Embed Size (px)
Citation preview

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
TRABAJO DE TITULACIÓN PREVIO A LA
OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
SISTEMAS PRODUCTIVOS
TEMA
PROPUESTA DE AUMENTO DE PRODUCTIVIDAD EN LA
LÍNEA DE CONGELACIÓN POR AIRE FORZADO EN UNA
EMPACADORA DE CAMARÓN
AUTOR
MARTÍNEZ AUMALA MAURICIO FERNANDO
DIRECTOR DEL TRABAJO
ING. IND. CORREA MENDOZA PEDRO GUSTAVO MSc.
GUAYAQUIL, SEPTIEMBRE 2018

ii
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
CERTIFICADO DE PORCENTAJE DE SIMILITUD
Habiendo sido nombrado ING. IND. PEDRO GUSTAVO CORREA MENDOZA MSc, tutor del trabajo de titulación certifico que el presente trabajo de titulación ha sido elaborado por MAURICIO FERNANDO MARTINEZ AUMALA C.C., 1205428194, con mi respectiva supervisión como requerimiento parcial para la obtención del título de Ingeniero Industrial.
Se informa que el trabajo de titulación: “PROPUESTA DE AUMENTO DE PRODUCTIVIDAD EN LA LÍNEA DE CONGELACIÓN POR AIRE FORZADO EN UNA EMPACADORA DE CAMARÓN”, ha sido orientado durante todo el periodo de ejecución en el programa antiplagio URKUND quedando el 1% de coincidencia.
https://secure.urkund.com/view/39992492-221313-842079#q1bKLVayijbSMY7VUSrOTM/LTMtMTsxLTlWyMtAzMLA0MzWxMDW3MDa3NDIwMDKpBQA=
Ing. Ind. Pedro Gustavo Correa Mendoza MSc. C.C.0905846606

iii
Declaración de autoría
“La responsabilidad del contenido de este trabajo de Titulación, me corresponde
exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería
Industrial de la Universidad de Guayaquil”
Martínez Aumala Mauricio Fernando
C.C. 1205428194
iv
Dedicatoria
Este trabajo de titulación va dedicado a Dios y a mi madre, a ella de la manera más
especial, por educarme, apoyarme siempre, creer en mí, ser la fuerza y el ejemplo que me
inspira a superarme cada día más.

v
Agradecimiento
Agradezco a Dios por darme las fuerzas y sabiduría para seguir adelante y cumplir con
esta nueva meta propuesta.
Le agradezco a mi madre Elsa y mi padre Mauro por el apoyo incondicional brindado
durante toda esta etapa, por el gran esfuerzo y sacrificio que hicieron por mí para
brindarme la mejor educación.
Le agradezco a mi familia por el apoyo brindado.
A mis amigos los “OUTLIERS”, Rolando Valdivieso, Harvey Solorzano y Andrés
Cantos, porque fueron parte de esta gran travesía apoyándonos mutuamente hasta el final.
A mis Jefes y compañeros de trabajo por compartir sus valiosos conocimientos para
fortalecer la formación académica.
A los docentes que aportaron con su conocimiento para mi formación profesional.

Índice General
Capítulo I
Diseño de la investigación
No. Descripción Pág.
1.1 Generalidades 1
1.1.1 Antecedentes 1
1.1.2 Planteamiento del problema 1
1.1.3 Formulación del problema 3
1.1.4 Sistematización 3
1.1.5 Justificación 3
1.1.6 Delimitación 4
1.1.7 Objetivos 4
1.1.7.1 Objetivo general 4
1.1.7.2 Objetivos específicos 4
1.1.8 Marco Teórico 5
1.1.9 Metodología 8
1.2 La empresa 8
1.2.1 Datos generales 8
1.2.2 Misión 9
1.2.3 Visión 9
1.2.4 Ubicación 9
1.2.5 Planta procesadora 9
1.2.6 Organización 9
1.3 Productos 9
1.3.1 Camarón Entero 9
1.3.2 Cola (HLSO) 9
1.3.3 Camarón pomada 10
1.3.4 Camarón con Valor Agregado 10
1.4 Recursos productivos 10
1.4.1 Equipos 10
1.5 Distribución en planta 10

vii
No. Descripción Pág.
1.5.1 Layout general de planta 10
1.5.2 Layout área de clasificación 10
1.5.3 Distribución de personal 10
1.5.4 Layout línea de congelación por aire forzado tornado 10
1.5.5 Distribución personal en congelación por aire forzado 10
1.5.6 Estándar mode tornado 10
1.5.7 Diagrama de flujo de proceso congelación y empaque 10
1.5.8 Proceso de producción 10
1.5.9 Diagrama de flujo de línea de congelación por aire forzado tornado 12
Capítulo II
Situación actual y diagnóstico
No. Descripción Pág.
2.1 Situación actual 13
2.1.1 Capacidad de producción 13
2.1.2 Diagrama Ishikawa 13
2.1.3 Resumen grafico de tendencia aguajes 16
2.1.4 Registro de problemas 16
2.2 Análisis y diagnóstico 16
2.2.1 Análisis de datos e identificación de problemas 16
2.2.1.1 Pareto de pérdidas del mes de enero 2018 17
2.2.1.2 Graficas de tendencias del mes de enero 2018 17
2.2.1.3 Pareto de pérdidas del mes de Febrero 2018 18
2.2.1.4 Graficas de tendencias del mes de febrero 2018 18
2.2.1.5 Pareto de pérdidas del mes de marzo 2018 19
2.2.1.6 Graficas de tendencias del mes de marzo 2018 19
2.2.1.7 Pareto de pérdidas del mes de abril 2018 20
2.2.1.8 Graficas de tendencias del mes de abril 2018 20
2.2.1.9 Pareto de pérdidas del mes de mayo 2018 21
2.2.1.10 Graficas de tendencias del mes de mayo 2018 21

viii
No. Descripción Pág.
2.3 Impacto económico de problemas 22
2.3.1 Mod. 22
2.3.2 Libras no producidas 22
2.3.3 Diagnóstico 22
Capítulo III
Propuesta
No. Descripción Pág.
3.1 Planteamiento de alternativas de solución 24
3.2 Mano de obra directa 24
3.3 Cuadro costos por mano de obra directa 24
3.4 Nueva distribución reduciendo actividades 25
3.4.1 Layout propuesto 25
3.4.2 Mano de obra directa propuesta 25
3.4.3 Diagrama de flujo propuesto 25
3.4.4 Descripción del proceso de producción propuesto 25
3.5 Material de congelación 26
3.6 Propuesta de reducción de tiempos improductivos 27
3.7 Costos de alternativa de solución 29
3.8 Análisis costo beneficio 29
3.9 Conclusiones 31
3.10 Recomendaciones 31
Anexos 33
Bibliografía 64
ix
Índice de tablas
No. Descripción Pág.
1 Ciclo de congelación del producto estudiado. 13
2 Cumplimiento plan Enero 1 13
3 Cumplimiento de plan Enero 2 13
4 Cumplimiento de plan Febrero 1 14
5 Cumplimiento de plan Febrero 2 14
6 Cumplimiento de plan Marzo 1 14
7 Cumplimiento de plan Marzo 2 14
8 Cumplimiento de plan Abril 1 15
9 Cumplimiento de plan Abril 2 15
10 Cumplimiento de plan Mayo 1 15
11 Cumplimiento de plan Mayo 2 15
12 Pérdidas de equipo Enero 17
13 Pérdidas de equipo Febrero 18
14 Pérdidas de equipo Febrero 19
15 Pérdidas de equipo Abril 20
16 Pérdidas de equipo Mayo 21
17 Libras producidas Vs. libras vendidas 22
18 Costos de MOD 24
19 Resumen MOD propuesta 25
20 Capacidad de producción propuesta 27
21 Lección de un punto 28
22 Costo de material Insert autoarmable 29
23 Costo beneficio 30

x
Índice de figuras
No. Descripción Pág.
1 Tendencias aguajes 2018 16
2 Diagrama de barras Enero 17
3 Desviaciones de paros Enero 17
4 Diagrama de barras Febrero 18
5 Desviaciones de paros Febrero 18
6 Diagrama de barras Marzo 19
7 Desviaciones de paros Marzo 19
8 Diagrama de barras Abril 20
9 Desviaciones de paros Abril 20
10 Diagrama de barras Mayo 21
11 Desviaciones de paros Mayo 21

xi
Índice de anexos
No. Descripción Pág.
1 Planta Procesadora Durán 34
2 Mercado Internacional De Exportación 35
3 Ubicación Geográfica De La Empresa Omarsa.Sa. 36
4 Organigrama De La Empresa 37
5 Productos 38
6 Recursos Productivos 40
7 Distribución De Planta 44
8 Diagrama De Ishikawa 51
9 Reporte De Libras 52
10 Resumen De Las Observaciones Por Tiempos En Cada Actividad
Del Proceso 55
11 Layout Propuesto 57
12 Diagrama De Flujo Del Proceso Operativo. 58
13 Prueba De Moldes 59
14 Matriz Para Registro De Paradas En Equipo 61
15 Moldes 62
16 Reporte De Control Diario 63

xii
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
“PROPUESTA DE AUMENTO DE PRODUCTIVIDAD EN LA LÍNEA DE
CONGELACIÓN POR AIRE FORZADO EN UNA
EMPACADORA DE CAMARÓN”
Autor: Martínez Aumala Mauricio Fernando Director: ING. IND. Correa Mendoza Pedro Gustavo MSc.
Resumen
El presente estudio propone un aumento de productividad en la línea de congelación por
aire forzado, mediante la identificación de problemáticas con respecto a horas
improductivas, mano de obra directa y material de congelación. Se desarrolló un sistema
para el control de indicadores de eficiencia y pérdidas por horas improductivas, con el fin
de medir la capacidad real de la línea de producción y el número de horas improductivas y
definir una propuesta confiable y sostenible. El material de congelación propuesto
disminuye el ciclo de congelación de 41 a 35 minutos y se aumenta la producción de 4400
a 5000 libras por hora congeladas, se reduce el estándar de mano de obra directa de 34 a
24 operarios en el proceso, se definió un procedimiento en formato Lección de un punto
para reducir las horas improductivas. La propuesta del estudio tiene como beneficio
económico un total de $19.561,75 dólares mensuales.
PALABRAS CLAVES: Productividad, Material, Eficiencia, Producción,
Procedimiento.

xiii
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
“PROPOSAL FOR INCREASED PRODUCTIVITY IN FORCED
AIR FREEZING LINE IN A SHRIMP PACKER”
Author: Martinez Aumala Mauricio Fernando Advisor: IND. ENG. Correa Mendoza Pedro Gustavo MSc.
Abstract
The present study offers an increase in productivity in the forced air freezing line, by
identifying problems regarding unproductive hours, direct labor and freezing material. A
system was developed for the control of efficiency and loss indicators for unproductive
hours, in order to measure the real capacity of the production line and the number of
unproductive hours and to define a reliable and sustainable proposal. The freezing material
reduces the freezing cycle from 41 to 35 minutes and increased the production from 4400
to 5000 pounds per hour frozen, the direct labor standard reduces from 34 to 24 workers in
the process, a procedure was defined in format One-point lesson to reduce unproductive
hours. The study proposal has a total economic benefit of $ 19,561.75 per month.
KEY WORDS: Productivity, Material, Efficiency, Production, Procedure.

Introducción
El proyecto presenta un estudio para el aumento de productividad en una línea de
congelación por aire forzado en una empacadora de camarón, el desarrollo del estudio está
dividido en tres capítulos: El primer capítulo detalla información sobre antecedentes
históricos, justificación, se determinan objetivos del estudio, describe los conceptos
teóricos, la metodología a utilizar, datos generales de la empresa donde se realiza el
estudio, los procesos y recursos productivos de la empresa.
El segundo capítulo abarca la situación actual del área de estudio, capacidad de
producción, la identificación y análisis de los problemas utilizando diagramas, flujos,
reportes de pérdidas de horas improductivas, reportes de producción en libras y mano de
obra directa. El impacto económico que generan las problemáticas identificadas, y el
diagnóstico de la situación actual luego de analizar las causan que generan la baja
productividad en la línea de congelación.
El tercer capítulo comprende la propuesta para el aumento de productividad que
consiste en intervenir en las tres variables que afectan la productividad, que son: horas
improductivas, material de congelación, mano de obra directa; mediante la propuesta de un
nuevo material de congelación que reduce el ciclo del proceso, aumenta la producción en
libras por hora de camarón congelado y empacado, y el desarrollo de un procedimiento
LUP (lección de un punto), para la limpieza y descongelamiento del equipo con el fin de
estandarizar el tiempo en esta actividad y reducir las horas improductivas. Comprende
también el análisis económico con una relación de costo beneficio considerando el
aumento en costo de producción por el cambio del material de congelación, el beneficio
por: La reducción de horas improductivas, la reducción de mano de obra directa y el
aumento en libras por hora producidas, a partir de la interpretación de los resultados
obtenidos por el estudio se establecen conclusiones y recomendaciones.

Capítulo I
Diseño de la investigación
1.1 Generalidades
1.1.1 Antecedentes.
La industria del camarón se inicia en la década de los sesenta, el crecimiento fue muy
acelerado que después de dos décadas de haber iniciado con esta actividad, Ecuador ya se
situaba entre los principales exportadores de camarón, gracias a las condiciones climáticas
y a la adaptabilidad de la especie “litopenaeus vanamei”, la industria se desarrolló con
rapidez principalmente en la zona costera del país, en la década de los noventa la aparición
de una plaga denominada “mancha blanca” generó un impacto negativo muy considerable
en la producción, el más grande registrado hasta la actualidad y no es hasta el 2006 donde
el Ecuador se recupera de esta crisis gracias a la tecnología desarrollada con el fin de
mitigar el impacto que generaba esta plaga en la producción de camarón, así como el
crecimiento de la industria genera un impacto positivo en la economía del país, tiene sus
efectos negativos dentro de los más representativos están la desaparición del 70% de los
manglares por la deforestación y la utilización de estas zonas como piscinas para la
producción de camarón.
En la actualidad el Ecuador se mantiene como uno de los principales exportadores de
camarón a nivel mundial, la industria está en constante crecimiento y en el 2017 supero por
primera vez en la historia a la industria bananera convirtiéndose en el producto no
petrolero más exportado en el país.
1.1.2 Planteamiento del problema.
El estándar de MOD (mano de obra directa) definido por el área de producción para el
empaque de camarón en la línea de congelación por aire forzado es de 34 MOD, estándar
definido de manera empírica por la experiencia en el trabajo realizado, la definición de un
estándar de manera empírica trae consigo otros problemas como el costo de CIF (costo
indirecto de fabricación) elevado, el mayor uso de espacio en el área de empaque y por ende
todo esto genera más consumo de recursos y gastos en general. Al no tener claro los estándares
o metas de producción, los equipos son manejados por criterios personales de cada operador y
no existen procedimientos definidos para que el manejo del mismo sea uno solo y el cual
cumpla con los requerimientos necesarios para alcanzar la meta de producción al final de cada
turno, en la actualidad no existe ningún tipo de reporte que mida la perdida de eficiencia en los
equipos de congelación por lo que no se puede generar un plan de acción con criterios

Diseño de la Investigación 3
estadísticos en base a información recopilada, sino que se utiliza el método correctivo en el
caso de suscitarse algún inconveniente con el equipo o agentes externos que intervienen dentro
del proceso.
El material de congelación genera operaciones adicionales que se pudieran suprimir al
cambiar el mismo, no existe un estudio para determinar cuál es el mejor material de
congelación a utilizar en el caso de la congelación por IQF (Individual Quick Frozen) en la
línea de congelación por aire forzado. Los tiempos para realizar procedimientos como el de
limpieza o defrost en el equipo varían de turno a turno o por maniobrabilidad del operador, por
lo que se pierde en la mayoría de los casos tiempo valioso al arranque de la producción; el
mismo caso se presenta al momento de distribuir el personal a lo largo de la línea cada una de
estas consta con un controlador o encargado del manejo del MOD y para cada turno existe una
forma diferente de distribuirlo, lo que no garantiza el correcto trabajo, en ocasiones genera
mayor cantidad de horas improductivas ya que al no tener definido un estándar con cálculos
estadísticos se ubica gente en exceso en la zona de empaque, no se respeta un flujo para los
productos a procesar.
1.1.3 Formulación del problema.
El departamento de mejora continua creado hace siete meses, se encarga del manejo de
indicadores, estándares, flujos, procedimientos entre otros, y gracias al levantamiento de
datos, análisis de la información; se refleja la importancia que tiene la línea de congelación
por aire forzado en la empresa.
Por lo que podemos formular el siguiente problema ¿Cómo vamos a aumentar la
productividad en la línea de congelación por aire forzado?
1.1.4 Sistematización.
¿Es posible reducir el MOD de 34 a 24 personas?
¿Existe la posibilidad de mejorar la producción en libras/horas al reemplazar el material
de congelación que existe en la actualidad?
¿Es posible reducir el porcentaje de horas improductivas programadas?
1.1.5 Justificación.
El desarrollo de esta investigación está justificado por la gran necesidad de la empresa para
estandarizar sus procesos y mejorar su productividad, con un concepto de mejoramiento
continuo para crear cultura de trabajo responsable y disciplinado, aplicando técnicas y
metodologías de desarrollo con la ayuda de nueva tecnología para convertirse en una empresa
de vanguardia.
Diseño de la Investigación 4
Omarsa para la actualidad cuenta con un departamento que se encargue del estudio de
tiempos y movimientos así como de sus procesos y operaciones para conocer cuál es el
desempeño y eficiencia real que mantienen sus equipos, sus líneas de producción en
general.
Por lo que surge la necesidad de optimizar los procesos dentro de planta para reducir los
costos operativos y aumentar el margen de utilidad en la empresa conllevan a realizar esta
investigación de campo. Presentar un nuevo producto al mercado es una gran opción para
ampliar el crecimiento de la empresa, el producto IQF (Individual Quick Frozen)
presentado de manera diferente al continente asiático que es el principal consumidor con el
60% de consumo de la producción total de la empresa, le daría alternativas ya sea para este
mercado o para otros donde quieran incursionar con el camarón IQF. Todos estos
beneficios así como la reducción de operaciones y la simplicidad de las mismas nos
permitirá la reducción de MOD (mano de obra directa) y sus costos adicionales, el
aumento de la producción en libras por hora y de manera general la productividad en la
empresa.
Para la solución de todas las problemáticas, surge esta investigación de campo con
bases fundamentadas en estrategias, metodologías, herramientas, estadísticos y demás
técnicas de ingeniería para la resolución de problemas en los procesos productivos.
1.1.6 Delimitación.
La investigación esta delimitada en la zona industrial de la ciudad de Durán en la
empresa empacadora y procesadora de productos marinos OMARSA S.A.
En la planta de producción existen varios tipos de congelación como son: por salmuera,
aire forzado, placas, túneles, nitrógeno y freón, de los cuáles según el análisis de los
indicadores de producción podemos deducir que línea es la más crítica o la que presenta
mayores problemas en llegar a su meta o estándar de producción. Ver Anexo Nº 1
Los resultados de este análisis determinan que la línea por aire forzado posee menor
productividad,por tanto la investigación se delimita específicamente a la linea de
congelacion Tornado 2 en el galpón N° 6.
1.1.7 Objetivos.
1.1.7.1 Objetivo general.
Proponer el aumento de productividad en la línea de congelación por aire forzado en
una empacadora de camarón.
1.1.7.2 Objetivos específicos.
1. Reducir el número de MOD de 34 actual estándar a 24 MOD.

