Embed Size (px)
Citation preview

0
Universidad Autónoma MetropolitanaUniversidad Autónoma MetropolitanaUniversidad Autónoma MetropolitanaUniversidad Autónoma Metropolitana Unidad Iztapalapa
División de Ciencias Básicas e Ingeniería
Laboratorio de Procesos y Diseño
Proyecto:
“PPrroodduucccciióónn ddee ((--)) –– MMeennttooll aa ppaarrttiirr ddee llaa hhiiddrrooggeennaacciióónn sseelleeccttiivvaa ddee CCiittrraall”
Realizado por:
Luis Carlos Domínguez Colín. Adolfo Castillo Bobadilla.
Edgardo Maldonado López.
Asesor: Dr. Tomas Viveros García.
México DF. a 05 de Septiembre de 2007.

1
Especiales agradecimientos en este reporte a César Barrales, Ignacio Contreras, Sara Núñez,
Gustavo Pérez y Hugo Pérez por su actitud, colaboración y camaradería.
2
Índice.
II ..-- PPrreesseennttaacciióónn.. ................................................................................................................................................................................................55 II II ..-- II nnttrroodduucccciióónn.. ..............................................................................................................................................................................................55 II II II ..-- PPrroobblleemmááttiiccaa NNaacciioonnaall ............................................................................................................................................................55 II VV..-- DDeeff iinniicciióónn ddeell PPrroobblleemmaa PPrr iimmii ttiivvoo ......................................................................................................................66 VV..-- SSuusstteennttaabbii ll iiddaadd.. ......................................................................................................................................................................................66 11.. PPrr iimmeerr CCaappííttuulloo..............................................................................................................................................................................77
11..11.. DDaattooss yy EEvvaalluuaacciióónn ddee MMeerrccaaddoo.. .................................................................................................................................... 77 11..22.. CCaappaacciiddaadd yy UUbbiiccaacciióónn ddee PPllaannttaa.. ................................................................................................................................ 99 11..33.. RReevviissiióónn ddee SSíínntteessiiss EExxiisstteenntteess........................................................................................................................................ 1122 11..44.. CCoonncclluussiioonneess.. .............................................................................................................................................................................................. 1133
22.. SSeegguunnddoo CCaappííttuulloo....................................................................................................................................................................1144 22..11.. JJuussttii ff iiccaacciióónn EExxppeerr iimmeennttaall .. ................................................................................................................................................ 1144 22..22.. OObbjjeettiivvooss PPaarrttiiccuullaarreess.................................................................................................................................................................... 1144 22..33.. AAnntteecceeddeenntteess BBiibbll iiooggrrááff iiccooss.. .............................................................................................................................................. 1144
22..33..11.. SSíínntteessiiss ddee MMeennttooll .. .............................................................................................................................. 1144 22..33..22.. HHiiddrrooggeennaacciióónn ddee CCii ttrraall ............................................................................................................ 1166 22..33..33.. CCiiccllaacciióónn ddee CCii ttrroonneell llaall .............................................................................................................. 1188
22..44.. CCrriissttaall iizzaacciióónn ddee ((--)) MMeennttooll .................................................................................................................................................. 1199 22..44..11.. DDiisseeññoo ddee CCrr iissttaall iizzaaddoorr.. ............................................................................................................ 2211
22..55.. MMééttooddoo EExxppeerr iimmeennttaall .. .................................................................................................................................................................. 2222 22..55..11.. GGeenneerraall iiddaaddeess.. .......................................................................................................................................... 2233 22..55..22.. SSíínntteessiiss ddee ZZrrOO22--PPOO44--33%%NNii .. ................................................................................................ 2233 22..55..33.. EEll EEqquuiippoo.. ........................................................................................................................................................ 2244 22..55..44.. LLaa RReeaacccciióónn.. ................................................................................................................................................ 2255
22..66.. RReessuull ttaaddooss EExxppeerr iimmeennttaalleess.. ................................................................................................................................................ 2255 22..66..11.. GGeenneerraall iiddaaddeess.. .......................................................................................................................................... 2255
