Embed Size (px)
Citation preview
Universidad del Bío-Bío Profesores Guías Facultad de Ingeniería Francisco Ramis Lanyon Departamento de Ingeniería en Maderas Francisco Vergara GonzálezDepartamento de Ingeniería Mecánica
“Caracterización y Estandarización de Productos, Procesos y
Equipos en la Industria del Aserrío”
“Trabajo de Titulación presentado en conformidad a los requisitos para obtener
los títulos de Ingeniero Civil Industrial Mención Mecánica e
Ingeniero Civil en Industrias Forestales”
Fecha: Alumnos
23 de Enero de 2003 Cristian Fernando Aguilar Cayún
Rodrigo Alejandro Sanhueza Bravo

INDICE PAG.
CAPITULO I ANTECEDENTES DEL TRABAJO
1.- INTRODUCCION 1
2.- JUSTIFICACION DEL TEMA 2
3.- ORIGEN DEL TEMA 3
4.- OBJETIVOS 4
4.1.- Objetivos Generales 4
4.2.- Objetivos Específicos 4
5.- METODOLOGÍA 5
CAPITULO II ANTECEDENTES DE LA INDUSTRIA DEL ASERRÍO
1.- INTRODUCCIÓN 7
2.- EL RECURSO FORESTAL 8
3.- INDICADORES DEL SECTOR 10
4.- MERCADO 11
5.- DESARROLLO DE LA INDUSTRIA DEL ASERRÍO 13
5.1.- Clasificación y Número de Aserraderos 13
CAPITULO III LA HERRAMIENTA DE SIMULACION
1.-INTRODUCCIÓN 18
2.- CARACTERÍSTICAS DE LOS SISTEMAS PARA LA SIMULACIÓN 19
3.- SIMULACIÓN DE SISTEMAS 19
4.- ESTRUCTURA DE UN MODELO DE SIMULACIÓN 20
5.- VENTAJAS Y DESVENTAJAS DE LA SIMULACIÓN 21
6.- EL USO DE LA SIMULACIÓN EN LA INDUSTRIA DEL ASERRÍO 22
CAPITULO IV CARACTERIZACIÓN Y ESTANDARIZACIÓN DE LA MADERA
ASERRADA
1.- INTRODUCCIÓN 23
2.- PLANES DE CORTE 24
2.1.-Filosofía del corte 24
2.2.- Calidad de madera en la troza 25
2.1.1.- Madera Lateral 26
2.1.2.- Madera Semilateral 26
2.1.3.- Madera Central 27
2.3.- Optimización del Patrón de Corte 27
3.- CLASIFICACIONES DE MADERA ASERRADA 28
3.1.- Atributos y variables a Considerar en la Clasificación de Madera
Aserrada 29
3.1.1.- Especie 30
3.1.2.- Tipo de Materia Prima, Suministro 31
3.1.3.- Apariencia 34
3.1.3.1.- Defectos de la Madera 35
3.1.3.2.-Defectos del Proceso 37

3.1.4.- Dimensiones 37
3.1.5.- Contenido de Humedad 38
3.1.5.1- Madera Seca 7- 13 % 39
3.1.5.1.1.-Tipos de Secado 39
3.1.5.1.1.a.- Secado en cámara 39
3.1.5.1.1.b.- Secado con Aire 40
3.1.5.2.- Madera Verde Sobre 40% 40
3.1.5.3.- Estabilidad dimensional 40
3.1.6.- Resistencia Mecánica 41
3.1.7.- Tratamiento 41
3.1.7.1.- Durabilidad 43
3.1.8.- Calidad Superficial 43
3.1.8.1.- Madera Cepillada 44
3.1.8.2.- Rough/Rústica 44
3.1.9.- Tipo de Corte 44
3.2.- Productos de Madera Aserrada 45
3.2.1.- Madera de Ancho Variable 46
3.2.2.- Madera de Ancho Fijo 48
3.2.3.- Tapas 50
3.2.4.- Madera Estructural 51
3.2.5.- Basas 53
3.2.6.- Boards 53
3.2.7.- Mercado 54
3.3.- Clasificación de madera según normas 54
3.3.1.- Clasificación Chilena 55
3.3.2.-Clasificación Americana 55
3.3.2.1.- Madera duras (comerciales) 55
3.3.2.1.1.- Madera industrial (Factory Lumber) 56
3.3.2.1.2.- Dimensiones y partes 57
3.3.2.1.3.- Productos terminados 57
3.3.2.2.- Maderas Blandas 58

3.3.2.2.1.- Clasificación de Madera Aserrada Blanda 58
3.3.2.2.1.1.- Construcción 59
3.3.2.2.1.2.- Remanufactura 61
3.3.2.2.2.- Tamaño 63
3.3.2.2.3.- Terminación Superficial 64
3.3.2.2.4.- Contenido de Humedad 64
3.3.3.- Clasificación Nórdica 65
3.3.3.1.- Clasificación de calidad 66
3.3.3.2.- Clasificación, dimensiones y secado 66
3.3.3.3.- Madera clasificada según resistencias mecánicas 66
3.3.3.4.- Escuadrías y longitudes 67
3.3.3.5.- Contenido de Humedad 68
4.- ESTANDARIZACIÓN DE PRODUCTOS DE MADERA ASERRADA 69
CAPITULO V CONSIDERACIONES DEL PROCESO DE ASERRIO
1.- INTRODUCCIÓN 71
2.- ESTANDARIZAR EL PROCESO 72
3.- DEFINICIÓN DEL PROCESO 73
4.- CONSIDERACIONES GENERALES 74
5.- PRINCIPIOS DE DISEÑO 75
6.-DISTRIBUCIÓN EN PLANTA: LAYOUT 78
7.- DIAGRAMAS DE CORTE 79
7.1.- Factores Importantes a Considerar en el Patrón de Corte 79
7.2.- Calidad superficial y Esquema de Corte 80
8.- EXACTITUD DEL PROCESO 82
8.1.- Dimensión Objetivo 82
8.2.- Canal de Corte 83

9.- FACTORES QUE AFECTAN EL RENDIMIENTO DE LA MATERIA PRIMA 85
9.1.- Parámetros que dependen de la materia Prima 85
9.2.- Tipos de Aserrío 85
9.2.1.- Respecto a la Calidad de la Materia Prima 86
9.2.2.- Respecto de la Geometría de la troza 87
9.2.3.- Respecto a la Geometría de las piezas obtenidas 88
9.3.- Parámetros que dependen de los Productos 89
9.3.1.- Escuadrías 89
9.3.2.- Largos 89
9.3.3.- Sobre Medidas 89
9.3.4.- Calidades 90
9.3.5.- Complementariedad de las Escuadrías 90
9.3.6.- Complementariedad entre Volúmenes y Calidad 91
9.4.- Tipos de Aserraderos 91
9.4.1.- Con cancha de clasificación de troncos 91
9.4.2.- Sin cancha pero con optimización en línea de cada tronco 92
9.4.3.- Con preclasificación de troncos y optimización en línea 93
9.5.- Optimización y Ejecución de los Patrones de Corte 93
9.6.- Sistema de Medición 94
9.7.- Otros Factores 94
10.- TIEMPOS EN ASERRADERO 95
10.1.- Elementos sobre el Estudio de Tiempos 97
10.2.- Tiempos Muertos 98
11.- INDICADORES DE DESEMPEÑO DEL PROCESO 100
11.1.- Factor de Uso 100
11.2.- Productividad 100
11.3.- Factor de Disponibilidad 101
11.4.- Factor de Operación 101
11.5.- Aprovechamiento 102
11.6.- Velocidad de la Línea 103
11.7.- Gap 103

CAPITULO VI
ENFOQUE DEL PROCESO DE ASERRADO
1.- INTRODUCCIÓN 105
2.- DECISIÓN Y JUSTIFICACIÓN DEL ALCANCE DEL CAPITULO 106
3.- CENTROS DE TRABAJO 107
4.- TOMA DE DECISIONES EN EL PROCESO 110
4.1.- Lógica Programada 110
4.2.- Hardware y Software 112
4.3.- Medición de La Pieza 114
4.4.- Posicionamiento de Herramientas y Madera 115
5.- DEFINICIÓN DE OPERACIONES POR ÁREA DE PROCESO 116
5.1.- Área Preparación de Materia Prima 117
5.1.1.- Recepción de trozos 119
5.1.2.- Clasificación en cancha de trozos con corteza 119
5.1.3.- Descortezado 121
5.1.4- Trozado 128
5.1.5- Tratamiento Subproductos 131
5.2.- Aserrío Trozas 132
5.2.1.- Alimentación al aserradero 134
5.2.2.- Corte Primario 138
5.2.3.- Corte Secundario 145
5.2.4.- Canteado 151
5.2.5.- Despuntado Y Clasificación 154
5.2.6.- Reaserrío 159
5.2.7.- Recuperación 161
5.2.8.- Tratamiento de Subproductos 163
5.3.- Tratamientos realizados a la Madera Aserrada. 163
5.3.1.- Baño Antimancha 166
5.3.2.- Secado 167
5.3.3.- Cepillado 168
5.3.4.- Impregnación 169
5.3.5.- Empaquetado 170
6.- IDENTIFICACIÓN DE PROBLEMAS 170
6.1.- Clasificación de los Problemas 171
6.1.1.- Debidos a causas Operacionales 171
6.1.2.- Debidos a Causa Mecánicas 171
6.1.3.- Debidos a Causas Eléctricas 172
6.1.4.- Causas Externas 172
6.2.- Problemas Identificados en Plantas 173
6.3.- Distintas Configuraciones de Máquinas para un mismo
producto 175
CAPITULO VII MAQUINAS DE ASERRIO
1.- INTRODUCCION 180
2.- METODOLOGÍA 181
3.- DEFINICIÓN DE LAS FAMILIAS DE EQUIPOS. 182
4.- EQUIPOS DE RECOLECCIÓN DE INFORMACIÓN 184
4.1.- Sensores 187
4.1.1.- Fin de Carrera 188
4.1.2.- Detector de Proximidad y Medidores de Distancia 188
4.1.3.- Fotocelda 189
4.1.4.- Encoder 190

4.2.- Escáner 191
4.2.1- Ópticos 191
4.2.1.1.- Cámaras de Video 192
4.2.1.2.- Escáner de Cortina 192
4.2.1.3.- Parabólico 193
4.2.1.4.- Barrera Fotoceldas 194
4.2.1.5.- Triangulación Láser 195
4.2.1.6.- True Shape 195
4.2.1.7- Escáner de Cámaras 196
4.3 .- Aplicaciones de los sistemas de recolección en el Proceso de
Aserrado 196
4.3.1.- Barrera de Fotocelda aplicada a Carro Huincha 196
4.3.2.- Aplicación de Triangulación Láser a Medición
de Espesor 197
4.3.3.- Aplicación de Escáner de Cámara 198
5.- EQUIPOS DE TRANSPORTE 199
5.1.- Cadenas 201
5.2.- Rodillos 202
5.3.- Cintas 202
5.4.- Alimentadores 203
5.5.- Carros 204
5.6.- Separadores de Tablas 205
5.7.- Alimentadores de Paso (Step Feeder) 206
5.8.- Pateadores 206
6.- EQUIPOS DE CORTE 207
6.1.- Descortezadores (Debarker) 208
6.2.- Sierras Circulares (Circular Saws) 209
6.3.- Sierras Huinchas ( Band Saws) 216
6.4.- Sierras Alternativas 221
6.5.- Perfiladores (Profiler) 223
6.7.- Astilladores Canteadores (Chipper Canter) 224

6.8.- Reductores de Contrafuerte (Butt Reducer) 227
6.9.- Astilladores (Chipper) 238
7.- EQUIPOS DE CLASIFICACIÓN Y APILADO DE MADERA
ASERRADA (SORTER AND STACKER) 230
8.- EQUIPOS PARA TRATAMIENTOS 232
8.1.- Cámaras de Secado 232
8.2.- Antimancha 232
8.3.- Cámaras de Impregnación 233
8.4.- Cepilladoras 234
9.- EQUIPOS COMPLEMENTARIOS 234
10.- PARAMETRIZACIÓN DE LOS EQUIPOS SEGÚN ESTACIONES DE
TRABAJO 235
10.1.- Metodología para Parametrización 236
10.2.- Clasificación y Parametrización de los centro de trabajo 239
10.2.1.- Equipos para Descortezado 240
10.2.2.- Equipos para Trozado 242
10.2.3.- Equipo para Alimentación Aserradero 244
10.2.4.- Corte Primario 245
10.2.5.- Corte Secundario 248
10.2.6.- Canteado 251
10.2.7.- Despuntado y Clasificación 253
CAPITULO VIII CONCLUSIONES Y RECOMENDACIONES
1.- CONCLUSIONES 257
1.1.- Productos 257
1.2.- Proceso 258
1.3.- Equipos 259
2.- RECOMEDACIONES 260

BIBLIOGRAFIA
ANEXOS
INDICE ANEXOS ANEXO Nº 1: CALIDADES DE TROZOS – ESPECIFICACIONES. ANEXO Nº 2: DIMENSIONES Y TOLERANCIAS PARA PRODUCTOS DE MADERA ASERRADA. ANEXO Nº 3: CONTENIDOS DE HUMEDAD EN MADERA SECA. ANEXO Nº 4: ESPECIFICACIONES DE CALIDAD PARA PRODUCTOS DE ASERRADERO. ANEXO Nº 5: DIMENSIONES DE MADERA ASERRADA SEGÚN NORMA AMERICANA. ANEXO Nº 6: DEFECTOS DE LA MADERA EN LA CLASIFICACIÓN NÓRDICA. ANEXO Nº 7: GLOSARIO DE IMÁGENES EN LAYOUT. ANEXO Nº 8: CONFIGURACIÓN CORTE PRIMARIO. ANEXO Nº 9: CONFIGURACIONES DE CORTE SECUNDARIO. ANEXO Nº 10: CONFIGURACIÓN OPERACIÓN CORTE CANTEADO. ANEXO Nº 11: TILT HOIST. ANEXO Nº 12: CONFIGURACIÓNES DE OPERACIÓN REASERRIO. ANEXO Nº 13: EQUIPOS DE OPTIMIZACIÓN SENSORES. ANEXO Nº 14: EQUIPOS DE RECOLECCIÓN DE INFORMACIÓN ESCANERS. ANEXO Nº 15: CADENAS. ANEXO Nº 16: RODILLOS. ANEXO Nº 17: CINTAS. ANEXO Nº 18: POSICIONADORES, CENTRADORES, GIRADORES. ANEXO Nº 19: CARROS. ANEXO Nº 20: SEPARADORES DE TABLA. ANEXO Nº 21: STEP FEEDER.
ANEXO Nº 22: DESCORTEZADORES. ANEXO Nº 23: SIERRAS CIRCULARES. ANEXO Nº 24: SIERRAS HUINCHAS. ANEXO Nº 25: SIERRAS ALTERNATIVAS. ANEXO Nº 26: PERFILADORES. ANEXO Nº 27: CHIPPER CANTER. ANEXO Nº 28: BUTT REDUCER. ANEXO Nº 29: ASTILLADORES. ANEXO Nº 30: CLASIFICADORES. ANEXO Nº 31: STACKEER. ANEXO Nº 32: EQUIPOS COMPLEMENTARIOS. ANEXO Nº 33: TRANSPORTES ANGULARES. RESUMEN
En este trabajo se realizó una investigación de la Industria del Aserrío en
torno a tres temas específicos: Productos, Procesos y Equipos utilizados en la
industria. Cada uno de estos temas fue investigado de manera que la información
obtenida pudiese permitir caracterizar cada uno de ellos y especificar que atributos
y operaciones deben ser considerados para poder ser usados en un software de
simulación para la Industria.
Para el tema de Productos se realizó una recopilación de los productos de
madera aserrada en la industria del aserrío chilena, basada en la experiencia de
Aserraderos Arauco y Aserraderos CMPC. También se revisaron las Normas de
Clasificación Americana y Nórdica. Se llego a la conclusión que los atributos que
caracterizan a un producto de madera aserrada son el contenido de Humedad
Final, la procedencia de la pieza de madera desde el trozo (lateral, central o
semilateral) y las escuadrías del producto (medidas de producción y tolerancias).
Otros atributos como calidad superficial, porcentaje de aprovechamiento de la
pieza, tratamientos de protección contra hongos e insectos, se encuentran
relacionados con especificaciones del cliente.
En cuanto al Proceso se realizó una investigación de temas que se
consideraron relevantes antes de entrar en la definición del mismo. Entre estos
temas se encuentra el tipo de materia prima utilizada, principios de diseño,
diagramas de corte, tiempos del proceso, e indicadores de desempeño. Junto a
esto se realizaron visitas a los aserraderos de CMPC: Bucalemu, Nacimiento y
Mulchén, y a dos de los aserraderos de ARAUCO: Horcones y el Colorado.
Para el Proceso se realizó una división sobre la base de Áreas, las que
fueron divididas en Operaciones con Tareas especificas a cumplir en cada una de
ellas. Las áreas en las cuales se dividió el proceso son: Preparación de materia
Prima, que involucra las Operaciones de Recepción, Clasificación, Descortezado,
Trozado de rollizos. La segunda área definida es Aserrío de Trozas, que considera
las operaciones de Alimentación, Corte Primario, Corte Secundario, Canteado,
Reaserrío y Recuperación. Y finalmente la tercera área definida corresponde a
Tratamientos realizados a la Madera Aserrada, donde se encuentran las
operaciones de Baño Antimancha, Secado, Cepillado e Impregnación. En esta
área también se incluyó el tema del empaquetado de madera aserrada. También
se consideró el tema de tratamientos de desechos producidos en cada área. Las
tareas son definidas para cada operación y están relacionadas con la definición
previa de lo que llamamos Centro de trabajo, compuesto por una Definición de la
Operación, un Conjunto de Máquinas que permitan tomar información del sistema,

y que puedan realizar una operación física sobre el material, y cuya ultima
componente es una lógica que permita tomar las decisiones de corte.
Finalmente para los equipos se realizó una clasificación de estos mediante
familias, considerando como familia a un conjunto de equipos que cumplen una
función similar en el proceso. Las familias definidas fueron: Recolección de
Información, Transporte, Corte, Clasificación y Apilado, y equipos para
Tratamientos. Una familia a parte fue la de equipos complementarios que incluye
detectores de metal, equipos de afilado, entre otros.
Además, se realizó una clasificación de los equipos de acuerdo a la
operación que cumplían dentro de la planta, en las áreas definidas y donde se
consideran los atributos de los equipos.
En cuanto a los atributos que se consideraron para los equipos, estos se
dividieron en dos tipos: Datos Técnicos y Parámetros que definen la performance
del equipo. Estos últimos son los que se deben considerar para caracterizar un
equipo para la simulación, entre ellos se encuentran las restricciones de corte
(altura, espesor y ancho), velocidad de avance, capacidades de los equipos y en
general toda variable que afecte el flujo del proceso.
CAPITULO I
ANTECEDENTES DEL TRABAJO

1.- INTRODUCCION
Las plantaciones forestales en nuestro país han hecho que exista la
posibilidad de dar paso al sector forestal, el cual junto con la industria de la gran
minería, son las que mayores exportaciones producen y las que más divisas
entregan al país.
Dentro del sector forestal la industria del aserrío ha hecho su parte. Para el
período enero – septiembre del 2001, según INFOR, los retornos al país por
concepto de madera aserrada alcanzaron los 130.300,3 millones $US FOB. Por
otro lado, la industria del aserrío se caracteriza por ser de tipo heterogénea,
existiendo diversidad en los planteles. Diversidad en las formas de las
instalaciones, tamaños y niveles de producción, máquinas, productos, personal y
tipo de organización.
La perspectiva de la industria del aserrío ha ido cambiando desde solo
producir madera aserrada, hasta realizar integración hacia atrás (silvicultura) y/o
integración hacia delante (remanufactura). Uno de los grandes problemas de esta
industria es que el conocimiento de los procesos, y por ende de las máquinas,
productos existentes, se ha hecho en forma empírica, cambiando parámetros en
las máquinas e intentando conocer y mejorar los procesos. Por esta razón, el
presente trabajo entrega una descripción de los Productos, Procesos y Equipos de
la Industria del Aserrío, a fin de que estos puedan servir como base para la
creación de un software de simulación que permita mejorar la gestión del Proceso.
2.- JUSTIFICACION DEL TEMA
El análisis de Procesos Industriales busca mejorar capacidades de las
plantas, control de calidad y optimizar recursos. En este punto las personas se ven
obligadas a tomar decisiones que afectan el proceso productivo y la rentabilidad
del negocio.
Una herramienta potente para esta toma de decisiones es la Simulación de
procesos. La cual ha sido usada a través de los años en diferentes ámbitos como
la aerodinámica, la construcción de automóviles, simuladores de vuelo, “carrera
espacial”, entregando resultados que permiten mejorar y conocer los procesos a
través de cambios en parámetros o variables esenciales de estos antes de realizar
la inversión en ellos.
Dentro de las ventajas de la simulación podemos mencionar:
a. Experimentación económica
b. Ensayos de sensibilidad
c. Repetición de experimentos
d. Estudio de estabilidad del sistema.
De lo anterior se ve que la Simulación es una herramienta a la cual se le
debe sacar provecho en la toma de decisiones.
En la industria del aserrío no existe una herramienta que permita modelar a
través de datos conocidos las líneas de producción, ya sea cambiando
maquinarias o bien instalando una línea nueva, como ya mencionamos esto se ha
hecho a través de la experiencia.
De esta manera se visualiza que en la industria del aserrío es posible
estudiar y simular condiciones de operación antes de invertir en nuevas
tecnologías, por ejemplo podríamos simular: capacidad de productiva, tiempos
muertos, número de máquinas para distintos procesos, ordenamientos de las
máquinas en la planta, control de calidad, mano de obra, entre otros.
Por estas razones, la necesidad de entregar una descripción de Productos,
Procesos y Equipos, se hace necesaria para crear una herramienta de simulación
que permita mejorar el proceso de aserrío.
3.- ORIGEN DEL TEMA
El origen de este trabajo de título se enmarca dentro de un Proyecto FIT,
que plantea la creación de un software de simulación, que permita poder Simular
los Procesos de la Industria del Aserrío. Este proyecto FIT consta de tres etapas
que buscan la generación de una herramienta que permita modelar y simular
aserraderos, de tal manera que cualquier usuario que quiera implementar o
cambiar algo en su planta sea capaz de hacerlo antes de realizar la inversión.
Podemos decir que el proyecto cuenta con las siguientes etapas:
a. Caracterización y Estandarización de Productos, Procesos y Equipos
de la industria del aserrío.
b. Crear un Software que permita simular aserraderos.
c. Comercialización del producto.
En particular, este trabajo de título se enmarca en la primera etapa, que
consiste en poder describir aspectos principales de la industria en torno a
Productos, Procesos Y Equipos.
4.- OBJETIVOS
4.1.- Objetivos Generales
1. Determinar las características que definen a un producto de madera
aserrada, y bajo las cuales se puede estandarizar el producto.
2. Identificar y describir las distintas etapas del proceso de aserrado
que permitan caracterizarlo.
3. Identificar y describir los equipos que intervienen en el proceso de
conversión primaria de la madera.
4.2.- Objetivos Específicos
Para los Productos
a. Describir los atributos por los cuales son clasificados los productos.
b. Describir los productos que se producen en la industria de conversión
primaria.
c. Poder observar las características que permiten estandarizar la
madera aserrada.
d. Identificar y describir las normas usadas en la clasificación de los
productos.
Para el Proceso
a. Definir aspectos generales, relevantes para el funcionamiento de la
industria.
b. Definir las etapas del proceso de aserrado. Identificando las
diferentes combinaciones en cada una de ellas.
c. Describir en forma general como se realiza la toma de decisiones en
el proceso.
Para los Equipos

a. Identificar y definir familias de equipos dentro del proceso de
aserrado
b. Identificar las variables principales para cada equipo pertenecientes a
una familia
c. Clasificar las máquinas de acuerdo a la operación y el área en la cual
se encuentran dentro del proceso
d. Establecer las variables de las máquinas que afectan el proceso
e. Entregar rangos de variables según su operación.
5.- METODOLOGÍA
Para cumplir con los objetivos propuestos, la metodología consistió en
investigar cada gran tema (productos, procesos y equipos) de manera
independiente, no perdiendo la perspectiva que ellos son parte de un todo, o un
mismo sistema.
La metodología general del proceso se basa en las siguientes tareas.
1. Búsqueda de información bibliográfica en torno al tema de aserrado y
de las prácticas de aserrío. (Biblioteca UBB, U Concepción, INFOR,
Internet).
2. Visitas Industriales.
3. Participación en Seminarios dictados por empresas que distribuyen
máquinas de aserrío, a fin de obtener datos más formales de estos
equipos.
4. Entrevistas con Distribuidores de Maquinarias y personas
relacionadas con los temas de Procesos y Productos.
En el tema de los productos se buscará conocer cuales son las
especificaciones de las distintas clases de productos producidos en los

aserraderos. Además, se pretende conocer cuales son las normas que rigen a los
productos de madera aserrada en nuestros aserraderos.
En el tema de procesos se dará una explicación de cada etapa, destacando
problemas que se presentan, configuraciones existentes en nuestro país, o lo que
podríamos llamar el estado del arte en nuestros aserraderos.
En el tema de las máquinas se buscaron aquellas más usadas, definiendo
principio de funcionamiento, principales características de los equipos y
estableciendo familias de equipos.
Al finalizar el trabajo se entregan características que permiten especificar
cada uno de los tres temas estudiados.
CAPITULO II ANTECEDENTES DE LA INDUSTRIA DEL ASERRÍO
1.- INTRODUCCIÓN
En este capítulo se entregan de manera breve algunos antecedentes de la
industria del aserrío, a fin de poder entender uno de los sectores del complejo
forestal, fundamentado en los productos de pulpa, papel, madera aserrada,
tableros, astillas, trozas y leña, siendo estos los productos más importantes desde
el punto de vista de la producción.
Al referirse a la madera aserrada en el año 2000 se produjeron 5698 miles
de m3 de producto, de los cuales el 24% es destinado a exportación y el restante
76% es para consumo nacional. Un porcentaje de la madera que es para destino
nacional, se transforma en molduras, las cuales son exportadas al extranjero,
principalmente al Mercado de Estados Unidos. Con una superficie de plantaciones

forestales de alrededor de 1980 miles de ha, de las cuales 74% corresponde a
pino radiata, la producción de madera aserrada se ha basado en esta materia
prima, orientado a la producción de maderas que se puedan usar como partes de
muebles, puertas, ventanas, molduras, entre otros.
Desde un aspecto tecnológico, desde el año 1848 cuando en la X región se
instala el primer aserradero de sierra circular, las tecnologías de corte han ido en
constante desarrollo y las prácticas nacionales han insertado tecnologías usadas
principalmente por los Países Nórdicos (Finlandia, Noruega y Suecia) y del Norte
de América, (Estados Unidos y Canadá). La inversión en Maquinarias en el año
2000 ascendieron a 8.036.975 miles de $, en cuanto a la inversión en
instalaciones esta alcanza 11536560 miles de $, para el mismo año. Esto da la
idea en nuestro país por buscar un mejor aprovechamiento del recurso forestal.
Finalmente la industria ha pasado desde un concepto de maximizar el
rendimiento del trozo en términos del volumen de madera aserrada, hacia una
producción con alta relación precio – calidad. Esto explicaría los niveles de
inversión en tecnología, orientando los primeros cortes hacia la obtención de
piezas de alta calidad.
2.- EL RECURSO FORESTAL
El bosque en Chile alcanza el 19% de cobertura de la superficie del país,
con un 74% de pino radiata, que se ha transformado en la materia prima para la
industria, no solo en el sector aserraderos, incluyendo aserraderos, plantas de
celulosa y tableros.
En el siguiente gráfico se muestra la participación del pino radiata en las
plantaciones.

Plantaciones Forestales
Pino ; 74%Otras; 4%
Atriplex; 3%
Eucalipto; 18%
Tamarugo; 1%
Pino OtrasTamarugoAtriplexEucalipto
Figura Nº 1.1: Plantaciones Forestales Boletín Estadístico 79, INFOR Año 2000 Atriplex: las especies de este género son usadas para forraje y en estricto rigor no incluyen plantaciones forestales. Se detallan por ser establecidas por el D.L. 701 de Fomento Forestal y sus Modificaciones posteriores.
Para el año 1999 de los 23,2 millones de m3 de trozas que consumió la
industria nacional, la industria del aserrío fue la más importante con un 45% del
total.
En la siguiente tabla se muestra la superficie plantada por región de pino
radiata.
Tabla Nº 1.1: Plantaciones de Pino por Región
Región Superficie (ha) Volumen (millones de
m3) III 1 - IV 655 - V 14.806 2,0
RM 1.002 0,3 VI 67.598 7,5
VII 363.739 30,6 VIII 639.948 74,1 IX 260.441 32,2 X 126.583 14,5
Total 1.473.773 162,2 Fuente: INFOR Concepción, 2001
La octava región es la mayor abastecedora de materia prima, seguida de la
séptima y novena región.
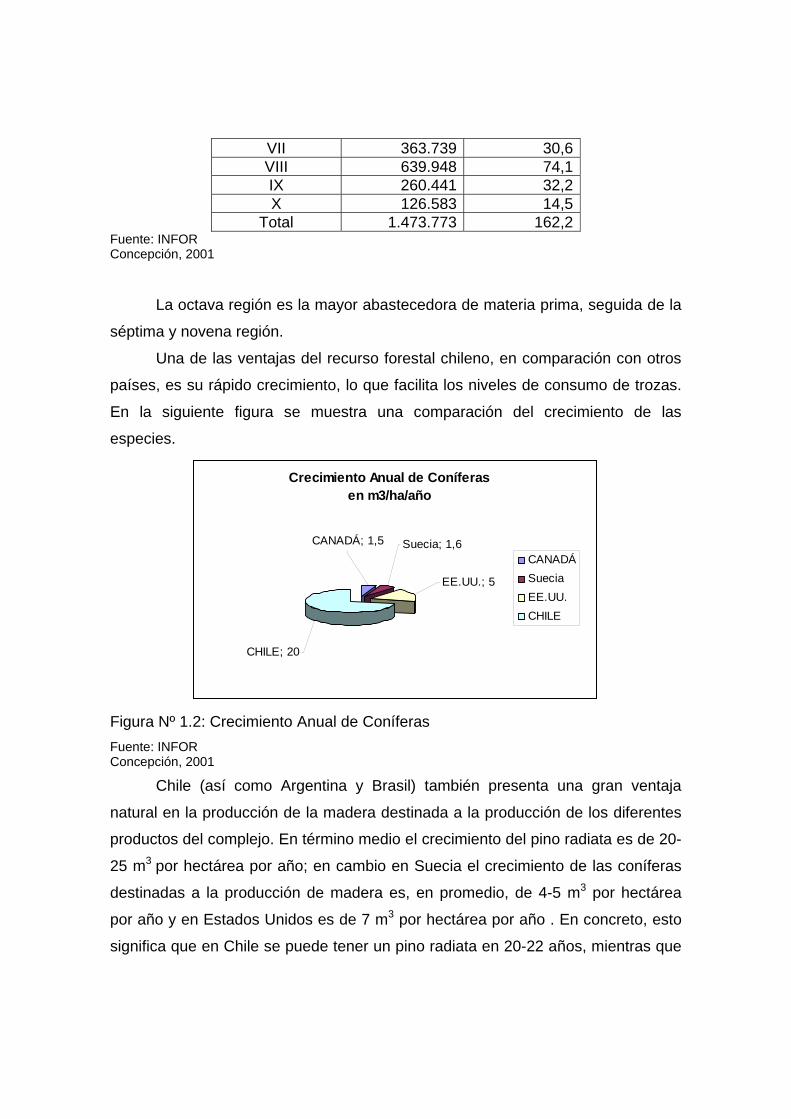
Una de las ventajas del recurso forestal chileno, en comparación con otros
países, es su rápido crecimiento, lo que facilita los niveles de consumo de trozas.
En la siguiente figura se muestra una comparación del crecimiento de las
especies.
Crecimiento Anual de Coníferasen m3/ha/año
CHILE; 20
EE.UU.; 5
Suecia; 1,6CANADÁ; 1,5CANADÁSueciaEE.UU.CHILE
Figura Nº 1.2: Crecimiento Anual de Coníferas Fuente: INFOR Concepción, 2001
Chile (así como Argentina y Brasil) también presenta una gran ventaja
natural en la producción de la madera destinada a la producción de los diferentes
productos del complejo. En término medio el crecimiento del pino radiata es de 20-
25 m3 por hectárea por año; en cambio en Suecia el crecimiento de las coníferas
destinadas a la producción de madera es, en promedio, de 4-5 m3 por hectárea
por año y en Estados Unidos es de 7 m3 por hectárea por año . En concreto, esto
significa que en Chile se puede tener un pino radiata en 20-22 años, mientras que

en Suecia, por ejemplo, son necesarios alrededor de 60 años. También, en el caso
del eucalipto existe una ventaja parecida que hace que sea posible tener un árbol
de ese tipo en 8-9 años mientras que en el norte de Europa son necesario más de
veinte años. Por último, podemos mencionar que el desarrollo de las plantaciones
y los altos volúmenes de madera requeridos para el abastecimiento, ha obligado a
forestar grandes masas, la industria se ha orientado hacia la producción de
manufacturas de madera, integrando procesos del aserrío con productos
pulpables.
3.- INDICADORES DEL SECTOR
En la siguiente tabla se muestra los resultados de las exportaciones e
importaciones de productos forestales.
Tabla Nº 1.2: Balanza Comercial de Productos Forestales. (En millones de US$)
Año 1998 1999 2000 Exportaciones 1.661 1.971 2.365 Importaciones 504 440 542
Resultado 1.157 1.531 1.823 Fuente: INFOR Concepción, 2001
Según las estadísticas del Banco Central, el sector forestal aportó al
Producto Interno Bruto $213.148 millones de pesos en el año 1998. En el caso del
rubro de madera, que incluye madera aserrada y elaborada, aporta el 34% del PIB
total del sector. Además el sector forestal chileno en materia de empleo, generó
durante 1998 un total de 123.921 empleos directos. De los cuales un 23,6% es
absorbido por el rubro aserraderos.
Los principales destinos de la industria del aserrío son: los envíos al
extranjero, como madera aserrada y el mercado interno. Considerando esta
división, el 24% se exporta y el 76% se destina al mercado nacional. De éste 76%,

existe un porcentaje importante de madera que se procesa en el país y luego se
exporta como madera elaborada y otros.
La salida de madera aserrada del país ha ido en creciente aumento, esto
se debe a que la industria maderera nacional, se decidió a comercializar madera
elaborada, obteniendo un mejor precio por su producto final. Para ello la inversión
en tecnología es cada vez mayor para cumplir con los estándares de calidad
exigidos en el procesamiento de la materia prima.
4.- MERCADO
Entre los principales productos exportados encontramos madera aserrada,
molduras, entre otros. El mercado de productos forestales se encuentra liderado
por Estados Unidos y Japón.
En las siguientes tablas se muestra el consumo aparente de algunos países
para el consumo de madera aserradas blandas.
Tabla Nº 1.3: Países Exportadores de Madera Aserrada de Coníferas, en miles de
metros cúbicos. País Año Producción Importación Exportación Consumo Aparente
Finlandia 2000 2001 2002
13.320 12.600 12.900
263 250 200
8.535 8.370 8.450
4.824 4.650 4.550
Canadá 2000 2001 2002
68.556 66.000 66.000
769 650 700
48.928 45.550 47.500
19.925 19.902 19.700
Austria 2000 10.150 1.175 6.016 5.906
2001 2002
9.900 9.900
1.250 1.300
6.400 6.500
4.750 4.700
Rusia 2000 2001 2002
18.700 17.700
-
- - -
7.000 7.000
-
11.700 10.700
- Letonia 2000
2001 2002
- - -
- - -
2.635 2.440
-
- 850
- Suecia 2000
2001 2002
14.839 14.500 14.500
300 400 400
11.056 10.700 10.700
3.883 4.000 4.000
EE.UU. 2000 2001 2002
83.938 84.021 85.121
45.354 42.219 43.279
2.081 3.125 3.414
126.233 123.456 124.958
Noruega 2000 2001 2002
2.222 2.150 2.200
929 1.050 1.000
688 650 700
2.456 2.521 2.510
Fuente Sitio Madera Lumber Newsletter, Santiago Octubre de 2001
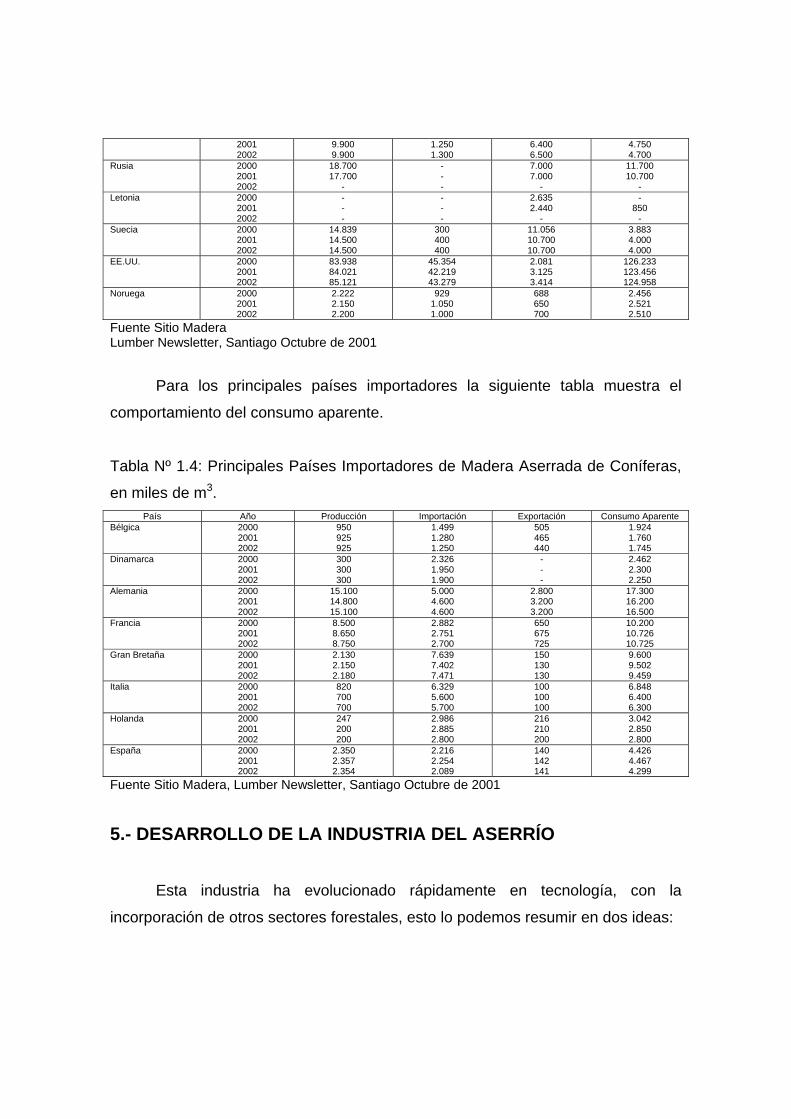
Para los principales países importadores la siguiente tabla muestra el
comportamiento del consumo aparente.
Tabla Nº 1.4: Principales Países Importadores de Madera Aserrada de Coníferas,
en miles de m3. País Año Producción Importación Exportación Consumo Aparente
Bélgica 2000 2001 2002
950 925 925
1.499 1.280 1.250
505 465 440
1.924 1.760 1.745
Dinamarca 2000 2001 2002
300 300 300
2.326 1.950 1.900
- - -
2.462 2.300 2.250
Alemania 2000 2001 2002
15.100 14.800 15.100
5.000 4.600 4.600
2.800 3.200 3.200
17.300 16.200 16.500
Francia 2000 2001 2002
8.500 8.650 8.750
2.882 2.751 2.700
650 675 725
10.200 10.726 10.725
Gran Bretaña 2000 2001 2002
2.130 2.150 2.180
7.639 7.402 7.471
150 130 130
9.600 9.502 9.459
Italia 2000 2001 2002
820 700 700
6.329 5.600 5.700
100 100 100
6.848 6.400 6.300
Holanda 2000 2001 2002
247 200 200
2.986 2.885 2.800
216 210 200
3.042 2.850 2.800
España 2000 2001 2002
2.350 2.357 2.354
2.216 2.254 2.089
140 142 141
4.426 4.467 4.299
Fuente Sitio Madera, Lumber Newsletter, Santiago Octubre de 2001 5.- DESARROLLO DE LA INDUSTRIA DEL ASERRÍO
Esta industria ha evolucionado rápidamente en tecnología, con la
incorporación de otros sectores forestales, esto lo podemos resumir en dos ideas:
a. Una fuerte atomización en el número de establecimientos, propietarios y
localización geográfica, como asimismo en su heterogeneidad de tamaños,
tipos y calidad de tecnologías y productos.
b. Es una industria concentrada hacia atrás ( Silvicultura y manejo de trozas) y
hacia adelante en remanufactura y los canales comerciales, integrando una
utilización máxima de la materia prima, (intercambio entre industrias de
pulpa, tableros, cogeneración de energía).
Esta situación ha permitido ganar competitividad frente a un abastecimiento
de madera en trozos, cada día de mayor costo y competencia. La madera es un
producto intermedio y los clientes exigen cada vez una mejor relación precio
calidad.
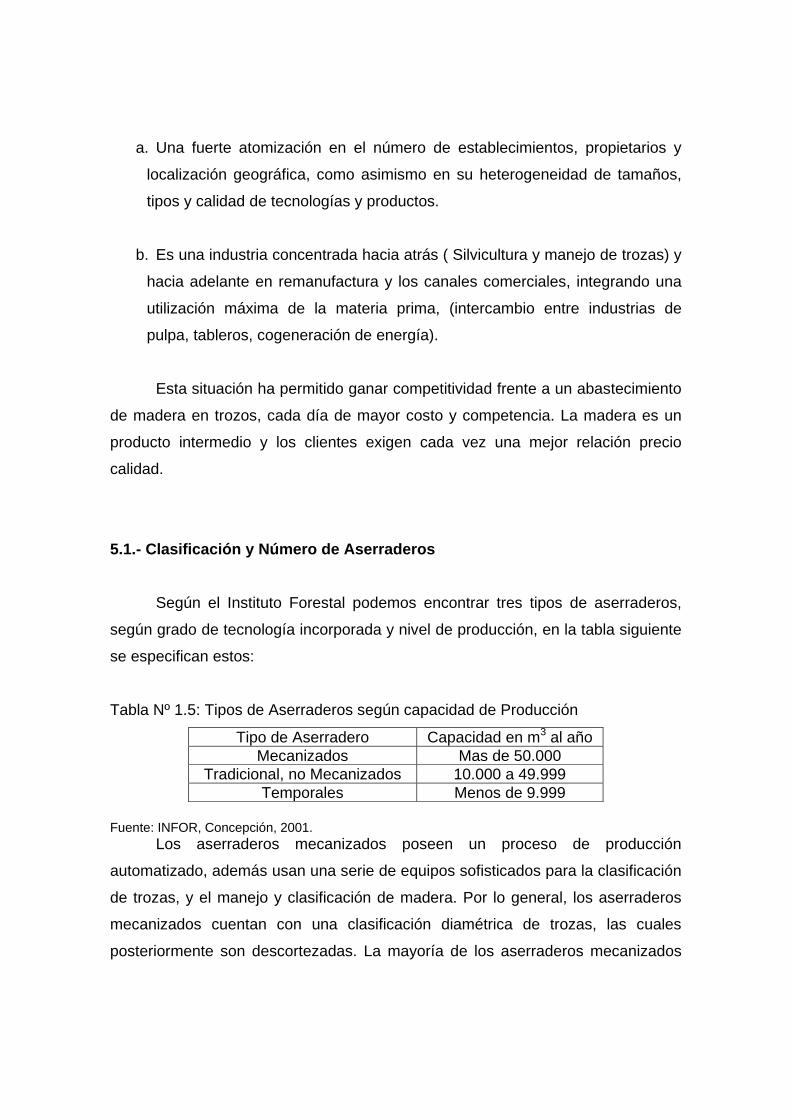
5.1.- Clasificación y Número de Aserraderos
Según el Instituto Forestal podemos encontrar tres tipos de aserraderos,
según grado de tecnología incorporada y nivel de producción, en la tabla siguiente
se especifican estos:
Tabla Nº 1.5: Tipos de Aserraderos según capacidad de Producción
Tipo de Aserradero Capacidad en m3 al año Mecanizados Mas de 50.000
Tradicional, no Mecanizados 10.000 a 49.999 Temporales Menos de 9.999
Fuente: INFOR, Concepción, 2001.
Los aserraderos mecanizados poseen un proceso de producción
automatizado, además usan una serie de equipos sofisticados para la clasificación
de trozas, y el manejo y clasificación de madera. Por lo general, los aserraderos
mecanizados cuentan con una clasificación diamétrica de trozas, las cuales
posteriormente son descortezadas. La mayoría de los aserraderos mecanizados

poseen instalaciones que ya superan los diez años de antigüedad. La procedencia
de los equipos es normalmente de países como Estados Unidos, Canadá,
Alemania, Brasil, Suecia y Chile.
Los aserraderos no Mecanizados emplean normalmente la sierra huincha
como maquina principal. La sierra partidora puede ser huincha o circular en
algunos casos. La canteadora es por lo general circular móvil y el despuntado es
de sierra circular. El proceso de producción es semiautomático, observándose
incorporación de maquinaria nueva en plantas normalmente mayores a 20 años.
Los aserraderos temporales emplean máquinas antiguas, y el movimiento
interno de la madera es manual. El proceso de aserrío es muy simple, llevándolo a
cabo solo con una sierra principal circular de dientes postizos, que sirve a la vez
de partidor y con una canteadora de sierra circular fija. La energía que
habitualmente se utiliza proviene de antiguos locomóviles.
Las inversiones realizadas en los aserraderos se presentan en las
siguientes tablas, según rango de producción.
Tabla Nº 1.6: Trayectoria de Inversiones en la Industria de Aserrío según Rango de Producción de los Aserraderos.( miles de $)
Rango de Producción
1996 1997 1998 1999 2000
Total 17.124.553 16.554.298 4.897.280 10.099.211 36.759.537 >50000 9.164.939 11.113.288 1.781.104 5.498.451 13.992.730 20001- 707.980 1.626.000 1.728.500 538.000 18.134.742

50000 10001-20000
2.327.310 616.040 564.444 722.200 586.685
5001-10000
205.100 1.554.500 237.600 159.000 1.890.000
<5000 4.719.224 1.644.470 585.632 3.181.560 2.155.380 Tabla Nº 1.7: Inversiones en Maquinaria e Instalaciones según tipo de aserradero y Rango de Producción (año 2000) (miles de $) Rango de Producción
Total Maquinarias Instalaciones
Total 36.759.537 25.222.977 11.536.560 Participación % 100 69 31 >50000 13.992.730 8036.975 5.955.755 20001-50000 18.134.742 14.837.723 3.297.019 10001-20000 586.685 135.249 451.436 5001-10000 1.890.000 821.000 1.069.000 <5000 2.155.380 1.392.030 763.350
En la siguiente tabla se detallan las principales empresas de aserrío,
ordenadas según su producción medida en m³/año. Entre éstas se destacan
Aserraderos Arauco S.A., Aserraderos Mininco, y Andinos S.A.
Tabla Nº 1.8: Ranking de las principales Empresas de Aserrío ( Año 2000) Exportación maderera
(m3) Razón social Capacidad
instalada (1turno)
(m3)
Producción (m3)
Aserrada Elaborada Total país Otras empresas Principales empresas
Ubicación 8.738.280 5.550.669 3.187.611
Nº Turnos
5.698.114 1.487.852 4.210.262
1.308.122 257.425
1.050.697
1.103.323 365.765 737.558
ASERRADEROS ARAUCO Planta El Colorado Planta Horcones 1 Planta Valdivia Planta Cholgüan Planta Viñales Planta La Araucana Planta Horcones 2 Planta Mutrún Planta Escuadrón
Curanilahue,VIII R. Arauco, VIII R. Lanco, X R. Yungay, XII R. Constitución, VII R. Los Alamos, VIII R. Arauco, VIII R. Constitución, VIII R. Coronel, VIII R.
1.103.100 165.000 156.000 156.000 150.000 135.000 65.1000 90.000 60.000 45.000
2 2 2 2 2 2 2 2 2
1.599.000 250.000 245.000 230.000 200.000 200.000 125.000 90.000 78.000 70.000
480.602 339.855

Planta Coelemu Planta El Cruce
Coelemu,VII R. Constitución, VII R.
36.000 45.000
2 2
58.000 53.000
CMPC MADERAS Planta Nacimiento Planta Bucalemu Planta Mulchén
Nacimiento, VII R. Cabrero, VII R. Mulchén, VII R.
354.900 131.400 117.600 105.900
2 2 2
709.770 263.098 234.983 211.689
364.686 84.958
ANDINOS S.A. Cabrero, VII R. 138.600 2 266.000 46 82.546 SOCIEDAD FORESTAL SANTA ELENA LTDA. Planta Antihuala Planta Algol Planta Nueva Imperial
Los álamos, VIII R. Angol, IX R. Nva. Imperial, IX R.
99.927
45.000 30.927 24.000
2 2 2
175.485
78.000 49.485 48.000
Aserraderos Paillaco S.A. Aserraderos Cementos Biobio Forestal Copihue S.A. Industria Forestal Nacional Comercial E Industrias Jce Forestal Tromen S.A. Norwood S.A. Forestal Vigo S.A. Productos Forestales Kamapu Ltda
Paillaco, X R. Concepción, VIII R. Constitución, VIII R. Marchihue, VI R. Los Angeles, VIII R. Coronel, VIII R. Coronel, VIII R. Coelemu, VIII R. Los Angeles, VIII R.
72.900 90.000 69.000 63.000 69.000
105.000 104.100 30.000 50.100
2 2 2 2 2 2 2 2 2
140.000 130.000 115.714 91.500 80.000 76.800 53.189 46.080 42.000
302 123.093 13.979 19.447
247 3.022 9.847
55.683 27.841 34.608 21.294
12.689 4.512 11.225
JAIME VENTURELLI Y CIA. LTDA. Planta Maule Planta Huepil
Maule, VII R Tucapel, VII R.
46.392 34.020 12.372
1 1
40.206 28.866 11.340
Soc. Versatil S.A. Aserradero Santa Blanca Ltda. Maderera Rio Itata S.A. Forestal Leon Ltda. Forestal Llaima Y Cia. Ltda. Aserradero Rio Colorado Ltda. Proarauco S.A. Soc. Agr. Y For. Maicoya Ltda.
Lebu, VIIIR. Constitución, VII R. Treguaco, VIII R. Florida, VIII R. Talcahuano, VIII R. Los Angeles, VIII R. Los álamos, VIIIR. Los Sauces, IX R.
60.000 24.741 51.000 36.081 26.100 17.319 18.600 43.299
1 2 1 1 2 2 2 1
40.000 37.780 36.000 34.639 34.000 33.254 32.400 30.928
279
5.247
7.169
660
8.204 132
25.432
2.906
1.749
MADERAS POLCURA LTDA. Planta Polcura Planta los Álamos
Tucapel, VIII R. Los Álamos, VIII R.
22.731 15.000 7.731
2 1
29.938 24.000 5.938
4.905 154
Maderera Martin Ltda. Forestal Coronel S.A. Muebles Fourcade S.A. Maderas De Exportación Ltda. Aserradero San Joaquín Sa. Mestre Y Cia. Ltda. Foraction Chile S.A. Benjamin Weissglas Castro Improfor Ltda. Mario Tilerría E Hijos Maderas De Aysen S.A. Forestal Junquillar Ltda. Ind. Nacional De Productos Forestal Russfin Ltda.
Constitución, VII R. Los Angeles, VIII R. Loncoche, IX R. Osorno, X R. Chilán, VIII R. Constitución, VII R Curanilahue, VIII R. Concepción, VIII R. Maule, VII R. Constitución, VII R. Coyhaique, XI R. Maule, VIII R Temuco, IX R. Timaukel, XII R
21.087 45.000 25.473 28.500 36.000 15.465
120.000 27.834 30.927 33.735 14.100 39.000 27.000 27.600
2 1 2 1 1 2 1 1 1 1 2 1 1 1
29.691 28.328 25.943 25.000 24.480 24.258 24.000 23.753 22.680 22.680 22.478 22.080 20.208 20.000
41
12561
4.564
557 9.632
5.773
2.664 621 98
4.425 Fuente: INFOR Concepción, 2001
Para el año 2000 se registraron 1451 aserraderos, de los cuales 987 se
encuentran trabajando y 464 están paralizados. De los aserraderos que se
encuentran en operación 330 corresponden a aserraderos permanentes y 657 son
aserraderos móviles. En la siguiente tabla se muestran los aserraderos según
rango de producción para el período 1999- 2000.
Tabla Nº 1.9: Número de aserraderos según rango de producción. Período 1999 –
2000.
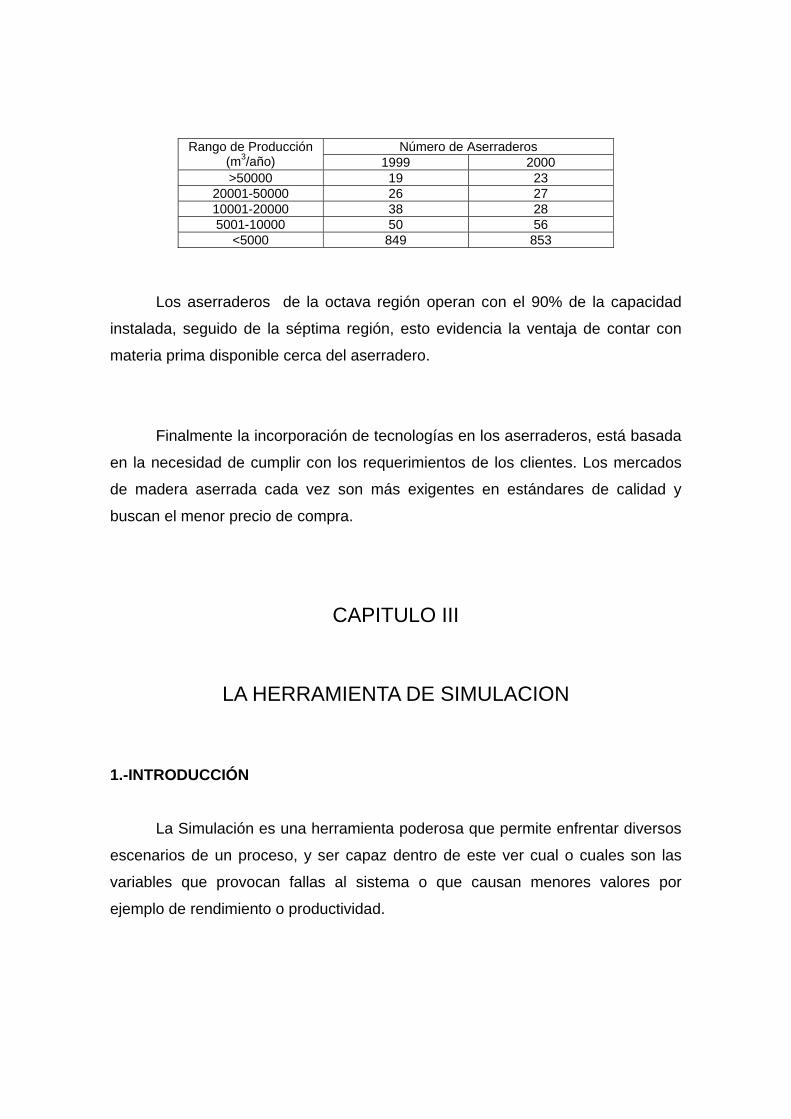
Número de Aserraderos Rango de Producción (m3/año) 1999 2000 >50000 19 23
20001-50000 26 27 10001-20000 38 28 5001-10000 50 56
<5000 849 853
Los aserraderos de la octava región operan con el 90% de la capacidad
instalada, seguido de la séptima región, esto evidencia la ventaja de contar con
materia prima disponible cerca del aserradero.
Finalmente la incorporación de tecnologías en los aserraderos, está basada
en la necesidad de cumplir con los requerimientos de los clientes. Los mercados
de madera aserrada cada vez son más exigentes en estándares de calidad y
buscan el menor precio de compra.
CAPITULO III
LA HERRAMIENTA DE SIMULACION
1.-INTRODUCCIÓN
La Simulación es una herramienta poderosa que permite enfrentar diversos
escenarios de un proceso, y ser capaz dentro de este ver cual o cuales son las
variables que provocan fallas al sistema o que causan menores valores por
ejemplo de rendimiento o productividad.
El proceso se conoce como sistema y para lograr estudiarlo se deben hacer
una serie de suposiciones, estos supuestos toman la forma de relaciones lógicas o
matemáticas, constituyendo un modelo que es usado para tratar de entender
cómo se comporta el sistema completo.
El proceso de aserrado no es ajeno al uso de la simulación, de hecho es
una de las industrias en las cuales los sistemas simuladores, generalmente
orientados a la solución de los patrones de corte, son parte importante del proceso
en la toma de decisiones. El trabajo intenta describir aspectos del proceso que son
bases para lograr construir un software, por ejemplo, las características de los
productos que serán entidades desplazándose en el sistema, la definición de las
estaciones de trabajo y las operaciones que se realizan en cada una de ellas.
2.- CARACTERÍSTICAS DE LOS SISTEMAS PARA LA SIMULACIÓN
Algunas características de los simuladores de sistemas de manufactura que
deben ser considerados para la simulación los podemos definir a continuación:
a. Tipos de partes moviéndose por el sistema
b. Tipos de estaciones en el sistema c. Capacidad de las estaciones
d. Recursos empleados por el sistema
e. Tiempo de procesamiento de las partes en cada estación
f. Ruteamiento de las partes en el sistema
g. Programación de las llegadas
h. Paralización de equipos

Estas son solo algunas de las características que deben ser consideradas,
una vez que estas estructuras han sido especificadas se puede dar paso a la
simulación.
3.- SIMULACIÓN DE SISTEMAS
La complejidad de los procesos productivos que involucran el uso de
recursos tecnológicos, humanos y capital hacen que el manejo en forma eficiente
sea más complejo e involucre decisiones que evaluarlas en forma tradicional
resulten prácticamente imposibles.
Decisiones como instalación de una nueva línea, cambio de equipos,
capacidad de recursos, son tipos de decisiones donde es posible aplicar la
simulación.
Para la solución de problemas se realizan supuestos respecto de su
comportamiento, que se expresan en relaciones matemáticas y lógicas que
constituyen los modelos.
4.- ESTRUCTURA DE UN MODELO DE SIMULACIÓN
Las siguientes son las estructuras de un modelo de simulación:
Componentes: Son los elementos constituyentes del sistema que son
independientemente identificados (entidades, atributos, actividades, eventos,
estado, etc.).
Variables: Representaciones de los componentes del sistema y de sus atributos,
que toman distintos valores en el ciclo de vida del sistema.
Parámetros: Valores característicos de la operación de un sistema, cuyo valor no
cambia durante el ciclo de operación, pueden ser definidos por el experimentador
o por las condiciones del medio.
Relaciones: Conexiones entre componentes, variables y parámetros que reflejan
las características de las interacciones del sistema y controlan los cambios de
estado. Se expresan como relaciones matemáticas.
Restricciones: Limitaciones bajo las cuales fue construido el modelo, pueden ser
impuestas por el modelador o por el sistema mismo.
Función Objetivo: Establece en forma explícita y libre de ambigüedad los objetivos
y requerimientos del sistema en modelación y la forma en que estos serán
evaluados en función de las variables y parámetros.
Estas estructuras están presentes en todos los procesos, así por ejemplo
en la industria del aserrío las entidades podrían ser piezas de madera
caracterizadas con atributos de dimensión y sobre las cuales se deben realizar
una serie de actividades.
Entonces, y sobre la base estructural de los modelos se puede decir que
algunos beneficios de la simulación son:
a. Permite describir la conducta del sistema
b. Construir teorías de hipótesis que tomen en cuenta la conducta
observada.
c. Usar teorías para predecir la conducta futura, esto es el efecto de los
cambios en el sistema, en el ambiente o en el método de operación, lo que
implica evaluar estrategias y políticas.
d. El conocimiento adquirido en modelar y experimentar con el modelo
puede ser utilizado para sugerir mejoras al sistema.

e. Determinar la combinación óptima de parámetros en relación a la
función objetivo.
f. Verificar soluciones analíticas.
5.- VENTAJAS Y DESVENTAJAS DE LA SIMULACIÓN
Ventajas
a. Permite trabajar con el modelo y no con el sistema
b. El experimento puede ser repetido cuantas veces sea necesario, bajo
las mismas condiciones.
c. Permite un mayor control sobre las condiciones experimentales que
al experimentar con el sistema mismo.
d. Métodos de simulación son generalmente más fáciles de aplicar que
los métodos analíticos.
Desventajas
a. La simulación es a menudo costosa y supone bastante tiempo de
desarrollo.
b. Requiere usar gran cantidad de datos.
c. Requiere numerosas corridas de simulación para obtener validez
estadística.
d. La simulación involucra recurso humano altamente capacitados en
modelación, matemáticas, computación y estadística entre otras.
e. Tiende a ser usada indiscriminadamente.
No debemos olvidar que la simulación debe ser usada cuando no exista una
formulación matemática del problema o no existan métodos analíticos para
resolverla. Por lo general si existen métodos analíticos, pero no existe recurso
humano calificado, los procedimientos matemáticos son arduos o las herramientas
computacionales son prohibitivas.
6.- EL USO DE LA SIMULACIÓN EN LA INDUSTRIA DEL ASERRÍO
Algunas razones por las cuales debe usarse simulación en los aserraderos
son las siguientes:
a. Cualquier cambio en el sistema puede ser completamente estudiado
antes de su costosa introducción en la planta.
b. La simulación brinda la oportunidad de observar y hacer un muestreo
de aquellos procesos cuya frecuencia es esporádica en la planta.
c. La simulación es una herramienta clave para identificar y clasificar
los problemas, por ejemplo, cuellos de botella, factor operacional de los
recursos, tiempos de permanencia de la entidad en el sistema.
d. Podemos decir entonces, que los aserraderos deben contar con un
sistema de simulación que les permita en forma eficaz tomar decisiones
en la planta, permitiendo con esto mejorar la gestión de sus procesos.
La simulación debe considerar todo el espectro de posibilidades que
pueden encontrarse en una planta, desde el número de operarios en cada
estación de trabajo, tipo y características de los equipos, hasta cuales son los
productos que se obtienen.
CAPITULO IV
CARACTERIZACIÓN Y ESTANDARIZACIÓN DE LA MADERA ASERRADA 1.- INTRODUCCIÓN
Definida como el principal producto que se obtiene de la Industria del Aserrío, la Madera Aserrada es hoy un producto del cual se suele hablar con mucho conocimiento. Sin embargo, la necesidad de un lenguaje común y la carencia de un sistema que permita estandarizar este producto en nuestro país, lleva a la confusión y por no decirlo menos al caos.