Diseño de la Investigación 5
2. Mejorar la producción de libras horas reemplazando el material de congelación
utilizado en la actualidad, por uno que permita reducir el tiempo de
congelación de 41min a 35min el ciclo sin afectar los estándares de calidad
definidos por la empresa.
3. Reducir el porcentaje de horas improductivas programadas mediante la
estandarización de procesos de recepción de turno, limpieza y defrost.
1.1.8 Marco Teórico.
Productividad
Un proceso de mejoramiento de la productividad consta de cuatro etapas generales.
Primer etapa (Reconocimiento).- Reconocer la necesidad de un cambio y la de mejorar el
sistema.
Segunda etapa (Decisión).- Convencernos de que hay que mejorar lo que ya existe y
practicar decisiones.
Tercer etapa (Admisibilidad).- Considerar la potestad para tomar decisiones.
Cuarta etapa (Acción).- Aplicar de manera efectiva el plan de mejoramiento de
productividad, debe considerarse este como último objetivo.
Además de considerar los siguientes aspectos importantes para incentivar a la mejora de
la productividad en los procesos productivos o sistemas integrales dentro de la empresa.
Incentivar y promover la confianza entre trabajadores y supervisores.
Procesos de medición impecables, allí se encuentra la base del control en los mismos.
Realizar proyectos importantes de mejoramiento en la productividad de manera
individual y no simultáneamente.
Capacitar de manera constante a trabajadores y supervisores para mantener esa cultura
de mejoramiento continuo.
La productividad en una organización debe incluir sistemas de sugerencias, equipos de
trabajo, planes de acción, comités directivos, los cuales deben ser entendibles y manejables
para cualquier nivel o jerarquía dentro de la empresa (Prokopenko, 1989).
Técnicas de mejoramiento de la productividad
Básicamente, las técnicas consisten en la recopilación de la información y el aumento de
la eficacia en el trabajo (Fundación de Investigaciones Económicas Latinoamericanas,
2002).
Las técnicas para la realización de un programa en busca del mejoramiento de la
productividad se dividen en dos:
Diseño de la Investigación 6
Método técnico. - Consisten en la utilización de técnicas de ingeniería y análisis
económico.
Método Humano. - Utilización de métodos relacionados al comportamiento y la
motivación laboral.
Estudio del trabajo
Combinación de dos grupos de técnicas, el estudio de métodos y la medición del
trabajo, utilizados para examinar el trabajo humano e indicar factores influyentes en la
eficiencia. El objetivo del estudio del trabajo es aumentar la producción con una cantidad
de recursos dada, todo esto se logra con un análisis sistemático de las operaciones,
procesos y los métodos de trabajo, los pasos a considerar para un estudio de trabajo básico
son los siguientes:
▪ Selección de la actividad o proceso a estudiar.
▪ Registrar los datos observados directa o indirectamente.
▪ Examinar hechos o datos registrados, y cuestionar los procesos o
procedimientos actuales, en variables como, justificación de actividades,
propósitos, medios empleados, medios de ejecución.
▪ Idear métodos económicos, considerando todas las circunstancias y
condiciones.
▪ Definir nuevos métodos en tiempos establecidos.
▪ Implantar el nuevo método y dar seguimiento de su correcto funcionamiento.
Medición del trabajo
La medición del trabajo determina el tiempo que un trabajador calificado necesita para
realizar una tarea específica en un nivel definido de rendimiento. Mientras que el estudio
de métodos ayuda a eliminar el movimiento innecesario.
La medición de trabajo se realiza por tiempos de operación, cantidad de movimientos,
distancias recorridas, con herramientas como cronómetros, video cámaras, instrumentos de
medida, con el fin de recopilar datos necesarios para un posterior análisis crítico (Ruffier, 1998).
Estudio de métodos
Es un registro sistemático donde se realiza un examen crítico de la situación actual de
los procesos con el propósito de establecer y aplicar métodos más efectivos para reducir
costos. De manera general es empleado para mejorar los procesos y procedimientos,
diseños en planta, equipos, reducir fatiga y esfuerzo humano, uso de materiales, mano
de obra, maquinaria, con el fin de crear mejores ambientes físicos de trabajo, en el

Diseño de la Investigación 7
estudio de métodos podemos emplear principalmente diagramas, gráficos y técnicas de
anotación (García, 1996).
Eficiencia
Un proceso eficiente obtiene más productos con determinados recursos, insumos o
puede comparar producciones con menor cantidad de recursos, manteniendo las mismas
condiciones.
En términos generales se define como el buen manejo de los recursos, al menor costo
posible, al cumplir esta sencilla definición podemos deducir que un proceso es eficiente
(Lockheed & Hanusheck, 1994).
OEE (Overall Equipment Effectiveness)
La eficiencia y pérdidas de la eficiencia dentro de un proceso o máquina, es una relación
entre la producción real y la capacidad teórica del equipo.
Las pérdidas que impiden llegar al 100% de la eficiencia dentro de un proceso, se
clasifican en 3 grupos:
Pérdidas por Disponibilidad.- pueden considerarse como arranque del equipo,
cambios de formato, averías.
Pérdidas por rendimiento.- se denominan también micro paradas, poco perceptibles
en el instante, pero que se ven reflejadas al final del turno por los resultados obtenidos.
Pérdidas por calidad.- cuando se fabrica o procesa un producto que no cumple con las
especificaciones mínimas exigidas por el cliente o la empresa, y genera un reproceso en la
línea.
El OEE, medición de la eficiencia o eficiencia global de los equipos es un indicador que
mide la eficiencia a la que trabaja un determinado equipo o proceso, en una relación entre
el tiempo teórico de producción y el tiempo real de producción.
La fórmula para el cálculo del OEE es la siguiente:
OEE = Disponibilidad x Rendimiento x Calidad
Disponibiliad =𝑇𝑖𝑒𝑚𝑝𝑜 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑣𝑜
𝑇𝑖𝑒𝑚𝑝𝑜 𝑝𝑙𝑎𝑛𝑖𝑓𝑖𝑐𝑎𝑑𝑜
Rendimiento =𝑇𝑖𝑒𝑚𝑝𝑜 𝐹𝑢𝑛𝑐𝑖𝑜𝑛𝑎𝑚𝑖𝑒𝑛𝑡𝑜
𝑇𝑖𝑒𝑚𝑝𝑜 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑣𝑜
Calidad =𝑇𝑖𝑒𝑚𝑝𝑜 𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑜
𝑇𝑖𝑒𝑚𝑝𝑜 𝐹𝑢𝑛𝑐𝑖𝑜𝑛𝑎𝑚𝑖𝑒𝑛𝑡𝑜

Diseño de la Investigación 8
Hay factores que definen la importancia del OEE dentro de las líneas de producción:
1) Representa una estructura estándar para conocer la eficiencia de un proceso y la
composición de sus pérdidas.
2) Permite priorizar las líneas de acción, elevando la eficiencia con el mínimo de los
recursos.
3) Permite cuantificar de manera rápida los avances conseguidos.
4) Es un indicador universal que permite comparar cualquier tipo de procesos en
cualquier industria.
1.1.9 Metodología.
La metodología utilizada en la investigación es un muestreo probabilístico estratificado,
ya que dividimos los datos de cada mes en subgrupos denominados aguajes, dos por cada
mes estudiado, representados en el calendario de mareas del Ecuador en el año 2018,
durante los primeros 5 meses.
La población es de 300 formatos de pérdidas donde el tamaño de muestra será de 100
formatos divididos en dos subgrupos por mes.
El tipo de observación realizada es indirecta ya que analizamos información ya existente
de los formatos que maneja cada operador en su equipo de congelación.
El tipo de estudio realizado en la investigación es correlacional, debido a que las variables
estudiadas están correlacionadas entre sí, y los cambios que puedan sufrir impactaran en todas.
Los instrumentos para realizar el muestreo de información son formatos físicos en
tamaño A4 diseñados por el autor para recopilar datos en cuanto a perdidas por paros
programados y no programados, libras congeladas y mano de obra utilizada.
En primera instancia se realiza un análisis subjetivo de la línea de producción, para
posterior a esto poder identificar la problemática y cuantificarla aplicando métodos de
ingeniería y herramientas estadísticas, además de la utilización de una cámara para
evidenciar la situación actual de la línea de y un cronometro certificado para la medición
de los tiempos en operaciones de la línea de congelación.
1.2 La empresa
1.2.1 Datos generales.
Omarsa, Productor y Exportador de Camarón Sustentable, en el año 1977 se dedica al
cultivo, procesamiento y exportación de camarón sustentable y gracias a la dedicación y a
que ofrece los mejores productos sostenibles en los 40 años se ha posicionado dentro de los
3 exportadores más importantes de camarón en el Ecuador.

Diseño de la Investigación 9
La empresa consta con laboratorios donde se realizan tratamientos para larvas,
camaroneras que es donde se realiza la siembra y cosecha de camarones y por último la
planta procesadora donde se procesa todo el camarón obtenido de piscinas propias que
representan el 30 % de la producción total y de proveedores que venden su materia prima a
la empresa representando el 70% restante de la producción total.
Mercados de exportación ver Anexo Nº 2.
1.2.2 Misión.
Entregar al mundo el verdadero camarón sustentable.
1.2.3 Visión.
Fortalecer nuestro Liderazgo en Producción de camarón Sustentable.
1.2.4 Ubicación.
La investigación está delimitada en la zona industrial de la ciudad de Durán en la
empresa empacadora y procesadora de productos marinos OMARSA.SA. La empresa se
encuentra constituida de la siguiente manera: Anexo Nº 3
▪ Laboratorio
▪ Camaronera
▪ Planta procesadora
1.2.5 Planta procesadora.
Situada en la lotización Industrial al Rio Solar 3 en el cantón Durán de la provincia de
Guayas como se ve en el Anexo Nº 1.
1.2.6 Organización.
La empresa está constituida por una junta directiva, precedida por el gerente general su
detalle se puede visualizar en el Anexo Nº 4.
1.3 Productos
1.3.1 Camarón Entero.
Es el tipo más puro de camarón, ya que se exporta de la misma forma que llega a
nuestra planta procesadora, sin ningún procedimiento adicional. El camarón es
cuidadosamente manipulado y procesado inmediatamente después de la cosecha como
se ve en el Anexo Nº 5, Fig. Nº 1.
1.3.2 Cola (HLSO).
Es una de las formas más comunes de exportación de camarón crudo. Para hacer este
producto se quita la cabeza del camarón, y todo lo demás permanece igual, como se ve en
el Anexo Nº 5, Fig. Nº 2.

Diseño de la Investigación 10
1.3.3 Camarón pomada.
También llamado Titi (Protrachypene Precipua) capturado en el mar. El camarón
pomada es atrapado en la zona FAO # 87, en el Océano Pacífico, cerca de las costas
ecuatorianas como se puede apreciar en el Anexo Nº 5, Fig. Nº 3.
1.3.4 Camarón con Valor Agregado.
Este camarón utiliza la mejor calidad de materia prima. La cartera de productos incluye
camarones cocinados, listos para cocinar en: corona, pinchos, farandolas y bandejas como
se puede observar en el Anexo Nº 5, Fig. Nº 4, 5, 6 y 7.
1.4 Recursos productivos
1.4.1 Equipos.
Ver Anexo Nº 6, Fig. Nº 1, 2, 3, 4 y 5
1.5 Distribución en planta
1.5.1 Layout general de planta.
Ver Anexo Nº 7, Fig. Nº 1.
1.5.2 Layout área de clasificación.
Ver Anexo Nº 7, Fig. Nº 2.
1.5.3 Distribución de personal.
Ver Anexo Nº 7, Fig. Nº 3.
1.5.4 Layout línea de congelación por aire forzado tornado.
Ver Anexo Nº 7, Fig. Nº 4.
1.5.5 Distribución personal en congelación por aire forzado.
Ver Anexo Nº 7, Fig. Nº 5.
1.5.6 Estándar mode tornado.
Ver Anexo Nº 7, Fig. Nº 6.
1.5.7 Diagrama de flujo de proceso congelación y empaque.
Ver Anexo Nº 7, Fig. Nº 7.
1.5.8 Proceso de producción.
Operación 1: Los operarios reciben las bandejas plásticas pesadas en distintas
presentaciones (1,4Kg, 1,5Kg, y 2Kg) a una temperatura promedio de -21ºC; y las ubica en
la banda que alimenta al equipo de congelación, con una duración de 32 segundos y una
capacidad de 12,2 unidades por minuto.

Diseño de la Investigación 11
Transporte1: El producto atraviesa el equipo de congelación con una distancia de 25
metros y un tiempo de ciclo de 41 min.
Operación 2: Los operarios ubican hielo a los moldes a la salida del equipo de
congelación, de manera manual con 500 y 600 gr de hielo por cada bandeja, con una
duración de 10 segundos y una capacidad de 30 unidades por minuto.
Transporte 2: El producto se desplaza por medio de una banda transportadora por 2
metros hasta llegar a la mesa de trabajo, durante 30 segundos.
Operación 3: Los operarios reciben los moldes con hielo y les ubican una funda plástica
en la parte superior denominada pañal, con una duración de 10 segundos y una capacidad
de 15 unidades por minuto.
Transporte 3: Se desplaza el molde hasta la siguiente operación recorriendo una
distancia de 0.5 metros.
Operación 4: Los operarios reciben los moldes con las fundas en la parte superior y los
voltean para luego retirar la bandeja plástica con la que fueron congelados, con una
duración de 8 segundos y una capacidad de 8 unidades por minuto.
Transporte 4: Se desplaza el molde hasta la siguiente operación recorriendo una
distancia de 0.5 metros.
Operación 5: Los operarios reciben el producto con la funda y sin el molde para ubicar
el empaque primario (cajeta) y sellarla, con una duración de 21 segundos y una capacidad
de 6.2 unidades por minuto.
Transporte 5: Se desplaza la cajeta hasta la siguiente operación recorriendo una
distancia de 0.5 metros.
Operación combinada 1: Los operarios reciben las cajas selladas y las ubican en el
empaque secundario (master), realizan una inspección de la correcta ubicación de las cajas
y sellan el master, con una duración de 109 segundos y una capacidad de 8.8 unidades por
minuto.
Transporte 6: Se desplaza el master hasta la siguiente operación por medio de un
transportador de rodillos con inclinación para que se deslice gracias a la gravedad,
recorriendo una distancia de 1 metro.
Operación combinada 2: Los operarios ubican los zunchos en el master y verifican el
correcto sellado del mismo, con una duración de 42 segundos y una capacidad de 14,6
unidades por minuto.

