreas, es decir, si tenemos 1000 pollos producidos por día por 20 tenemos 20000
litros lo cual la meta en este estudio es reducir 5 litros por cada pollo que se
produce, es decir, por cada 1000 pollos ahorraremos 5000 litros. Lo que es una
cifra significativa.
Tabla 6. Consumo de metros cúbicos por semana.
Estos datos que se presenta en la Tabla, son los consumos que se obtuvieron
durante las semanas de marzo y abril del año 2010. Por lo que es importante
utilizar un sistema de baja presión para reducir estos consumos.
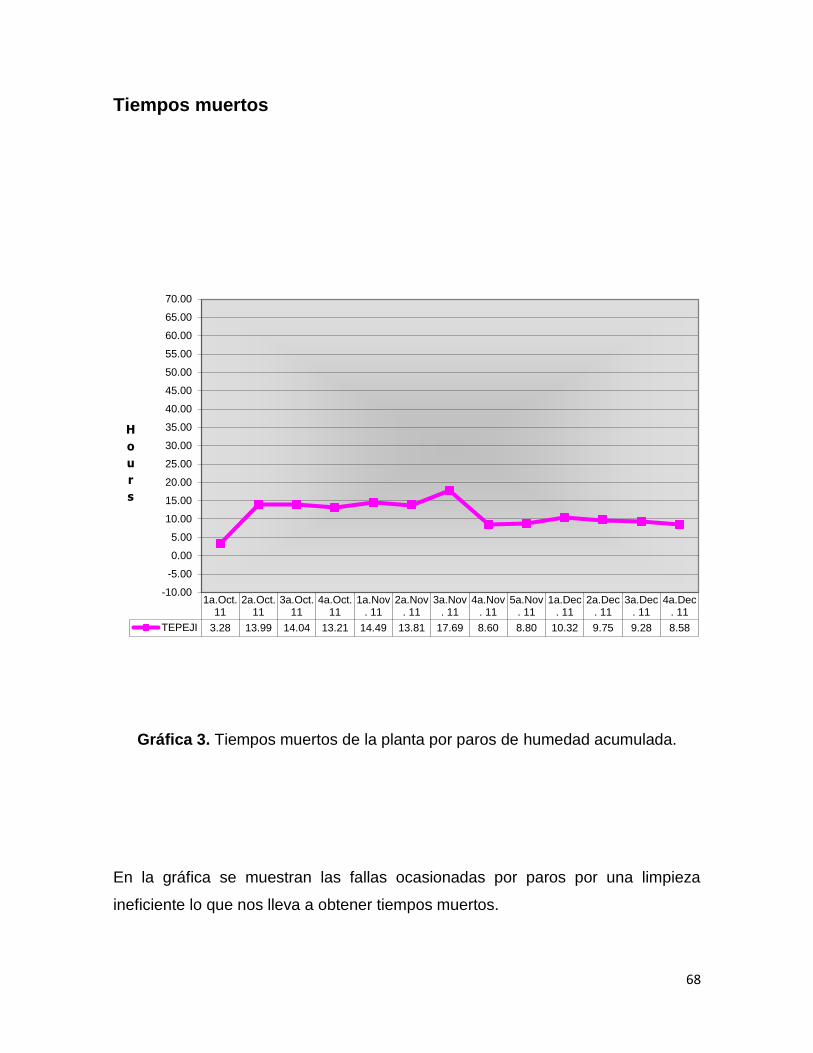
68
Tiempos muertos
Gráfica 3. Tiempos muertos de la planta por paros de humedad acumulada.
En la gráfica se muestran las fallas ocasionadas por paros por una limpieza
ineficiente lo que nos lleva a obtener tiempos muertos.
Considerar en el cálculo
1a.Oct.11
2a.Oct.11
3a.Oct.11
4a.Oct.11
1a.Nov. 11
2a.Nov. 11
3a.Nov. 11
4a.Nov. 11
5a.Nov. 11
1a.Dec. 11
2a.Dec. 11
3a.Dec. 11
4a.Dec. 11
TEPEJI 3.28 13.99 14.04 13.21 14.49 13.81 17.69 8.60 8.80 10.32 9.75 9.28 8.58
-10.00
-5.00
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
40.00
45.00
50.00
55.00
60.00
65.00
70.00
H
o
u
r
s

69
Después de una breve mención de los aspectos a considerar dentro del Proyecto empezamos a entrar en materia. Como
ya con anterioridad se señalo que no se cuenta con un Layout dentro de la Planta, procedemos a realizar este, siguiendo
todas las conexiones del sistema las cuales se encuentran en la parte superior del panel. A continuación en la figura se
muestra todo el sistema de conexión a considerar en el cálculo.
Fig.9 Plano de red de distribución de agua.