En Chile, existe una clasificación definida por el Instituto Nacional de Normalización, la que según una tabla de tolerancias de defectos clasifica la madera aserrada, (considera entre otros las grietas, médula, nudos, arqueaduras). Todo esto para un contenido de humedad. A consecuencia de lo anterior y a fin de cumplir exigencias internacionales, se han asumido reglas y clasificaciones extranjeras que definen nombres y grados para la madera aserrada según el uso o la industria a la cual este producto es dirigido. Es así posible encontrarnos en algunas industrias con nombres como: select, shop, moulding & Better, entre otros. Todos estos nombres y grados clasificados según apariencia, porcentaje aprovechable de una pieza más grande de madera.
Sí lo expuesto anteriormente, es decir, la generación de parámetros que permitan generar estándares, permitiría que los productos pudiesen ajustarse a niveles de calidad y alcanzar la optimización de este producto, sin considerar además la velocidad y transparencia con la cual operarían los mercados.
En el presente capítulo se señalan las características de clasificación de madera aserrada mas usadas en nuestro país, las cuales incluyen las clasificaciones internacionales usadas para la venta de madera en mercados extranjeros. 2.- PLANES DE CORTE Antes de seguir avanzando, queremos referirnos y detenernos, en un punto de suma importancia, este se refiere al tema de los planes de corte. Si se piensa en los aserraderos: ¿cómo se planifica la producción? la respuesta será: según los mercados y la disponibilidad de materia prima. Hasta ahora no nos hemos referido a este tema, pero la materia prima o más bien llamada troza influye directamente en los niveles de productividad y rendimiento de las plantas. A la hora de planificar, se debe pensar: ¿La materia prima que se posee en stock es la necesaria y la mas adecuada para satisfacer la demanda de producto?. Suele suceder que en algunos aserraderos podemos encontrar situaciones en las cuales el producto que es demandado es posible obtenerlo del centro de la troza, pero ¿qué hacemos con el resto?. Aquí es donde llegamos a darnos cuenta de la importancia de un patrón de corte en la planificación de un aserradero. Siendo más específicos, podríamos referirnos a la sección de la cual debe ser obtenida esta pieza, es común oír hablar de madera Central, lateral, Semilateral, pero: ¿cuales son las características de estas maderas? ¿De que sección de la troza provienen?. Estas son las primeras preguntas que debemos responder antes de clasificar la madera aserrada.
2.1.-Filosofía del corte
Cuando hablamos de Filosofía de corte se refiere a dos aspectos: El primero es como se ingresan los trozos a la planta y el Segundo, como se realiza
el corte en cada Troza. En el primer caso esta referido a si la materia prima ingresa por clases diamétricas, es decir, existe una distribución de largos y diámetros, mezclado esto quizás con calidad de trozo, o bien, si al aserradero ingresan las trozas sin una clasificación previa de diámetros y largos. El segundo punto se refiere a como se aserrarán las trozas, aquí se distinguen dos tipos: Aserrío Cualitativo y Aserrío no cualitativo, el primero de ellos tiene por objeto obtener piezas de gran valor, cuyas características de apariencia determinan la calidad del producto final, por ejemplo cuando se busca obtener piezas para Moulding & Better. El segundo tipo de aserrío no busca obtener a priori calidades de madera para productos específicos, en este tipo lo que interesa es la cantidad de piezas a obtener, aunque lleva implícito el valor de la madera destinada a producto final.
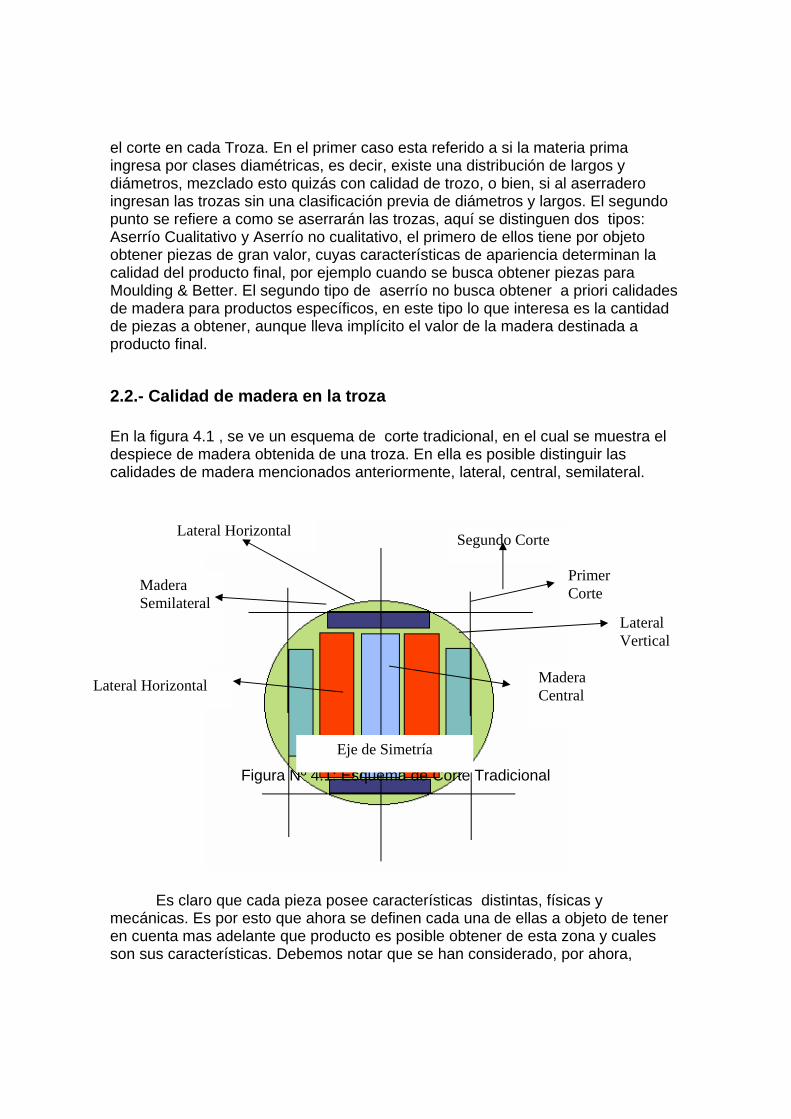
2.2.- Calidad de madera en la troza En la figura 4.1 , se ve un esquema de corte tradicional, en el cual se muestra el despiece de madera obtenida de una troza. En ella es posible distinguir las calidades de madera mencionados anteriormente, lateral, central, semilateral.
Figura Nº 4.1: Esquema de Corte Tradicional Es claro que cada pieza posee características distintas, físicas y
mecánicas. Es por esto que ahora se definen cada una de ellas a objeto de tener en cuenta mas adelante que producto es posible obtener de esta zona y cuales son sus características. Debemos notar que se han considerado, por ahora,
Primer Corte
Segundo Corte
Madera Central
Lateral Vertical
Madera Semilateral
Lateral Horizontal
Lateral Horizontal
Eje de Simetría

factores como tratamientos silviculturales, en particular la poda, que afecta el tipo o la calidad de la madera que puede ser obtenida de una troza. Por ahora se dará una definición para cada una de estos tipos de madera.
2.1.1.- Madera Lateral Estas piezas son obtenidas de la periferia del trozo y se caracterizan por ser maderas que están libres de nudos, o la cantidad de este defecto es poco relevante. Encontramos dos tipos: laterales verticales y horizontales, el primero de ellos obtenido después del primer corte y el segundo obtenido una vez realizado el segundo corte. Esta madera por ser libre de defectos, tiene un alto valor económico y esta orientada a la industria de remanufactura, su apariencia es muy buena y de ella es posible obtener piezas conocidas con el nombre de múltiplos o matrices, las cuales están orientados a la producción de uno o más productos a partir de una misma pieza, estas piezas mas pequeñas son obtenidas en el área de reaserrío. Este tipo de madera es principalmente llevado a cámara para realizar secado. Los anchos de estas maderas son variables, debido a que son obtenidas en el corte primario y secundario.
2.1.2.- Madera Semilateral Al igual que la anterior, se encuentra orientada a la industria de remanufactura, aunque la diferencia es que esta madera presenta una mayor cantidad de nudos y puede ser obtenida en el primer y segundo corte, el rendimiento de esta madera en remanufactura es menor debido a la mayor cantidad de defectos que deben eliminarse para producir el producto final. El ancho de estas maderas puede ser fijo o variable, dependiendo del corte en el cual son obtenidos.
2.1.3.- Madera Central Este tipo de madera, es obtenida de la parte central del trozo, se caracteriza por presentar gran cantidad de nudos y principalmente por la presencia de medula. Esta orientado a la industria de la construcción, y sujeto al igual que las anteriores a restricciones de escuadría y mercado. Por lo general este tipo de producto es bañado al final del proceso de aserrado. Una característica de esta madera es que el ancho de las piezas es fijo, se pueden obtener además piezas matrices, las cuales al igual que en la madera lateral son enviadas a reaserrio. Se obtienen una vez realizado el segundo corte.

2.3.- Optimización del Patrón de Corte
La optimización del patrón de corte se encuentra ligada con la relación
Product - mix y Log - mix, es decir consiguiendo la mejor relación entre el mix de
productos y trozos, esto solo es posible con el nivel mas alto de
complementariedad de escuadrías y calidades de productos y trozas. La clave del
negocio de los aserraderos es aprovechar la materia prima que tiene tanto en
volumen como en valor. En la figura 4.2 es posible ver productos que son
obtenidos de la troza una vez realizada la optimización del patrón de corte.
Los aserraderos reciben pedidos y compran materia prima, el cómo responde la materia prima a los pedidos, o el pedido a la materia prima es un
aspecto importante del negocio.
Figura Nº 4.2: Optimización de la troza.
La distribución de calidades, la complementariedad de las escuadrías que permiten utilizar patrones de corte eficientes y aprovechar cada categoría de tronco son temas que hay que solucionar con cuidado puesto que una parte importante de la rentabilidad del aserradero depende de ellos. 3.- CLASIFICACIONES DE MADERA ASERRADA En nuestro país, como ya se mencionó se han adoptado clasificaciones extranjeras y nombres para la madera aserrada. Esta clasificación obedece a la demanda de mercado y están sujetas a características específicas para los

distintos productos, características que se enmarcan en los defectos de la materia prima, como por ejemplo: nudos, grietas, agusanaduras, y los defectos del proceso, como lo son las marcas de sierra, astillamientos. Es de esta forma que los nombres para cada producto están definidos según porcentaje aprovechable de las piezas de madera orientadas a la fabricación de pequeñas piezas que son parte de un producto final, por ejemplo el caso de la madera Shop, la cual es clasificada según el numero de piezas que se puedan obtener para la fabricación de partes de puertas y ventanas.
Figura Nº 4.3: Madera Aserrada Al clasificar la madera aserrada, se debe referir a los atributos que esta presenta, entre ellas se mencionan la apariencia, especie, contenido de humedad, entre otros. Por otro lado, existe una tendencia a certificar los productos de acuerdo a su resistencia mecánica. En este punto podemos señalar la experiencia de Aserraderos Arauco y de CMPC empresas, quienes clasifican madera estructural, según norma Británica. En Chile, tan solo existe una clasificación visual para la madera de uso estructural, basada en la cantidad de nudos o defectos que esta pueda presentar.
3.1.- Atributos y variables a Considerar en la Clasificación de Madera Aserrada Ya se mencionó anteriormente que la madera es clasificada según atributos, entre los cuales se pueden citar: la materia prima, defectos del proceso, características de terminación como es secado y cepillado, las dimensiones. A continuación citaremos aquellos atributos que consideramos más importantes a la hora de clasificar un producto.

3.1.1.- Especie
Al hablar de la especie de madera, se refiere a dos grandes familias, las Maderas Duras y Blandas. En las primeras se encuentran especies como el roble, lenga, canelo, alerce. En la segunda clase podemos mencionar en nuestro país al pino radiata el cual se ha transformado en la fuente de producción de madera aserrada.
Figura Nº 4.4: Pino Radiata
Las maderas duras presentan propiedades mecánicas mayores a las de
madera blanda. Generan restricciones de velocidades de avance y corte en el aserrado.
Por el otro lado se encuentra el pino radiata representando a las maderas blandas, esta especie es una conífera de rápido crecimiento, altamente recomendado en el mercado mundial por su productividad y la calidad de su madera. Los árboles alcanzan su madurez entre los 16 y 25 años.
Algunos usos Comunes:
a. Construcción b. Estructuras c. Paneles d. Cajas para Packing e. Madera Pulpable f. Enchapado g. Molduras h. Embalajes
La especie puede crecer a ritmos anuales superiores a 25 m3 por hectárea y alcanzar alturas cercanas a los 40 metros, con crecimientos medios de 1,5 a 3 centímetros anuales de diámetro. De color blanco cremoso, su madera es
permeable y muy fácil de secar e impregnar. Es posible pulirla hasta lograr un fino acabado.
Por su estabilidad y buena resistencia estructural, retiene muy bien clavos y
tornillos, comportándose en forma excepcional ante pegamentos. Su color claro permite teñirla y pintarla en cualquier tono. Por todas estas características, se emplea como revestimiento de interior y de exteriores, en estructuras de viviendas, fabricación de muebles, y en molduras y embalajes. También es apreciada en la fabricación de postes para la agricultura y la transmisión eléctrica.
Su fibra resistente y de gran rendimiento es reconocida como materia prima
para la elaboración de pulpa y papel, así como también en la fabricación de chapas y contrachapados, tableros de fibra o de partículas.
3.1.2.- Tipo de Materia Prima, Suministro En los últimos tiempos, la tendencia a llevado a preocuparse de la materia prima con la cual se va a trabajar, se habla de distribución de conicidades, curvaturas, defectos del trozo. Los tratamientos silviculturales, en particular la poda, hacen posible la obtención de calidades de trozas cuyo rendimiento no deja de ser sorprendente. Aserraderos Norwood, por ejemplo, programa su producción sobre la base de tipos de trozos. Bajo este concepto es posible encontrar en el mercado trozos podados, trozos aserrables gruesos, P2-100, P2-50, P1-50. En nuestro país la norma NCh1222.Of76 establece una clasificación para trozas. En el Anexo Nº1 se encuentran algunas calidades de trozos, donde se detalla los defectos que estos trozos soportan para su clasificación. La empresa Ciris, involucrada en el área de Planificación de la producción en la industria del aserrío, señala que el rendimiento depende de la materia prima, de las características de los trozos, esto no es extraño pensarlo. Sin embargo, y a modo de ver la importancia de este atributo es que se mencionan cuales son las características relevantes en la producción de madera aserrada que depende de los trozos. a.- Distribución de diámetros
El rendimiento de la materia prima crece con el diámetro del tronco. No es nada raro que el rendimiento de un tronco de 18 cm de diámetro sea al rededor de 45% cuando el rendimiento de un tronco de 30 cm puede ser mas cerca de 60% y aquel de un tronco de 60 cm cerca de 70%.Por tanto, queda claro que una distribución de diámetros con un diámetro medio de 35 cm influirá sobre el rendimiento de la materia prima de una manera diferente de una distribución diamétrica con un diámetro promedio de 18 cm.
b.- Distribución de largos
El rendimiento de la materia prima generalmente decrece cuando la longitud del tronco crece. Esto se puede comprender fácilmente debido a la conicidad del tronco que no permite sacar los productos laterales para conseguir un rendimiento idéntico que en largos mas cortos. Por tanto, una distribución con un promedio de 4 metros con conicidad idéntica y distribución diamétrica idéntica dará un rendimiento menor que con una distribución con largo promedio de 2 metros. c.- Distribución de conicidades
Igualmente es fácil imaginar que generalmente una conicidad mayor da un
rendimiento menor salvo que dicha conicidad permita sacar un producto lateral adicional que eventualmente pudiese aumentar el rendimiento.
d.- Distribución de curvaturas
La curvatura tiene un efecto muy directo en cuanto al valor del rendimiento ya que la madera no se puede aprovechar en las curvas para sacar productos y que por otro lado dicha madera se cuenta en el calculo del volumen del trozo. Dependiendo también de como se ubica dicha curvatura y de su forma real, las consecuencias pueden ser mas o menos importantes. e.- Distribución de calidades: Cada tronco tiene distintas calidades. Muchas veces, los productos que han sido pedidos, no necesariamente corresponden exactamente a las calidades que se encuentran. Por tanto, tal vez hay que sacrificar el volumen producido y en particular utilizando patrones de corte que no optimizan correctamente. Esta situación afecta obviamente el rendimiento de la materia prima. f.- Distribución de defectos de forma Los defectos de forma pueden afectar el rendimiento por dos razones. Por un lado los defectos de forma, una rama mal desramada en el bosque por ejemplo, pueden afectar el buen posicionamiento del tronco. Por otro lado un defecto de forma puede estropear unos diámetros del tronco y dejarlo sin fibras en un sitio donde se había previsto un producto. La consecuencia es que la tabla que sale de dicho tronco , puede salir con canto muerto, tiene que ser canteada de nuevo o bien despuntada y por tanto bajando el rendimiento global.
La orientación de la planificación de la producción ha ido cambiando en el tiempo, los aserraderos se han dado cuenta de la importancia de la materia prima y ahora es posible encontrar aserraderos con clasificación por clases diamétricas,
según proveedores, según calidades de trozos como las que mencionaban anteriormente. Cabe señalar por ejemplo que existen experiencias en aserraderos nórdicos, canadienses, americanos, donde la clasificación de los trozos se realiza con mas de una persona, estas observan los trozos por ambos extremos y una tercera revisa visualmente los defectos del manto, para luego clasificarlos. Finalmente se puede mencionar que en nuestro país el avance tecnológico ha ido en pos del escaneo de los trozos antes del aserrado, al establecimiento de normas de defectos que son permitidos en los trozos.
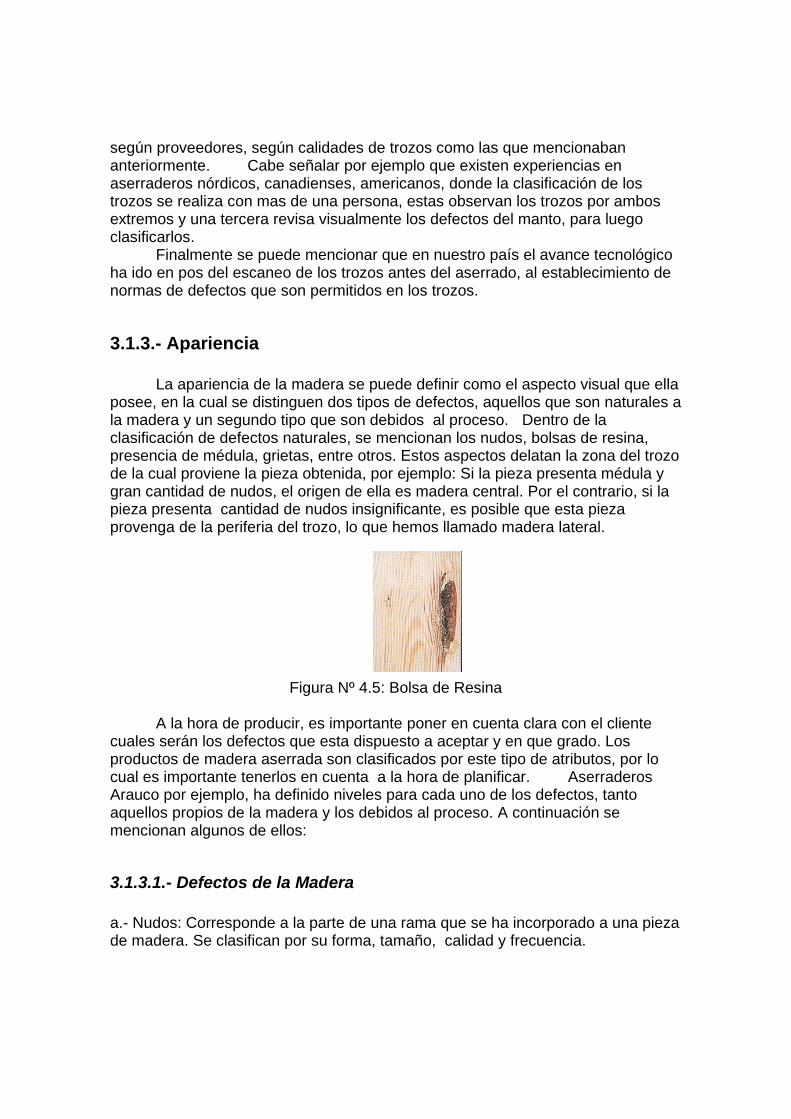
3.1.3.- Apariencia La apariencia de la madera se puede definir como el aspecto visual que ella posee, en la cual se distinguen dos tipos de defectos, aquellos que son naturales a la madera y un segundo tipo que son debidos al proceso. Dentro de la clasificación de defectos naturales, se mencionan los nudos, bolsas de resina, presencia de médula, grietas, entre otros. Estos aspectos delatan la zona del trozo de la cual proviene la pieza obtenida, por ejemplo: Si la pieza presenta médula y gran cantidad de nudos, el origen de ella es madera central. Por el contrario, si la pieza presenta cantidad de nudos insignificante, es posible que esta pieza provenga de la periferia del trozo, lo que hemos llamado madera lateral.
Figura Nº 4.5: Bolsa de Resina
A la hora de producir, es importante poner en cuenta clara con el cliente cuales serán los defectos que esta dispuesto a aceptar y en que grado. Los productos de madera aserrada son clasificados por este tipo de atributos, por lo cual es importante tenerlos en cuenta a la hora de planificar. Aserraderos Arauco por ejemplo, ha definido niveles para cada uno de los defectos, tanto aquellos propios de la madera y los debidos al proceso. A continuación se mencionan algunos de ellos:
3.1.3.1.- Defectos de la Madera a.- Nudos: Corresponde a la parte de una rama que se ha incorporado a una pieza de madera. Se clasifican por su forma, tamaño, calidad y frecuencia.

Figura Nº 4.6: Nudo en la Madera b.- Grietas: Es una separación de la madera, que casi siempre ocurre a través o por los anillos de crecimiento anual. También es frecuente encontrarla después del proceso de secado, en este caso pasaría a ser parte de defectos del proceso. c.- Madera Comprimida: Esta es madera anormal que se forma en el lado inferior del árbol conífero que crece inclinado o chueco. Se conoce además por su color diferente, por ser madera dura y quebradiza y por su apariencia como sin vida. No se permite este defecto en forma que se distinga fácilmente o en las clases estructurales.
Figura Nº 4.7: Madera de Compresión y Reacción
d.- Pudrición: Esta corresponde a una desintegración de la madera, debido a la acción de un hongo que destruye el material. e.- Grano: Corresponde a la fibra de la madera, dirección, tamaño, apariencia y calidad. f.- Corazón: Este defecto se refiere a la madera central de la troza, aquella que presenta médula, la cual se caracteriza por tener baja densidad, presencia de madera juvenil.

Figura Nº 4.8: Medula en la madera g.- Agujeros: Pueden ser originados por cualquier cosa, estos pueden penetrar toda la pieza o simplemente ser superficiales.
3.1.3.2.-Defectos del Proceso a.- Hilo roto: Es una irregularidad en la superficie de la pieza, causado cuando partículas de la madera se han quebrado debajo de la superficie del corte. b.- Hilo arrancado: Es una irregularidad en la superficie de una pieza donde la madera ha sido arrancada o astillada durante el cepillado. c.- Hilo levantado: Es un desnivel entre la madera de primavera y de verano en la superficie de la madera cepillada. d.- Hilo Flojo: Es un separación u Holgura entre la madera de primavera y la de verano sin que halla desplazamiento. e.- Saltos de cepillado: Son áreas en una pieza donde no se cepillo por completo. Pueden ser ligeros, medianos o severos. Los anteriores defectos, son solo algunos de los que se consideran en aserraderos para la clasificación de productos. Existen además para cada uno de ellos niveles de severidad, por ejemplo para nudos podríamos citar: pequeños, medianos, grandes, densidad, muertos, vivos. Lo importante a destacar es que estos deben ser bien definidos por el cliente y el planificador, a modo de garantizar calidad en el producto demandado.
3.1.4.- Dimensiones Al referirnos al tema de las dimensiones, se debe entender que estas son un conjunto de medidas en unidades de longitud para un espesor, ancho y largo de una pieza. Los limites de estas medidas se especifican en el diseño basándose en las tolerancias para cada producto. Las dimensiones corresponden a variables que se manejan para cada producto.

De esta manera las tolerancias representan los limites de especificación para variables (dimensiones) y atributos de la madera en base a los mercados vigentes, se fijan tolerancias para dimensiones, atributos y para las clasificaciones. Cuando se refiere a las dimensiones de la madera aserrada debemos tener en cuenta que esta variable esta afectada por el proceso, así se tendrá lo que se conoce como Medida de Producción y Medida de Facturación. La primera de ellas corresponde a las medidas obtenidas en producción. La segunda a la medida con la cual se vende el producto. En el Anexo Nº2 se encuentran algunas medidas de producción, facturación y tolerancias para los productos.
3.1.5.- Contenido de Humedad El contenido de humedad de una madera esta en relación con las condiciones ambientales del lugar donde será usada, especialmente si es colocada en el exterior de un edificio. El equilibrio higroscópico de una madera evidencia un estado sensible a los cambios ambientales, ya que el grado de humedad que la caracteriza en un momento dado, puede aumentar o disminuir, de acuerdo con las modificaciones de las condiciones de temperatura y humedad del aire. Como las condiciones ambientales de todos los sitios varían constantemente, ninguna madera se encuentra en equilibrio estable, sino que el contenido de humedad sigue las fluctuaciones que le condiciona el medio ambiente. Es por esto que el valor del equilibrio higroscópico de una pieza de madera hay que referirlo al lugar y momento de su verificación. Todas las maderas, tienen la capacidad de absorber y ceder humedad, por lo que el contenido de humedad de la madera dependerá de la humedad relativa de su entorno. El contenido de humedad de la madera se expresa normalmente como porcentaje del peso. Este valor se calcula dividiendo el peso del agua contenida en una pieza de madera aserrada, por el peso seco de la misma pieza de madera. La madera aserrada sin un secado adecuado puede presentar algunas desagradables sorpresas al comprador; no olvidemos que la madera sin secar es mas sensible a ataques de microorganismos destructores. Y como el pino no se excluye de este problema, en los aserraderos de Chile la madera de Pino es secada para entregarles una mejor conservación y un mayor valor agregado.
3.1.5.1- Madera Seca 7- 13 %
La investigación ha demostrado que un secado de la madera recién
cortada, realizado en el aserradero, para conseguir un contenido de humedad
adecuado para su uso final (12%, 8%, etc.), minimiza las deformaciones de la
madera aserrada y reduce el riesgo de aparición de grietas, tanto superficiales
como internas, de forma más efectiva que si el secado lo realizara el propio

usuario final. En el Anexo Nº3 se muestran porcentajes de humedad de madera
seca que se requiere para cada subproducto o uso final.
3.1.5.1.1.-Tipos de Secado
3.1.5.1.1.a.- Secado en cámara
El secado artificial (tradicional con aire caliente, por condensación o al vacío) puede ser sin duda una preparación para obtener después una buena y duradera conservación de la madera. La madera secada con aire caliente tiene una mayor uniformidad pero si se trabaja correctamente también el sistema al vacío garantiza igual resultado. El secado al vacío permite eliminar buena parte de las sustancias resinosas presentes en la madera. El aumento de la humedad en la madera, por encima de los valores normales para el uso destinado hace que el material se hinche, aumentando las piezas sus medidas en el ancho y espesor, con los consiguientes perjuicios en pisos, muebles, aberturas. En cambio, cuando la madera acusa un contenido de humedad correspondiente a un equilibrio higroscópico y es llevada a un medio atmosférico para menor equilibrio, sufrirá contracciones que pueden producir grietas, rajaduras y deformaciones
3.1.5.1.1.b.- Secado con Aire Este tipo de secado es muy lento puede demorar incluso un mes, sin embargo, los aserraderos pequeños en Chile todavía lo utilizan.
Figura Nº 4.9: Madera Secada al Aire
3.1.5.2.- Madera Verde Sobre 40%
La mayor contracción de la madera aserrada se produce en la dirección tangencial, paralelamente a los anillos de crecimiento; esto puede motivar que las
tablas muy delgadas tiendan a alabearse y arquearse durante el secado. El contenido de humedad de la madera recién cortada puede variar desde un 50% hasta un 120%. Los productos cepillados se secan hasta una humedad media del 12%.
3.1.5.3.- Estabilidad dimensional
Cuando aumenta la humedad, la madera se hincha y cuando disminuye, la madera se contrae y reduce su volumen. Este fenómeno es una de las causas de la deformación de las piezas en el proceso de aserrado de la madera, de las contracciones que surgen en el proceso de secado y del movimiento que sufre una vez transformada y dispuesta en su destino final. En resumen, todas las maderas varían sus dimensiones en función de la humedad. La estabilidad de una madera se mide mediante el valor de contracción total
3.1.6.- Resistencia Mecánica
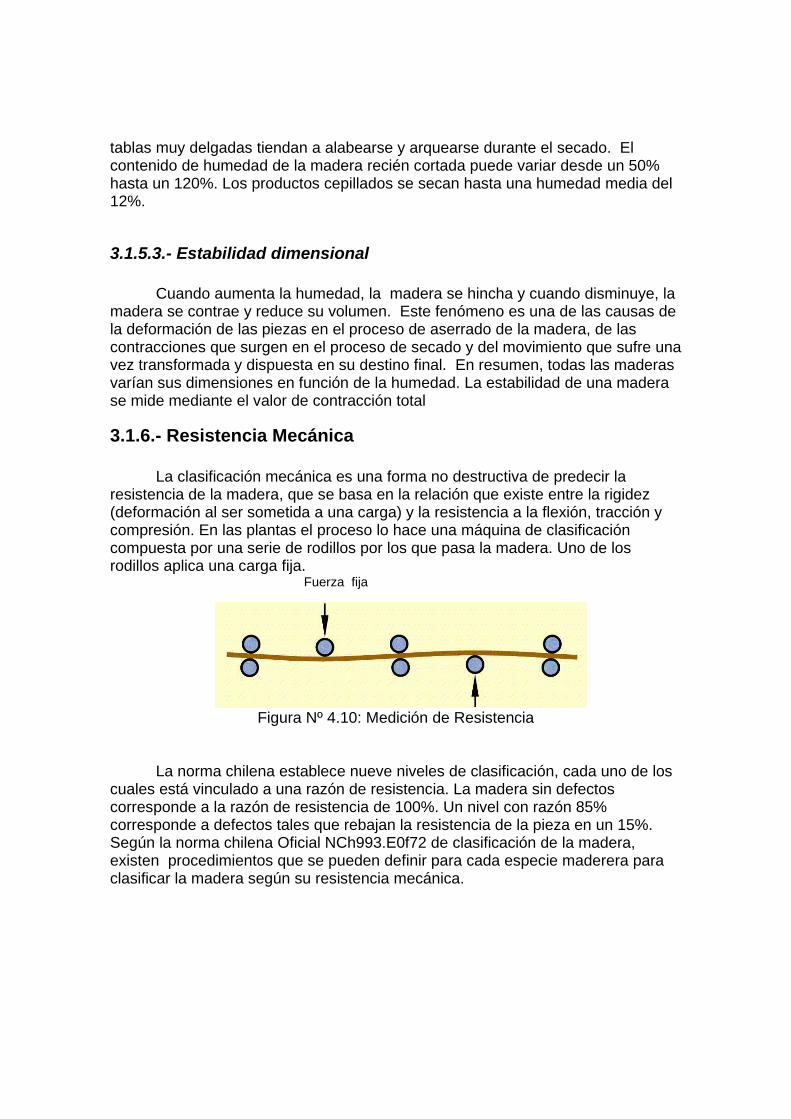
La clasificación mecánica es una forma no destructiva de predecir la resistencia de la madera, que se basa en la relación que existe entre la rigidez (deformación al ser sometida a una carga) y la resistencia a la flexión, tracción y compresión. En las plantas el proceso lo hace una máquina de clasificación compuesta por una serie de rodillos por los que pasa la madera. Uno de los rodillos aplica una carga fija. Fuerza fija
Figura Nº 4.10: Medición de Resistencia
La norma chilena establece nueve niveles de clasificación, cada uno de los cuales está vinculado a una razón de resistencia. La madera sin defectos corresponde a la razón de resistencia de 100%. Un nivel con razón 85% corresponde a defectos tales que rebajan la resistencia de la pieza en un 15%. Según la norma chilena Oficial NCh993.E0f72 de clasificación de la madera, existen procedimientos que se pueden definir para cada especie maderera para clasificar la madera según su resistencia mecánica.
3.1.7.- Tratamiento
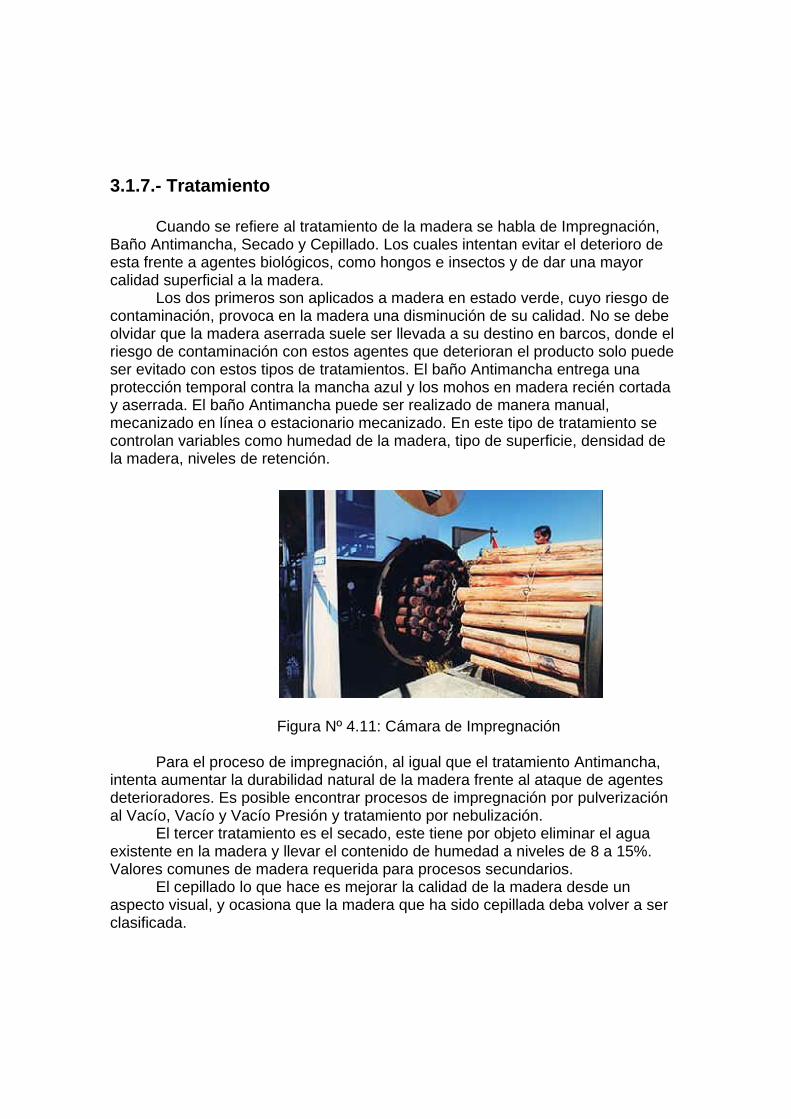
Cuando se refiere al tratamiento de la madera se habla de Impregnación, Baño Antimancha, Secado y Cepillado. Los cuales intentan evitar el deterioro de esta frente a agentes biológicos, como hongos e insectos y de dar una mayor calidad superficial a la madera. Los dos primeros son aplicados a madera en estado verde, cuyo riesgo de contaminación, provoca en la madera una disminución de su calidad. No se debe olvidar que la madera aserrada suele ser llevada a su destino en barcos, donde el riesgo de contaminación con estos agentes que deterioran el producto solo puede ser evitado con estos tipos de tratamientos. El baño Antimancha entrega una protección temporal contra la mancha azul y los mohos en madera recién cortada y aserrada. El baño Antimancha puede ser realizado de manera manual, mecanizado en línea o estacionario mecanizado. En este tipo de tratamiento se controlan variables como humedad de la madera, tipo de superficie, densidad de la madera, niveles de retención.
Figura Nº 4.11: Cámara de Impregnación
Para el proceso de impregnación, al igual que el tratamiento Antimancha,
intenta aumentar la durabilidad natural de la madera frente al ataque de agentes deterioradores. Es posible encontrar procesos de impregnación por pulverización al Vacío, Vacío y Vacío Presión y tratamiento por nebulización. El tercer tratamiento es el secado, este tiene por objeto eliminar el agua existente en la madera y llevar el contenido de humedad a niveles de 8 a 15%. Valores comunes de madera requerida para procesos secundarios. El cepillado lo que hace es mejorar la calidad de la madera desde un aspecto visual, y ocasiona que la madera que ha sido cepillada deba volver a ser clasificada.
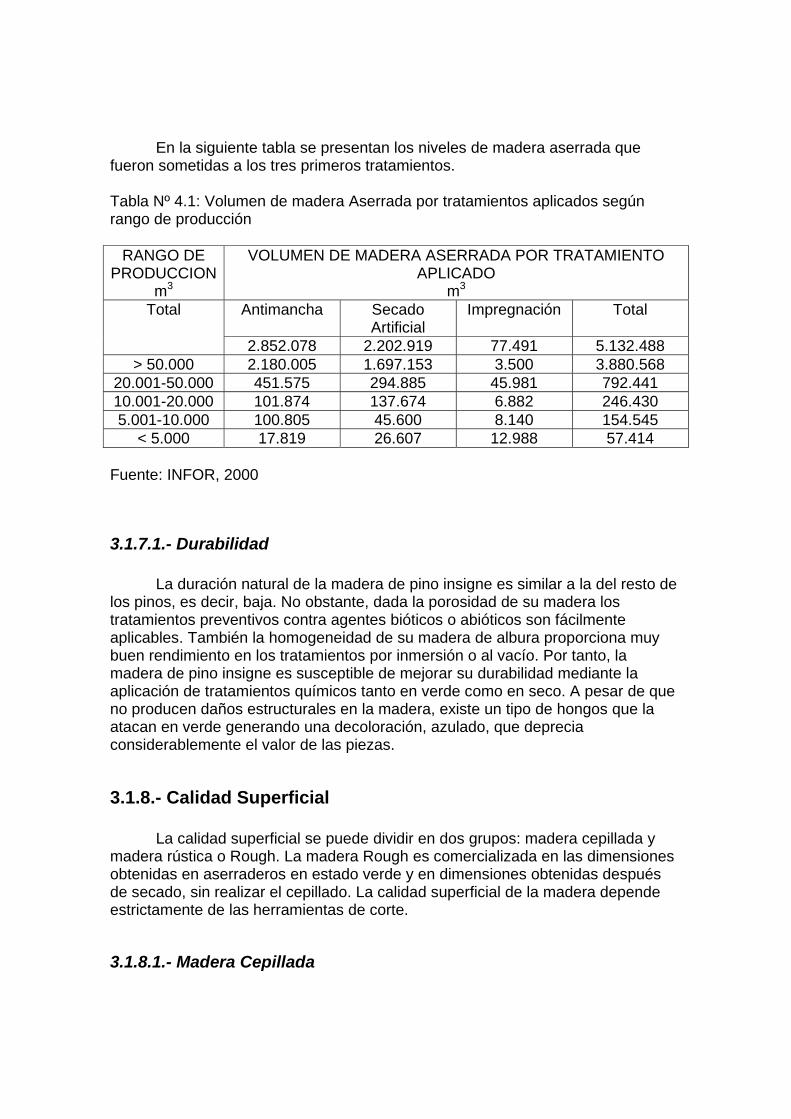
En la siguiente tabla se presentan los niveles de madera aserrada que fueron sometidas a los tres primeros tratamientos. Tabla Nº 4.1: Volumen de madera Aserrada por tratamientos aplicados según rango de producción TR ATAMIENTOS APLICADOS
RANGO DE PRODUCCION
m3
VOLUMEN DE MADERA ASERRADA POR TRATAMIENTO APLICADO
m3 Antimancha Secado
Artificial Impregnación Total Total
2.852.078 2.202.919 77.491 5.132.488 > 50.000 2.180.005 1.697.153 3.500 3.880.568
20.001-50.000 451.575 294.885 45.981 792.441 10.001-20.000 101.874 137.674 6.882 246.430 5.001-10.000 100.805 45.600 8.140 154.545
< 5.000 17.819 26.607 12.988 57.414 Fuente: INFOR, 2000
3.1.7.1.- Durabilidad
La duración natural de la madera de pino insigne es similar a la del resto de los pinos, es decir, baja. No obstante, dada la porosidad de su madera los tratamientos preventivos contra agentes bióticos o abióticos son fácilmente aplicables. También la homogeneidad de su madera de albura proporciona muy buen rendimiento en los tratamientos por inmersión o al vacío. Por tanto, la madera de pino insigne es susceptible de mejorar su durabilidad mediante la aplicación de tratamientos químicos tanto en verde como en seco. A pesar de que no producen daños estructurales en la madera, existe un tipo de hongos que la atacan en verde generando una decoloración, azulado, que deprecia considerablemente el valor de las piezas.
3.1.8.- Calidad Superficial La calidad superficial se puede dividir en dos grupos: madera cepillada y madera rústica o Rough. La madera Rough es comercializada en las dimensiones obtenidas en aserraderos en estado verde y en dimensiones obtenidas después de secado, sin realizar el cepillado. La calidad superficial de la madera depende estrictamente de las herramientas de corte.
3.1.8.1.- Madera Cepillada

Es la madera que recibe una terminación superficial de calidad de acuerdo a sus requerimientos de demanda. Existen distintos grados de terminación, los cuales le entregan el valor agregado al producto final que obtiene el aserradero. Existe madera cepillada en 1, 2, 3 y 4 caras(S1S, S2S, S3S y S4S).
La madera cepillada es toda una pieza de madera cepillada por sus cuatro lados y de sección rectangular. Madera con una cara aserrada, se refiere a las piezas de madera que, después del secado y coincidiendo con el cepillado, es aserrada longitudinalmente por su centro. Generalmente es de poco grosor y se suele usar como revestimiento. Madera con una cara y dos cantos cepillados es la madera que se usa en el sector de la construcción sueco, noruego y finlandés, siendo sustituida cada vez más por la madera cepillada. A pesar que el tratamiento de cepillado es usual realizarlo en madera en estado seco, también es posible encontrarlo aplicado a madera en estado verde.
3.1.8.2.- Rough/Rústica Esta madera es la que se obtiene directamente del aserrado, sin un posterior procesamiento del producto rústico. Se utiliza en vigas ocultas de construcciones y diferentes usos donde no se necesite terminaciones superficiales. I3.1.9.- Tipo de Corte Existen tres tipos de cortes que se pueden presentar en la madera: Tangencial, radial y mixto. El primero de ellos se caracteriza por que los anillos de crecimiento son paralelos a las caras de las piezas (corte transversal), su comportamiento en secado es bastante bueno, debido a que los rangos de contracción son menores a aquellos encontrados en madera radial, debido a que la presencia de radios leñosos en sentido perpendicular a los anillos de crecimiento entregan resistencia a la madera.
Figura Nº 4.12: Dirección de Corte en la madera
Corte Tangencial floreado
Corte Radial Cuarteado
El segundo tipo de corte se caracteriza por la posición de los anillos de crecimiento, los cuales son perpendiculares a las caras de la madera, (en el corte transversal de la pieza). Este tipo de piezas tiene una contracción mayor en el área de secado, debido a la madera de primavera, la cual presenta menor resistencia mecánica. Finalmente, se tiene la madera de corte mixto, la cual se caracteriza por que en la cara transversal los anillos de crecimiento no son paralelos ni perpendiculares a las caras de la pieza, en un corte transversal.
3.2.- Productos de Madera Aserrada Coma ya se mencionó la madera aserrada es clasificada según atributos, los cuales determinan porcentajes de madera libre de defectos, orientada a la producción de pequeñas piezas. Podríamos considerando lo anterior, clasificar la madera aserrada de acuerdo a lo siguiente:
3.2.1.- Madera de Ancho Variable Este tipo de madera es obtenida de la periferia del trozo, y corresponde principalmente a madera lateral o semilateral. Como lo indica su nombre el ancho de esta madera es variable y debido al uso que esta va a tener es sometida a secado. Bajo esta clasificación la madera puede ser definida como madera de grado Shop.
3.2.1.1.- Shop
Este tipo de madera se define como madera dimensionada que contiene en el área de sus caras cortes clasificados para la fabricación de puertas y ventanas. Esta madera se clasifica en función del porcentaje de área que representan los cortes respecto del área total de la pieza, de esta manera se tienen Select Factory, Shop 1, Shop 2, Shop3, Shop N.C., Shop P.C., P99. La clasificación de este tipo de madera exige que los cortes estén alineados, teniendo presente que esta madera será primero cortada en el largo y luego trozada. La calidad superficial de esta madera puede ser cepillada o rústica. El contenido de humedad varía entre 10 a 14 %, y esta orientada a mercados como Estados Unidos y Chile. Tabla Nº 4.2: Dimensiones nominales madera Shop.
Medidas (pulgadas) Espesor Ancho Largo

4/4 y 5/4" Desde 5" y más Desde 8 a 16 pies Medidas (mm)
Espesor Ancho Largo 24 y 38mm rústico y 33,3mm
cepillado Desde 125mm y
más De 2.400 y 4.800mm
Fuente: Portal CMPC maderas En la clasificación de madera Shop se incluye la clasificación de madera Moulding Stock. a.- Moulding Stock Este tipo de madera define los cortes en función de listones para fabricar molduras. El nivel de calidad para los listones es similar al de los cortes para puertas y ventanas. Cada pieza contiene el 66,7% del área en listones para molduras en 1 pulgada de ancho y 10 pies de largo como mínimo. Acepta listones de 6 a 9 pies, siempre que el 66,7% este en listones de un solo largo y que el volumen no supere el 10% del pedido. b.- Factory Select ( Clear Nº3) Cada pieza contiene 70% o más del área, en cortes para puertas de calidad Nº1. Si existe un larguero o dos cortes para puerta de calidad Nº1, se acepta un larguero de calidad Nº2. No se aceptan travesaños superiores. Tampoco se aceptan mas de dos verticales centrales. c.- Shop 1 Cada pieza contiene 50% o más del área, en cortes para puertas de calidad Nº1. En caso de tener un corte para puerta de calidad Nº1, se acepta un larguero de calidad Nº2. No se aceptan travesaños superiores y tampoco verticales centrales. d.- Shop Nº2 Cada pieza contiene uno de los porcentajes para puerta según se indica: 25% calidad Nº1 33.4% calidad mixta Nº1 y Nº2 40% calidad Nº2 e.- Shop Nº3 Cada pieza contiene 30% del área, en cualquier combinación de las siguientes: Cortes para puertas de calidad Mixta Cortes para ventana Cortes para los marcos y puertas de ventanas Listones para molduras,( ancho 2 pulgada y largo de 10 pies). f.- P99
Cada pieza contiene en su peor cara 50% del área en cortes finger Joint de calidad Nº1 y Nº2 y/o adicional al finger joint. g.- Shop N. C. Esta es madera de ancho variable que no clasifica como P99, son también Shop N.C. aquellas piezas con defectos críticos. No son Shop N.C. aquellas piezas que se encuentran subdimensionadas. h.- Shop P. C. Estas son piezas de ancho variable para clasificar, no contiene piezas Moulding ni Shop N.C. i.- Shop out Esta madera se clasifica respecto al % de cortes finger joint que se pueden obtener de una tabla. Este tipo de madera es de calidad inferior a la madera P99.
3.2.2.- Madera de Ancho Fijo En esta clasificación de madera, las piezas se caracterizan por ser de ancho fijo y es clasificada según cortes que contabilizan el ancho de la pieza por el largo que se especifica en producto llamado Rips, esta madera es obtenida de la parte central del trozo. Este tipo de clasificación considera en los rendimientos los cantos muertos, astillamientos y daños aceptables. Tabla Nº 4.3: Cortes para clasificar de madera ancho fijo. Ancho Ancho de la pieza : RIP 2 Y RIP 3
( incluye a cantos muertos, Astillamientos y daños aceptables) Una pulgada : RIP 1
( no acepta canto muerto, Astillamientos y daños aceptables) Largo Mínimo 6 pulgadas : RIP 3
Mínimo 20 pulgadas: RIP 2 Mínimo 10 Pulgadas: RIP 1
Fuente: Normas Clasificación Arauco a.- Rip 1 Esta madera esta orientada a la producción de Moulding & Better. Cada pieza contiene en su peor cara 67% (2/3) del área en cortes para molduras de ancho mínimo 1 pulgada y diez pies de largo mínimo. Esta madera esta orientada a mercados como Estados Unidos y Chile, el contenido de humedad varía entre un 10 a 12 %, y es comercializada con calidad superficial rústica. Tabla Nº 4.4: Medidas nominales Madera RIP 1.(Moulding & Better).
Medidas (pulgadas)
Espesor Ancho Largo 4/4 y 5/4" Desde 4" y más Desde 6 a 16 pies
Medidas (mm) Espesor Ancho Largo
24 y 38mm Desde 150mm y más
Entre 2.400 y 4.800mm
Fuente: Portal CMPC maderas b.- Rip 2 Cada pieza contiene en su peor cara 50% del área en cortes de calidad Nº1 del ancho de la pieza por veinte pulgadas de largo. Esta madera esta orientada a la producción de Cutstock. c.- Rip 3 Cada pieza en promedio debe contener en su peor cara 65% en cortes de calidad Nº1, Nº2 y adicional finger joint del ancho de la pieza por 6 pulgadas de largo. No se aceptan pieza con rendimiento inferior a 50% de largo. d.- Rip P.C. Son pieza de ancho fijo para clasificar, no incluye piezas Rip 1 o Rip N.C. En promedio, las piezas contienen en su peor cara 65% en cortes de calidad Nº1 y Nº2 y adicional finger joint del ancho de la pieza por 6 pulgadas de largo. No se aceptan pieza con rendimiento inferior a 50% de largo. e.- Rip N.C. Esta es madera de ancho fijo que no clasifica como Rip 3, también son Rip N.C., las piezas Rip 3 con defectos críticos. No son Rip N.C. piezas que están subdimensionadas.
3.2.3.- Tapas Este producto es madera que es obtenida de la periferia del trozo y cuya característica principal es la presencia de canto muerto generalizado. Podemos distinguir dos niveles de calidad, estas se definen a continuación: a.- Tapa de Primera: En cada pieza se obtiene como mínimo un rips de 85% del ancho de la pieza que tiene un rendimiento mínimo de 70% en cortes de calidad Nº1 y Nº2 y/o adicional finger Joint de 6 pulgadas del largo por el 85% del ancho de la pieza. b.- Tapa de Segunda: Para esta pieza solo basta cumplir con mantener espesor y ancho en todo el largo, al observar la pieza por la trascara es canto vivo y al proyectar el canto su espesor permanece
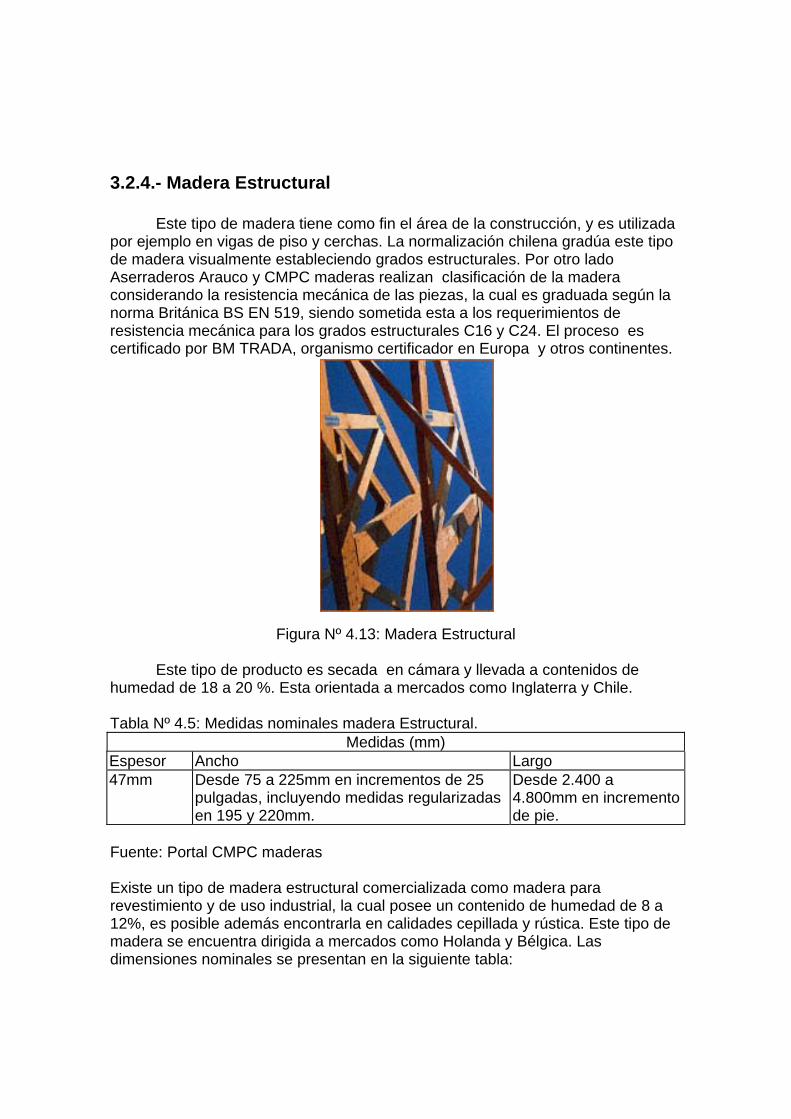
3.2.4.- Madera Estructural Este tipo de madera tiene como fin el área de la construcción, y es utilizada por ejemplo en vigas de piso y cerchas. La normalización chilena gradúa este tipo de madera visualmente estableciendo grados estructurales. Por otro lado Aserraderos Arauco y CMPC maderas realizan clasificación de la madera considerando la resistencia mecánica de las piezas, la cual es graduada según la norma Británica BS EN 519, siendo sometida esta a los requerimientos de resistencia mecánica para los grados estructurales C16 y C24. El proceso es certificado por BM TRADA, organismo certificador en Europa y otros continentes.
Figura Nº 4.13: Madera Estructural
Este tipo de producto es secada en cámara y llevada a contenidos de humedad de 18 a 20 %. Esta orientada a mercados como Inglaterra y Chile.
Tabla Nº 4.5: Medidas nominales madera Estructural.
Medidas (mm) Espesor Ancho Largo 47mm Desde 75 a 225mm en incrementos de 25
pulgadas, incluyendo medidas regularizadas en 195 y 220mm.
Desde 2.400 a 4.800mm en incremento de pie.
Fuente: Portal CMPC maderas Existe un tipo de madera estructural comercializada como madera para revestimiento y de uso industrial, la cual posee un contenido de humedad de 8 a 12%, es posible además encontrarla en calidades cepillada y rústica. Este tipo de madera se encuentra dirigida a mercados como Holanda y Bélgica. Las dimensiones nominales se presentan en la siguiente tabla:
Tabla Nº 4.6: Medidas nominales madera para uso de Revestimiento y uso Industrial.
Medidas (mm) Espesor Ancho Largo
24mm rústica; 22mm cepillada
150mm rústica; 145mm cepillada
3.000, 3.300, 3.600 y 3.900mm.
Fuente: Portal CMPC maderas Una clasificación de madera que se puede nombrar dentro de la madera estructural es aquella que va orientada al área de embalaje y uso industrial, específicamente en productos como pallets y moldajes en la industria de la construcción. Orientada a mercados como Asia, Medio Oriente y Europa es comercializada en estado verde y con tratamiento antimancha. Tabla Nº 4.7: Medidas nominales madera de Embalajes y Moldaje.
Medidas (mm) Espesor Ancho Largo
11mm y más 58mm y más
Hasta 4.800mm
Fuente: Portal CMPC maderas
3.2.5.- Basas Este producto es obtenido de madera central, se caracteriza por presentar la médula embazada, y una mayor cantidad de nudos. Las dimensiones de estas piezas son mayores en el espesor que las maderas antes mencionadas. Dentro de esta clasificación existen los siguientes tipos de basas: a.- Baby: Su espesor es igual o mayor 4 1/2 pulgadas y menor a 6 pulgadas. b.- Delgada: El espesor y ancho son iguales a: 6 x 6, 6 x 7 y 7 x 7 pulgadas. c.- Médium: El espesor y ancho son iguales a: 6 x 8, 7 x 8 y 7x 9 pulgadas. d.- Gruesa: Basa con espesor entre 8 y catorce pulgadas
e.- Especiales: Estas son basas de espesor y ancho: 6 x 6 1/2, 6 1/2 x 6 1/2, 6 1/2 x 7, 6 1/2 x 8 y 7 1/2 x 7 1/2 pulgadas.
3.2.6.- Boards Este tipo de madera se caracteriza por ser madera delgada, 19 a 20 mm de espesor. Se caracterizan por ser un producto que proviene principalmente de rollizos delgados y/o de laterales desclasificados como madera para Factory. En este tipo de madera encontramos la siguiente clasificación: a.- Thinboards: Esta es madera Board con espesor igual o menor a 19 mm. b.- Regulardboards: Esta es madera Board con espesor mayor a 20 mm. c.- Crosscut: Este tipo de madera son Board con largo igual o menor a 3 metros con largo exacto.
3.2.7.- Mercado Finalmente se puede decir que existe un último tipo de madera que se comercializa en las plantas de aserraderos, que esta sujeta al mercado de destino. Estas maderas, están restringidas por normas propias a cada país o a normas que certifiquen grados de calidad, como por ejemplo las normas americanas, británicas o nórdicas. Algunos de estos mercados son los que se mencionan a continuación
a. Japón
b. Inglaterra
c. Estados Unidos
d. Holanda Bélgica
e. Medio Oriente
f. Europa
g. Taiwan
h. Corea
i. Norte de Africa
Nota: La clasificación de cortes y niveles de calidad para los productos mencionados anteriormente se encuentran en el Anexo N°4.
3.3.- Clasificación de madera según normas Como hemos visto hasta ahora, la clasificación de madera aserrada se realiza considerando los defectos de la madera, aquellos debidos al proceso y los debidos a la materia prima. A continuación se dará a conocer las normas Chilenas, Americana y Nórdica de Clasificación.
3.3.1.- Clasificación Chilena
En Chile se puede realizar una clasificación de la madera de acuerdo a su aspecto, esta clasificación se realiza mediante métodos previamente normalizados, según norma chilena de clasificación, los cuales dirigen la inspección visual otorgando importancia a los defectos de la madera, para ello primero se deben definir los defectos a testear, seguidamente se debe definir el método de medición de los defectos, para luego realizar la determinación de niveles o categorías de defectos, para finalmente elaborar la norma de clasificación.
Además la norma chilena ha establecido una clasificación por aspecto donde considera diez niveles de clasificación de la A a la J, dentro de los cuales se han ubicado todas las magnitudes que pueden presentarse en un determinado defecto. El nivel A corresponde siempre a la madera libre de defectos. Los valores siguientes corresponden a valores crecientes del tamaño de los defectos, hasta llegar a magnitudes consideradas como máximas. La norma Oficial NCh993.E0f72 presenta un procedimiento para clasificar la madera de cualquier especie.
3.3.2.-Clasificación Americana Se ha querido mencionar esta norma, debido a que los productos que definidos anteriormente están ligados a las especificaciones de esta. En particular esta norma, establece una primera división de madera aserrada según la materia prima utilizada, esto es maderas Duras y Blandas.
3.3.2.1.- Madera duras (comerciales)
Los principales usos:
a. -Remanufactura para productos de mueblería.
b. -pallets
c. -pisos
d. -paneles
e. -molduras
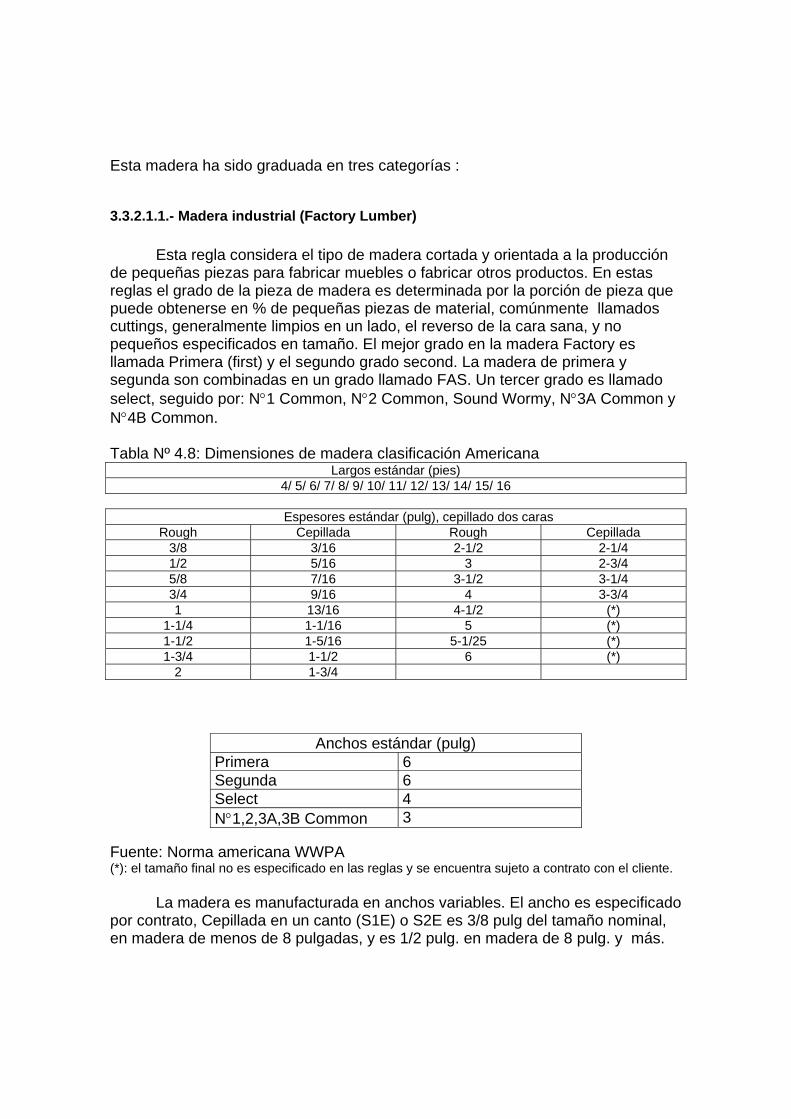
Esta madera ha sido graduada en tres categorías :
3.3.2.1.1.- Madera industrial (Factory Lumber)
Esta regla considera el tipo de madera cortada y orientada a la producción de pequeñas piezas para fabricar muebles o fabricar otros productos. En estas reglas el grado de la pieza de madera es determinada por la porción de pieza que puede obtenerse en % de pequeñas piezas de material, comúnmente llamados cuttings, generalmente limpios en un lado, el reverso de la cara sana, y no pequeños especificados en tamaño. El mejor grado en la madera Factory es llamada Primera (first) y el segundo grado second. La madera de primera y segunda son combinadas en un grado llamado FAS. Un tercer grado es llamado select, seguido por: N°1 Common, N°2 Common, Sound Wormy, N°3A Common y N°4B Common.
Tabla Nº 4.8: Dimensiones de madera clasificación Americana
Largos estándar (pies) 4/ 5/ 6/ 7/ 8/ 9/ 10/ 11/ 12/ 13/ 14/ 15/ 16
Espesores estándar (pulg), cepillado dos caras
Rough Cepillada Rough Cepillada 3/8 3/16 2-1/2 2-1/4 1/2 5/16 3 2-3/4 5/8 7/16 3-1/2 3-1/4 3/4 9/16 4 3-3/4 1 13/16 4-1/2 (*)
1-1/4 1-1/16 5 (*) 1-1/2 1-5/16 5-1/25 (*) 1-3/4 1-1/2 6 (*)
2 1-3/4
Anchos estándar (pulg) Primera 6 Segunda 6 Select 4 N°1,2,3A,3B Common 3
Fuente: Norma americana WWPA (*): el tamaño final no es especificado en las reglas y se encuentra sujeto a contrato con el cliente.
La madera es manufacturada en anchos variables. El ancho es especificado por contrato, Cepillada en un canto (S1E) o S2E es 3/8 pulg del tamaño nominal, en madera de menos de 8 pulgadas, y es 1/2 pulg. en madera de 8 pulg. y más.
3.3.2.1.2.- Dimensiones y partes
Este tipo de madera está orientada a procesar espesores, anchos y largos específicos o múltiplos de estos. Este tipo de madera es normalmente secada en cámara y graduadas por reglas de la National Dimension Manufacturers Association(NDMA).
Las clases pueden ser definidas como rough, cepillada o semifabricada, o completamente fabricada.
3.3.2.1.3.- Productos terminados
Algunas maderas duras son graduadas y terminadas a la forma con pocos o varios procesos anteriores. Los pisos (Flooring) son probablemente el mayor volumen de este producto terminado. El piso es generalmente graduado por Maple Flooring Manufacturers Association (MFMA). Cada especie es graduada en 4 categorías: primera, segunda, tercera y cuarta. Combinaciones de segundo grado y mejorado (best) y, tercera y mejorado son algunas especificadas. De estos algunas son basados en grados especiales por color y especie. El primer grado de piso está con una cara libre de cualquier imperfección. Además variaciones en el color natural son permitidos. El segundo grado admite nudos sanos y otros defectos ligeros, pero nada de madera podrida. El tercer grado tiene pocas restricciones como imperfecciones permitidas, pero son permitidas en trazados particulares y proveen un excelente producto para pisos de servicios. Los espesores estándar de 25/32 pulg, con anchos en las caras de 1-1/2, 2, 2-1/4 y 3-1/4 pulg. Los largos estándar son de 2 pies y mayores en el primer y segundo grado y 1-1/4 pies en el tercer grado.
3.3.2.2.- Maderas Blandas En Estado Unidos las maderas blandas han demostrado versatilidad sirviendo como material primario en construcción y manufactura. Frente a la diversidad de productos que eran obtenidos de distintas especies, en el año 1919 y 1925 fue organizada un conferencia organizada por el Departamento de Comercio de Estados unidos, donde se trato el tema de clasificación de la madera, en esta participaron ingenieros, manufactureros, constructores. El resultado fue la obtención de una representación relativa de tamaños, definiciones y procedimientos para remitirse a diseñar propiedades, formulando una estandarización de la madera aserrada. La madera aserrada proveniente de especies blandas es clasificada para el mercado según manufactura, especies y grados. Para muchos productos la American Softwood Lumber Standard ofrece un servicio básico de referencia. En lo que sigue se refiere a esta clasificación americana, estableciendo la clasificación que ella utiliza.