Diseño de la Investigación 12
Transporte 7: el producto final se desliza por medio de transportadores automáticos,
recorriendo una distancia de 25 metros hasta la cámara de almacenamiento, durante 50
segundos.
Inspección 1: El master atraviesa un detector de calidad, en el caso de accionarse los
operarios del departamento de calidad proceden a la inspección del producto para verificar
anomalías en el producto final, de encontrar irregularidades se procede a la corrección o al
reproceso del mismo.
Almacenamiento 1: El producto es almacenado en la cámara de almacenamiento a
una temperatura de -20 º
1.5.9 Diagrama de flujo de línea de congelación por aire forzado tornado.
(Ver Anexo Nº 7, Fig. Nº 8).

Capítulo II
Situación actual y diagnóstico
2.1 Situación actual
2.1.1 Capacidad de producción.
Tabla 1 Ciclo de congelación del producto estudiado.
TIEMPO DE
RESIDENCIA
(min)
VELOCIDADES CAPACIDAD DE
PRODUCCION CINTA 1 CINTA
2
CINTA SALIDA
Hz/RPM Hz/RPM Hz/RPM Mold/min Lbs/Hrs
41 60 60 65 22.2 4404.8
Información tomada de OMARSA.S.A. Elaborado por el autor.
El estándar actual de congelación a condiciones óptimas es de 4400 libras congeladas
por hora, con 10 horas efectivas de trabajo en un turno de 12 horas con 2 horas
consideradas de paros programados.
2.1.2 Diagrama Ishikawa.
(Ver Anexo Nº 8)
A continuación se presenta el resumen de producción en libras de los meses de Enero,
Febrero, Marzo, Abril y Mayo en base a los reportes generados en los turnos diurno y
nocturno. (Ver Anexo Nº 9)
Tabla 2. Cumplimiento plan Enero 1.
Información tomada de OMARSA.SA. Elaborado por el autor.
Tabla 3: Cumplimiento de plan Enero 2.
Información tomada de OMARSA.SA. Elaborado por el autor.
Para el mes de Enero el detalle de la planificación por aguaje:
616.000
69,46%
427.880
427.880
308.000
70,60%
210.430
210.430
308.000
68,32%
Día Noche Total
CUMPLIMIENTO PLAN
TORNADO
TORNADO
CONGELACION TOTAL
Capacidad Programada
% CFR
217.450
217.450
TORNADO 123.570 118.575
TORNADO CUMPLIMIENTO PLAN
Día Noche Total
242.145
CONGELACION TOTAL 123.570 118.575 242.145
352.000
% CFR 70,21% 67,37% 68,79%
Capacidad Programada 176.000 176.000

Situación actual y diagnóstico 14
▪ Aguaje #1 se planificaron 7 días de producción con un total de 308.000 libras por
cada turno durante el aguaje a razón de 44000 libras por turno.
▪ Aguaje #2 se planificaron 4 días de producción con un total de 176.000 libras por
cada turno durante el aguaje a razón de 44000 libras por turno.
Tabla 4: Cumplimiento de plan Febrero 1.
Información tomada de OMARSA.SA. Elaborado por el autor.
Tabla 5: Cumplimiento de plan Febrero 2.
Información tomada de OMARSA.SA. Elaborado por el autor.
Para el mes de febrero el detalle de la planificación por aguaje:
▪ Aguaje #3 se planificaron 5 días de producción con un total de 264.000 libras por
cada turno durante el aguaje a razón de 44000 libras por turno.
▪ Aguaje #4 se planificaron 4 días de producción con un total de 176.000 libras por
cada turno durante el aguaje a razón de 44000 libras por turno.
Tabla 6: Cumplimiento de plan Marzo 1.
Información tomada de OMARSA.SA. Elaborado por el autor.
Tabla 7: Cumplimiento de plan Marzo 2.
Información tomada de OMARSA.SA. Elaborado por el autor.
264.000
67,98%
361.650
TORNADO
TORNADO
CONGELACION TOTAL
Capacidad Programada
% CFR
Día Noche
361.650
528.000
68,49%
CUMPLIMIENTO PLAN
Total
182.180
182.180
264.000
69,01%
179.470
179.470
TORNADO CUMPLIMIENTO PLAN
Día Noche Total
TORNADO 120.610 119.260 239.870
CONGELACION TOTAL 120.610 119.260 239.870
Capacidad Programada 176.000 176.000 352.000
% CFR 68,53% 67,76% 68,14%
TORNADO CUMPLIMIENTO PLAN
Día Noche Total
211.370 427.490
CONGELACION TOTAL 216.120 211.370 427.490
TORNADO 216.120
Capacidad Programada 308.000 308.000 616.000
% CFR 70,17% 68,63% 69,40%
TORNADO 129.380 124.200 253.580
TORNADO CUMPLIMIENTO PLAN
Día Noche Total
% CFR 73,51% 70,57% 72,04%
CONGELACION TOTAL 129.380 124.200 253.580
Capacidad Programada 176.000 176.000 352.000

Situación actual y diagnóstico 15
Para el mes de Marzo el detalle de la planificación por aguaje:
▪ Aguaje #5 se planificaron 7 días de producción con un total de 308.000 libras por
cada turno durante el aguaje a razón de 44000 libras por turno.
▪ Aguaje #6 se planificaron 4 días de producción con un total de 176.000 libras por
cada turno durante el aguaje a razón de 44000 libras por turno.
Tabla 8: Cumplimiento de plan Abril 1.
Información tomada de OMARSA.SA. Elaborado por el autor.
Tabla 9: Cumplimiento de plan Abril 2.
Información tomada de OMARSA.SA. Elaborado por el autor.
Para el mes de Abril el detalle de la planificación por aguaje:
▪ Aguaje #7 se planificaron 7 días de producción con un total de 308.000 libras por
cada turno durante el aguaje a razón de 44000 libras por turno.
▪ Aguaje #8 se planificaron 4 días de producción con un total de 176.000 libras por
cada turno durante el aguaje a razón de 44000 libras por turno.
Tabla 10: Cumplimiento de plan Mayo 1.
Información tomada de OMARSA.SA. Elaborado por el autor.
Tabla 11: Cumplimiento de plan Mayo 2.
Información tomada de OMARSA.SA. Elaborado por el autor.
TORNADO 217.928 214.810 432.738
TORNADO CUMPLIMIENTO PLAN
Día Noche Total
CONGELACION TOTAL 217.928 214.810 432.738
Capacidad Programada 308.000 308.000 616.000
% CFR 70,76% 69,74% 70,25%
% CFR 73,92%
TORNADO 130.100 128.355 258.455
TORNADO CUMPLIMIENTO PLAN
Día Noche Total
72,93% 73,42%
CONGELACION TOTAL 130.100 128.355 258.455
Capacidad Programada 176.000 176.000 352.000
416.620
CONGELACION TOTAL
TORNADO
% CFR 68,38%
210.600 206.020
TORNADO CUMPLIMIENTO PLAN
Día Noche Total
210.600 206.020 416.620
Capacidad Programada 308.000 308.000 616.000
66,89% 67,63%
TORNADO CUMPLIMIENTO PLAN
Día Noche Total
TORNADO 125.820 124.300 250.120
CONGELACION TOTAL 125.820 124.300 250.120
Capacidad Programada 176.000 176.000 352.000
% CFR 71,49% 70,63% 71,06%

Situación actual y diagnóstico 16
Para el mes de Mayo el detalle de la planificación por aguaje:
▪ Aguaje #1 se planificaron 7 días de producción con un total de 308.000 libras por
cada turno durante el aguaje a razón de 44000 libras por turno.
▪ Aguaje #2 se planificaron 4 días de producción con un total de 176.000 libras por
cada turno durante el aguaje a razón de 44000 libras por turno
2.1.3 Resumen grafico de tendencia aguajes.
Figura 1. Tendencias aguajes 2018. Información tomada de OMARSA.SA. Elaborado por el autor.
La capacidad programada varía en cada aguaje y depende del número de días que estén
planificados para producción, a razón de 44000 libras por cada turno de 12 horas, en un
total de 88000 libras congeladas por día.
2.1.4 Registro de problemas (recolección de datos de acuerdo a problemas)
A continuación, se presenta el consolidado de los tiempos por operarios en relación a las
operaciones del proceso.
En el (Anexo Nº 10) se refleja el resumen de las observaciones por tiempos en cada
actividad del proceso, demostradas en segundos y unidades por minuto. En la segunda
tabla se muestra el cálculo del número de personas requeridas en la línea de congelación
por cada actividad del proceso, resultando como estándar definido 34 personas (MOD,
mano de obra directa).
2.2 Análisis y diagnóstico
2.2.1 Análisis de datos e identificación de problemas.
En las tablas y gráficos mostrados a continuación se representa el resumen mensual de
los reportes de perdidas llenados por cada operador del equipo de congelación durante los
dos turnos en el día.
427.880
242.145
361.650
239.870
427.490
253.580
432.738
258.455
416.620
250.120
69%69% 68%
68%
69%
72%
70%
73%
68%
71%
64%
66%
68%
70%
72%
74%
-
100.000
200.000
300.000
400.000
500.000
Aguaje1
Aguaje2
Aguaje3
Aguaje4
Aguaje5
Aguaje6
Aguaje7
Aguaje8
Aguaje9
Aguaje10
TORNADO
LibrasHora Eficiencia

Situación actual y diagnóstico 17
El resumen consolidado que se presenta a continuación tiene su respaldo en una matriz
de Excel donde se tabulan los reportes generados por cada operario.
2.2.1.1 Pareto de pérdidas del mes de enero 2018.
Tabla 12. Pérdidas de equipo Enero.
Información tomada de OMARSA.SA. Elaborado por el autor.
2.2.1.2 Graficas de tendencias del mes de enero 2018
Figura 2. Diagrama de barras Enero. Información tomada de OMARSA.SA. Elaborado por el autor
Figura 3. Desviaciones de paros Enero. Información tomada de OMARSA.SA. Elaborado por el autor.
PARETO DE
PERDIDAS
PERDIDAS
DE
EFICIENCIA
CAUSAS REAL
OBJETIVO
DE PAROS
PROGRAMA
DOS
38,6% 33,8% Limpieza 33,8% 0,0%
14,0% 12,3% Arranque 12,3% 8,3%
11,3% 9,9% Falta de producto 9,9% 6,0%
6,2% 5,4% Baja velocidad por falta de producto 5,4% 0,0%
4,7% 4,1% Cambio de lote 4,1% 2,1%
4,3% 3,7% Baja velocidad por almuerzo 3,7% 4,2%
4,0% 3,5% Falla electrica 3,5% 0,0%
3,3% 2,9% Arranque (falta de producto) 2,9% 0,0%
3,0% 2,6% Baja velocidad pro acumulacion 2,6% 0,0%
2,0% 1,8% Acumulacion de producto 1,8% 0,0%
0,7% 0,6% Desorden interno del molde 0,6% 0,0%
TORNADO ENERO
21,1%19,7%
12,3%11,1%
6,5%2,0%
1,5%1,2%1,1%0,8%
0,3%
0,0% 5,0% 10,0% 15,0% 20,0% 25,0%
Limpieza
Falta de producto
Cambio de lote
Falla electrica
Baja velocidad pro acumulacion
Desorden interno del molde
TORNADO
33,8%
12,3%
9,9%5,4%
4,1% 3,7%
3,5%
2,9% 2,6% 1,8%0,9%0,0%
8,3%
6,0%
0,0%
2,1% 4,2%
0,0%
0,0% 0,0% 0,0%0,0%
0,0%5,0%
10,0%15,0%20,0%25,0%30,0%35,0%40,0%
Desviaciones de paros programados
REAL OBJETIVO DE PAROS PROGRAMADOS

Situación actual y diagnóstico 18
2.2.1.3 Pareto de pérdidas del mes de Febrero 2018.
Tabla 13. Pérdidas de equipo Febrero.
Información tomada de OMARSA.SA. Elaborado por el autor
2.2.1.4 Graficas de tendencias del mes de febrero 2018.
Figura 4. Diagrama de barras Febrero. Información tomada de OMARSA.SA. Elaborado por el autor
Figura 5. Desviaciones de paros Febrero. Información tomada de OMARSA.SA. Elaborado por el autor.
PARETO DE
PERDIDAS
PERDIDAS
DE
EFICIENCIA
CAUSAS REAL
OBJETIVO
DE PAROS
PROGRAMA
DOS
38,6% 33,8% Limpieza 17,5% 0,0%
14,0% 12,3% Arranque 9,8% 8,3%
11,3% 9,9% Falta de producto 9,9% 6,0%
6,2% 5,4% Baja velocidad por falta de producto 5,4% 0,0%
4,7% 4,1% Cambio de lote 4,1% 2,1%
4,3% 3,7% Baja velocidad por almuerzo 3,7% 4,2%
4,0% 3,5% Falla electrica 3,5% 0,0%
3,3% 2,9% Arranque (falta de producto) 2,9% 0,0%
3,0% 2,6% Baja velocidad pro acumulacion 2,6% 0,0%
2,0% 1,8% Acumulacion de producto 1,8% 0,0%
0,7% 0,6% Desorden interno del molde 0,6% 0,0%
TORNADO FEBRERO
21,1%19,7%
12,3%11,1%
6,5%2,0%
1,5%1,2%1,1%0,8%
0,3%
0,0% 5,0% 10,0% 15,0% 20,0% 25,0%
Limpieza
Falta de producto
Cambio de lote
Falla electrica
Baja velocidad pro…
Desorden interno del molde
TORNADO
21,1% 19,7%
12,3% 11,1%
6,5%
2,0% 1,5% 1,2% 1,1% 0,8%0,3%0,0%
8,3%6,0%
0,0%2,1%
4,2%0,0% 0,0% 0,0% 0,0%0,0%0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
Desviaciones de paros programados
REAL OBJETIVO DE PAROS PROGRAMADOS
Situación actual y diagnóstico 19
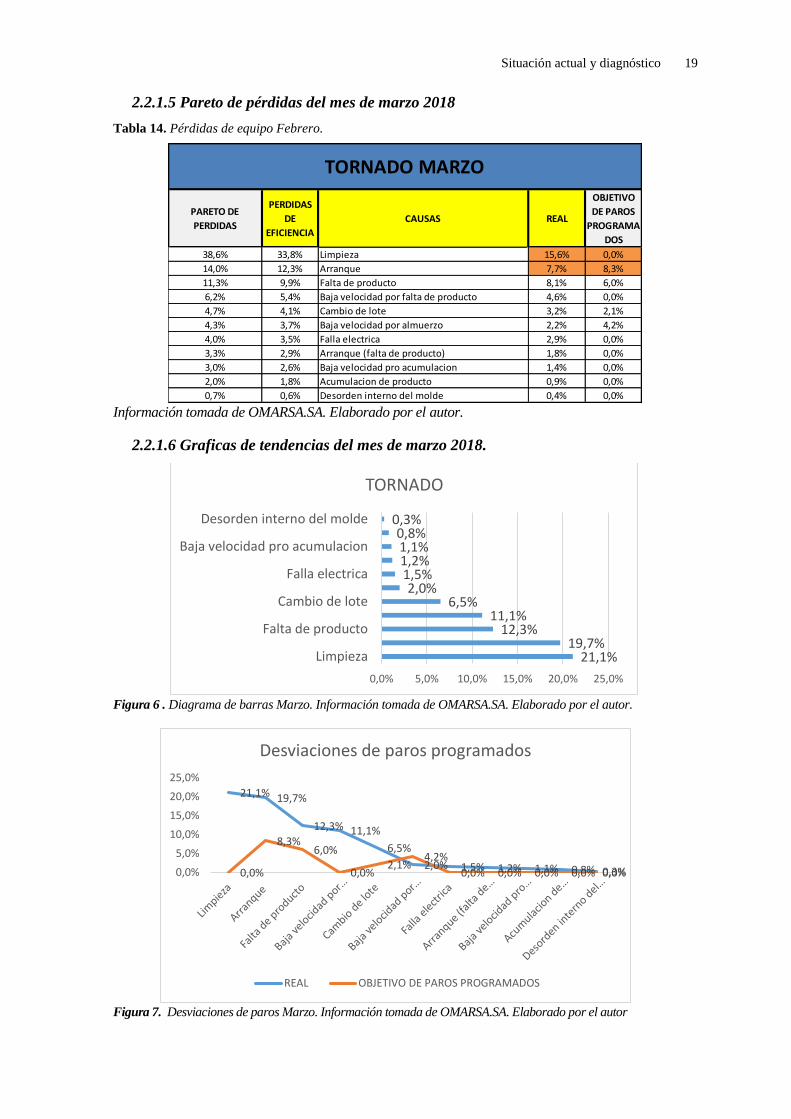
2.2.1.5 Pareto de pérdidas del mes de marzo 2018
Tabla 14. Pérdidas de equipo Febrero.
Información tomada de OMARSA.SA. Elaborado por el autor.
2.2.1.6 Graficas de tendencias del mes de marzo 2018.
Figura 6 . Diagrama de barras Marzo. Información tomada de OMARSA.SA. Elaborado por el autor.
Figura 7. Desviaciones de paros Marzo. Información tomada de OMARSA.SA. Elaborado por el autor
PARETO DE
PERDIDAS
PERDIDAS
DE
EFICIENCIA
CAUSAS REAL
OBJETIVO
DE PAROS
PROGRAMA
DOS
38,6% 33,8% Limpieza 15,6% 0,0%
14,0% 12,3% Arranque 7,7% 8,3%
11,3% 9,9% Falta de producto 8,1% 6,0%
6,2% 5,4% Baja velocidad por falta de producto 4,6% 0,0%
4,7% 4,1% Cambio de lote 3,2% 2,1%
4,3% 3,7% Baja velocidad por almuerzo 2,2% 4,2%
4,0% 3,5% Falla electrica 2,9% 0,0%
3,3% 2,9% Arranque (falta de producto) 1,8% 0,0%
3,0% 2,6% Baja velocidad pro acumulacion 1,4% 0,0%
2,0% 1,8% Acumulacion de producto 0,9% 0,0%
0,7% 0,6% Desorden interno del molde 0,4% 0,0%
TORNADO MARZO
21,1%19,7%
12,3%11,1%
6,5%2,0%
1,5%1,2%1,1%0,8%
0,3%
0,0% 5,0% 10,0% 15,0% 20,0% 25,0%
Limpieza
Falta de producto
Cambio de lote
Falla electrica
Baja velocidad pro acumulacion
Desorden interno del molde
TORNADO
21,1% 19,7%
12,3% 11,1%
6,5%
2,0% 1,5% 1,2% 1,1% 0,8% 0,3%0,0%
8,3%6,0%
0,0%2,1%
4,2%
0,0% 0,0% 0,0% 0,0% 0,0%0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
Desviaciones de paros programados
REAL OBJETIVO DE PAROS PROGRAMADOS