70
3.2 Capacidad del Sistema
El sistema fue revisado para manejar los requerimientos máximos (16 gpm) de
agua, con temperatura de la corriente de lavado que oscila entre 122 a 140°F.
Para prevenir futuras oportunidades operacionales se debe de mantener esta
temperatura con un sistema de control de temperatura.
Características a considerar
Temperatura, °F 120
Presión, psi 200
Denominados como elementos primarios de medición de un sistema de control, se
especifican básicamente mediante la caída de presión a través de un orificio.
Existen en la actualidad programas específicos para su estimación o en su defecto
metodologías manuales para su realización, en este caso utilizaremos la siguiente
fórmula para calcular el orificio de la tubería.
Ec.1
Donde:
= flujo en galones por hora
= factor de orificio (depende del orificio y diámetro interno de la tubería)
= factor de temperatura (gravedad específica para líquido)
= presión diferencial pulgadas de agua= 100 pulgadas
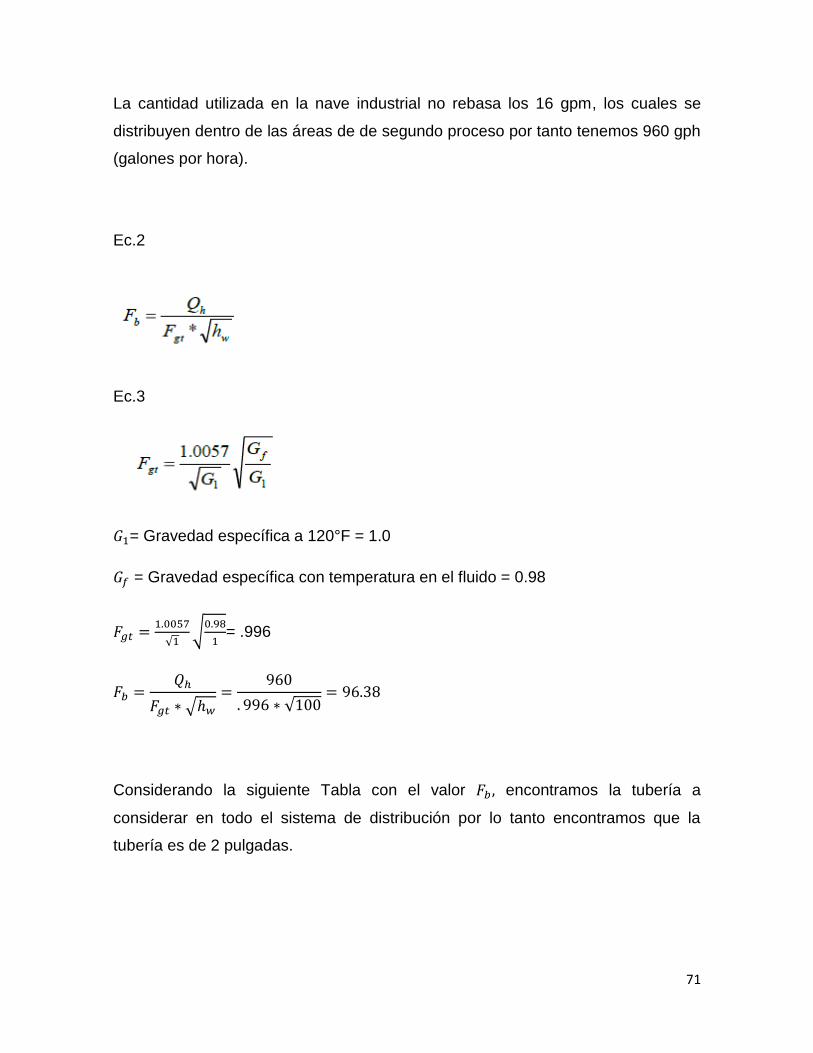
71
La cantidad utilizada en la nave industrial no rebasa los 16 gpm, los cuales se
distribuyen dentro de las áreas de de segundo proceso por tanto tenemos 960 gph
(galones por hora).
Ec.2
Ec.3
= Gravedad específica a 120°F = 1.0
= Gravedad específica con temperatura en el fluido = 0.98
√ √
= .996
√
√
Considerando la siguiente Tabla con el valor encontramos la tubería a
considerar en todo el sistema de distribución por lo tanto encontramos que la
tubería es de 2 pulgadas.

