Embed Size (px)
Citation preview

UNIVERSIDAD MIGUEL HERNÁNDEZ
AUTOMATIZACIÓN INDUSTRIAL
PRÁCTICAS 8 Y 9:
CONTROL DE MAQUETAS DE PROCESOS REALES / GUÍA GEMMA

1. OBJETIVO En estas prácticas se realizará el control mediante un autómata de un proceso industrial, realizando las pruebas sobre maquetas a escala reducida. Se dispone de cuatro maquetas diferentes:
• Manipulador electroneumático • Módulo de reconocimiento • Cinta transportadora • Alimentador de piezas por gravedad
El objetivo es que cada grupo, a lo largo de dos sesiones de prácticas, programe al menos 2 de las 4 maquetas disponibles. En el apartado 2 del guión se presenta el manipulador electroneumático; en el apartado 3 se describe el módulo de reconocimiento y medición de piezas; en el apartado 4 se presenta la cinta transportadora; y, finalmente, en el apartado 5 se muestra el alimentador de piezas por gravedad. Como primer paso, cada grupo desarrollará su programa sobre un autómata no conectado a la maqueta y lo comprobará utilizando los pulsadores y los leds del propio autómata, como en las prácticas anteriores. Una vez que el programa esté comprobado, y por turnos, cada grupo podrá copiar su programa al autómata conectado a la maqueta, comprobar su funcionamiento y corregir los problemas que detecte. Para cada una de las maquetas se propone un programa básico y otro programa más completo. Primero deberá probarse el programa básico hasta hacer que funcione correctamente; después se realizará el programa completo. En la realización de los programas se propone el diseño partiendo de diagramas GRAFCET y la definición de los distintos estados de funcionamiento, parada y fallo con ayuda de la guía GEMMA.
NORMAS BÁSICAS DE SEGURIDAD Las maquetas que se presentan tienen como objetivo simular un sistema de producción a una escala más pequeña. En cualquier caso, el alumno deberá prestar gran atención y observar las siguientes normas: • Mantenerse alejado de la maqueta cuando el equipo está activado o realizando un
movimiento. Se debe tener especial cuidado con los cilindros neumáticos y mantener las manos alejadas de estos cuando realicen cualquier movimiento.
• Se deberán tratar con cuidado las conexiones (por ejemplo, no conectar entradas de la maqueta con salidas, no cortocircuitar pines, etc.)
• Antes de realizar cualquier conexión, se deberá desconectar la alimentación de la maqueta y únicamente conectarla cuando estemos seguros de que son correctas.
• Si se tiene cualquier duda, preguntad al profesor.
1

2. MANIPULADOR ELECTRONEUMÁTICO La maqueta simula un sistema mecánico capaz de trasladar piezas desde una posición a otra. El manipulador tiene una posición arriba y una posición abajo (eje vertical), actuada mediante un cilindro neumático. Además, cuenta con una ventosa de aspiración en el extremo del brazo capaz de asir (aspirar) una pieza. Adicionalmente, el manipulador puede desplazarse mediante un motor eléctrico para recoger y depositar las piezas en distintas posiciones. A continuación se muestra una imagen de esta maqueta.
Sensores y actuadores:
- 2 Microinterruptores magnéticos reed en el eje vertical (permiten conocer la
posición en la que se encuentra el brazo; abajo o arriba). - 3 microinterruptores electromecánicos de posición del brazo (se pueden observar
junto a la base del brazo). - 2 microinterruptores electromecánicos de limitación del plato. - Encoder óptico incremental (permite conocer la posición del brazo). - Potenciómetro giratorio (permite conocer la posición del brazo). - Vacuostato (ventosa). - Motor C.C. de 24 V (movimiento del brazo). - Cilindro de doble efecto con electroválvula monoestable. - Ventosa con generador de vacío y electroválvula 5/2 biestable.
2