3.3.2.2.1.- Clasificación de Madera Aserrada Blanda Estas pueden ser clasificadas en dos categorías: Construcción y Remanufactura. La primera área es definida en función del grado de la madera después de aserrado y cepillado. El área de remanufactura se refiere a la madera que será utilizada después de pasos y operaciones consecutivas, ya sea en la fabricación de molduras o de paneles de canto, entre otros.
3.3.2.2.1.1.- Construcción La madera destinada a propósitos de construcción puede ser subdividida en tres categorías:
a. Madera Clasificada por esfuerzo
b. Madera No Clasificada por esfuerzo
c. Madera Clasificada por Apariencia
a.- Madera Clasificada por esfuerzo Esta categoría incluye madera en espesores nominales de 2 a 4 pulgadas, y es referida a una madera llamada “Dimension”. Ejemplos de productos de esta madera son las maderas estructurales, donde el esfuerzo es realmente importante. Cualidades como esfuerzo, rigidez y uniformidad del tamaño son importantes en esta clasificación. Los rangos de esfuerzo pueden ser determinados visualmente o mecánicamente, entregando valores de trabajo para propiedades como esfuerzo en flexión y módulo de elasticidad. Las dimensiones encontradas son 2, 4, 6, 8, 10 y 12 pulgadas en ancho y 8 a 18 pies en el largo, en múltiplos de 2 pies.
b.- Madera No Clasificada por esfuerzo La madera no clasificada por esfuerzo es primero graduada por el servicio que esta va a presentar, sin embargo la apariencia también es importante, especialmente en los mayores grados de clasificación. Imperfecciones como nudos y agujeros son los mayores y mas frecuentes defectos a considerar a la hora de clasificar. El producto principal es el llamado Board cuyo espesor no es menor a 2 pulgadas y 2 pulgadas o más en el ancho, medida nominal. El estándar es de ¾ en espesor y anchos nominales de 2, 3, 4, 6, 8,10 y 12 pulgadas. Los largos son usualmente de 6 a 18 pies en incrementos de 2 pies. La madera que clasifica como Board puede ser unida para fabricar Square-edged, Tongue-and-Grooved o Shiplapped. Para finalizar este tema a continuación se presentan las escuadrías de estos productos, según la clasificación americana. Tabla Nº 4.9: Clasificación Americana de tamaños estándar para madera aserrada que pertenecen a la clasificación de madera clasificada por esfuerzo y no clasificada por esfuerzo destinada al área de construcción.

Espesor Ancho Mínimo Mínimo Nominal
seco verde Nominal
Seco verde
Ítem
Pulgadas Pulgadas Board 1
1-1/4 1-1/2
¾ 1
1-1/4
25/32 1-1/32 1-9/32
2 3 4 5 6 7 8 9 10 11 12 14 16
1-1/2 2-1/2 3-1/2 4-1/2 5-1/2 6-1/2 7-1/4 8-1/4 9-1/4 10-1/4 11-1/4 13-1/4 15-1/4
1-9/16 2-9/16 3-9/16 4-5/8 5-5/8 6-5/8 7-1/2 8-1/2 9-1/2
10-1/2 11-1/2 13-1/2 15-1/2
Dimension 2 2-1/2
3 3-1/2
4 4-1/2
1-1/2 2
2-1/2 3
3-1/2 4
1-9/16 2-1/16 2-9/16 3-1/16 3-9/16 4-1/16
2 3 4 5 6 8 10 12 14 16
1-1/2 2-1/2 3-1/2 4-1/2 5-1/2 7-1/4 9-1/4 11-1/4 13-1/4 15-1/4
1-9/16 2-9/16 3-9/16 4-5/8 5-5/8 7-1/2 9-1/2
11-1/2 13-1/2 15-1/2
Timbers 5 y más Menores a ½ en
medida nominal
5 y más Menores a ½ en
medida nominal
Fuente: Norma americana WWPA (Wood Western Products Association) A.1.3.- Madera Clasificada por Apariencia La madera clasificada por apariencia (clasificada como Finish o Select), no es graduada por esfuerzo pero es una categoría separada de aquella no clasificada por esfuerzo, ya que esta da gran importancia a la apariencia. La madera Board en esta categoría puede mostrarse como un material de trabajo haciendo que la calidad de la madera dependa de los defectos naturales. Este grupo incluye madera aserrada que ha sido cepillada en sus 4 caras. El mayor grado de apariencia es Finish. El siguiente nivel es Select, el cual es clasificado por designaciones de números y letras, y combinaciones de estos, como B&BTR,

C Select, D Select. En vista de la complejidad de muchos trabajadores de madera, han encontrado que esta puede ser dividida en cuatro grados Select. Estos son denotados por A, B, C y D. Donde A es el mayor grado y D el menor.
a. A Select: No contiene nudos, rajaduras, u otros defectos visibles. Es
usada en mobiliario, trim y flooring.
b. B Select: Esta pieza acepta pocos defectos, los cuales deben ser
pequeños, es una pieza casi perfecta. Es usada en mobiliario, trim
flooring.
c. C Select: Esta madera acepta pequeños nudos firmes. Puede ser
una pieza casi perfecta en uno de sus lados. Es usada para mobiliario,
shelving, trim y flooring.
d. D Select: Se caracteriza por presentar numerosos nudos en forma
de alfiler y otros pequeñas manchas. Es usada en mobiliario, shelving, en
algunos trim y flooring.
3.3.2.2.1.2.- Remanufactura La variedad de especies, grados y tamaños de las maderas blandas, hacen que estas sean suministro par la industria de piezas cortas, que son componentes de otros productos, como muebles, puertas y ventanas. En la industria secundaria, la descripción de grados y tamaños y a menudo la apariencia de las piezas de madera son combinadas. Lo típico en la industria secundaria es la transformación a grados Factory, Industrial Clear, molduras y Elementos laminados. A continuación se muestran esta clasificación. A.2.1.- Factory Grades ( Shop) Tradicionalmente la madera aserrada de maderas blandas son usadas para cortes siendo llamadas Factory o Shop. Esta madera forma parte del material básico para muchas operaciones de la industria Secundaria. La materia Shop es clasificada en base a las características de corte a usar en el uso final, o en base al tamaño de cortes para puertas y ventanas. Factory Select, Select son los grados mas altos, seguidos de Shop 1, 2 y 3. La clasificación de las tablas esta influenciada por el ancho y largo, y espesor de las piezas básica y están basadas en la cantidad de material de alta calidad que puede ser obtenido mediante cortes. A.2.2.- Industrial Clear
Esta clasificación es usada para trim, muebles de cocina y otros componentes de productos, donde la apariencia debe ser excelente, características físicas y mecánicas son importantes en la terminación. Los principales grados son B&BTR, C y D Industrial. Los grados están basados en la mejor cara, aunque la influencia del corte es importante y varios dependen del espesor y ancho de la pieza. A.2.3.- Molduras
Las reglas de clasificación delinean los requerimientos para una variedad de clases de madera orientadas a especificar productos de consumo. Los consumidores y las características de la madera determinan los diferentes grados, descripciones y terminología. Este tipo de madera también es usada en productos destinados a la confección de escaleras y similares. Algunas clasificaciones tienen un solo grado, unos pocos poseen 2 a 3 grados. Clases especiales de estos productos pueden incluir restricciones de madera de albura, requerimientos especiales de inclinación del grano y crecimiento de anillos. A.2.4.- Estructuras Laminares Los grados de estructura laminares describen las características a usar para las estructuras laminares. Generalmente las propiedades no son asignados separadamente a los grados de laminación, a lo mas, los grados permitidos son basados en el efecto esperado para el grado de laminación. Aquí existen dos tipos de materiales, aquella madera que proviene de clasificación visual y por Clasificación grado E. La madera visualmente graduada es clasificada de acuerdo a una de tres set de reglas. El primer set esta basado en las normas de American Softwood Lumber Standard en requerimientos adicionales para laminación. La segunda regla envuelve los grados típicos de laminación usados para la clasificación visual de especies. El tercer set de reglas incluye requerimientos especiales para la tensión de los miembros y para tensión en laminación o miembros en flexión. La clasificación grado E son categorizadas por una combinación de clasificación visual, con clasificación por criterios y rigidez de la madera aserrada. Estos grados son expresados en términos del tamaño de máximo en el canto (como fracción del ancho) a lo largo con especificaciones en el largo del módulo de elasticidad.
3.3.2.2.2.- Tamaño Para la dimensión de largo, estas son entregadas en dimensiones reales y el ancho y espesor son tradicionalmente dadas en dimensiones nominales. Las maderas aserradas blandas son manufacturadas en largos de 1 pie como especifican varias reglas de clasificación. En la práctica, múltiplos de 2 pies son las reglas para madera de construcción. El ancho de las maderas blandas varía comúnmente desde 2 a 16 pulgadas nominales. El espesor de madera puede ser generalmente categorizado como:

Board: esta es madera menor a dos pulgadas en espesor nominal Dimension: Esta es madera de 2 pulgadas a 5 pulgadas no incluyendo este último valor. Timber: Esta es madera de 5 a mas pulgadas en espesor nominal. La madera para remanufactura es ofrecida en tamaños específicos para los requerimientos de producto. Los grados Factory para cortes generales son ofrecidos en espesores nominales desde 1 a 4 pulgadas. Los largos son de varios largos y anchos. La madera para laminaciones es ofrecida en sobre tamaño, comparada a las dimensiones estándar, para permitir cepillado o laminación. Industrial Clear puede ser ofrecida rústica o cepillada en varios tamaños comenzando desde espesores menores a 2 pulgadas y angostos como 3 pulgadas
3.3.2.2.3.- Terminación Superficial La madera aserrada producida puede ser rústica o cepillada. La madera aserrada rústica tiene imperfecciones en la superficie causada por las primeras operaciones de corte. Esta puede ser mayor que el target - size por cantidades variables en ambos espesores y anchos, dependiendo del tipo de equipo de aserrío. La madera rústica sirve como material más amplio para manufactura y también para propósitos decorativos. La madera en la superficie es cepillada en 1 o 2 caras, o en 1 o 2 cantos, o combinaciones de caras y cantos. La calidad de la superficie puede estar en tamaño uniforme para los anchos.
3.3.2.2.4.- Contenido de Humedad El contenido de humedad de la madera es clasificado en madera verde y seca. Los contenidos de humedad de Dimension y Board se encuentran alrededor de 15% como máximo y un promedio de 12%. Finalmente, en el Anexo Nº5, se encuentran algunas tablas de dimensiones de productos americanos, y de las especificaciones de contenido de humedad.
3.3.3.- Clasificación Nórdica Como es sabido los aserraderos Nórdicos (Finlandia, Noruega y Suecia ), son especialistas en la producción de madera aserrada, es por esto que se señalará este punto a hablar algunos datos relevantes de esta clasificación de madera, basados en algunos aspectos como dimensiones, contenido de humedad, clasificación de calidad, entre otros.

La madera nórdica aserrada es secada en cámara hasta una humedad igual o inferior al 20%, de acuerdo con la norma INSTA 141, o bien, hasta el contenido de humedad especificado por los clientes. Con objetivos como racionalizar el trabajo de los constructores, permitir una reducción de gastos a las industrias que utilizan grandes cantidades de madera aserrada y facilitar que se concentren en sus actividades más rentables, los aserraderos nórdicos ofrecen una gran variedad de productos industriales especiales entre los que destacan los siguientes:
a. Madera aserrada secada en cámara hasta la humedad especificada.
b. Madera estructural cortada con exactitud a la longitud demandada.
c. Tablas y tablones para industrias transformadoras de la madera.
d. Productos cepillados y mecanizados para trabajos de construcción:
revestimientos interiores, molduras, suelos.
e. Madera estructural clasificada según resistencias mecánicas y
propiedades importantes.
f. Madera con uniones multidentadas.
g. Productos de madera laminada: vigas, perfiles y tableros alistonados.
h. Clasificaciones visuales especiales o con criterios de clasificación
especificados por los usuarios finales.
3.3.3.1.- Clasificación de calidad El sistema de clasificación Nórdico ha evolucionado gracias a la cooperación con los principales mercados internacionales. Como consecuencia de varias revisiones profundas efectuadas en la década de los 90, el sistema líder de la actualidad es el de Clasificación de Maderas Nórdico, presentado en 1994 (el "Libro Azul"), y que coexiste con la antigua clasificación del "Libro Verde".
3.3.3.2.- Clasificación, dimensiones y secado
Las principales calidades pertenecen a los grados A, B, C y D. El grado A, correspondiente a la calidad más alta, se divide en subgrados que parten del A1 (superior) y llegan al A4. Los grados B, C y D no tienen subdivisiones. El grado inferior, D, se destina a usos domésticos (no se exporta) y no se le han asignado

valores numéricos que indiquen las características de la madera. Esta madera es clasificada visualmente. En el Anexo Nº6 se encuentran los nudos, como defecto principal, y los porcentajes que se aceptan.
3.3.3.3.- Madera clasificada según resistencias mecánicas
Los aserraderos nórdicos han adquirido una gran experiencia en la clasificación de su madera destinada a la construcción, según los códigos y las normativas desarrolladas por el Comité Europeo de Normalización(CEN).
La madera aserrada se seca en cámara, normalmente con anterioridad al proceso de clasificación, hasta un contenido de humedad medio igual o inferior al 20%. El marcado de la madera aserrada en los países nórdicos se realiza por los propios aserraderos. Las clases resistentes para la clasificación visual cumplen con la BS 4978, la clase GS equivale a la clase Europea C16, y la SS equivale a la C24. La madera aserrada clasificada según resistencias mecánicas está marcada de acuerdo con la UNE EN 518.
3.3.3.4.- Escuadrías y longitudes Los aserraderos nórdicos gozan de una gran reputación por la precisión del
aserrado de sus maderas a las dimensiones especificadas. Como norma, los aserraderos nórdicos producen los tamaños especificados en la Norma Internacional ISO 3179 (Madera aserrada de coníferas, dimensiones normalizadas).
En la actualidad, una creciente cantidad de productos es suministrada con las dimensiones estándar de los países importadores, así como en dimensiones no estandarizadas que son cortadas expresamente para cumplir los requisitos del cliente. En lo que concierne a la exportación, la mayor parte de las demandas tiende a referirse a maderas de entre 1,80 y 6,00 metros de longitud, en incrementos de 30 cm. La más frecuente: entre 2,70 y 5,40 metros.

Figuras Nº 4.14: Mapa de escuadrías Aserraderos Nórdicos
Los Largos en estos aserraderos corresponden a las siguientes dimensiones, todas ellas en metros: 1.80 2.10 2.40 2.70 3.00 3.30 3.60 3.90 4.20 4.50 4.80 5.10 5.40 6.00
3.3.3.5.- Contenido de Humedad Para finalizar, se destaca la importancia del secado de la madera, la cual en estado verde puede presentar desagradables sorpresas al comprador con la presencia de microorganismos. Por estas razones toda la madera se suministra en estado seco, algunos contenidos de humedad son los que se presentan en la tabla siguiente: Tabla Nº 4.10 : Contenidos de Humedad según uso final de la Madera
Producto Contenido de Humedad % Secada en horno para muebles 6 - 10 % Secada de interior, secado de carpintería
10 - 15 %
Secado para madera laminada 14% Secado para madera cepillada 15 -19% Secada al aire 15 - 23 %

4.- ESTANDARIZACIÓN DE PRODUCTOS DE MADERA ASERRADA
De acuerdo a lo expuesto anteriormente y a entrevistas realizadas se ha llegado a la conclusión de que los atributos más importantes a considerar en la estandarización de madera aserrada son el contenido de humedad, dimensiones (tolerancias) y apariencia, estas características son las que permiten estandarizar un producto.
Con respecto al contenido de humedad es importante destacar que los clientes solicitan al aserradero primero que todo el porcentaje de humedad, es decir, si la madera que le ofertan es verde o seca. Este es determinado por el uso final que se le va a dar a la madera aserrada. El contenido humedad también esta en directa relación con las condiciones ambientales del lugar donde se utilice la pieza, especialmente si es colocada en el interior de un edificio, ya que afecta directamente su equilibrio higroscópico y éste puede aumentar o disminuir de acuerdo con las modificaciones de las condiciones de temperatura y humedad del aire. Por ejemplo la madera secada artificialmente puede retomar humedad durante períodos de humedad relativa y en tales condiciones, los plazos de almacenamiento deben ser disminuidos.
Con respecto a las dimensiones del producto estas deben ser con un grado de exactitud relativo, puesto que dependen del uso final y del tratamiento, los cuales lo va a determinar el mercado. Por ejemplo según China, las escuadrías son diferentes a las que requiere Medio Oriente. Por esto que los aserraderos según el tipo de materia prima que dispongan y los pedidos que tengan en carpeta, se disponen a producir y maximizar el tipo de producto que requiere cada mercado, dando un mayor valor agregado al producto maximizando su utilidad. En la actualidad, una creciente cantidad de productos es suministrada con las dimensiones estándar a los países de exportación, así como en dimensiones no estandarizadas que son cortadas expresamente para cumplir los requisitos del cliente. Las dimensiones especiales pueden aserrarse a partir del rollizo, a partir de madera fresca (para reducir el riesgo de contracción del material destinado a marcos de ventana, por ejemplo), o reaserrando productos de tamaño estándar. La apariencia de la madera permite caracterizar la madera según resistencia, área disponible libre de defectos, mercados. La apariencia es de gran relevancia a la hora de ser requerida por los clientes, generalmente los compradores quieren que se les entregue la mejor calidad superficial y visual (en cuanto a aspecto) y que el producto se pueda aprovechar al máximo en su utilización final. Es decir, que este sea de su entero gusto, sin embargo el productor no va entregar a un bajo precio este producto que le costo mucho más dinero y tiempo producir. Es por esta razón que se producen largas negociaciones por partes de los interesados. Ahora que se ha hecho referencia a los productos, se tratará el tema del proceso de aserrado describiendo las etapas que lo constituyen y por las cuales el trozos debe pasar para ser transformado en los productos descritos en este capítulo.
CAPITULO V
CONSIDERACIONES DEL PROCESO DE ASERRIO
1.- INTRODUCCIÓN
La Conversión Primaria de la Madera, más conocida como Industria del
Aserrío, ha evolucionado en los últimos años, gracias a la introducción de nuevas
tecnologías que han permitido aumentar los márgenes de la industria. Estas
tecnologías han sido enfocadas a la disminución de canal de corte en las
máquinas, aumentando la exactitud del corte, mejorando la lectura de la materia
prima y en cierta medida intentando establecer procedimientos para cada etapa
del proceso.
En el proceso de aserrío se debe considerar que la materia prima, alcanza
entre un 60 a 70% del costo del producto, por lo cual es lógico pensar que toda
innovación dentro de las plantas y de las tecnologías que se han ido desarrollando
van dirigidas a mejorar el rendimiento de la materia prima, considerando tres
aspectos que son los relevantes: Volumen, Valor y Calidad.
Tecnologías de medición son incorporadas al proceso, en cada una de sus
etapas, desde la clasificación de la materia prima, pasando por el proceso de corte
hasta llegar finalmente a la clasificación de la madera aserrada según calidades
definidas para los distintos productos.
Hoy en día la conversión de los troncos debe hacerse a alta velocidad y la
productividad debe ser la mas alta posible, por ejemplo: en aserradero el
Colorado, esta alcanza lo 65 m3/hr, aserradero en el cual la capacidad de diseño
de la planta fue superada desde 18000 m3/mes hasta 25000m3/mes, en promedio.
La concepción de aserraderos hoy no debe hacerse a ciegas, esto provoca pérdidas
en el rendimiento de la materia prima, mezcla calidades, no produce los productos
esperados, lo que disminuye el precio de venta, los métodos de corte no son los mejores,
generando mas desventajas que flexibilidad para el que debe planificar la producción.

2.- ESTANDARIZAR EL PROCESO
Como una buena práctica dentro de los aserraderos, a fin de aumentar los
rendimientos y parámetros de gestión que se manejen en ella, es importante
conocer en que consiste cada etapa, es decir, tener pleno conocimiento de los
procedimientos. Esto es lo que llamamos Estandarización del Proceso.
La estandarización consiste en definir y uniformar las condiciones de trabajo
de modo que las personas que participen en el proceso usen de forma
permanente los mismos procedimientos. Cuando los empleados u operadores de
máquinas emplean diferentes formas de hacer una operación aumenta la
variabilidad del producto y el proceso se hace ineficiente.
Como se mencionó anteriormente, los procesos de aserrío están orientados
al mejoramiento de rendimiento de la materia prima, requieren necesariamente de
mejoramiento continuo y de la capacidad de poder establecer procedimientos
claros para cada etapa del proceso, estos van por ejemplo desde cómo se debe
ingresar un trozo al aserradero, hasta la manera en que una tabla debe ser
clasificada según atributos para una calidad de producto determinada.
Entonces se puede decir que para desarrollar la estandarización es
necesario seguir los siguientes pasos:
1. Definir el proceso de una manera general que sea clara para
cualquier persona, ligada o ajena al proceso, de tal manera de que sea
capaz de percibir cual es el objetivo general de este.
2. Definir y detallar las etapas dentro del proceso macro, es decir,
subprocesos, actividades y tareas. Conociendo cada una de ellas y los
requerimientos para poder cumplirlas a cabalidad.

3. Definir las secuencia entre las etapas del proceso, de manera que se
conozca el flujo del material dentro de la planta y hacia donde este se
dirige después de cada operación.
4. Definir en detalle las características para la inspección de insumos y
productos, y en que puntos dentro de la planta se deben realizar los
controles, el cómo se debe hacer y los criterios de aceptación o rechazo.
5. Realizar actividades de mantenimiento, de tal manera de asegurar
que el proceso no se vea interrumpido por algún problema en los equipos.
3.- DEFINICIÓN DEL PROCESO
De una manera simple el Proceso de aserrado debe entenderse como la
transformación de un trozo proveniente de una sección del árbol en tablas las
cuales están asociadas a calidades y características para satisfacer ciertos
mercados.
Por un lado los trozos son obtenidos del árbol, de las secciones mas
cercanas al fuste, mientras el resto del árbol es orientado a otras industrias como
la de pulpa y tableros. Además, como mencionó en el primer capítulo, existen
calidades de trozos para la industria, y aquellos mas conocidos son los regulares,
podados y aserrables. Otros aspecto a considerar en la materia prima es la zona
geográfica de donde son obtenidos. Las calidades de madera aserrada están
definidas según los clientes y obedecen a características para usos finales.
El como se logra la transformación de la materia prima se detallará más
adelante, cuando se hable de las etapas involucradas en el proceso y de las
características de ellas. Por ahora se puede decir que la transformación esta
ligada a un complejo sistema donde se toman decisiones según cada etapa del
proceso, y cada decisión esta orientada o ligada mas bien dicho a obtener los
productos finales, atendiendo a variables como rendimiento, productividad y
consiguiendo en cada una de ellas el mejoramiento continuo.
4.- CONSIDERACIONES GENERALES
Los aserraderos, o más bien la industria del aserrío, ha ido creciendo en
sofisticación, existiendo un gran aporte de nuevas experiencias y Know How, los
que permiten afirmar que el aserrío no es sólo una técnica sino que también un
arte.
Nunca existe una única solución para realizar un determinado programa de
trabajo: distintas máquinas insertadas en distintos Layout pueden realizar tareas
semejantes, eventualmente en situaciones igualmente rentables.
El éxito de un aserradero radica, en gran parte, en lograr los mejores
rendimientos posibles sin perjudicar al producto deseado, tanto en calidad como
en dimensiones. La tecnología moderna se orienta así, por un lado, a perfeccionar
el corte en cuanto a velocidad, minimización del ancho de corte y precisión para
disminuir la producción de aserrín y, por otro, a analizar la materia prima, pieza por
pieza, tanto a su entrada como en las diferentes etapas de su procesamiento con
el fin de llegar al máximo aprovechamiento de la madera útil contenida en cada
troza. En este sentido, es esencial respetar los siguientes principios:
a. Armonizar la geometría de una troza con las dimensiones del
producto final, es decir, aplicar un correcto plan de corte buscando para
cada troza el tipo y dimensión de producto que optimicen su rendimiento.
b. Posicionar perfectamente las piezas con respecto a las líneas de
corte, lo que implica la instalación de sofisticados dispositivos que
combinen alta tecnología mecánica y electrónica.
c. Aplicar tecnologías que permiten disminuir considerablemente el
impacto de la curvatura y conicidad de los rollizos en el aprovechamiento
de la materia prima
El último punto puede ser tomado como una extensión del primero,
considerando que los trozos no son completamente cilíndricos y que están sujetos

a presentar defectos como los ya mencionados. La primera de estas técnicas que
es absolutamente operacional es el aserrado Curvo, el que permite que las líneas
de corte sigan perfectamente la forma del trozo. La segunda técnica es el
aserrado Cónico que permite minimizar las pérdidas por conicidad al trasladarlas a
la zona de menor valor (centro) mediante el corte de las tablas de la periferia en
línea paralela a la superficie. Esta técnica se práctica con sierras huinchas, así
como también es posible lograrlo usando Chipper Canter.
Un aserradero debe ser una instalación cuidadosa y metódicamente
dirigida, con intervenciones oportunas y mejoras introducidas en forma
permanente. En este sentido el factor humano es importante de ser considerado,
existen puestos claves dentro del proceso que son relevantes para el rendimiento,
estaciones de canteado por ejemplo, y otros destinados para la calidad, selección
de materia prima adecuada para productos finales.
En aserradero es necesario fijar o establecer algunos parámetros
importantes de producción, entre ellos podemos mencionar:
a. Largo troza media típica b. Consumo de materia prima c. Turnos d. Eficiencia de equipos e. Volumen troza f. Diámetros típicos de troza g. Trozas por turno, año o minuto h. Productividad i. Nivel de Producción
Estos son algunos de los parámetros importantes a considerar a la hora de
planificar la producción en aserraderos.
5.- PRINCIPIOS DE DISEÑO
Los aserraderos requieren de ciertos criterios de funcionamiento y de
diseño que les permitan operar sin interrupciones y lograr de la mejor manera
posible los objetivos de la planta. La experiencia ha hecho ver los posibles
problemas que presentan algunos aserraderos, y cuyas soluciones se transforman
en principios básicos para el diseño de estos.
El instituto forestal define estos principios en el siguiente listado, no
obstante debe entenderse que esto no es lo único que debe considerarse, también
existen factores relevantes relacionados con el aspecto humano dentro de las
plantas, se puede decir que cuando los aserraderos no poseen la capacidad de
contar con estaciones de medición, ya sean escáner o similares, son los
operadores quienes llevan el control de la producción y quiénes definen los
rendimientos de estas.
Entre los principios de diseño relevantes a considerar son:
a. Se requiere disponer de un volumen suficiente de trozas de buena
calidad a lo largo del tiempo y en cada momento de la operación de la
planta.
b. Se requiere un adecuado stock de materia prima en la planta para
mantenerla operando con la máxima eficiencia a lo largo del tiempo y en
cada instante.
c. La mesa de entrada para trozas debe ser lo suficientemente grande
para evitar pérdidas de tiempo, como resultado de interrupciones en el
suministro de la cancha de trozas.
d. La capacidad de trozado y descortezado debe ser lo suficiente para
procesar el volumen requerido, considerando una capacidad adicional por
precaución a interrupciones cortas.
e. Trozar la madera de forma que se obtenga la máxima longitud recta
posible.
f. Medir el diámetro y longitud de las trozas para calcular el volumen de
madera de cada troza alimentada al sistema.
g. Mantener una cantidad apropiada de madera trozada en largos y
diámetros adecuados a la máquina principal.
h. Donde existan dos máquinas principales, se debe contemplar un
transporte entre las dos líneas, para en caso de ingreso de trozos en línea
incorrecta, estos puedan ser llevados a la máquina que es capaz de
procesarlos.
i. Se deben medir las trozas en diámetro y longitud, alimentar las
trozas por el diámetro menor. Se deben evitar apariciones de curvaturas,
torceduras u ovalaciones. Esto permitirá obtener piezas de anchos
máximos, y máxima recuperación.
j. Sujetar la troza firmemente mientras esta pasa por las máquinas de
corte, para evitar cualquier movimiento lateral que pueda provocar daños
en la máquina.
k. Maximizar la cantidad de piezas a pasar por la máquina principal.
l. Evitar perdidas de tiempo por causa de exceso de madera
inmediatamente después de la sierra Principal,
m. Contemplar adecuado espacio delante de cada máquina posterior a
la máquina principal.
n. Evitar atochamiento detrás de las canteadoras y otras máquinas
secundarias de corte.
o. Donde varias máquinas secundarias de corte descargan piezas
sobre un solo transportador delante de la despuntadora, dejar adecuado
espacio entre los diversos puntos de descarga y evitar que la madera sea
lanzada bruscamente.
p. Incorporar un desvío alternativo a la despuntadora para aquellas piezas que
no necesitan ser despuntadas.
q. Considerar posibilidad de un sistema de transporte y apilado
automático, con adecuado manejo desde el apilado a las cámaras de
secado o a la planta de elaboración.

r. Donde existan secadores, debe existir una suficiente capacidad de
secado para procesar la producción.
Estos son solo algunos principios, es necesario incluir aquellos relacionados
con las nuevas técnicas de escáner o de medición de las piezas, las ya
mencionadas con el aspecto humano, y por supuesto aquellas asociadas con el
mejoramiento continuo del proceso, considerando cada etapa de este como un
Centro de trabajo, el cual esta sujeto a modificaciones y cambios.
6.-DISTRIBUCIÓN EN PLANTA: LAYOUT
En cualquier proceso de fabricación un factor importante a considerar es la
ubicación de la maquinaria, de una distribución correcta depende la efectividad y
calidad del trabajo.
La industria del aserrío no es ajena a esto, existen un sin número de
combinaciones posibles de equipos que definen lo que se conoce como Layout.
Un layout esta sujeto a las necesidades de producción, y para su ejecución es
necesario considerar las capacidades de los equipos a instalar. Un factor en la
elección de la planta y características es el hecho que sea capaz de originar
capacidades de equilibrio en la producción. Por otro lado la elección de la
maquinaria tiene un efecto sobre el tiempo de preparación o puesta a punto, la
minimización de los tiempos de preparación depende en gran medida de la
elección de la planta.
Un flujo sencillo entre departamentos a nivel de fábrica, y una disposición
en línea, a nivel de planificación de procesos dentro de los departamentos son
necesarios para una máxima eficiencia operativa. Dentro de las ventajas de
establecer una distribución adecuada de las operaciones en la planta podemos
mencionar:
a. Mejora la Organización de Producción
b. Mejor Control de la Producción
c. El tiempo de transportación de la materia prima entre puestos de
trabajo es corto
d. La ocupación del lugar de trabajo es más racional
e. La rentabilidad del suelo por metro cuadrado del sitio de trabajo es
más alta.
f. Se puede implementar la ingeniería de métodos, tiempos y costos de
producción
g. Se puede localizar un almacén de partes para cumplir las fechas de
entrega
h. Control en la utilización de las máquinas implementando un
mantenimiento preventivo y no correctivo.
i. En la programación de la producción el esquema en sí exige que la relación debe ser hombre por máquina.
La localización de las máquinas, las zonas de trabajo y las circulaciones no
obedecen a unas medidas estándar, simplemente su ubicación depende del
proceso y de los tamaños en que se va transformando la materia prima.
Finalmente se puede decir que el Lay Out debe presentar una versión
simplificada de la planta, debe mostrar una secuencia detallada del parque de
máquinas. En el Anexo Nº 7 se encuentran una serie de lay out de plantas
visitadas y de algunos encontrados en memorias realizadas en años anteriores,
con la identificación de las figuras usadas.
7.- DIAGRAMAS DE CORTE
Se denomina así al esquema gráfico en el cual se representan las distintas
piezas de madera aserrada en forma de rectángulos, factibles de obtener de un
trozo de diámetro determinado, representado por una circunferencia, de acuerdo a
las características del proceso, considerando una separación entre cada pieza la
que corresponde en la realidad a los espesores de corte dados por las máquinas
que intervienen en el proceso. Se les conocen además con los nombres de
Esquemas o planes de Corte.
7.1.- Factores Importantes a Considerar en el Patrón de Corte
a. Diámetro de la troza: el diámetro de la troza considerado para
calcular el volumen de la troza, influye en el área de la sección transversal
de ella.
b. Proceso Tecnológico: este se entiende en el sentido de que se debe
conocer previamente el flujo que sigue la línea de producción de la
materia prima, el grado de automatización y el nivel de mantenimiento,
esto porque máquinas en mal estado no respaldan a un plan de corte.
c. Maquinaria: este factor es muy importante ya que del estudio de las
características y capacidades de las máquinas depende la factibilidad de
realizar un esquema de corte determinado. Esto es, las máquinas limitan
la altura y anchos máximos de corte, las especies madereras mas
favorables para procesar de acuerdo a las potencias de corte requeridas
para su proceso. La maquinaria de la que se dispone también puede
limitar el tipo de corte, el diámetro de troza máximo factible de procesar,
además de la cantidad de cortes por pasada.
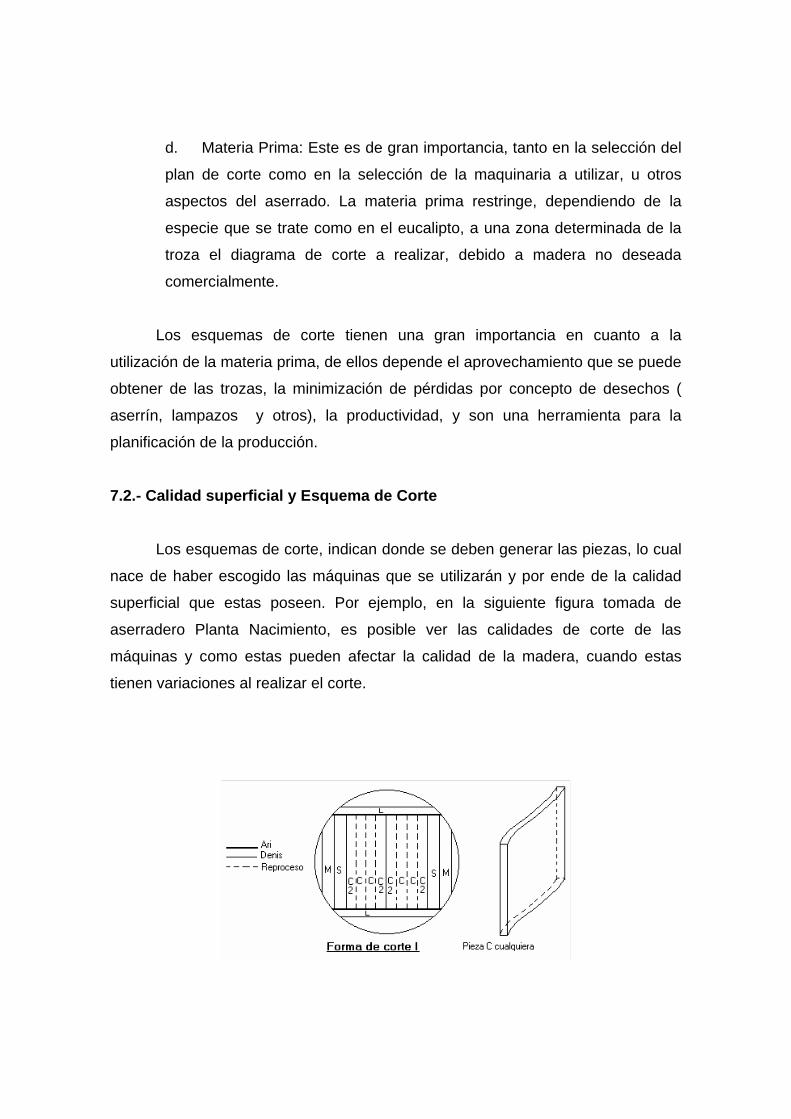
d. Materia Prima: Este es de gran importancia, tanto en la selección del
plan de corte como en la selección de la maquinaria a utilizar, u otros
aspectos del aserrado. La materia prima restringe, dependiendo de la
especie que se trate como en el eucalipto, a una zona determinada de la
troza el diagrama de corte a realizar, debido a madera no deseada
comercialmente.
Los esquemas de corte tienen una gran importancia en cuanto a la
utilización de la materia prima, de ellos depende el aprovechamiento que se puede
obtener de las trozas, la minimización de pérdidas por concepto de desechos (
aserrín, lampazos y otros), la productividad, y son una herramienta para la
planificación de la producción.
7.2.- Calidad superficial y Esquema de Corte
Los esquemas de corte, indican donde se deben generar las piezas, lo cual
nace de haber escogido las máquinas que se utilizarán y por ende de la calidad
superficial que estas poseen. Por ejemplo, en la siguiente figura tomada de
aserradero Planta Nacimiento, es posible ver las calidades de corte de las
máquinas y como estas pueden afectar la calidad de la madera, cuando estas
tienen variaciones al realizar el corte.
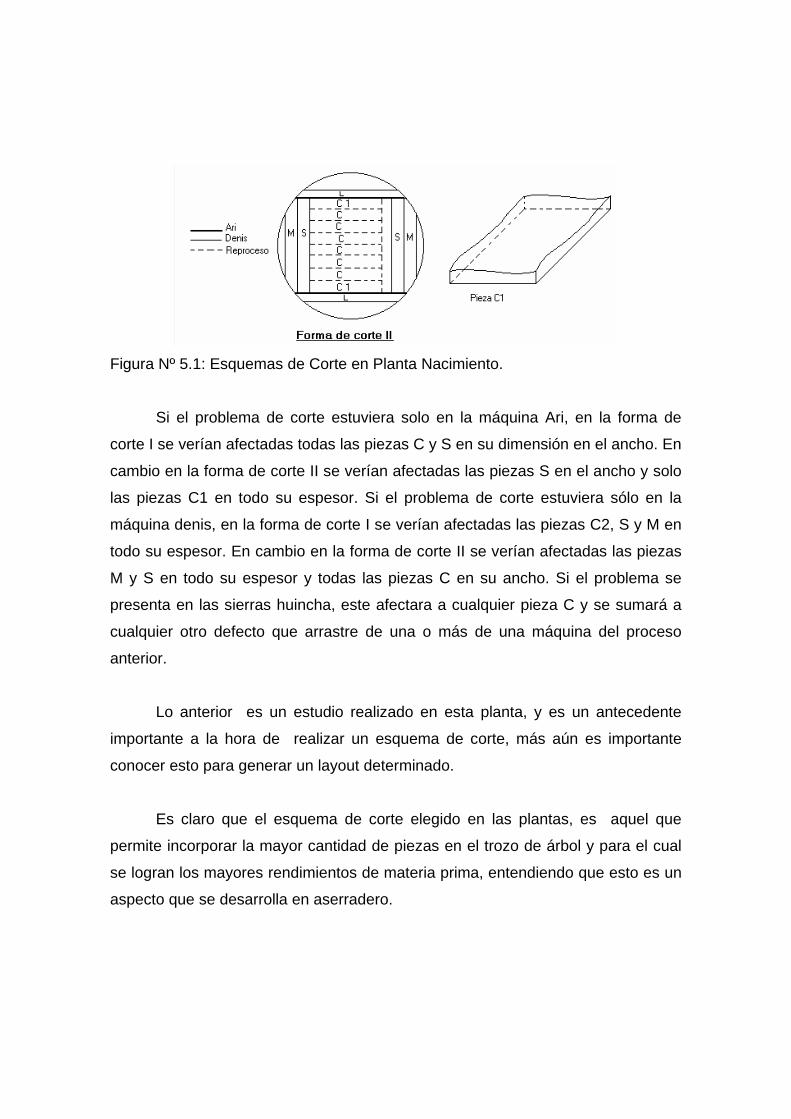
Figura Nº 5.1: Esquemas de Corte en Planta Nacimiento.
Si el problema de corte estuviera solo en la máquina Ari, en la forma de
corte I se verían afectadas todas las piezas C y S en su dimensión en el ancho. En
cambio en la forma de corte II se verían afectadas las piezas S en el ancho y solo
las piezas C1 en todo su espesor. Si el problema de corte estuviera sólo en la
máquina denis, en la forma de corte I se verían afectadas las piezas C2, S y M en
todo su espesor. En cambio en la forma de corte II se verían afectadas las piezas
M y S en todo su espesor y todas las piezas C en su ancho. Si el problema se
presenta en las sierras huincha, este afectara a cualquier pieza C y se sumará a
cualquier otro defecto que arrastre de una o más de una máquina del proceso
anterior.
Lo anterior es un estudio realizado en esta planta, y es un antecedente
importante a la hora de realizar un esquema de corte, más aún es importante
conocer esto para generar un layout determinado.
Es claro que el esquema de corte elegido en las plantas, es aquel que
permite incorporar la mayor cantidad de piezas en el trozo de árbol y para el cual
se logran los mayores rendimientos de materia prima, entendiendo que esto es un
aspecto que se desarrolla en aserradero.

8.- EXACTITUD DEL PROCESO
La exactitud en el aserrado es un factor que influencia la cantidad de
recuperación de madera desde el trozo y es una combinación de la variación del
aserrado y de las sobre medidas. Por un lado la variación es una medida de la
precisión mecánica en la fabricación, en espesor y ancho. Los requerimientos de
tamaño mínimo están determinados por los requerimientos finales y llevan consigo
los agregados de madera verde y seca, agregando además los factores
influenciados por cepillado y contracción de la madera.
8.1.- Dimensión Objetivo (Target Size)
El Target Size de la madera es determinado por la suma de las adicionales
medidas, las cuales representan la variación del aserrado. Cualquier adición en
espesor o ancho asignados representa sobre medidas. El target size puede estar
definido como la diferencia entre el tamaño requerido y el tamaño al cual se
aserrea la madera. Cualquier exceso de sobremedidas o variación de aserrado
resultará en bajos niveles de recuperación. En estados unidos por ejemplo para la
evaluación del proceso se usan los factores de variación del aserrado y de las
sobremedidas. ¿ Cuanto es el aumento Adicional de madera si aumentamos la
exactitud del corte? La pregunta anterior no puede ser respondida a priori, la
exactitud del corte y el rendimiento, esta influenciada con las decisiones de
administración a observar en invertir en nuevos equipos. Esta relación esta
influenciada además por lo programas de corte y de mantención de equipos.
8.2.- Canal de Corte (Kerf)

El kerf o canal de corte puede ser definido como la cantidad de material
que la herramienta de corte va a retirar de la madera. Podemos decir que existen
dos tipos, uno teórico que es posible calcularlo de la siguiente manera:
KERF teórico = ancho de la hoja de sierra + dos veces el huelgo del diente.
Si esto fuera cierto en las plantas o se cumpliera, entonces los rendimientos
serían mucho mayores, sin embargo, el Kerf real esta influenciado por una serie
de variaciones entre las cuales se encuentran las relacionadas con la mantención
de los equipos, el tipo de máquina, vibraciones durante el corte. Entonces el Kerf
real lo podemos obtener como:
KERF real = KERF teórico + variaciones (mantención, tipo de equipo, vibraciones)
En la siguiente figura se explica los detalles de este concepto:
Figura Nº 5.2: Kerf de las máquinas.
Algunos rangos se presentan en la tabla siguiente:

Tabla Nº 5.1: Kerf para las máquinas de aserrío
Máquina Kerf (mm) Sierra Circular 2 – 12 Sierra Huincha 1,5 – 6
Sierra Alternativa 1,5 - 6
En estado unidos se han realizado algunos estudios acerca de la selección
de máquinas asociadas al kerf y al rendimiento de madera aserrada, estos se
pueden resumir a continuación. Estos estudios dan señales de los kerf que
debieran usarse en la máquina principal y secundaria, para esto se habla de Kerf
vertical cuando se haga referencia la primer corte en la madera y de kerf horizontal
para el corte secundario de esta. Algunos de los resultados obtenidos son los
siguientes.
a. Para cualquier kerf el rendimiento crece exponencialmente según se
provea de exactitud de corte.
b. Se probaron combinaciones de kerf de 0,375 pulg para la máquina
principal (MP) y 0,125 para la máquina secundaria (MS) versus la
combinación 0,125 (MP) y 0,375 (MS), para la cual el rendimiento
aumento cuando el kerf horizontal disminuía, también se deben tomar en
cuenta los aspectos de exactitud de corte.
Estos resultados nos permiten tener una noción de los equipos que se
deben usar en las etapas del proceso.
9.- FACTORES QUE AFECTAN EL RENDIMIENTO DE LA MATERIA PRIMA
Como se ha mencionado la materia prima es el mayor costo en el que se
incurre para el funcionamiento del aserradero, de ahí que este es un parámetro
clave en el éxito económico. Ciris (Empresa relacionada con la planificación y
producción de aserraderos ) señala que los siguientes parámetros afectan el
rendimiento de la materia prima.
a. Parámetros que dependen de la materia Prima b. Tipos de Aserrío c. Parámetros que dependen de los Productos d. Tipos de Aserraderos e. Optimización y Ejecución de los Patrones de Corte f. Espesor de Corte y target Size g. Relación Mix de Productos –Mix de Trozos
Algunos de estos se han ido tratando dentro de temas anteriores, por lo
cual ahora se hará énfasis en aquellos temas que queda por comentar.
9.1.- Parámetros que dependen de la materia Prima
Este tema fue considerado en el capitulo de los productos de madera
aserrada, ahora bien se puede decir que es claro que el rendimiento de un
proceso dependa como es de esperarse de su materia prima principal, en nuestro
caso: Trozos de Madera. En este punto es importante destacar las distribuciones
de diámetros, largos, conicidades, curvaturas, calidades, distribución de defectos
entre otros.
9.2.- Tipos de Aserrío
Al hablar de tipo de aserrío se refiere a la manera como se corta la madera.
El Instituto Forestal define tres categorías, estas son Respecto a la Calidad de la
Materia Prima, Respecto de la geometría de la troza y Respecto a la geometría de
las piezas obtenidas.
Antes de seguir en este tema es interesante comentar acerca de la manera
en la cual se intenta maximizar el aprovechamiento de la materia prima en cuanto
a la calidad y el valor económico de la madera que se puede obtener. En un
principio los aserraderos cumplían la función de recuperación luego de realizar los
cortes en la madera, se intentaba en cierta medida obtener la mayor cantidad de
piezas desde el centro del trozo y las piezas laterales eran desechadas para
lampazos o astillas. Ahora la industria ha cambiado, la optimización de los trozos
se realiza desde afuera hacia adentro, dando preferencia a las piezas laterales
que reportan mayor valor económico, las técnicas se han mencionado de sistemas
de visión, han ayudado en esta nueva manera de aserrar los trozos. A
continuación se explica la manera en como se realiza el corte en la madera, según
la configuración del Instituto Forestal.
9.2.1.- Respecto a la Calidad de la Materia Prima
a.- Individual
En el aserradero individual, en cada pasada de la troza a través de la
máquina, se obtiene solo una pieza. Para obtener una segunda pieza la troza
debe pasar otra vez. En este tipo de aserrado, las superficies de las piezas
quedan a la vista, y dependiendo de la calidad, se puede decidir sobre el espesor
que se le dará. Por esta razón, este método de aserrado es conocido como abierto
y se utiliza en máquinas principales que cuentan con una sola sierra y el avance
se realiza con carro. Este tipo de aserrío se conoce también como cualitativo, es
usado en maderas de gran valor, como por ejemplo maderas nativas o trozos que
tienen tratamientos silviculturales, trozos podados.
b.- Masivo

En el aserrado masivo, la troza pasa a través de la máquina sólo una vez,
obteniéndose diversas piezas con espesores iguales o variados. Normalmente las
piezas deben cantearse en una máquina secundaria para eliminar el canto muerto
y obtener el ancho final de la pieza. En este tipo de corte no existe posibilidad de
observar las superficies de corte y los defectos internos que pudiera tener la troza.
La clasificación por calidad se debe efectuar después del aserrado. Este tipo de
aserrado se conoce con el nombre de cerrado o aserrío no Cualitativo, es usado
principalmente en especies de bajo valor. El aserrado masivo se realiza con
máquinas alternativas, circulares múltiples o grupos de sierras huinchas.
Figura Nº 5.3: Aserrado Respecto a la Calidad de la Materia Prima
9.2.2.- Respecto de la Geometría de la troza
Dependiendo de la dirección del avance de la troza con respecto a su eje
de simetría, se distinguen dos tipos de aserrado, por el eje de la troza y por la
generatriz, este último conocido como paralelo a la corteza.
a.- Por el Eje de la Troza
En este tipo de aserrado los cortes se realizan en forma paralela al eje
longitudinal de la troza. Las piezas se obtienen con veta atravesada, producto de
la conicidad del Rollizo.
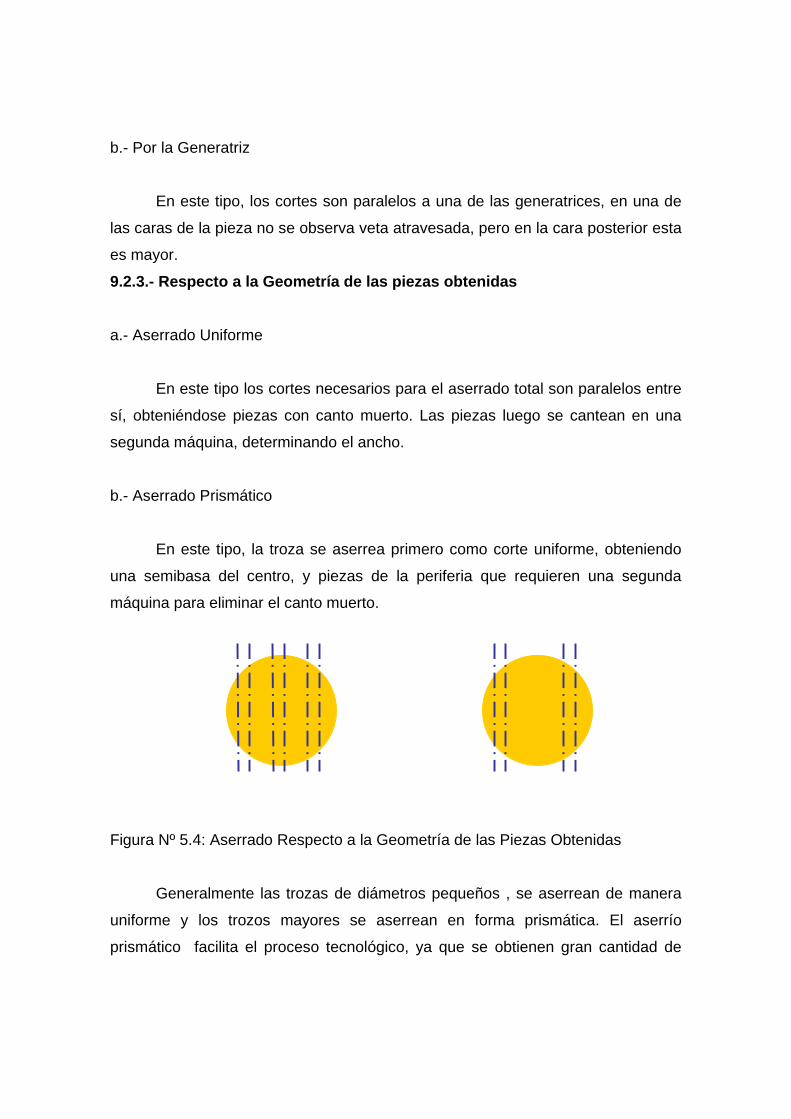
b.- Por la Generatriz
En este tipo, los cortes son paralelos a una de las generatrices, en una de
las caras de la pieza no se observa veta atravesada, pero en la cara posterior esta
es mayor.
9.2.3.- Respecto a la Geometría de las piezas obtenidas
a.- Aserrado Uniforme
En este tipo los cortes necesarios para el aserrado total son paralelos entre
sí, obteniéndose piezas con canto muerto. Las piezas luego se cantean en una
segunda máquina, determinando el ancho.
b.- Aserrado Prismático
En este tipo, la troza se aserrea primero como corte uniforme, obteniendo
una semibasa del centro, y piezas de la periferia que requieren una segunda
máquina para eliminar el canto muerto.
Figura Nº 5.4: Aserrado Respecto a la Geometría de las Piezas Obtenidas
Generalmente las trozas de diámetros pequeños , se aserrean de manera
uniforme y los trozos mayores se aserrean en forma prismática. El aserrío
prismático facilita el proceso tecnológico, ya que se obtienen gran cantidad de

piezas sin canto muerto e igual ancho, descongestionando canteadoras,
clasificación y almacenamiento de las piezas.
9.3.- Parámetros que dependen de los Productos
Por un lado el rendimiento depende de las características de la materia
prima, y es lógico pensar que además dependa de las características de los
productos que se quieran obtener, por ejemplo si se piensa en una planta cuyo
objetivo solo es producir basas, es claro que el rendimiento de esta será mucho
mayor que una planta cuyo producto sea madera delgada. Algunas características
de los productos que influencian el rendimiento se nombran a continuación:
9.3.1.- Escuadrías
Aquí se hace referencia en términos sencillos a la generación de aserrín,
para obtener piezas de espesor delgado es necesario realizar mayores cortes en
la madera lo que trae como consecuencia una mayor generación de aserrín y una
disminución en el rendimiento. Esto no quiere decir que solo se deban producir
escuadrías gruesas, si se hace esto es difícil completar el patrón de corte de la
mejor manera posible, lo cual indica que la combinación de piezas delgadas y
gruesas hace posible el mejor aprovechamiento del trozo.
9.3.2.- Largos
Se sabe de antemano que los trozos no son rectos, que poseen defectos de
forma que alteran los patrones de corte, por esta razón es más difícil ingresar un
producto más largo que uno más corto en el patrón. Por tanto el rendimiento
aumentará con productos más cortos y en particular cuando se habla de productos
laterales cortos que fácilmente se encuentran en la conicidad de un tronco largo.