Situación actual y diagnóstico 20
2.2.1.7 Pareto de pérdidas del mes de abril 2018.
Tabla 15. Pérdidas de equipo Abril.
Información tomada de OMARSA.SA. Elaborado por el autor.
2.2.1.8 Graficas de tendencias del mes de abril 2018
Figura 8 Diagrama de barras Abril. Información tomada de OMARSA.SA. Elaborado por el autor.
Figura 9 Desviaciones de paros Abril. Información tomada de OMARSA.SA. Elaborado por el autor
PARETO DE
PERDIDAS
PERDIDAS
DE
EFICIENCIA
CAUSAS REAL
OBJETIVO
DE PAROS
PROGRAMA
DOS
38,6% 19,5% Limpieza 19,5% 0,0%
14,0% 8,4% Arranque 8,4% 8,3%
11,3% 7,2% Falta de producto 7,2% 6,0%
6,2% 6,5% Baja velocidad por falta de producto 6,5% 0,0%
4,7% 5,9% Cambio de lote 5,9% 2,1%
4,3% 4,2% Baja velocidad por almuerzo 4,2% 4,2%
4,0% 4,0% Falla electrica 4,0% 0,0%
3,3% 3,7% Arranque (falta de producto) 3,7% 0,0%
3,0% 2,1% Baja velocidad pro acumulacion 2,1% 0,0%
2,0% 0,7% Acumulacion de producto 0,7% 0,0%
0,7% 0,2% Desorden interno del molde 0,2% 0,0%
TORNADO ABRIL
21,1%19,7%
12,3%11,1%
6,5%2,0%
1,5%1,2%1,1%0,8%
0,3%
0,0% 5,0% 10,0% 15,0% 20,0% 25,0%
Limpieza
Falta de producto
Cambio de lote
Falla electrica
Baja velocidad pro…
Desorden interno del molde
TORNADO
21,1% 19,7%
12,3% 11,1%
6,5%
2,0% 1,5% 1,2% 1,1% 0,8% 0,3%0,0%
8,3%6,0%
0,0%2,1%
4,2%
0,0% 0,0% 0,0% 0,0% 0,0%0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
Desviaciones de paros programados
REAL OBJETIVO DE PAROS PROGRAMADOS

Situación actual y diagnóstico 21
2.2.1.9 Pareto de pérdidas del mes de mayo 2018.
Tabla 16. Pérdidas de equipo Mayo.
Información tomada de OMARSA.SA. Elaborado por el autor.
2.2.1.10Graficas de tendencias del mes de mayo 2018.
Figura 10. Diagrama de barras Mayo. Información tomada de OMARSA.SA. Elaborado por el autor
Figura 11. Desviaciones de paros Mayo. Información tomada de OMARSA.SA. Elaborado por el autor.
PARETO DE
PERDIDAS
PERDIDAS
DE
EFICIENCIA
CAUSAS REAL
OBJETIVO
DE PAROS
PROGRAMA
DOS
38,6% 21,1% Limpieza 21,1% 0,0%
14,0% 19,7% Arranque 19,7% 8,3%
11,3% 12,3% Falta de producto 12,3% 6,0%
6,2% 11,1% Baja velocidad por falta de producto 11,1% 0,0%
4,7% 6,5% Cambio de lote 6,5% 2,1%
4,3% 2,0% Baja velocidad por almuerzo 2,0% 4,2%
4,0% 1,5% Falla electrica 1,5% 0,0%
3,3% 1,2% Arranque (falta de producto) 1,2% 0,0%
3,0% 1,1% Baja velocidad pro acumulacion 1,1% 0,0%
2,0% 0,8% Acumulacion de producto 0,8% 0,0%
0,7% 0,3% Desorden interno del molde 0,3% 0,0%
TORNADO MAYO
21,1%19,7%
12,3%11,1%
6,5%2,0%
1,5%1,2%1,1%0,8%
0,3%
0,0% 5,0% 10,0% 15,0% 20,0% 25,0%
Limpieza
Falta de producto
Cambio de lote
Falla electrica
Baja velocidad pro acumulacion
Desorden interno del molde
TORNADO
21,1% 19,7%
12,3% 11,1%
6,5%
2,0% 1,5% 1,2% 1,1% 0,8% 0,3%0,0%
8,3%6,0%
0,0%2,1%
4,2%
0,0% 0,0% 0,0% 0,0% 0,0%0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
Desviaciones de paros programados
REAL OBJETIVO DE PAROS PROGRAMADOS

Situación actual y diagnóstico 22
2.3 Impacto económico de problemas
2.3.1 Mod.
Para el impacto económico de los problemas se va a considerar la mano de obra directa
ya que los estándares de persona por operación se mantienen, y los tiempos improductivos
en el equipo de congelación
Según el registro de problemas la cantidad de operarios está dentro del estándar
Cada recurso directo le representa a la empresa un gasto de $20 dólares diarios con 22
días hábiles trabajados por mes, más el CIF (costo indirecto de fabricación), considerado
en la empresa como el transporte, uniforme, comida etc.
2.3.2 Libras no producidas.
El estándar actual de producción está en 4400 libras por hora en un turno de 10 horas
hábiles y dos horas consideradas como paros programados, por lo que con cada hora de
paros en la producción se perderán 4400 libras de camarón congelado a un costo de $3
dólares por libra vendida con un margen de utilidad del 0.045 %.
Representación gráfica de libras no producidas vs costo por libra vendida con su
respectivo margen de utilidad.
Tabla 17. Libras producidas Vs. libras vendidas.
MES
Producció
n mensual
(libras)
Libras
mensuales
planificada
s
Diferenci
a lbs
Eficienci
a
Costo
de libra
vendida
Margen de
utilidad NO
PERCIBIDA(0.
045)
ENERO 670025 968000 297975 0,69 $
2,50
33522,1875
FEBRERO 601520 880000 278480 0,68 $
2,50
31329
MARZO 681070 968000 286930 0,70 $
2,50
32279,625
ABRIL 691193 968000 276807 0,71 $
2,50
31140,7875
MAYO 666740 968000 301260 0,70 $
2,50
33891,75
PROMEDIO 662109,6 950400 288290,4 0,70 2,50 32432,67
Información tomada de OMARSA.SA. Elaborado por el autor
Se refleja una utilidad promedio mensual de $ 32434,67 por las libras no producidas y
no vendidas en la línea de congelación por aire forzado (tornado).
2.3.3 Diagnóstico.
Ciclo de congelación 41 minutos con posibilidades de ser optimizado, utilizando un
método y material de congelación que permita una mejor transferencia de calor, y de
manera simultánea se aumentan las libras horas de producción.

Situación actual y diagnóstico 23
Falta de control en actividades claves como la limpieza en el cambio de turno sin un
horario ni tiempos definidos, por lo que ocasiona tiempos improductivos y retrasos en la
producción del siguiente turno.
Mano de obra directa con actividades no necesarias, que pudieran ser optimizadas
simultáneamente cambiando el material de congelación, reduciendo el número de
actividades.
Cero controles de indicadores para medir eficiencias, producción, y desempeño en
general de la línea de congelación.
Falta de control y entrenamiento por parte de mandos medios hasta el personal obrero
sobre las actividades u operaciones a realizar en cada turno.
Todas las variables mencionadas anteriormente impactan directamente en la
productividad de la línea, y después de un análisis estadístico en base a los datos
recolectados durante los últimos 5 meses se llega a la conclusión de que se puede optimizar
la línea, mejorar su productividad atacando a dichas variables que representan el Pareto de
las perdidas.

Capítulo III
Propuesta
3.1 Planteamiento de alternativas de solución
En el presente capítulo se plantean las alternativas de solución para los problemas antes
expuestos, con el fin u objetivo principal de aumentar la productividad en la línea de
congelación por aire forzado, durante este estudio surgieron dos variables que se pueden
optimizar, como lo es la mano de obra directa y los tiempos improductivos.
3.2 Mano de obra directa
El estándar ya definido en esta línea de congelación que es de 34 MOD, se calculó en
base a un previo estudio de tiempos y movimientos, por lo que en base a esta justificación
no se podría optimizar personas con respecto a tiempos y movimientos.
La forma para reducir mano de obra directa en este estudio fue por medio de la
reducción de actividades dentro del proceso, esto se logra con el análisis del método o
material de congelación utilizado en la actualidad para realizar la congelación del
producto, en este caso el camarón.
La congelación por aire forzado consiste en realizar un contacto directo de aire
aproximadamente a -40 grados centígrados con el producto que está en tránsito por dentro
del equipo de congelación, y bajo este principio partimos. Actualmente se utiliza un molde
plástico perforado como material recipiente del producto en el ciclo de congelación, por lo
que resulta un buen material para la congelación del producto porque garantiza la
temperatura mínima requerida a la salida del equipo, pero genera actividades no necesarias
o que en este caso se pueden eliminar con el uso de otro material de congelación.
3.3 Cuadro costos por mano de obra directa
En la siguiente Tabla se puede observar
Tabla 18. Costos de MOD.
DESCRIPCION % APORTE COSTOS
Sueldo básico $386,00
Iess 9,45 $422,48
Aporte patronal 12,55 $475,50
Fondo de reserva 8,88 $517,72
Décimo tercero 8,88 $563,70
Décimo cuarto 8,88 $613,75
COSTO POR MOD $ 613,75
Información tomada de OMARSA.SA. Elaborado por el autor.
Propuesta 25
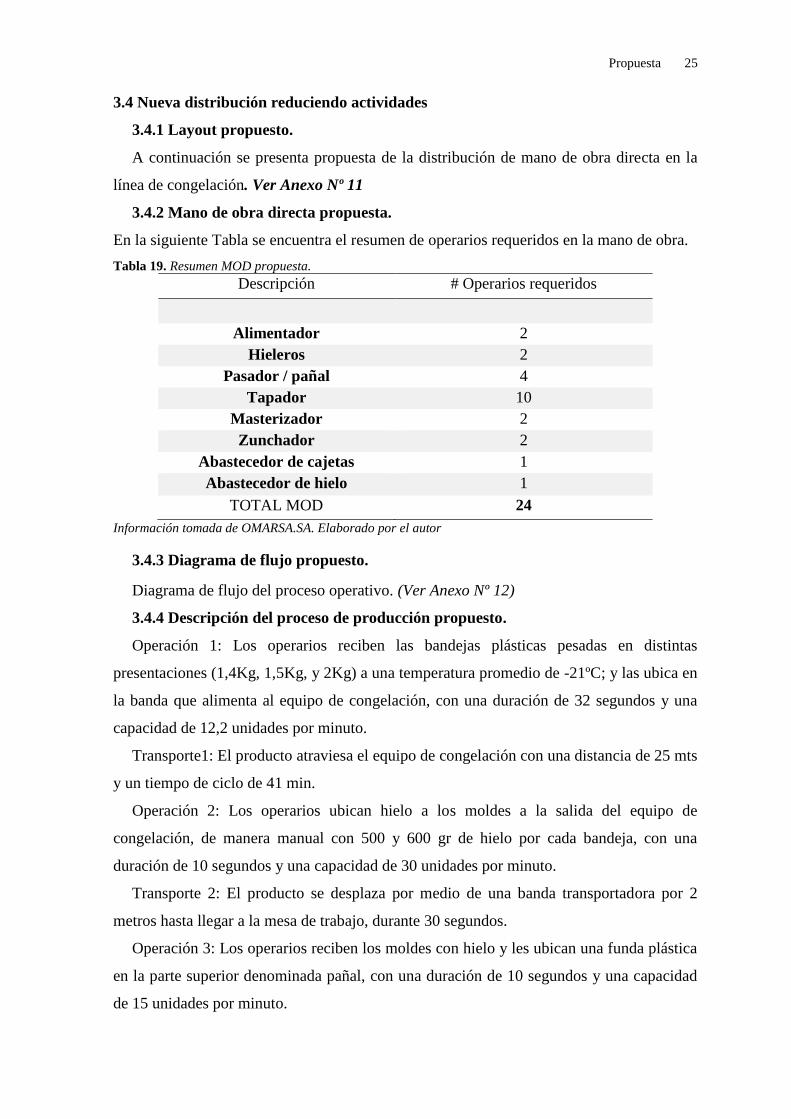
3.4 Nueva distribución reduciendo actividades
3.4.1 Layout propuesto.
A continuación se presenta propuesta de la distribución de mano de obra directa en la
línea de congelación. Ver Anexo Nº 11
3.4.2 Mano de obra directa propuesta.
En la siguiente Tabla se encuentra el resumen de operarios requeridos en la mano de obra.
Tabla 19. Resumen MOD propuesta.
Descripción # Operarios requeridos
Alimentador 2
Hieleros 2
Pasador / pañal 4
Tapador 10
Masterizador 2
Zunchador 2
Abastecedor de cajetas 1
Abastecedor de hielo 1
TOTAL MOD 24
Información tomada de OMARSA.SA. Elaborado por el autor
3.4.3 Diagrama de flujo propuesto.
Diagrama de flujo del proceso operativo. (Ver Anexo Nº 12)
3.4.4 Descripción del proceso de producción propuesto.
Operación 1: Los operarios reciben las bandejas plásticas pesadas en distintas
presentaciones (1,4Kg, 1,5Kg, y 2Kg) a una temperatura promedio de -21ºC; y las ubica en
la banda que alimenta al equipo de congelación, con una duración de 32 segundos y una
capacidad de 12,2 unidades por minuto.
Transporte1: El producto atraviesa el equipo de congelación con una distancia de 25 mts
y un tiempo de ciclo de 41 min.
Operación 2: Los operarios ubican hielo a los moldes a la salida del equipo de
congelación, de manera manual con 500 y 600 gr de hielo por cada bandeja, con una
duración de 10 segundos y una capacidad de 30 unidades por minuto.
Transporte 2: El producto se desplaza por medio de una banda transportadora por 2
metros hasta llegar a la mesa de trabajo, durante 30 segundos.
Operación 3: Los operarios reciben los moldes con hielo y les ubican una funda plástica
en la parte superior denominada pañal, con una duración de 10 segundos y una capacidad
de 15 unidades por minuto.

Propuesta 26
Transporte 3: Se desplaza el molde hasta la siguiente operación recorriendo una
distancia de 0.5 metros.
Operación 4: Los operarios reciben el producto con la funda y sin el molde para ubicar
el empaque primario (cajeta) y sellarla, con una duración de 21 segundos y una capacidad
de 6.2 unidades por minuto.
Transporte 4: Se desplaza la cajeta hasta la siguiente operación recorriendo una
distancia de 0.5 metros.
Operación combinada 1: Los operarios reciben las cajas selladas y las ubican en el
empaque secundario (master), realizan una inspección de la correcta ubicación de las cajas
y sellan el master, con una duración de 109 segundos y una capacidad de 8.8 unidades por
minuto.
Transporte 5: Se desplaza el master hasta la siguiente operación por medio de un
transportador de rodillos con inclinación para que se deslice gracias a la gravedad,
recorriendo una distancia de 1 metro.
Operación combinada 2: Los operarios ubican los zunchos en el master y verifican el
correcto sellado del mismo, con una duración de 42 segundos y una capacidad de 14,6
unidades por minuto.
Transporte 6: el producto final se desliza por medio de transportadores automáticos,
recorriendo una distancia de 25 metros hasta la cámara de almacenamiento, durante 50
segundos.
Inspección 1: El master atraviesa un detector de calidad, en el caso de accionarse los
operarios del departamento de calidad proceden a la inspección del producto para verificar
anomalías en el producto final, de encontrar irregularidades se procede a la corrección o al
reproceso del mismo.
Almacenamiento 1: El producto es almacenado en la cámara de almacenamiento a una
temperatura de -20 ºC.
3.5 Material de congelación
Al reemplazar el material de congelación por uno que cumpla con los mismos
requerimientos, que al final se reducen a que el producto salga dl equipo de congelación
con una temperatura mínima de -18 grados y que además reduce las actividades al
momento de empacar el producto, se genera un aumento de productividad reduciendo el
número de operarios.