Conexiones: PIN (X111) ENTRADA AUTÓMATA DESCRIPCIÓN 6 I0.0 Seta de emergencia S1 21 I1.1 Encoder incremental B1 7 I0.1 Botón Start, preparado S3 8 I0.2 Manual(=0)/Automático(=1) S4 19 I1.0 Vacuostato B5 9 I0.3 Cilindro vertical abajo B6 10 I0.4 Cilindro vertical arriba B7 4 I0.5 Mesa posición básica S8 3 I0.6 Mesa posición S9 2 I0.7 Mesa posición S10 20 Entrada analógica autómata
(no utilizada) Entrada analógica del potenciómetro giratorio
1 ALIMENTACION +24Vdc Alimentación del autómata mediante fuente de alimentación 0-24Vdc
25 Tierra 0V PIN (X112) SALIDA AUTÓMATA DESCRIPCIÓN 5 Q0.0 Bajar cilindro vertical 6 Q0.1 Vacio ON 7 Q0.2 Vacio OFF 12 Q0.3 Girar motor en sentido
antihorario 13 Q0.4 Girar motor en sentido
horario 2 Q0.5 Led H2 (luz verde) 3 Q0.6 Led H3 (luz blanca) 20 Entrada analógica autómata
(no utilizada) Entrada analógica del potenciómetro giratorio
Notas:
• Las salidas Q0.1 y Q0.2 deben accionarse de forma alternativa (Q0.1=1 y Q0.2=0, Q0.1=0 y Q0.2=1).
• El cilindro vertical es de simple efecto (Q0.0=1 baja el cilindro, en caso contrario se encontrará arriba).
• En la configuración actual del laboratorio: o La activación del pin de salida 12 ("Girar motor en sentido
antihorario"), conectado a Q0.3, gira el manipulador en el sentido antihorario y se usará para moverlo desde el alimentador por gravedad hacia la cinta transportadora.
o La activación del pin de salida 13 ("Girar motor en sentido horario"), conectado a Q0.4, gira el manipulador en el sentido horario y se usará para moverlo desde la cinta transportadora hacia el alimentador por gravedad.
3

o Cuando se activa el pin de entrada 2 (conectado a I0.7), el manipulador está sobre el alimentador de gravedad.
o Cuando se activa el pin de entrada 3 (conectado a I0.6), el manipulador está sobre la cinta transportadora.
• Como es habitual, en las 4 maquetas la señal "Seta de emergencia" se activa cuando no está pulsada la seta y se desactiva cuando está pulsada.
EJERCICIO 1: PROGRAMA BÁSICO El funcionamiento del sistema debe ser el siguiente: • El sistema se pondrá en marcha al pulsar el botón Start S3. • Lo primero será llevar al sistema hasta la situación inicial, en el caso de que no se
encontrase en ella. Para ello se realizarán las tres tareas siguientes, siempre en el orden que se indica: 1. Desactivar la válvula de vacío, si estuviera activada. 2. Una vez que la válvula esté desactivada, se elevará el cilindro, si no estuviera
elevado anteriormente. 3. Cuando se compruebe que el cilindro está elevado, se girará el brazo hasta la
posición de recogida de piezas (en caso de que no estuviese en esa posición). • Una vez alcanzada la posición inicial, el cilindro bajará para poder recoger una pieza
(nos aseguraremos de que hay una pieza lista para ser recogida). • Una vez que el cilindro haya bajado, se activará la válvula de vacío para recoger la
pieza. • Cuando se compruebe que la pieza está sujeta por la ventosa (vacuómetro), se
elevará el cilindro. • Cuando se compruebe que el cilindro está elevado, se girará el brazo hasta la
posición de depósito de piezas. • Una vez que se haya alcanzado esa posición, se bajará el cilindro. • Cuando el cilindro haya bajado, se desactivará la ventosa para depositar la pieza. • A continuación se llevará el sistema de nuevo a la posición inicial, siguiendo de
nuevo los pasos 1, 2 y 3 indicados anteriormente. EJERCICIO 2: PROGRAMA COMPLETO Sobre el programa básico anterior, se deben añadir las siguientes funcionalidades: • El botón Start también servirá para detener el proceso, llevando al sistema a la
situación de partida desde cualquier posición en la que se encontrase. • Durante el funcionamiento del sistema deberá estar encendido el led H2. • El sistema se detendrá (el motor de giro del brazo se deberá detener, pero no se
deberá soltar la pieza ni bajar el cilindro) cuando se pulse la seta de emergencia. Mientras la seta de emergencia esté pulsada, se encenderá la luz de emergencia H3.
• Cuando el manipulador esté listo para recoger una pieza, esperará hasta comprobar que realmente hay una pieza. Como la maqueta no dispone de un sensor para comprobar la presencia de piezas, se simulará mediante un interruptor del autómata que pulsará el propio alumno.
4