9.3.3.- Sobre Medidas
Este tema ya lo hemos mencionado, y de otra manera podemos decir que
consiste en una forma de compensar errores de corte debidos a la falta de
precisión y por otro lado a la contracción durante la etapa de secado. En conjunto
con las desviaciones de las máquinas de corte y el espesor de la madera es que
se debe fijar una medida de corte o Target Size. Es claro que mientras las
sobremedidas sean menores, los rendimientos de madera se ven beneficiados, sin
embargo no se debe olvidar que se debe dar respuesta a los clientes, no se puede
sacrificar un mercado con el fin de aumentar unos puntos en el rendimiento de la
materia prima.
9.3.4.- Calidades
Aquí se hacer referencia a la calidad del producto, las cuales están
asociadas a escuadrías particulares. Cuando un producto no tiene una calidad
correspondiente a su escuadría, generalmente hay que cortar de nuevo la
escuadría para buscar una de tamaño inferior que sea compatible con otra calidad.
Por lo tanto hay una pérdida de rendimiento de la materia prima.
9.3.5.- Complementariedad de las Escuadrías
Este tema es específico a los aserraderos, la materia prima tiene
características particulares, cada trozo no puede dar más de lo que su geometría
le permita. Es por esto que las escuadrías se deben complementar de tal manera
de encontrar en el trozo la mejor manera de ubicar las piezas, combinando las
distintas calidades de los productos con sus respectivas escuadrías en el centro y
periferia del trozo. Si se respeta el hecho que piezas gruesas van al centro y

delgadas en la periferia, entonces el rendimiento puede ser aumentado, al
contrario si no existe un equilibrio en esta complementariedad el aserradero
deberá sacrificar trozos destinados a otros productos a fin de cumplir con sus
pedidos, lo que trae como consecuencia disminución del rendimiento.
9.3.6.- Complementariedad entre Volúmenes y Calidad
Aquí se refiere a la calidad de los productos y cuales son los trozos que se
deben asignar para ese pedido, no se debe olvidar que un trozo esta sujeto a que
de el podamos obtener más de una calidad de madera aserrada, por lo cual es
necesario buscar aquella combinación diámetrica que permite aumentar el
rendimiento de la planta.
9.4.- Tipos de Aserraderos
Los primeros aserraderos carecían de tecnología que les permitieran medir
la geometría de la materia prima o de las piezas dentro del proceso. Hoy, las
cosas han cambiado. La tecnología ha evolucionado mucho y es posible: “medir
con precisión, calcular el óptimo, para que la máquina haga lo calculado según las
características del tronco y su posición relativamente a la maquina de corte”.
Las decisiones de corte desde que la materia prima entra a la planta hasta
que es clasificada, es tomada con conocimiento de las operaciones que seguirá la
o las piezas obtenidas del trozo. El rendimiento de la materia prima ha sido
afectado mucho por esta tecnología nueva. Se habla de mejoramientos superiores
a los diez por cientos del rendimiento anterior. Para entrar un poco mas en los
detalles de los tipos de aserraderos y de como estos conceptos diferentes influyen
sobre el rendimiento podemos decir que hay tres categorías de principios de
concepción de aserraderos:
9.4.1.- Con cancha de clasificación de troncos
Los aserraderos con cancha de clasificación consideran que cuando los
troncos están clasificados por diámetros en categorías de un centímetro de
incremento, es suficiente después, determinar el patrón de corte que mas
conviene y cortar todos los troncos de la misma manera. Sin embargo, cuando la
clasificación esta hecha de forma rígida y permanente y que por otro lado los
pedidos van cambiando, los diámetros seleccionados no corresponden al mejor
aprovechamiento que se puede sacar de los troncos. Además, cuando los troncos
tienen mas curvatura, ovalidad, conicidad y defectos de forma, la clasificación no
puede ser precisa. Los diagnósticos hechos en aserraderos de pino demuestran
frecuentemente que solo unos 60 a 70 % de los troncos están clasificados
correctamente en la categoría a la cual pertenecen.
Otro tema es que este tipo de aserradero con patrón de corte fijo no permite
resolver correctamente en madera de pino, es que cuando el tronco clasificado
llega a la sierra nunca se presenta de manera idéntica que cuando se clasifico.
Por tanto el patrón de corte tiene alta probabilidad de no ser el mas provechoso.
9.4.2.- Sin cancha pero con optimización en línea de cada tronco
Los aserraderos con optimización en línea y sin clasificación son
frecuentes en América del norte y del sur, en sur de Europa y de manera general
en las zonas donde hay madera de pino con características geométricas mas
complicadas. El principio mismo es que nos es necesario clasificar los troncos ya
que cada tronco tiene que ser medido para conocer su forma y sus dimensiones,
pero también su posición relativamente a la maquina donde tiene que ser cortado.
Este tipo de aserradero permite conseguir rendimientos de la materia prima muy
altos. Una optimización de la producción respecto a los pedidos es necesaria para

que la planta produzca en forma optima en cuanto al aprovechamiento y a los
pedidos.
En cuanto a la optimización del tronco y de la semibasa este tipo de
aserradero tiene dos ventajas adicionales : el corte , o sea la posición de las
maquinas para cortar puede ser adaptada a cada tronco. Por otro lado, la nueva
tecnología de scanner de forma real también permite tomar en cuenta la realidad
de cada tronco de manera individualizada.
Si no es fácil comparar directamente aserraderos de tipos diferentes, es
completamente claro que estos conceptos impactan muchísimo en el rendimiento
de la materia prima que cada uno puede conseguir. Lo que tiene que ser claro
también es que el tipo de madera influye mucho y que las ventajas o las
desventajas que uno puede sacar de cada tecnología depende mucho de como
dicha tecnología se adapta a su madera. La experiencia de 20 años en la
optimización de aserraderos permite afirmar que la madera de pino necesita una
optimización individualizada de cada tronco.
9.4.3.- Con preclasificación de troncos y optimización en línea
Dichos aserraderos tienen generalmente las ventajas de cada una de las
tecnologías comentadas mas arriba. La clasificación en este caso facilita el
manejo de los plazos del pedido. Cuando dicha clasificación no molesta al
rendimiento de la materia prima ya que hay una optimización en línea en el
aserradero consideramos que en cuanto a la madera mal conformada es una
solución aceptable.
En conclusión, se puede confirmar que el tipo de aserradero influye
muchísimo sobre el rendimiento de la materia prima. Esta influencia es mayor
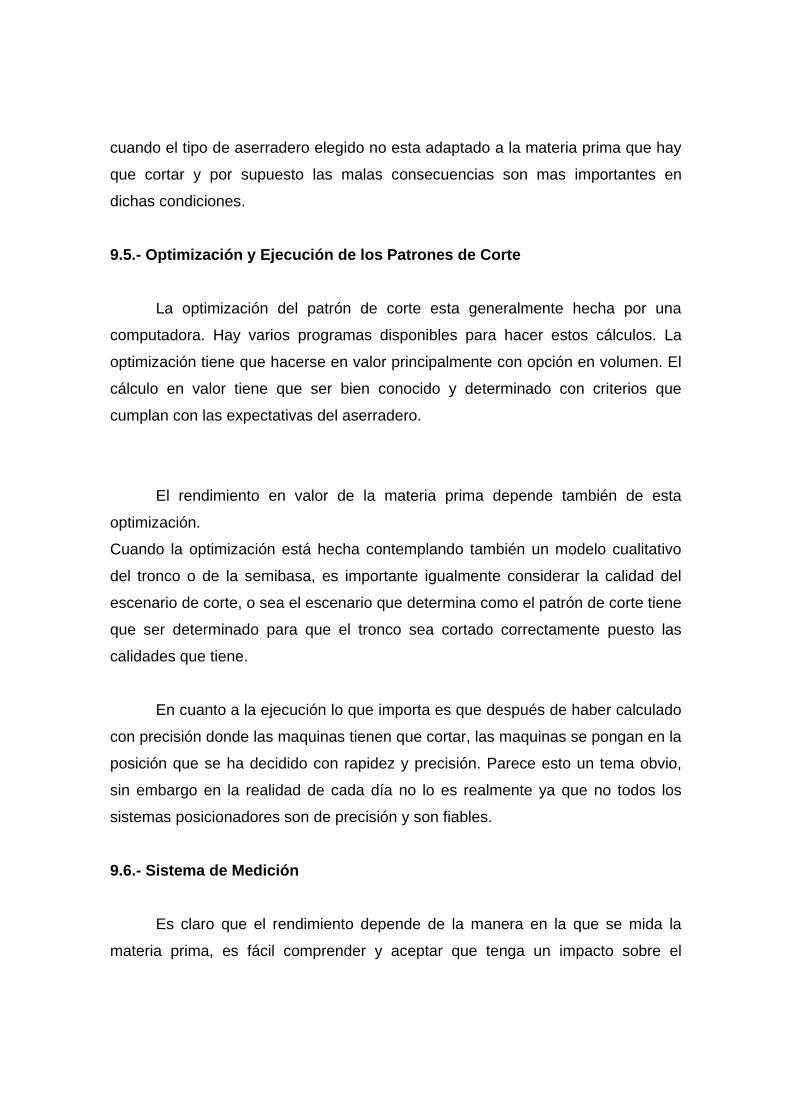
cuando el tipo de aserradero elegido no esta adaptado a la materia prima que hay
que cortar y por supuesto las malas consecuencias son mas importantes en
dichas condiciones.
9.5.- Optimización y Ejecución de los Patrones de Corte
La optimización del patrón de corte esta generalmente hecha por una
computadora. Hay varios programas disponibles para hacer estos cálculos. La
optimización tiene que hacerse en valor principalmente con opción en volumen. El
cálculo en valor tiene que ser bien conocido y determinado con criterios que
cumplan con las expectativas del aserradero.
El rendimiento en valor de la materia prima depende también de esta
optimización.
Cuando la optimización está hecha contemplando también un modelo cualitativo
del tronco o de la semibasa, es importante igualmente considerar la calidad del
escenario de corte, o sea el escenario que determina como el patrón de corte tiene
que ser determinado para que el tronco sea cortado correctamente puesto las
calidades que tiene.
En cuanto a la ejecución lo que importa es que después de haber calculado
con precisión donde las maquinas tienen que cortar, las maquinas se pongan en la
posición que se ha decidido con rapidez y precisión. Parece esto un tema obvio,
sin embargo en la realidad de cada día no lo es realmente ya que no todos los
sistemas posicionadores son de precisión y son fiables.
9.6.- Sistema de Medición
Es claro que el rendimiento depende de la manera en la que se mida la
materia prima, es fácil comprender y aceptar que tenga un impacto sobre el

rendimiento la forma en la que se realizan las mediciones de volúmenes, no solo
de los trozos sino también de las tablas, y semibasas. Existen muchas tecnologías
en el mercado que apuntan a esto, con varios niveles de precisión. No debemos
olvidar que un sistema de medición debe ser preciso, de lo contrario no se justifica
su adquisición.
9.7.- Otros Factores
Otros factores no menos importantes que tienen que ser considerados son:
a. La calidad superficial del corte: cuando esta calidad esta tan mala
que hay que cepillar o reprocesar las piezas es una perdida de
rendimiento que tal vez hay que considerar.
b. La precisión y la calidad del clasificado de tablas: una perdida
importante viene también de estos aspectos que mandan en la malas
categorías de clasificación tablas que no corresponden.
c. La calidad del apilado: productos mal apilados son productos mal
secados con pérdidas de ventas a la salida.
d. La calidad del acondicionamiento: productos mal acondicionados
pueden crear reclamaciones del cliente y por tanto crear pérdidas o de
materia prima o mas bien tal vez de clientes.
Finalmente se puede decir que los factores antes nombrados deben ser
considerados a la hora de realizar la planificación del aserradero. Las tecnologías
modernas permiten conseguir resultados mucho mejores, es posible entonces
encontrar soluciones para casi todos los problemas, sin embargo cada una de las
distintas tecnologías deben ser adaptadas a las particularidades del aserradero

10.- TIEMPOS EN ASERRADERO
El parámetro que mas se debe considerar a la hora de simular consiste en
la distribución de los tiempos de proceso. Los aserraderos y en general las plantas
que buscan mejorar su productividad y eficiencia se encargan de realizar estos
estudios, a fin de obtener información acerca de su proceso. Los estudios de
tiempo permiten considerar cuanto es el tiempo que toma una entidad u objeto en
ser procesada dentro de un centro de trabajo, para operaciones particulares de
este.
Entonces se puede definir como el Tiempo de Permanencia, el cual
consiste en el total de tiempo requerido para procesar una cantidad de material a
través de un sistema de flujo. El tiempo de permanencia consta de un tiempo
operativo o tiempo de proceso (cuando se esta aplicando la operación) y un
tiempo de espera que es cuando se halla en espera de proceso de fabricación.
En las plantas existe una tendencia a reducir los tiempos de proceso y
espera, ya que este permite aumentar la productividad de la planta y de los
equipos. En la siguiente tabla se muestran algunas distribuciones de tiempo
usadas para simular el aserradero Horcones II.
Tabla Nº 5.2: Distribución de Tiempos de Falla
LINEA MAQUINA/EQUIPO DISTRIBUCION DEL TIEMPO DE DURACION DE
FALLA
DISTRIBUCION DEL TIEMPO ENTRE
FALLAS
Sistema Ingreso Trozos
Mesa de Alimentación Unitizador 2
GAMM(231,243) + 0,5 LOGN(6,34,5,69) + 0,5
BETA(0,39,0,2)*0,88 + 0,12 BETA(0,42,0,2)*0,881 + 0,12
Principal Chiper canter 1 Twin Principal
LOGN(13,4,20,7) + 0,5 EXPO(128) + 1
WEIB(0,8,3,24) BETA(0,61,0,26)*0,881 + 0,12 BETA(0,78,3,37) – 0,001
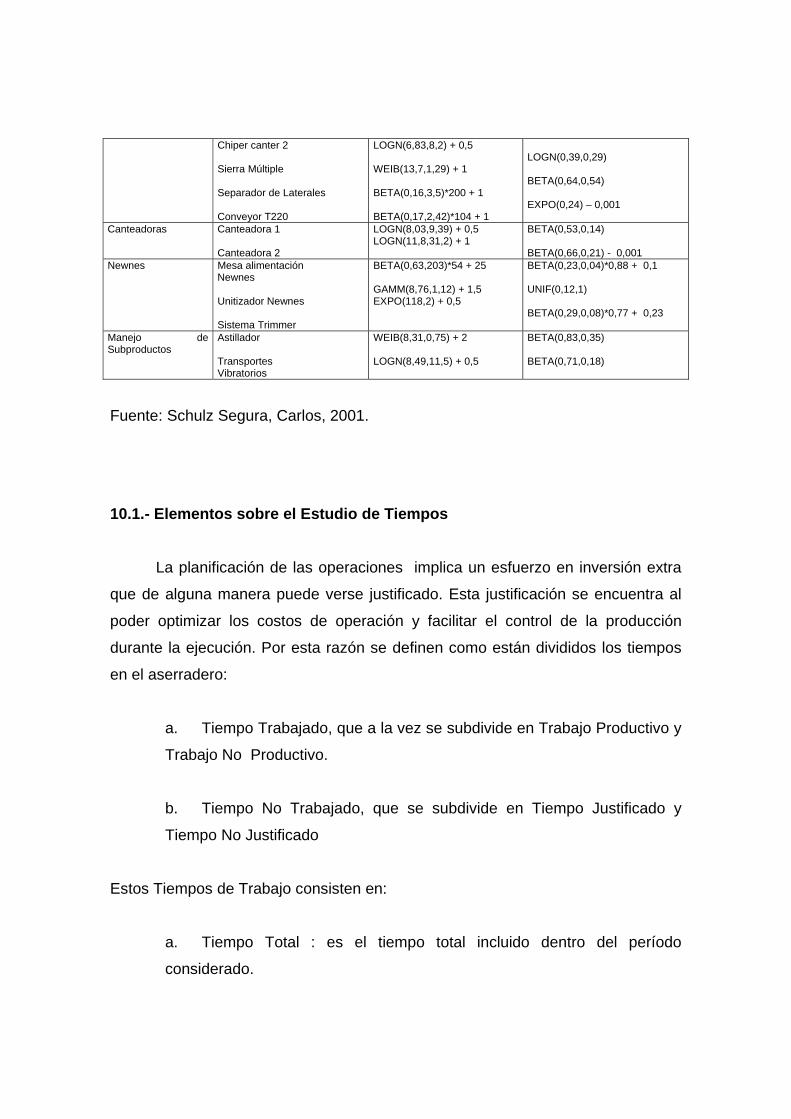
Chiper canter 2 Sierra Múltiple Separador de Laterales Conveyor T220
LOGN(6,83,8,2) + 0,5 WEIB(13,7,1,29) + 1 BETA(0,16,3,5)*200 + 1 BETA(0,17,2,42)*104 + 1
LOGN(0,39,0,29) BETA(0,64,0,54) EXPO(0,24) – 0,001
Canteadoras Canteadora 1 Canteadora 2
LOGN(8,03,9,39) + 0,5 LOGN(11,8,31,2) + 1
BETA(0,53,0,14) BETA(0,66,0,21) - 0,001
Newnes Mesa alimentación Newnes Unitizador Newnes Sistema Trimmer
BETA(0,63,203)*54 + 25 GAMM(8,76,1,12) + 1,5 EXPO(118,2) + 0,5
BETA(0,23,0,04)*0,88 + 0,1 UNIF(0,12,1) BETA(0,29,0,08)*0,77 + 0,23
Manejo de Subproductos
Astillador Transportes Vibratorios
WEIB(8,31,0,75) + 2 LOGN(8,49,11,5) + 0,5
BETA(0,83,0,35) BETA(0,71,0,18)
Fuente: Schulz Segura, Carlos, 2001.
10.1.- Elementos sobre el Estudio de Tiempos
La planificación de las operaciones implica un esfuerzo en inversión extra
que de alguna manera puede verse justificado. Esta justificación se encuentra al
poder optimizar los costos de operación y facilitar el control de la producción
durante la ejecución. Por esta razón se definen como están divididos los tiempos
en el aserradero:
a. Tiempo Trabajado, que a la vez se subdivide en Trabajo Productivo y
Trabajo No Productivo.
b. Tiempo No Trabajado, que se subdivide en Tiempo Justificado y
Tiempo No Justificado
Estos Tiempos de Trabajo consisten en:
a. Tiempo Total : es el tiempo total incluido dentro del período
considerado.

b. Tiempo Programado : es el número de horas que se programa para
trabajar en una determinada actividad en un día; normalmente son 8 horas
y se expresa en horas programadas.
c. Tiempo Productivo : es el número de horas en que los operarios, máquina u otro elemento está verdaderamente trabajando; se expresa en
horas efectivas.
d. Tiempo No productivo o Atrasos :en esta categoría se incluye el
tiempo durante el cual la máquina u operarios no están produciendo.
El uso de esta forma de medir los tiempos nos permiten obtener
parámetros como Factores de Operación, Factor de uso de equipos, los cuales
pueden ser obtenidos como datos de salida de un sistema simulador, estos
factores permitirán comparar entre distintas configuraciones propuestas por el
simulador. Existen dentro de estos tiempos una definición un poco mas detallada
que consiste en la definición de los tiempos muertos de máquinas o de la planta
así como también tiempos perdidos que no son considerados en el análisis
general de tiempos.
10.2.- Tiempos Muertos
Son aquellos tiempos en los cuales no se realiza la operación, las causas
de estos se pueden agrupar en:
a. Tiempos muertos debidos a Mantención: definidos como la relación
directa, por fallas causadas por mantención, ejemplo: fallas imprevistas o
correctivas.

b. Tiempos muertos propios del Proceso: Es todo tiempo que se
relacione en forma directa con fallas causadas por operación, y que se
pueden minimizar mediante algún proyecto de implementación o mejora.
Ejemplo: cambio de medidas (sierras), atochamientos, etc.
c. Tiempo Muerto Externo: Relacionado en forma directa con fallas
causadas por agentes externos. Ejemplo. Corte de energía.
En la tabla siguiente se presentan algunos tiempos muertos para
aserraderos Horcones II, los cuales fueron tomados para realizar una simulación
en software Arena.
Tabla Nº 5.3: Tiempos Muertos utilizados para simulación en Arena de Aserradero
Horcones II
LINEA MÁQUINA/EQUIPO TIEMPO MUERTO
(min)
% DEL TOTAL
Sistema Ingreso Trozos
Mesa de Alimentación 1 Unitizador 1 Mesa de Alimentación 2 Unitizador 2 Mesa de Alimentación 2 Conveyor T110
401 516 577 1636 1306 327
8,42% 10,83% 12,11% 34,35% 27,42% 6,87%
TOTAL 4763 100% Principal Chiper canter 1
Twin Principal Separador de Laterales 1 Chiper canter 2 Sierra Múltiple Separador de Laterales 2 Conveyor T210 Conveyor T220
660 4882 225 596 11420 3928 767 1245
2,78% 20,58% 0,95% 2,51% 48,14% 16,56% 3,23% 5,25%
TOTAL 23723 100% Canteadoras Mesa de Entrada T410
Canteadora 1 Coveyor T420 Mesa de Entrada T510 Canteadora 2 Coveyor T520
207 1076 288 312 2551 333
4,34% 22,57% 6,04% 6,54% 53,51% 6,99%
TOTAL 4767 100%
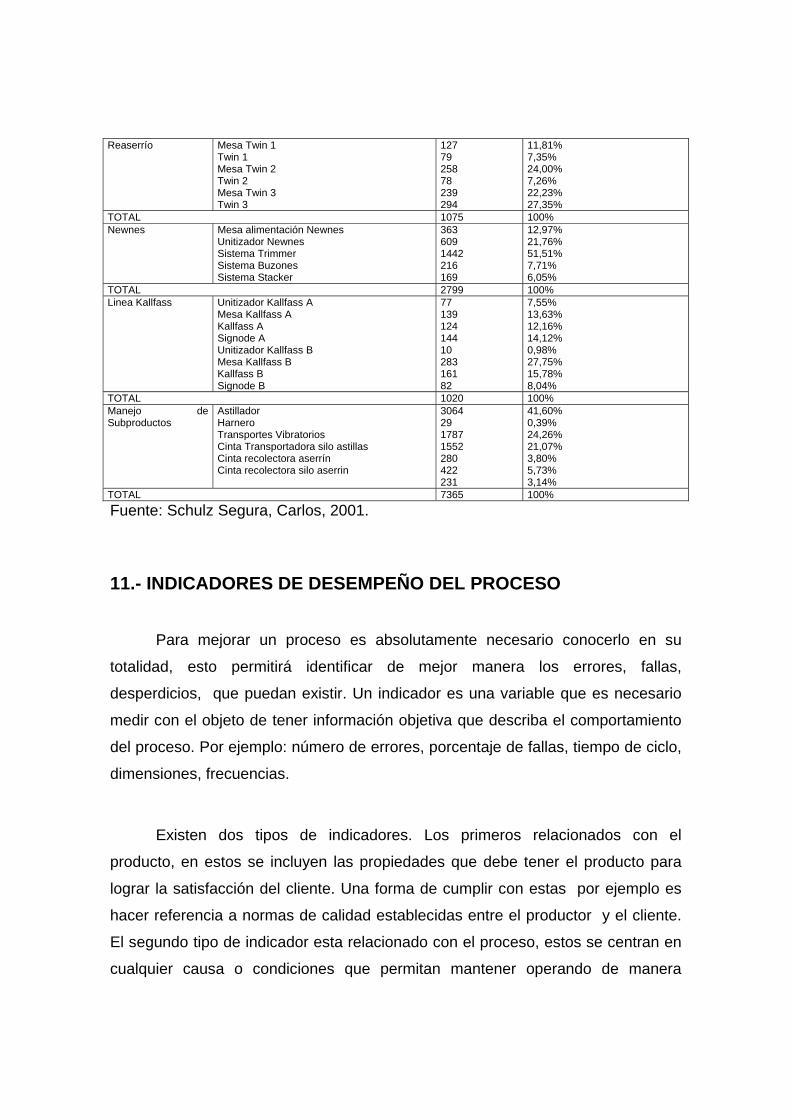
Reaserrío Mesa Twin 1 Twin 1 Mesa Twin 2 Twin 2 Mesa Twin 3 Twin 3
127 79 258 78 239 294
11,81% 7,35% 24,00% 7,26% 22,23% 27,35%
TOTAL 1075 100% Newnes Mesa alimentación Newnes
Unitizador Newnes Sistema Trimmer Sistema Buzones Sistema Stacker
363 609 1442 216 169
12,97% 21,76% 51,51% 7,71% 6,05%
TOTAL 2799 100% Linea Kallfass Unitizador Kallfass A
Mesa Kallfass A Kallfass A Signode A Unitizador Kallfass B Mesa Kallfass B Kallfass B Signode B
77 139 124 144 10 283 161 82
7,55% 13,63% 12,16% 14,12% 0,98% 27,75% 15,78% 8,04%
TOTAL 1020 100% Manejo de Subproductos
Astillador Harnero Transportes Vibratorios Cinta Transportadora silo astillas Cinta recolectora aserrín Cinta recolectora silo aserrin
3064 29 1787 1552 280 422 231
41,60% 0,39% 24,26% 21,07% 3,80% 5,73% 3,14%
TOTAL 7365 100%
Fuente: Schulz Segura, Carlos, 2001.
11.- INDICADORES DE DESEMPEÑO DEL PROCESO
Para mejorar un proceso es absolutamente necesario conocerlo en su
totalidad, esto permitirá identificar de mejor manera los errores, fallas,
desperdicios, que puedan existir. Un indicador es una variable que es necesario
medir con el objeto de tener información objetiva que describa el comportamiento
del proceso. Por ejemplo: número de errores, porcentaje de fallas, tiempo de ciclo,
dimensiones, frecuencias.
Existen dos tipos de indicadores. Los primeros relacionados con el
producto, en estos se incluyen las propiedades que debe tener el producto para
lograr la satisfacción del cliente. Una forma de cumplir con estas por ejemplo es
hacer referencia a normas de calidad establecidas entre el productor y el cliente.
El segundo tipo de indicador esta relacionado con el proceso, estos se centran en
cualquier causa o condiciones que permitan mantener operando de manera
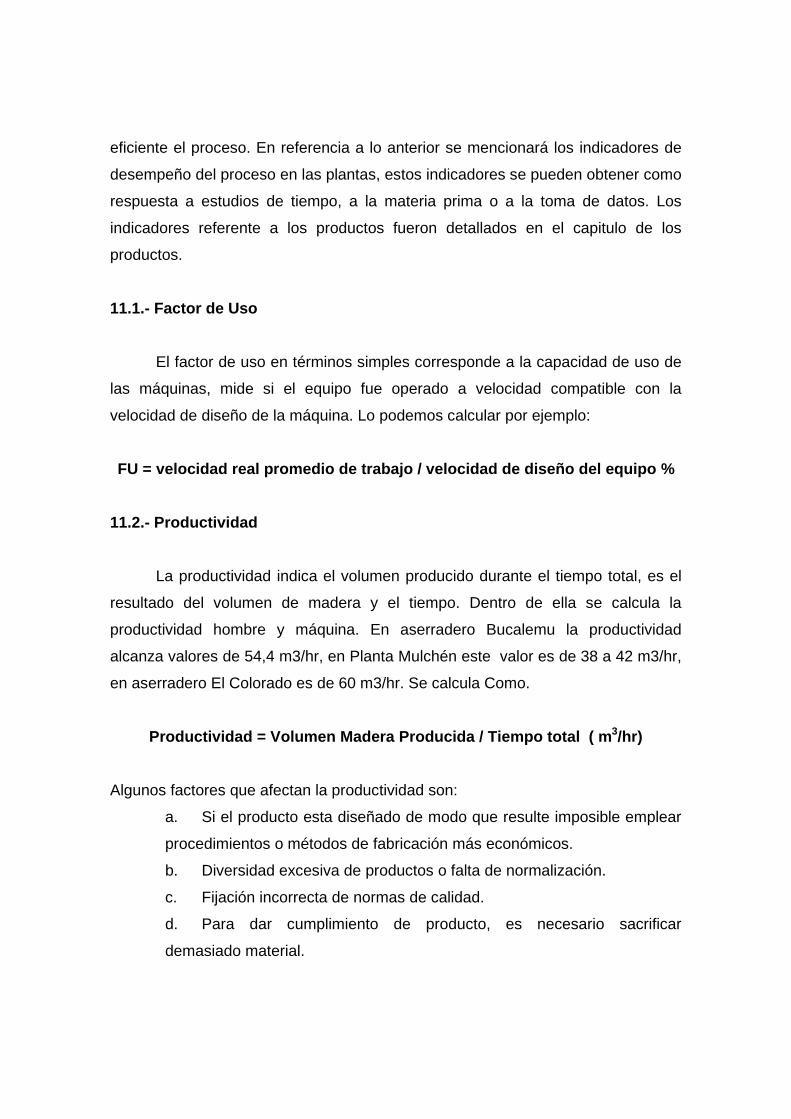
eficiente el proceso. En referencia a lo anterior se mencionará los indicadores de
desempeño del proceso en las plantas, estos indicadores se pueden obtener como
respuesta a estudios de tiempo, a la materia prima o a la toma de datos. Los
indicadores referente a los productos fueron detallados en el capitulo de los
productos.
11.1.- Factor de Uso
El factor de uso en términos simples corresponde a la capacidad de uso de
las máquinas, mide si el equipo fue operado a velocidad compatible con la
velocidad de diseño de la máquina. Lo podemos calcular por ejemplo:
FU = velocidad real promedio de trabajo / velocidad de diseño del equipo %
11.2.- Productividad
La productividad indica el volumen producido durante el tiempo total, es el
resultado del volumen de madera y el tiempo. Dentro de ella se calcula la
productividad hombre y máquina. En aserradero Bucalemu la productividad
alcanza valores de 54,4 m3/hr, en Planta Mulchén este valor es de 38 a 42 m3/hr,
en aserradero El Colorado es de 60 m3/hr. Se calcula Como.
Productividad = Volumen Madera Producida / Tiempo total ( m3/hr)
Algunos factores que afectan la productividad son:
a. Si el producto esta diseñado de modo que resulte imposible emplear
procedimientos o métodos de fabricación más económicos.
b. Diversidad excesiva de productos o falta de normalización.
c. Fijación incorrecta de normas de calidad.
d. Para dar cumplimiento de producto, es necesario sacrificar
demasiado material.

11.3.- Factor de Disponibilidad
Es la relación entre el tiempo en que realmente se produjo durante un
periodo de tiempo determinado y el tiempo disponible para la producción a ese
mismo período de tiempo. Refleja la calidad de la mantención y el estado de los
equipos, ya que corresponde a que % del tiempo total los equipos están
disponibles para efectuar una tarea.
Fd = tiempo real Producción / Tiempo disponible para Producción %
11.4.- Factor de Operación
Se puede decir que consiste en el tiempo utilizado en el tiempo disponible.
Indica la eficacia operacional y técnica de la planta de aserrío.
FO = tiempo real trabajado / tiempo Disponible % = FU x Fd %
Este parámetro nos indica que tan eficiente se es en el uso del tiempo, los
aserraderos con buena planificación, mantención, operación pueden alcanzar
valores de hasta 80%.
11.5.- Aprovechamiento (Yield)
El rendimiento esta en estrecha relación entre los productos que se
obtuvieron, por ejemplo en volumen, y la cantidad de materia prima que se utilizó
en la producción. Los factores que afectan están relacionados a la materia prima y
defectos que esta pueda traer, como a los productos que sea posible obtener de
cada trozo. Este valor se ve afectado además por la forma en la que se cúbica la
madera. En el siguiente cuadro vemos una tabla de simulación para distintos
rangos de diámetros considerando la curvatura de los trozos.

Tabla Nº 5.4: Rendimientos de madera
SIMULACION DE PERDIDA DE RENDIMIETNO (LONEL)
Diámetro Curvatura en (mm)
(cm) 0 30 45 60 75 90 110
18 46,1% 43,4% 40,2% 35,3%
20 46,7% 44,4% 35,2% 34,2%
22 49,0% 46,9% 41,0% 39,9%
24 53,2% 52,4% 47,2% 41,6% 41,5% 41,2%
26 53,0% 51,6% 48,3% 43,6% 39,9% 39,5%
28 53,3% 52,5% 45,2% 44,2% 40,8% 38,9%
30 55,2% 54,2% 46,7% 43,3% 43,4% 43,7%
32 56,6% 55,6% 47,0% 46,7% 46,7% 46,8% 46,4%
Fuente: Rodrigo Yobanolo, 2001
11.6.- Velocidad de la Línea
Corresponde a la velocidad de la línea principal que es la que determina la
capacidad del Aserradero. Es la velocidad a la cual es posible procesar un trozo (
semibasa o basas), esta en relación directa con su altura de corte y características
de forma y calidad.
Para el caso de máquinas que trabaja con cortes selectivos asimétricos,
aserrío cualitativo, la velocidad esta determinada por el número de pasadas o
cortes necesarios a aplicar a cada troza y por ello si la troza es de mayor
envergadura el número de cortes también es mayor, por esta razón la velocidad
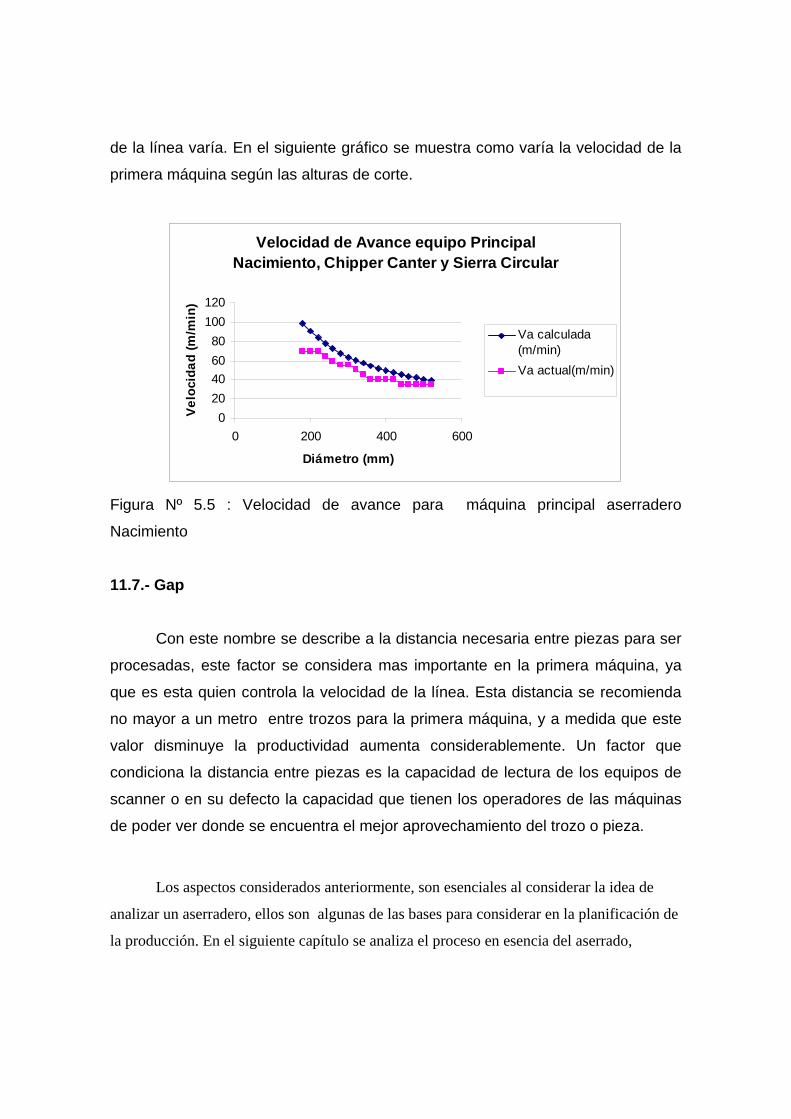
de la línea varía. En el siguiente gráfico se muestra como varía la velocidad de la
primera máquina según las alturas de corte.
Velocidad de Avance equipo Principal Nacimiento, Chipper Canter y Sierra Circular
020406080
100120
0 200 400 600
Diámetro (mm)
Velo
cida
d (m
/min
)
Va calculada(m/min)Va actual(m/min)
Figura Nº 5.5 : Velocidad de avance para máquina principal aserradero
Nacimiento
11.7.- Gap
Con este nombre se describe a la distancia necesaria entre piezas para ser
procesadas, este factor se considera mas importante en la primera máquina, ya
que es esta quien controla la velocidad de la línea. Esta distancia se recomienda
no mayor a un metro entre trozos para la primera máquina, y a medida que este
valor disminuye la productividad aumenta considerablemente. Un factor que
condiciona la distancia entre piezas es la capacidad de lectura de los equipos de
scanner o en su defecto la capacidad que tienen los operadores de las máquinas
de poder ver donde se encuentra el mejor aprovechamiento del trozo o pieza.
Los aspectos considerados anteriormente, son esenciales al considerar la idea de
analizar un aserradero, ellos son algunas de las bases para considerar en la planificación de
la producción. En el siguiente capítulo se analiza el proceso en esencia del aserrado,

definiendo cuales son las estaciones de trabajo, pero antes de todo realizaremos la
definición de Centros de Trabajo.
CAPITULO VI
ENFOQUE DEL PROCESO DE ASERRADO
1.- INTRODUCCIÓN
Al hablar de Enfoque, se refiere a la búsqueda de alguna metodología que permita
explicar y detallar al máximo posible el proceso de aserrado. Luego de conversaciones
entre los autores de esta memoria y conversaciones con nuestros tutores, se llego a la idea
de que podríamos explicar el proceso a través de la división de áreas de trabajo, dentro de
las cuales existe una serie de operaciones que deben ser realizadas para dar cumplimiento a
la planificación de la producción.
Esta definición de operaciones esta asociada por supuesto a áreas específicas dentro
del proceso, pero además, se encuentra relacionada con equipos que realizan o actúan sobre
el material, alguna lógica que permite tomar decisiones, y por supuesto un lazo de control.
Estos ítems se encuentran asociados a través de una estructura a la cual se ha llamado
Centro de trabajo, o al que también se le puede concebir como un conjunto de Template, los
cuales en lenguaje de simulación denotan entidades, acciones, recursos, rutas, entre otros.

2.- DECISIÓN Y JUSTIFICACIÓN DEL ALCANCE DEL CAPITULO
Como ya se ha dicho anteriormente el proceso de aserrado consiste en la
transformación de los trozos en productos de escuadrías diferentes, y para lo cual es
necesario pasar por distintas etapas, desde la recepción de la materia prima hasta el mismo
aserrado. Sin embargo, existen operaciones posteriores al aserrado de la madera, las cuales
dan una mayor valor agregado al producto final, entre ellas se encuentran secado, cepillado,
baño Antimancha e impregnación.
Frente a lo anterior y a fin de entregar información que realmente sea valiosa surgen
las siguientes preguntas:
a. ¿Hasta donde debe ser considerado el Proceso de Aserrado?
b. ¿Es posible considerar como un solo proceso los tratamientos y el mismo
aserrado de la madera?
A lo anterior se ha dado las siguientes respuestas, considerando conversaciones con
los profesores tutores y la experiencia que hemos visto en las plantas de aserrado visitadas.
Respecto al tratamiento Antimancha y considerando que este es de suma importancia para
los productos que no son secados, es de interés que es relevante considerarlo dentro del
proceso, por lo cual mas adelante se detalla un ítem para este tratamiento, considerando
variables, y por supuesto equipamiento necesario para poder realizarlo.
Frente al tratamiento de Impregnación, se considera que este solo se realiza en
algunas plantas, y por lo tanto para efecto de este trabajo solo se considera como reseña,
entregando por supuesto alguna referencia de sus alcance y aplicaciones.
Para el secado de la madera, se considera que este es un tema que debe considerarse
fuera del proceso de conversión primaria, ya que solo algunas plantas poseen este tipo de
instalaciones, aunque existe una tendencia a instalar este tipo verdaderas plantas al proceso.
Mas adelante se entregarán algunas referencia respecto a este tópico.
Finalmente el cepillado, es un proceso que se considera como parte de aserraderos y
remanufactura, frente a esto se ha decidido dejarlo fuera del proceso, y al igual que los dos
tratamientos anteriores, referencias de él se realizarán en el transcurso de este capítulo.
3.- CENTROS DE TRABAJO
Dentro de la planta es fácil distinguir ciertas áreas donde se realizan operaciones
que tienen como fin cambiar la forma de la materia prima o del material que se desplaza
dentro de ellas, estos son los Centros de trabajo. Como una primera impresión pareciera ser
que solo estuvieran compuestos por máquinas que interactúan de alguna manera física en la
madera, sin embargo cada centro de trabajo es un conglomerado de unidades que
entrelazadas por algún lazo de control, y bajo alguna lógica programada son capaces de
realizar la operación en cada centro. En la siguiente figura se muestra un ejemplo de centro
de trabajo para la estación de canteado, en un sistema diseñado por CAE NEWNESS.

Figura Nº 6.1: Centro de Trabajo propuesto por empresa CAE NEWNESS para corte
secundario con sierra circular múltiple de doble eje.
Entonces se puede decir que cada centro de trabajo esta compuesto por unidades de
distinto tipo que intentan dar de la mejor manera, respuesta a la operación que debe ser
realizada. Luego se puede decir que un centro de trabajo esta compuesto por básicamente
tres unidades esenciales:
a. Definición de la Operación que deben realizarse y de las posibles soluciones
o configuraciones para cada una de ellas.
b. Conjunto de máquinas que permitan tomar información del sistema, y que
puedan realizar una operación física sobre el material, ya sea para realizar el
posicionado, transporte o para el corte.

c. Toma de decisión de corte. En este tema se debe considerar una lógica que
permita tomar las mejores decisiones frente a cada operación, la cual obedece a
datos que ingresan al sistema, asociados a un software y hardware que son los
encargados de tomar las decisiones y enviar las ordenes a los equipos para realizar
la operación.
La siguiente figura muestra esta asociación, y nos permite ver cual es la lógica que
se realiza en el proceso de aserrado:
Figura Nº 6.2: Ejemplo de equipo de lógica de decisión marca SODERHAMM
ERIKSSON, modelo C20.
Los puntos anteriores serán analizados en el transcurso de este trabajo, primero nos
insertaremos en el último punto, para luego dar paso a la definición de las operaciones, y
finalmente el tema de los equipos será considerada en el siguiente capitulo.
PLC
EQUIPO
Corrientes Muy Bajas
Corrientes Muy Bajas
Señal Digital LOGICA
PROGRAMADA (Comparada con Setpoint)
Señal Digital
Actuadores hidráulicos (Realizan un Trabajo sobre el Equipo)
Estación de Medición
4.- TOMA DE DECISIONES EN EL PROCESO
La decisión de corte no consiste solo en cortar la madera de aquella forma
que se cree será la mejor, esta decisión esta sujeta a una lógica que se programa
en el sistema o el centro de trabajo. Por otro lado los sistemas de medición y el
posicionamiento de la madera o de las herramientas deben ser consideradas en el
proceso.
A continuación se tratan estos temas, para poder entender que es lo que se
realiza en cada centro de trabajo.
No se debe olvidar que la forma en la que se toman las decisiones es el
lazo que une las estaciones de medición y los equipos actuadores sobre la
madera, bajo un sistema de control que intenta optimizar el proceso.
4.1.- Lógica Programada
La lógica programada puede entenderse como un conjunto de reglas que permiten
tomar una decisión frente a un problema, o a la necesidad de realizar una operación. Esta
lógica necesita obtener datos del mundo externo y compararlos con estas reglas, las cuales
se basan en Heurísticas, modelos matemáticos, entre otros.

La lógica programada cumple con restricciones que otorgan al sistema un mayor
grado de complejidad que es a la cual se debe responder. Entre estas restricciones podemos
mencionar:
a. Producir escuadrías que están demandadas en calidad y cantidad.
b. Tener presente la forma de la materia prima previamente medida.
c. Responder a un margen financiero que permita hacer rentable el
negocio.
Cada una de estas componentes hace complejo al sistema y el responder a
cada una de ellas sin afectar el resultado global, en términos de perjuicios, es
bastante difícil lograrlo de la mejor forma. Hoy en día estas decisiones son
confiadas a sistemas de software que son capaces de combinar estos ítems
entregando las mejores soluciones.

Figura Nº 6.3: Lógica Programada aplicada a sistema de carro Huincha.
Un punto que se debe considerar en la lógica de programación y en
general, en todos los pasos de optimización, como en el posicionamiento de la
madera o de las máquinas, es la participación de los operadores en la operación.
¿Qué sucede cuando no existen sistemas de recolección?¿acaso el sistema
vuelve a funcionar como los primitivos aserraderos, donde solo se cortaba la
madera y luego se aplicaba el principio de la recuperación?, la verdad es que no
es así, los operadores son capaces de distinguir donde realizar los cortes en la
madera, basado en sus experiencia y en información de los productos que se
desean obtener. También son capaces de realizar el movimiento de sierras para
VARIABLES DE ASERRADO
OPERACIÓN DE CORTE
POSICIONADO DEL TROZO
INFORMACIÓN DE DIÁMETRO, LARGO, CONICIDAD.
PLC
SOLUCIONES DE ASERRÍO

realizar el corte o bien realizar el posicionamiento de la madera para realizar el
corte.
A continuación se hace referencia acerca de los componentes restantes
para la toma de decisión, entre ellos los software, posicionamiento de las piezas
de madera y herramientas de corte, y aspectos referentes a como se realiza la
medición de la pieza.
4.2.- Hardware y Software
No basta solo con saber la lógica para poder tomar o calcular una decisión, es
necesario entonces contar con un sistema que permita poder tomar toda la información del
sistema recolectada y analizarla en el menor tiempo posible. Esto solo se logra con la mejor
combinación de software y hardware.
Por un lado los software poseen información acerca de la lógica que se debe tomar
en el sistema y en el otro extremo se encuentran los computadores que son capaces de
procesar toda la información. Se ha hablado acerca de que los operadores también podrían
realizar esta tarea, sin embargo existe la componente de la velocidad a la cual se toma la
decisión, junto con otros factores como el cansancio, estado de ánimo que afectan el
desempeño de los operarios.
El desarrollo de sistema computacionales de gran capacidad de procesar
información, permite analizar la información tomada por los sistemas y transformar
esta en decisiones que permitan optimizar el material.
Estos computadores reciben el nombre de Controladores Lógicos
Programables (PLC), la lógica intermedia usada esta programada gracias a

sistemas de software de programación especial, la ventaja de estos PLC es la
flexibilidad, es decir, basta cambiar algunas líneas en el programa para cambiar la
secuencia de funcionamiento, sin intervenir físicamente.
Los PLC manejan todos los componentes del aserradero moderno, no solo
la secuencia de funcionamiento de la máquina, sino además la coordinación entre
escáner, posicionadores, diagnóstico de fallas, entre otros. En cuanto a los
software de optimización, se encuentran aquellos que son capaces de realizar
Simulación, esto es off- line, y aquellos que son capaces de optimizar en línea,
(on-line).
Algunas de las tareas que los software de optimización realizan son:
a. Determinar mejor esquema de corte o categoría de trozo,
permitiendo mejorar el rendimiento de materia prima, mix de productos,
entre otros.
b. Determinar la mejor categoría de trozos para realizar un producto en
particular
c. Optimizar el recurso de trozo sobre una base de tiempo global.
Considerar la distribución global del trozo al momento de tomar una
decisión, ya que, la decisión global será mejor optimizada que una
solución particular.
d. Realizar costos de producción precisos
e. Estimación de los volúmenes producidos y optimización del mix de
productos óptimo
En cuanto a los software de optimización en línea, son capaces de
transmitir una señal a las máquinas de corte, para que esta se posicione y realice
el corte.

4.3.- Medición de la pieza
La medición de las piezas de madera permite aumentar las posibilidades de
conseguir mayores resultados en cuanto a rendimiento de materia prima, los
equipos existentes han sido diseñados para esto, mediciones de distancia entre
piezas, dimensiones de las piezas, detección de defectos, entre otros,
combinando decisiones basadas en la lógica programada con la información
acerca de lo que se esta midiendo.
Figura Nº 6.4: Toma de decisión y tipo de posicionado
Las decisiones que toman los equipos de medición se ven afectados
claramente por aquello que se quiera medir, por ejemplo hablamos de tablas,
basas, semibasas, trozo, entre otros. Existe entonces una componente dentro del
proceso asociada a la geometría de los objetos o identidades que se desplazan
entre estaciones de trabajo. A lo anterior se debe agregar una componente
referida a la calidad de los productos o a tratamientos después del aserrado, por
ejemplo el cepillado. La siguiente figura explica esto:
Medición de la Pieza
Toma de Decisión
Posicionamiento de la Madera
Posicionamiento de la Máquina

Figura Nº 6.5: Grado de dificultad en la medición de las piezas.
4.4.- Posicionamiento de Herramientas y Madera
Esto es realizado una vez que ya se han tomado las mediciones correspondientes en
las piezas de madera. El primer punto consiste en posicionar la madera frente a los equipos
para que estos realicen el corte, aquí se deben considerar las dificultades que presentan las
formas que toma el material dentro del proceso, desde una tabla de fácil posicionamiento
hasta la troza, la cual es la mas complicada. El segundo tiene relación con la forma en la
cual son ubicadas las herramientas de corte, en este, son las herramientas las que se
posicionan, algunas combinaciones son posicionamiento de varias herramientas,
movimientos de guías y herramientas fijas o viceversa
Con esto se dejará el tercer punto de la lógica de control y como se toman las
decisiones en el proceso de aserrado, mejor dicho en cada estación o centro de trabajo,
ahora entonces se hará referencia abocaremos a la definición de las operaciones y al
enfoque bajo el cual se tratará el proceso de aserrado.
Caro
Complejo
Barato
Simple Trozo
Semibasa
Tabla Lateral , con canto muerto
Tabla Aserrada Húmeda
Block

5.- DEFINICIÓN DE OPERACIONES POR ÁREA DE PROCESO
La metodología para tratar este tema consistió en decidir de que manera era posible
abarcar el aserradero, distinguiendo a nivel macro las principales áreas de trabajo, que
cumplían una función importante dentro del proceso. Con esto en mente, y con ayuda de las
visitas realizadas a las plantas del complejo CMPC y ARAUCO, fue posible distinguir en la
planta tres áreas de trabajo, cada una definida con características particulares.
Antes de pasar a este punto, se hará mención al tema de como entender el
aserradero, se ha dicho que posee entradas y salidas, una primera aproximación, puede ser
presentarlo como una caja negra como la siguiente figura:
Figura Nº 6.6: Proceso de aserrado como una caja negra.
Proceso de Aserrado
Insumos: Materia Prima Electricidad Mano de Obra
Tecnologías: Máquinas de Corte Equipos Optimización
Productos
Subproductos
Mercado: Oferta / Demanda
Madera Aserrada • Shop • Moulding& Better • Estructural
• Astillas • Aserrín • Virutas

Considerando la figura anterior es que en este trabajo se busca conocer el proceso en
cada una de sus operaciones, conociendo sus requerimientos y por supuesto la definición de
cada una de ellas. Esta es la razón por la cual se decidió trabajar en base a áreas dentro de
la planta y desagregar en cada una de ellas las operaciones posibles a realizar.
Entonces el proceso de Aserrado baja a un nivel mas de detalle, basado en la
presencia de tres áreas de trabajo que se presentan a continuación
a. Preparación de Materia Prima.
b. Aserrado de Trozas.
c. Tratamientos realizados a la Madera Aserrada.
Cada una de estas áreas posee componentes distintos basados en las operaciones
que deben realizarse y con una lógica que permite tomar decisiones. Además, cada área se
encuentra ligada con el resto a través de las salidas, esto se verá con más detalle en cada
una de estas áreas.
Otro aspecto que se ha considerado en este capitulo es la creación de Centros de
trabajo para cada operación principal que se realice, estos centros se irán mostrando a
medida se avance en el capítulo. Además, se hará referencia a centros de trabajo que
existen en la industria y que servirán como una primera aproximación a la toma de decisión
frente a que equipo o combinación de estos seleccionar.
5.1.- Área preparación de materia prima
En esta primera área, los trozos que ingresan al aserradero son
recepcionados y clasificados según calidad y clases diamétricas, esto último es

una práctica común en aserraderos. En esta etapa además se realiza el
descortezado y trozado de aquellos rollizos que exceden la capacidad técnica de
los equipos. A continuación podemos ver una figura donde se encuentran las
operaciones o tareas en la preparación de materia prima.
Figura Nº 6.7: Esquema Área Preparación de materia Prima.
Cada una de las operaciones que se pueden encontrar en esta área poseen
principios básicos y razones por las cuales son realizadas, las operaciones que se
pueden encontrar son las siguientes:
a. Recepción de Trozos
b. Clasificación de Trozos Con corteza
c. Descortezado
d. Clasificación de Trozos sin corteza
e. Trozado
f. Tratamiento de subproductos
Ruma de rollizos sin clasificar
Ruma de rollizos clasificados por clases diamétricas
Subproductos(corteza)
Descortezador
Mesa de entrada
Buzones de clasificación
5.1.1.- Recepción de trozos
Esta tarea se realiza a la entrada del aserradero, en ella se revisan las
guías de despacho y se inspecciona el material en los camiones. Algunos factores
que se observan en la recepción son:
a. Presencia de mancha azul
b. Trozos de diámetros y largos requeridos para la operación
c. Comparación de cantidad de trozos en camión con guía de
despacho.
d. Calidades de los trozos (considerando desrame, %curvatura, trozos
con doble flecha)
No siempre la revisión de camiones con trozos se realiza en cada uno de
ellos, se debe imaginar que cuando el flujo de camiones es bastante grande, es
decir, que a cada hora o un tiempo razonable se presenta un camión a la planta,
es necesario tomar la decisión de revisar aleatoriamente los camiones, pudiendo
entonces pasar trozos que no son aptos para el proceso, los cuales ocasionaran
en las etapas posteriores problemas de flujo o la necesidad de desalojo de la línea
de producción.
5.1.2.- Clasificación en cancha de trozos con corteza
Existen dos tipos de cancha de trozo en la planta, aquella con corteza y la
cancha de trozo sin corteza. Ambas cumplen funciones distintas o su existencia
esta justificada por consideraciones distintas, sin embargo ambas funcionan bajo
los mismos principios, es decir, los trozos son generalmente separados en calles,

donde se diferencian por calidades, diámetros y largos. Estos trozos permanecen
un tiempo en cancha, el tiempo que se estime necesario para entrar al proceso.
Algunas plantas poseen sistemas de riego por aspersión para evitar la
presencia de mancha en la madera, sin embargo esto no es una práctica que se
realice en todos los aserraderos, si existe un buena planificación del material que
se quiere tener y el nivel de abastecimiento es seguro, entonces los sistemas de
riego por aspersión no son necesarios. Esta metodología es común encontrarla en
plantas con niveles bajos de stock en cancha y cuya rotación desde la recepción
hasta el proceso no supera los dos a tres días.
En la siguiente tabla se muestran los tipos de clasificación de trozas, donde
vemos sus desventajas y ventajas asociadas.
Tabla Nº 6.1 : Tipos de Clasificación de Trozos
Tipo Clasificación Ventajas Desventajas
Por Diámetro y Calidad
Maximiza la productividad del Aserrío. Reduce los tiempos de setup de las máquinas. Facilita la Planificación de la Producción. Muy adecuado para bajos diámetros.
Requiere de una acuciosa clasificación diámetrica, de lo contrario es muy ineficiente. Es muy rígido, hay que planear lotes de producción extensos. Requiere de una inversión significativa en equipos y espacio.
Solo por Calidad Maximiza la obtención de madera clasificada por aspecto Es flexible en la medida en que se sacrifique productividad No requiere de clasificación Diámetrica Muy adecuado para grandes diámetros y maderas de gran
Es lento y de baja productividad. Requiere de un continuo setup de máquinas. Laterales a cantear son de ancho muy variable, lo que hace menos productivo la etapa de canteado.
valor No requiere de mayores inversiones en clasificación de trozos.
Otro aspecto a considerar en la clasificación es el tema de las clases
diamétricas, cuantas usar, y preguntarse si realmente es necesario realizarlas. En
el capítulo anterior se habla de tres tipos de aserraderos; uno con cancha de
clasificación de troncos, sin cancha pero con optimización en línea de cada tronco,
y con preclasificación de troncos y optimización en línea.
El tema de la clasificación esta relacionado por un lado con la calidad y
confiabilidad del material, empresas como Aserraderos Arauco son provistas de
materia prima desde sus propios bosques y esto asegura a ellos un grado mayor
de confiabilidad para su proceso. Y por otro lado asociado a la velocidad de
trabajo que se espera lograr en el proceso. Algunas plantas realizan clasificación
centímetro a centímetro, esto permite por ejemplo asociar con mayor exactitud los
patrones de corte a una clase definida, algunas ventajas de esta clasificación
pueden ser una disminución de los costos en materia prima por clasificación
inadecuada o pérdidas de madera en un patrón de corte que no se ajusta
adecuadamente.
Por último se debe recordar que las clases diamétricas ya no se encuentran
solo ligadas a diámetros de trozos, sino que la clasificación esta asociada a los
patrones de corte, que serán utilizados en la planta, lo cual permitiría planificar de
manera más fácil las operaciones.
5.1.3.- Descortezado
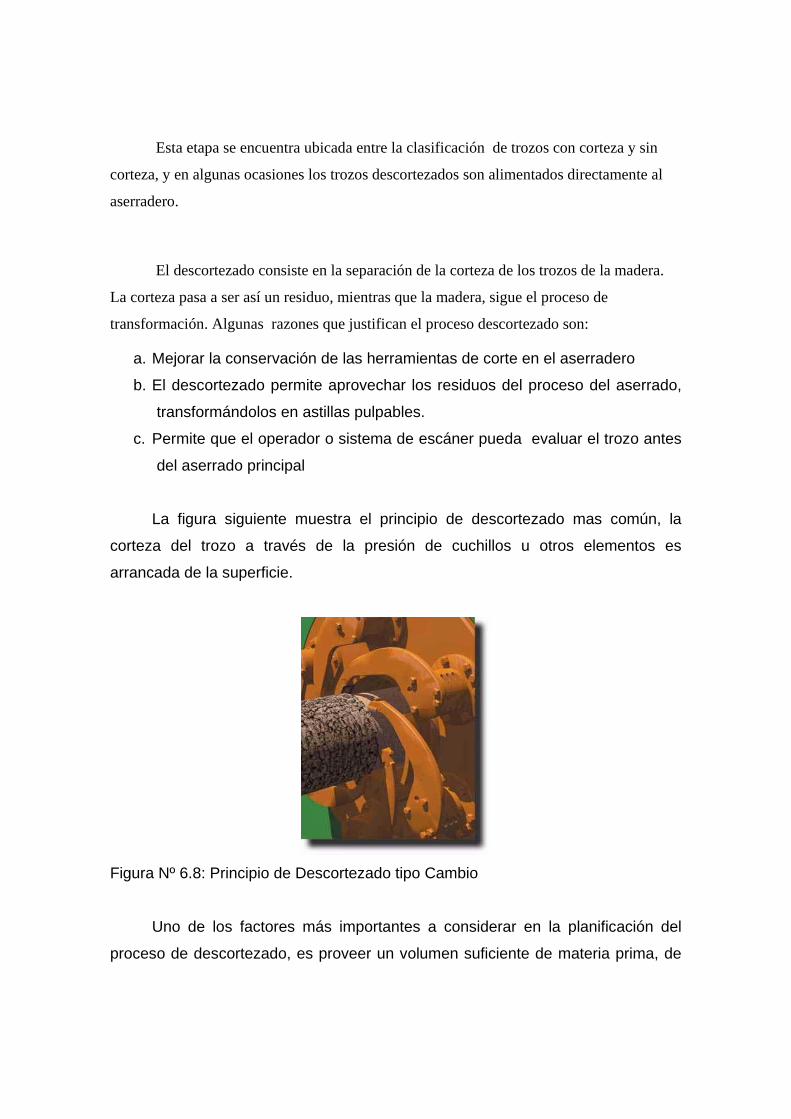
Esta etapa se encuentra ubicada entre la clasificación de trozos con corteza y sin
corteza, y en algunas ocasiones los trozos descortezados son alimentados directamente al
aserradero.
El descortezado consiste en la separación de la corteza de los trozos de la madera.
La corteza pasa a ser así un residuo, mientras que la madera, sigue el proceso de
transformación. Algunas razones que justifican el proceso descortezado son:
a. Mejorar la conservación de las herramientas de corte en el aserradero
b. El descortezado permite aprovechar los residuos del proceso del aserrado,
transformándolos en astillas pulpables.
c. Permite que el operador o sistema de escáner pueda evaluar el trozo antes
del aserrado principal
La figura siguiente muestra el principio de descortezado mas común, la
corteza del trozo a través de la presión de cuchillos u otros elementos es
arrancada de la superficie.
Figura Nº 6.8: Principio de Descortezado tipo Cambio
Uno de los factores más importantes a considerar en la planificación del
proceso de descortezado, es proveer un volumen suficiente de materia prima, de
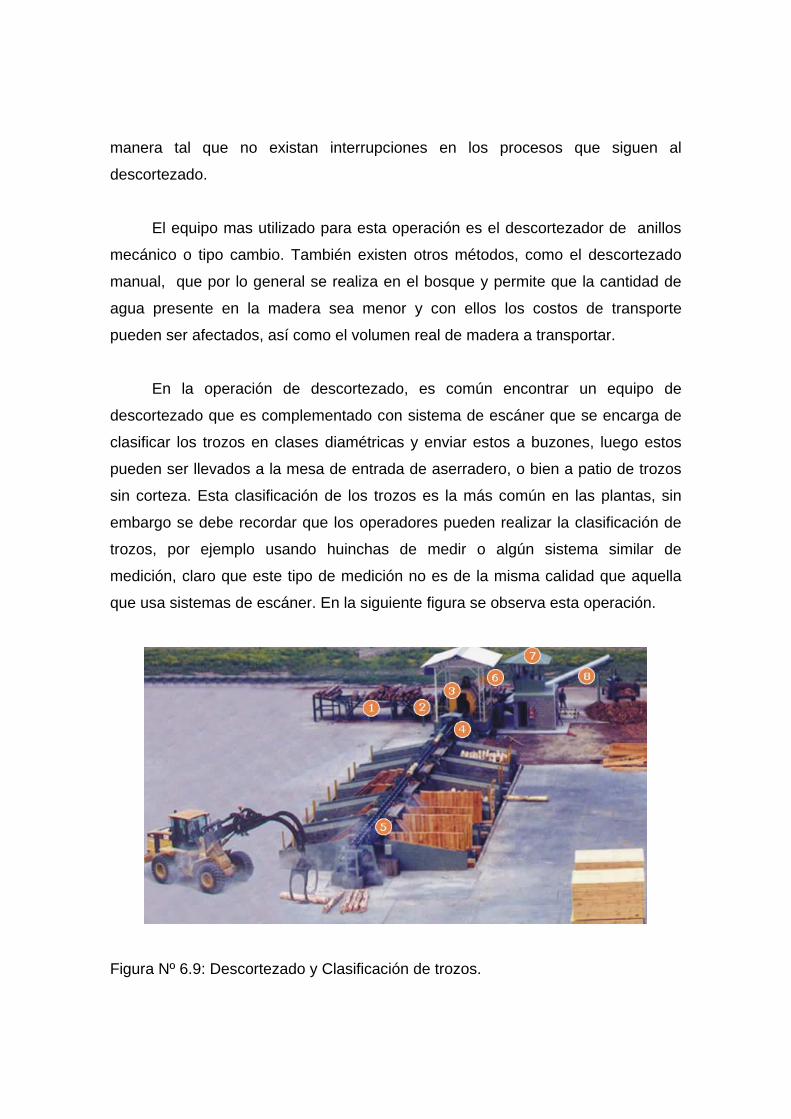
manera tal que no existan interrupciones en los procesos que siguen al
descortezado.
El equipo mas utilizado para esta operación es el descortezador de anillos
mecánico o tipo cambio. También existen otros métodos, como el descortezado
manual, que por lo general se realiza en el bosque y permite que la cantidad de
agua presente en la madera sea menor y con ellos los costos de transporte
pueden ser afectados, así como el volumen real de madera a transportar.
En la operación de descortezado, es común encontrar un equipo de
descortezado que es complementado con sistema de escáner que se encarga de
clasificar los trozos en clases diamétricas y enviar estos a buzones, luego estos
pueden ser llevados a la mesa de entrada de aserradero, o bien a patio de trozos
sin corteza. Esta clasificación de los trozos es la más común en las plantas, sin
embargo se debe recordar que los operadores pueden realizar la clasificación de
trozos, por ejemplo usando huinchas de medir o algún sistema similar de
medición, claro que este tipo de medición no es de la misma calidad que aquella
que usa sistemas de escáner. En la siguiente figura se observa esta operación.
Figura Nº 6.9: Descortezado y Clasificación de trozos.
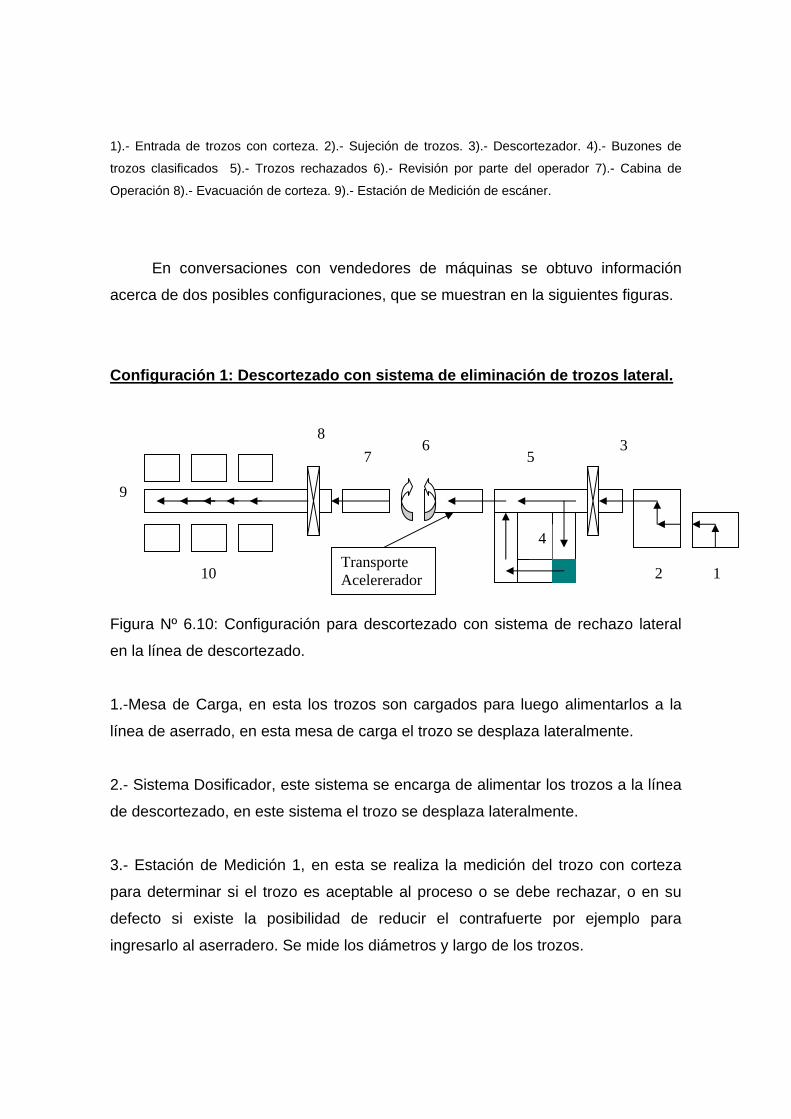
1).- Entrada de trozos con corteza. 2).- Sujeción de trozos. 3).- Descortezador. 4).- Buzones de
trozos clasificados 5).- Trozos rechazados 6).- Revisión por parte del operador 7).- Cabina de
Operación 8).- Evacuación de corteza. 9).- Estación de Medición de escáner.
En conversaciones con vendedores de máquinas se obtuvo información
acerca de dos posibles configuraciones, que se muestran en la siguientes figuras.
Configuración 1: Descortezado con sistema de eliminación de trozos lateral.
Figura Nº 6.10: Configuración para descortezado con sistema de rechazo lateral
en la línea de descortezado.
1.-Mesa de Carga, en esta los trozos son cargados para luego alimentarlos a la
línea de aserrado, en esta mesa de carga el trozo se desplaza lateralmente.
2.- Sistema Dosificador, este sistema se encarga de alimentar los trozos a la línea
de descortezado, en este sistema el trozo se desplaza lateralmente.
3.- Estación de Medición 1, en esta se realiza la medición del trozo con corteza
para determinar si el trozo es aceptable al proceso o se debe rechazar, o en su
defecto si existe la posibilidad de reducir el contrafuerte por ejemplo para
ingresarlo al aserradero. Se mide los diámetros y largo de los trozos.
Transporte Acelererador 12
3
4
56
78
9
10
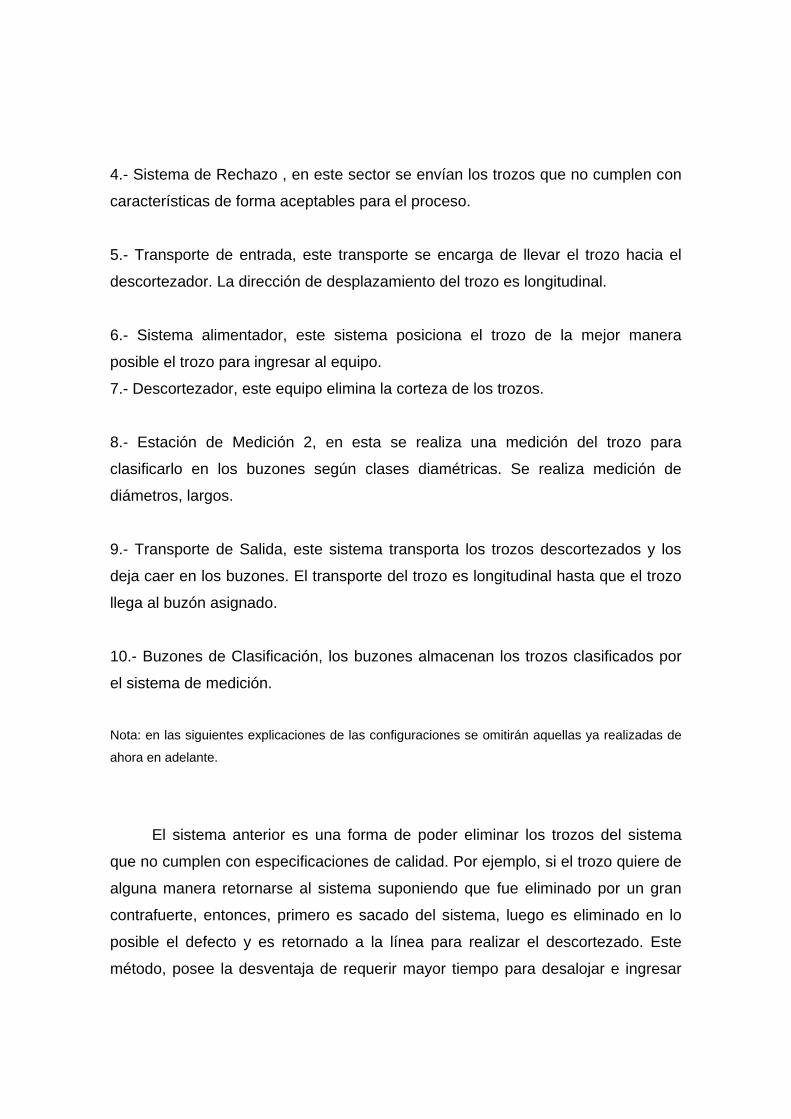
4.- Sistema de Rechazo , en este sector se envían los trozos que no cumplen con
características de forma aceptables para el proceso.
5.- Transporte de entrada, este transporte se encarga de llevar el trozo hacia el
descortezador. La dirección de desplazamiento del trozo es longitudinal.
6.- Sistema alimentador, este sistema posiciona el trozo de la mejor manera
posible el trozo para ingresar al equipo.
7.- Descortezador, este equipo elimina la corteza de los trozos.
8.- Estación de Medición 2, en esta se realiza una medición del trozo para
clasificarlo en los buzones según clases diamétricas. Se realiza medición de
diámetros, largos.
9.- Transporte de Salida, este sistema transporta los trozos descortezados y los
deja caer en los buzones. El transporte del trozo es longitudinal hasta que el trozo
llega al buzón asignado.
10.- Buzones de Clasificación, los buzones almacenan los trozos clasificados por
el sistema de medición.
Nota: en las siguientes explicaciones de las configuraciones se omitirán aquellas ya realizadas de
ahora en adelante.
El sistema anterior es una forma de poder eliminar los trozos del sistema
que no cumplen con especificaciones de calidad. Por ejemplo, si el trozo quiere de
alguna manera retornarse al sistema suponiendo que fue eliminado por un gran
contrafuerte, entonces, primero es sacado del sistema, luego es eliminado en lo
posible el defecto y es retornado a la línea para realizar el descortezado. Este
método, posee la desventaja de requerir mayor tiempo para desalojar e ingresar
un trozo que no cumple con la calidad adecuada para el proceso, esto se puede
explicar de la siguiente manera: el trozo es medido y se detecta una calidad que
no es aceptable, se debe considerar un tiempo para retirar el trozo del sistema,
esto tiene como consecuencia la pérdida de un espacio en la línea, luego si el
trozo se desea ingresar nuevamente al sistema como en la figura, es necesario
nuevamente generar un espacio en la línea para que el trozo entre al sistema
alimentador, como consecuencia la pérdida de tiempo y la pérdida de dos
espacios en la línea genera desventaja en este tipo de solución.
Ahora si el trozo no es posible recuperarlo y es considerado como rechazo, el
tiempo en desalojarlo del sistema solo consiste en el primer retiro y en la
consecuente pérdida de un espacio en la línea que no es recuperado. Una
segunda solución para el problema de trozos que no cumplen con las normas de
la planta se presenta a continuación.
Configuración 2: Descortezado con buzón de rechazo al final de la línea de clasificación
Figura Nº 6.11: Configuración para descortezado con sistema de rechazo al final
de la línea de descortezado
Transporte Acelererador 12
3456
7
8
9
10

1.- Mesa de carga
2.- Sistema dosificador
3.- Estación de medición 1
4.- Transporte de entrada
5.- Sistema alimentador
6.- Descortezador
7.- Estación de medición 2
8.- Transporte de salida
9.- Buzones de clasificación
10.- Buzón de rechazo
Este sistema es similar al anterior, pero no considera la recuperación o el
reingreso del trozo a la misma línea. En este el trozo que es clasificado como
rechazo es desalojado al final de la línea. El procedimiento consiste primero en
medir el trozo, decidir si este se encuentra dentro de los trozos aceptados y si no
es así se asignará un código o número al trozo y se enviará una señal al
descortezador que le indicará que no se debe descortezar y que sus cuchillos se
abran y dejen pasar el trozo sin realizar alguna operación sobre el, luego el trozo
continua por el transporte de salida y es dejado en el buzón de rechazo. Este
sistema no requiere dejar espacios para desalojar e ingresar nuevamente el trozo,
los tiempos no se ven afectados de manera tan considerable como en el caso
anterior y el flujo de material no es afectado.
Para el mismo caso si los trozos es posible recuperarlos al proceso, se
puede decidir realizar el descortezado de estos y dejarlos en el buzón de rechazo
para luego eliminar en ellos el defecto, por ejemplo el contrafuerte, e ingresarlos a
la línea.
Los equipos posibles a usar en estas configuraciones y en las que se
muestran en las siguientes descripciones de operaciones se encuentran en el
siguiente capítulo.