22..66..11..11.. PPuueessttaa aa PPuunnttoo EExxppeerr iimmeennttaall .. RReeaacccciioonneess ccoonn ccaattaall iizzaaddoorr ddee ssííll iiccee iimmpprreeggnnaaddoo ccoonn 33%% nnííqquueell .. ...................................................... 2266 22..66..11..22.. PPuueessttaa aa PPuunnttoo EExxppeerr iimmeennttaall .. RReeaacccciioonneess ccoonn ccaattaall iizzaaddoorr ddee ssííll iiccee iimmpprreeggnnaaddoo ccoonn 66%% nnííqquueell .. ...................................................... 2266 22..66..11..33.. PPuueessttaa aa PPuunnttoo EExxppeerr iimmeennttaall .. HHiiddrrooggeennaacciióónn ddee ccii ttrraall .. 2277 22..66..11..44.. PPuueessttaa aa PPuunnttoo EExxppeerr iimmeennttaall .. CCiiccllaacciióónn ddee CCii ttrroonneell llaall .. 2277 22..66..11..55.. RReeaacccciióónn ddee II nntteerrééss.. ................................................................................................ 2277
22..77.. CCaarraacctteerr iizzaacciióónn ddee CCaattaall iizzaaddoorr.. .................................................................................................................................... 2299 22..77..11.. FFiissiissoorrcciióónn ddee NNii ttrrooggeennoo.. ........................................................................................................ 2299 22..77..22.. DDii ffrraacccciióónn ppoorr RRaayyooss XX.. ............................................................................................................ 3300
22..88.. CCoonncclluussiioonneess.. .............................................................................................................................................................................................. 3311 33.. TTeerrcceerr CCaappííttuulloo.. ........................................................................................................................................................................3322
33..11.. DDiisseeññoo ddeell PPrroocceessoo.............................................................................................................................................................................. 3322
3
33..22.. RReeaaccttoorr ddee SSuussppeennssiióónn eenn TTrreess FFaasseess.................................................................................................................. 3344 33..33.. FFii ll ttrroo ddee CCaannaassttaa.. ................................................................................................................................................................................ 3355 33..44.. TToorrrree ddee DDeessttii llaacciióónn DDiissccoonnttiinnuuaa –– SSeeppaarraacciióónn ddee CCHHXX.. .................................................. 3377
33..44..11.. HHeerrvviiddoorr yy CCoonnddeennssaaddoorr.. ........................................................................................................ 3399 33..55.. TToorrrree ddee DDeessttii llaacciióónn DDiissccoonnttiinnuuaa –– PPuurr ii ff iiccaacciióónn ddee CCii ttrraall .. ............................................ 4400
33..55..11.. HHeerrvviiddoorr yy CCoonnddeennssaaddoorr.. ........................................................................................................ 4422 33..66.. CCrriissttaall iizzaaddoorr –– MMTTLLSS // DDMMOO // CCOOLL...................................................................................................................... 4422 33..77.. CCrriissttaall iizzaaddoorr ppoorr CCaammbbiioo ddee PPrreessiióónn.. .................................................................................................................. 4433 33..88.. CCaallddeerraa.. ................................................................................................................................................................................................................ 4455 33..99.. CCiirrccuuii ttoo ddee VVaappoorr.................................................................................................................................................................................. 4466 33..1100.. MMeezzccllaaddoorr.. ........................................................................................................................................................................................................ 4466 33..1111.. TTaannqquueess ddee AAllmmaacceennaammiieennttoo.. .......................................................................................................................................... 4488 33..1122.. DDiisseeññoo ddee BBoommbbaass.. ............................................................................................................................................................................ 5500
44.. CCaappííttuulloo CCuuaarrttoo..........................................................................................................................................................................5522 44..11.. AAnnááll iissiiss EEccoonnóómmiiccoo.. ........................................................................................................................................................................ 5533
55.. AAnneexxooss.. ....................................................................................................................................................................................................5577 55..11.. FFiicchhaass TTooxxiiccoollóóggiiccaass yy AAssppeeccttooss ddee SSeegguurr iiddaadd.. .................................................................................. 5577