72
Tabla 7. Consideración de tubería para un sistema de distribución de agua.
En el siguiente cálculo se empleamos la Ecuación de Bernoulli para balance de
energía en tuberías, el sistema se evaluará desde la alimentación de agua de
ingreso a la sección, el cual dispone de indicación local de presión.
Obtenemos el número de accesorios de la figura Layout:
Número de codos: 15
Número de válvulas: 7
Número de T: 5
Orificio: 1

73
3.2.1 Ecuación de Bernoulli
La ecuación queda de la siguiente manera, tomando en cuenta que el diámetro de
tubería es de 2 pulgadas para todo el sistema y la velocidad es la misma al
término de retorno.
Donde se obtiene lo siguiente:
= 639.77 pies
=0
=
= Presión de entrada
= Pérdidas por tubería y accesorios

74
Con la siguiente gráfica determinamos la fricción para tubería de 2 pulgadas
Grafica 4. Factor de fricción.
Obtenemos el factor de fricción de f=0.021para tubería de diámetro de 2 pulgadas
Evaluamos K es el coeficiente a calcular para todo el segmento considerando los
accesorios por tanto cada codo tiene una aproximación de segmento sumado.
=75
=75 =75(0.021)(15)=23.6

75
= 7(0.021)= 0.147
= 5(0.021)= 0.105
= + + +
= 23.6+7.90+0.147+0.105
= 31.75
Después de haber calculado la fricción total del sistema de bombeo (tubería)
calculamos la capacidad de la bomba.
Cv = Potencia de la bomba
Q = Capacidad de la bomba
N = Rendimiento de la bomba

76
Por lo tanto la potencia de la bomba deberá estar entre los 6 y 7 hp para llenar el
sistema y obtener una baja presión durante el lavado, cuando se tiene el proceso
activo.
Cabe destacar que el cálculo de la fricción de todo el sistema de distribución se
cálculo para próximos usos de este dato, como ya se había mencionado no se
contaba con el Layout del sistema de distribución de agua.
Ya que contamos con el cálculo de la bomba, empezaremos con el sistema de
control de este sistema de bombeo. Actualmente se cuentan con tres bombas,
estas se deben de turnar cada 30 minutos, alternándose y cuando sea necesario
se trabajará una bomba mas, es decir, si hay una caída de presión entrará otra
bomba para estabilizar esta misma. No se omite mencionar que la temperatura
debe radicar en los 60 °C, esta es una variable importante. También contará con
un selector de 3 posiciones para modo limpieza, apagado y limpieza a baja
presión, esto se realizará con un diagrama de flujo. A continuación se representa
el funcionamiento del sistema.