Propuesta 27
La ventaja de usar cartón como molde de congelación y parte del empaque en el
producto terminado, es que por su menor espesor permite que la transferencia de calor sea
más rápida por lo que el producto alcanza la temperatura idónea en un ciclo menor al del
estándar actual, por tanto esto nos permite congelar a una mayor velocidad, dando como
resultados incremento en la producción de libras por horas y por ende en el incremento de
la productividad como se puede ver en la Tabla 29.
Tabla 20. Capacidad de producción propuesta.
TIEMPO DE
RESIDENCIA
(minutos)
VELOCIDADES CAPACIDAD DE
PRODUCCIÒN CINTA
1
CINTA
2
CINTA
SALIDA
Hz/RPM Hz/RPM Hz/RPM Moldes/min Libras/Horas
35 65 65 67 25.41 5043
Información tomada de OMARSA.SA. Elaborado por el autor
A continuación se muestra el método de congelación actual con moldes plásticos vs el
método propuesto reemplazando estos moldes plásticos por moldes de cartón, con el nuevo
material de congelación podemos aumentar la velocidad del equipo y reducir el tiempo del
ciclo de congelación, teniendo como resultado la producción de 5043 libras por hora como
se muestra en el Anexo Nº 13, Fig. Nº 1
Se realizó una prueba de resistencia para ver si el material de congelación sufría algún
tipo de deformación o ruptura que pudiera afectar la integridad, calidad o presentación del
producto terminado, el resultado de esta prueba fue satisfactorio ya que el material
propuesto no presento deformación alguna durante el proceso de congelación, tal como se
puede ver en el Anexo Nº 13, Fig. Nº 2
De igual manera se realizaron pruebas de temperatura, con el nuevo ciclo de
congelación reducido en 6 minutos, resultandos satisfactorios con mejores temperaturas
que las que se obtenían con el método de congelación actual como se puede observar en el
Anexo Nº 13, Fig. Nº 3
Al agregar este nuevo molde de congelación al empaque de producto terminado se lo
considero como un nuevo producto denominado “insert” como se ve en Anexo Nº 13, Fig.
Nº 4 fue presentado al mercado asiático, obteniendo una excelente aceptación.
3.6 Propuesta de reducción de tiempos improductivos
Según el análisis realizado previamente el mayor porcentaje de tiempos improductivos
se genera por el arranque y la limpieza, que son dos variables correlacionadas porque se
generan al final y al inicio de cada turno, al finalizar cada turno el operador del equipo

Propuesta 28
debe realizar la respectiva limpieza o defrost, que consiste en la descongelación y
descarche del equipo de congelación, debido a que no existe un procedimiento
estandarizado para realizar esta actividad, los operadores se tardan más tiempo del que
deberían en esta operación.
Debido a esta problemática se desarrolló un estudio y acompañamiento para conocer el
procedimiento idóneo para realizar el procedimiento de limpieza o descarche en el equipo,
y se lo plasmo en un formato de lección de un punto, el cual se ubicará en el equipo de
congelación para que se respete los tiempos establecidos para esta actividad en cualquiera
de los dos turnos, y con el operador que quiera realizarlo.
Tabla 21. Lección de un punto
Información tomada de OMARSA.SA. Elaborado por el autor
Procedimiento
1. Cortar el suministro de frio (amoniaco) 20 minutos antes de que salga el último
molde o canastilla del túnel de frio.
2. Una vez que termina de salir el ultimo molde, esperar 10 minutos para que
terminen de recoger todo el amoniaco.
3. Abrir las puertas del equipo.
4. Se activa modo mantenimiento, descarche y vibradores; durante 30 minutos (este
tiempo esta esta estandarizado por el equipo)
5. Luego de que la maquina se apague automáticamente, verificar que el motor, las
rejillas y la banda metálica estén completamente descongeladas.
6. Cerrar las puertas internas y externas, (la primera puerta interna del lado del visor
en el tornado tiene una graduación de 45⁰ debe permanecer con esa abertura durante
todo el turno).
7. Solicitar frio a personal de mantenimiento (15 minutos).
TEMA: DEFROST DE TORNADOS
NÚMER
O: 001
FECHA:
REALIZADO
POR: OPERADOR DE TURNO ÁREA:
Mejora
Continua
CLASIFICACIÓ
N
VALIDACIÓ
N
JEFE DE ÁREA
CONOCIMIENTO BÁSICO CASO DE MEJORA
CASO DE PROBLEMA
CASO DE SEGURIDAD
Propuesta 29
Consideración
1. Se debe abastecer de producto hasta las 5:40 pm (Turno 1) y 5:40 am (Turno 2)
2. Se debe solicitar cortar el frio a las 6:00 pm (Turno 1) y 6:00 am (Turno 2)
3. Se debe activar el modo mantenimiento a las 6:30 pm (Turno 1) y 6:30 am (Turno 2)
4. El defrost debe estar concluido a las 7:00 pm (Turno 1) y 7:00 am (Turno 2)
5. Se debe empezar a ingresar producto a las 7:20 pm (Turno 1) y 7:20 am (Turno 2)
Nota: El turno que ingresa debe recibir el equipo operativo y listo para recibir en
masterizado.
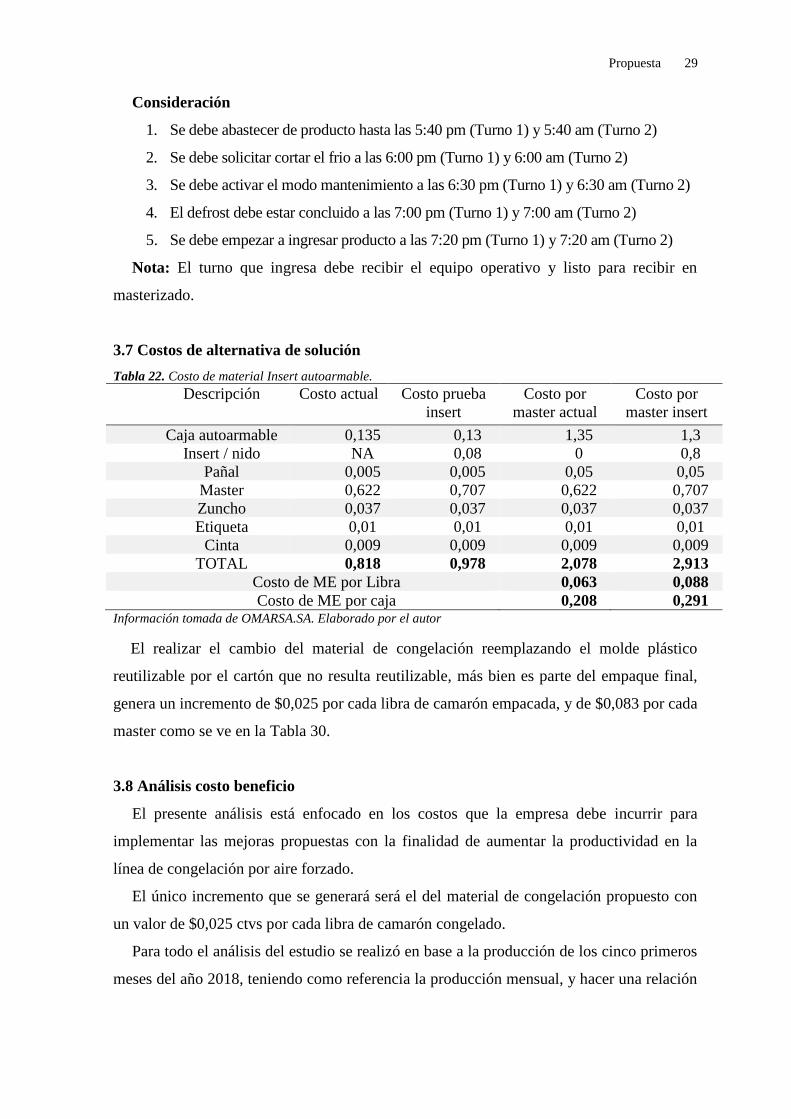
3.7 Costos de alternativa de solución
Tabla 22. Costo de material Insert autoarmable.
Descripción Costo actual Costo prueba
insert
Costo por
master actual
Costo por
master insert
Caja autoarmable 0,135 0,13 1,35 1,3
Insert / nido NA 0,08 0 0,8
Pañal 0,005 0,005 0,05 0,05
Master 0,622 0,707 0,622 0,707
Zuncho 0,037 0,037 0,037 0,037
Etiqueta 0,01 0,01 0,01 0,01
Cinta 0,009 0,009 0,009 0,009
TOTAL 0,818 0,978 2,078 2,913
Costo de ME por Libra 0,063 0,088
Costo de ME por caja 0,208 0,291 Información tomada de OMARSA.SA. Elaborado por el autor
El realizar el cambio del material de congelación reemplazando el molde plástico
reutilizable por el cartón que no resulta reutilizable, más bien es parte del empaque final,
genera un incremento de $0,025 por cada libra de camarón empacada, y de $0,083 por cada
master como se ve en la Tabla 30.
3.8 Análisis costo beneficio
El presente análisis está enfocado en los costos que la empresa debe incurrir para
implementar las mejoras propuestas con la finalidad de aumentar la productividad en la
línea de congelación por aire forzado.
El único incremento que se generará será el del material de congelación propuesto con
un valor de $0,025 ctvs por cada libra de camarón congelado.
Para todo el análisis del estudio se realizó en base a la producción de los cinco primeros
meses del año 2018, teniendo como referencia la producción mensual, y hacer una relación

Propuesta 30
de las libras que se incrementan en la producción, la reducción de mano de obra directa y
la eliminación de tiempos improductivos. (Tabla 31)
La inversión de utilizar el nuevo material de empaque resulta totalmente rentable debido
al incremento en libras congeladas por encima del estándar actual que es de 4400 libras por
hora vs 5000 libras por horas que es el nuevo estándar propuesto, adicional la reducción de
10 operarios en la línea de congelación por aire forzado, considerar que cada operario
resulta un costo de $ 613,75 para la empresa, sin contar otros gastos indirectos que
incurren en el análisis, como el transporte, uniformes, etc.
En la tabla mostrada a continuación se encuentra el resumen del costo por libra con a
inversión del material de empaque reemplazado, vs el costo por libra en cuanto a la
reducción de 10 operarios y el aumento de 600 libras por hora con respecto al estándar.
Tabla 23. Costo beneficio.
Descripción Costo por caja master
Inversión Material de empaque adicional $ 0,083
Reducción de la eliminación de la mano de
obra directa (10 MOD )
$ 0,14
Aumento de producción en libras $ 0,54
BENEFICIO POR CAJA MASTER $ 0,588
BENEFICIO POR TURNO $ 889,17
BENEFICIO MENSUAL $ 19.561,75 Información tomada de OMARSA.SA. Elaborado por el autor
Inversión de material de empaque adicional.- para el cálculo de este factor se tomó
como referencia la tabla donde se detalla el costo de material de empaque por master,
actual vs el propuesto, y la diferencia de estos dos valores, en este caso $0,083 seria el
incremento o inversión por master empacado.
Reducción de 10 MOD.- en este caso se tomó como referencia la tabla donde se
muestra el costo por cada operario, se lo divide entre los 30 días del mes y este resultado
entre las 1511 unidades de master que son empacadas por turno, para obtener como
resultado el valor de $0,14 que es el costo por master en los 10 operarios.
Aumento de producción en libras. - se consideran las 6000 libras producidas y empacadas
adicionales por turno a un costo de $3,00 por libra vendida con un margen de utilidad del
0,045%, dando como resultado un incremento de $0,54 por cada master empacado.
Un master está compuesto por 10 unidades de cajetas, donde cada cajeta tiene un peso
de 1,5 kg de camarón + 500 gr de hielo; como resultado tendremos 3,3069 libras de
camarón por cada caja, y 33,069 libras de camarón por cada master.
Beneficios de las propuestas para el aumento de productividad.

Propuesta 31
Los beneficios de implementar la propuesta integral para el aumento de productividad
son:
Se obtendrán un mayor número de libras producidas, lo cual genera un incremento
representativo en los ingresos de la compañía
Se desarrolla un nuevo producto, con una buena presentación y con márgenes rentables
para la compañía
Se obtiene un flujo de trabajo más ordenado y con menos MOD, por lo que genera
mayor comodidad al momento de realizar las operaciones, ya que en la situación actual el
espacio es reducido para el número de operarios que trabajan en la línea de congelación.
Se crea cultura de mejoramiento continuo al desarrollar procedimientos, estandarizar
procesos en cuanto a libras horas y actividades a desarrollarse como es la limpieza con la
lección de un punto propuesta.
Manejo de indicadores de producción, en cuanto cumplimiento con respecto al estándar
establecido.
Manejo de reporte de pérdidas por los operarios del equipo de congelación, con informe
por aguaje y su respectivo plan de acción para atacar las causas recurrentes o que generen
mayor impacto en la línea.
Y de manera general el aumento de la productividad en la línea de congelación por aire
forzado.
3.9 Conclusiones
Se concluye que el presente estudio realizado identifica las problemáticas identificadas en
la línea de congelación por aire forzado, de manera objetiva y con datos estadísticos,
generan un impacto representativo en los costos de la compañía, por lo que se incurrió a
realizar la propuesta descrita en el capítulo tres, para optimizar el proceso, aumentando la
productividad y mejorando los márgenes de utilidad en la empresa, un impacto adicional
generado es la incursión en el mercado con un nuevo producto desarrollado en el estudio,
causando así una ventaja competitiva con respecto a las empresas de la competencia en la
industria del camaronera; la propuesta del estudio tiene como beneficio económico un total
de $19.561,75 dólares mensuales.
3.10 Recomendaciones
Quedan expuestas las siguientes recomendaciones:
▪ Replicar las mejoras propuestas en las demás líneas de congelación por aire forzado.

Propuesta 32
▪ Realizar procedimientos para actividades críticas que representan horas
improductivas en cada turno.
▪ Promover la cultura de mejora continua, estableciendo indicadores en cada uno de
los procesos y áreas de la compañía.
▪ Diseñar y publicar flujos de trabajo en los procesos para mantener estandarizada la
distribución de los mismos.
▪ Realizar pruebas con otros materiales de congelación con el objetivo de mejorar la
productividad, en otras líneas de congelación por ejemplo salmuera.
ANEXOS

Anexos 34
Anexo Nº 1
1 Planta procesadora Durán.
Información tomada de Google Maps. Elaborada por el autor

Anexos 35
Anexo Nº 2
2 Mercado internacional de exportación
MERCADO INTERNACIONAL Enero/2017 a Marzo/2018
AFRICA ASIA CENTROAME
RICA EUROPA
AMERICA
DEL
NORTE
SUDAMERIC
A
MARRUECO
S
CHINA
COSTA RICA ALBANIA
ESTADOS
UNIDOS ARGENTINA
SOUTH
AFRICA
HONG
KONG ALEMANIA
TRINIDAD
Y TOBAGO CHILE
JAPON AUSTRALIA COLOMBIA
VIETNAM AUSTRIA PARAGUAY
LEBANO
N BELGICA URUGUAY
NORWAY CANADA
SAUDI
ARABIA CHIPRE
SINGAPO
RE
DINAMARC
A
TAIWAN ESPAÑA
THAILAN
D FRANCIA
UNITED
ARAB
EMIRATE
S
RUSSIAN
FEDERATIO
N
KOREA GREECE
ITALIA
MONACO
MOROCO
POLONIA
PORTUGAL
REINO
UNIDO
HOLANDA
SUECIA
SUIZA
Información tomada de OMARSA.SA. Elaborado por: El Autor.

Anexos 36
Anexo Nº 3
3 Ubicación Geográfica De La Empresa OMARSA.SA.
Información Tomada De Google Maps. Elaborado Por El Autor.

Anexos 37
Anexo Nº 4
4 Organigrama de la empresa
Información tomada de OMARSA.SA. Elaborado por: El Autor.

Anexos 38
Anexo Nº 5
5 Productos
Figura Nº 1 Camarón Entero.
Figura Nº 2 Cola
Figura Nº 3 Pomada.
Figura Nº 4 Corona.

Anexos 39
Figura Nº 5 Bandeja.
Figura Nº 6 Farandola.
Figura Nº 7 Brocheta.
Información tomada de OMARSA.SA. Elaborado por el Autor.