3. MÓDULO DE RECONOCIMIENTO Y MEDICIÓN La maqueta simula un sistema de reconocimiento de piezas. Cuenta con tres sensores: un sensor óptico, un sensor inductivo y uno capacitivo.
• El sensor capacitivo nos permite conocer si hay alguna pieza depositada en la zona de reconocimiento.
• El sensor óptico nos permite conocer si la pieza depositada en la zona de reconocimiento es blanca o negra.
• El sensor inductivo nos permite conocer si la pieza es de metal o material plástico.
Tipos de pieza: Plástico: Blanca o negra Metal
Sensores y actuadores:
• 2 microinterruptores magnéticos reed. • 1 sensor inductivo (1 si es metal, 0 en caso contrario). • 1 sensor capacitivo (1 si detecta pieza, 0 en caso contrario). • 1 sensor óptico (1 si es blanco o metal, 0 si es negro). • 1 potenciómetro lineal. • 1 cilindro de doble efecto con electroválvula 5/2 monoestable.
El sistema deberá activar 3 salidas diferentes (Q0.3, Q0.4 y Q0.5) dependiendo de la clasificación realizada. A continuación se muestra una imagen de la maqueta.
5

Conexiones: PIN (X111) ENTRADA AUTÓMATA DESCRIPCIÓN 6 I0.0 Seta de emergencia S1 7 I0.1 Botón Start, preparado S3 8 I0.2 Manual(=0)/Automático(=1) S4 9 I0.6 Cilindro de medida arriba
B6 10 I0.7 Cilindro de medida abajo
B7 2 I0.3 Sensor óptico B10 3 I0.4 Sensor capacitivo B11 4 I0.5 Sensor inductivo B12 1 ALIMENTACION +24Vdc Alimentación desde el
autómata 25 Tierra 0V PIN (X112) SALIDA AUTÓMATA DESCRIPCIÓN 5 Q0.0 Cilindro solidario al
potenciómetro (si está activado desciende; si está desactivado asciende)
2 Q0.1 Led H2 3 Q0.2 Led H3 Q0.3 Detección: Pieza de plástico
negra Q0.4 Detección: Pieza de plástico
blanca Q0.5 Detección: Pieza de metal 20 Entrada analógica autómata Entrada analógica del
potenciómetro giratorio Q1.0 Pieza procesada
6

EJERCICIO 1: PROGRAMA BÁSICO El funcionamiento del sistema debe ser el siguiente: • El sistema se pondrá en marcha al pulsar el botón Start S3. • Una vez en marcha, el sistema deberá chequear continuamente si existe alguna pieza
en la zona de reconocimiento (sensor capacitivo). • En el momento en que se detecte una pieza, el sistema deberá leer del sensor óptico
y del sensor inductivo, clasificando la pieza en función de las lecturas. La clasificación se indicará activando las salidas Q0.2, Q0.3 y Q0.4 correspondientes.
• Hecha la clasificación, el sistema deberá simular que mide la altura de la pieza; para ello hará descender el cilindro vertical ( Q0.0=1) hasta contactar con la pieza; esperar 2 segundos y volver a subir (Q0.0=0).
EJERCICIO 2: PROGRAMA COMPLETO Sobre el programa básico anterior, se deben añadir las siguientes funcionalidades: • El botón Start también servirá para detener el proceso. • Durante el funcionamiento del sistema deberá estar encendido el led H2. • El sistema se detendrá cuando se pulse la seta de emergencia S1. Mientras la seta de
emergencia esté pulsada, se encenderá la luz de emergencia H3. • Al detener el proceso, bien con la seta de emergencia o bien con el botón Start, el
cilindro volverá inmediatamente a la posición superior. Nota: En la tabla siguiente se muestran los sensores que se activan y se desactivan en función del tipo de pieza: Señal dada por el sensor para piezas de ... pin Tipo de sensor Metal Plástico blanco Plástico negro 3 capacitivo 1 1 1 4 inductivo 1 0 0 2 óptico 1 1 0
7

4. CINTA TRANSPORTADORA LINEAL La maqueta de la cinta transportadora dispone de los siguientes sensores y actuadores: • 1 sensor de proximidad óptico • 1 sensor capacitivo • 1 encoder óptico incremental, solidario al eje motor de la cinta transportadora. • Servomotor 24Vdc con dos sentidos de giro. A continuación se muestra una imagen de esta maqueta.
8