77
INICIO
Bomba1=B1 Bomba4=B4
Bomba2=B2
Bomba3=B3
Selector posición 1= S1
Selector posición 2= S2
Selector posición 3= S3
Señal de presostato activa = P1
Señal de pirómetro = SP1
S1
activa Si
No
Arranca bomba para
lavado a baja presión
B1
1
SP1=60°C
No
Si
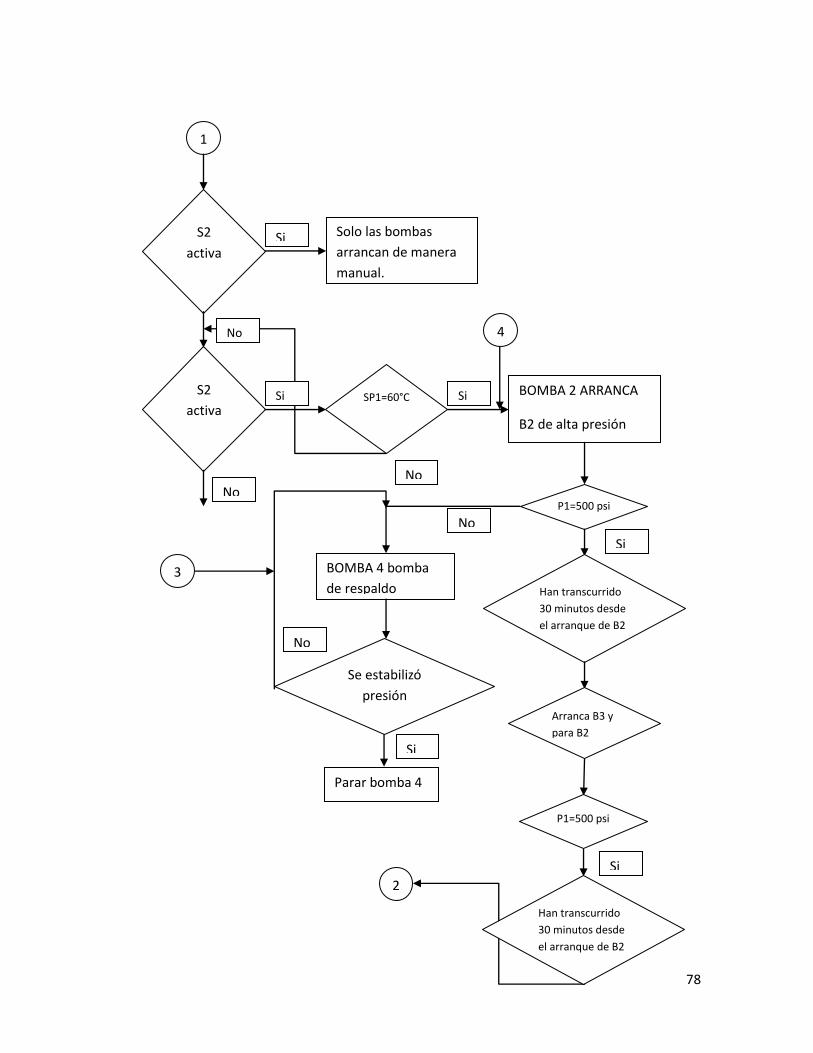
78
3
1
S2
activa Si
No
Solo las bombas
arrancan de manera
manual.
S2
activa Si
No
SP1=60°C
Si
No
BOMBA 2 ARRANCA
B2 de alta presión
P1=500 psi
Si
Han transcurrido
30 minutos desde
el arranque de B2
Arranca B3 y
para B2
P1=500 psi
Si
Han transcurrido
30 minutos desde
el arranque de B2
2
No
BOMBA 4 bomba
de respaldo
Se estabilizó
presión
No
Parar bomba 4
4
Si