Anexos 40
Anexo Nº 6
6 Recursos Productivos.
Figura Nº 1 Maquinaria y equipos.
NOM
BRE
DE
MÁQ
UINA
O
EQUI
PO
FOTO
CARA
CTER
ISTI
CAS
PROC
EDIM
IENT
O US
O
TORN
ADO
•
Túne
l line
al de
cong
elació
n por
aire f
orzad
o.
Se re
alizan
dos t
ipos d
e
cong
elació
n:
PALI
NOX
•
Sistem
a de c
onge
lación
por
amon
íaco.
•
Contr
oles y
man
dos p
or PL
C
Sieme
ns.
•
Cinta
s ind
epen
diente
s de
traba
jo de
acero
inox
idable
.
•
Sistem
a de a
limen
tación
indivi
dual
para
los ca
maron
es.
•
Raspa
dores
para
evita
r el
enroc
ado d
e las
anten
as en
los
rodillo
s wrap
.
•
Indica
dores
digit
ales d
e la
apert
ura de
los r
odillo
s.
•
Rodil
los de
alta
precis
ión.
Figura
10Pro
ceso d
e con
gelac
ión lin
eal qu
e varí
a entr
e cicl
os de
41 a
90 m
inutos
, de a
limen
tación
man
ual o
autom
ática.
LAIT
RAM
MAC
HINE
Figura
11
Alim
entac
ión de
mate
ria pr
ima p
or me
dio de
bine
s o
gave
tas, t
raslad
o por
cintas
autom
áticas
, clas
ificaci
ón
autom
ática
con c
uatro
salid
as; un
a para
el flu
jo ma
yor
alred
edor
del 7
0% de
la ta
lla fr
ecuen
cia, la
s otra
s tres
salida
s se r
epart
en en
porce
ntajes
aprox
imad
os al
18%
para
la tal
la má
s gran
de, 9
% pa
ra la
talla
más p
eque
ña y
el 3%
resta
nte en
basur
a o cu
erpos
extra
ños.
La ut
ilizaci
ón de
la m
aquin
a
clasif
icado
ra, se
ncilla
mente
es
para
selecc
ionar
por ta
llas l
a
mater
ia pri
ma a
proces
ar y
distrib
uir en
las d
istint
as
salida
s para
su po
sterio
r
pesad
o.
Proces
o de c
onge
lación
en
bloqu
e, uti
lizan
do ag
ua co
mo
comp
lemen
to; o
cong
elació
n
IQF (
indivi
dual
quick
froz
en),
utiliz
ando
band
ejas p
lástic
as o
metál
icas q
ue fa
cilita
n la
transf
erenc
ia de
calor
.

Anexos 41
Información tomada de OMARSA.SA. Elaborado por el autor.
•
Mesa
de ap
oyo e
n acer
o
inoxid
able
con b
isagra
de
seguri
dad.
•
Contr
ol de
tensi
ón m
ecánic
a del
zunch
o.
•
Efici
encia
en co
nsumo
de
energ
ía.
•
Volta
je: 22
0V 60
Hz, 1
Fase
.
•
Peso
Neto
equip
o: 98
kg.
•
Cinta
transp
ortad
ora in
tegrad
a
al sis
tema.
•
Contr
oles a
utomá
ticos
dirigi
dos
por P
LC.
•
Rang
os de
detec
ción d
e 500
gr.
hasta
20 kg
.
ZUNC
HADO
R
A SE
MI
AUTO
MÁT
ICA
Figura
12Zu
ncha
dora
semi a
utomá
tica c
on op
eració
n man
ual y
zunch
os plá
stico
s.
Utiliz
ada ú
nicam
ente
para
empa
que s
ecund
ario d
e
distin
tos pe
sos y
dimen
sione
s.
DETE
CTOR
DE
MET
ALES
Fig
ura 13
Activ
ación
autom
ática
por m
edio
de in
dicad
ores d
e luz
y
sonido
al m
omen
to de
detec
tar un
cuerp
o metá
lico e
n el
produ
cto te
rmina
do.
Usad
o para
todo
el pr
oduc
to
termi
nado
proc
esado
en pl
anta.

Anexos 42
Figura Nº 2 Tornado Palinox.
Figura Nº 3 Laitram Machine.

Anexos 43
Figura Nº 4 Zunchadora semi automática.
Figura Nº 5 Detector de metales.
Información tomada de OMARSA.SA. Elaborado por el autor.

Anexos 44
Anexo Nº 7
7 Distribución de planta
Figura Nº 1. Layout general de la planta
TORNADO 2 TORNADO 1
PALINOX 2
Master Master
ZUNCHO
ZUNCHO
CAMARA
TOLVA TOLVA TOLVA
VOLTEADOR DE BINES
VOLTEADOR DE BINES
VOLTEADOR DE BINES
CAMION CAMION CAMION
CLASIFICADORA 10
CLASIFICADORA 11
CLASIFICADORA 12
SALMUERA
RECHAZO
CALI
DAD
CALIBRADOR CALIBRADOR CALIBRADOR
JEFE DE PLANTA
MARCACIO
N
SALIDA
MARCACIO
N
ENTRADA
CALIDAD
BALANZA
ACUMULACION MODERADA DE MOLDESSA
LIDA
DE
EMER
GENC
IA
ACUMULACION MODERADA DE MOLDES
ACUMULACION MODERADA DE MOLDES
CONTROLADOR PALINOX 2
MOLDES MOLDES
MOLDES
LIMPIEZA
LIQUIDADOR LIQUIDADOR LIQUIDADOR LIQUIDADOR
LIQUIDADOR LIQUIDADOR
Abs ME
MOLDES
MOLDES
OPERADOR
OPERADOROPERADOR
111
1
11
2
2
2
2
2
2
33
33
33
33
33
33
3 3
33
33
3 3
44
4
5
5
5
5
5
5
5
5
5
5
5
5
5
56
66
66
66
66
66
7
7
8
1 1
2 2
3 3 3
45
55
44
555
54
4 45
5
6 666 66
7
7
8
9
10
Abs Hielo
8
1 11 1
6 6
SUP. DE RECEPCIO
N/CLASIFICACIO
N7
Master Master
CONTROLADOR TORNADO 2
Master Master
Abs HIELO
Abs HIELO
MOLDES MOLDES
MOLDES
Abs ME
2 2
3 3 3 3
44
55
44
55 5
54
4
55
44
6 666
8
88
9
9
10
2 2
3 3 3 3
44
55
44
55 5
54
4
55
44
6 666
MOLDES8
ZUNCHO
ZUNCHO
CONTROLADOR TORNADO 1
SUPERVISOR DE
CONGELACION
LIQUIDADOR
LIQUIDADOR
7
7
10
ZUNCHO
ZUNCHO
Abs ME
LIQUIDADOR
DETECTOR DE METALES
DETECTOR DE
METALES
Abs HIELO
LEYENDA
MOD A SER OPTIMIZADA
MOI FIJO
MOD MASTERIZADO FIJO
MOD CONGELACION
EVENTUAL
MOD MASTERIZADO
EVENTUAL
MOD CLASIFICACION
EVENTUAL
MOD CONGELACION FIJO

Anexos 45
Figura Nº 2. Layout de área de clasificación.
TOLVA TOLVA TOLVA
VOLTEADOR DE BINES
VOLTEADOR DE BINES
VOLTEADOR DE BINES
CAMION CAMION CAMION
CLASIFICADORA 10
CLASIFICADORA 11
CLASIFICADORA 12
RECHAZO
CA
LID
AD
CALIBRADOR CALIBRADOR CALIBRADOR
JEFE DE P
LAN
TA
MA
RC
AC
ION
SA
LIDA
MA
RC
AC
ION
EN
TRA
DA
BALANZA
ACUMULACION MODERADA DE MOLDESSA
LID
A D
E EM
ERG
ENC
IA
ACUMULACION MODERADA DE MOLDES
ACUMULACION MODERADA DE MOLDES
MOLDES MOLDES
MOLDES
LIMPIEZA
111
1
11
22
2
2
2
2
33
33
33
33
33
33
3 3
33
33
3 34
44
5
5
5
5
5
5
5
5
5
5
5
5
5
56
66
66
66
66
66
7
7
8
6 6
SUP
. DE
REC
EPC
ION
/C
LASIFIC
AC
ION
LAY-OUT CLASIFICACION

Anexos 46
Figura Nº 3 Personal área de Clasificación.
Información tomada de OMARSA.SA. Elaborado por el autor
FIJOS EVENTUALES
JEFE DE PLANTA 1
SUPERVISOR DE RECEPCION 1
LIQUIDADOR 6
CALIBRADOR 1
RECEPCION 2
BANDA DE INSPECCION 2
CLASIFICADORA DE LINEA 6
ABS MOLDES 1
PESADORAS 4
PASADOR 2 2
CALIDAD 2
PESADOR RECHAZO 1 1
LIMPIEZA 1
TOTAL 11 2 7 13
18
15
33TOTAL MOD+MOI
DESCRIPCION FIJOS EVENTUALES CLASIFICADORA 12
TOTAL FIJOS CLASIFICACIÓN
TOTAL EVENTUALES CLASIFICACIÓN
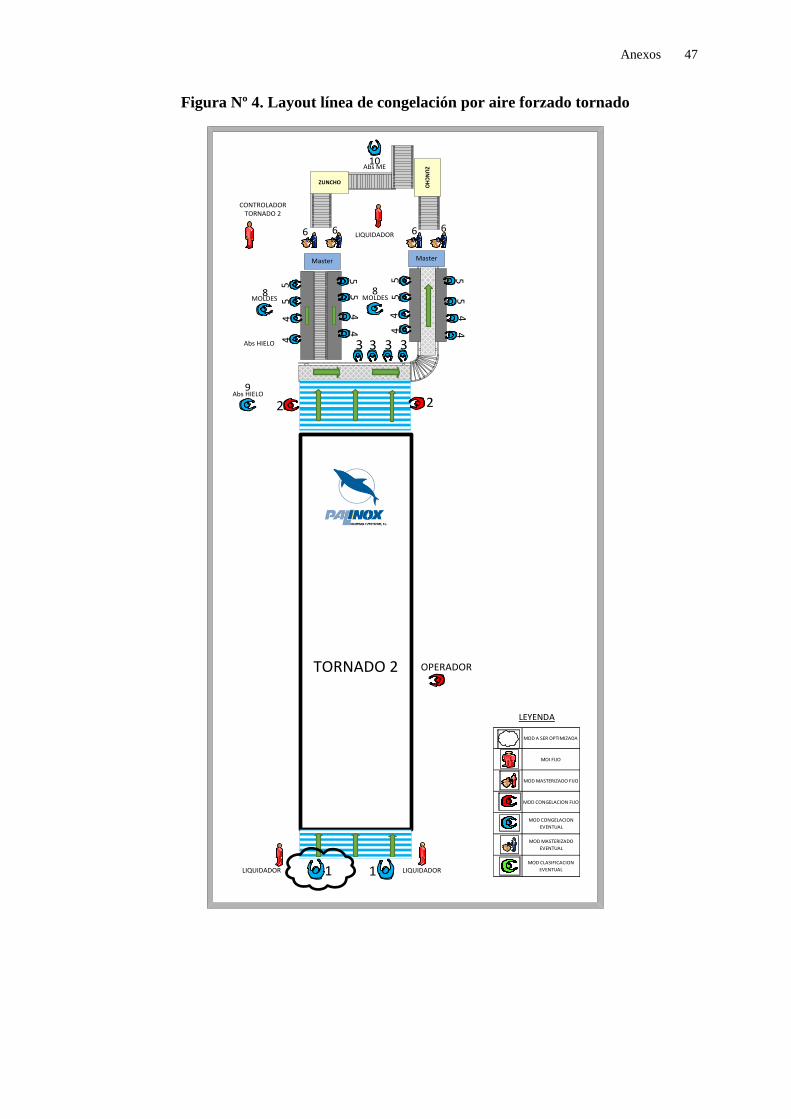
Anexos 47
Figura Nº 4. Layout línea de congelación por aire forzado tornado
TORNADO 2
LIQUIDADOR LIQUIDADOR
OPERADOR
1 1
Master Master
CONTROLADOR TORNADO 2
Abs HIELO
MOLDES MOLDES88
9
2 2
3 3 3 3
44
55
44
55 5
54
4
55
44
6 666 LIQUIDADOR
10
ZUNCHO
ZUN
CH
O
Abs ME
Abs HIELO
LEYENDA
MOD A SER OPTIMIZADA
MOI FIJO
MOD MASTERIZADO FIJO
MOD CONGELACION
EVENTUAL
MOD MASTERIZADO
EVENTUAL
MOD CLASIFICACION
EVENTUAL
MOD CONGELACION FIJO

Anexos 48
Figura Nº 5. Distribución personal en congelación por aire forzado
Description Tornados
Fijos Eventuales
Controlador 1
Liquidador 1
Operador 1
Calidad
Alimentador 2
Hielero 2
Pasadores 4
Mesa de trabajo 16
Masterizadores 4
Zunchadores 2
Abs mat empaque 1
Abs hielo 1
Recoge moldes 2
Total 5 32
Total mod+moi 37
Personal área de tornado. Información tomada de omarsa.sa. Elaborado por el autor
Mano de Obra Directa. Información tomada de OMARSA.SA. Elaborado por el autor
Figura Nº 6. Estándar mode tornado
#
Tornados
Descripcion Moldes/min Operarios
requeridos
1 Alimentador 15,2 2
2 Hielero 22,9 2
3 Pasador /panal 9,1 4
4 Desmolde 5,7 8
5 Tapador 6,2 8
6 Masterizador 8,8 4
7 Zunchador 14,6 2
8 Moldes 21 2
9 Abs hielo 36 1
10 Abs me Na 1
Total estandar 34

Anexos 49
Figura Nº 7. Diagrama de flujo de proceso congelación y empaque.
Información tomada de OMARSA.SA. Elaborado por el autor
X
PR
OC
ESO
INSP
ECC
ION
OP
. CO
MB
INA
DA
S
161
2
54,5
2772
TIEM
PO
(sg)
DIS
T(m
ts
)
TEM
P(°
C
)U
NI/
MIN
OB
SER
VA
CIO
NES
1A
lim
en
taci
on
de
mo
lde
s 32
412
,2
2C
on
geac
ion
en
to
rnad
o
2460
25-2
1
3U
bic
acio
n d
e h
ielo
10
-21
30
4Tr
anp
ort
e p
or
ban
da
auto
mat
ica
302
-21
5U
bic
acio
n d
e f
un
da
pañ
al
10-2
015
6D
esp
laza
mie
nto
de
mo
lde
0
0,5
-20
7D
esm
old
eo
de
pro
du
cto
8
-20
8
8D
esp
laza
mie
nto
de
pro
du
cto
co
n f
un
da
00,
5-2
0
9U
bic
acio
n d
e C
aje
tas
(em
paq
ue
pri
mar
io)
21-2
06,
2
10D
esl
azam
ien
to d
e c
aje
tas
sell
adas
.0
0,5
-19
11
Ub
icac
ion
de
caj
eta
s e
n m
aste
r (e
mp
aqu
e
secu
nd
ario
), c
on
insp
ecc
ion
de
ord
en
.10
9-1
98,
8
12D
esp
laza
mie
nto
de
mas
ter
po
r m
ed
io d
e r
od
illo
s0
1-1
9
13
Enzu
nch
ado
de
mas
ter
en
mam
qu
ina
zun
chad
ora
.42
-19
14,6
14
De
spla
zam
ien
to d
e p
rod
uct
o f
inal
has
ta
cam
ara
de
alm
ace
nam
ien
to p
or
tran
spo
rtad
or
5025
-19
15
Insp
ecc
ion
de
cal
idad
al p
asar
po
r d
ete
cto
r d
e
me
tale
s 0
-19
16A
lmac
en
en
cam
ara
de
fri
o.
0-1
9
AC
TIV
IDA
D
SIM
BO
LO
DIA
GR
AM
A D
E F
LUJO
DE
PR
OC
ESO
OP
ER
AT
IVO
OP
ERA
CIO
NTR
AN
SPO
RTE
ALM
AC
ENA
MIE
NTO
D
EMO
RA
Co
nge
laci
on
y e
mp
aqu
e e
n la
lin
ea
de
co
nge
laci
on
po
r ai
re f
orz
ado
"to
rnad
o".
MET
OD
O A
CTU
AL
0
MET
OD
O P
RO
PU
ESTO
P
AG
INA
1 D
E 1
RES
UM
EN
CA
NTI
DA
D T
OTA
L A
CTI
VID
AD
ES
DIS
TAN
CIA
TO
TAL
(mts
)
TIEM
PO
TO
TAL
(se
g)
57
1

Anexos 50
Figura Nº 8. Diagrama de flujo de línea de congelación por aire forzado tornado.
RECEPCIÓN TOLVA CLASIFICACIÓN PESADO TUNEL DE SECADOEMPAQUE PRIMARIO
EMPAQUE SECUNDARIO
Camarón en bines o gavetas
MP se separa del hielo con paletas,
agua a T° ambiente
Manual y automática
R. Humano: 18 operarios
R. Humano: 6 operarios
T°: -41 °C, t: 41 min. *4400 lbs/
h. *22.5 moldes/
min. V°: 0.53 m/min
R Humano: 2 operarios para
ingresar producto
Camarón a – 18°C.
Se retira producto de los
moldes y se coloca en cajas.
R Humano: 34 operarios
6 o 10 cajas/ máster.
R. Humano: 2 operarios
Camarón es clasificado por tamaño. Y
visualmente para identificar anomalías
físicas.
NO
ALMACENAMIENTO
Cajas de 1.2 , 1.5 Kg
Canastillas de 10 Kg
HIELO
MOLDES
EMPAQUEMASTERS
ARMADOS
MOLDES
DETECTOR DE METALES
CUMPLE ESTANDARES DE
CALIDAD?SÍ
CALIDADSI NO REPROCESO
Información tomada de OMARSA.SA. Elaborado por el autor.