55..11..11.. MMeennttooll .................................................................................................................................................................... 5577 55..11..22.. CCii ttrraall .......................................................................................................................................................................... 5588 55..11..33.. CCiicclloohheexxaannoo.. ................................................................................................................................................ 5599 55..11..44.. HHiiddrróóggeennoo.. ...................................................................................................................................................... 6600 55..11..55.. CCii ttrroonneell llaall .. ...................................................................................................................................................... 6611 55..11..66.. II ssooppuulleeggooll .......................................................................................................................................................... 6622 55..11..77.. 33,,77--DDiimmeettii ll --11--ooccttaannooll ...................................................................................................................... 6633 55..11..88.. CCii ttrroonneellooll .. ........................................................................................................................................................ 6644 55..11..99.. ((++))--33--CCaarreennee.................................................................................................................................................. 6655 55..11..1100.. ((--))--αα--TThhuujjoonnee.. ............................................................................................................................................ 6655 55..11..1111.. ((++))--LLiimmoonneennee.. ............................................................................................................................................ 6666
55..22.. II mmppoorrttaacciioonneess yy EExxppoorrttaacciioonneess.. .................................................................................................................................... 6688 55..33.. RReeaacccciióónn CCaattaall ííttiiccaa HHeetteerrooggéénneeaa................................................................................................................................ 7700
55..33..11.. FFeennóómmeennooss ddee ttrraannssffeerreenncciiaa ddee mmaassaa.................................................................. 7711 55..44.. TTrraabbaajjoo PPrreevviioo.. ........................................................................................................................................................................................ 7722
55..44..11.. OObbjjeettiivvoo.. .............................................................................................................................................................. 7722 55..44..22.. JJuussttii ff iiccaacciióónn.................................................................................................................................................. 7722 55..44..33.. II nnttrroodduucccciióónn.................................................................................................................................................. 7722
55..44..33..11.. EEsstteerr ii ff iiccaacciióónn.. .................................................................................................................... 7722 55..44..33..22.. SSaappoonnii ff iiccaacciióónn.. ................................................................................................................ 7733
55..44..44.. EExxppeerr iimmeennttaacciióónn.................................................................................................................................... 7744 55..44..44..11.. PPrreeppaarraacciióónn ddee BBiissuull ffaattoo ddee GGrraaff ii ttoo.. ............................................ 7744 55..44..44..22.. PPrroocceeddiimmiieennttoo ddee EEsstteerr ii ff iiccaacciióónn ddee AAllccoohhoolleess.. ............ 7744 55..44..44..33.. PPrroocceeddiimmiieennttoo ddee SSaappoonnii ff iiccaacciióónn ddee ÉÉsstteerreess.................... 7755
55..44..55.. RReessuull ttaaddooss EEssppeerraaddooss yy DDiissccuussiióónn............................................................................ 7755 55..44..55..11.. AAcceerrccaa ddee EEsstteerr ii ff iiccaacciióónn.................................................................................... 7755

4
55..44..55..22.. AAcceerrccaa SSaappoonnii ff iiccaacciióónn.......................................................................................... 7766 55..55.. CCáállccuullooss ppaarraa eell DDiisseeññoo ddee EEqquuiippoo.. ........................................................................................................................ 7788
55..55..11.. RReeaaccttoorr ddee SSuussppeennssiióónn ddee TTrreess FFaasseess.. ................................................................ 7788 55..55..11..11.. II nntteerrccaammbbiiaaddoorr ddee ccaalloorr iinntteerrnnoo.. ........................................................ 7788 55..55..11..22.. DDeeff lleeccttoorreess................................................................................................................................ 8800 55..55..11..33.. SSeeppaarraacciióónn iinnffeerr iioorr .................................................................................................... 8800 55..55..11..44.. AAggii ttaaddoorr........................................................................................................................................ 8800 55..55..11..55.. RRoottoorr.................................................................................................................................................. 8833
55..55..22.. TToorrrree ddee DDeessttii llaacciióónn DDiissccoonnttiinnuuaa –– SSeeppaarraacciióónn ddee CCHHXX.. .. 8844 55..55..22..11.. HHeerrvviiddoorr yy CCoonnddeennssaaddoorr.. ................................................................................ 8877