79
Diagrama 6. Funcionamiento del sistema de bombeo
Como se muestra en el diagrama de flujo todo es un ciclo de condiciones
anidadas, por lo que el sistema solamente se queda parado o en modo de espera
cuando S2 está activa, solo las bombas se pueden arrancar de manera manual.
Con el diagrama anterior simplificamos las instrucciones a realizar por el
autómata, solo utilizaremos un módulo de Plc logo, por su costo básicamente
económico. A continuación mostramos los elementos utilizados para la
automatización del sistema y la lista de materiales.
El sistema está compuesto por un sensor de temperatura (Sitrans T) que contiene
un resistor dependiente de la temperatura. Los cambio de resistencia son
ingresados a un ¡LOGO! mediante un módulo de expansión AM2 Pt100 para luego
poder ser procesado.
2
Arranca B2 y
para B3
P1=500 psi
Si
Han transcurrido
30 minutos desde
el arranque de B3
3
4
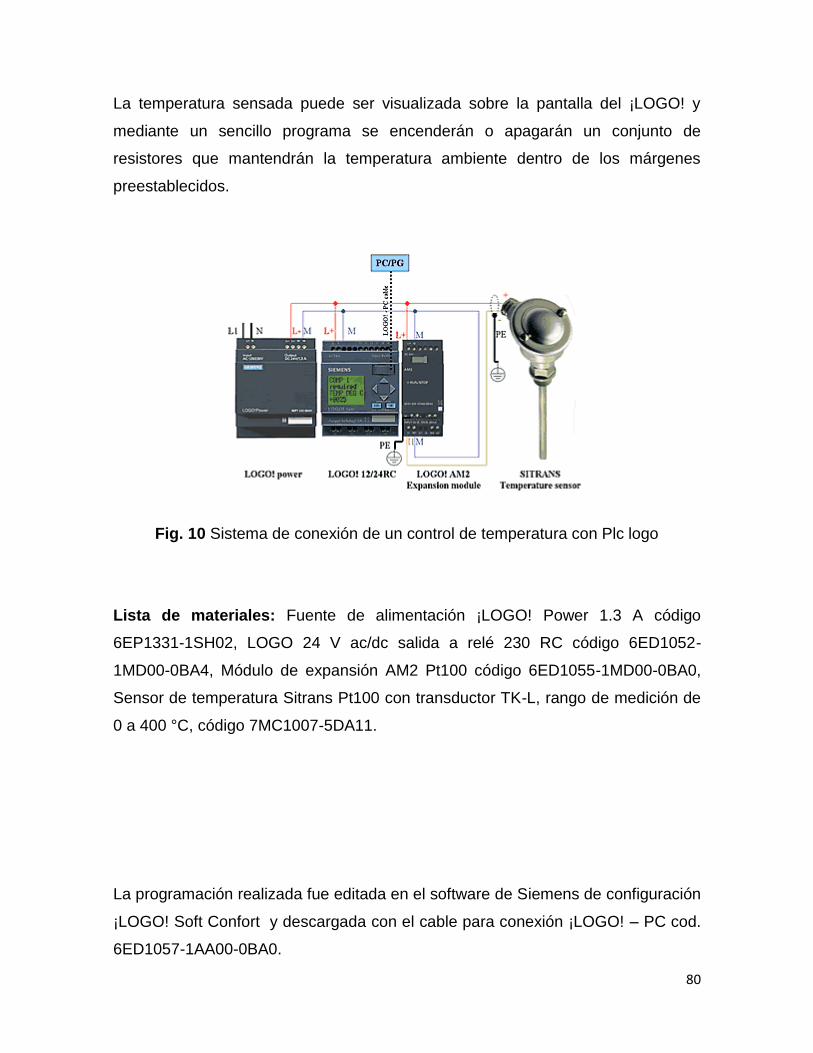
80
La temperatura sensada puede ser visualizada sobre la pantalla del ¡LOGO! y
mediante un sencillo programa se encenderán o apagarán un conjunto de
resistores que mantendrán la temperatura ambiente dentro de los márgenes
preestablecidos.
Fig. 10 Sistema de conexión de un control de temperatura con Plc logo
Lista de materiales: Fuente de alimentación ¡LOGO! Power 1.3 A código
6EP1331-1SH02, LOGO 24 V ac/dc salida a relé 230 RC código 6ED1052-
1MD00-0BA4, Módulo de expansión AM2 Pt100 código 6ED1055-1MD00-0BA0,
Sensor de temperatura Sitrans Pt100 con transductor TK-L, rango de medición de
0 a 400 °C, código 7MC1007-5DA11.
La programación realizada fue editada en el software de Siemens de configuración
¡LOGO! Soft Confort y descargada con el cable para conexión ¡LOGO! – PC cod.
6ED1057-1AA00-0BA0.

81
CAPÍTULO IV ESTUDIO COSTO BENEFICIO
Una vez identificados y analizados los conceptos, se muestran las siguientes
tablas, las cuales expresan el ahorro del consumo de agua.
Con la instalación y montaje de este sistema de bombeo a baja presión se
aprueban observaciones realizadas por supervisiones de Sagarpa y lineamientos
internos de auditorías.
Suspensión temporal de la acreditación TIF.
Revocación definitiva de la acreditación TIF.
Análisis de consumo de agua
Tabla. 8 Gasto anual sin ahorro de agua (metros cúbicos).
Gasto m3 *mes litros en promedio por pollo recibido Precio * m3
56806 17.73 $7.9248
Gasto Anual Costo Anual
Gasto m3
*mes meses Gasto anual $5,402,114.27
56806 12 681672

82
Con el sistema de bombeo a baja presión el consumo de agua bajará en un
promedio de 15 litros por pollo recibido.
Tabla. 9 Gasto anual con ahorro de agua (metros cúbicos).
Gasto m3 *mes litros en promedio por pollo recibido Precio * m3
48057 15 $7.9248
Gasto Anual Costo Anual
Gasto m3
*mes Meses Gasto anual
$4,570,105.36
48057 12 576684
Costo Anual: 576684 x $ 7.9248 = $ 4,570,105.40
Ahorro Anual = $ 5,402,114.00 - $ 4,570,105.40 = $ 832,008.6
Ahorro Anual (m3) = 681672 – 576684 = 104988 m3
En la inversión de la automatización sería de aproximadamente de $ 10,000
pesos, tomando en cuenta todos los dispositivos a utilizar.