Anexos 51
Anexo Nº 8
8 Diagrama de Ishikawa.
BAJA PRODUCTIVIDAD
ENTORNOMAQUINAHOMBRE
MEDIDAMETODOMATERIAL
Obstruccion en ventiladores
Fallas electricas
Mal mantenimiento
Bajas temperaturas
Ambiente humedo y
resbaladizo
Duracion del ciclo
Congelacion en moldes plasticosMoldes
plasticos
Poco maniobrable
Sin medir eficiencia
Medida sin reporte
Operaciones innecesarias
Tiempos improductivos
Movimientos no
ergonomicos
Mal entrenamiento
Información tomada de OMARSA.SA. Elaborado por el autor.

Anexos 52
Anexo Nº 9
9 Reporte de Libras
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
Día
N
oche
TORN
AD
O
31.0
00
27.8
00
31.5
00
30.7
00
32.4
50
32.3
30
33.0
00
32.5
00
31.2
00
30.7
00
29.4
00
28.0
00
28.9
00
28.4
00
217.
450
21
0.43
0
CON
GEL
ACIO
N T
OTA
L31
.000
27
.800
31
.500
30
.700
32
.450
32
.330
33
.000
32
.500
31
.200
30
.700
29
.400
28
.000
28
.900
28
.400
21
7.45
0
210.
430
Capa
cida
d Pr
ogra
mad
a44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
30
8.00
0
308.
000
% C
FR70
%63
%72
%70
%74
%73
%75
%74
%71
%70
%67
%64
%66
%65
%71
%68
%
ENER
O
AG
UA
JE #
105
-ene
06-e
neA
CUM
ULA
DO
07-e
neTO
RNA
DO
01-e
ne02
-ene
03-e
ne04
-ene
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
Día
N
oche
TORN
AD
O
28.5
00
26.4
00
30.2
00
29.6
70
33.4
50
32.4
15
31.4
20
30.0
90
123.
570
11
8.57
5
CON
GEL
ACI
ON
TO
TAL
28.5
00
26.4
00
30.2
00
29.6
70
33.4
50
32.4
15
31.4
20
30.0
90
123.
570
11
8.57
5
Capa
cida
d Pr
ogra
mad
a44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
17
6.00
0
176.
000
% C
FR65
%60
%69
%67
%76
%74
%71
%68
%##
####
###
####
###
####
###
####
###
####
###
####
#70
%67
%
AG
UA
JE #
2
TORN
AD
O16
-ene
17-e
ne18
-ene
19-e
neA
CUM
ULA
DO
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
ía
No
che
TOR
NA
DO
27
.500
28
.500
30
.200
31
.450
33
.540
32
.150
31
.560
29
.870
30
.680
29
.960
28
.700
27
.540
18
2.18
0
179.
470
CO
NG
ELA
CIO
N T
OTA
L27
.500
28
.500
30
.200
31
.450
33
.540
32
.150
31
.560
29
.870
30
.680
29
.960
28
.700
27
.540
18
2.18
0
179.
470
Cap
acid
ad P
rogr
amad
a44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
26
4.00
0
264.
000
% C
FR63
%65
%69
%71
%76
%73
%72
%68
%70
%68
%65
%63
%##
####
###
####
#69
%68
%
AC
UM
ULA
DO
FEB
RER
OA
GU
AJE
#3
TOR
NA
DO
31-e
ne
01-f
eb
02-f
eb
03-f
eb
04-f
eb
05-f
eb
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
ía
No
che
TOR
NA
DO
29
.800
30
.500
30
.150
29
.460
32
.540
31
.900
28
.120
27
.400
12
0.61
0
119.
260
CO
NG
ELA
CIO
N T
OTA
L29
.800
30
.500
30
.150
29
.460
32
.540
31
.900
28
.120
27
.400
12
0.61
0
119.
260
Cap
acid
ad P
rogr
amad
a44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
17
6.00
0
176.
000
% C
FR68
%69
%69
%67
%74
%73
%64
%62
%##
####
###
####
###
####
###
####
###
####
###
####
#69
%68
%
AC
UM
ULA
DO
FEB
RER
OA
GU
AJE
#4
TOR
NA
DO
15-f
eb
16-f
eb
17-f
eb
18-f
eb

Anexos 53
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
DIA
NO
CHE
Día
N
oche
TORN
AD
O
27.8
00
26.5
00
28.4
00
29.6
00
30.4
50
29.9
00
32.4
50
31.4
20
33.7
90
32.6
70
32.4
50
31.4
40
30.7
80
29.8
40
216.
120
21
1.37
0
CON
GEL
ACI
ON
TO
TAL
27.8
00
26.5
00
28.4
00
29.6
00
30.4
50
29.9
00
32.4
50
31.4
20
33.7
90
32.6
70
32.4
50
31.4
40
30.7
80
29.8
40
216.
120
21
1.37
0
Capa
cida
d Pr
ogra
mad
a44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
30
8.00
0
308.
000
% C
FR63
%60
%65
%67
%69
%68
%74
%71
%77
%74
%74
%71
%70
%68
%70
%69
%
ACU
MU
LAD
O
MA
RZO
AG
UA
JE #
5
TORN
AD
O28
-feb
01-m
ar02
-mar
03-m
ar04
-mar
05-m
ar06
-mar
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
ía
No
che
TOR
NA
DO
30
.470
29
.700
34
.500
32
.450
32
.450
31
.750
31
.960
30
.300
12
9.38
0
124.
200
CO
NG
ELA
CIO
N T
OTA
L30
.470
29
.700
34
.500
32
.450
32
.450
31
.750
31
.960
30
.300
12
9.38
0
124.
200
Cap
acid
ad P
rogr
amad
a44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
17
6.00
0
176.
000
% C
FR69
%68
%78
%74
%74
%72
%73
%69
%##
####
###
####
###
####
###
####
###
####
###
####
#74
%71
%
AC
UM
ULA
DO
MA
RZO
AG
UA
JE #
6
TOR
NA
DO
17-m
ar18
-mar
19-m
ar20
-mar
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
ía
No
che
TOR
NA
DO
29
.500
28
.400
30
.450
29
.870
31
.678
31
.400
32
.980
32
.900
33
.470
33
.900
31
.450
30
.700
28
.400
27
.640
21
7.92
8
214.
810
CO
NG
ELA
CIO
N T
OTA
L29
.500
28
.400
30
.450
29
.870
31
.678
31
.400
32
.980
32
.900
33
.470
33
.900
31
.450
30
.700
28
.400
27
.640
21
7.92
8
214.
810
Cap
acid
ad P
rogr
amad
a44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
30
8.00
0
308.
000
% C
FR67
%65
%69
%68
%72
%71
%75
%75
%76
%77
%71
%70
%65
%63
%71
%70
%
AC
UM
ULA
DO
AB
RIL
AG
UA
JE #
7
TOR
NA
DO
30-m
ar31
-mar
01-a
br
02-a
br
03-a
br
04-a
br
05-a
br
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
ía
No
che
TO
RN
AD
O
32
.45
0
31
.78
0
33
.50
0
33
.14
5
32
.75
0
32
.98
0
31
.40
0
30
.45
0
13
0.1
00
1
28
.35
5
CO
NG
ELA
CIO
N T
OT
AL
32
.45
0
31
.78
0
33
.50
0
33
.14
5
32
.75
0
32
.98
0
31
.40
0
30
.45
0
13
0.1
00
1
28
.35
5
Ca
pa
cid
ad
Pro
gra
ma
da
44
.00
0
44
.00
0
44
.00
0
44
.00
0
44
.00
0
44
.00
0
44
.00
0
44
.00
0
17
6.0
00
1
76
.00
0
% C
FR
74
%7
2%
76
%7
5%
74
%7
5%
71
%6
9%
##
##
##
##
##
##
##
##
##
##
##
##
##
##
##
##
##
##
##
##
##
74
%7
3%
AC
UM
ULA
DO
AB
RIL
AG
UA
JE #
8
TO
RN
AD
O1
5-a
br
16
-ab
r1
7-a
br
18
-ab
r

Anexos 54
Reporte de libras Mayo 2. Información tomada de OMARSA.SA. Elaborado por el autor.
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
ía
No
che
TOR
NA
DO
27
.500
26
.320
28
.650
27
.460
30
.200
29
.890
32
.450
32
.400
31
.450
31
.100
30
.650
29
.890
29
.700
28
.960
21
0.60
0
206.
020
CO
NG
ELA
CIO
N T
OTA
L27
.500
26
.320
28
.650
27
.460
30
.200
29
.890
32
.450
32
.400
31
.450
31
.100
30
.650
29
.890
29
.700
28
.960
21
0.60
0
206.
020
Cap
acid
ad P
rogr
amad
a44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
30
8.00
0
308.
000
% C
FR63
%60
%65
%62
%69
%68
%74
%74
%71
%71
%70
%68
%68
%66
%68
%67
%
AC
UM
ULA
DO
MA
YO
AG
UA
JE #
9
TOR
NA
DO
28-a
br
29-a
br
30-a
br
01-m
ay02
-may
03-m
ay04
-may
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
IAN
OC
HE
DIA
NO
CH
ED
ía
No
che
TOR
NA
DO
29
.800
28
.500
30
.120
30
.050
33
.450
33
.600
32
.450
32
.150
12
5.82
0
124.
300
CO
NG
ELA
CIO
N T
OTA
L29
.800
28
.500
30
.120
30
.050
33
.450
33
.600
32
.450
32
.150
12
5.82
0
124.
300
Cap
acid
ad P
rogr
amad
a44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
44
.000
17
6.00
0
176.
000
% C
FR68
%65
%68
%68
%76
%76
%74
%73
%##
####
###
####
###
####
###
####
###
####
###
####
#71
%71
%
AC
UM
ULA
DO
MA
YO
AG
UA
JE #
10
TOR
NA
DO
16-m
ay17
-may
18-m
ay19
-may

Anexos 55
Anexo Nº 10
10 Resumen de las observaciones por tiempos en cada actividad del proceso
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
154
8,89
154
8,89
112
201
548
16
101
610
252
9,23
252
9,23
27
34,29
24
602
610
26
10
356
8,57
356
8,57
38
303
548
36
103
610
454
8,89
454
8,89
49
26,67
44
604
87,5
47
8,57
556
8,57
556
8,57
57
34,29
55
485
78,5
75
78,5
7
652
9,23
652
9,23
611
21,82
64
606
78,5
76
87,5
756
8,57
756
8,57
710
247
548
77
8,57
77
8,57
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
112
51
125
15
121
610
19
6,67
19
6,67
211
5,45
211
5,45
26
102
78,5
72
96,6
72
106
312
53
115,4
53
87,5
38
7,53
610
38
7,5
412
54
125
410
64
96,6
74
87,5
49
6,67
511
5,45
513
4,62
510
65
78,5
75
78,5
75
87,5
611
5,45
612
56
78,5
76
96,6
76
610
69
6,67
712
57
115,4
57
87,5
79
6,67
78
7,57
96,6
7
FOND
O FO
NDO
DESM
OLDE
DESM
OLDE
DESM
OLDE
DESM
OLDE
ALIM
ENTA
DOR
ALIM
ENTA
DOR
HIEL
ERO
HIEL
ERO
PANA
LPA
ÑAL
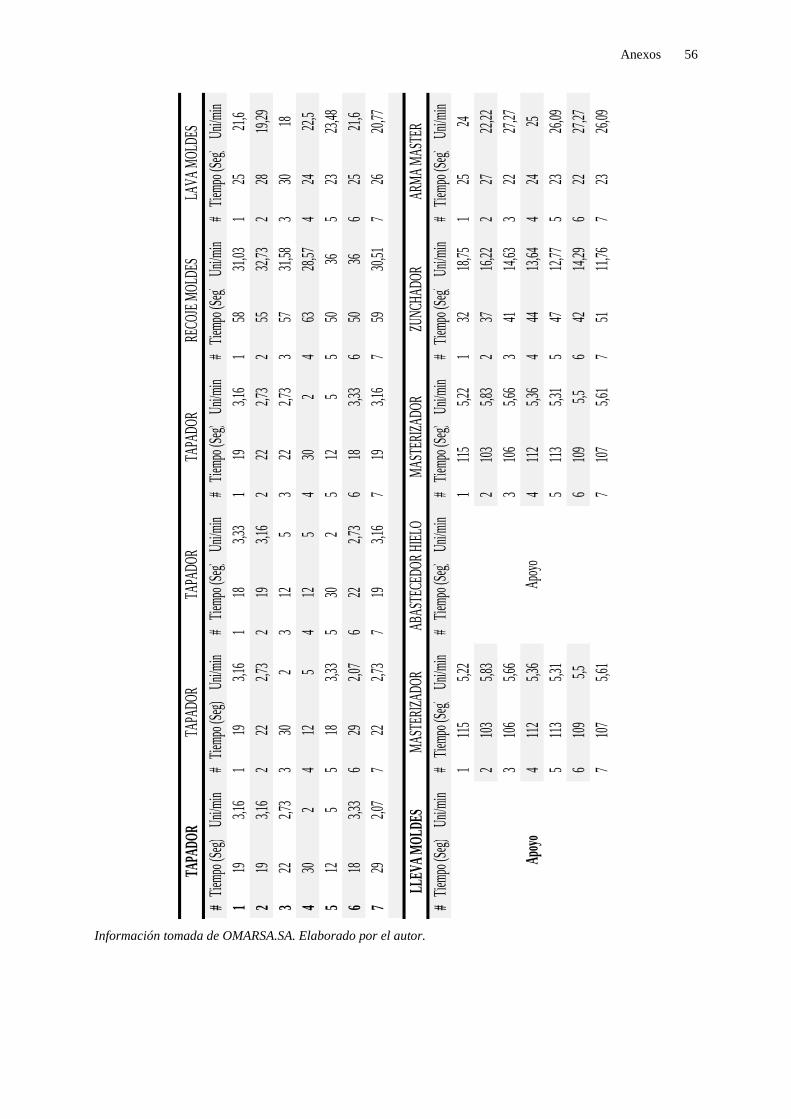
Anexos 56
Información tomada de OMARSA.SA. Elaborado por el autor.
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
119
3,16
119
3,16
118
3,33
119
3,16
158
31,03
125
21,6
219
3,16
222
2,73
219
3,16
222
2,73
255
32,73
228
19,29
322
2,73
330
23
125
322
2,73
357
31,58
330
18
430
24
125
412
54
302
463
28,57
424
22,5
512
55
183,3
35
302
512
55
5036
523
23,48
618
3,33
629
2,07
622
2,73
618
3,33
650
366
2521
,6
729
2,07
722
2,73
719
3,16
719
3,16
759
30,51
726
20,77
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
#Ti
empo
(Seg
)Un
i/min
111
55,2
21
115
5,22
132
18,75
125
24
210
35,8
32
103
5,83
237
16,22
227
22,22
310
65,6
63
106
5,66
341
14,63
322
27,27
411
25,3
64
112
5,36
444
13,64
424
25
511
35,3
15
113
5,31
547
12,77
523
26,09
610
95,5
610
95,5
642
14,29
622
27,27
710
75,6
17
107
5,61
751
11,76
723
26,09
Apoy
oAp
oyo
LLEV
A M
OLD
ES
MAS
TERI
ZADO
RAB
ASTE
CEDO
R HI
ELO
MAS
TERI
ZADO
RZU
NCHA
DOR
ARM
A M
ASTE
R
TAPA
DOR
TAPA
DOR
TAPA
DOR
TAPA
DOR
RECO
JE M
OLDE
S LA
VA M
OLDE
S

Anexos 57
Master
Master
ZUNCHO
ZUNCHO
TORNADO 2
ABS HIELO
ABS CAJETAS
Anexo Nº 11
11 Layout propuesto
Información tomada de OMARSA.SA. Elaborado por el autor.