En estas configuraciones se debe considerar que la velocidad de los
transportes siempre va en aumento, al menos un 10% mas que la velocidad del
transporte anterior.
En las figuras se observa un transporte acelerador, cuyo objetivo es
disminuir la distancia entre trozos, en el caso de los descortezadores de rotor,
estos se encuentran diseñados para largos infinitos, por lo cual es necesario
aumentar la velocidad de la línea de alguna manera. Esto lo realiza este
transporte, formado por cadenas que posee mayor velocidad y permite disminuir
esta distancia.
Las soluciones que se plantearon anteriormente se encuentran presentes en
algunos aserraderos de nuestra región. Se debe recordar que el descortezado es
capaz de detener el proceso si no es capaz de proveer la suficiente cantidad de
material para el proceso de corte.
5.1.4- Trozado
En el aserradero los requerimientos en el largo están sujetos a los pedidos
de productos y a requerimientos de las máquinas. Es por esta razón que trozos
cuyo largo no sea el adecuado, deben ser trozados a largos que permitan un buen
desempeño en la planta. En esta etapa, trozos que presenten curvatura muy
pronunciada y que puedan ser reducidos a largos aptos para el aserrío, o mas
bien, se encuentren dentro de los largos de productos, son trozados. En la figura
siguiente se muestran esta etapa.
Sistemas modernos donde interactúan máquinas y personas a través de
una interfase, permiten tomar la decisión de donde cortar el trozo y por supuesto
asociar a este un uso final. En algunas plantas, los árboles desramados llegan

completos a la planta, y en ella se realiza el trozado orientado a las industrias de
celulosa, papel, tableros y por supuesto al aserradero.
Estos sistemas conocidos como Comerciadores de Trozos ( Log
Merchandising), son usados generalmente cuando los trozos son de largos que
son capaces de entregar calidades para las distintas plantas, aunque también se
realiza por las razones que se nombraron más arriba. La siguiente figura muestra
un gráfica del sistema de trozado de MPM engineering.
Figura Nº 6.12: Trozado en Preparación de materia Prima.
En la figura anterior es posible notar la presencia de un elemento de corte,
un sistema que realiza la medición y una componente que asocia la selección
tomada a un patrón de corte.
Se debe notar que existen varias maneras de realizar el trozado de los
rollizos. La primera de ellas es manualmente, es decir, operadores provistos con
motosierras y por lo general en grupos de dos realizan el corte. Otro sistema es
similar al de la figura, donde la mejor decisión de corte es tomada por un software
al cual se le ha entregado la información del trozo. En la siguiente figura
mostramos un esquema de trozado.

Figura Nº 6.13: Configuración para operación de Trozado
1.- Mesa de carga
2.- Sistema dosificador
3.- Sistema de medición 1, este sistema se encarga de medir el trozo para decidir
donde se debe realizar el corte de este, según clases diamétricas o requerimientos
de la planta, además asocian un buzón a cada una de las clases.
4.- Transporte de entrada
5.- Equipo de corte, este equipo de corte se encarga de transformar los trozos
largos en trozos pequeños. El equipo de corte este puede estar formado por un
grupo de sierras circulares, el trozo de desplaza de manera transversal, esto es en
dirección de los radios leñosos y las sierras realizan el corte, o bien de la misma
manera pero el trozo se desplaza longitudinalmente siguiendo su propio eje de
simetría.
También existen configuraciones de una solo sierra que realiza el corte, en
la cual el trozo se desplaza de manera longitudinal y la sierra realiza el corte. La
siguiente figura muestra este tipo de trozado.
6.- Transporte de salida
1
2
3
45
6
7

7.- Buzones de clasificación
Una sola sierra, el trozo se desplaza
longitudinalmente
Un conjunto de Sierras realizan el
corte, los trozos se desplazan
transversalmente.
Figura Nº 6.14: Dos sistemas de Trozado utilizados en la industria.
Se debe mencionar que para realizar el trozado en este tipo de sistemas y a
fin de evitar errores, los trozos grandes o largos deben encontrarse descortezados
de manera de evitar errores en la lectura de escáner.
Es una práctica común en aserraderos cuyo abastecimiento de trozos,
corresponden a trozos largos (árboles completos) que posean las líneas de
trozado y descortezado fusionadas, esto permite disminuir tiempo entre las etapas,
relacionado con el transporte del material desde una estación a otra.
5.1.5- Tratamiento Subproductos
Como es natural pensar todas las plantas tienen algún tipo de desecho, que
causa contaminación y que debe ser eliminado o se debe buscar algún uso para
él. En esta primera área los desecho mas comunes que se producen son corteza y
despuntes si se realiza el trozado.
5.2.- Aserrío Trozas
La segunda área consiste en la etapa de aserrío, donde se transforman los
trozos en madera aserrada de distintas escuadrías, según los productos que se
hallan escogido para los patrones de corte. Para conseguir esta transformación es
necesario combinar recursos, entre estos se encuentran las máquinas, los
operadores, los sistemas de recolección de información, los programas de
planificación, entre otros.
La generación de nuevas tecnologías de corte, ha hecho que la industria
halla evolucionado rápidamente, cada instalación pasa a ser una realidad distinta
de otra, y por ende un aporte nuevo al todo.
Es posible distinguir en esta área los tipos de línea que pueden existir.
Estos se pueden dividir en tres: aquellos sistemas que poseen en algunas
operaciones sistema de retorno (merry go round), líneas en Zig zag y las líneas
directas entre máquinas. Cada uno de estos tipos se comporta de manera distinta
y esta pensada para la producción de productos específicos.
La siguiente figura muestra el esquema dentro del área aserradero y sus
operaciones principales.

Figura Nº 6.15: Esquema Proceso de Aserrado Trozas
INGRESO TROZOS
CORTE PRIMARIO
CORTE SECUNDARIO
CANTEADO
REASERRÍO
DESPUNTADO
BAÑO ANTIMANCHA
CLASIFICACIÓN
SECADO CEPILLADO
ALMACENAMIENTO DESPACHO
ALMACENAMIENTO DESPACHO

Como se ve en la figura anterior dentro de la planta, es posible identificar
operaciones que transforman la troza en semibasa, en piezas de madera
aserrada. Estas operaciones están relacionadas con un centro de trabajo, según lo
definido al inicio de este capítulo. Entonces las operaciones posibles que pueden
existir son:
a. Alimentación al aserradero
b. Corte Primario
c. Corte Secundario
d. Canteado
e. Despuntado y Clasificación
f. Reaserrío
g. Recuperación
h. Tratamiento de Subproductos
5.2.1.- Alimentación al aserradero
La alimentación al aserradero es la primera operación en esta área. En esta
se debe alimentar los trozos de tal manera que el trozo sea ingresado con el
diámetro menor hacia la máquina principal. Esto último es una práctica común en
aserraderos de nuestra región, y para dar respuesta a esta operación existen
varias configuraciones posibles.
Antes de pasar a las configuraciones posibles, se hará referencia a la razón
por la cual se deben ingresar los trozos con el diámetro menor. En teoría es claro,
que si se ingresarán los trozos con el diámetro mayor estaríamos arriesgándonos
a realizar cortes donde no existe pieza alguna que pueda ser obtenida, es está la
razón por la cual el trozo se ingresa con el diámetro menor.
Sin embargo, si se hace la pregunta:¿ porque es necesario girar el trozo,
cuando existe un escáner de forma real que es capaz de medir por completo la
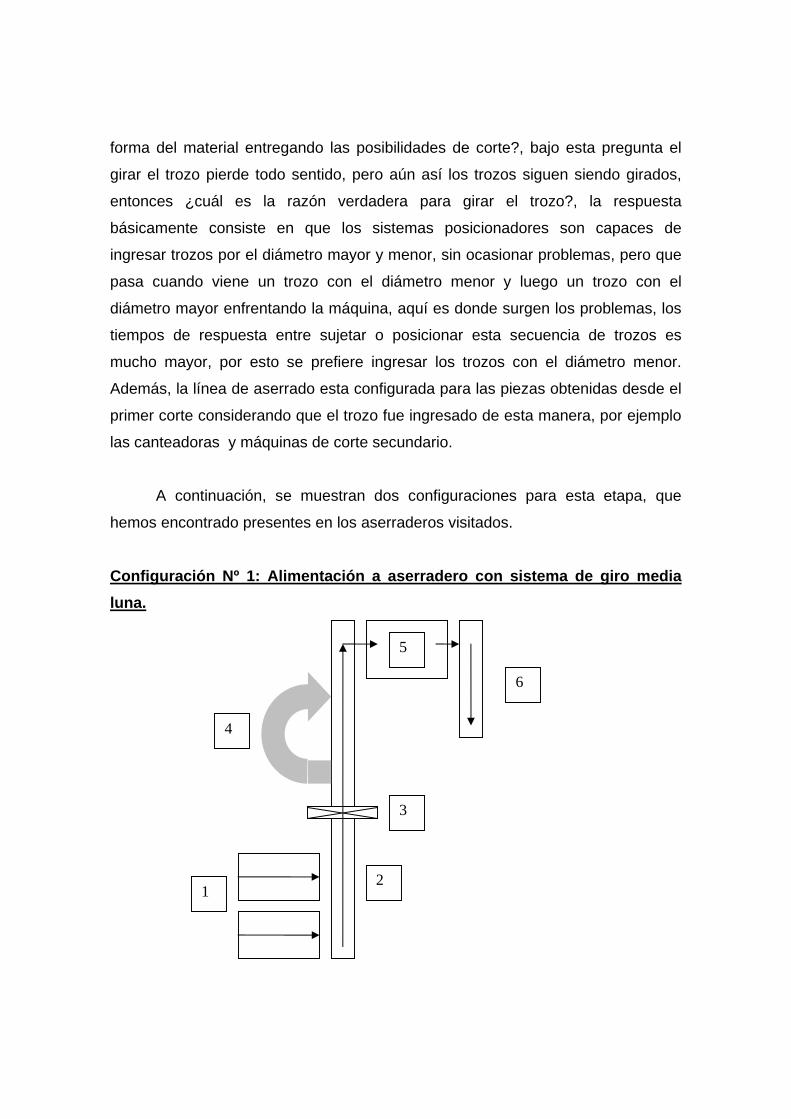
forma del material entregando las posibilidades de corte?, bajo esta pregunta el
girar el trozo pierde todo sentido, pero aún así los trozos siguen siendo girados,
entonces ¿cuál es la razón verdadera para girar el trozo?, la respuesta
básicamente consiste en que los sistemas posicionadores son capaces de
ingresar trozos por el diámetro mayor y menor, sin ocasionar problemas, pero que
pasa cuando viene un trozo con el diámetro menor y luego un trozo con el
diámetro mayor enfrentando la máquina, aquí es donde surgen los problemas, los
tiempos de respuesta entre sujetar o posicionar esta secuencia de trozos es
mucho mayor, por esto se prefiere ingresar los trozos con el diámetro menor.
Además, la línea de aserrado esta configurada para las piezas obtenidas desde el
primer corte considerando que el trozo fue ingresado de esta manera, por ejemplo
las canteadoras y máquinas de corte secundario.
A continuación, se muestran dos configuraciones para esta etapa, que
hemos encontrado presentes en los aserraderos visitados.
Configuración Nº 1: Alimentación a aserradero con sistema de giro media luna.
1 2
3
4
5
6

Figura Nº 6.16: Configuración de sistema de alimentación con girador de trozos
tipo Media Luna.
1.- Mesa de Carga
2.- Transporte de entrada
3.- Sistema de Medición 1, en este caso el sistema de medición debe ser capaz de
discernir si el diámetro menor del trozo será el que enfrente a la primera máquina,
de no ser así el trozo pasa al sistema girador.
4.- Sistema de giro, este sistema de giro tiene por función girar el trozo, en este
caso a través de un sistema conocido como Media luna que gira el trozo y lo
alimenta al aserradero, esta media luna no es mas que un transporte de cadenas.
5.- Sistema Dosificador
6.- Transporte entrada a aserradero, este transporte tiene por objetivo tomar los
trozos y enviarlos a la entrada del aserradero.
En la etapa de medición es posible detectar trozos cuyo contrafuerte es
demasiado grande para ingresar a la primera máquina, este tipo de problemas
debe ser eliminado antes de ingresar a la línea, ya que en la máquina lo mas
probable es que provoque un problema como una detención de la línea. Este
problema es posible solucionarlo con la incorporación de un sistema reductor (Butt
Reducer), en la siguiente figura se muestra una configuración de este tipo
mezclada también con un girador de trozos pero distinto al de la figura anterior,
conocido como girador de golpe o pateador.

Configuración Nº 2: Sistema de alimentación a aserradero con sistema de pateador para el trozo.
Figura Nº 6.17: Configuración de sistema de alimentación con girador de trozos
tipo Pateador.
1.- Mesa de Carga
2.- Transporte de Entrada
3.- Sistema de medición 1
4.- Sistema reductor de contrafuerte, este sistema tiene por objetivo eliminar el
contrafuerte y luego este trozo alimentarlo al aserradero. Se debe recordar que
anteriormente este sistema lo incorporamos en la línea de descortezado, entonces
queda a criterio del planificador donde es mas conveniente colocarlo.
5.- Sistema de giro, este sistema de giro se diferencia al de la configuración
anterior
6.- Sistema Dosificador
1
2
3
4
5 6
7

7.- Transporte de entrada aserradero.
En comparación con el esquema anterior en este el girador de trozo es
distinto al de media luna, en la práctica pareciera ser que este tipo (girador de
golpe) resultará mas eficaz en cuanto a la cantidad de trozos por minuto que es
capaz de procesar, sin embargo, es posible que ocasione el quiebre de los trozos
si el golpe que aplica sobre ellos es demasiado fuerte, lo cual traerá problemas
para retirar el trozo de la línea, entonces este es un dato importante a considerar
en la selección de los equipos: “siempre conocer las capacidades máximas de los
equipos, pero que en este valor no se ocasione problemas en el flujo de la planta”.
5.2.2.- Corte Primario
El objetivo de esta operación es realizar el primer corte en el trozo. En esta
operación los trozos son medidos y cortados de acuerdo a un esquema de corte,
luego el trozo comienza a ser transformado en por ejemplo piezas con dos cantos
limpios, conocidos como semibasas, las cuales pasarán luego a una segunda
etapa para realizar un nuevo corte.
En esta etapa es posible generar piezas laterales con presencia de canto
muerto, las cuales dan origen a la necesidad de una etapa que permita eliminar
este defecto. La operación es posible llevarla a cabo con distintas configuraciones
de máquinas, la diferencia entre ellas la constituye la calidad de la madera que es
obtenida y las restricciones de corte de los equipos, por ejemplo alturas de corte.
La importancia de esta operación es que ella define la velocidad a la cual
opera la línea completa de aserrado, además afecta la precisión en la cual se
ejecuta el patrón de corte.
Existen configuraciones con una sola máquina principal, es claro que
problemas en esta primera operación causarán graves consecuencias como baja

productividad, generación de cuellos de botella, inactividad de los equipos
restantes de la línea. Por esta razón algunas plantas, poseen una entrada
alternativa al aserradero, por ejemplo en una línea de corte secundario, a modo de
salvaguardar posibles fallas en la primera máquina. Esto no constituye una
práctica siempre.
Otra característica de esta operación es la producción de piezas de ancho
variable y donde el espesor esta definido según el esquema de corte. Esta
operación define la altura de corte para la siguiente etapa del proceso.
La siguiente figura muestra un centro de trabajo general para esta primera
etapa, donde es posible ver los requerimientos que se deben cumplir.
Figura Nº 6.18:Configuración de Centro de Trabajo Corte Primario.
1.- Mesa de carga
2.- Transporte de entrada
3.- Sistema de medición 1, el sistema de medición debe ser capaz de entregar
información de diámetro, largo y defectos de forma del trozo, para luego orientar el
trozo de la mejor manera para el esquema de corte asignado, o bien la medición
puede ser realizada por el operador quien decide cual es la manera en la cual el
trozo debe posicionarse frente a la máquina.
12
34
5
6
7
9
2
8
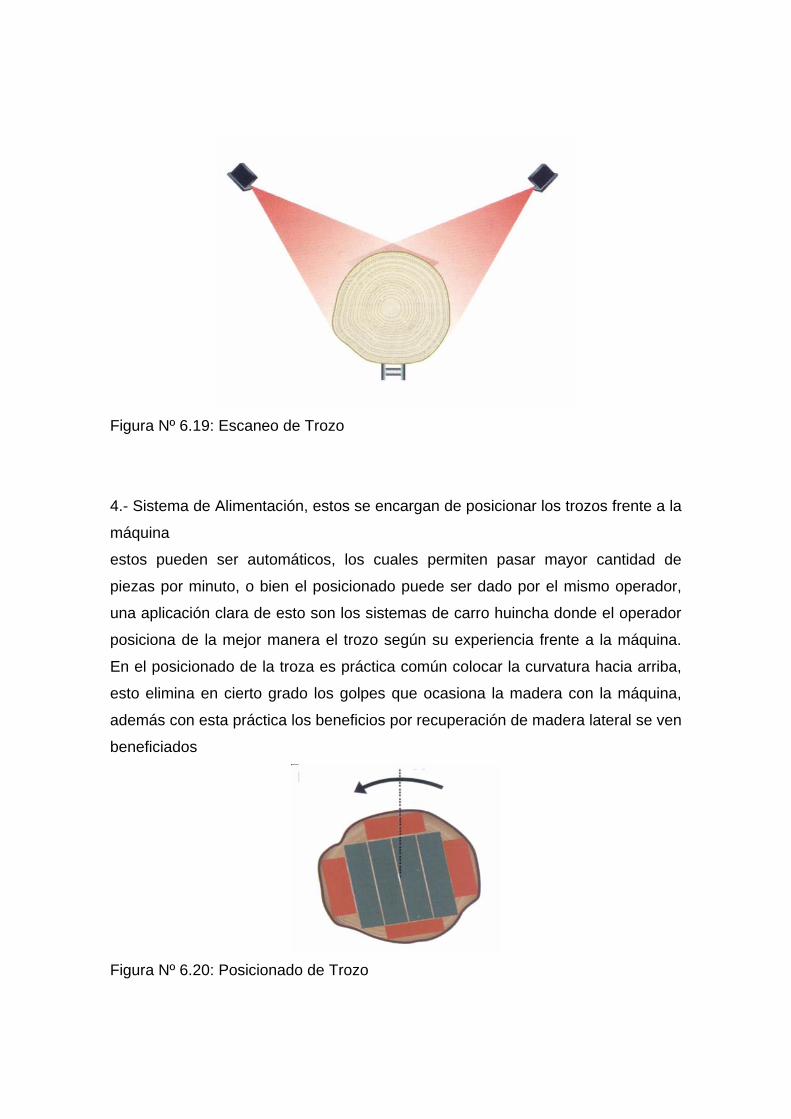
Figura Nº 6.19: Escaneo de Trozo
4.- Sistema de Alimentación, estos se encargan de posicionar los trozos frente a la
máquina
estos pueden ser automáticos, los cuales permiten pasar mayor cantidad de
piezas por minuto, o bien el posicionado puede ser dado por el mismo operador,
una aplicación clara de esto son los sistemas de carro huincha donde el operador
posiciona de la mejor manera el trozo según su experiencia frente a la máquina.
En el posicionado de la troza es práctica común colocar la curvatura hacia arriba,
esto elimina en cierto grado los golpes que ocasiona la madera con la máquina,
además con esta práctica los beneficios por recuperación de madera lateral se ven
beneficiados
Figura Nº 6.20: Posicionado de Trozo

5.- Sistema de medición 2, este sistema de medición se usa generalmente para
asegurarse que la posición en la cual ha sido puesto el trozo es la correcta para
realizar el corte.
6.- Equipo de corte, estos equipos de corte pueden estar formados por grupos de
sierras circulares en combinación con canteadores astilladores, o sierras
huinchas. Estas realizan el corte en el trozo una vez que ha sido asignado el
patrón de corte.
Figura Nº 6.21: Corte Primario con chipper canter y Sierra Huincha Doble
7.- Sistema separador de tablas, este sistema solo se justifica cuando existe
diferencia entre la madera lateral y central, por ejemplo para separar semibasa de
laterales verticales.
8.- Transporte de salida longitudinal, en este la semibasa obtenida del corte se
transporta longitudinalmente.
9.- Transporte de salida transversal, en este sistema las piezas laterales obtenidas
se desplazan lateralmente.
Se debe considerar que la primera etapa es crucial para la obtención del
patrón de corte, teniendo en cuenta la configuración anterior debemos considerar
que las tareas a realizar en esta operación son:

a. Alimentación de trozos al sistema
b. Medición del trozo de madera.
c. Asociación con un esquema de corte.
d. Realización del posicionado de la troza de madera o de la máquina.
e. Alimentación del trozo a la máquina
f. Posible segunda medición frente a la máquina con el fin de asegurar
que el posicionado del trozo fue el adecuado.
g. Ejecución del Corte
h. Desalojo de las piezas y posible separación de piezas centrales y
laterales, siempre y cuando el corte haya dado origen a ellas, por ejemplo
obtención de laterales con canto muerto y semibasa.
La alimentación es posible realizarla con los mismos sistemas
posicionadores por ejemplo automáticos, pero existen otras configuraciones como
cadenas que permiten alimentar el trozo a la máquina y que son extensiones del
transporte de entrada. Por ejemplo en Planta Bucalemu, para la línea de trozo
delgado, el sistema alimentador esta formado por la cadena de dientes afilados
(Sharp Chain), y es la que desaloja las piezas de madera de la máquina.
Para el desalojo de las piezas obtenidas es usual encontrar como ya se
dijo, separadores de tablas en el caso de que sea necesario, sin embargo estos no
son los únicos transportes, se debe considerar que las piezas laterales no deben
seguir la misma línea que la madera central, por lo cual es necesario tener
transporte transversales los cuales pueden ser cadenas. Para el transporte
longitudinal, asociado a las piezas centrales es posible encontrar sistemas de
cadenas, rodillos y cintas.
La siguiente figura muestra la operación de corte Primario en planta
Bucalemu para la línea de trozo grueso.

Figura Nº 6.22: Corte primario realizado en planta Bucalemu.
Como es posible observar esta configuración no posee un separador de
tablas, pero es capaz de realizar el desalojo de las piezas a las operaciones
siguientes. Los rodillos a la salida se encargan de transportar las piezas a la
siguiente operación, mientras que las cadenas se encargan de las piezas
laterales. El sistema de medición permite al operador tener una primera
aproximación de los defectos del trozo y asignar un patrón de corte. En el Anexo
Nº 8 se encuentran algunas configuraciones para el corte primario encontradas en
las plantas visitadas y en memorias realizadas en años anteriores en algunos
aserraderos.
En la siguientes figura se ven algunos ejemplos de las operaciones que se
realizan en la máquina principal y combinaciones de máquinas.
12
3
4
5
6 7
1.- Step Feeder 2.- Escáner de Cortina 3.- Carro de Avance 4.- Chipper Canter 5.- Sierra Huincha 6.- Rodillos de Salida 7.- Cadenas

Esquema de corte Máquinas Productos y Subproductos
Chipper Canter mas Sierra Huincha Doble
Astillas, Semibasa, Dos laterales con canto muerto, aserrín.
Sierra Huincha Doble
Dos lampazos, semibasa, aserrín.
Chipper Canter mas Sierra Huincha Cuádruple
Astillas, cuatro laterales con canto muerto, semibasa, aserrín.
Sierra Huincha Cuádruple
Dos laterales con canto muerto, dos lampazos, semibasa, aserrín.
Figura Nº 6.23: Algunos esquemas de Corte para el Corte Primario.
La variedad de combinaciones de máquinas es amplia, cada una con sus
características particulares. Entonces, al hablar de corte primario, se hace
referencia tanto a la operación de transformación de la troza como también a la
máquina o centro de trabajo donde se realiza el corte, con los requerimientos que
se mencionaron anteriormente.

Otras consideraciones que se deben tomar en el aserrío principal son:
a. Asegurar abastecimiento de trozas
b. Realizar controles en los cortes realizados.
c. Ser capaz de observar las características del trozo en la mesa de
entrada, con el objetivo de poder eliminar trozos que no correspondan a la
clase diámetrica que se esta pasando en el turno y que por supuesto no
se ajuste al esquema de corte.
Este último punto no deja de ser importante, no todas las plantas cuentan
con sistemas de desalojo de trozos de su línea principal, esto ocasiona problemas
en el aserrío y si ocurriera este tipo de problemas, la decisión de pasar el trozo
con un patrón de corte que no se ajusta a su diámetro trae como consecuencia
una perdida en el rendimiento económico de la planta, este tipo de problemas son
los que se deben controlar en la línea de alimentación a la planta.
A continuación, se hace referencia a las operaciones siguientes al corte
primario, y que son las que dan origen a la obtención de las piezas con escuadrías
ya definidas.
5.2.3.- Corte Secundario
El corte secundario es la tercera operación dentro del proceso de
transformación, aquí las piezas que fueron obtenidas en el primer corte son
llevadas a máquinas que realizan un conjunto de tareas sobre estas piezas.
Este corte puede ser llevado a cabo con varias configuraciones de
máquinas, las cuales están pensadas para los productos que se produjeron en el
primer corte.

Un caso particular por ejemplo, puede ser cuando en el corte primario se
obtiene una semibasa. Esta pasa regularmente por un conjunto de máquinas que
la transforma en nuevas piezas, algunas de ellas con canto muerto y otras libre de
este defecto.
En esta operación la obtención de piezas de ancho fijo es característico.
También es posible encontrar piezas con canto muerto que necesitan la etapa de
canteado, estos son los laterales que se encuentran mas afuera del trozo, en la
perifería, los cuales se encuentran con los obtenidos en la segunda operación. A
los laterales del primer corte se les conoce como laterales verticales y a los
segundos como laterales horizontales. Estos términos son usados generalmente
cuando el aserrío de la troza es del tipo masivo, obteniendo una semibasa y
laterales que requieren la eliminación de canto muerto.
En cuanto a las piezas centrales obtenidas, es común encontrar en algunas
plantas, que estas se obtienen a espesores mayores, produciendo piezas
conocidas como Matrices. Estas piezas están destinadas a la obtención de piezas
de menor espesor, las cuales son obtenidas en otra operación, bajo la premisa de
que al realizar mayor número de corte en la madera el rendimiento disminuye
considerablemente. Entonces este tipo de piezas es llevado a máquinas cuya
precisión de corte sea mayor, y donde el kerf de las máquinas sea el menor
posible. Otra razón para realizar este tipo de piezas y transformarlas en una nueva
operación es poder disminuir los atochamientos en las máquinas y hacer que el
flujo de madera dentro de la línea de aserrado sea más rápido, se explicara esto
en mas detalle cuando se describa esta operación conocida como Reaserrío.
En cuanto a las tareas que se deben desarrollar para cumplir de manera
óptima esta operación, se encuentra básicamente constituida por las mismas
tareas del corte primario, es decir:
a. Alimentación de la pieza al corte secundario.
b. Medición del trozo de madera.

c. Asociación con un esquema de corte.
d. Realización del posicionado de la pieza de madera o de la máquina.
e. Alimentación de la pieza a la máquina
f. Ejecución del Corte
g. Desalojo de las piezas y posible separación de piezas centrales y
laterales, siempre y cuando el corte haya dado origen a ellas, por ejemplo
obtención de laterales con canto muerto y semibasa.
En la siguiente figura se ve un esquema general de lo que se puede
encontrar en el corte secundario:
Figura Nº 6.24: Configuración de Centro de Trabajo para Corte Secundario.
1.- Transporte conector, estos transportes son los encargados de unir a centros de
trabajo y permitir que el material siga el flujo del proceso.
2.- Transporte de entrada
3.- Estación de medición, en esta estación se realiza la medición de la pieza para
determinar cuales son los cortes que se deben realizar en ella, por ejemplo para el
caso de semibasa se puede realizar una medición transversal como en la
siguiente figura, o medición longitudinal.
12
3
4
5
6
8 1
7

Figura Nº 6.25: Escaneo de semibasa.
4.- Sistema de giro, similar al de corte primario, este sistema tiene como objetivo
posicionar la pieza de madera, semibasa por ejemplo, frente a la máquina.
5.- Equipo de corte, generalmente se usan sierras huinchas o sierras circulares en
combinación con canteadores astilladores.
Figura Nº 6.26: Corte secundario
6.- Sistema separador de tablas
7.- Transporte de salida longitudinal
8.- Transporte de salida transversal
Si se ve esta configuración, es posible darse cuenta que no existe mayor
diferencia con el corte primario, y la presencia de algunos equipos como
separadores de tabla puede obviarse en los casos cuando no existe madera
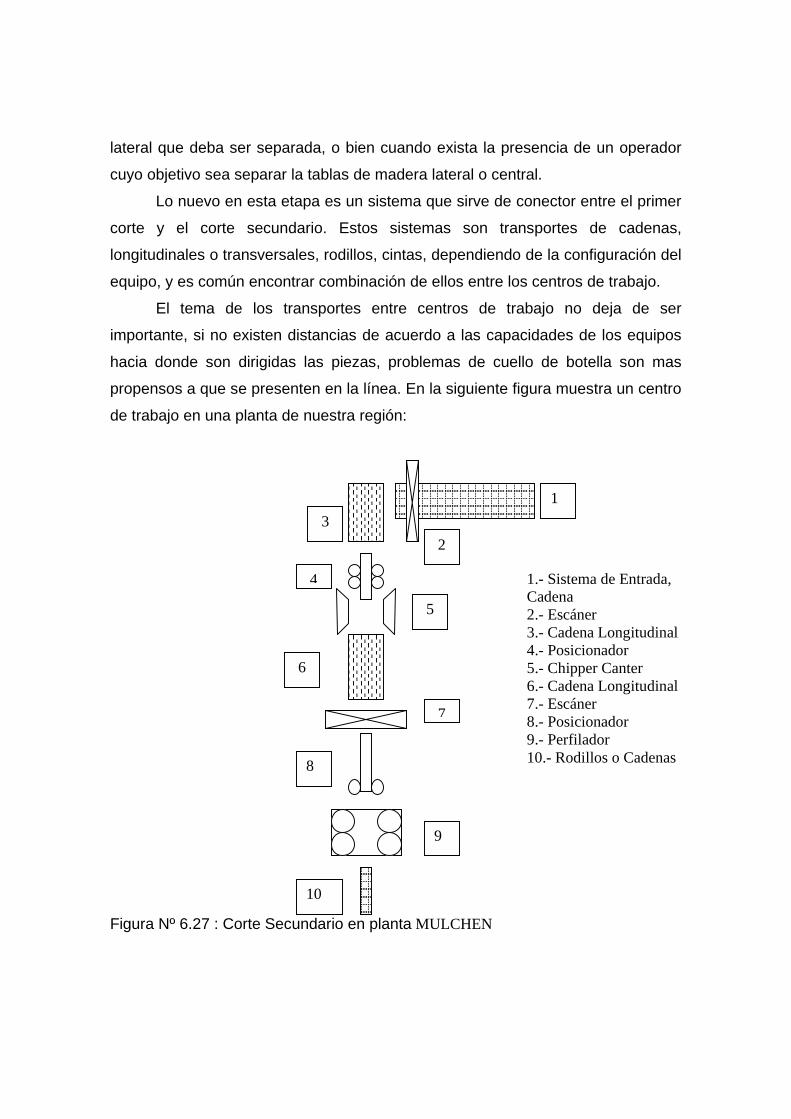
lateral que deba ser separada, o bien cuando exista la presencia de un operador
cuyo objetivo sea separar la tablas de madera lateral o central. Lo nuevo en esta etapa es un sistema que sirve de conector entre el primer
corte y el corte secundario. Estos sistemas son transportes de cadenas,
longitudinales o transversales, rodillos, cintas, dependiendo de la configuración del
equipo, y es común encontrar combinación de ellos entre los centros de trabajo.
El tema de los transportes entre centros de trabajo no deja de ser
importante, si no existen distancias de acuerdo a las capacidades de los equipos
hacia donde son dirigidas las piezas, problemas de cuello de botella son mas
propensos a que se presenten en la línea. En la siguiente figura muestra un centro
de trabajo en una planta de nuestra región:
Figura Nº 6.27 : Corte Secundario en planta MULCHEN
1
23
4
5
6
7
1.- Sistema de Entrada, Cadena 2.- Escáner 3.- Cadena Longitudinal 4.- Posicionador 5.- Chipper Canter 6.- Cadena Longitudinal 7.- Escáner 8.- Posicionador 9.- Perfilador 10.- Rodillos o Cadenas 8
9
10
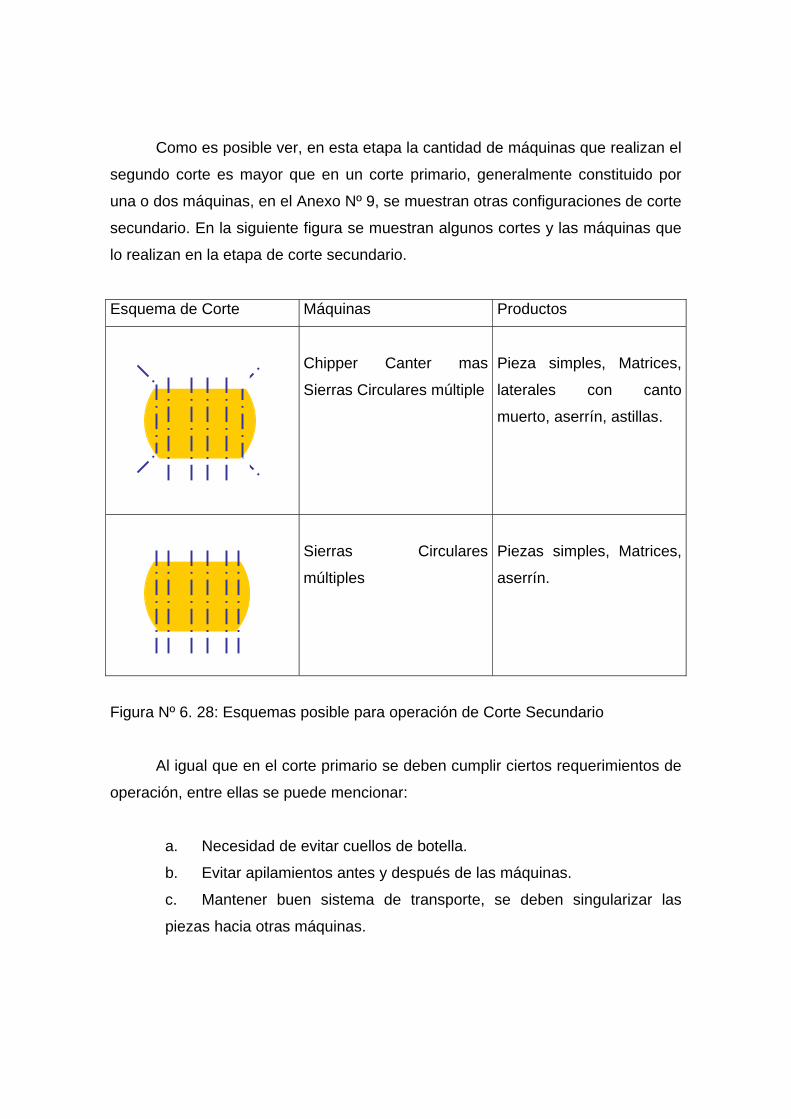
Como es posible ver, en esta etapa la cantidad de máquinas que realizan el
segundo corte es mayor que en un corte primario, generalmente constituido por
una o dos máquinas, en el Anexo Nº 9, se muestran otras configuraciones de corte
secundario. En la siguiente figura se muestran algunos cortes y las máquinas que
lo realizan en la etapa de corte secundario.
Esquema de Corte Máquinas Productos
Chipper Canter mas
Sierras Circulares múltiple
Pieza simples, Matrices,
laterales con canto
muerto, aserrín, astillas.
Sierras Circulares
múltiples
Piezas simples, Matrices,
aserrín.
Figura Nº 6. 28: Esquemas posible para operación de Corte Secundario
Al igual que en el corte primario se deben cumplir ciertos requerimientos de
operación, entre ellas se puede mencionar:
a. Necesidad de evitar cuellos de botella.
b. Evitar apilamientos antes y después de las máquinas.
c. Mantener buen sistema de transporte, se deben singularizar las
piezas hacia otras máquinas.

Es necesario tener en cuenta que el número de máquinas requeridos para
esta operación esta sujeto a la producción del corte primario y a las capacidades
de las máquinas seleccionadas para el corte secundario.
5.2.4.- Canteado
En las operaciones de corte primario y secundario como ya hemos dicho se
obtienen piezas que poseen canto muerto, el cual es necesario eliminarlo para
obtener piezas con un mayor valor económico. Esta cuarta operación en la línea
de aserrado se conoce como Canteado, esta operación, produce madera con
cantos limpios y escuadrados. El tipo de canteado utilizado depende de la
combinación de máquinas. Al igual que en las operaciones anteriores, la
optimización, el posicionado de herramientas se encuentran presentes.
El objetivo principal de esta etapa como ya se ha dicho es eliminar el canto
muerto de las piezas laterales o centrales en algunos casos. El procedimiento para
esto consiste en una secuencia de tareas, que no son otra cosa que repetir las
mismas tareas que se realizaban en los cortes anteriores. Entonces hablamos
desde la medición , el posicionado de la madera o de la máquina, hasta realizar el
corte y desalojo de la madera. En la siguiente figura veremos un centro de trabajo,
para esta operación.
Figura Nº 6.29: Configuración para centro de Trabajo operación de Canteado.
12
3456

1.- Transporte conector
2.- Sistema de medición, este sistema de medición tiene por objetivo determinar
las zonas de la pieza de madera que presentan canto muerto, para luego realizar
el corte en ella.
Figura Nº 6.30: Escaneo de pieza
3.- Transporte de entrada
4.- Sistema de posicionado, este transporte tiene por objetivo ubicar la pieza de
madera delante de la máquina y luego alimentar esta al equipo de corte.
Figura Nº 6.31: Posicionado de Pieza a cantear
5.- Equipo de corte, el equipo de corte elimina el canto muerto de la pieza de
madera, lo más usado son sierras circulares.

Figura Nº 6.32: Canteado de pieza con distintas configuraciones de sierra.
6.- Transporte de salida
Como es posible observar, esta etapa cuenta con las mismas necesidades
físicas que las estaciones anteriores. Los requerimientos de equipos de corte
están generalmente constituidos por una o dos máquinas canteadoras, sierras
circulares, que se encargan de realizar el corte en la madera según la medición
que se haya realizado.
La medición y el posicionado de la pieza de madera puede ser llevada a
cabo por el operador o a través de un sistema automático. El desalojo de las
piezas es llevado a través de transporte de cintas que dirigen las piezas a una
línea de clasificación y despuntado. La siguiente figura muestra una configuración
de este centro de trabajo en una planta de nuestra región:
Figura Nº 6.33: Centro de Trabajo en Planta Mulchén y Nacimiento.
1
2
3
4
5 6
1.- Transporte de Entrada, Cinta. Conector con etapa anterior. 2.- Escáner de Cortina. 3.- Posicionador. 4.- Sierras Circulares 5.- Transporte Salida 6.- Entrada a Mesa de Clasificación

Esta configuración es la más usual de encontrar en los aserraderos, entrega
cumplimiento a todas las tareas que se deben realizar. En la siguiente figura se
muestra un corte en la etapa de canteado.
Máquinas Esquema de Corte
Sierras circulares
Figura Nº 6.34: Cortes en Operación de Canteado.
Una vez que el canto muerto es eliminado las piezas van a la siguiente
etapa, donde se realiza el despuntado y clasificación de las piezas. En el Anexo
Nº 10 se encuentran algunos de estos centros de trabajo encontrados en las
industrias.
5.2.5.- Despuntado Y Clasificación
Las piezas que son obtenidas en las operaciones anteriores, ya tienen un
ancho y espesor definido, entonces lo que aún queda por hacer es determinar el
largo de las piezas y el grado o la clasificación para cada una de ellas. El
despuntado consiste en eliminar los extremos de las piezas para llevarlos a largos
comerciales. Una vez que esta operación ha sido llevado a cabo las piezas deben
ser clasificadas.
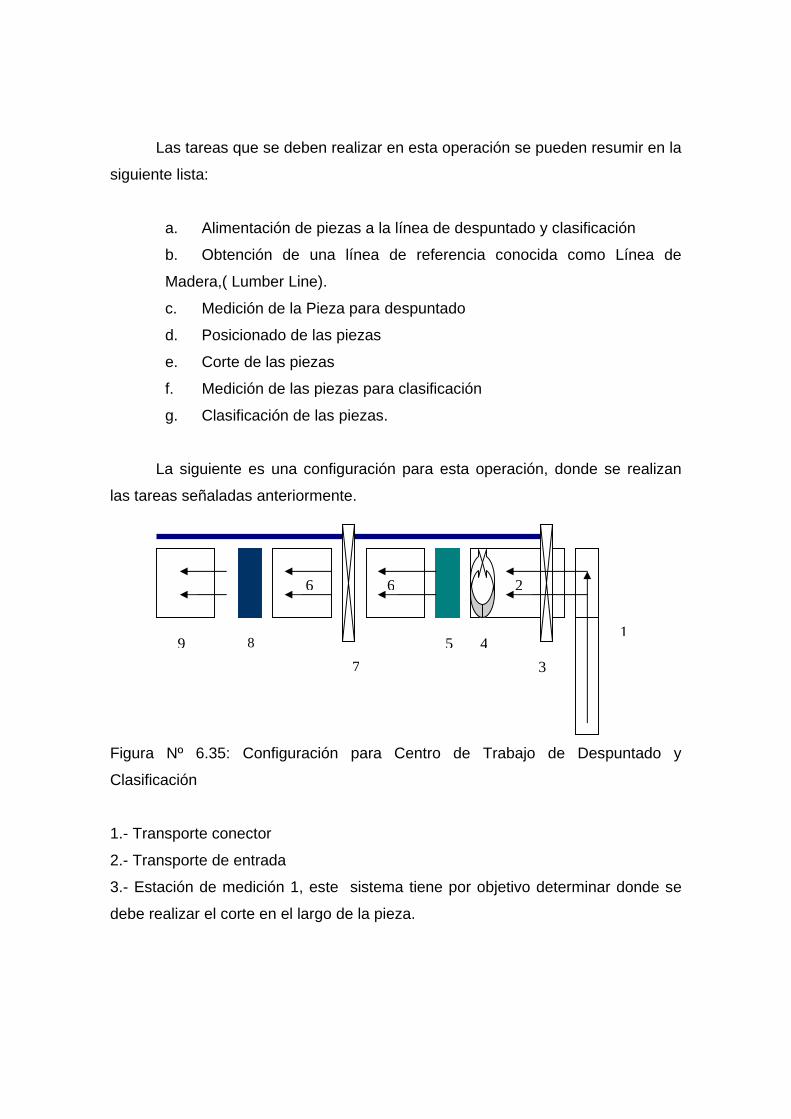
Las tareas que se deben realizar en esta operación se pueden resumir en la
siguiente lista:
a. Alimentación de piezas a la línea de despuntado y clasificación
b. Obtención de una línea de referencia conocida como Línea de
Madera,( Lumber Line).
c. Medición de la Pieza para despuntado
d. Posicionado de las piezas
e. Corte de las piezas
f. Medición de las piezas para clasificación
g. Clasificación de las piezas.
La siguiente es una configuración para esta operación, donde se realizan
las tareas señaladas anteriormente.
Figura Nº 6.35: Configuración para Centro de Trabajo de Despuntado y
Clasificación
1.- Transporte conector
2.- Transporte de entrada
3.- Estación de medición 1, este sistema tiene por objetivo determinar donde se
debe realizar el corte en el largo de la pieza.
1
2
345
6
78 9
6

Figura Nº 6.36: Medición para despuntado.
4.- Sistema posicionador, se encarga de colocar todas las piezas de madera sobre
la línea de madera permitiendo tener una referencia para realizar el corte. Cuando
la clasificación es manual, los operadores determinan la línea de madera.
5.- Equipo de corte, los equipos de corte están formados por grupos de sierra
circular que se encargan de realizar el corte en la madera donde haya sido
asignado el corte por el sistema de medición.
6.- Transporte de salida, este transporte usualmente esta compuesto por cadenas,
el transporte de la madera es transversal.
7.- Estación de medición 2, esta estación asigna un buzón o calidad a la madera
según alguna medición que haya realizado algún operador en la pieza, esto es
válido para clasificación semi automática.
8.- Equipo de clasificación, estos equipos se encargan de clasificar la madera
según escuadrías y calidad asignada.
9.- Transporte de salida, el transporte de salida de la línea generalmente esta
compuesto por cadenas, aunque existe un tipo de equipo conocido como
“transporte de inclinación” (Tilt Hoist), que es usado cuando se debe elevar el
paquete de madera apilado , en el Anexo Nº 11 se encuentran algunos de estos.

Los tipos de Clasificación y Despuntado que existen se pueden agrupar de
la siguiente manera:
a. Automático: Algún sistema de medición, por ejemplo cámaras,
realizan una lectura completa de la pieza, la comparan con algún patrón
establecido, (lógica programada), y envían señales a los sistemas de corte
y posicionadores de las piezas, para posteriormente juntarlas según
calidades o escuadrías, en equipos clasificadores.
b. Semi automático: En este sistema, operadores y máquinas actúan en
conjunto. Por un lado los operadores marcan la madera con lápices
fluorescentes y luego cámaras detectan estas marcas enviando señales a
los equipos que se encargan de posicionarse para realizar el corte y luego
agrupar la madera.
c. Manual: En este tipo solo actúan los operadores, ellos determinan
realizan una medición visual de las piezas, luego las posicionan frente a
una sierra realizando el corte, luego otros operadores conocidos en las
plantas como “Grader”, clasifican la madera en paquetes.
En esta etapa, se tiene que tener un control sobre lo que se llama línea de
madera, ya que ella sirve de referencia para las operaciones de medición y de
corte. Existen algunas configuraciones para entregar esta línea de referencia. Una
consiste en poner un dispositivo que permita detener las piezas cuando van
ingresando a la línea de clasificación definiendo de manera instantánea la línea de
madera, esta configuración es adecuada cuando el número de tablas que se
manejan en la línea de clasificación alcanza las 90 tablas/minuto. Otra
configuración es colocar en el transporte de entrada rodillos que sean capaces de
trasladar las piezas de madera hacia un lado de la mesa, consiguiendo esta línea
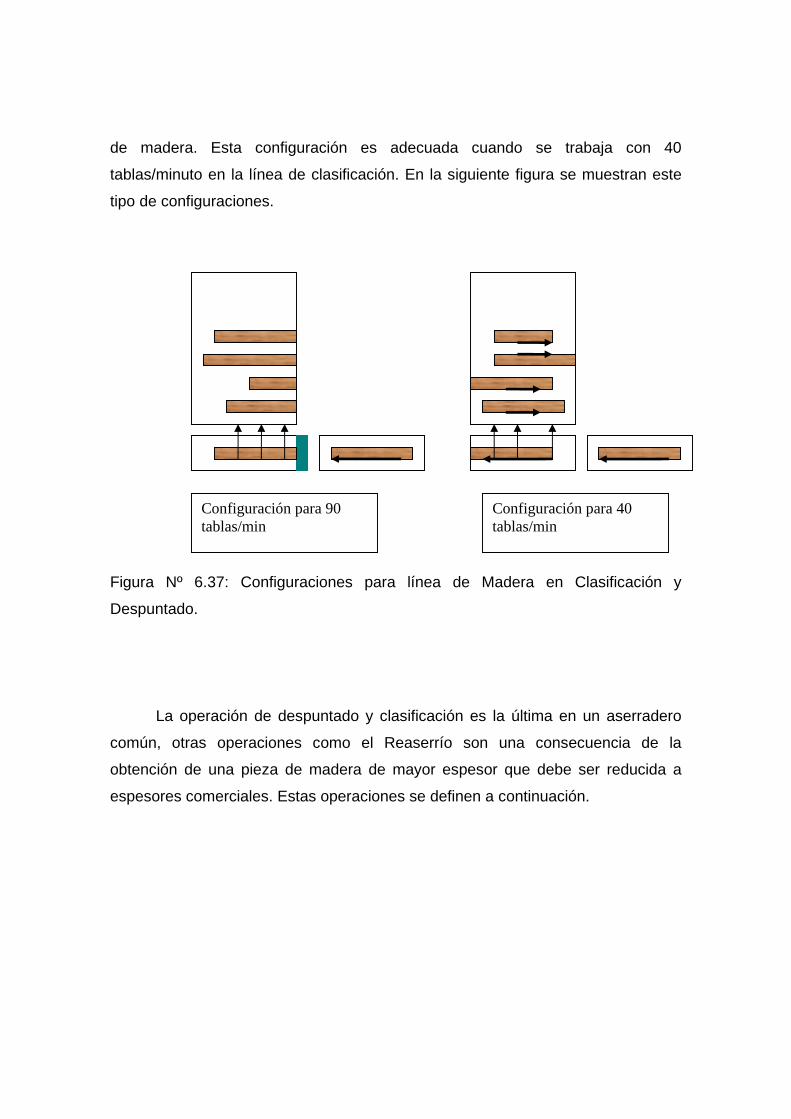
de madera. Esta configuración es adecuada cuando se trabaja con 40
tablas/minuto en la línea de clasificación. En la siguiente figura se muestran este
tipo de configuraciones.
Figura Nº 6.37: Configuraciones para línea de Madera en Clasificación y
Despuntado.
La operación de despuntado y clasificación es la última en un aserradero
común, otras operaciones como el Reaserrío son una consecuencia de la
obtención de una pieza de madera de mayor espesor que debe ser reducida a
espesores comerciales. Estas operaciones se definen a continuación.
Configuración para 90 tablas/min
Configuración para 40 tablas/min
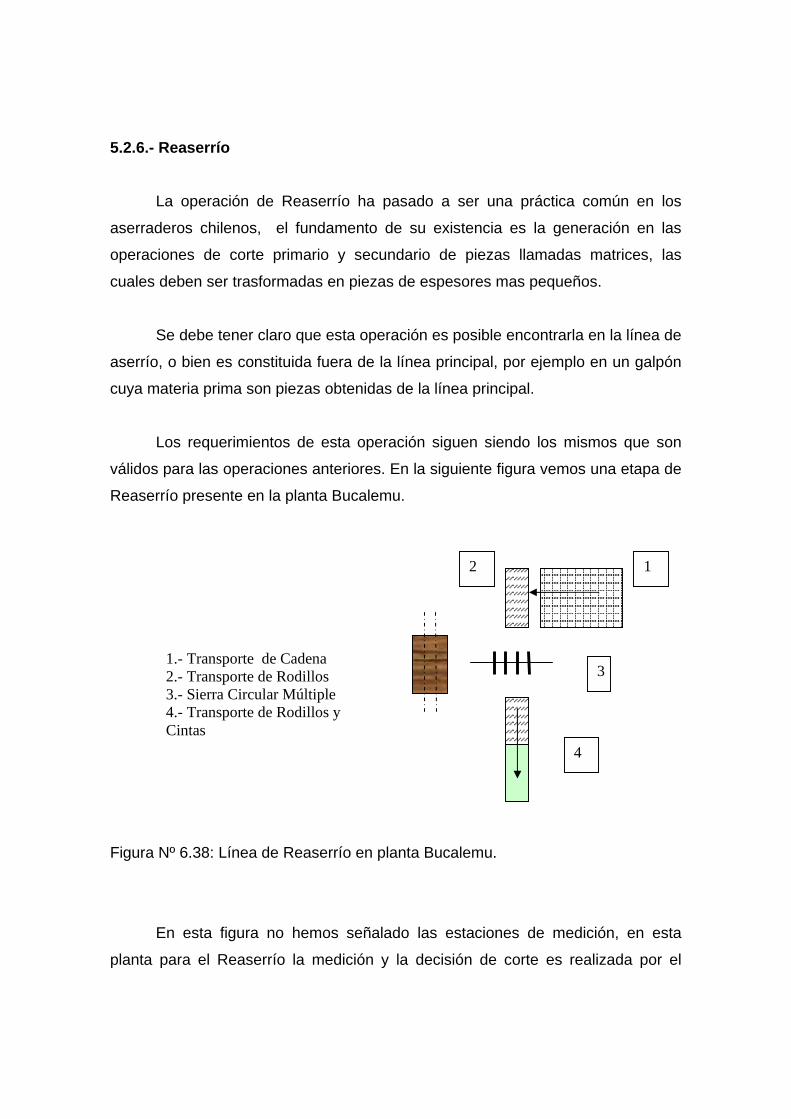
5.2.6.- Reaserrío
La operación de Reaserrío ha pasado a ser una práctica común en los
aserraderos chilenos, el fundamento de su existencia es la generación en las
operaciones de corte primario y secundario de piezas llamadas matrices, las
cuales deben ser trasformadas en piezas de espesores mas pequeños.
Se debe tener claro que esta operación es posible encontrarla en la línea de
aserrío, o bien es constituida fuera de la línea principal, por ejemplo en un galpón
cuya materia prima son piezas obtenidas de la línea principal.
Los requerimientos de esta operación siguen siendo los mismos que son
válidos para las operaciones anteriores. En la siguiente figura vemos una etapa de
Reaserrío presente en la planta Bucalemu.
Figura Nº 6.38: Línea de Reaserrío en planta Bucalemu.
En esta figura no hemos señalado las estaciones de medición, en esta
planta para el Reaserrío la medición y la decisión de corte es realizada por el
1 2
3
4
1.- Transporte de Cadena 2.- Transporte de Rodillos 3.- Sierra Circular Múltiple 4.- Transporte de Rodillos y Cintas

operador ( debe tenerse en cuenta que esta operación se caracteriza porque sus
equipos de corte tienen una mayor precisión y un menor canal de corte). En la
figura siguiente se muestran algunos cortes que se realizan en la operación de
Reaserrío.
Máquinas Esquema de Corte
Sierras Circulares múltiples
Sierras Circulares múltiples con posible
retorno
Dos maquinas de sierras circulares, una
realiza el corte vertical y la siguiente el
corte horizontal
Figura Nº 6.39: Esquemas de corte para operación de Reaserrío.
Uno de los objetivos de está etapa es la transformación de matrices a
piezas de menor espesor. Otra razón para realizar el reaserrado de piezas, pero
fuera de la línea principal, es disminuir la cantidad de piezas que se encuentran en
la línea, permitiendo con esto disminuir el riesgo de la formación de cuellos de
botella por ejemplo, o simplemente el poder disponer de máquinas para realizar
con un mayor grado de libertad el trabajo. En el Anexo Nº 12 se muestran algunos
de estos centros de trabajo.

5.2.7.- Recuperación
Esta operación, no constituye una práctica deseable en los aserraderos,
pero la cual por razones de medición de las piezas o por una mala mantención de
los equipos de corte es necesario considerarla. En esta operación se dirigen todas
las piezas que no fueron clasificadas en ningún grado, y por lo cual es necesario
realizar un nuevo corte en ella, con la consecuente disminución de su valor y la
asignación de una menor clasificación. Otras razones por las cuales se encuentran
piezas de este tipo es una mala planificación en cuanto a los esquemas de corte, o
bien una mala ejecución de estos.
En las siguientes figuras se muestran algunos secuencias de corte para
trozos, en ellas se precia claramente la diferencia entre las operaciones descritas
anteriormente.

Figura Nº 6.40: Secuencias de Corte
5.2.8.- Tratamiento de subproductos
De manera natural es claro pensar en la etapa de aserrío se obtienen
desechos en las operaciones, los cuales es necesario eliminar del sistema.
Los desechos de esta etapa son aserrín, despuntes, los conocidos como
chicotes ( provenientes del canteado), astillas y virutas ( provenientes de
máquinas Chipper canter y perfiladoras).
El tratamiento para el aserrín es eliminarlo a través de transportes
vibratorios que los llevan a silos de almacenamiento, para posterior uso como
combustible en las calderas de plantas de secado o similares.
Astillas y virutas son usadas para combustible o bien como materia prima
para la industria de la pulpa.
Los chicotes y despuntes, obtenidos en la operación de canteado y
clasificación, pueden ser transformados en astillas para la industria de la pulpa o
bien pueden servir de combustible.
Ahora que se ha terminado la segunda etapa del proceso, se describirá la
etapa de Tratamientos de la Madera Aserrada.
5.3.- Tratamientos realizados a la Madera Aserrada.
La madera aserrada obtenida en el proceso de corte, luego que es apilada
según escuadrías sigue una serie de operaciones que tienen como objetivo
entregar un mayor valor agregado al producto obtenido. Estas operaciones
consisten en tratamientos que se realiza sobre ella, los cuales es usual
encontrarlos fuera de la línea de aserrado.
En esta área lo esencial es realizar los últimos trabajos en la madera, por
ejemplo; cepillado para mejorar la calidad superficial, baño Antimancha para
protección del ataque de mancha azul, secado para entregar madera de bajo
contenido de humedad a las plantas de remanufactura o de la industria del
mueble, impregnación para aplicaciones de tipo estructural y por supuesto la etapa
del empaquetado para entregar el producto a bodegas de despacho. Entonces las
operaciones que se encuentran en esta área son:
a. Baño Antimancha
b. Secado
c. Cepillado
d. Impregnación
e. Empaquetado
El siguiente diagrama describe cual es el flujo del material a partir de la
etapa de despuntado y clasificación para darnos cuenta de cómo se realizan los
tratamientos y las posibilidades que existen, en esta figura no se ha incluido el
tratamiento de Impregnación.