83
RECOMENDACIONES
El inicio de la implementación del Proyecto no se disponía del diagrama de
la tubería, por lo cual fue necesario realizarlo para continuar el trabajo. Lo
que sí, es recomendable verificar y modificar las conexiones dentro del
diagrama, como se van haciendo constantes modificaciones dentro de la
empresa. Es importante mantener actualizado este mismo diagrama para
no generar algún retrabajo en el mismo.
Por lo anterior, se debe constatar que el sistema de control funcione
correctamente y se realice su constante revisión, para mantenerlo en un
buen estado.
Contar con un respaldo de la programación del sistema de control para no
tener alguna contingencia o algún paro inesperado dentro de proceso.
Tener una bomba de respaldo por si se llegará a suscitar algún daño de las
bombas en operación, ya que estas están trabajando la mayoría del tiempo
de los turnos, siendo carga de trabajo en el turno de limpieza general (se
realiza la limpieza y sanitización de todas las áreas para dejarlas libre de
cualquier bacteria que pueda dañar el producto).
Revisar el estado de la tubería ya que se observó algunos segmentos que
están propensos a daños futuros.

84
CONCLUSIONES
Se logró el objetivo de prevenir la contaminación del producto. Se redujo la
cantidad de agua utilizada (metros cúbicos), lo que conllevó a un ahorro
considerable dentro del presupuesto utilizado para el pago de agua.
El comportamiento del sistema de control fue muy estable, por lo que ya no
es necesario que una persona esté al pendiente del accionamiento y paro
de los equipos manualmente.
Se observó un mejoramiento de la productividad de los empleados con este
sistema, pues no están ya pendientes de que las bombas estén en
funcionamiento, tan solo se preocupan de su trabajo.
El sistema facilita el funcionamiento y del procedimiento de bombeo
alternando las bombas una y otra vez, hasta que se deje de mandar la
señal de comando, lo que aumenta enormemente la vida de los baleros de
cada una de las bombas y de los motores ampliando la vida también de los
sellos mecánicos.
El costo de la implementación de este sistema de control se redujo en 80%,
pues se contaba actualmente con uno, pero no estaba en servicio, porque
tiene demasiados errores de funcionamiento en alternar las bombas y se
perdía su secuencia, sin contar que los dispositivos estaban ya
descontinuados, lo que generaba gran insatisfacción al usuario.

85
ANEXOS
ANEXO I. Orden de mantenimiento

86
ANEXO II. Sistema a alta presión
ANEXO III. Sistema a baja presión

87
ANEXO IV Valor resistivo del pt100

88
GLOSARIO
Hidrostática. Parte de la mecánica que estudia el equilibrio de los fluidos.
I&C. ingeniería conceptual
Ka. Presión hidrostática
Logo Soft. Software de programación para el módulo logo de Siemens.
M3. Metros cúbicos.
MDM. Maquinaria de deshuesado automático.
Mecánica de fluidos. Parte de la física que se ocupa de la acción de los fluidos
en reposo o en movimiento, así como de las aplicaciones y mecanismos de
ingeniería que utilizan fluidos.
Perturbación. Es una señal que tiende a afectar adversamente el valor de la
salida de un sistema.
Planta. Se llama planta a cualquier objeto físico que se va a controlar
Plc. Control lógico programable.
PT 100. Dispositivo que varía su resistencia al aplicarle temperatura.
Servomecanismo. Sistema de control realimentado cuya salida es una posición
mecánica.
Sistema automático. Se define como la sustitución del operador humano, tanto
en sus tareas físicas como mentales, por máquinas o dispositivos.
Termocupla. Es un sensor de temperatura activo ya que por sus propios medios
brinda una tensión entre sus extremos proporcional a la temperatura a la cual se la
somete (del orden de los mV).

89
Transductor todo o nada. Suministran uña señal binaria claramente diferenciada.
Los finales de carrera son transductores de este tipo.
Transductores analógicos. Suministran una señal continua que es fiel reflejo de
la variación de la magnitud física medida. Algunos de los transductores más
utilizados son: Final de carrera, fotocéldas, pulsadores, encoders, etc.
Transductores numéricos. Transmiten valores numéricos en forma de
combinaciones binarias. Los encoders son transductores de este tipo.
Variable Manipulada. Es la cantidad que se modifica para obtener un valor
deseado.