Anexos 58
Anexos Nº 12
12 Diagrama de flujo del proceso operativo.
Información tomada de OMARSA.SA. Elaborado por el autor
X
PROCESO
INSPECCION OP. COMBINADAS
16 1 2
54,5
2772
TIEMPO
(sg)DIST(mts) TEMP(°C) UNI/MIN OBSERVACIONES
1Alimentacion de moldes 32 4 12,2
2Congelacion en tornado 2460 25 -21
3Ubicacion de hielo 10 -21 30
4Tranporte por banda automatica 30 2 -21
5Ubicacion de funda pañal 10 -20 15
6Desplazamiento de molde 0 0,5 -20
8Ubicacion de Cajetas (empaque primario) 21 -20 6,2
9Deslazamiento de cajetas selladas. 0 0,5 -19
10
Ubicacion de cajetas en master (empaque
secundario), con inspeccion de orden.109 -19 8,8
11Desplazamiento de master por medio de rodillos 0 1 -19
12
Enzunchado de master en mamquina
zunchadora.42 -19 14,6
13
Desplazamiento de producto final hasta camara
de almacenamiento por transportador
automatico.
50 25 -19
14
Inspeccion de calidad al pasar por detector de
metales 0 -19
15Almacen en camara de frio. 0 -19
ACTIVIDAD SIMBOLO
DIAGRAMA DE FLUJO DE PROCESO OPERATIVO
OPERACION TRANSPORTE ALMACENAMIENTO DEMORA
Congelacion y empaque en la linea de congelacion por aire forzado "tornado".
METODO ACTUAL
0
METODO PROPUESTO PAGINA 1 DE 1
RESUMEN
CANTIDAD TOTAL ACTIVIDADES
DISTANCIA TOTAL (mts)
TIEMPO TOTAL (seg)
4 7 1

Anexos 59
Anexo Nº 13
13 Prueba de Moldes
Figura Nº 1. Moldes plásticos vs moldes de cartón.
Información tomada de OMARSA.SA. Elaborado por el autor
Figura Nº 2 Prueba de resistencia.
Información tomada de OMARSA.SA. Elaborado por el autor
SITUACION ACTUAL SIUACION PROPUESTA
SITUACION ACTUAL SITUACION PROPUESTA

Anexos 60
Figura Nº 3 Temperatura idónea.
Información tomada de OMARSA.SA. Elaborado por el autor.
Figura Nº 4 Presentación del producto terminado.
Información tomada de OMARSA.SA. Elaborado por el autor
SITUACION PROPUESTA
TEMPERATURA IDONEA
SITUACION ACTUAL
PRESENTACION PROPUESTA DEL PRODUCTO TERMINADO
PRESENTACION ACTUAL DEL PRODUCTO TERMINADO

Anexos 61
Anexo Nº 14
14 Matriz para registro de paradas en equipo
Información tomada de OMARSA.SA. Elaborado por el Autor.
311
23
45
67
89
1011
1213
1415
1617
1819
2021
2223
2425
2627
28
MM
JV
SD
LM
MJ
VS
DL
MM
JV
SD
LM
MJ
VS
DL
M
PARE
TO D
E
PERD
IDAS
#¡RE
F!OE
E
1A
rranq
ue (
falta
de
pro
duc
to)
0,12
0,23
0,40
0,23
0,34
0,45
0,12
0,23
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,23
0,43
0,12
0,54
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
2,65
23%
3%#¡
REF!
Arra
nque
(fal
ta d
e pr
oduc
to)
2,65
2
2A
rranq
ue (
falta
de
info
rma
cion
lote
)0,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000
0%0%
#¡RE
F!Ar
ranq
ue (f
alta
de
info
rmac
ion
lote
)0
3A
rranq
ue (
tem
per
atu
ra b
aja
)0,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000
0%0%
#¡RE
F!Ar
ranq
ue (t
empe
ratu
ra b
aja)
0
4A
rranq
ue
2,10
0,60
0,98
3,20
2,10
1,50
1,70
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
1,80
2,30
1,40
1,56
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
19,2
419
%19
%#¡
REF!
Arra
nque
19
,24
5C
am
bio
de
lote
0,45
0,23
1,45
1,57
0,30
0,57
0,60
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,34
0,70
0,89
0,34
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
7,43
77%
7%#¡
REF!
Cam
bio
de lo
te7,
437
6Lim
pie
za1,
342,
304,
502,
103,
204,
101,
900,
000,
000,
000,
000,
000,
000,
000,
002,
403,
304,
102,
200,
000,
000,
000,
000,
000,
000,
000,
000,
0031
,44
31%
31%
#¡RE
F!Lim
piez
a31
,44
7A
lmue
rzo
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Alm
uerzo
0
8Fa
lta d
e in
form
aci
on d
e lo
te0,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000
0%0%
#¡RE
F!Fa
lta d
e in
form
acio
n de
lote
0
9A
cum
ula
cion
de
pro
duc
to0,
300,
000,
500,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
81%
1%#¡
REF!
Acum
ulac
ion
de p
rodu
cto
0,8
10Te
mp
era
tura
ba
ja0,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000
0%0%
#¡RE
F!Te
mpe
ratu
ra b
aja
0
11Ba
ja v
eloc
oid
ad
por
falta
de
per
osna
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Baja
velo
coid
ad p
or fa
lta d
e pe
rosn
a0
12Ba
ja v
eloc
ida
d p
or fa
lta d
e p
rod
ucto
0,34
0,54
0,56
0,23
0,76
0,45
0,8
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,34
0,67
0,34
0,89
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
5,12
5%5%
#¡RE
F!Ba
ja ve
locid
ad p
or fa
lta d
e pr
oduc
to5,
12
13Ba
ja v
eloc
ida
d p
ro a
cum
ula
cion
0,23
0,34
1,45
0,23
0,43
0,14
0,41
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,32
0,34
0,23
0,43
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
4,55
24%
4%#¡
REF!
Baja
velo
cidad
pro
acu
mul
acio
n4,
552
14Ba
ja v
eloc
ida
d p
or a
lmue
rzo
0,67
1,56
1,89
0,45
0,67
0,23
0,78
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,80
0,45
0,89
1,23
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
9,62
9%9%
#¡RE
F!Ba
ja ve
locid
ad p
or a
lmue
rzo9,
62
15Ba
ja v
eloc
ida
d p
or a
lta t
emp
era
tura
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Baja
velo
cidad
por
alta
tem
pera
tura
0
16Fa
lta d
e p
rod
ucto
0,60
0,70
0,54
0,99
1,40
1,50
1,80
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
1,50
1,76
1,32
1,93
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
14,0
414
%14
%#¡
REF!
Falta
de
prod
ucto
14,0
4
17Fa
lta d
e co
llarin
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Falta
de
colla
rin0
18Pr
oble
ma
con
ens
unch
ad
ora
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Prob
lem
a co
n en
sunc
hado
ra0
19Pr
oble
ma
en
tra
nsp
orta
dor
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Prob
lem
a en
tran
spor
tado
r0
20D
esor
den
inte
rno
del
mol
de
0,12
0,23
0,12
0,21
0,23
0,11
0,06
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,34
0,10
0,50
0,54
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
2,56
3%3%
#¡RE
F!De
sord
en in
tern
o de
l mol
de2,
56
21Fa
lta d
e fo
ndo
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Falta
de
fond
o 0
22Fa
lta d
e hi
elo
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Falta
de
hiel
o0
23Fa
lta t
ap
a0,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000
0%0%
#¡RE
F!Fa
lta ta
pa0
24Fa
lta d
e m
ster
(ca
rton
)0,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000
0%0%
#¡RE
F!Fa
lta d
e m
ster
(car
ton)
0
25Pr
oble
ma
s con
salm
uera
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Prob
lem
as co
n sa
lmue
ra0
26Fa
lta d
e et
ique
ta0,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000
0%0%
#¡RE
F!Fa
lta d
e et
ique
ta0
27Fa
lta d
e em
pa
que
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Falta
de
empa
que
0
28Pr
oble
ma
en
ba
nda
tra
nsp
orta
dor
a (
salid
a)
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Prob
lem
a en
ban
da tr
ansp
orta
dora
(sal
ida)
0
29Fa
lta d
e p
erso
nal
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Falta
de
pers
onal
0
30Fa
lta d
e es
pa
cio
en c
am
ara
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Falta
de
espa
cio e
n ca
mar
a0
31Pr
oduc
to b
loq
uea
do
por
ca
lida
d0,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000
0%0%
#¡RE
F!Pr
oduc
to b
loqu
eado
por
calid
ad0
32Fa
lla d
el si
stem
a d
e fri
o g
ener
al
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Falla
del
sist
ema
de fr
io g
ener
al0
33C
orte
de
ener
gia
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Corte
de
ener
gia
0
34Ba
ja v
eloc
ida
d p
or su
min
istro
de
pro
duc
to0,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000
0%0%
#¡RE
F!Ba
ja ve
locid
ad p
or su
min
istro
de
prod
ucto
0
35Fa
lta d
e p
erso
nal (
Ca
mb
io d
e tu
rno)
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
00%
0%#¡
REF!
Falta
de
pers
onal
(Cam
bio
de tu
rno)
0
36Fa
lla e
lect
rica
0,12
0,57
0,80
0,23
0,40
0,45
0,56
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,34
0,56
0,67
0,23
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
4,93
35%
5%#¡
REF!
Falla
ele
ctric
a4,
933
37Ba
ja v
eloc
ida
d p
or c
ong
ela
cion
en
mol
de
met
alic
o0,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000,
000
0%0%
#¡RE
F!Ba
ja ve
locid
ad p
or co
ngel
acio
n en
mol
de m
etal
ico0
6,39
37,
313
,19
9,43
79,
499,
178,
042
00
00
00
00
8,41
10,6
10,4
69,
890
00
00
00
010
2,39
4
AC
UM. M
ES
PAROS NO PROGRAMADOS
TIPO
DE
PARA
DA
CO
DD
ESC
RIPC
IÓN
DE
PARA
DA
TORN
ADO
HO
RAS
DE
PARA
DA
AC
UM.
MES
%
PAROS PROGRAMDADOS
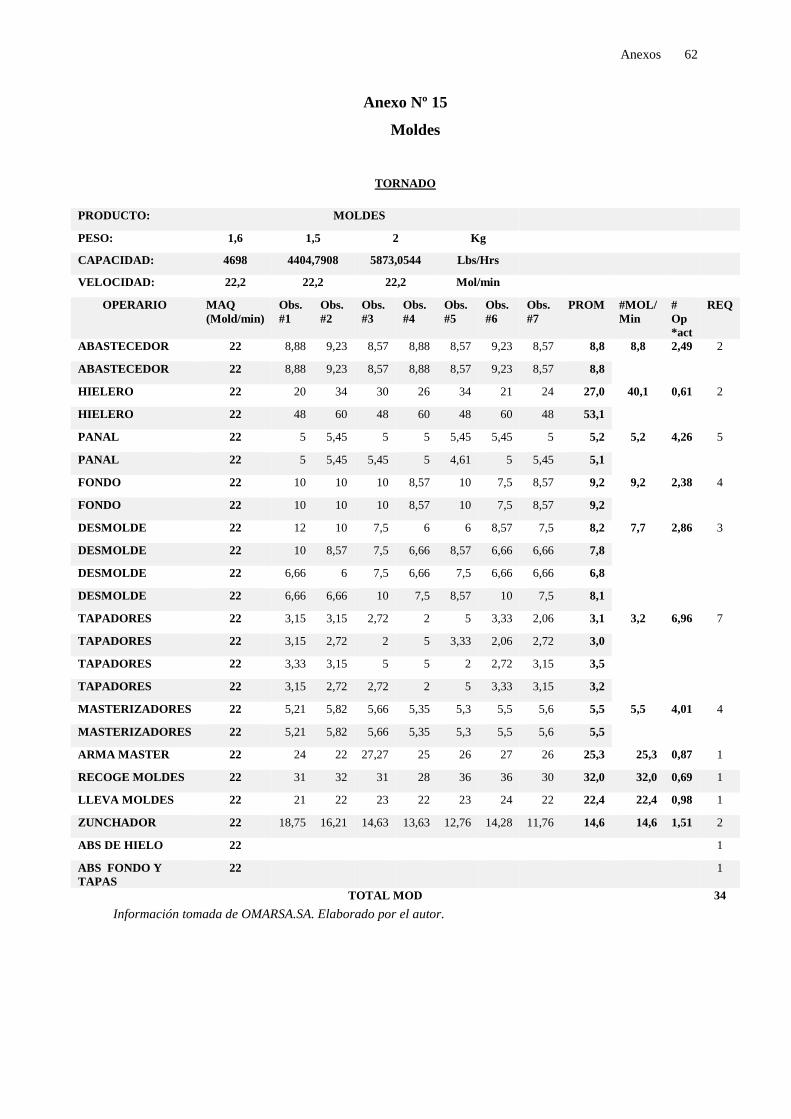
Anexos 62
Anexo Nº 15
15 Moldes
Información tomada de OMARSA.SA. Elaborado por el autor.
TORNADO
PRODUCTO: MOLDES
PESO: 1,6 1,5 2 Kg
CAPACIDAD: 4698 4404,7908 5873,0544 Lbs/Hrs
VELOCIDAD: 22,2 22,2 22,2 Mol/min
OPERARIO MAQ
(Mold/min)
Obs.
#1
Obs.
#2
Obs.
#3
Obs.
#4
Obs.
#5
Obs.
#6
Obs.
#7
PROM #MOL/
Min
#
Op
*act
REQ
ABASTECEDOR 22 8,88 9,23 8,57 8,88 8,57 9,23 8,57 8,8 8,8 2,49 2
ABASTECEDOR 22 8,88 9,23 8,57 8,88 8,57 9,23 8,57 8,8
HIELERO 22 20 34 30 26 34 21 24 27,0 40,1 0,61 2
HIELERO 22 48 60 48 60 48 60 48 53,1
PANAL 22 5 5,45 5 5 5,45 5,45 5 5,2 5,2 4,26 5
PANAL 22 5 5,45 5,45 5 4,61 5 5,45 5,1
FONDO 22 10 10 10 8,57 10 7,5 8,57 9,2 9,2 2,38 4
FONDO 22 10 10 10 8,57 10 7,5 8,57 9,2
DESMOLDE 22 12 10 7,5 6 6 8,57 7,5 8,2 7,7 2,86 3
DESMOLDE 22 10 8,57 7,5 6,66 8,57 6,66 6,66 7,8
DESMOLDE 22 6,66 6 7,5 6,66 7,5 6,66 6,66 6,8
DESMOLDE 22 6,66 6,66 10 7,5 8,57 10 7,5 8,1
TAPADORES 22 3,15 3,15 2,72 2 5 3,33 2,06 3,1 3,2 6,96 7
TAPADORES 22 3,15 2,72 2 5 3,33 2,06 2,72 3,0
TAPADORES 22 3,33 3,15 5 5 2 2,72 3,15 3,5
TAPADORES 22 3,15 2,72 2,72 2 5 3,33 3,15 3,2
MASTERIZADORES 22 5,21 5,82 5,66 5,35 5,3 5,5 5,6 5,5 5,5 4,01 4
MASTERIZADORES 22 5,21 5,82 5,66 5,35 5,3 5,5 5,6 5,5
ARMA MASTER 22 24 22 27,27 25 26 27 26 25,3 25,3 0,87 1
RECOGE MOLDES 22 31 32 31 28 36 36 30 32,0 32,0 0,69 1
LLEVA MOLDES 22 21 22 23 22 23 24 22 22,4 22,4 0,98 1
ZUNCHADOR 22 18,75 16,21 14,63 13,63 12,76 14,28 11,76 14,6 14,6 1,51 2
ABS DE HIELO 22 1
ABS FONDO Y
TAPAS
22 1
TOTAL MOD 34

Anexos 63
Anexo Nº 16
16 Reporte de control diario
Información tomada de OMARSA.SA. Elaborado por el Autor.
.
Fecha Hora
Controlador Responsable
TORNADO 1 2
Turno:
Temperatura del Panel
Equipo Limpio y listo para arrancar SI NO
Hora Producto Formato Libras Comentario Hora Producto Formato Libras Comentario
08 h - 09 h 14 h - 15 h
09 h - 10 h 15 h - 16 h
10 h - 11 h 16 h - 17 h
11 h - 12 h 17 h - 18 h
12 h - 13 h 18 h - 19 h
13 h - 14 h 19 h - 20 h
Hora Inicio Hora Fin Minutos Hora Inicio Hora Fin Minutos Hora Inicio Hora Fin Minutos
Reproceso del turno
Personas Programadas
Personas Utilizadas
% de Asistencia
REPORTE DE CONTROL DIARIO
Detalles de Paros
TORNADO
PRODUCCION
PAROS PROGRAMADOS
Arranque del Proceso
Arranque por falta de producto
Arranque por baja temperatura
Arranque por falta de empaque
Cambio de lote
Limpieza (cambio de turno)
Almuerzo
Pausa Programada
PAROS NO PROGRAMADOS
Falta de informacion de lote
Acumulacion de producto
Temperatura baja
Baja velocidad
Falta de producto
Falta de collarin
Problema con ensunchadora
Problema en transportador
DIA
LIBRAS TOTALES LIBRAS TOTALES
Problemas con salmuera
Falta de etiqueta
Falta de Personal
Problemas en compresores
Desorden interno del molde
Falta de fondo
Falta de hielo
Falta Tapa
Falta de Mster (carton)

Bibliografía
Joseph Prokopenko, (2014), en el libro ¨La gestión de la productividad¨, primera edición.
Productividad, Competitividad, Empresas. Los engranajes del crecimiento. Fundación
de Investigaciones Económicas Latinoamericanas.
La Eficiencia Productiva, cómo funcionan las Fabricas, (2013). Jean Ruffier.
Estudio de trabajo, Ingeniería de Métodos y medición del trabajo (2017). Roberto
García Criollo, Segunda edición.
Marlaine Lockheed y Eric Hanusheck, (2015). Efectividad Global de los Equipos (OEE)
IV foro Datastram de Mantenimiento e industria.
Elevado grado de eficiencia total (OEE) en el sector de producción de alimentos y
bebidas, (2017). Sr. Bernd Noack.