Figura Nº 6.41: Flujo de la Madera aserrada y los tratamientos que se pueden
realizar.
DESPUNTADO
EMPAQUE
SECADO
REASERRIO
BAÑO ANTIMANCHA
CLASIFICACION MADERA
CLASIFICACION EN SECO
CEPILLADO
EMPAQUETADO
TABLAS
A continuación se describirán las operaciones o más bien los tratamientos
de la madera, tomando en mayor consideración los tratamientos más comunes en
los aserraderos.
5.3.1.- Baño Antimancha
El baño Antimancha consiste en bañar la madera en alguna sustancia que
permita evitar la presencia de manchas causadas por hongos ascomicetes,
mancha azul. La mancha crea dificultades cuando se le exige a la madera una
buena presentación final y en todas aquellas aplicaciones que no se usa pintura
como recubrimiento.
Este tratamiento es posible encontrarlo en dos configuraciones, una donde
el baño de las piezas es realizado pieza a pieza, este tipo de baño se conoce
como Baño Antimancha en Línea, luego que es realizado las piezas son
clasificadas. La otra configuración, que es la más típica, es el baño de la madera
en paquetes. En este tipo de baño los paquetes de madera son sumergidos en
una tina, luego se retira el paquete y se espera que el líquido que quedo sobre las
piezas caiga por gravedad, luego el paquete es sacado de la línea.
El tratamiento Antimancha es realizado en las piezas de madera central y
es clásico en las plantas encontrar dos líneas de salida, una donde se dirige la
madera lateral y la otra la madera central que requiere el baño.
Algunos factores que influyen en el desarrollo de la mancha son:
a. Temperatura, los rangos de temperatura en el cual se desarrolla el
hongo es entre 5 y 35 °C.
b. Humedad
c. Presencia de oxígeno, estos se estudian juntos puesto que rara vez
la mancha azul se desarrolla en un árbol en crecimiento, debido a su gran
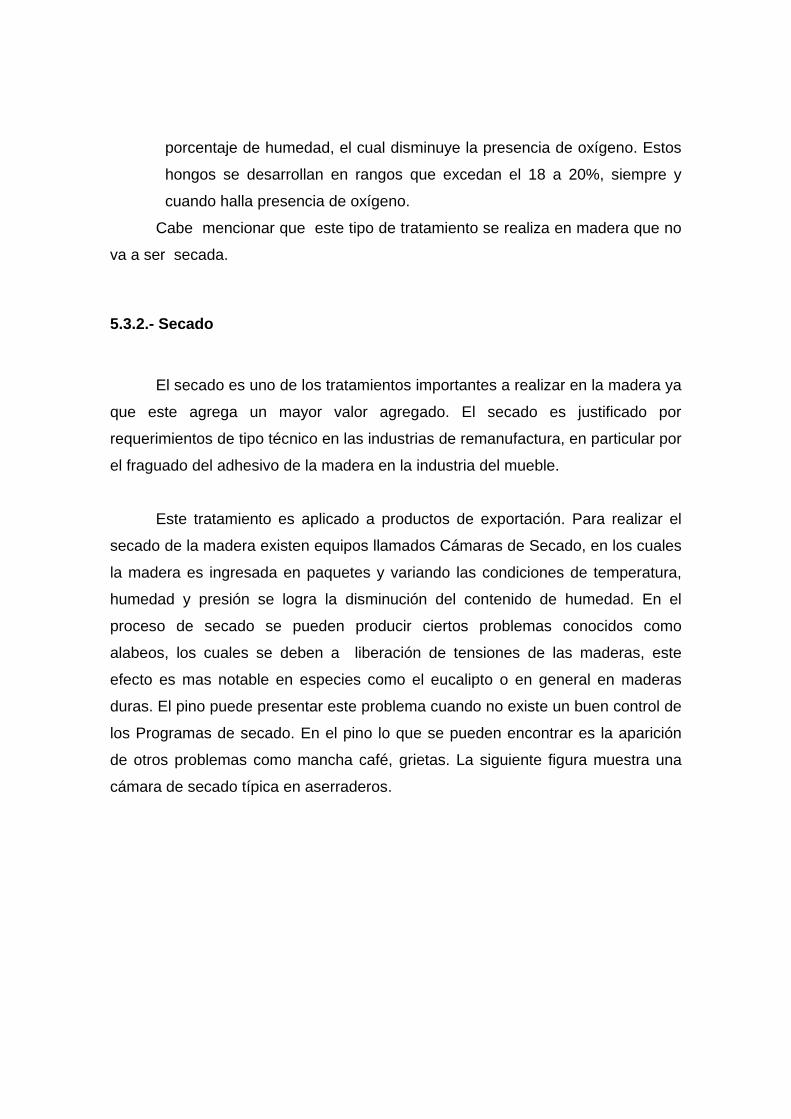
porcentaje de humedad, el cual disminuye la presencia de oxígeno. Estos
hongos se desarrollan en rangos que excedan el 18 a 20%, siempre y
cuando halla presencia de oxígeno.
Cabe mencionar que este tipo de tratamiento se realiza en madera que no
va a ser secada.
5.3.2.- Secado
El secado es uno de los tratamientos importantes a realizar en la madera ya
que este agrega un mayor valor agregado. El secado es justificado por
requerimientos de tipo técnico en las industrias de remanufactura, en particular por
el fraguado del adhesivo de la madera en la industria del mueble.
Este tratamiento es aplicado a productos de exportación. Para realizar el
secado de la madera existen equipos llamados Cámaras de Secado, en los cuales
la madera es ingresada en paquetes y variando las condiciones de temperatura,
humedad y presión se logra la disminución del contenido de humedad. En el
proceso de secado se pueden producir ciertos problemas conocidos como
alabeos, los cuales se deben a liberación de tensiones de las maderas, este
efecto es mas notable en especies como el eucalipto o en general en maderas
duras. El pino puede presentar este problema cuando no existe un buen control de
los Programas de secado. En el pino lo que se pueden encontrar es la aparición
de otros problemas como mancha café, grietas. La siguiente figura muestra una
cámara de secado típica en aserraderos.

Figura Nº 6.42: Cámara de Secado.
En el proceso de secado se deben empalillar los paquetes para poder
entregar una mejor circulación del vapor dentro de la cámara y que de esta forma
este actúe directamente a la madera.
Aspectos importantes a considerar en el secado son la capacidad de las
cámaras, el tiempo total del proceso que debe estar de acuerdo a la especie de la
madera y las escuadrías.
5.3.3.- Cepillado
El cepillado en el aserradero es un proceso alternativo, pero que sin
embargo a ido tomando cada vez mayor importancia a la hora de vender el
producto. Este tratamiento puede ser realizado en madera seca o verde, aunque
este último es difícil de realizar y es poco usual encontrarlo en las plantas.
La operación de cepillado ocasiona una nueva clasificación de la madera, y
aquellos grados para los cuales fue clasificada en la mesa del aserrío, luego del
cepillado no corresponden y es necesario volver a clasificarla. Lo más usual a la
hora de clasificar la madera es hacer esta tarea con operadores calificados,
aunque se han comenzado a desarrollar sistemas clasificadores compuestos por
sistemas de visión que permiten clasificar la madera. El cepillado de la madera es
posible realizarlo en una, dos, tres y cuatro caras, (S1S, S2S, S3S y S4S).

Figuras Nº 6.43: Alimentación de cepillado y máquina de cepillado Frema Trade
AG de alta capacidad con velocidad de alimentación al cepillado hasta 600m/min.
Este proceso es automático y opera a altas velocidades con equipos de
última tecnología. También a veces es necesario realizar un despunte adicional
para entregar la medida final al producto demandado por el cliente. En esta parte
pueden obtenerse nuevos subproductos tales como blocks, cutstock ó finger joint.
5.3.4.- Impregnación
Este tratamiento al igual que el baño Antimancha tiene por objeto eliminar la
presencia de hongos y el ataque de insectos en la madera que pueden realizar
disminución en la calidad físico mecánica de la madera, lo que se relaciona
principalmente con la densidad.
5.3.5.- Empaquetado
El empaquetado es la última operación que se realiza y consiste
básicamente en cumplir con los requerimientos de los clientes respecto a la
presentación estética de los paquetes de madera. Los sistemas deben ser
capaces de manejar el volumen de la madera aserrada de forma ordenada. Un
equipo de empaquetado se presenta en la siguiente figura.
Figura Nº 6.44: Máquina Empaquetadora PlastiWrap, Hitech Comact.
Ahora que hemos terminado de describir el proceso de aserrado, queremos
hacer referencia a los problemas que se presentan en las plantas, y plantear
soluciones para estos.
6.- IDENTIFICACIÓN DE PROBLEMAS
Los problemas dentro de la planta son debidos a muchas causas, algunas
de ellas por ejemplo son originadas a mala planificación, problemas en las
máquinas, faltas de abastecimiento, entre otros.

Los aserraderos cuando son diseñados, se consideran todos los posibles
problemas que pudiesen ocurrir, y sin embargo en la práctica, los problemas
aparecen. ¿Cuál es la razón de esto? A veces los problemas son debidos a la
materia prima, por bajos criterios de selección que no están de acuerdo con la
tecnología presente en las plantas. Aspectos de mano de obra no dejan de ser
importantes, el estado de ánimo de los operadores también afecta la producción.
En algunas industrias existe una definición de los tipos de problemas o causas
que afectan el flujo del proceso, estas se pueden clasificar en causas
operacionales, mecánicas, eléctricas y causas externas. A continuación
explicaremos cada una y daremos algunos ejemplos.
6.1.- Clasificación de los Problemas 6.1.1.- Debidos a causas Operacionales
Este tipo de problemas se definen como aquellos que esta relacionados con
las fallas que provoca en el sistema la madera (trozos, basas, tablas, otros) y
aquellas fallas provocadas por las máquinas o sus capacidades. Entre estas fallas
podemos encontrar:
a. Trozas, semibasas atravesadas.
b. Tapas, tablas atrapadas y/o atravesadas.
c. Calidad deficiente de materia prima.
d. Capacidad del Sistema.
e. Intervención en Máquinas.
6.1.2.- Debidos a Causa Mecánicas
Se refiere a causas mecánicas cuando se vean afectados los equipos de
los distintos centros de trabajo, o entre estos, no son causas debidas a

capacidades, sino a lo que se puede llamar “el fierro” de la planta, entre ellas
podemos citar:
a. Cadenas cortadas, desmontadas, trabadas.
b. Problemas Hidráulicos o Neumáticos
c. Intervenciones Mecánicas
d. Cortes y cambios de correa en motores
e. Cadenas de avance desmontadas
f. Piezas quebradas
g. Problemas técnico mecánico en discos astilladores
6.1.3.- Debidos a Causas Eléctricas
Este tipo de problemas se refiere a fallas en los sistemas eléctricos del
proceso, llámense estos foto celdas, escáneres, automáticos. Los cuales al ser
afectados provocan por ejemplo mala medición en trozos o en el posicionamiento
de equipos, para realizar el corte. Entre ellos podemos mencionar
a. Problemas en foto celdas
b. Motores trabados
c. Actuación de automáticos
6.1.4.- Causas Externas
Las causas externas corresponden a aquellos problemas que afectan el
proceso, pero que se deben a razones que se encuentran fuera o fueron
producidas fuera de la planta. Algunas de ellas pueden ser
a. Corte de Suministro de Energía Eléctrica
b. Falta de materia prima por camiones atrasados en la planta
c. Caminos no expeditos para el tránsito de camiones, que dificulten la
llegada a la planta.

Los problemas en aserrío se pueden resolver, en la medida en que exista
una buena planificación de mantención de máquinas y exista una buena
planificación de la producción. A continuación se describen algunos problemas
encontrados en las visitas realizadas a las plantas y como algunos de estos es
posible resolverlos usando simulación. Para esto se agruparon según las áreas de
trabajo que fueron descritas anteriormente.
6.2.- Problemas Identificados en Plantas
La siguiente tabla muestra los problemas que fuimos capaces de identificar
en las visitas a las plantas y para cada uno de ellos la manera como se debe tratar
usando simulación, de tal manera de conseguir mejores resultados.
Tabla Nº 6.2: Problemas en Aserradero y como deben ser simulados.
ÁREA PREPARACIÓN DE MATERIA PRIMA Problema Propuesta para el simulador Mala clasificación de trozos, errores en la lectura de defectos como curvatura, conicidad, diámetros y largos.
Este problema tiene su origen en una mala mantención de los equipos de medición, los cuales están expuestos al ambiente y contaminación como polvo, tierra o otros, los que ocasiona mala lectura del sistema y por lo cual arroja clasificaciones de trozos que no corresponden a las clases diamétricas correspondientes o que no entregan mediciones de los defectos de forma que sean reales. Para esto es necesario y a modo de poder simularlo en aserradero, tener la distribución de este problema.
Orden en los buzones de clasificación
Los sistemas de pateadores en la línea de clasificación empujan los trozos de madera hacia los buzones, pero no siempre estos caen adecuadamente y quedan atravesados causando que nuevos trozos queden mal puestos, en consecuencia cuando el operador que debe retirar los trozos debe primero arreglar los trozos mal ubicados en los buzones y luego retirar toda la carga, esto afecta la productividad. Como se verá en el siguiente capitulo, existe un sistema en la línea de clasificación llamado Barra Articulada, que disminuye este tipo de problemas, esto se puede simular cambiando el tipo de clasificador. Otra manera en la que se puede ver como este problema afecta el tiempo total del proceso es encontrar la distribución del tiempo que tarda el operador en arreglar la ruma de trozos y llevarla a clasificación de trozos sin corteza.
Discontinuidad en la línea de descortezado
Este problema puede deberse a las siguientes razones. Primero un cuello de botella en la mesa de entrada a la línea de descortezado, esto es típico ya que a la hora de cargar los trozos, estos quedan desordenados y los sistemas alimentadores como cadenas o alimentadores de paso (Step Feeder) no son capaces de ordenar los trozos, luego los operadores de grúas deben perder mayor tiempo en esta labor, entonces aquí es importante conocer la frecuencia de carga de la mesa de entrada. Otra a causa por la cual existe esta discontinuidad es por dejar una mayor espacio entre los trozos que van a ser descortezados, muchas veces esto se debe a que el escáner es muy lento para realizar la medición y el GAP suele ser aumentado, esto es un grave error ya que los descortezadores están

diseñados para trabajar con trozos infinitos, es decir, se puede pasar los trozos juntos. Entonces la solución aquí es cambiar en el simulador la velocidad de lectura de escáner y disminuir el GAP entre trozos.
Rompimiento de cadenas, trozos atravesados
Respecto al primer problema estos son naturales del proceso y muchas veces ocurren por fatiga de las cadenas o por que ya han cumplido su período de trabajo, y esto puede ser simulado en los tiempos de mantención del proceso. El problema de trozos atravesado es debido generalmente atribuible a los defectos de forma de la materia prima y pueden ser simulados usando la distribución de estos.
ÁREA ASERRÍO DE TROZAS Posicionado de Piezas Para el posicionado de las piezas existen una serie de equipos que son
capaces de realizarlo, algunos con sus ventajas y desventajas, estos son responsables de entregar la mejor posición para realizar el corte, por esta razón es posible realizar una comparación de los resultados obtenidos al cambiar los distintos equipos en el simulador en base a cantidad de trozos por minuto alimentados al proceso, o en base a la cantidad de cumplimiento real de los patrones de corte, para esto sería necesario comparar distribuciones para cada tipo de Posicionador y luego simularlos.
Cuellos de Botella Los cuellos de botella pueden ser máquinas o personas que no se encuentran realizando una operación que les fue encomendada. Para el caso de las máquinas es relevante mantener una buena mantención de los equipos, y las distribuciones de tiempo operacional son necesarias conocerlas. Los cuellos de botella no solo surgen por mala mantención de los equipos, sino que también por problemas de capacidad de ellos, ya sea de los que realizan los cortes o por los sistemas que alimentan las máquinas. En el primer caso los equipos deben estar de acuerdo a las capacidades de los equipos que los anteceden y a los que los preceden. En el caso de los sistemas alimentadores el tema de capacidad o de cuantas piezas pueden esperar en la cola sin provocar problemas también influye en este problema.
Cambios constantes en el Patrón de corte
Los cambios en el patrón de corte son naturales de realizar en el transcurso del proceso, sin embrago la idea es pasar clases diamétricas para un mismo patrón, pero cuando los trozos son mal clasificados el operador se ve en la obligación de tomar la decisión de pasar el trozo con el mismo esquema de corte o bien cambiar el patrón a uno mas adecuado para ese trozo, esto trae como consecuencia un mayor tiempo en el posicionado de la pieza o en el otro caso una perdida considerable de madera cuando el patrón de corte no es el adecuado. Este efecto se puede ver a través de simulación usando alguna distribución de este fenómeno.
Exceso de GAP El Gap debe ser controlado por el operador de las máquinas, y este esta de acuerdo a las características de la madera, es usual encontrar en plantas valores de 0,5 a 1 metro de distancia entre trozos para el corte primario, este problema puede ser consecuencia de otros problemas como falta de materia prima en los centros de trabajo son causa de un aumento del Gap entre piezas.
Problemas de Medición En este caso este problema es similar a los ocurrido en el área de preparación de materia prima, los escáner y en general los sistemas de medición son muy sensibles al ambiente y pueden ocasionar malas lecturas en los trozos o piezas de madera, ocasionando una mala asignación del esquema o decisión de corte a realizar, en simulación es posible traducir esto a distribuciones que permitan simular este comportamiento.
Problemas Mecánicos, eléctricos.
Este tipo de problemas son atribuibles a causas de mantención, como rompimiento de cadenas, o cambio de sierras por mala mantención de ellas, entonces una distribución de estos problemas puede ser simulada variando la frecuencia de ocurrencia y con ello poder establecer programas de mantención que den solución a los problemas.
Problemas en Clasificación Estos problemas se deben principalmente a las siguientes razones:
de Madera aserrada Mala clasificación de la madera por equipos de medición u operadores que realicen esta operación. Reducida Capacidad de equipos despuntadores y clasificadores que no dan abasto para la cantidad de piezas que ingresan a la línea de clasificación. Problemas de empalillado en sistemas de apilado (stacker) Estos problemas pueden ser simulados y encontrar una solución al cambiar los tipos de equipos que realizan estas operaciones.
TRATAMIENTO REALIZADOS A LA MADERA ASERRADA Baño Antimancha Los mayores inconvenientes que se producen en esta operación es el tiempo
que toman los paquetes en ser bañados, ya que las tinas no tienen la suficiente concentración de producto para realizar el tratamiento de manera adecuada lo que demora el proceso. Soluciones para esto son una buena planificación de los tiempos de baño, los cuales deben estar de acuerdo con las salidas de paquetes desde el aserradero, estos tiempos son posible simularlos.
Secado Los mayores inconvenientes en esta etapa son las demoras por no contar con la madera suficiente para cargar las cámaras, o problemas al final del secado, obteniendo alabeos en las piezas y contenidos de humedad no deseados, estos problemas deben ser controlados a través de los programas de secado.
Cepillado El mayor inconveniente en esta etapa es cuando se quiere cepillar madera seca y los contenidos de humedad de las piezas no son los adecuados, existen en la industria dispositivos capaces de detectar los contenidos de humedad y avisar cuando este problema ocurre, para evitar esto la cooperación entre las áreas de secado y cepillado debe ser estrecha y el control en secado debe ser aún mas riguroso.
6.3.- Distintas Combinaciones de máquinas para un mismo Producto
En el transcurso de este trabajo, se ha hecho referencia a los temas
relacionados con las plantas de aserrío, describiendo sus operaciones, los
productos que se obtienen en la industria y aspectos relevantes para el
funcionamiento, como descripción de principios de diseño, variables a controlar en
la planta, entre otras.
En algún momento se hizo referencia acerca de la cantidad infinita de
combinaciones que existen para las máquinas en un aserradero, las cuales tienen
como fin la obtención de un producto llamado madera aserrada, con

características de espesor, ancho y largo, en combinación con otras
características referidas a tratamientos o especificaciones especiales de clientes.
Figura Nº 6.45: Layout Línea AKE, capacidad de producción 65000 m3/año en un
turno, sistema de aserrado en ZIGZAG, con Línea directa entre máquinas.
Antes de finalizar este capítulo, es necesario detenerse en un último
aspecto que es de suma importancia. Los aserraderos en su génesis están
diseñados para cumplir con la transformación mecánica del rollizo o tronco que
proviene del bosque en madera aserrada.
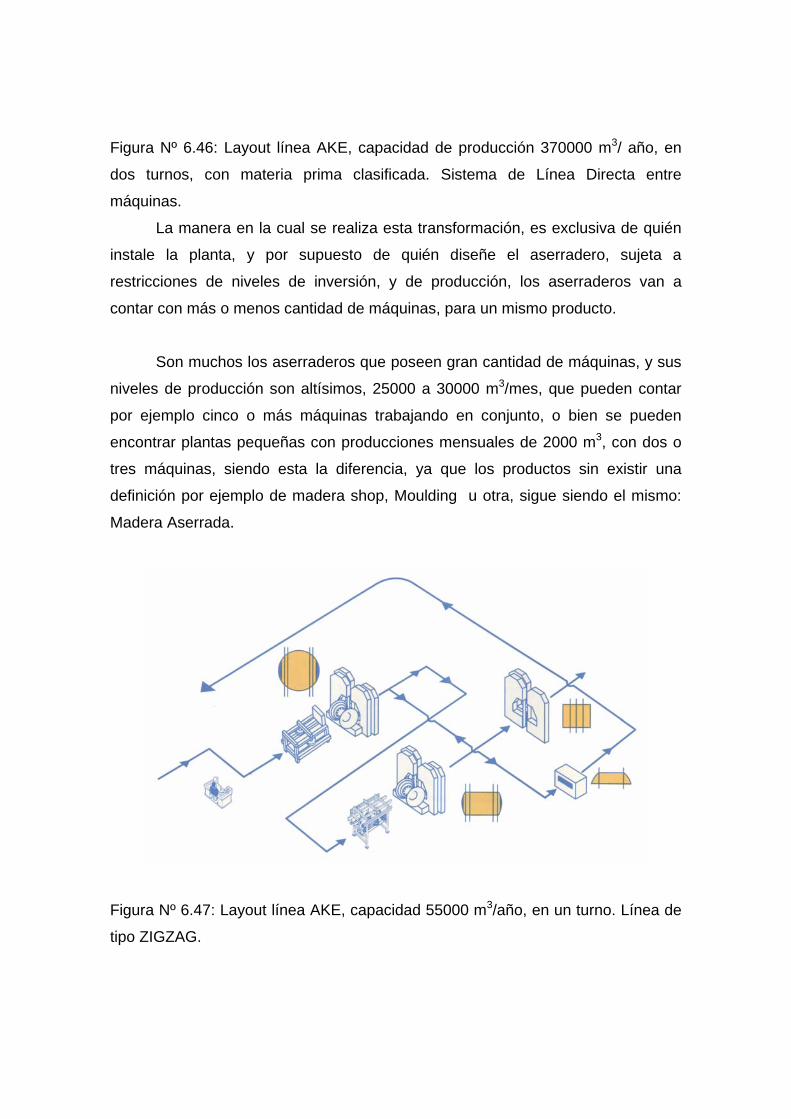
Figura Nº 6.46: Layout línea AKE, capacidad de producción 370000 m3/ año, en
dos turnos, con materia prima clasificada. Sistema de Línea Directa entre
máquinas.
La manera en la cual se realiza esta transformación, es exclusiva de quién
instale la planta, y por supuesto de quién diseñe el aserradero, sujeta a
restricciones de niveles de inversión, y de producción, los aserraderos van a
contar con más o menos cantidad de máquinas, para un mismo producto.
Son muchos los aserraderos que poseen gran cantidad de máquinas, y sus
niveles de producción son altísimos, 25000 a 30000 m3/mes, que pueden contar
por ejemplo cinco o más máquinas trabajando en conjunto, o bien se pueden
encontrar plantas pequeñas con producciones mensuales de 2000 m3, con dos o
tres máquinas, siendo esta la diferencia, ya que los productos sin existir una
definición por ejemplo de madera shop, Moulding u otra, sigue siendo el mismo:
Madera Aserrada.
Figura Nº 6.47: Layout línea AKE, capacidad 55000 m3/año, en un turno. Línea de
tipo ZIGZAG.

Entonces es importante tener claro que la complejidad de los aserraderos,
se encuentra asociada a los niveles de producción que se quieran obtener, y por
supuesto a las restricciones de capital que ya se han mencionado. Además, este
nivel de complejidad se liga además con los productos que se desean obtener y la
materia prima disponible para cumplirlo, aspecto que ya se ha comentado
anteriormente.
Figura Nº 6.48: Layout línea AKE, capacidad de producción de 25000 m3/año, en
un turno, con sistema de línea de aserrado Merry – go – Round.
Otro aspecto del cual se debe referir es el tema de la productividad versus
la flexibilidad en los aserraderos. Estos son dos temas que se deben conocer al
generar un layout. Por un lado la productividad permite pasar una gran cantidad
de trozos a través de la planta, sin cambiar constantemente el patrón de corte

establecido, por ejemplo cerrando lo mas posible las clases diamétricas, y para un
esquema de corte aserrar todos los trozos de esa clase. La flexibilidad, por otro
lado, permite cambiar el esquema de corte para alguna clase diámetrica o
adaptarlo de manera tal que se pueda obtener algún nuevo producto que no se
encontraba en el esquema inicial. Para ambos casos es necesario definir si el
aserradero que estoy creando trabajara en base a Productividad o Flexibilidad.
Ahora que se ha descrito el proceso, con sus principales áreas de trabajo y
operaciones en cada una de ellas, queda dar respuesta a la tercera componente
de un centro de trabajo, recordando que se ha descrito las operaciones que se
realizan, y cual es la lógica para la toma de decisiones. Entonces, en el siguiente
capítulo se describen los equipos que toman la información desde el mundo real y
entregan esta a los sistemas de decisión, (escáner, fotoceldas), y por supuesto
describiremos los equipos ejecutores (como sierras, astilladores, perfiladores).
CAPITULO VII MAQUINAS DE ASERRIO
1.- INTRODUCCION
Para realizar cualquier operación es necesario contar con los equipos que
permitan llevar acabo la transformación de la madera.
Es necesario obtener la información del mundo real y en base a esta tomar
las decisiones. Para cumplir con esto se deben considerar equipos que permitan
obtener la información, entregarla a los Controladores Lógicos Programables
(PLC) y luego enviar la orden a un equipo u operador para que realice el
posicionamiento de la madera o de la máquina para realizar el corte.
Entonces, este capítulo tiene como fin entregar una clasificación de los
equipos que participan dentro del proceso y que son capaces de realizar las
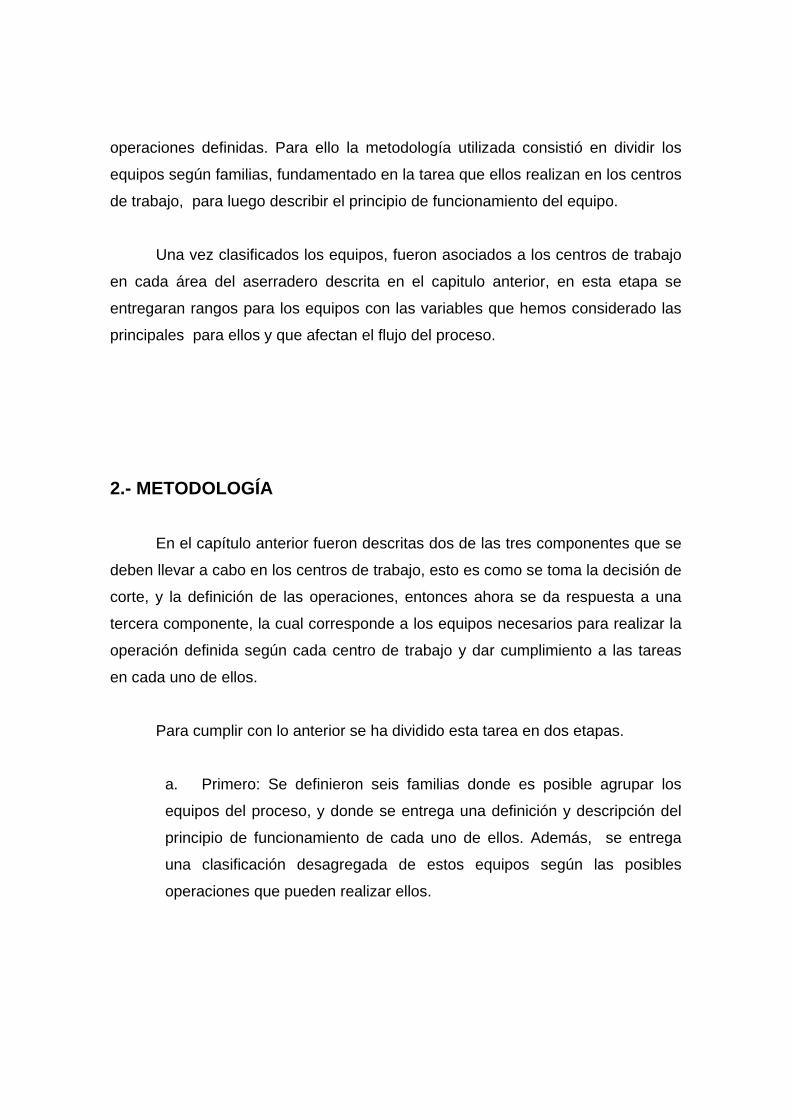
operaciones definidas. Para ello la metodología utilizada consistió en dividir los
equipos según familias, fundamentado en la tarea que ellos realizan en los centros
de trabajo, para luego describir el principio de funcionamiento del equipo.
Una vez clasificados los equipos, fueron asociados a los centros de trabajo
en cada área del aserradero descrita en el capitulo anterior, en esta etapa se
entregaran rangos para los equipos con las variables que hemos considerado las
principales para ellos y que afectan el flujo del proceso.
2.- METODOLOGÍA En el capítulo anterior fueron descritas dos de las tres componentes que se
deben llevar a cabo en los centros de trabajo, esto es como se toma la decisión de
corte, y la definición de las operaciones, entonces ahora se da respuesta a una
tercera componente, la cual corresponde a los equipos necesarios para realizar la
operación definida según cada centro de trabajo y dar cumplimiento a las tareas
en cada uno de ellos.
Para cumplir con lo anterior se ha dividido esta tarea en dos etapas.
a. Primero: Se definieron seis familias donde es posible agrupar los
equipos del proceso, y donde se entrega una definición y descripción del
principio de funcionamiento de cada uno de ellos. Además, se entrega
una clasificación desagregada de estos equipos según las posibles
operaciones que pueden realizar ellos.
b. Segundo: En una segunda etapa se combinan los equipos de las
familias anteriores de acuerdo a los centros de trabajo según el área
dentro del proceso que corresponda. Y se entregan rangos para estos, a
fin de que puedan ser usados como una primera aproximación de valores
para la simulación.
La generación de la metodología fue en base a visitas realizadas a las
plantas, conversaciones con distribuidores de maquinarias (Solecia y Esterer
EWD) y profesores guías.
3.- DEFINICIÓN DE LAS FAMILIAS DE EQUIPOS.
De acuerdo a las tareas que se deben cumplir en los centros de trabajo
insertos en el proceso fue posible realizar una división de los equipos en seis
familias. Estas son las que se presentan a continuación.
a. Equipos de Recolección de Información b. Equipos de Transporte c. Equipos de Corte d. Equipos de Clasificación y Apilado de Madera Aserrada e. Equipos para tratamientos f. Equipos Complementarios
Los equipos de aserrío están compuestos por mecanismos que permiten
realizar el funcionamiento de las máquinas, estos se representan a continuación:
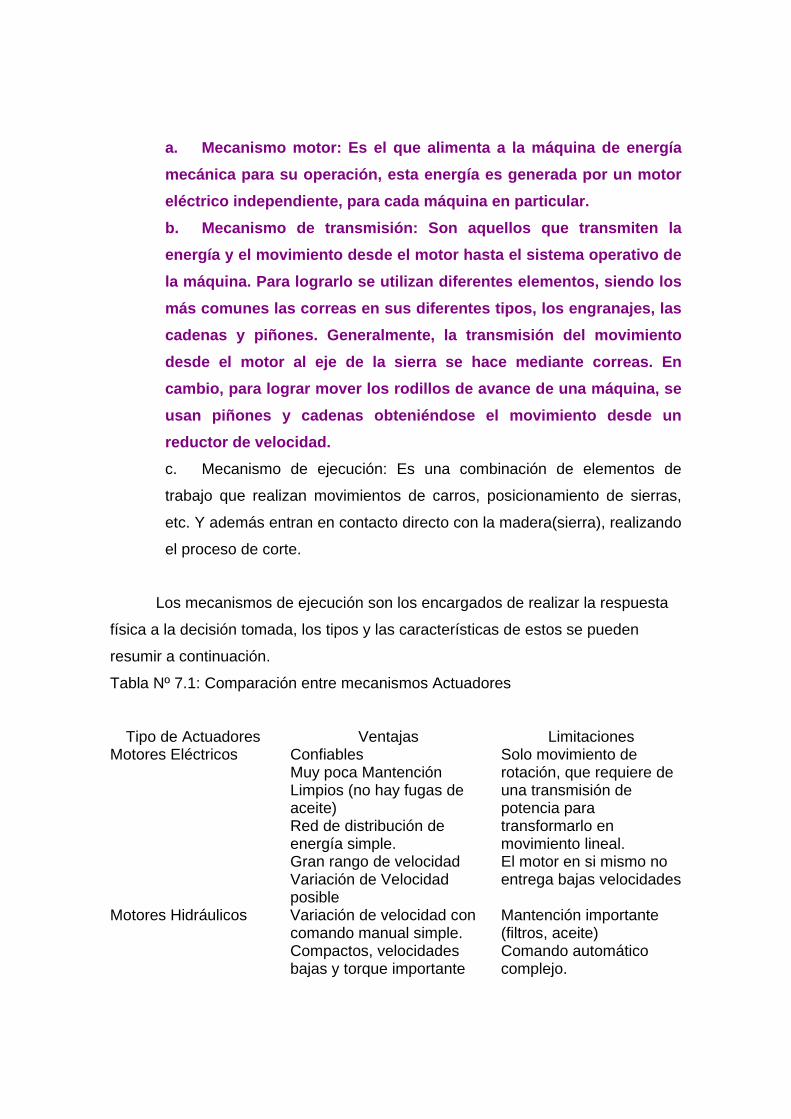
a. Mecanismo motor: Es el que alimenta a la máquina de energía mecánica para su operación, esta energía es generada por un motor eléctrico independiente, para cada máquina en particular. b. Mecanismo de transmisión: Son aquellos que transmiten la energía y el movimiento desde el motor hasta el sistema operativo de la máquina. Para lograrlo se utilizan diferentes elementos, siendo los más comunes las correas en sus diferentes tipos, los engranajes, las cadenas y piñones. Generalmente, la transmisión del movimiento desde el motor al eje de la sierra se hace mediante correas. En cambio, para lograr mover los rodillos de avance de una máquina, se usan piñones y cadenas obteniéndose el movimiento desde un reductor de velocidad. c. Mecanismo de ejecución: Es una combinación de elementos de
trabajo que realizan movimientos de carros, posicionamiento de sierras,
etc. Y además entran en contacto directo con la madera(sierra), realizando
el proceso de corte.
Los mecanismos de ejecución son los encargados de realizar la respuesta
física a la decisión tomada, los tipos y las características de estos se pueden
resumir a continuación.
Tabla Nº 7.1: Comparación entre mecanismos Actuadores
Tipo de Actuadores Ventajas Limitaciones Motores Eléctricos Confiables
Muy poca Mantención Limpios (no hay fugas de aceite) Red de distribución de energía simple. Gran rango de velocidad Variación de Velocidad posible
Solo movimiento de rotación, que requiere de una transmisión de potencia para transformarlo en movimiento lineal. El motor en si mismo no entrega bajas velocidades
Motores Hidráulicos Variación de velocidad con comando manual simple. Compactos, velocidades bajas y torque importante
Mantención importante (filtros, aceite) Comando automático complejo.

sin requerir de los grandes reductores mecánicos de los motores eléctricos.
Cilindros Neumáticos Bajo costo Mantención simple Red de energía limpia y segura.
Potencia limitada Control de posición imposible Regulación de velocidad muy aproximativa
Cilindros Hidráulicos Buena Potencia en el desplazamiento Buen control del movimiento y velocidad Excelente variación de la velocidad
Carreras limitadas Circuito hidráulico muy sensible Alto precio
Cada uno de estos actuadores es posible encontrarlos en el proceso,
dentro de las máquinas para el movimiento de guías para realizar el corte, o para
poder mover las cadenas o sistemas de transporte dentro de la planta. Cada una
de estas familias esta compuesta por una serie de equipos que son los que se
describen a continuación.
4.- EQUIPOS DE RECOLECCIÓN DE INFORMACIÓN Los equipos de recolección de Información, permiten tomar información del
mundo real y poder transformar esta en señales de tipo digitales las cuales son
comparadas en la lógica descrita en el capitulo anterior a fin de poder tomar una
decisión frente a la transformación que debe realizarse a la madera, o
simplemente para conocer la presencia de esta en el sistema. En términos mas
generales estos equipos pueden definirse como estaciones de medición que se
encuentran presentes en toda la línea de aserrado.
Dos tipos generales de estaciones de medición y de lo cual ya se ha
mencionado algo son las que se describen a continuación
a. Primero: Personas que realizan la medición visual o detección de una
pieza en el sistema, por ejemplo en clasificación entregando un grado a la
madera, según las calidades que el entrenamiento u otra técnica de
aprendizaje le permiten tomar decisiones.
b. Segundo: Sistemas automáticos que toman decisiones en distintos
escenarios, tomando la información del sistema y comparando esta con
alguna lógica que permita tomar decisiones que optimicen el proceso.
Estos dos tipos de “equipos” permiten tomar las llamadas “Decisiones
Optimizadas” para mejorar el flujo del proceso, el rendimiento de la materia prima
y en términos globales el desempeño de la planta.
Este capítulo se centrara en el segundo grupo de equipos, y se debe
mencionar que los operadores cada día van siendo reemplazados por sistemas
automáticos, las tecnologías de escáner son más efectivas para ciertas
aplicaciones que los operadores. Por su parte los operadores frente a la toma de
decisión están sujetos a cambios de ánimo, lo que hace que su rendimiento vaya
disminuyendo a lo largo del turno, esta ha sido una causa por la cual fue necesario
crear tecnología que permitiese aumentar el rendimiento de la materia prima e
implementarla en los aserraderos.
De ahora en adelante se hace referencia entonces a los sistemas
automáticos de recolección de información , estos se pueden agrupar en dos
grandes tipos, aquellos que son capaces de detectar la presencia de una pieza y
realizar alguna medición en ella (sensores), y aquellos que son capaces de
generar imágenes de las piezas que circulan entre centros de trabajo (escáner) .
Para los escáner podemos hablar de dos tipos de configuraciones, las que

corresponden a la dirección en la cual se realiza la medición o detección de la
pieza, tomando como referencia el desplazamiento de la madera, estas
configuraciones son:
a. Longitudinal: En este tipo de medición la pieza que es medida se
desplaza en el sentido del largo de ella a través de la estación de
medición.
b. Transversal: En esta configuración la madera se desplaza
lateralmente en relación a la estación de medición, este tipo de medición
es usual encontrarlo en las estaciones de canteado de piezas, semibasas.
Este tipo supone equipos de gran dimensión, lo que se compensa con la
rapidez a la cual se realiza la medición, a diferencia de la medición
longitudinal.
En la siguiente figura se puede ver cuales son los sensores mas usados en
la industria del aserrío, y que participan en el proceso de toma de decisiones.

Figura Nº 7.1: Clasificación de los Equipos de Recolección de Información según tipo de información recolectada y dirección en la cual realiza la medición. Los sistemas de visión que existen en el mercado han sido generados para
satisfacer necesidades de ciertas especies de madera, por lo cual a la hora de
SISTEMAS DE RECOLECCION DE
INFORMACION
Sensores Escáner
Detectores de Proximidad y
Distancia
Fin de Carrera
Escáner de Cortina
Medición Longitudinal
Fotoceldas
Encoders
Medición Transversal
Escáner Parabólico
Triangulación Láser
True Shape
Escáner de Cámara
Escáner de Cámara
Triangulación Láser
True Shape
Barrera de Fotoceldas
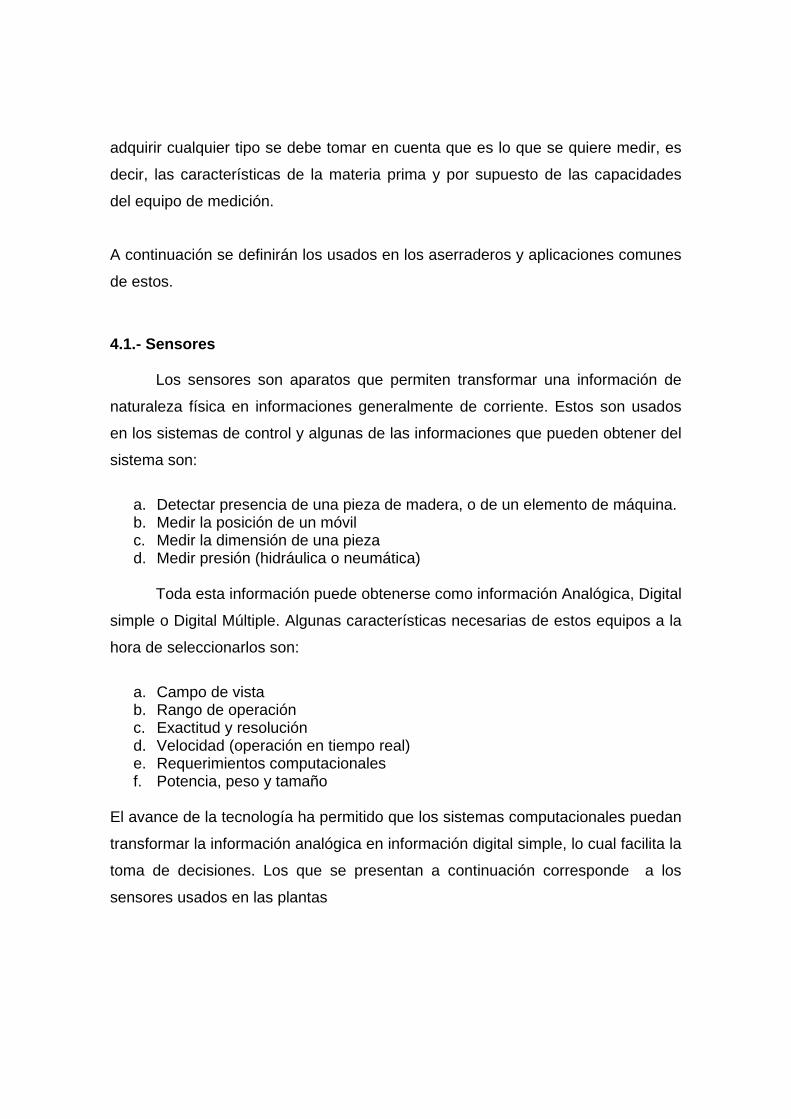
adquirir cualquier tipo se debe tomar en cuenta que es lo que se quiere medir, es
decir, las características de la materia prima y por supuesto de las capacidades
del equipo de medición.
A continuación se definirán los usados en los aserraderos y aplicaciones comunes
de estos.
4.1.- Sensores Los sensores son aparatos que permiten transformar una información de
naturaleza física en informaciones generalmente de corriente. Estos son usados
en los sistemas de control y algunas de las informaciones que pueden obtener del
sistema son:
a. Detectar presencia de una pieza de madera, o de un elemento de máquina. b. Medir la posición de un móvil c. Medir la dimensión de una pieza d. Medir presión (hidráulica o neumática)
Toda esta información puede obtenerse como información Analógica, Digital
simple o Digital Múltiple. Algunas características necesarias de estos equipos a la
hora de seleccionarlos son:
a. Campo de vista b. Rango de operación c. Exactitud y resolución d. Velocidad (operación en tiempo real) e. Requerimientos computacionales f. Potencia, peso y tamaño
El avance de la tecnología ha permitido que los sistemas computacionales puedan
transformar la información analógica en información digital simple, lo cual facilita la
toma de decisiones. Los que se presentan a continuación corresponde a los
sensores usados en las plantas

4.1.1.- Fin de Carrera Este puede ser definido como un contador eléctrico el cual al accionarlo cambia de
estado, entrega información de tipo digital simple y es generalmente usado para
detectar la posición de un móvil, su nombre esta relacionado con su función
principal; detectar que un móvil llego al final de su carrera. Entre sus ventajas y
limitaciones están:
Tabla 7.2: Ventajas y Limitaciones de l Sensor Fin de Carrera
Ventajas Limitaciones Bajo Costo Necesita contacto directo con la pieza Multiplicidad de Modelos
No adaptado en caso de desplazamiento de pieza a gran velocidad o con gran frecuencia
Una aplicación usual de este tipo de sensor se encuentra en los carros de sierras
huinchas, permitiendo detectar cuando el carro llega a su posición final, carrera,
evitando que este choque con el tope mecánico.
4.1.2.- Detector de Proximidad y Medidores de Distancia Estos sistemas reemplazan cada vez más al fin de carrera, ya que no tienen
contacto con las piezas, lo cual supone menor incursión gastos de mantención o
reposición. El principio de funcionamiento consiste en la generación de un campo
magnético puntual de baja potencia, el cual al ser perturbado es capaz de realizar
la toma de esta información.
Figura Nº 7.2: Detector de Proximidad
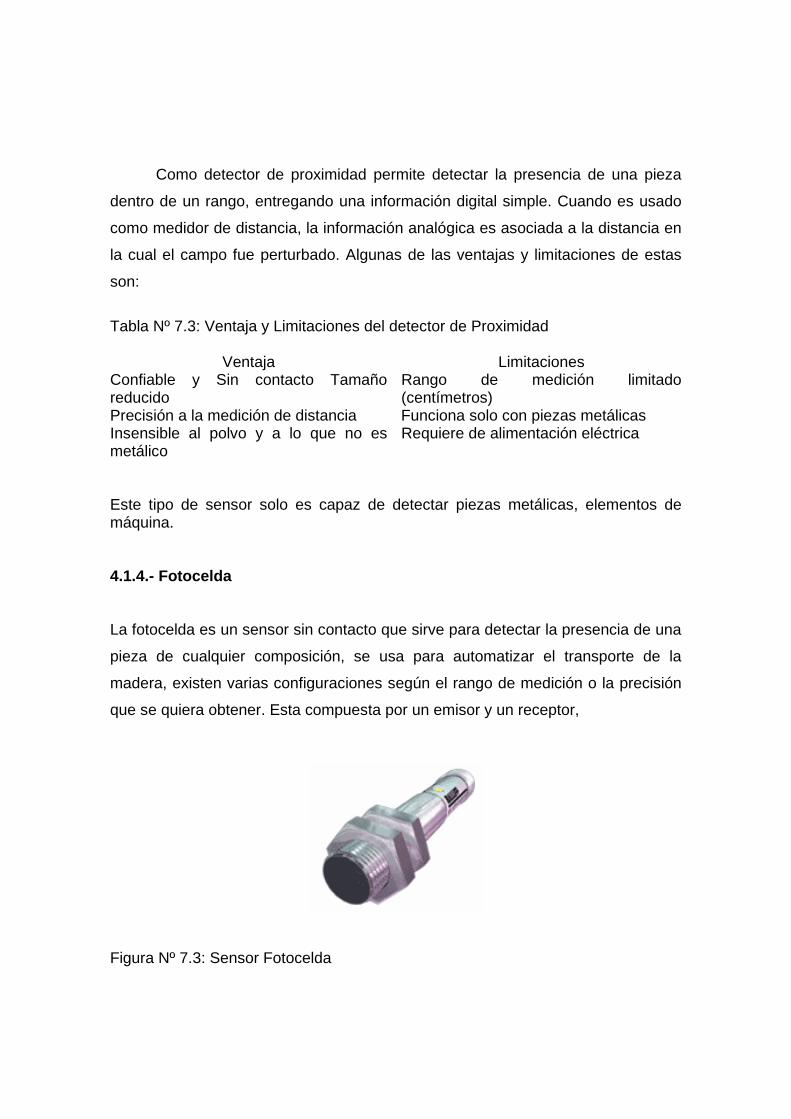
Como detector de proximidad permite detectar la presencia de una pieza
dentro de un rango, entregando una información digital simple. Cuando es usado
como medidor de distancia, la información analógica es asociada a la distancia en
la cual el campo fue perturbado. Algunas de las ventajas y limitaciones de estas
son:
Tabla Nº 7.3: Ventaja y Limitaciones del detector de Proximidad
Ventaja Limitaciones Confiable y Sin contacto Tamaño reducido
Rango de medición limitado (centímetros)
Precisión a la medición de distancia Funciona solo con piezas metálicas Insensible al polvo y a lo que no es metálico
Requiere de alimentación eléctrica
Este tipo de sensor solo es capaz de detectar piezas metálicas, elementos de máquina. 4.1.4.- Fotocelda La fotocelda es un sensor sin contacto que sirve para detectar la presencia de una
pieza de cualquier composición, se usa para automatizar el transporte de la
madera, existen varias configuraciones según el rango de medición o la precisión
que se quiera obtener. Esta compuesta por un emisor y un receptor,
Figura Nº 7.3: Sensor Fotocelda

El principio de funcionamiento consiste en cambiar el estado de un
interceptor eléctrico de abierto a cerrado o al revés, cuando se interrumpe el haz
de luz que es emitido desde el emisor hacia el receptor. Se puede encontrar
presente como un componente básico de los sistemas de escáner. Algunas
ventajas y limitaciones de estos equipos se presentan a continuación.
Tabla Nº 7.4: Ventajas y Limitaciones del Sensor Fotocelda
Ventajas Limitaciones No hay contacto con la pieza Sensibles al polvo, condensación de luz
y a la luz de sol directa Bien adaptado a la detección de madera en las mecanizaciones de transporte, fácil de esconder y proteger
Requiere ajustes y limpieza frecuentes
Larga duración Requiere una alimentación eléctrica 4.1.5.- Encoder Este tipo de sensores miden el desplazamiento en rotación de una pieza. Son
usados para controlar la posición de las escuadras de un carro y para medir el
desplazamiento longitudinal de una cadena. Los encoders tienen por construcción
una resolución, es decir, una capacidad de diferenciar ángulos, por ejemplo un
encoder de 500 puntos es capaz de diferenciar 500 sectores en 360º.
Figura Nº 7.4: Transductor Rotacional o Encoder

Si un encoder es instalado sobre el eje motor de una cadena, permite
contar el número de revoluciones del eje. Combinando esto con el diámetro del
piñón se deduce el recogido de la cadena, combinado con una base de tiempo,
permite calcular la velocidad efectiva de la cadena. En el Anexo Nº 13 se
encuentran algunos de estos equipos.
4.2.- Escáner Estos corresponden a la segunda tecnología de medición en aserraderos,
son capaces de entregar información acerca de la forma de la madera, permiten
conocer por ejemplo la forma de los trozos, la curvatura, diámetros. Su
funcionamiento esta basado en la emisión de haz de luz o de láser, con sistemas
de emisión y recepción.
El tipo de medición puede realizarse por contacto, ultrasonido y sistemas
ópticos. El primero de ellos es de muy baja precisión y cada día su uso es menor
en las plantas. La medición por ultrasonido es demasiado sensible al ambiente lo
que ocasiona que la medición que entrega es poco precisa. El último grupo de
sistema son los que realizan medición óptica y que se trata a continuación.
4.2.1- Ópticos Este tipo de tecnología esta asociada al desarrollo de sistemas que sean
capaces de captar y transformar una información de luz en información de señal
eléctrica que un computador pueda manejar. Este tipo de tecnología se encuentra
basada en uno de los siguientes principios:
a. La madera corta la luz entre un emisor y un receptor
b. El receptor mide la luz que se refleja en la madera.
En la siguiente figura la combinación de tecnología láser, rayos X en la medición de una pieza y detección de defectos en está.
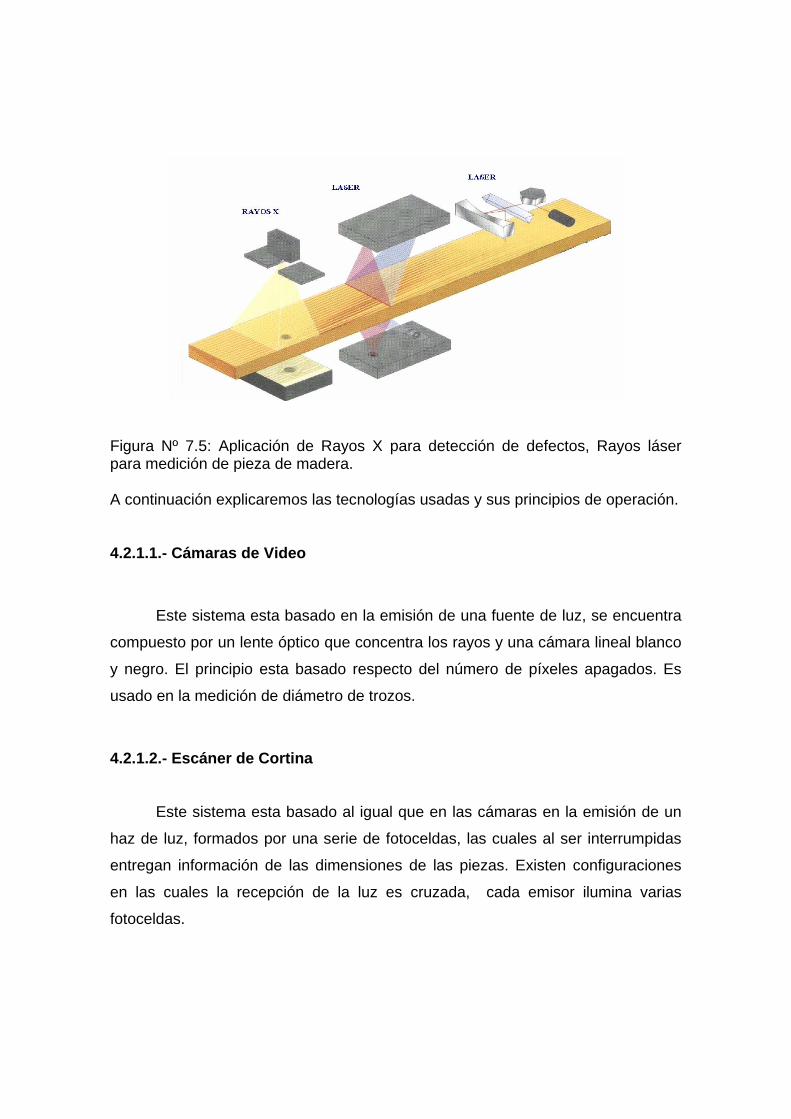
Figura Nº 7.5: Aplicación de Rayos X para detección de defectos, Rayos láser para medición de pieza de madera. A continuación explicaremos las tecnologías usadas y sus principios de operación. 4.2.1.1.- Cámaras de Video
Este sistema esta basado en la emisión de una fuente de luz, se encuentra
compuesto por un lente óptico que concentra los rayos y una cámara lineal blanco
y negro. El principio esta basado respecto del número de píxeles apagados. Es
usado en la medición de diámetro de trozos.
4.2.1.2.- Escáner de Cortina Este sistema esta basado al igual que en las cámaras en la emisión de un
haz de luz, formados por una serie de fotoceldas, las cuales al ser interrumpidas
entregan información de las dimensiones de las piezas. Existen configuraciones
en las cuales la recepción de la luz es cruzada, cada emisor ilumina varias
fotoceldas.

Figura Nº 7.6: Escáner de Cortina
Las capacidades de estos equipos están basados en la posibilidad que
tiene el receptor de diferenciar de que emisor viene la señal.
Otro aspecto a considerar en estos equipos es el número de ejes, estos
pueden ser de 1 o 2 ejes, diferenciándose en el número de par de barreras. La
desventaja de este tipo de escáner reside en la baja densidad de puntos que
entrega. El escáner de dos ejes es incapaz de hacer la diferencia entre un trozo
elíptico y una basa rectangular. Estos problemas trataron superarse usando
escáner de cortina de tres ejes, sin embargo el costo de estos equipo era
demasiado alto y fue reemplazado por el escáner de “Forma Real”.
4.2.1.3.- Parabólico Este sistema se compone de una fuente de luz láser que ilumina un espejo
parabólico vía un espejo giratorio, creando una serie de rayos de luz paralelos.
Una cámara ubicada de cada lado detecta la zona en la cual el láser se refleja
sobre el material y permite así detectar los puntos marcados, este sistema es
desarrollado para la medición de tablas. Para la medición de trozos esto es un
poco más diferente, las cámaras miden la luz que no está interrumpida por el
trozo.

Este sistema es capaz de lograr el mismo tipo de medición que un escáner
de cortina de un eje, pero tiene la ventaja de instalarse solamente de un lado del
trozo, simplificando así su instalación sobre una máquina de corte. Este sistema
se utiliza para medir tablas con canto muerto o las trozas antes de la primera
máquina.
4.2.1.4.- Barrera Fotoceldas Este sistema es similar a los escáner de cortina, pero la medición que
realiza es transversal, en este tipo de equipo la densidad de puntos por sección se
define por el número de lecturas por segundo. La densidad de secciones sobre el
largo se define por el número de celdas instaladas sobre el largo.
Figura Nº 7.7: Escáner de cortina para medición transversal, o barrera de
fotoceldas
En este tipo de aplicaciones, se hace necesario la instalación de un encoder
que mide el desplazamiento de las piezas. El sistema computacional compara esta
información con el tiempo de ocultación de cada celda para conocer el perfil de la
sombra de la pieza.