Conexiones: PIN (X111) ENTRADA AUTÓMATA DESCRIPCIÓN 6 I0.5 Seta de emergencia S1 7 I0.0 Botón Start, preparado S3 8 I0.1 Manual(=0)/Automático(=1) S4 2 I0.3 Sensor óptico 4 I0.4 Sensor capacitivo 21 Contador rápido del encoder 1 ALIMENTACION +24Vdc Alimentación desde el
autómata 25 Tierra 0V PIN (X112) SALIDA AUTÓMATA DESCRIPCIÓN 1 +24Vdc Alimentación 12 Q0.2 Girar motor en dirección a
posición básica 13 Q0.3 Girar motor en dirección a
posición de trabajo 2 Q0.0 Led verde H2 (preparado) 3 Q0.1 Led blanco H3 (manu/auto) Notas:
• Las señales Q0.2 y Q0.3 no deben activarse simultáneamente. • En la disposición actual de las maquetas en el laboratorio, la activación de Q0.2
y Q0.3 produce los efectos siguientes: o Si Q0.2=1, la cinta se mueve alejando la pieza del manipulador, hacia el
sensor capacitivo. o Si Q0.3=1, la cinta se mueve acercando la pieza al manipulador,
alejándose del sensor capacitivo.
9

EJERCICIO 1: PROGRAMA BÁSICO El funcionamiento del sistema debe ser el siguiente: • El sistema se pondrá en marcha al pulsar el botón Start S3. • Cuando el sistema esté en marcha, la cinta transportadora avanzará llevando las
piezas hacia el sensor capacitivo. • Cuando llegue una pieza al sensor capacitivo, la cinta deberá detenerse. Si retiramos
la pieza, la cinta volverá a moverse hasta que una nueva pieza alcance al sensor capacitivo (funcionamiento similar al de una cinta de supermercado).
EJERCICIO 2: PROGRAMA COMPLETO Sobre el programa básico anterior, se deben añadir las siguientes funcionalidades: • El botón Start también servirá para detener el proceso. • Durante el funcionamiento del sistema deberá estar encendido el led H2. • La cinta se detendrá cuando se pulse la seta de emergencia S1. Mientras la seta de
emergencia esté pulsada, se encenderá la luz de emergencia H3. • Cada vez que una pieza llegue al sensor capacitivo, la cinta, en lugar de detenerse,
se moverá en sentido inverso durante dos segundos. Transcurridos esos dos segundos, la cinta avanzará de nuevo hasta alcanzar al sensor capacitivo y se detendrá definitivamente.
• Se deberá mantener un contador de ciclos de funcionamiento que indique el número de piezas que han alcanzado el sensor.
10