55..55..33.. TToorrrree ddee DDeessttii llaacciióónn DDiissccoonnttiinnuuaa –– PPuurr ii ff iiccaacciióónn ddee CCii ttrraall .. 8899 55..55..44.. CCrriissttaall iizzaaddoorr –– SSeeppaarraacciióónn MMTTLLSS // DDMMOO // CCOOLL.. ............................ 8899 55..55..55.. CCaallddeerraa ddee VVaappoorr.. ................................................................................................................................ 9900 55..55..66.. BBoommbbaass.................................................................................................................................................................. 9922
55..66.. DDeessaarrrrooll lloo ddeell AAnnááll iissiiss EEccoonnóómmiiccoo.......................................................................................................................... 9955 55..66..11.. RReeaaccttoorr.. ................................................................................................................................................................ 9955 55..66..22.. MMeezzccllaaddoorr.. ........................................................................................................................................................ 9966 55..66..33.. TToorrrree ddee DDeessttii llaacciióónn DDiissccoonnttiinnuuaa –– SSeeppaarraacciióónn CCHHXX.. ............ 9966 55..66..44.. TToorrrree ddee DDeessttii llaacciióónn DDiissccoonnttiinnuuaa –– PPuurr ii ff iiccaacciióónn CCii ttrraall .. ...... 9977 55..66..55.. CCrriissttaall iizzaaddoorr.. MMTTLLSS // CCOOLL // DDMMOO.......................................................................... 9977 55..66..66.. CCrriissttaall iizzaaddoorr ppoorr CCaammbbiioo ddee PPrreessiióónn.. .................................................................. 9988 55..66..77.. CCaallddeerraa.. ................................................................................................................................................................ 9988 55..66..88.. TTaannqquueess ddee AAllmmaacceennaammiieennttoo.. .......................................................................................... 9999 55..66..99.. BBoommbbaass.................................................................................................................................................................. 9999
66.. RReeffeerreenncciiaass BBiibbll iiooggrrááff iiccaass....................................................................................................................................110000 66..11.. LLiibbrrooss.. ................................................................................................................................................................................................................ 110000 66..22.. AArrttííccuullooss yy PPaatteenntteess.. .................................................................................................................................................................... 110000 66..33.. OOttrrooss.. .................................................................................................................................................................................................................... 110022
5
II ..-- PPrreesseennttaacciióónn..
El presente trabajo, se divide en tres capítulos, cada uno de ellos delimitado por un periodo de tiempo y trabajo. El objetivo fundamental del escrito es la obtención parcial del grado de licenciatura en Ingeniería química. Fuera de ello, se presentan objetivos particulares por capítulo con sus conclusiones incluyentes. A continuación, se pretende dar una definición clara del proyecto y sus objetivos.
II II ..-- II nnttrroodduucccciióónn..
Entre las reacciones de hidrogenación selectiva de aldehídos α-β insaturados que son de interés en “química fina” , se puede mencionar la hidrogenación de citral, con la que se pueden obtener citronelal, isopulegol y (-) mentol entre muchos otros, todos con diferentes aplicaciones, siempre dentro del ámbito de la química fina. El (-) mentol es un producto de alto valor agregado ampliamente utilizado en productos farmacéuticos, cosméticos, pastas dentales, saborizantes, gomas de mascar, productos de baño y cigarros. Cabe mencionar que en este tipo de productos, se encuentra una amplia variedad de isómeros, no todos ellos de interés industrial. La mayoría del Mentol comercial es obtenido a partir del aceite de Mentha arvensis y Mentha piperita. Éste mentol “natural” es después físicamente separado, por destilación o centrifugando el líquido flotante, para recuperar los cristales de mentol. Cualquier impureza residual es debido a los restos de los aceite naturales. Un esfuerzo considerable se ha dedicado a la producción del isómero (-) mentol mediante síntesis de otras materias primas más fácilmente disponibles, no necesariamente de origen vegetal. A través del tiempo, el precio del (-) mentol derivado de recursos naturales ha fluctuado extensamente, yendo cada vez en aumento dadas sus propiedades y aplicaciones. Esta situación es ahora cubierta principalmente por dos fuertes empresas comerciales (“Haarmann & Reimer” y “Takasago International Corporation”).
II II II ..-- PPrroobblleemmááttiiccaa NNaacciioonnaall ..
El desarrollo tecnológico y la inversión de capitales extranjeros en el país, han producido un crecimiento en la demanda de productos de toda índole a nivel nacional. La necesidad de higiene y salubridad en la república permite a las empresas farmacéuticas y de cosméticos, aumentar sus ventas. Este crecimiento global demanda mayor consumo en materias primas de distintos tipos, incluyendo el (-) mentol. En México, prácticamente todo el (-) mentol consumido es producto de importación. Sin embargo, se cree en la posibilidad de satisfacer parte de esa demanda nacional mediante la construcción de una panta productora de mentol.