Es conveniente notar que la información de la sombra debe estar combinada
idealmente con la altura en el caso de la semibasa. En el caso contrario no se
puede estimar la zona de canto vivo de la semibasa.
4.2.1.5.- Triangulación Láser Basado en el uso de láser, existen varias configuraciones, puntual, lineales
e incluso superficiales, pero todos funcionan bajo el principio de triangulación.
Hasta el momento, con el sistema tradicional, se mide la interrupción del rayo de
luz entre un emisor y un receptor, sin poder determinar la distancia del objeto que
interrumpe.
Este sistema permite determinar distancias entre el emisor y el objeto. Es decir,
entrega una información más completa que solamente determinar una presencia.
El funcionamiento es una fuente emisora de luz que se refleja en un objeto, el rayo
es recibido por unidad receptora (cámara lineal).
4.2.1.6.- True Shape El escáner True Shape permite medir con mayor exactitud, superando la medición
que realizan los escáner de cortina de dos ejes. Este tipo de equipo se utiliza en la
medición de trozos cuando se quiere conocer la forma completa de los trozos. Se
ha dicho anteriormente que la medición de trozos es lo mas complejo a medir en la
planta, y por lo tanto la mas cara de realizar, frente a esto el sistema True Shape
es la mejor solución y como es de esperarse, es la mas cara de todas.
Algunas ventajas de este equipo son:
a. Medición longitudinal de árbol para optimización de trozado
b. Medición longitudinal para clasificación de trozos
c. Medición longitudinal para optimización de rotación de trozos antes
del primer corte
d. Medición de corte para optimización del corte

e. Medición longitudinal de semibasa para optimización de corte
f. Medición transversal de tablas con canto muerto
La alta densidad de medición permite una precisión en la elaboración del
esquema de corte óptimo, en particular logrando acercarse mucho de las
tolerancias de canto muerto y con un buen acierto en la realización de las
escuadrías deseadas.
4.2.1.7- Escáner de Cámaras Este tipo de equipos es usado en las mediciones de tablas con canto
muerto. Configuraciones de medición longitudinal y transversal son desarrolladas
en estos equipos. La medición transversal tiene la ventaja de que es posible
centrar la pieza antes de realizar el corte, entonces el software tiene una
posibilidad más de entregar la mejor solución.
La determinación de la forma de la cara aserrada se hace por el análisis de la
imagen recibida por la cámara y de los contrastes de color que permite determinar
la superficie horizontal aserrada del canto. Algunos de estos equipos se presentan
en el Anexo Nº 14, con algunos datos técnicos entregados por distribuidores
obtenidos en páginas de Internet.
4.3 .- Aplicaciones de los sistemas de recolección en el Proceso de Aserrado
A continuación se presentan algunas aplicaciones de los sistemas de
recolección que es usual encontrarlas en los aserraderos.
4.3.1.- Barrera de Fotocelda aplicada a Carro Huincha En esta aplicación la fotocelda se utiliza para determinar un lado del trozo,
asumiendo que el otro lado esta apoyado en las escuadra que tienen una posición
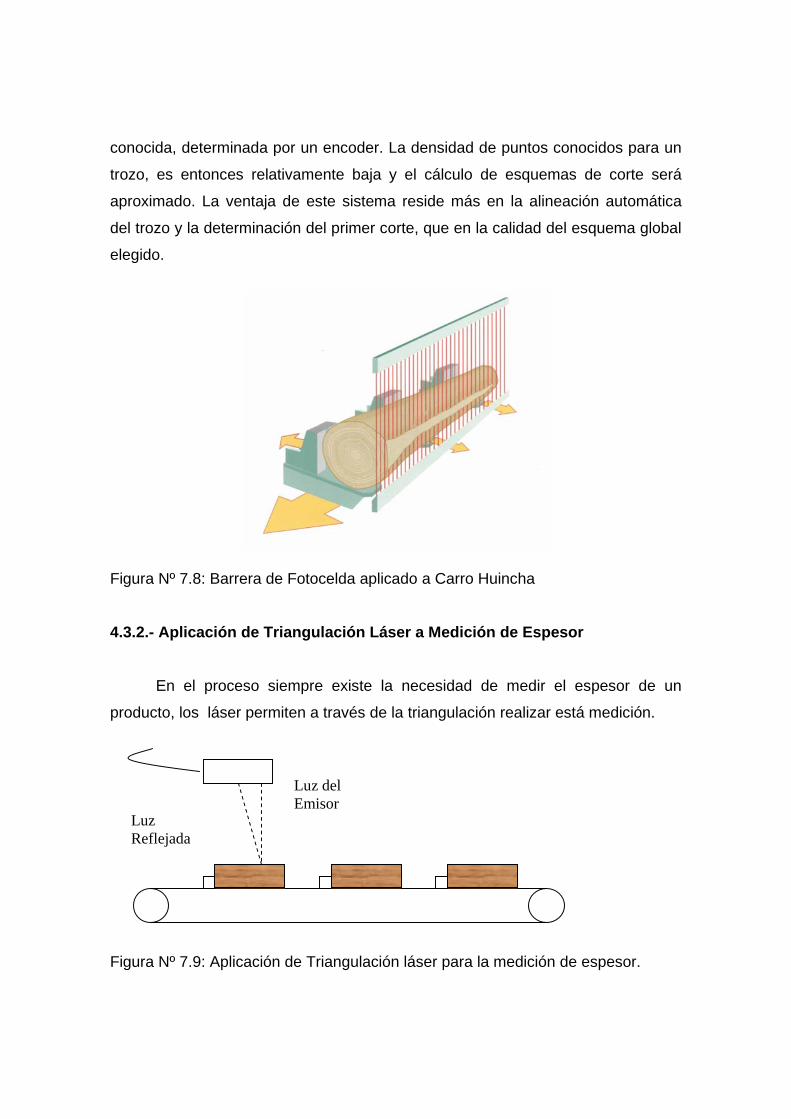
conocida, determinada por un encoder. La densidad de puntos conocidos para un
trozo, es entonces relativamente baja y el cálculo de esquemas de corte será
aproximado. La ventaja de este sistema reside más en la alineación automática
del trozo y la determinación del primer corte, que en la calidad del esquema global
elegido.
Figura Nº 7.8: Barrera de Fotocelda aplicado a Carro Huincha 4.3.2.- Aplicación de Triangulación Láser a Medición de Espesor En el proceso siempre existe la necesidad de medir el espesor de un
producto, los láser permiten a través de la triangulación realizar está medición.
Figura Nº 7.9: Aplicación de Triangulación láser para la medición de espesor.
Luz del Emisor
Luz Reflejada

El sistema es relativamente simple, el emisor y el receptor están integrados
en una misma caja pequeña, y la luz es reflejada en la pieza y recolectada como
información por el sistema receptor. En la siguiente figura se muestra la aplicación
de luz en la detección de canto muerto.
Figura Nº 7.10: Aplicación de luz de láser para determinación de canto muerto. 4.3.3.- Aplicación de Escáner de Cámara En este sistema se determina la forma de las caras de una pieza que
presenta canto muerto, la medición se realiza por diferencia de colores, en este
sentido es importante considerar la especie con la cual se esta tratando, la
calidad superficial de la madera y el contenido de humedad.
Rango de Medida
Reflexión
Rango de Medida
Reflexión
Unidad medidora de la luz reflejada (gap entre haces) Unidad medidora de la luz reflejada
(gap entre haces) Fuentes emisoras de Luz

Figura Nº 7.11: Aplicación de escáner de cámara Las tecnologías de escaneo cada día son más usadas en las plantas, estas
suponen mejores rendimientos a la hora de optimizar decisiones de corte. Los
avances en este ámbito se dirigen ahora a poder encontrar una descripción de los
defectos internos del trozo, lo cual permitirá aprovechar de mejor forma la materia
prima.
5.- EQUIPOS DE TRANSPORTE Estos equipos son los encargados de transportar las piezas, ya sean trozos,
semibasas, tablas o residuos a través del proceso en los distintos centros de
trabajo. La tareas que ellos se pueden resumir en lo siguiente.
a. Transportar el material entre centros de trabajo
b. Realizar la alimentación a los equipos de corte. Esto es realizar el
posicionado, centrado y rotación de los trozos.
c. Realizar el desalojo de las piezas después de realizado el corte
d. Cambiar la dirección de desplazamiento del material en proceso.
Al igual que en los equipos anteriores existen algunas configuraciones
según el desplazamiento en la cual el material debe ser transportado. Entonces se
distinguen tres tipos de configuraciones:
a. Longitudinales: En este tipo las piezas son transportadas en forma
paralela al eje de las piezas, esto es común a la entrada de los equipos de
corte.

b. Transversal: Este tipo de configuración es común encontrarlo cuando
las piezas deben ser retiradas de la línea principal del aserradero para
ingresar a una línea secundaria de conversión, por ejemplo el transporte
desde el corte primario a la estación de canteado.
c. Angulares: Este tipo de transporte tiene como objetivo girar el trozo
de tal manera que el diámetro menor sea el que ingrese al aserradero,
para realizar el corte.
Los principales Transportes que se distinguen en las configuraciones
anteriores y que se encuentran presentes en el proceso son:
a. Cintas b. Rodillos c. Cadenas d. Alimentadores de Paso (Step Feeder) e. Canales Vibratorios f. Posicionadores – Alimentadores – Centradores g. Separadores de Tablas h. Carros i. Pateadores ( Kickers)
La siguiente figura permite clasificar los transportes según la dirección en la
cual se realiza la medición.
Transporte
Longitudinal
Angular
Transversal
Cadenas Rodillos Cintas Alimentadores Carros Separadores de tablas
Cadenas Step Feeder Pateador (Kickers)
Cadena (media luna) Pateador ( Kickers)

Figura Nº 7.12: Clasificación de los transportes según desplazamiento del
material.
Algunos de estos equipos cumplen funciones de alimentación y desalojo de
las máquinas de corte. Más adelante se entrega un listado de cuales son los
transportes que se usan en cada centro de trabajo, por ahora se dará una
descripción de cada uno de ellos, de manera de poder comprender su
funcionamiento, para luego entender donde y porque se usan.
5.1.- Cadenas Las cadenas son el transporte más común en las plantas de aserradero,
algunas de sus aplicaciones son la alimentación de trozos a la planta, el transporte
de tablas entre máquinas y la sujeción de piezas dentro del sistema de corte.
Compuestas por una serie de eslabones unidos son capaces de lograr los largos
requeridos para el proceso. Cada aplicación tiene ciertas características que nos
permiten diferenciarlas según la aplicación, por ejemplo existen en la industria las
llamadas cadenas de patos (Duck Chain) usadas generalmente en el transporte
transversal de trozos.
La forma de las cadenas esta relacionada al material que debe ser
transportado. Existen otro tipo de cadenas que se usan para la alimentación a la
primera máquina, una de estas es la conocida como Cadena Afilada (Sharp
Chain), la cual es posible encontrarla en la línea delgada de la Planta Bucalemu
de CMPC maderas.
Las variables que son importantes considerar en este tipo de transportes se
pueden citar a continuación:
a. Material que se debe trasportar
b. Capacidad de Carga
c. Velocidades que pueden alcanzar
d. Forma de los eslabones

Este transporte puede ser encontrado en las tres configuraciones según el
desplazamiento del material, es decir, longitudinal, transversal y angular. Las más
comunes son las dos primeras configuraciones, siendo la última una aplicación
particular usada para girar los trozos a la entrada del aserradero. En el Anexo Nº
15 se muestra algunos tipos de cadenas usadas en las plantas para aplicaciones
típicas del proceso.
5.2.- Rodillos A este tipo de transporte se le puede definir como un conjunto de cilindros
metálicos que se encuentran montados sobre una mesa y que permiten el
desplazamiento de la madera sobre esta. Es posible encontrarlos en las plantas
entre las estaciones de trabajo, cumpliendo la función de alimentación y desalojo
de las máquinas.
Algunas de las características de este transporte son:
a. Función que cumplen (desalojo o alimentación)
b. Capacidad de Carga
c. Velocidad
d. Dirección de Desplazamiento
Existen dos tipos de rodillos, unos que es posible encontrarlos en los
sistemas de alimentación de las máquinas y aquellos que realizan la función de
desalojo de material.
Para el primer caso, se tienen rodillos lisos, por ejemplo en las máquinas
canteadoras donde no se deben generar marcas en la superficie, y existen rodillos
con surcos en la superficie lo que permite entregar un mayor grado de sujeción a
las piezas, estos es posible verlos en los sistemas de alimentación de máquinas
de corte primario. Para la segunda aplicación (desalojo) también se encuentran
rodillos lisos y con surcos (estriados), sin embargo las funciones son distintas. Los
rodillos lisos permiten un desplazamiento longitudinal de la madera, y los rodillos

estriados hacen que el material una vez que ha realizado un desplazamiento
longitudinal alcanzado el largo del transporte, luego se desplace en forma
transversal cayendo a un segundo transporte. En el Anexo Nº 16 se muestran
algunos de estos transportes.
5.3.- Cintas Este transporte consiste en una cinta de material sintético que se
encuentra montada sobre una mesa en la cual esta gira por medio de un motor
entregándole desplazamiento a la cinta. Este transporte se puede encontrar en el
transporte de materiales residuos del proceso, como astillas, aserrín y en el
transporte de tablas entre centros de trabajo. Algunas aplicaciones son usadas en
el transporte de trozos.
Las características de este transporte son:
a. Ancho, largo de la cinta
b. Capacidad de Carga
c. Velocidad transporte
En comparación con los rodillos este transporte es capaz de alcanzar
grandes velocidades sin el problema que al detener el transporte las piezas sigan
desplazándose, sino que al detenerse la cinta las piezas se detienen al instante,
esto evita problemas por ejemplo al no ocasionar que piezas caigan del transporte.
En el Anexo Nº 17 se encuentran algunas figuras de este tipo de transporte.
Un problema que presenta este tipo de transporte es que al caer dos tablas
sobre el transporte, una sobre otra, no permite que estas se separan, lo que
requiere la necesidad de contar con un operador que separe las tablas en el caso
que este problema se presente.
5.4.- Alimentadores

Estos sistemas se encargan de cumplir tres funciones especificas: Centrar
la pieza Frente a la Máquina, Girar la pieza, por ejemplo en el caso de trozos para
dejar la curvatura hacia arriba y Posicionar la pieza frente al equipo, para luego
alimentarla.
Estos transportes se diferencian en el tipo de material que se encargan de
posicionar, centrar y girar en el caso que corresponda, de esta manera podemos
encontrar estos equipos para trozos, semibasas y tablas.
El posicionado de las piezas no solo es posible realizarlo con estos equipos,
también se puede encontrar operadores realizando esta operación, por ejemplo, a
la entrada de una Canteadora.
Entonces algunas características de estos equipos son:
a. Velocidad de alimentación b. Función que cumplen (posicionar, girar, centrar) c. Potencia d. Tipo de Material
Las aplicaciones comunes son la alimentación de trozos frente a la máquina
principal, sistemas de centrado para tablas a la entrada de canteadoras.
La dirección en la cual se transporta el material es longitudinal, aunque
existe una aplicación en la línea de clasificación de madera aserrada, en la cual un
sistema de pistones actúa sobre la madera en uno de los extremos en el sentido
longitudinal de la pieza, mientras esta se mueve en sentido transversal. En este
caso el sistema permite generar la Línea de Madera, que fue definida en el
capítulo anterior. En el Anexo Nº 18 se muestran algunos de estos equipos.
5.5.- Carros Este transporte es usado para la alimentación de las máquinas de corte, se
le puede encontrar en máquinas principales. El sentido de la alimentación del
transporte es longitudinal. Según nuestras referencias existen dos tipos de carros:
Carro Telescópico y el Carro Convencional.
El Carro Telescópico, es capaz de tomar el trozo, girarlo y alimentarlo a la
máquina. En este sistema el carro se desplaza “en el aire” sujetado por un
sistema hidráulico.
El Carro Convencional, es usado para aserrío de tipo cualitativo. Este carro
esta compuesto por una base donde el trozo es colocado, posee además una
serie de torres que son las cuales permiten sujetar el trozo por medio de unos
ganchos y compuesto por un sistema de “armas” que giran el trozo hasta lograr la
mejor posición para alimentarlo a la máquina. Una vez que el trozo es colocado
sobre el carro, el operador interactúa en este transporte para seleccionar la forma
de alimentación del trozo o semibasas a las máquinas.
Las características de estos transportes son:
a. Velocidad de alimentación b. Restricciones de geometría de las piezas c. Cantidad de Piezas por minuto d. Potencia
En el Anexo Nº 19 se encuentran algunos de estos transportes, con sus datos técnicos. 5.4.- Separadores de Tablas Los separadores de tabla como lo dice su nombre están encargados de
separar las tablas que son obtenidas luego de realizado el corte. Este transporte
solo se encuentra cuando en el primer o segundo operación de corte se produce
una pieza central la cual es necesario separarla de las piezas laterales obtenidas.
El sistema esta compuesto generalmente por rodillos superiores los cuales
según el ancho del trozo o semibasa que haya sido procesado y según el espesor
de las piezas laterales que se deben separar, realizan la separación de las tablas.
Algunos de estos equipos poseen unas cadenas sobre las cuales las piezas van
montadas, y según el espesor de la pieza central, estas cadenas se posicionan
para sujetar la pieza central mientras las laterales caen a otro transporte. En el
Anexo Nº 20 se encuentran algunos de estos transportes.
Algunas características de estos son:
a. Largo, altura, Ancho Min/max de las piezas b. Apertura máxima entre rodillos de salida c. Ancho del centro de la Cadena d. Potencia Motor Cadena Central e. Potencia Motor vertical de salida
Este transporte es de tipo longitudinal y se debe hacer notar que esta
operación también pueden realizarla operadores, ubicados después de las
máquinas donde se realiza el corte.
5.5.- Alimentadores de Paso (Step Feeder) Los alimentadores de paso o mas conocidos como Step Feeder, son
equipos que se encuentran en la mayoría de los aserraderos desempeñando
funciones de alimentación a la planta en el área del aserradero o en el área de
preparación de materia prima alimentando la línea de descortezado.
En este tipo de transporte la alimentación es en el sentido transversal y es
usado para la alimentación de trozos. Este equipo esta formado por una serie de
niveles en los cuales los trozos son colocados, cada nivel posee movimiento
independiente y su funcionamiento consiste en subir un nivel para alimentar el
trozo, luego este baja hasta su posición inicial para ser cargado con otro trozo y
repetir el ciclo.
Las variables que se manejan en este equipo son:
a. Número de Niveles b. Número de Trozos por minuto que es capaz de alimentar

c. Diámetro y Largo de los trozos que se pueden manejar d. Inclinación del equipo e. Distancia entre niveles f. Máxima distancia que puede elevarse un nivel
En el Anexo Nº 21 se encuentran algunos de estos equipos. Este sistema
puede ser reemplazado por algún tipo de cadenas, generalmente cadenas de
patos.
5.6.- Pateadores Los pateadores son sistemas que permiten cambiar la dirección de las
piezas en el proceso, se les encuentra usualmente como parte complementaria de
sistemas de cadenas o a las salidas de las máquinas de corte para colocar la cara
limpia sobre el transporte siguiente que lleva la pieza a otra máquina. Este tipo de
transporte es posible encontrarlo bajo la configuración transversal y angular. Los
pateadores transversales es posible encontrarlos en la línea de clasificación de
trozos en el descortezado o trozado. Los que se encuentran en la configuración
angular tienen como función realizar el giro del trozo a la entrada del aserradero
para ingresar el diámetro menor a la planta.
Se debe hacer notar que en este trabajo no se ha considerado transportes
como cargadores frontales, camiones y grúas.
6.- EQUIPOS DE CORTE Los equipos de corte son los encargados de realizar la transformación
mecánica de la madera en cada uno de los centros de trabajo que se han
nombrado, es decir, cambiar la forma o al menos realizar alguna operación sobre
el material que cambie la condición de entrada del material al equipo con la
condición de salida de este.
Estos equipos llevan a cabo las decisiones tomadas por los operadores o
por los sistemas de recolección de información al tomar la mejor decisión para el
posicionado de la madera o de la máquina. Los equipos de corte que se pueden
encontrar en la industria son:
a. Descortezadores b. Sierras Circulares c. Sierras Huinchas d. Sierras Alternativas e. Astilladores Canteadores f. Perfiladores g. Reductores de Contrafuerte h. Astilladores i. Perfiladores
Las características y funcionamiento de estas se presentan a continuación
con la clasificación de los tipos que se pueden encontrar y las características de
estos.
6.1.- Descortezadores (Debarker) Un descortezador es un equipo cuya función principal es la de eliminar la
corteza de los trozos, ya que esta ocasiona problemas de contaminación en la
planta de aserrío, además a la hora de seleccionar el mejor patrón de corte, la
corteza ocasiona fallas en las medidas, ya que no contribuye con “fibra”, que se
pueda obtener al final del proceso como madera aserrada. Otra razón por la cual
la corteza es eliminada es que esta puede tener agentes contaminantes como
piedras las que afectan el filo de las herramientas de corte en el aserradero.
En la industria existen tres tipos de descortezadores; de Anillos Mecánicos
o de Rotores, de Fresas y el descortezador de Tambor. Este último es como
encontrarlo en la industria de la pulpa y el papel.
El descortezador de fresas es común encontrarlo en aserraderos cuya
materia prima es madera nativa, y donde la forma del trozo es poco regular. En
este tipo de descortezador el trozo gira sobre un grupos de cadenas y sobre él
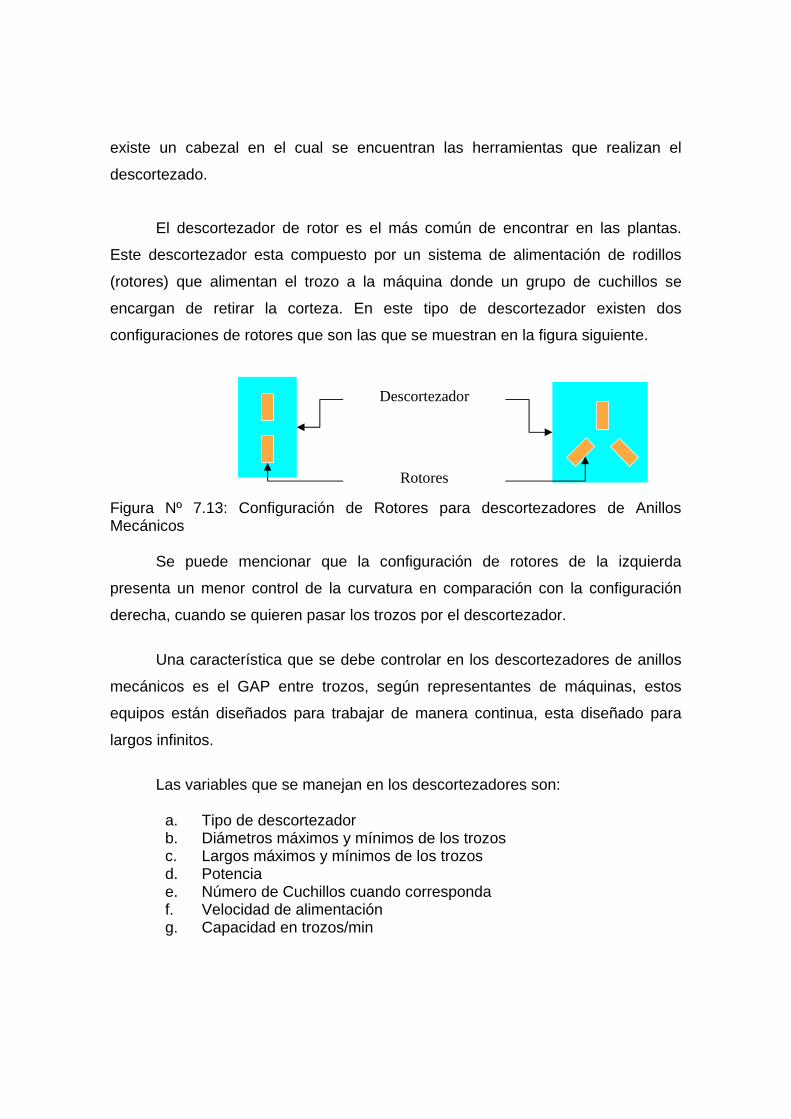
existe un cabezal en el cual se encuentran las herramientas que realizan el
descortezado.
El descortezador de rotor es el más común de encontrar en las plantas.
Este descortezador esta compuesto por un sistema de alimentación de rodillos
(rotores) que alimentan el trozo a la máquina donde un grupo de cuchillos se
encargan de retirar la corteza. En este tipo de descortezador existen dos
configuraciones de rotores que son las que se muestran en la figura siguiente.
Figura Nº 7.13: Configuración de Rotores para descortezadores de Anillos Mecánicos Se puede mencionar que la configuración de rotores de la izquierda
presenta un menor control de la curvatura en comparación con la configuración
derecha, cuando se quieren pasar los trozos por el descortezador.
Una característica que se debe controlar en los descortezadores de anillos
mecánicos es el GAP entre trozos, según representantes de máquinas, estos
equipos están diseñados para trabajar de manera continua, esta diseñado para
largos infinitos.
Las variables que se manejan en los descortezadores son:
a. Tipo de descortezador b. Diámetros máximos y mínimos de los trozos c. Largos máximos y mínimos de los trozos d. Potencia e. Número de Cuchillos cuando corresponda f. Velocidad de alimentación g. Capacidad en trozos/min
Descortezador
Rotores

En el Anexo Nº 22 se encuentran algunas imágenes de estos equipos. 6.2.- Sierras Circulares (Circular Saws) Las sierras circulares son máquinas constituidas por un eje motor, sobre el
cual va montado uno o más discos, los que poseen dientes en la periferia que
realizan el corte en la madera. Lo usual de estas es encontrarlas, con ejes
horizontales, es decir, las sierras en posición vertical. Sin embargo, existen
máquinas que cumplen más de una operación, y estas presentan sierras circulares
con ejes verticales.
Se debe decir que el número de sierras posible en una máquina esta sujeto
a la operación que esta vaya a realizar, como se verá mas adelante.
Algunas características de estas máquinas son:
a. Número de sierras b. Número de dientes por sierra c. RPM d. Velocidad de Corte e. Velocidad de Avance f. Posición de Sierras (Verticales / Horizontales) g. Potencia del motor h. Número de Ejes i. Kerf j. Factor de Operación k. Capacidad del equipo (piezas/min) l. Altura, Ancho y Largo máximo y mínimo de las piezas.
Un aspecto a considerar en este tipo de equipo es que el diámetro de las
sierras y la potencia de motores los cuales limitan la altura de corte. Cuando se
quieren lograr mayores alturas es necesario aumentar el diámetro de estas; sin
embargo esto trae como consecuencia un aumento en el canal de corte, Kerf, y
una disminución en los rendimientos.
Nuevas tecnologías han permitido solucionar este problema trabajando con
dos o más ejes, lo usual son dos ejes, a fin de poder trabajar a mayores alturas
usando un mismo Kerf.
En cuanto al elemento cortante, disco de sierra, es posible encontrarlos
montados en los ejes de manera fija o móviles. Los ejes que poseen sierras fijas,
son armados por completo en los talleres de mantención donde ya se tienen ejes
de reemplazo para el equipo, evitando tiempos de preparación de herramientas.
Este tipo de sierras, fijas, permite pasar una mayor cantidad de piezas en la
máquina, pero es muy poco flexible ya que las medidas o escuadrías que se
obtengan siempre serán las mismas, lo que no permite un mejor aprovechamiento
del corte. Las sierras móviles son capaces de desplazarse sobre el eje,
permitiendo con esto al operador o equipo de medición de piezas (escáner o
similares), decidir cortar donde se piense que se obtendrá el mayor beneficio. La
mayor desventaja de estas máquinas es que al realizar el posicionamiento de las
sierras el tiempo de setup aumenta, esto se ve aún mas afectado cuando el rango
de medidas o escuadrías posibles es mayor, lo que trae como consecuencia una
disminución en la productividad del equipo.
Otro aspecto a considerar en estas sierras, es la posición de los ejes, o la
posición de las sierras. Es decir, lo más típico es encontrar sierras circulares
verticales donde los ejes se encuentran en posición horizontal, es la más usada en
la industria. Sin embargo, las sierras circulares horizontales con eje vertical existen
y se pueden encontrar como máquinas de sierra circular o bien incorporadas a
sistemas de corte, donde se realizan cortes horizontales y verticales.
Las sierras circulares es posible encontrarlas en toda la planta, desde la
preparación de materia prima, aserrío de trozas y clasificación de la madera. En el
Anexo Nº 23 se encuentran algunos de estos tipos de sierra. Las clasificaciones
para estas sierras se presentan en los siguientes esquemas.

Figura Nº 7.14: Clasificación de sierras circulares como máquina trozadora y
despuntadora
Las sierras circulares trozadoras son usadas en las plantas cuando existe
un gran espectro de largos en los trozos recepcionados y es necesario llevar
estos a largos que puedan ser procesados en la planta. (Esta operación es la que
se conoce como trozado). El funcionamiento puede ser una sierra que sube o baja
activada por algún mecanismo hidráulico o mecánico, o bien, se pueden encontrar
como una batería de sierras que es capaz de realizar varios cortes
simultáneamente, obteniendo él o los largos deseados, según sea la operación.
Las sierras despuntadoras están formadas por una o más sierras, se
pueden encontrar a la salida de la planta, realizando la función de despuntado.
Las configuraciones de estas pueden ser sierras circulares simples sobre un eje, o
bien, baterías completas de sierras, las cuales son independientes y son
accionadas por brazos que hacen que ellas bajen hacia la madera para realizar el
corte, ya sea despuntado, o bien, realizar los cortes necesarios en la pieza
asegurando un mercado para el producto
Las sierras descritas anteriormente realizan corte transversal, de acuerdo
con el movimiento de las piezas. Las figuras que se muestran a continuación
corresponden a las posibilidades de máquinas que se encuentran para el corte
longitudinal de trozos, semibasas, tablas, de acuerdo además con aspectos como
operación, número de sierras, número de ejes y el movimiento de sierras, ya sea
fijas o móviles.
MAQUINA TROZADORA
MAQUINA DESPUNTADORA
SIMPLES
MÚLTIPLES
SIMPLES
MÚLTIPLES
SIERRAS CIRCULAR
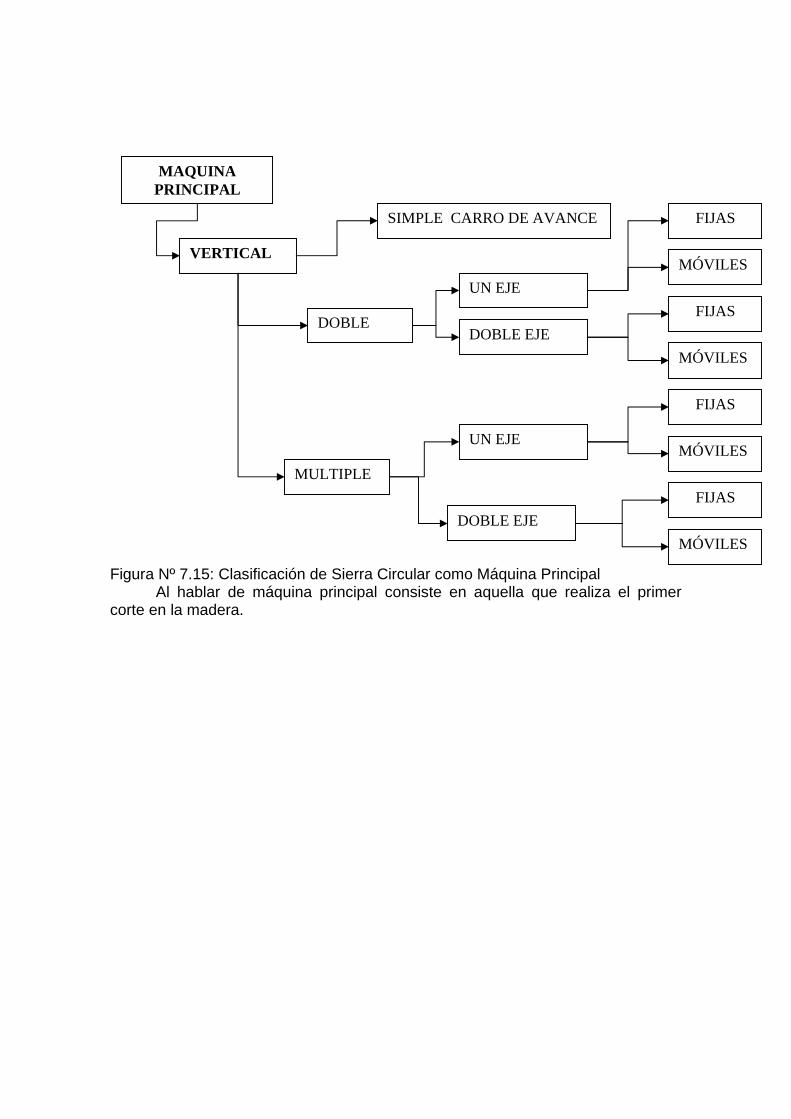
Figura Nº 7.15: Clasificación de Sierra Circular como Máquina Principal Al hablar de máquina principal consiste en aquella que realiza el primer corte en la madera.
MAQUINA PRINCIPAL
VERTICAL
DOBLE
UN EJE
DOBLE EJE
MULTIPLE
SIMPLE CARRO DE AVANCE FIJAS
MÓVILES
FIJAS
MÓVILES
UN EJE
DOBLE EJE
FIJAS
MÓVILES
FIJAS
MÓVILES
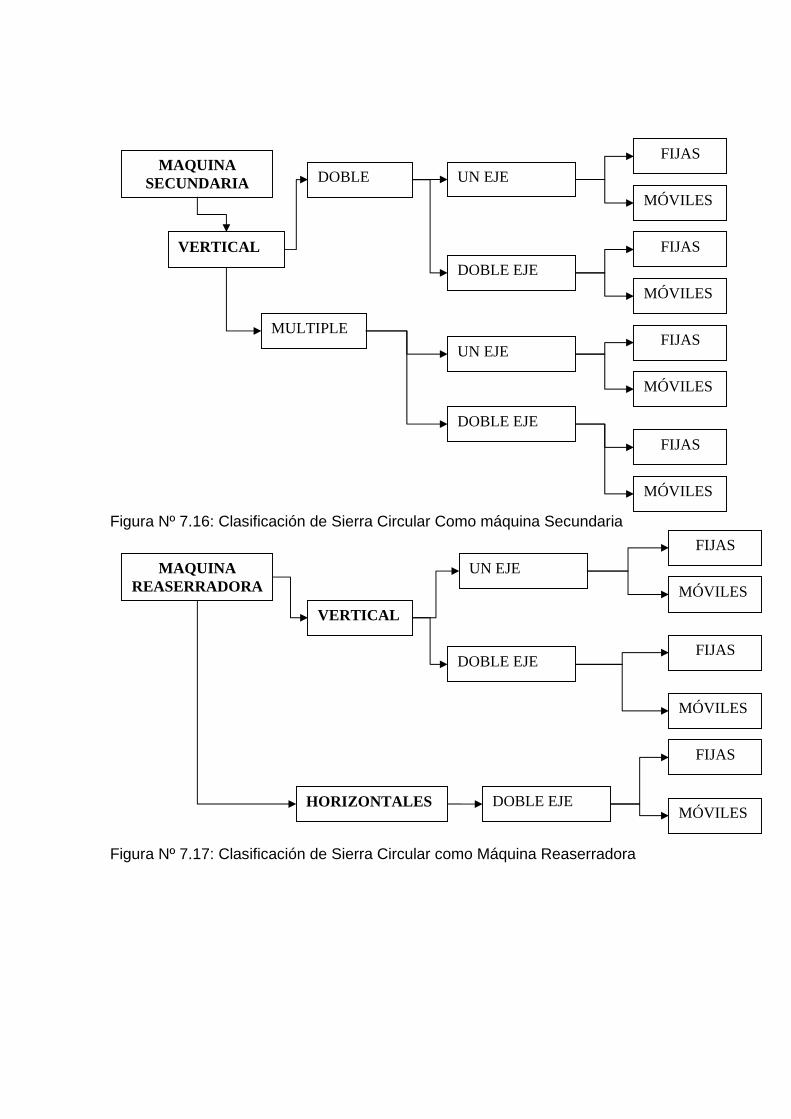
Figura Nº 7.16: Clasificación de Sierra Circular Como máquina Secundaria
Figura Nº 7.17: Clasificación de Sierra Circular como Máquina Reaserradora
MAQUINA REASERRADORA
VERTICAL
HORIZONTALES
UN EJE
DOBLE EJE
FIJAS
MÓVILES
FIJAS
MÓVILES
DOBLE EJE
FIJAS
MÓVILES
MAQUINA SECUNDARIA DOBLE UN EJE
DOBLE EJE
MULTIPLE
FIJAS
MÓVILES
FIJAS
MÓVILES
UN EJE
DOBLE EJE
FIJAS
MÓVILES
FIJAS
MÓVILES
VERTICAL

Figura Nº 7.18: Clasificación de Sierra Circular Como Máquina Canteadora A continuación se explica algunos conceptos usados en la clasificación:
a. Según el número de sierras Simples: nos referiremos a una sola sierra Dobles: A dos sierras sobre el eje Múltiples: Más de una sierra
b. Según el número de ejes: Simple: un solo eje sobre el cual van montadas las sierras. Doble: dos ejes, uno superior y otro inferior.
c. Según la Posición de sierras: Vertical: las sierras son perpendiculares a la mesa de entrada de la máquina. Horizontal: las sierras son paralelas a la mesa de entrada de la máquina.
d. Según el movimiento de las sierras Fijas: Las sierras no se mueven durante el corte de la madera, producen solo un tipo de conjunto de medidas Móviles: las sierras se pueden mover por ayuda de guías durante el corte.
MAQUINA CANTEADORA
DOBLES DE UN EJE
MULTIPLES DE UN EJE
UNA FIJA, RESTO MÓVIL
TODAS MÓVILES
UNA FIJA, RESTO MÓVIL
TODAS MÓVILES
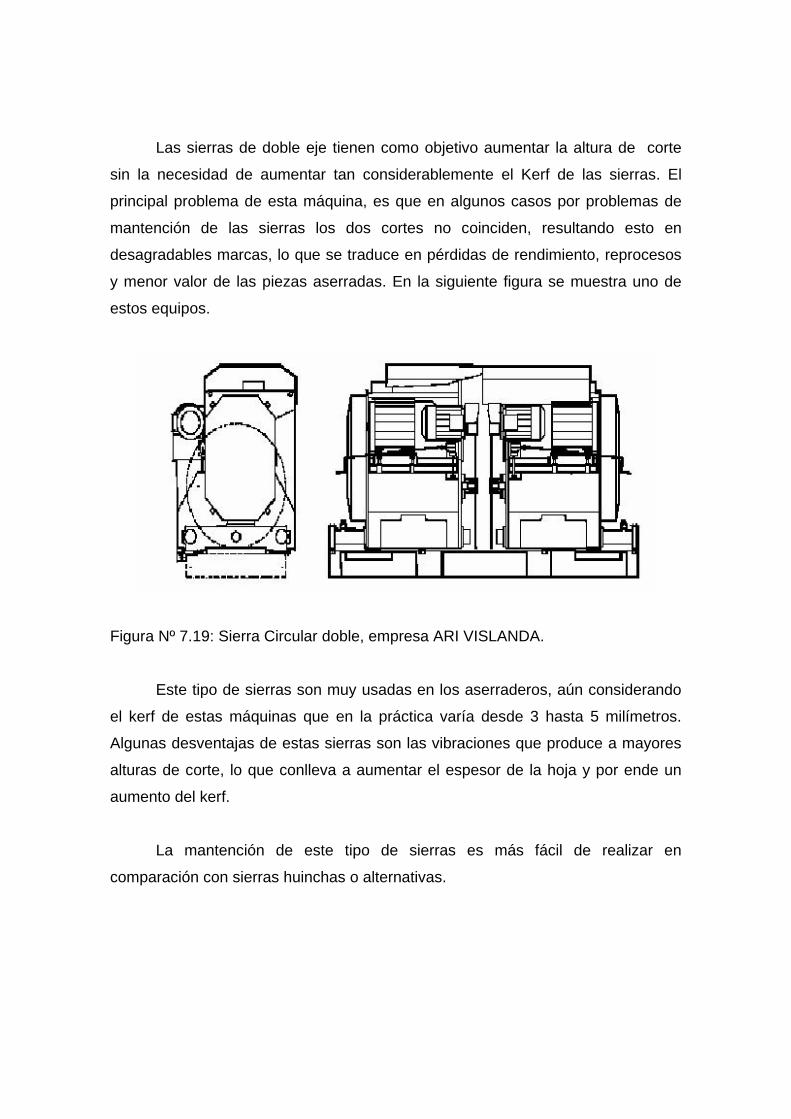
Las sierras de doble eje tienen como objetivo aumentar la altura de corte
sin la necesidad de aumentar tan considerablemente el Kerf de las sierras. El
principal problema de esta máquina, es que en algunos casos por problemas de
mantención de las sierras los dos cortes no coinciden, resultando esto en
desagradables marcas, lo que se traduce en pérdidas de rendimiento, reprocesos
y menor valor de las piezas aserradas. En la siguiente figura se muestra uno de
estos equipos.
Figura Nº 7.19: Sierra Circular doble, empresa ARI VISLANDA.
Este tipo de sierras son muy usadas en los aserraderos, aún considerando
el kerf de estas máquinas que en la práctica varía desde 3 hasta 5 milímetros.
Algunas desventajas de estas sierras son las vibraciones que produce a mayores
alturas de corte, lo que conlleva a aumentar el espesor de la hoja y por ende un
aumento del kerf.
La mantención de este tipo de sierras es más fácil de realizar en
comparación con sierras huinchas o alternativas.

6.3.- Sierras Huinchas ( Band Saws) Esta máquina consiste en una cinta o banda dentada, la cual es colocada
sobre dos volantes que giran a través de correas de transmisión. La banda gira y
realiza el corte en la madera, mediante un movimiento rectilíneo, dirigida a través
de las guías de la máquina que limitan la altura de corte. Esta máquina posee dos
guías, una superior que es móvil y una inferior fija.
Las características de estas máquinas son:
a. Diámetro de los volantes b. Rpm c. Velocidad de Avance d. Velocidad de Corte e. Velocidad de retroceso f. Potencia g. Factor de Operación h. Altura, ancho y largo de las piezas. i. Capacidad j. Número de Sierras k. Posición de los Volantes
Este tipo de equipo se caracteriza por lograr mayores alturas de corte sin la
necesidad de instalar un doble eje como en la sierra circular. Las pérdidas por kerf
en este equipo son menores y la precisión de corte debido al sistema de guías
permite que el corte sea realizado correctamente. Sin embargo, cuando la
mantención es deficiente, se pueden producir frecuentes paralizaciones, lo que
trae como consecuencia una baja de la productividad. En la siguiente figura se
muestra una sierra huincha con carro de avance.

Figura Nº 7.20: Sierra Huincha con Carro de Avance 1. Pistón de Sujetadores 2.- Pistón de Cabezales 3 y 4.- Sujetadores 5.- Volantes Superior e Inferior 6.- Guías Superior e Inferior 7.- Elemento de corte 8.- Cabezal 9.- Sistema para tensión de Montaje Las sierras huinchas se pueden encontrar en el área de aserrío de la planta,
o en las operaciones de Reaserrío. Debido a la menor pérdida de material que es
producido por esta máquina, debido al kerf, ha ido reemplazando a sierras
circulares. Es posible encontrarla cumpliendo las funciones de corte primario,
secundario y Reaserrío. Los siguientes esquemas muestran las clasificaciones de
estas máquinas.
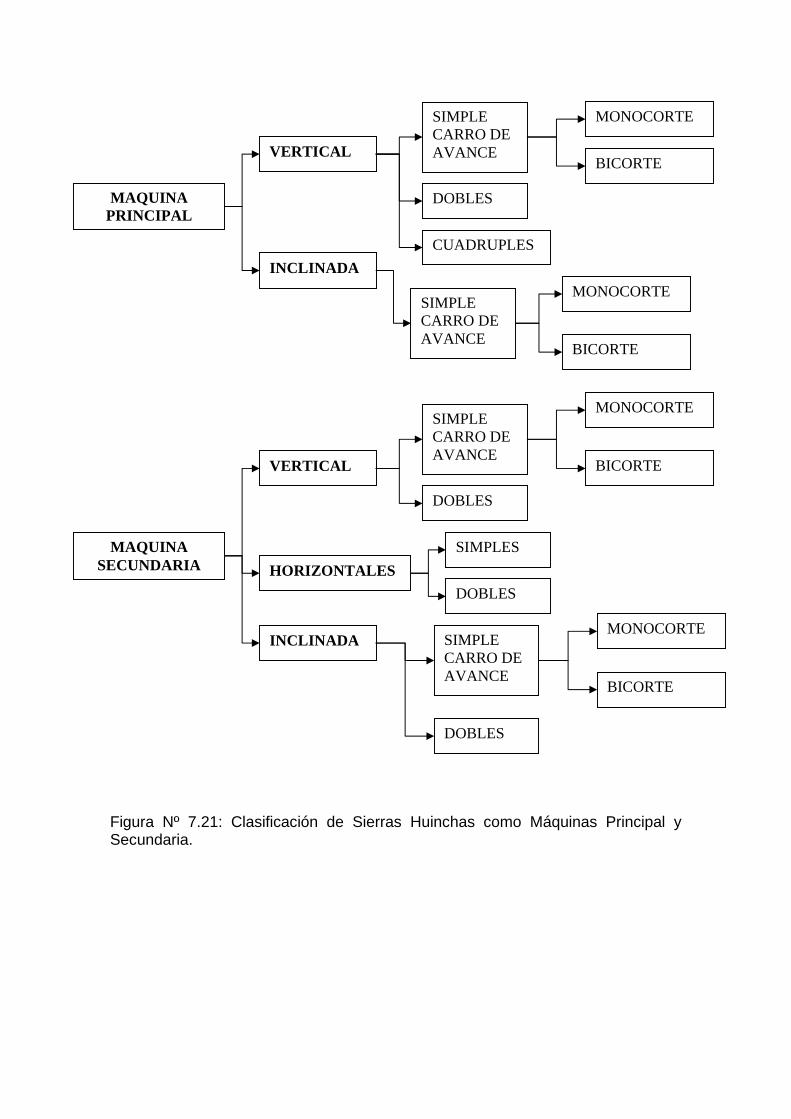
Figura Nº 7.21: Clasificación de Sierras Huinchas como Máquinas Principal y Secundaria.
MAQUINA PRINCIPAL
VERTICAL
SIMPLE CARRO DE AVANCE
MONOCORTE
BICORTE
DOBLES
CUADRUPLES INCLINADA
SIMPLE CARRO DE AVANCE
MONOCORTE
BICORTE
VERTICAL
INCLINADA
HORIZONTALES
SIMPLE CARRO DE AVANCE
MONOCORTE
BICORTE
DOBLES
DOBLES
SIMPLES
SIMPLE CARRO DE AVANCE
MONOCORTE
BICORTE
DOBLES
MAQUINA SECUNDARIA

Figura Nº 7.22: Clasificación de Sierras Huinchas como Máquina Reaserradora Las clasificación de las sierras se realizo considerando la operación que
estas pueden realizar (corte principal, secundario y Reaserradora) y usando los
siguientes criterios:
a. Según la posición de los volantes
Verticales: Estas son las más comunes en las plantas de aserradero,
se llaman verticales ya que el eje de simetría de la máquina se encuentra en
posición vertical. Este tipo de máquina requiere de grandes fundaciones para
realizar su instalación, ocupan poca superficie. El volante inferior obliga a cavar
un foso, o en su defecto, construir un segundo piso quedando el volante inferior en
el primero.
Horizontales: Estas son las menos usadas, en este tipo el eje de
simetría de la máquina se encuentra en posición horizontal y su instalación
requiere mayores espacios. Se podría decir que la ventaja de esta máquina, en
comparación con la sierra huincha vertical, radica en la posibilidad de pasar piezas
de cantos irregulares a mayor velocidad, aprovechando una mayor superficie de
apoyo dada por las caras planas de las piezas.
Existen algunas sierras huinchas que son inclinadas, en combinación con el
mecanismo de avance, un caso práctico se presenta en planta Bucalemu, en la
línea gruesa.
MAQUINA REASERRADORA
DOBLES
SIMPLES BRAZO RADIAL
COMPARTIDORA
LINE BAR
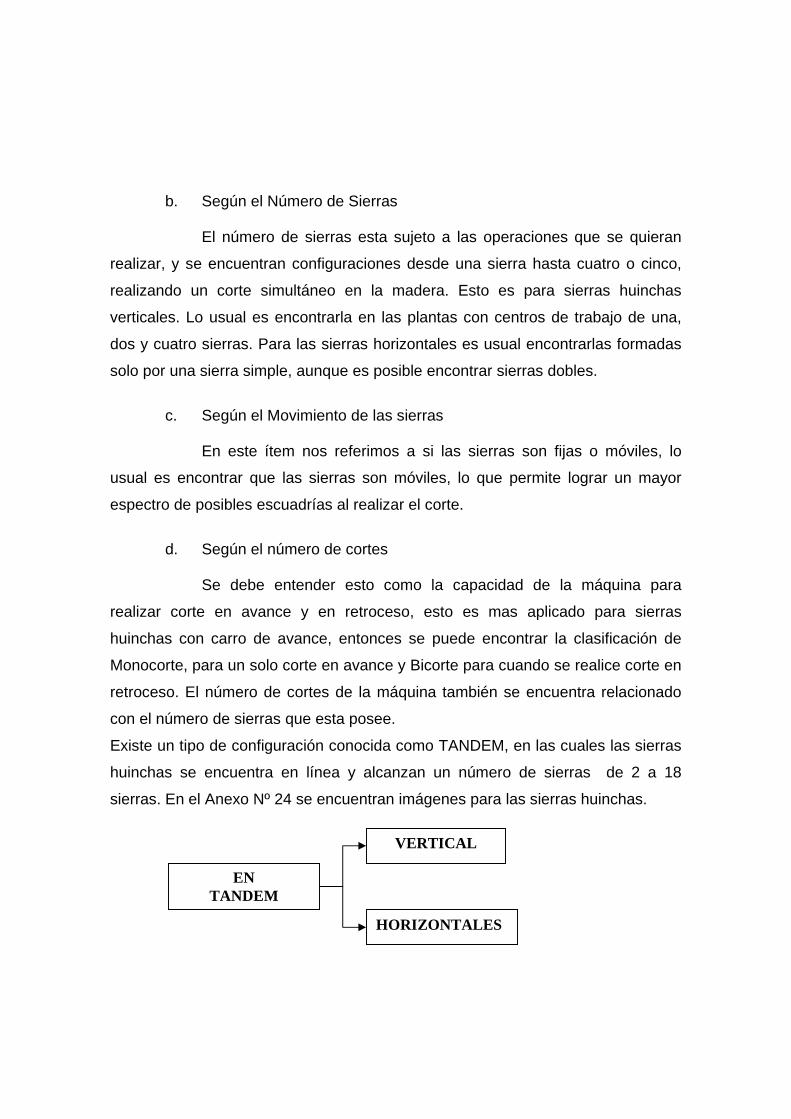
b. Según el Número de Sierras El número de sierras esta sujeto a las operaciones que se quieran
realizar, y se encuentran configuraciones desde una sierra hasta cuatro o cinco,
realizando un corte simultáneo en la madera. Esto es para sierras huinchas
verticales. Lo usual es encontrarla en las plantas con centros de trabajo de una,
dos y cuatro sierras. Para las sierras horizontales es usual encontrarlas formadas
solo por una sierra simple, aunque es posible encontrar sierras dobles.
c. Según el Movimiento de las sierras
En este ítem nos referimos a si las sierras son fijas o móviles, lo
usual es encontrar que las sierras son móviles, lo que permite lograr un mayor
espectro de posibles escuadrías al realizar el corte.
d. Según el número de cortes
Se debe entender esto como la capacidad de la máquina para
realizar corte en avance y en retroceso, esto es mas aplicado para sierras
huinchas con carro de avance, entonces se puede encontrar la clasificación de
Monocorte, para un solo corte en avance y Bicorte para cuando se realice corte en
retroceso. El número de cortes de la máquina también se encuentra relacionado
con el número de sierras que esta posee.
Existe un tipo de configuración conocida como TANDEM, en las cuales las sierras
huinchas se encuentra en línea y alcanzan un número de sierras de 2 a 18
sierras. En el Anexo Nº 24 se encuentran imágenes para las sierras huinchas.
EN TANDEM
VERTICAL
HORIZONTALES
Figura Nº 7.23: Clasificación de Sierras Huinchas en Tandem Las sierras huinchas son preferidas por que producen una menor
cantidad de aserrín, lo que permite aumentar el rendimiento de la madera. Otra
ventaja de este equipo es la capacidad de producir maderas de dimensiones muy
precisas.
6.4.- Sierras Alternativas Las sierras alternativas o conocidas también como sierras de Bastidor, se
encuentran formadas por un marco en el cual van colocadas las sierras que
realizan el corte de manera vertical. Para este tipo de máquinas es recomendable
usarlas cuando los trozos o piezas de madera han sido clasificados, lo que facilita
el proceso.
Este tipo de máquina fueron muy usadas, pero su baja velocidad de
alimentación fue una causante del abandono de ella. Sin embargo; frente a esta
desventaja, la sierra alternativa es capaz de realizar varios cortes en una sola
pasada, ya que las configuraciones existentes permiten colocar de una a 4 o más
sierras, dependiendo del modelo. Otra ventaja de esta máquina es una alta
precisión en el corte, superando a la circular y huincha.
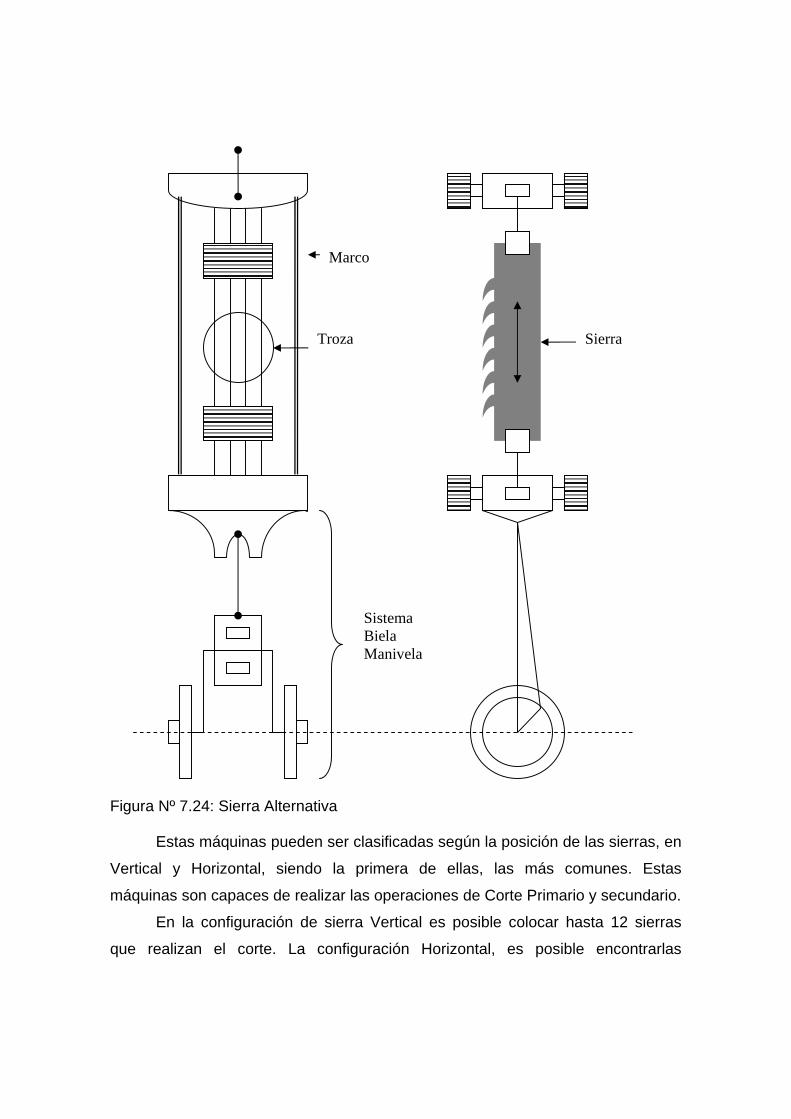
Figura Nº 7.24: Sierra Alternativa Estas máquinas pueden ser clasificadas según la posición de las sierras, en
Vertical y Horizontal, siendo la primera de ellas, las más comunes. Estas
máquinas son capaces de realizar las operaciones de Corte Primario y secundario.
En la configuración de sierra Vertical es posible colocar hasta 12 sierras
que realizan el corte. La configuración Horizontal, es posible encontrarlas
Troza
Marco
Sistema Biela Manivela
Sierra

dispuestas con una o dos sierras. En el Anexo Nº25 se encuentran algunas de
estas máquinas.
En comparación con las sierras circulares y huinchas esta máquina es
bastante compleja en su construcción.
6.5.- Perfiladores (Profiler) Las máquinas perfiladoras están compuestas de cabezales similares a
cepilladoras o moldureras, el objetivo de esta máquina es realizar cortes en el
trozo o semibasa, tal que evite la necesidad de tener una máquina canteadora. En
la siguiente figura se muestra una figura de corte obtenida luego del corte en este
equipo.
Figura Nº 7.25: Cortes de máquinas perfiladoras Existe cierta reticencia al usar máquinas de este tipo en los aserraderos,
esto por un costo de mantención debido al gasto en herramientas de corte en el
que se debe invertir. Este tipo de máquina es posible encontrarla realizando la
operación de corte primario y secundario. Sin embargo siempre debe estar
acompañado de una máquina que pueda entregarle dos caras planas, usualmente
estos son Astilladores Canteadores (Chipper Canter).

Estas máquinas es posible encontrarlas compuestas por dos, cuatro y ocho
cabezales. En el caso de ocho cabezales usualmente cuatro de ellos se
encuentran en posición vertical y el resto en posición horizontal. Algunas de las
características de estas máquinas son:
a. Velocidad de Avance b. Potencia c. Altura, Ancho y largo máximo y mínimo de las piezas d. Nº de Cabezales e. Capacidad en piezas/min
En el Anexo Nº 26 se encuentran algunos de estos equipos. Este tipo de
máquinas es más común encontrarlas cumpliendo la función de corte secundario,
ejemplo de esto es la línea de Mulchén.
6.7.- Astilladores Canteadores (Chipper Canter) Conocidos como Discos Canteadores Astilladores, estas máquinas
permiten transformar parte de la madera en astillas, generando caras planas que
son tomadas como base para un posterior corte, o bien, pasan a ser cara de
productos laterales obtenidos del trozo o semibasa.
Compuestos por un o dos conos truncados sobre el cual van las
herramientas que realizan el corte, los chipper canter, son máquinas muy usadas
en los aserraderos, su capacidad de producir astillas de buena calidad y reducir la
cantidad de desechos en el proceso, considerando que la astilla obtenida debería
ser tratada como chicotes en un astillador, ha hecho que esta máquina pase a
formar parte importante en las plantas.
Han existido tres tipos de cabezales astilladores, el primero de ellos similar
a las fresas que realizan el cepillado, un segundo cabezal donde los cuchillos eran
concéntricos, y el cabezal que se conoce hoy, que es un cono truncado, donde

van montados los cuchillos. Este último presenta la mejor calidad de astilla,
asegurando que esta pueda usarse en la industria de la pulpa.
Este tipo de tecnología fue generado bajo el supuesto que los trozos eran
rectos, de baja conicidad, y a pesar de que esto no es la realidad, presentan buen
comportamiento en el aserrado. En la siguiente figura se muestra uno de estos
equipos.
Figura Nº 7.26: Chipper Canter, Empresa ARI VISLANDA
Las configuraciones posibles de este tipo de máquina son como Máquina
principal y secundaria, compuestas por uno o dos Cabezales astilladores. Se debe
mencionar que estas máquinas no se encuentran solas realizando las operaciones
de corte, siempre es posible encontrarlas trabajando en conjunto con sierras
huinchas o sierras circulares. Algunas características de estas máquinas son:
a. Largo, Ancho y Altura máxima y mínima de las piezas b. Número de Discos astilladores c. Potencia de la máquina d. Rango de apertura entre discos e. Altura máxima desde la base del astillador f. Velocidad de Alimentación g. Característica de astillas producidas
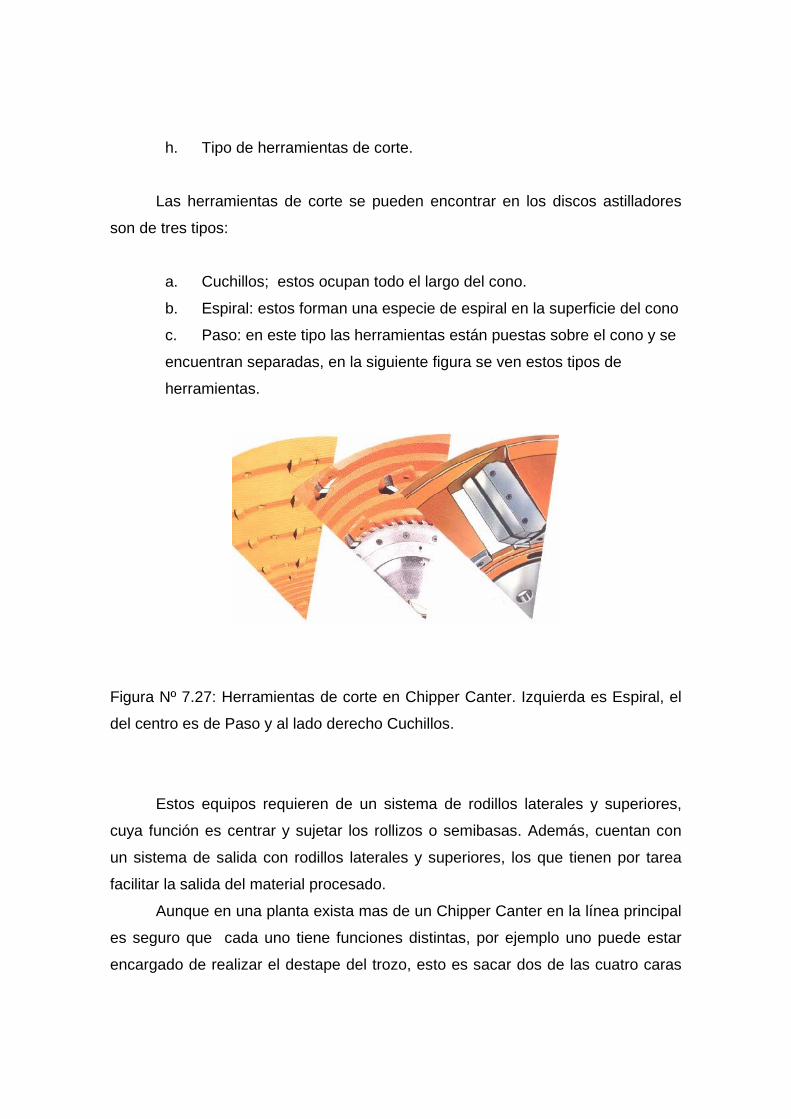
h. Tipo de herramientas de corte. Las herramientas de corte se pueden encontrar en los discos astilladores
son de tres tipos:
a. Cuchillos; estos ocupan todo el largo del cono.
b. Espiral: estos forman una especie de espiral en la superficie del cono
c. Paso: en este tipo las herramientas están puestas sobre el cono y se
encuentran separadas, en la siguiente figura se ven estos tipos de
herramientas.
Figura Nº 7.27: Herramientas de corte en Chipper Canter. Izquierda es Espiral, el
del centro es de Paso y al lado derecho Cuchillos.
Estos equipos requieren de un sistema de rodillos laterales y superiores,
cuya función es centrar y sujetar los rollizos o semibasas. Además, cuentan con
un sistema de salida con rodillos laterales y superiores, los que tienen por tarea
facilitar la salida del material procesado.
Aunque en una planta exista mas de un Chipper Canter en la línea principal
es seguro que cada uno tiene funciones distintas, por ejemplo uno puede estar
encargado de realizar el destape del trozo, esto es sacar dos de las cuatro caras

de una basa paralelepípeda, es decir, sacar la cara exterior de los 2 primeros
laterales. Y el segundo podría estar a cargo de la formación de la basa. En el
Anexo Nº 27 se encuentran algunos de estos equipos.
6.8.- Reductores de Contrafuerte (Butt Reducer) Los reductores de contrafuerte constituyen uno de los equipos últimamente
integrados a los aserraderos, el objetivo de estos es reducir el contrafuerte de los
trozos que dificultan la operación en las etapas del proceso de aserrío.
Algunas características de este equipo son:
a. Capacidad en trozos/min b. Largo máximo y mínimo de los trozos c. Velocidad de Operación d. Potencia e. Diámetro máximo y mínimo de los trozos
En las siguientes figuras se pueden ver dos tipos de configuraciones para
los elementos de corte que realizan la reducción del contrafuerte.
Figura Nº 7.28: La figura de la izquierda corresponde a un reductor de Contrafuerte de la empresa Nicholson Debarker, la figura de la derecha corresponde a la herramienta en reductores de la empresa Bruks.

Este tipo de equipos suele ser usado a la entrada de los aserraderos,
aunque también es posible encontrarlos ubicados antes del descortezado. En el
Anexo Nº 28 se encuentran algunos de estos equipos.
6.9.- Astilladores (Chipper) Formados por un disco giratorio en cuya cara se encuentran disponibles
cuchillos, los astilladores cumplen la función de transformar el material residuo de
las principales operaciones de la planta en astillas de calidad pulpable. Estos
residuos pueden ser lampazos, despuntes, e incluso trozos no clasificados para el
aserrado y cuyo valor es mejor transformarlo en astilla. Las características de este
equipo son:
a. Diámetro Disco b. Número de Cuchillos c. Capacidad Producción Astillas d. Tipo material que procesa e. Velocidad de alimentación f. Velocidad de corte g. Potencia
Los astilladores constituyen maquinarias anexas a los aserraderos, o lo que
llamamos equipos complementarios. La función de estos es transforman los
residuos sólidos (despuntes, lampazos) en astillas.
Entre las ventajas de contar con este tipo de máquina se puede mencionar:
a. Una reducción en los volúmenes de desecho. b. Transformación de desechos en un producto que puede ser comercializado, nos referimos a la astilla. c. Generación de una forma mas adecuada de trabajar un material para uso de combustible. En este sentido se puede decir que es más fácil alimentar una caldera con astillas, en comparación con lampazos o madera de canto muerto obtenida en canteado, que vienen a distintos largos, anchos, lo que dificulta el manejo de ella.
Existen dos tipos de astilladores; Astillador de Disco y Astillador de Tambor.

El astillador de disco esta formado por un disco rotatorio, en el cual se
colocan radialmente cuchillos que realizan el corte. La alimentación se realiza a
través de un canal, por donde ingresa el material a procesar. El ángulo de
inclinación adecuado para la alimentación es de 45º, lo que genera astillas de
buena calidad, sin dañar las fibras de la madera. Los tamaños de estos
astilladores son muy variables y van desde aquellos que procesan residuos del
proceso de aserrado, hasta aquellos que son capaces de astillar trozos completos
de árbol.
Los astilladores de tambor, están formados por un tambor en el cual van
montados los cuchillos en posición tangencial.
Las características que se deben considerar para escoger un astillador, se
pueden relacionar en cuatro aspectos:
a. Primero, se deben considerar las características de las astillas que se
desean obtener, esto es forma, dimensiones y rangos aceptables para las
astillas.
b. Segundo, se debe considerar la especie a procesar, esto influye de manera
relevante en el desgaste de las herramientas de corte y por ende en los
tiempos de mantención y cambio de herramientas.
c. Tercero, se debe considerar el material a procesar. Si son trozas se debe
considerar los diámetros, largos y algunas características de forma como
curvatura, doble flecha. Si se trata de desechos de aserrío, es importante
considerar las dimensiones del material.
d. Cuarto, considerar el contenido de humedad del material a procesar.
Este tipo de equipos siempre se encuentra presente en los aserraderos, su
importancia es mas que obvia, por un lado son capaces de transformar residuos
del aserradero en un producto del cual se puede obtener mayor valor, en
comparación que este se usara como combustible. En el Anexo Nº 29 se muestran
algunos de estos equipos.

Los equipos descritos anteriormente corresponden a la batería encargada
de realizar operaciones sobre la madera, ya sea en la forma de trozos, semibasas,
tablas o en la forma residuos del proceso como despuntes o chicotes obtenidos en
las canteadoras.
7.- EQUIPOS DE CLASIFICACIÓN Y APILADO DE MADERA ASERRADA (SORTER AND STACKER) Los equipos de clasificación y apilado son los encargados de realizar la
clasificación de piezas que pertenecen a una misma escuadría, o a una misma
calidad. El proceso de clasificación de madera normalmente en aserraderos es
posible encontrar a los operarios realizándolo, sin embargo, los distintos criterios
que tienen los operadores han hecho que la industria invierta en equipos que
aseguren que las piezas pertenecen a una calidad determinada y de esta manera
evitar quejas de clientes, o problemas de manejo en la planta.
Cuando los operarios realizan la clasificación, la madera sale por una larga
mesa donde las piezas aserradas son transportadas, transporte usualmente de
cadenas, donde los operadores observan las piezas y las retiran según su criterio
y comparación con el entrenamiento que ellos realizan. Luego las piezas son
puestas en carros y apiladas para luego realizar el empaquetado o algún
tratamiento posterior.
En el capítulo anterior se describieron los tres tipos de clasificación de
madera, los sistemas semiautomático y automático, una vez que se ha realizado el
corte final de la madera en el largo, estas piezas son dirigidas a equipos que las
clasifican por ejemplo según calidad. En el Anexo Nº 30 se muestran algunos de
estos equipos. Estos equipos son los llamados Clasificadores o Sorter, de estos
equipos se encuentran tres tipos:

a. Clasificadores de Bandeja ( Tray Sorter): en este tipo de
clasificadores las piezas ingresan a bandejas donde las piezas son
almacenadas para luego realizar el apilado de estas en paquetes. La
ventaja de este equipo es que las piezas son llevadas de manera
ordenada hasta el equipo que realizará el apilado de las piezas.
b. Clasificadores de Cajas ( Bin Sorter ): este clasificador consiste en
una serie de buzones donde las piezas van cayendo, la desventaja de
este equipo es que un vez que las piezas son ingresadas al clasificador,
para realizar el apilado las piezas caen a una mesa de salida donde
deben ser ordenadas nuevamente. Uno de estos equipos se encuentra en
aserradero el Colorado.
c. Clasificadores Inclinados: similar al clasificador de bandeja con la
excepción que estas se encuentran en posición inclinada hacia un sistema
de apilado, presenta la misma ventaja que el clasificador de bandeja.
Algunas de las características de estos equipos son:
a. Número de bandejas o buzones b. Número de piezas por buzones o bandejas c. Capacidad de almacenamiento en piezas/min
Por otro lado los sistemas de apilado en las plantas se encargan de juntar
piezas de mismas escuadrías o calidades y hacer paquetes de madera con estas,
los cuales pueden estar destinados a algún tratamiento. Estos equipos son
conocidos como Stacker. Algunas características de estos equipos son:
a. Largo, ancho y espesor de las piezas b. Capacidad de apilado en piezas/min c. Número de piezas en el alto y ancho del paquete
En el Anexo Nº 31 se encuentran algunas figuras y datos para estos
equipos de clasificación y apilado.