5. ALIMENTADOR DE PIEZAS POR GRAVEDAD La maqueta simula un sistema alimentador de piezas. Se cuenta con una tolva en la cual se sitúan piezas apiladas. Un cilindro neumático es capaz de desplazar las piezas colocándolas en una posición de donde podrán ser recogidas. Se cuenta con:
- Una tolva de alimentación de piezas. - Un cilindro neumático. - Una zona de recogida de piezas con microinterruptor de contacto y sensor
capacitivo de presencia de pieza. MUY IMPORTANTE: Mientras realicemos pruebas deberemos mantener las manos apartadas del cilindro. Si alguna pieza queda atascada, deberemos primero desconectar el aire comprimido antes de realizar ninguna maniobra. A continuación se muestra una imagen de esta maqueta.
11
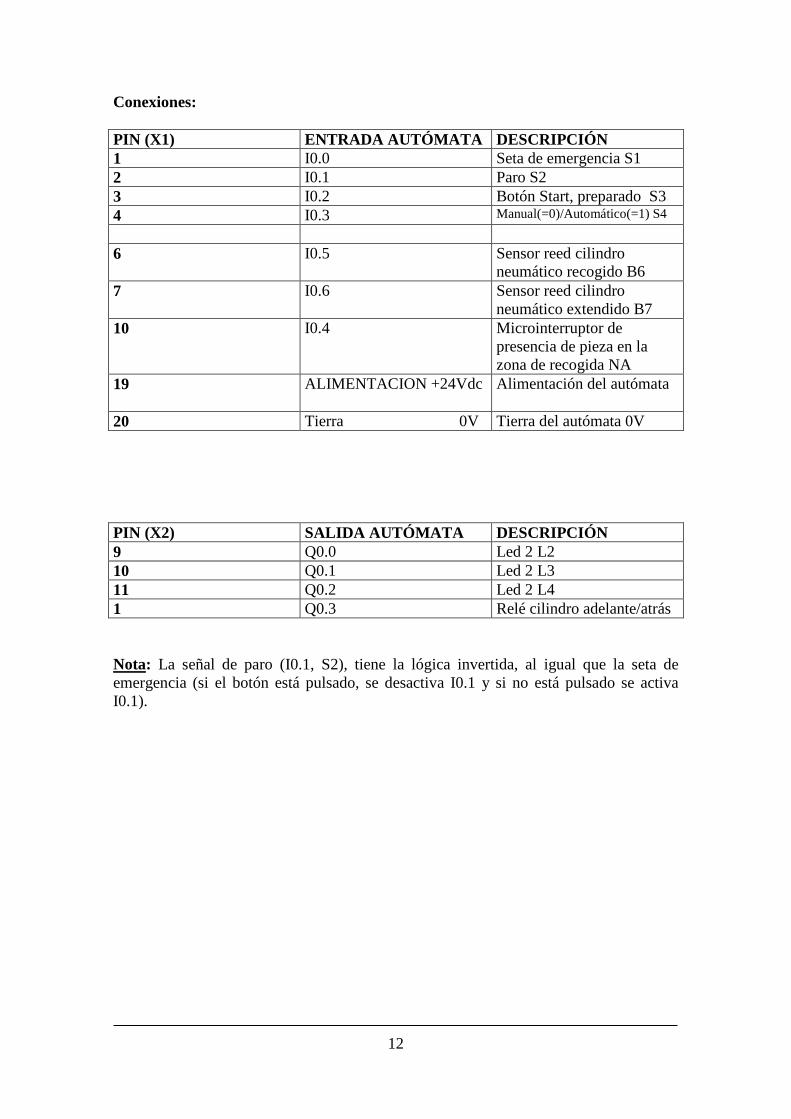
Conexiones: PIN (X1) ENTRADA AUTÓMATA DESCRIPCIÓN 1 I0.0 Seta de emergencia S1 2 I0.1 Paro S2 3 I0.2 Botón Start, preparado S3 4 I0.3 Manual(=0)/Automático(=1) S4 6 I0.5 Sensor reed cilindro
neumático recogido B6 7 I0.6 Sensor reed cilindro
neumático extendido B7 10 I0.4 Microinterruptor de
presencia de pieza en la zona de recogida NA
19 ALIMENTACION +24Vdc
Alimentación del autómata
20 Tierra 0V Tierra del autómata 0V PIN (X2) SALIDA AUTÓMATA DESCRIPCIÓN 9 Q0.0 Led 2 L2 10 Q0.1 Led 2 L3 11 Q0.2 Led 2 L4 1 Q0.3 Relé cilindro adelante/atrás Nota: La señal de paro (I0.1, S2), tiene la lógica invertida, al igual que la seta de emergencia (si el botón está pulsado, se desactiva I0.1 y si no está pulsado se activa I0.1).
12

EJERCICIO 1: PROGRAMA BÁSICO El funcionamiento del sistema debe ser el siguiente: • El sistema se pondrá en marcha al pulsar el botón MARCHA S3. • Cuando el sistema esté en marcha, el cilindro neumático se retirará a la posición
básica (cilindro recogido), de no estar en ella. Esta será la posición de partida. • Si se detecta (mediante el sensor capacitivo) que no hay ninguna pieza en la
posición de recogida, se esperarán dos segundos (por seguridad) y se llevará el cilindro a la posición de expulsión de pieza.
• Una vez alcanzada la posición de expulsión de pieza, el cilindro se recogerá completamente de nuevo.
EJERCICIO 2: PROGRAMA COMPLETO Sobre el programa básico anterior, se deben añadir las siguientes funcionalidades: • El botón S2 (paro) servirá para detener el proceso. • Durante el funcionamiento del sistema deberá estar encendido el led H2. • El proceso se detendrá cuando se pulse la seta de emergencia S1. Mientras la seta de
emergencia esté pulsada, se encenderá la luz de emergencia H3. • Cuando se detenga el proceso, bien mediante el botón de PARO (S2) o mediante la
seta de emergencia, el cilindro se recogerá a la posición básica. • Durante el funcionamiento normal, se deberá mantener un contador de piezas
expulsadas.
13

6. GUÍA GEMMA Como se ha explicado en clase, GEMMA es una guía para el estudio de los modos de marcha y paradas de un proceso. Puede entenderse como una representación organizada de todos los modos o estados en los que se puede encontrar un proceso de producción automatizado, así como las formas de evolucionar de unos a otros. Se propone como ejercicio realizar el diseño basado en GEMMA de al menos uno de los procesos de las maquetas. Para ello se propone seguir los pasos siguientes:
• Estudio de las acciones del proceso. • Definición del ciclo normal de producción. • Formulación del Grafcet de base. • Con ayuda de GEMMA:
Definición de los modos de marcha y paro. Definición de las condiciones de evolución entre los distintos estados
de funcionamiento, parada y fallo.
14





