90
BIBLIOGRAFÍA Y FUENTES DE INFORMACIÓN
BELTRÁN P., Rafael. Introducción a la Mecánica de Fluidos. Bogotá. McGraw Hill,
1991. 346 p.
FERNÁNDEZ Larrañaga, Bonifacio Introducción a la mecánica de fluidos, 2ª Ed.
México. Alfaomega, 1998. 399 p.
SOTELO AVILA, Gilberto. Hidráulica General, Vol I, Fundamentos, México Limusa,
1977. 551 p.
LUIS B. GOMEZ FLORES, Automatización Industrial Principios y Aplicaciones,
México Publicación particular, 2009, 205 p.
ROBERT H. BISHOP, The Mechatronics Handbook, Crc press, 2002,1230p.
HENRY ANTONIO MENDIBURU DÍAZ, Instrumentación Virtual Industrial, México,
Publicación particular, 2006, 180p.
Manual de construcción, equipo y operación de los establecimientos tipo
inspección federal. SARH, 1986. México, D.F., a 20 de octubre de 1994. El
Director General Jurídico, Guillermo Colín Sánchez. Rúbrica.
Control distribuido de Siemens, www.efalcom.com/control_distribuido.htm
CLAUDIO MATAIX, Máquinas de fluidos y máquinas hidráulicas, segunda edición,
Madrid, Ediciones del Castillo, 1986, 651p.

91
ÍNDICE DE MATERIAL GRÁFICO
ÍNDICE DE FIGURAS
Fig. 1 Corriente en un canal……………………………....……………….…….....….15
Fig. 2 Dos tipos de pérdidas en un codo………………………..………...................16
Fig. 3 Principio de arquímedes………………………………....................................20
Fig. 4 Partes principales de un sistema hidroneumático…………………………24
Fig. 5 Bombas de flujo mixto……………………………..........................................25
Fig. 6 Bomba del tipo flujo axial………………….……………………....................26
Fig. 7 Bombas de tipo voluta…………………………….........................................26
Fig. 8 Bomba centrifuga del tipo voluta…………………………….………….…...27
Fig. 9 Plano de red de distribución de agua…………………………………….…69
Fig. 10 Sistema de conexión de un control de temperatura con plc
logo……………………………………………………………………………….…..80

92
ÍNDICE DE TABLAS
Tabla1 Tiempos de paros en área de deshuesado………………………………....43 Tabla 1.1 Órdenes de deshuesado…………………………………………………….43 Tabla 2 Tiempos de paros en área de partido………………………………….……47 Tabla 2.1 Lista de órdenes de partido…………………………………………….…..48 Tabla 3 Tiempos de paros en área de emplayado…………………………….…….50 Tabla 3.1 Lista de órdenes de emplayado………………………………………...…51 Tabla 4 Tiempos de paros en área de inyectado………………………………...…53 Tabla 4.1 Lista de órdenes de inyectado……………………………………………..54 Tabla 5 Tiempos de paros en área de evisceración………………………………...57 Tabla 5.1 Lista de órdenes de evisceración………………………………………….58 Tabla 6 Consumo de metros cúbicos por semana…………………………………..67 Tabla 7 Consideración de tubería para un sistema de distribución de agua…….72 Tabla 8 Gasto anual sin ahorro de agua (metros cúbicos)………………………....81 Tabla 9 Gasto anual con ahorro de agua (metros cúbicos)………………………...82

93
ÍNDICE DE DIAGRAMAS Diagrama 1 Análisis de fallas en de deshuesado…………………..……………….44 Diagrama 2 Análisis de fallos en equipos de partido………………………………...48 Diagrama 3 Análisis de fallos en equipos de emplayado………………………….. 51 Diagrama 4 Análisis de fallos en equipos de inyectado……………………………..54 Diagrama 5 Análisis de fallos en equipos de evisceración……………………….....58 Diagrama 6 Funcionamiento del sistema de bombeo……………………..……….79
ÍNDICE DE GRÁFICAS Gráfica 1 Metros cúbicos de agua extraída de pozos……………………….………65 Gráfica 2 Porcentaje ocupado por cada ave procesada…………………………….66 Gráfica 3 Tiempos muertos de la planta por paros de humedad acumulada….…68 Gráfica 4 Factor de fricción……………………………………………………………..74

94





