8.- EQUIPOS PARA TRATAMIENTOS Como ya se ha mencionado los tratamientos de la madera son básicamente
cuatro: Secado, cepillado, baño Antimancha e Impregnación. Entonces los equipos
para realizar los tratamientos son:
a. Cámaras de Secado b. Tinas Antimancha para el baño en paquete c. Cadenas Para baño Antimancha en línea d. Cámara de Impregnación e. Cepilladoras
8.1.- Cámaras de Secado Las cámaras de secado que se pueden encontrar son usualmente de dos
tipos, cámaras de secado convencional y las cámaras de secado al vacío, de las
cuales las más usadas son las primeras.
8.2.- Antimancha Los equipos para baño por paquete son tinas donde el líquido Antimancha,
antistain por ejemplo, se encuentra dispuesto para realizar el baño del paquete
completo. Para el caso del baño Antimancha en línea, el sistema esta formado por
un sistema de cadenas con “perros” de sujeción para las piezas, las cuales van
siendo pasadas por una tina donde se encuentra el líquido Antimancha. Algunas
de las variables que se deben controlar en estos equipos son:
a. Tiempo de permanencia de paquete o de las piezas en el baño
b. Cantidad de piezas posible a bañar en cualquiera de los sistemas c. Concentración del Liquido Antimancha
8.3.- Cámaras de Impregnación Las cámaras de impregnación conocidas como autoclave, su principio es
ingresar la madera al autoclave y luego mediante ciclos vacío presión hacer
ingresar a la madera el compuesto impregnador, sales CCA Y CCB por ejemplo.
El procedimiento consiste:
a. Introducción de la madera en el recipiente de tratamiento y realización de
un vacío a fin de extraer el aire de ésta.
b. Introducción del producto químico en el recipiente de la planta de
tratamiento y aplicación de una presión de trabajo, cuya intensidad y tiempo
de mantenimiento es función de factores inherentes al protector, a la
madera y al grado de protección a alcanzar.
c. Retorno a la presión atmosférica y extracción del resto del producto del
cilindro de la planta de tratamiento.
d. Realización de un vacío final de intensidad y tiempo de mantenimiento
superior al inicial.
e. Extracción de la madera del cilindro de la planta de tratamiento,
consiguiéndose así que la madera salga sin exceso de producto protector.
f. En general se alcanzan retenciones del producto protector del orden de 23-
30 Lts./m3. De esta forma, la madera queda protegida adecuadamente.
En este equipo se controlan los niveles de retención de producto en la
madera, en la siguiente figura se ve un autoclave:

Figura Nº 7.29: Cámara de Impregnación para productos terminados. 8.4.- Cepilladoras Las cepilladoras tienen como fin mejorar la calidad superficial de la madera,
están compuestas por cabezales sobre los cuales van puestas las herramientas
de corte. Algunas características de este equipo son:
a. Velocidad de alimentación b. Número y posición de Cabezales c. Número de Cuchillos por Cabezal d. Potencia e. Espesor, ancho y largo máximo y mínimo de las piezas
9.- EQUIPOS COMPLEMENTARIOS Los equipos complementarios de la planta son aquellos que permiten
realizar de mejor manera las operaciones en las plantas. Entre estos equipos se
pueden mencionar:
a. Detectores de metal. b. Equipos para afilado de herramientas de corte. c. Motosierras para reducir contrafuertes o mal desrame en trozos. d. Equipos para realizar el empaquetado. e. Transporte de Residuos f. Tamizado de Astillas
Figura Nº 7.30: Detector de Metal de la empresa Rens Metal Detector Hasta ahora se ha descrito los equipos que participan en la transformación
de la madera, en ellos se han mencionado variables como factor de operación,
disponibilidad y uso de las máquinas. Si se pudieran tener estas variables para los
equipos entonces podríamos realizar la sensibilización del aserradero, sin
embargo, esto también puede conseguirse obteniendo datos de tiempos de fallas
de los equipos, o tiempos en general de funcionamiento de la máquina. En el
siguiente se entrega una clasificación de los equipos por centro de trabajo, según
los descritos en el capítulo anterior. En el Anexo Nº 32 se encuentran algunos
equipos complementarios.
10.- PARAMETRIZACIÓN DE LOS EQUIPOS SEGÚN ESTACIONES DE TRABAJO Como ya han sido descritos los equipos que participan en la transformación
primaria de la madera, era necesario poder diferenciar estos equipos según la
operación que ellos realizaban, de acuerdo a las principales variables que
afectaban a estos.
En un principio se intento entregar rangos para los parámetros de todos los
equipos; sin embargo esto fue imposible, ya que se encontro que los valores que
tomaban los equipos para algunas variables, se cruzaban para distintas
operaciones, no pudiendo entonces diferenciar cuales eran los rangos por ejemplo

de una sierra huincha como equipo principal y una sierra huincha como equipo
secundario.
Para esto se realizó una metodología que basada en algunas
conversaciones y en respuesta a nuestras inquietudes, que es la que se comenta
a continuación, se tomo la decisión de entregar rangos para los centros de trabajo.
10.1.- Metodología para Parametrización Frente al problema que era muy difícil encontrar rangos para cada equipo
fue necesario tomar algunas decisiones al respecto, para ellos un aserie de
preguntas fue necesario responder, para poder determinar como realizar la
Parametrización, entre las cuales están:
a. ¿De qué depende la velocidad de los equipos, o los parámetros que participan en el proceso? b. ¿Qué es lo que diferencia realmente un equipo de otro? c. ¿Cuáles son los rangos que toman los centros de trabajo? d. ¿Las velocidades de los equipos entregados por distribuidores son aplicables a la realidad? e. ¿Cuáles son las velocidades de transportes?
Para nuestra primera interrogante la podríamos responder con el siguiente
ejemplo, supongamos que tenemos como principal una sierra hincha doble y un
astillador canteador doble como se muestra en la figura.
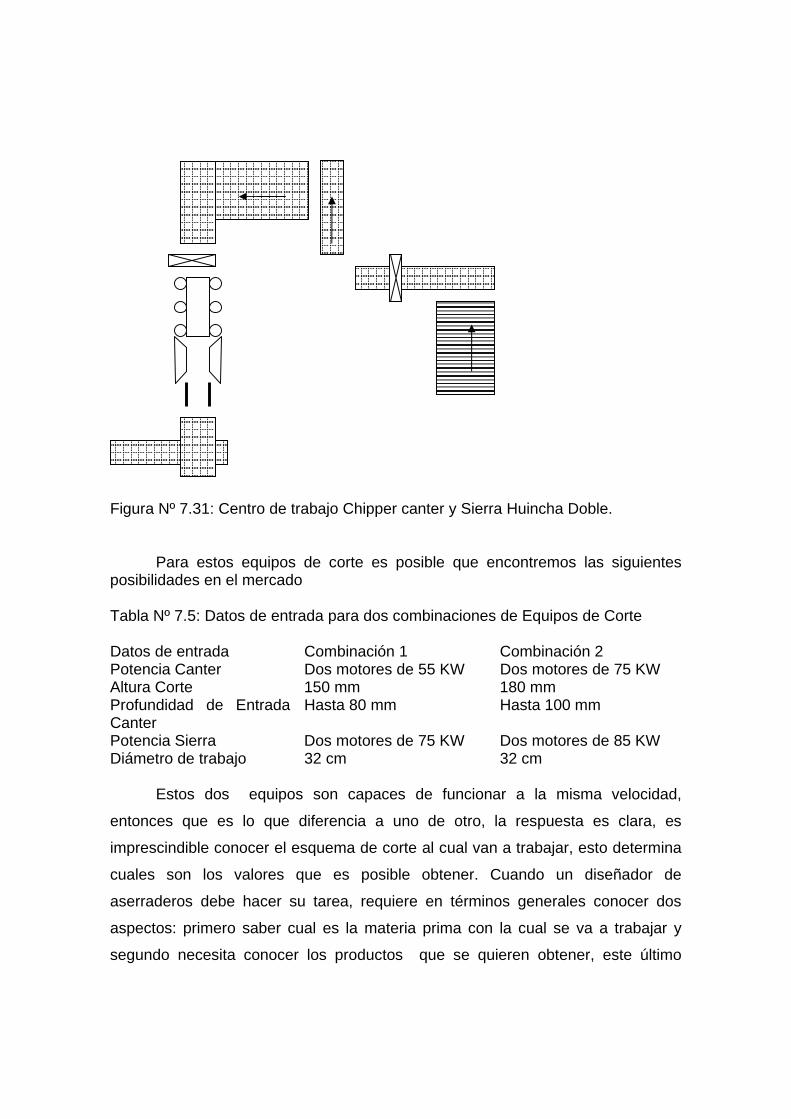
Figura Nº 7.31: Centro de trabajo Chipper canter y Sierra Huincha Doble. Para estos equipos de corte es posible que encontremos las siguientes posibilidades en el mercado Tabla Nº 7.5: Datos de entrada para dos combinaciones de Equipos de Corte Datos de entrada Combinación 1 Combinación 2 Potencia Canter Dos motores de 55 KW Dos motores de 75 KW Altura Corte 150 mm 180 mm Profundidad de Entrada Canter
Hasta 80 mm Hasta 100 mm
Potencia Sierra Dos motores de 75 KW Dos motores de 85 KW Diámetro de trabajo 32 cm 32 cm Estos dos equipos son capaces de funcionar a la misma velocidad,
entonces que es lo que diferencia a uno de otro, la respuesta es clara, es
imprescindible conocer el esquema de corte al cual van a trabajar, esto determina
cuales son los valores que es posible obtener. Cuando un diseñador de
aserraderos debe hacer su tarea, requiere en términos generales conocer dos
aspectos: primero saber cual es la materia prima con la cual se va a trabajar y
segundo necesita conocer los productos que se quieren obtener, este último

punto lleva consigo la idea de poder establecer cual es el esquema de corte para
obtener el mayor beneficio. Por esta razón se decidió entregar rangos para los
centros de trabajo, y aún esto es muy difícil de lograr. Esto último respondería la
tercera pregunta referente a los rangos de los centros de trabajo, simplemente se
debe experimentar cuales son los equipos que consiguen el mejor desempeño de
acuerdo al esquema de corte con el cual se va a trabajar.
La cuarta pregunta hace referencia a esto, y en términos generales se
puede decir que los equipos que entregan los distribuidores si alcanzan variable
como velocidades, o alturas de corte en la práctica, muchas veces estas incluso
son superadas por mejoras realizadas en el proceso, llámense a esta
capacitaciones, cambio de algunos equipos de alimentación, dentro del proceso
no se debe olvidar la presencia de los operadores como parte importante de este,
aunque la tendencia vaya a la eliminación de estos.
Para la segunda interrogante y en vista que es imposible diferenciar un
equipo principal de uno secundario por valores de variables, aquello que permite
diferenciar las estaciones de trabajo es el transporte o sistema de alimentación a
los equipos de corte. Sin embargo; al visitar un aserradero cualquiera se ve que
claramente el transporte esta sujeto al material que se alimenta, y de esta manera
es posible observar que muchas veces el único transporte que se diferencia del
resto de la línea es aquel que se encuentra en el centro de trabajo de corte
primario. Luego y de acuerdo al material que se debe transportar entre un centro y
otro, es que se debe asociar el transporte requerido, por ejemplo nunca
deberíamos poner un sistema de cadenas de dientes afilados para transportar una
semibasa por su lado plano. En este punto se quiere responder la interrogante
acerca de la velocidad de los transportes, esta siempre esta de acuerdo a la
velocidad de los equipos de corte, recordando que los transportes son solo
complementarios en el proceso. Por ejemplo si para las combinaciones anteriores
la velocidad de trabajo fuese 50 m/min, entonces el transporte de salida del equipo
debería correr a 52 m/min, en general la velocidad de la línea siempre va

aumentando, en términos generales la diferencia varía entre un 5 a 10 %, del
equipo anterior.
Una vez que se obtuvo respuesta a las inquietudes se tomo las siguientes
decisiones a fin de poder lograr una especie de Parametrización que diga cuales
son los rangos que se pueden obtener:
a. Realizar una clasificación según los centro de trabajo descrito en el
capítulo anterior, donde se muestre los equipos que interactúan, ya sean
transporte, equipos de corte, sistema de recolección de información.
b. Para los equipos de corte se entregaran las variables que de acuerdo
a conversaciones con José Ávila y Gonzalo Sandoval son importantes
para los distintos centro de trabajo.
c. Se entregan algunos rangos de velocidad y alturas de corte según
centro de trabajo y que corresponde a visitas realizadas en algunos
aserraderos.
10.2.- Clasificación y Parametrización de los centro de trabajo Las variables que se consideran para este punto consistieron en aquellas
que de acuerdo a las conversaciones con los distribuidores de máquinas son la
principales para el proceso.
Los distribuidores de equipos plantean que las variables involucradas en el
proceso, son aquellas que afectan el flujo de este, por ejemplo: velocidad de
avance, alturas de corte, número de cortes. Por otro lado deben considerarse
variables como potencia de motores que restringen las alturas de corte que se
pueden alcanzar, o el número de sierras que se pueden poner en un equipo.
No se deben olvidar que dentro de cada equipo existen características que
son dependientes de otras, por ejemplo en sierras circulares la altura de corte

depende del diámetro de las sierras, o que la velocidad de avance que puede
alcanzar la máquina depende de la potencia de los motores.
Ahora entonces se entregan las posibilidades de equipos para los centro
de trabajo en el aserradero. En las siguientes tablas se muestran los equipos que
se deben considerar en cada centro, considerando algunas variables y rangos
para aquellas que se han considerado las principales.
10.2.1.- Equipos para Descortezado Este centro de trabajo esta compuesto por las siguientes partes que
permiten llevar a cabo la operación:
a. Mesa de Carga b. Sistema Dosificador c. Transporte de Entrada ( el cual incluye el transporte acelerador) d. Sistema Alimentador e. Descortezador f. Transporte de Salida g. Buzones de Clasificación h. Sistemas de Medición o de Recolección de Información
En la siguiente tabla se presentan los equipos requeridos para realizar esta
operación con las variables que deben ser consideradas:

Tabla Nº 7.6: Equipos para Centro de trabajo de Descortezado Ítem Equipo Variables Mesa de Carga Cadenas Velocidad de avance cadena
Máxima Capacidad de Carga Frecuencia de Servicio Diámetro máximo a trasportar Dimensiones mesa de carga
Cadenas Velocidad de avance cadena Máxima Capacidad de Carga Capacidad trozos/min Diámetro máximo a transportar Largo de la cadena
Sistema Dosificador
Alimentadores de Paso Capacidad en trozos/min Diámetro máximo/ mínimo de trozos Largo máximo/mínimo de trozos Número de Pasos
Transporte de Entrada
Cadenas Velocidad de avance Máxima Capacidad de Carga Diámetro máximo a transportar Largo de la cadena
Sistema Alimentador
Rodillos o rotores Velocidad de alimentación Diámetro mínimo/máximo a alimentar Nivel de Curvatura máximo que puede manejar Largo mínimo/máximo de trozos
Anillos Mecánicos Descortezador
De fresas
Velocidad de descortezado Diámetro mínimo/máximo a alimentar Nivel de Curvatura máximo que puede manejar Largo mínimo/máximo de trozos GAP entre trozos Capacidad en trozos/min Potencia descortezadores
Cadenas con barras articuladas
Transporte de Salida
Cadenas con Kickers
Velocidad de avance Capacidad de carga cadena Largo de la cadena Velocidad de desalojo de la línea GAP entre trozos
Buzones de Clasificación
Buzones Capacidad de almacenaje en trozos/ hora Largo mínimo/máximo Número de Buzones Clase diámetrica por buzones
Sistemas de Medición
Escáner Medición Longitudinal
Velocidad de lectura Capacidad de lectura en trozos/min Nivel de Exactitud Densidad de escaneo Características del trozo a medir (diámetro, largo, elipticidad, curvatura)
En la siguiente tabla presentamos algunos rangos para este centro de trabajo.

Tabla Nº 7.7: Rango para Descortezador de anillos Mecánicos
Diámetro (cm) Capacidad (trozos/min) 20 – 30 12 30 – 48 10 48 - 60 6
Estos datos son válidos para el descortezador de anillos mecánicos. Una
variable que se debe tomar en cuenta en este equipo es el factor de operación, en
la visita realizada a aserradero Mulchén, esta variable alcanza un valor de 90%, lo
que nos indica que muy pocas veces este equipo presenta fallas y cuando esto
sucede la causa más común es la rotura de alguna cadena.
10.2.2.- Equipos para Trozado Las requerimientos para esta estación de trabajo son cumplidas con las
siguientes partes:
a. Mesa de Carga b. Sistema Dosificador c. Transporte de Entrada ( el cual incluye el transporte acelerador) d. Equipo de Corte e. Transporte de Salida f. Buzones de Clasificación g. Sistemas de Medición o de Recolección de Información
Como es posible ver en la lista de arriba, este centro es muy similar a
descortezado, esta es una razón por las cuales en algunas plantas, ambas
operaciones se realizan en forma conjunta, en la siguiente tabla se nombran los
equipos.

Tabla Nº 7.8: Equipos para Trozado Ítem Equipo Variables Mesa de Carga Cadenas de Pato Velocidad de avance cadena
Máxima Capacidad de Carga Frecuencia de Servicio Diámetro máximo a transportar Dimensiones mesa de carga
Cadenas Velocidad de avance cadena Máxima Capacidad de Carga Capacidad trozos/min Diámetro máximo a transportar Largo de la cadena
Sistema Dosificador
Alimentadores de Paso Capacidad en trozos/min Diámetro máximo/ mínimo de trozos Largo máximo/mínimo de trozos Número de Pasos
Transporte de Entrada
Cadenas Velocidad de avance Máxima Capacidad de Carga Diámetro máximo a transportar Largo de la cadena
Sistema Alimentador Rodillos o rotores Velocidad de alimentación Diámetro mínimo/máximo a alimentar Nivel de Curvatura máximo que puede manejar Largo mínimo/máximo de trozos
Sierras Circular simple, para movimiento longitudinal del trozo
Sierra Circular Múltiple para movimiento longitudinal del trozo
Equipo de Corte
Sierra Circular Múltiple para movimiento transversal del trozo
Velocidad de Corte Número de sierras Diámetro de sierras Exactitud del corte Capacidad en trozos/min Gap entre trozos Distancia entre sierras Potencia
Cadenas con barras articuladas
Transporte de Salida
Cadenas con Pateadores
Velocidad de avance Capacidad de carga cadena Velocidad de desalojo de la línea GAP entre trozos Largo de la cadena
Buzones de Clasificación
Buzones Capacidad de almacenaje en trozos/ hora Largo mínimo/máximo Número de Buzones Clase diámetrica por buzones
Sistemas de Medición
Escáner Medición Longitudinal
Velocidad de lectura Capacidad de lectura en trozos/min Nivel de Exactitud Densidad de escaneo Características del trozo a medir (diámetro, largo, elipticidad, curvatura)
10.2.3.- Equipo para Alimentación Aserradero
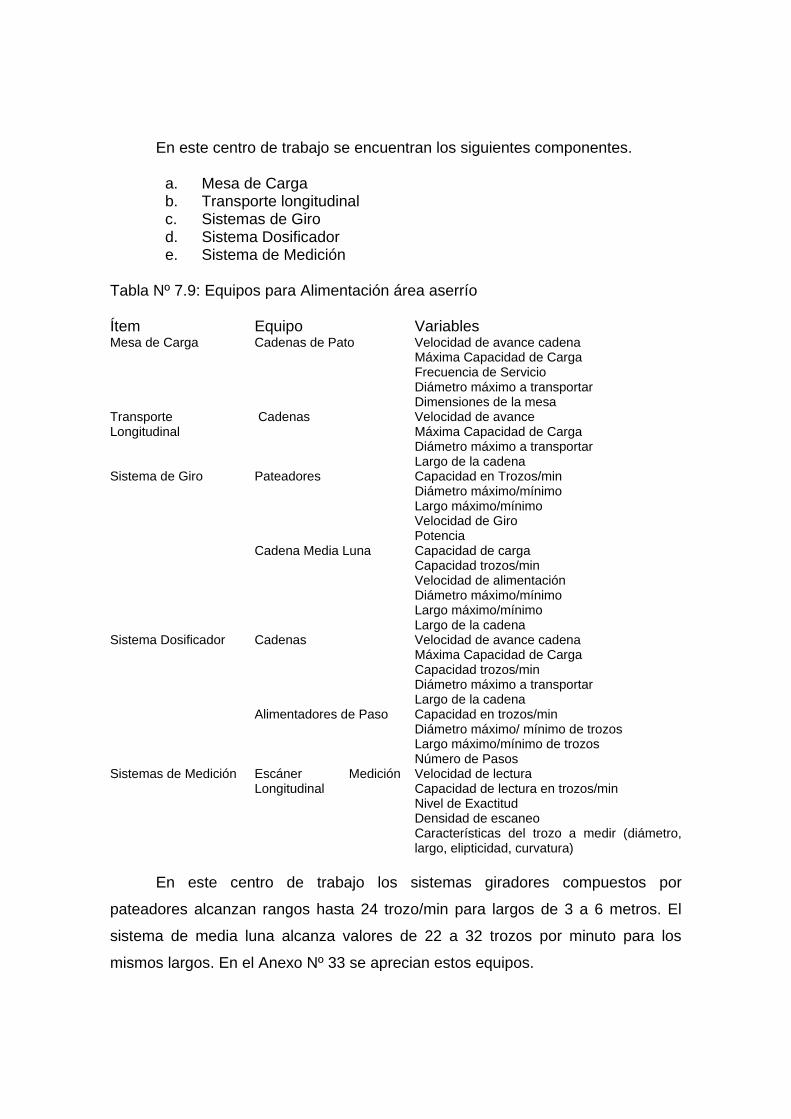
En este centro de trabajo se encuentran los siguientes componentes.
a. Mesa de Carga b. Transporte longitudinal c. Sistemas de Giro d. Sistema Dosificador e. Sistema de Medición
Tabla Nº 7.9: Equipos para Alimentación área aserrío Ítem Equipo Variables Mesa de Carga Cadenas de Pato Velocidad de avance cadena
Máxima Capacidad de Carga Frecuencia de Servicio Diámetro máximo a transportar Dimensiones de la mesa
Transporte Longitudinal
Cadenas Velocidad de avance Máxima Capacidad de Carga Diámetro máximo a transportar Largo de la cadena
Pateadores Capacidad en Trozos/min Diámetro máximo/mínimo Largo máximo/mínimo Velocidad de Giro Potencia
Sistema de Giro
Cadena Media Luna Capacidad de carga Capacidad trozos/min Velocidad de alimentación Diámetro máximo/mínimo Largo máximo/mínimo Largo de la cadena
Cadenas Velocidad de avance cadena Máxima Capacidad de Carga Capacidad trozos/min Diámetro máximo a transportar Largo de la cadena
Sistema Dosificador
Alimentadores de Paso Capacidad en trozos/min Diámetro máximo/ mínimo de trozos Largo máximo/mínimo de trozos Número de Pasos
Sistemas de Medición Escáner Medición Longitudinal
Velocidad de lectura Capacidad de lectura en trozos/min Nivel de Exactitud Densidad de escaneo Características del trozo a medir (diámetro, largo, elipticidad, curvatura)
En este centro de trabajo los sistemas giradores compuestos por
pateadores alcanzan rangos hasta 24 trozo/min para largos de 3 a 6 metros. El
sistema de media luna alcanza valores de 22 a 32 trozos por minuto para los
mismos largos. En el Anexo Nº 33 se aprecian estos equipos.

10.2.4.- Corte Primario Las partes que componen este centro de trabajo son:
a. Sistema dosificador b. Transporte de entrada c. Sistema alimentador d. Equipo de Corte e. Transporte de salida
Tabla Nº 7.10: Equipos para operación de Corte Primario Ítem Equipo Variables
Cadenas Velocidad de avance cadena Máxima Capacidad de Carga Capacidad trozos/min Diámetro máximo a transportar Largo de la cadena
Sistema Dosificador
Alimentadores de Paso
Capacidad en trozos/min Diámetro máximo/ mínimo de trozos Largo máximo/mínimo de trozos Número de Pasos
Transporte de entrada Cadenas Velocidad de avance cadena Máxima Capacidad de Carga Capacidad trozos/min Diámetro máximo a transportar Largo de la cadena
Carros Convencionales
Apertura Potencia Capacidad en trozos/min Diámetro máximo/ mínimo de trozos Largo máximo/mínimo de trozos
Carros Telescópicos Velocidad de Avance Potencia Capacidad en trozos/min Diámetro máximo/ mínimo de trozos Largo máximo/mínimo de trozos
Sistema Alimentador
Posicionadores Giradores Centradores
Potencia Capacidad en trozos/min Diámetro máximo/ mínimo de trozos Largo máximo/mínimo de trozos Velocidad de Avance
Equipo de Corte Sierras Circulares Número de sierras Potencia Altura de Corte Largo mínimo/máximo de trozos Diámetro máximo/mínimo trozos

Sierras Huinchas
Sierras Alternativas
Número de ejes Kerf Velocidad de Avance Capacidad trozos/min Diámetro de sierras Velocidad de Corte
Canteadores Astilladores
Número Canteadores Velocidad de avance Rango apertura entre Cabezales Largo mínimo/máximo de trozos Diámetro máximo/mínimo trozos Máxima altura desde la base del canteador Potencia Capacidad en trozos/min
Perfiladores Apertura vertical Apertura Horizontal Número de Cabezales Velocidad de Avance Potencia Largo mínimo/máximo de trozos Diámetro máximo/mínimo trozos Capacidad en trozos/min
Separador de Tablas
Largo Mín/máx. pieza con canto muerto Altura Mín/Máx. pieza con canto muerto Apertura máxima entre rodillos de salida Ancho del centro de la Cadena Potencia Motor Cadena Central Potencia Motor vertical de salida Velocidad de avance
Cadenas
Rodillos
Transporte de Salida
Cintas
Velocidad de avance Máxima Capacidad de Carga Largo del transporte Capacidad en piezas/min Potencia motor
Sistema de Medición Escáner de medición longitudinal
Velocidad de lectura Capacidad de lectura en trozos/min Nivel de Exactitud Densidad de escaneo Características del trozo a medir (diámetro, largo, elipticidad, curvatura)
Las cadenas usadas en este centro deben ser capaces de lograr sujetar el
trozo, usualmente se encuentran cadenas provistas con puntas que sujetan el
trozo durante el corte o para la alimentación al aserradero. En este centro de
trabajo para una combinación de sierra circular mas canter se pueden alcanzar
velocidades de 40 a 70 m/min, para diámetros entre 18 a 42 cm. Al usar sierra
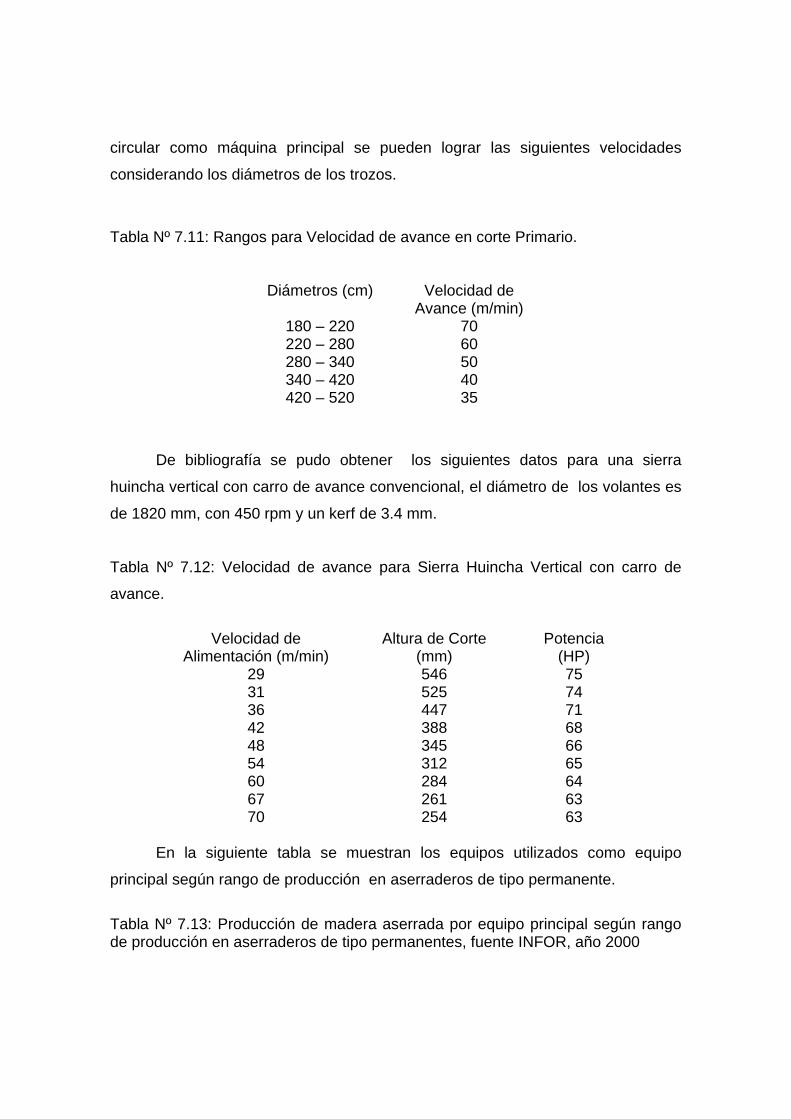
circular como máquina principal se pueden lograr las siguientes velocidades
considerando los diámetros de los trozos.
Tabla Nº 7.11: Rangos para Velocidad de avance en corte Primario.
Diámetros (cm) Velocidad de Avance (m/min)
180 – 220 70 220 – 280 60 280 – 340 50 340 – 420 40 420 – 520 35
De bibliografía se pudo obtener los siguientes datos para una sierra
huincha vertical con carro de avance convencional, el diámetro de los volantes es
de 1820 mm, con 450 rpm y un kerf de 3.4 mm.
Tabla Nº 7.12: Velocidad de avance para Sierra Huincha Vertical con carro de
avance.
Velocidad de
Alimentación (m/min) Altura de Corte
(mm) Potencia
(HP) 29 546 75 31 525 74 36 447 71 42 388 68 48 345 66 54 312 65 60 284 64 67 261 63 70 254 63
En la siguiente tabla se muestran los equipos utilizados como equipo
principal según rango de producción en aserraderos de tipo permanente.
Tabla Nº 7.13: Producción de madera aserrada por equipo principal según rango de producción en aserraderos de tipo permanentes, fuente INFOR, año 2000

Producción de Madera Aserrada por Equipo Principal (m3) Rango de
Producción
Total HH HP HV AL CC CS CD CV MU
Total 5209641
35233
626207
1733775
90603
189083
681713
1182046
101109
569872
% 100 0,7 12,0 33,3 1,7 3,6 13,1 22,7 2,0 10,9 > 50000 333997
3 - 54500
0 104171
6 6992
8 18908
3 - 954559 - 53968
7 20001– 50000
833010 - 70080 270209 - - 364138
111583 - 17000
10001– 20000
404657 6065 - 219451 18275
- 61947 63581 24953 10385
5001 – 10000
314209 - 8907 135139 - - 98373 40219 31571 -
<= 5000 317792 29168
2220 67260 2400 - 157255
12104 44585 2800
Simbología HH: Huincha Horizontal HP: Huincha Paralela HV: Huincha Vertical AL: Alternativa CC: Chipper Canter CS: Circular simple CD: Circular Doble CV: Circular con voladora MU: Circular Múltiple
De la tabla anterior es posible darse cuenta de que existe un mayor uso de
sierras huinchas verticales, las cuales están normalmente acompañadas por
chipper canter.
10.2.5.- Corte Secundario Para el corte secundario los equipos requeridos son similares al corte
primario, en este centro de trabajo no se encuentran los sistemas dosificadores,
que han sido reemplazados por transportes a los cuales se ha llamado conectores,
que permiten unir un centro con otro, estos se tratan más adelante.
Entonces los equipos requeridos para este centro de trabajo se muestran en la
tabla siguiente.
Tabla Nº 7.14: Equipos para Operación de Corte Secundario.
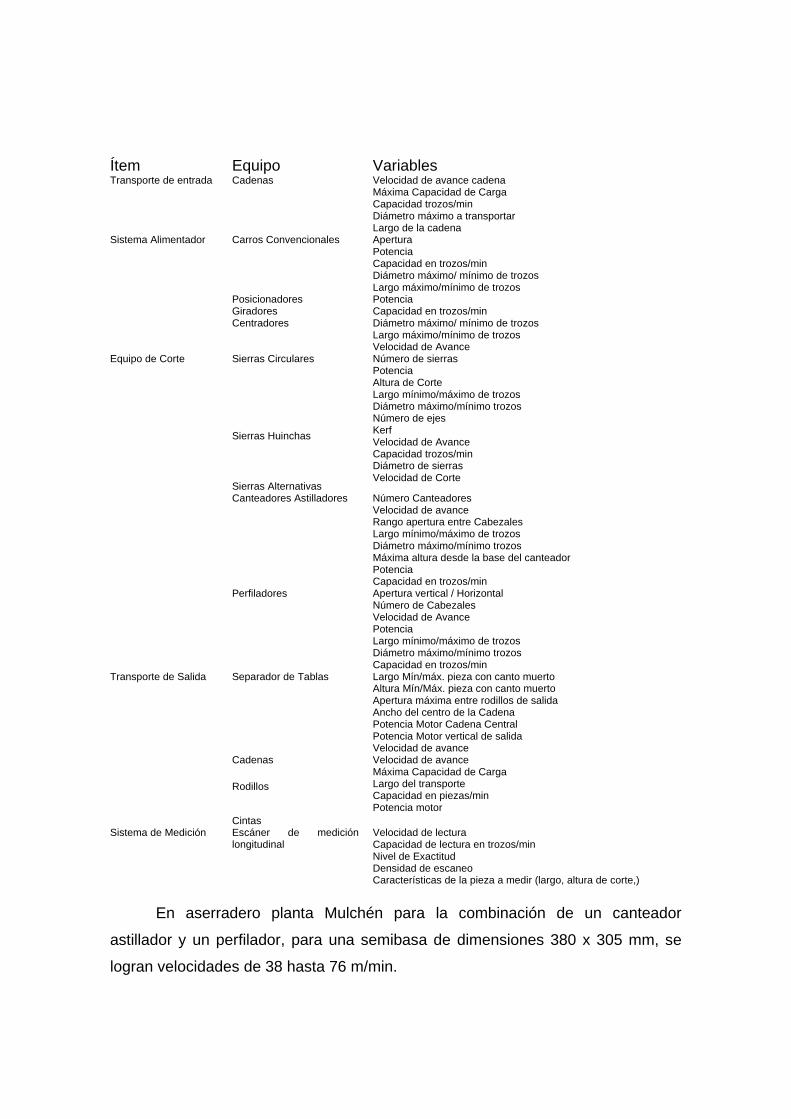
Ítem Equipo Variables Transporte de entrada Cadenas Velocidad de avance cadena
Máxima Capacidad de Carga Capacidad trozos/min Diámetro máximo a transportar Largo de la cadena
Carros Convencionales
Apertura Potencia Capacidad en trozos/min Diámetro máximo/ mínimo de trozos Largo máximo/mínimo de trozos
Sistema Alimentador
Posicionadores Giradores Centradores
Potencia Capacidad en trozos/min Diámetro máximo/ mínimo de trozos Largo máximo/mínimo de trozos Velocidad de Avance
Sierras Circulares
Sierras Huinchas
Sierras Alternativas
Número de sierras Potencia Altura de Corte Largo mínimo/máximo de trozos Diámetro máximo/mínimo trozos Número de ejes Kerf Velocidad de Avance Capacidad trozos/min Diámetro de sierras Velocidad de Corte
Canteadores Astilladores Número Canteadores Velocidad de avance Rango apertura entre Cabezales Largo mínimo/máximo de trozos Diámetro máximo/mínimo trozos Máxima altura desde la base del canteador Potencia Capacidad en trozos/min
Equipo de Corte
Perfiladores Apertura vertical / Horizontal Número de Cabezales Velocidad de Avance Potencia Largo mínimo/máximo de trozos Diámetro máximo/mínimo trozos Capacidad en trozos/min
Separador de Tablas Largo Mín/máx. pieza con canto muerto Altura Mín/Máx. pieza con canto muerto Apertura máxima entre rodillos de salida Ancho del centro de la Cadena Potencia Motor Cadena Central Potencia Motor vertical de salida Velocidad de avance
Cadenas
Rodillos
Transporte de Salida
Cintas
Velocidad de avance Máxima Capacidad de Carga Largo del transporte Capacidad en piezas/min Potencia motor
Sistema de Medición Escáner de medición longitudinal
Velocidad de lectura Capacidad de lectura en trozos/min Nivel de Exactitud Densidad de escaneo Características de la pieza a medir (largo, altura de corte,)
En aserradero planta Mulchén para la combinación de un canteador
astillador y un perfilador, para una semibasa de dimensiones 380 x 305 mm, se
logran velocidades de 38 hasta 76 m/min.

En planta nacimiento para la combinación de canteador astillador y sierra
circular se alcanzan velocidades de 23 a 59 m/min. En la siguiente tabla se
muestran algunos valores para sierra circular como máquina secundaria.
Tabla Nº 7.15: Rangos para la velocidad de avance en la Operación de Corte Secundario
Altura de Corte (mm)
Velocidad de Avance (m/min)
100 – 110 69 110 – 150 65 150 – 180 61 180 – 210 55
Las sierras alternativas son poco usadas en corte primario y secundario,
este tipo de equipo alcanza velocidades de 20 m/min para alturas de corte de 600
a 700 mm.
Los canteadores astilladores para corte primario y secundario normalmente
alcanzan las velocidades de las sierras circulares, huinchas u otro equipo con el
cual estén combinados.
Antes de seguir con la estación de canteado, y en referencia a las sierras
huinchas, para este tipo de equipo se nos hizo imposible poder diferenciar entre
centros de trabajo. Como se explicó anteriormente, una máquina puede realizar
más de una operación funcionando con las mismas características, por ejemplo
refiriéndose a sierras huinchas, iguales diámetros de volante, alturas de corte son
posibles de encontrar como máquina principal, secundaria, o reaserradora. En las
siguientes tablas se muestran algunas relaciones para parámetros de este equipo.
Tabla Nº 7.16: Parámetros para Sierra Huincha Diámetro Velocidad Espesor Ancho Kerf Altura Velocidad Potencia

Volantes (mm)
de Corte (m/min)
de Sierra (mm)
de Hoja (mm)
(mm)
de Corte (mm)
Avance (m/min)
(KW)
1524-1828 2438-3352 1,65-1,83 203-304 3,40-4,27
200-335
73,15-120,70
45-112
2133-2438 2286-3352 2,11-2,41 304-381 4,57-5,46
236-447
102,72-150,88
71-195
2743 2590-3200 2,77-3,05 406 6,22-6,35
292-482
113,39-166,42
187-247
Como es natural pensar a medida que aumenta el diámetro de los volantes
las necesidades de mayor potencia deben ser suministradas. Para la velocidad de
alimentación, a medida que aumenta la altura de corte esta disminuye. En la tabla
anterior, es posible darse cuenta que existen rangos para las variables que se
cruzan, lo que impide asumir una posición al definir si la máquina puede trabajar
solo en una operación o en otra.
10.2.6.- Canteado Este centro de trabajo se puede decir que es el más simple de todos,
requiere algunas características similares a los anteriores centros, pero la cantidad
de equipos que realizan el corte se ve reducida al uso de sierras circulares. La
tabla siguiente muestra los equipos requeridos.
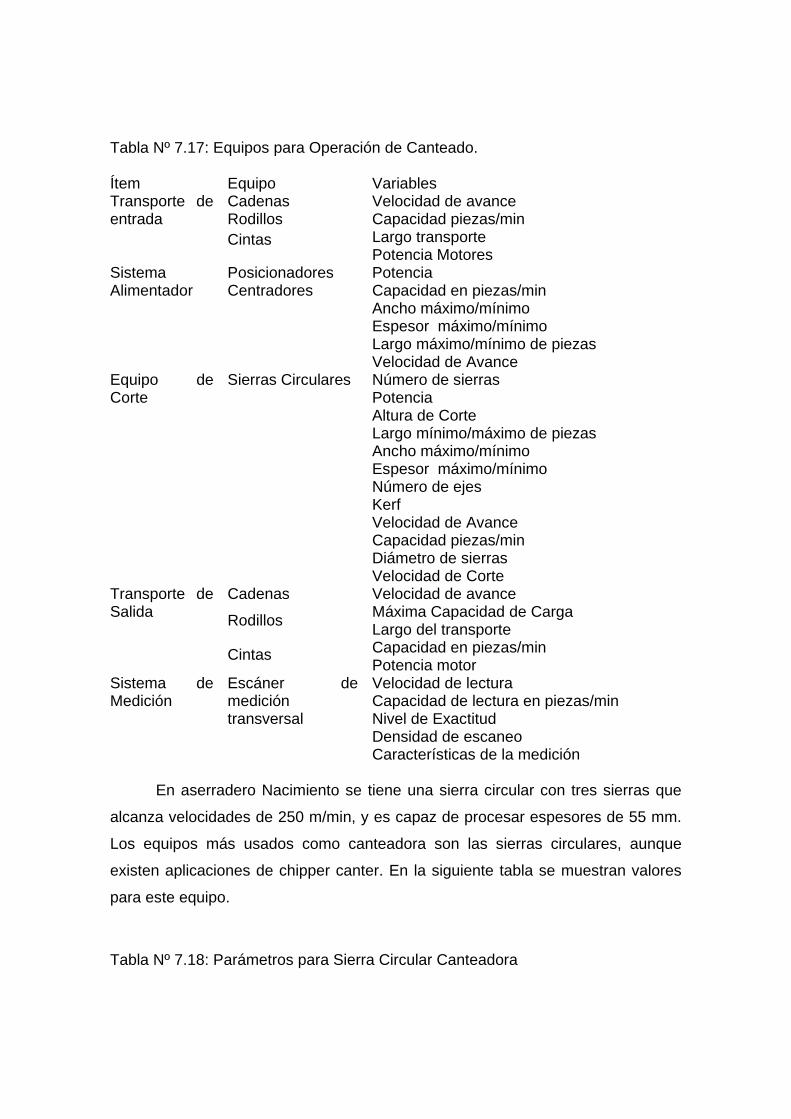
Tabla Nº 7.17: Equipos para Operación de Canteado. Ítem Equipo Variables
Cadenas Rodillos
Transporte de entrada
Cintas
Velocidad de avance Capacidad piezas/min Largo transporte Potencia Motores
Sistema Alimentador
Posicionadores Centradores
Potencia Capacidad en piezas/min Ancho máximo/mínimo Espesor máximo/mínimo Largo máximo/mínimo de piezas Velocidad de Avance
Equipo de Corte
Sierras Circulares Número de sierras Potencia Altura de Corte Largo mínimo/máximo de piezas Ancho máximo/mínimo Espesor máximo/mínimo Número de ejes Kerf Velocidad de Avance Capacidad piezas/min Diámetro de sierras Velocidad de Corte
Cadenas
Rodillos
Transporte de Salida
Cintas
Velocidad de avance Máxima Capacidad de Carga Largo del transporte Capacidad en piezas/min Potencia motor
Sistema de Medición
Escáner de medición transversal
Velocidad de lectura Capacidad de lectura en piezas/min Nivel de Exactitud Densidad de escaneo Características de la medición
En aserradero Nacimiento se tiene una sierra circular con tres sierras que
alcanza velocidades de 250 m/min, y es capaz de procesar espesores de 55 mm.
Los equipos más usados como canteadora son las sierras circulares, aunque
existen aplicaciones de chipper canter. En la siguiente tabla se muestran valores
para este equipo.
Tabla Nº 7.18: Parámetros para Sierra Circular Canteadora

Altura de Corte (mm)
Velocidad de Avance (m/min)
15 – 26 240 26 – 48 194 48 - 70 148
10.2.7.- Despuntado y Clasificación Este centro de trabajo esta compuesto por equipos que permiten realizar la
clasificación y despuntado de la madera. Se considerará ahora los equipos que se
utilizan en la clasificación y despuntado automático y semi automático.
Para señalar los equipos utilizados se hará referencia al igual que en los
casos anteriores, al centro de trabajo general indicado en el capítulo anterior para
este centro de trabajo, en la siguiente tabla se detallan las partes que lo
constituyen.
Tabla Nº 7.19: Equipos para la Operación de Despuntado y Clasificación. Ítem Equipo Variables Transporte de entrada
Cadenas Velocidad de avance Capacidad piezas/min Largo transporte Potencia Motores
Sistema Posicionador
Posicionadores Número de piezas/min Alcance posicionado
Sierras Circulares Simples *
Equipo de Corte
Sierras Circulares Múltiple **
Número de Sierras Diámetro de sierras Profundidad de corte Potencia Kerf Distancia entre Sierras Velocidad de Corte Exactitud del corte Capacidad en piezas/min Gap entre piezas
Transporte entre despuntado y clasificación
Cadenas Velocidad de avance Capacidad piezas/min Largo transporte Potencia Motores
Equipos de Clasificación
Clasificadores Largo Piezas Velocidad de Avance

Capacidad de almacenado Capacidad en piezas/min
Equipos de Apilado
Apiladores Altura, ancho del apilador Potencia Compresor Largo Máximo Piezas Espesor Máx./Mín. de piezas Capacidad Lugs/Minuto Capacidad en Piezas
Cadenas Velocidad de avance Capacidad piezas/min Largo transporte Potencia Motores
Transporte de Salida
Tilt Hoist Ancho equipo Largo de paquetes Capacidad en paquetes/turno
* Se refiere a sierras circulares simple una por cada lado, con algunas excepciones donde existen dos sierras en un mismo lado de la mesa de salida. ** Estas son las llamadas TRIMMER, que no deben ser confundidas con las sierras circulares para corte longitudinal de trozos, semibasas, basas y tablas. En este centro de trabajo es posible tener para despuntado hasta 60 piezas/min, existen sistemas donde la cantidad de piezas alcanza las 90 piezas/min, en este caso es requerido usar sistemas más rápidos para definir la línea de madera. Entre centros de trabajo deben existir transportes para la madera aserrada,
o en general para el material que se este transportando. Se ha dicho que existen
transportes longitudinales y transversales, en la siguiente tabla se indican los
transportes más usados entre centros de trabajo y que hacen posible el flujo en la
planta.
Tabla Nº 7.20: Transportes entre centros de Trabajo
Centros de Trabajo Transporte Corte Primario – Corte Secundario Cadenas
Rodillos Corte Primario – Canteado Cintas
Rodillos Corte Secundario – Canteado Rodillos
Cadenas Cintas
En las tablas anteriores se ha nombrado a las cadenas como un
componente que se encuentra presente en todos los centro de trabajo, ya sea
como transporte del centro o como un conector. Sin embargo para cada estación
de trabajo, se deben diferenciar las formas que tienen las cadenas, ya que estas
se encuentran de acuerdo al material que deben transportar. Existe las llamadas
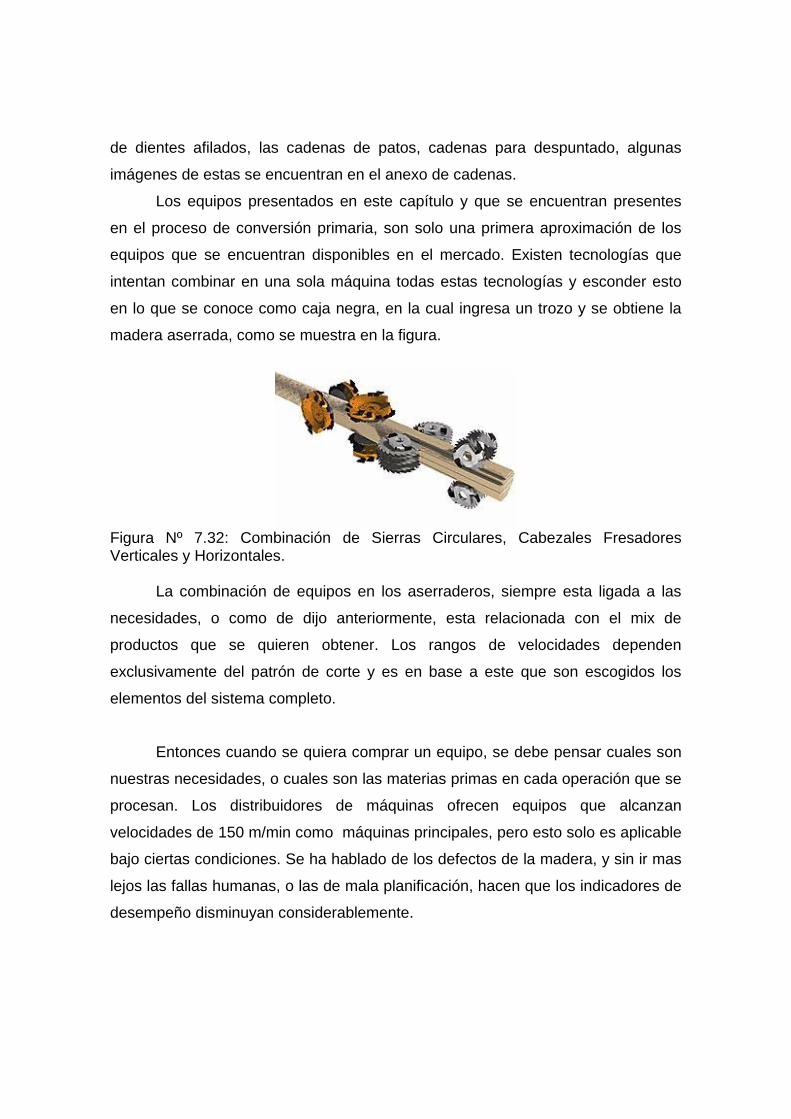
de dientes afilados, las cadenas de patos, cadenas para despuntado, algunas
imágenes de estas se encuentran en el anexo de cadenas.
Los equipos presentados en este capítulo y que se encuentran presentes
en el proceso de conversión primaria, son solo una primera aproximación de los
equipos que se encuentran disponibles en el mercado. Existen tecnologías que
intentan combinar en una sola máquina todas estas tecnologías y esconder esto
en lo que se conoce como caja negra, en la cual ingresa un trozo y se obtiene la
madera aserrada, como se muestra en la figura.
Figura Nº 7.32: Combinación de Sierras Circulares, Cabezales Fresadores Verticales y Horizontales. La combinación de equipos en los aserraderos, siempre esta ligada a las
necesidades, o como de dijo anteriormente, esta relacionada con el mix de
productos que se quieren obtener. Los rangos de velocidades dependen
exclusivamente del patrón de corte y es en base a este que son escogidos los
elementos del sistema completo.
Entonces cuando se quiera comprar un equipo, se debe pensar cuales son
nuestras necesidades, o cuales son las materias primas en cada operación que se
procesan. Los distribuidores de máquinas ofrecen equipos que alcanzan
velocidades de 150 m/min como máquinas principales, pero esto solo es aplicable
bajo ciertas condiciones. Se ha hablado de los defectos de la madera, y sin ir mas
lejos las fallas humanas, o las de mala planificación, hacen que los indicadores de
desempeño disminuyan considerablemente.

Respecto a las variables que se consideran para cada equipo, estas deben
ser tomadas en los aserraderos de nuestra región o del país a fin de poder contar
con una base de datos que sea representativa y que pueda ser simulada, estos
valores deben ser tomados a las principales variables que afectan el flujo del
proceso, las cuales son:
a. Velocidad de avance b. Restricciones de corte (Alturas, anchos y espesores de Corte) c. Capacidades de los equipos
Otras variables como Factor de Operación, Factor de Uso, Factor de
disponibilidad, productividad, rendimiento de los equipos, servirán para sensibilizar
el aserradero, aunque estas mismas pueden ser obtenidas como resultado
entregando al software simulador una base de tiempos de fallas, de operación de
los equipos.
Finalmente la clasificación anterior de los equipos esta sujeta a cambios
drásticos, esto de acuerdo a las nuevas tecnologías que van siendo generadas en
el mercado, por lo cual debe siempre en todo simulador contar con una opción de
máquina que sea una especie de “caballo de guerra”, en caso que exista un nuevo
equipo que adjuntar al sistema.
CAPITULO VIII
CONCLUSIONES Y RECOMENDACIONES
1.- CONCLUSIONES
1.1.- Productos
Una vez realizada la etapa de investigación de los productos, se llegó a la
conclusión que los atributos que caracterizan a un producto de madera aserrada
son el contenido de humedad, dimensiones de la pieza (medidas de producción y
tolerancias), procedencia de la pieza desde el trozo (madera lateral, central o
semilateral).
Los atributos relacionados con el tratamiento de la madera, se encuentran ligados
con las especificaciones del cliente.
Los productos producidos en la industria nacional, basados en los complejos
CMPC y Arauco, son caracterizados por escuadrías, porcentaje de
aprovechamiento de la pieza, lo que se encuentra relacionado con un grado o
clasificación de la madera. Esta clasificación esta relacionada con el uso final que
tendrá la pieza, remanufactura, muebles.
En cuanto a las normas con las cuales se clasifican los nombres de productos, la
norma americana es la más utilizada para clasificar los productos. Para mercados
como Japón, Medio oriente y otros, existen normas o especificaciones entre el
cliente y el productor.
La experiencia de los aserraderos nórdicos, y norteamericanos han causado
positivos cambios en la industria chilena con la incorporación de nuevas
tecnologías que permiten obtener un mejor aprovechamiento de la madera.
La clasificación de madera en Chile, se encuentra a un nivel muy simple, en
comparación con las clasificaciones americana y nórdicas. Es necesario entonces
poder generar una norma que sea capaz de clasificar los productos de madera, o
en su defecto adoptar una norma estándar extranjera bajo la cual se puedan
clasificar los productos.
1.2.- Proceso
Aspectos como principios de diseño, indicadores de desempeño, deben ser
considerados a la hora de diseñar un aserradero.

El esquema de corte y los productos que se quieran obtener determinan el layout
de la planta, esta es la base de los diseñadores de aserraderos.
Fue posible describir el proceso en base a áreas, operaciones y tareas. Las áreas
corresponden a Preparación de materia Prima, Aserrío de Trozas y Tratamientos
de la madera Aserrada. Las operaciones se encuentran distribuidas dentro de
cada área específica con tareas que se encuentran definidas y que se deben
cumplir.
Fue posible identificar las operaciones del proceso, y entregar una base de
centros de trabajo usados en la industria donde se realiza la combinación de
equipos.
Los aserraderos han dejado atrás el concepto de maximizar la materia prima
desde el centro del trozo, maximizando la recuperación en volumen y valor desde
la periferia del trozo hacia el interior de este. La madera obtenida desde la periferia
posee un mayor valor económico.
La manera en la cual se toman las decisiones en el proceso esta basado en una
lógica programada, la cual es capaz de optimizar las decisiones, ya sea realizando
el posicionado de las herramientas o de la madera.
1.3.- Equipos
Fue posible clasificar los equipos en familias relacionadas con el corte, transporte,
clasificación y apilado de la madera, equipos de recolección de información.

Además, fue posible clasificar los equipos según las operaciones posibles que
pueden realizar.
Las variables que definen un equipo genérico corresponden a aquellas que
afectan el flujo del proceso, entre estas se encuentran las restricciones de corte
(altura, espesor, ancho), velocidades de avance, número de corte. Estas variables
son las que se deben incorporar al sistema simulador.
Los indicadores de desempeño, pueden ser obtenidos como resultados del
proceso de simulación, o bien si se encuentran como datos, pueden ser
ingresados al sistema simulador permitiendo de esta manera sensibilizar el
aserradero.
Fue posible además entregar algunos rangos para combinaciones de máquinas
encontradas en aserraderos visitados, y que pueden ser usados como una primera
aproximación para el simulador.
Se entregó además una batería de equipos usados en la industria, con los
parámetros que caracterizan a cada uno de ellos.
2.- RECOMENDACIONES Los atributos considerados son relevantes para la clasificación de productos; sin
embargo se deben considerar otras posibles especificaciones de clientes.

Para los centros de trabajo presentados, es necesario tomar datos de algunas
variables, como por ejemplo: factores de operación, rendimientos, tiempos y otros.
Es difícil entregar para cada equipo rangos de variables según centros de trabajo,
debido a que existen innumerables combinaciones de máquinas que pueden
realizar la misma operación obteniendo un mismo producto.
Se deben considerar tecnologías emergentes.
BIBLIOGRAFIA Libros, Revistas y Publicaciones. Aguayo Aburto, Raúl. “Estudio de línea de producción en Aserradero Adicon”.1998. Araman, Philip. “ A Next Generation Processing System For Edging And Trimming”. Department of Electrical and Computer Engineering. Virginia Tech. May 11, 2000 Aroca Narváez, Boris. “Determinación de tiempos y causas de detención y su impacto en la producción de una planta de Aserrío”.1998. Bruce E. Cutre. “Softwood Lumber Grades”. School of Forestry, Fisheries and Wildlife, University of Missouri-Columbia. Burbidge, John L. “ Planificación de la producción”. Bilbao :Deusto,c1979. Campos, J. Cerda, I.”Estudio: Análisis de la Información Sobre Productos Forestales Madereros en Chile”. Proyecto Comisión Europea/FAO. Santiago de Chile, Marzo de 2001
Cardona H., Mario . “Distribución de Planta por Proceso, Puesto de Trabajo y Operación”. Revista el mueble y la madera Chandler W. Jones.”Bandsaws : wide blade and narrow blade types... in sawmilling and remanufacture, in cabinet and furniture manufacture, in history”.Seattle, 1992 Chávez, Angel . “Estudio de Rendimiento, Tiempos y Movimientos en el Aserrio, Manual Practico”. Documento Técnico 62/1997. Diciembre, 1997. Santa Cruz, Bolivia Cutre, Bruce E.” Softwood Lumber Grades”. Agricultural publication G05053. School of Forestry, Fisheries and Wildlife, University of Missouri-Columbia. October 1, 1993 Devlieger S., Francis Y Baetty P., Ricardo. “Modelo De Optimización y Simulación para el Aserrado de Coníferas”.Universidad De Talca. Chile 2000
Díaz Saavedra, José Marcelo.”Estudio de aprovechamiento de distintas combinaciones de máquinas de aserrío en aserraderos regionales”.1991. Espinosa B., Miguel y Muñoz S.,Fernando y otros.”Silvicultura Aplicada I: Apuntes de Clase”. Universidad de Concepción. Facultad De Ciencias Forestales. Departamento Silvicultura. Concepción, 2000 Fronius, Kart.” Técnicas de aserrado”.1900. Fuentes, Rosa B. “Técnicas Para la Preservación de Maderas”.Documento Técnico 65/1998. Universidad Autónoma Juan Misael Caracho. Bolivia. Febrero, 1998 Hervalejo L, Angél. “Las clases de riesgo de ataque biológico en la madera”. Artículos de Protecma, (UNE EN 335). Kline, D. Earl y otros. “Machine Vision Technology the Forest for Products Industry”. Virginia Tech. July 1997 Navarrete C., Carlos.”Control de calidad en el aserradero : generalidades y aplicación : cartas de control : técnica para el control de procesos de transformación mecánica en aserraderos”.1991. Pastoret, James. “Air Seasoning (Drying) of Wood”. Agricultural publication G05550. School of Forestry, Fisheries and Wildlife, University of Missouri-Columbia. October 1, 1993 Risopatrón Cerna, Alfredo.”Determinación de tiempos y causas de detención en una planta de aserrío”.2001

Schmoldt L. Daniel.”Automation for Primary Processing of Hardwoods”. Research Forest Products Technologist. USDA Forest Service. Southeastern Forest Experiment Station. Manuscript prepared August 19, 1992. Schulz Segura, Carlos.”Simulación del aserradero Horcones II del grupo Aserraderos Arauco S.A.”2001. Stern, Abigail. “Improved Sawing Accuracy does Help”. Forest Products Laboratory. Forest Service. Department of Agriculture. United Status. Thunell, B. “El Aserrado en Suecia”. Departamento de Tecnología de la Madera, Laboratorio de Investigaciones sobre Productos Forestales, Estocolmo, 1999 Tuset, Rinaldo.”Manual de maderas comerciales, equipos de procesos de utilización : (aserraderos, secado, preservación, descortezado, partículas)”.1986. Vidaurre Echeverría, Sergio.”Principios de organización y operación del aserradero” . 1989. Williston, Ed M.”Lumber manufacturing : the desing and operations of sawmills and planer mills”.1976 Williston, Ed M.”Saws :design selection operation maintenance”. San Francisco, 1989. Yobanolo, Rodrigo y Ramis Francisco. “Estudio de los Problemas Dimensionales que se Producen en las Máquinas”. CMPC Maderas. Planta Nacimiento. Concepción, 2001 Yobanolo, Rodrigo y Ramis Francisco. “Busqueda de Oportunidades de Mejoramiento”. CMPC Maderas. Planta Bucalemu. Concepción, Enero 2001 CIRIS. “Los Parámetros que Influyen sobre el Rendimiento de la Materia Prima”. Francia, 2002. CIRIS. “Herramientas Software de Ayuda en la Decisión Para la Gestión de Producción de Aserraderos”. Francia, 2002. CIRIS. “Las Ventajas del Scanner Forma Real Para el Pino Marítimo”. Francia, 2002. CONAMA. “Guía para el Control y Prevención de la Contaminación Industrial, Rubro Aserraderos Y Procesos De Madera”. Santiago de Chile. Diciembre de 2000 Facultad de Económicas.”Consideraciones sobre el Mercado de Madera Aserrada”. Universidad de Santiago de Compostela (España)
Forest Products Research Society. “A handbook of hardwoods”. London,1956 Forest Products Research Laboratory. “A handbook of sofwoods”. Gran Bretaña.1957. Forest Products Laboratory. “Wood handbook--Wood as an engineering
material”. Madison, WI:U.S. Department of Agriculture, Forest Service, Forest
Products Laboratory. 1999. 463 p.
INFOR.” Estadísticas Forestales”. Boletín Estadístico Nº 79, ,Santiago de Chile, Agosto 2001 INFOR.” La Industria del Aserrío”. Boletín Estadístico Nº 81, ,Santiago de Chile, Septiembre 2001. Lignum. “Estandarización de la madera: Una tarea Pendiente”. Nº48, octubre/Noviembre 2000. UNASYLVA . “Alternativas para la Transformación Industrial del Recurso Forestal, Producción y exportación de madera aserrada”. Uruguay. Dirección Forestal Unidad de Desarrollo Sostenible y Medio Ambiente. Secretaria General de la Organización de los Estados Americanos. Washington, D.C., 1996 Western Wood Products Association. “Lumber Specifying Information: Rough Carpentry (In Base Values ) And Finish Materials ”.United Status. 2002. Western Wood Products Association. “Lumber Storage And Handling For Lumber Mills, Dealers And Contractors ”.United Status. 2002. Western Wood Products Association. “Machine Stress-Rated Lumber: Quality Control, Availability, Specifying, Code Acceptability ”.United Status. 2002. Western Wood Products Association. “Moisture Content And Seasoning In Unseasoned (Green) Dimension Lumber And Heavy Timbers ”.United Status. 2002. Western Wood Products Association. “Western Lumber Grades and Quality Control Lumber Specifying ”.United Status. 2002.

Páginas de Internet Visitadas www.wwpa.org www.arauco.cl www.cmpc.cl www.mondowood.com
www.infonac.cl www.cornellindustrial.com www.licoinc.net www.lekopa.com www.wilsoneng.com.au www.lewcoconveyor.com www.coemfg.com www.lindenfab.com www.morbark.com www.laimet.com www.linck-hvt.com www.precisionhusky.com www.primultini.it www.osha.gov
www.nordautomation.fi www.acorareneco.com www.nicholsonmfg.com www.metaldetect.com www.peer-conveyor.com www.armentia.net www.p-a-group.com www.flareinternational.com www.gofastsaw.com www.hardwoodproducts.com www.4helle.com www.benjones.com www.progressindustries.com www.inovec.com www.autoflame.com www.vislanda.com www.sea.es
www.cookssaw.com www.usedsawmillequipment.com www.usar.com www.ari.se www.heinolasm.fi www.vkb.com www.alpinequip.com www.ltilaser.com www.mccchain.com www.pacificindustries.com www.can-amchains.com www.autolog.com www.gmelectronica.com.ar www.carbotechinc.com www.fulghum.com www.ewd.de www.usda.gov





