6
II VV..-- DDeeff iinniicciióónn ddeell PPrroobblleemmaa PPrr iimmii ttiivvoo
Diseñar una planta para producir (-) mentol, que cubra la demanda del 25% de la importación nacional, bajo la propuesta de una síntesis del producto en un solo paso, utilizando al Citral como materia prima.
VV..-- SSuusstteennttaabbii ll iiddaadd..
Se dice que un proyecto sustentable, es aquel que satisface las necesidades del presente sin poner en riesgo la habilidad de generaciones futuras de satisfacer las propias. Son tres los principios básicos de la sustentabilidad:
~ Protección al Ambiente (Green Chemistry) ~ Equidad Social. ~ Crecimiento Económico.
Se pretende diseñar una planta que cubra las expectativas de producción, sin descuidar la calidad del medio ambiente, ahorro de energía y material de desecho, además de crear una fuente de empleo y crecimiento social, que cumpla con los principios de sustentabilidad y química verde.

7
11.. PPrr iimmeerr CCaappííttuulloo..
Se pretende dar datos y evaluación de mercado. Definir y justificar la capacidad de la planta propuesta así como su ubicación. Cuál será el modo de almacenamiento de las materias primas y el calendario de actividades anuales. Se llevará a cabo un estudio de mercado y estudio del estado de la industria en cuestión.
1.1. Datos y Evaluación de Mercado. La capacidad de producción mundial de mentol en el 2001 fue cercana a las 13,600 toneladas. Para 2004 México importaba 486 toneladas de Mentol por año, alcanzando un gasto de hasta $5´640,000.00 USD., en 2006, la demanda de importación asciende hasta 580 toneladas, que representan un gasto de $7´780,000.00 USD. Estos datos muestran que la demanda de este producto a través del tiempo ha crecido y su tendencia es seguir en ascenso. Los datos de oferta y demanda para citral, ciclohexano, hidrógeno y mentol en los últimos 5 años se encuentran en el apéndice (5.2.).
-100000
0
100000
200000
300000
400000
500000
600000
700000
2002 2002.5 2003 2003.5 2004 2004.5 2005 2005.5 2006 2006.5
Kilo
gram
os.
Año
Importación/ Exportación de Mentol.
Exportación.
Importación.
Gráfica 1.1.1. Relación de importaciones y exportaciones de mentol en México.1
La gráfica (1.1.1.), muestra cómo las importaciones de mentol tienden a crecer a través del tiempo por consecuencia se deberá incrementar la producción a través del tiempo, para seguir satisfaciendo el 25% de la demanda planeada en los años venideros. Con el costo por kilogramo de materia prima y producto, se puede hacer un estimado para saber si el proyecto resulta económicamente factible.
1 Sistema de Información Arancelaria Vía Iternet, SIAVI.

8
El Potencial Económico (PE) es un parámetro que da a conocer que tan factible es un proyecto en términos económicos. Y para que éste último resulte así, siempre debe ser positivo.2 El PE de un proyecto se define como:
−
= ∑∑∑tiempodeUnidad
primamateria
deConsumo
masadeUnidad
primamateria
deCosto
tiempodeUnidad
producidaMasa
masadeUnidad
productode
ventadeecio
PE **
Pr (1.1.1.)
Por lo que se puede observar la figura (2.3.1.1.) con el fin de conocer la ruta reaccional del mentol. Se calcula según la ecuación (1.1.1.), con los datos de las tablas (5.2.1., 5.2.2. y 5.2.3.):
+
+
−
=
Lt
USD
día
Lt
día
Kg
Kg
USD
día
Kg
Kg
USD
día
Kg
Kg
USDPE 1.07.2084461.1112,19.556020.13$
(1.1.2.)
De donde se obtiene3:
día
USDPE 320$= (1.1.3.)
Se puede del mismo modo, calcular la Ganancia Potencial (GP); parámetro que se define como:
=∑∑
PE
tiempodeUnidad
producidaMasa
masadeUnidad
productodeecio
GP
*Pr
(1.1.4.)
De modo que la ganancia potencial, es el porcentaje de ganancia que se espera obtener con el proyecto en cuestión. De tal forma, que al realizar el cálculo para el presente trabajo:
=
día
USDdía
kg
Kg
USD
GP320$
560*20.13$ (1.1.5.)
Tal que:
2 Nótese que sus unidades son dinero/día. 3 En la definición de PE sólo interviene la materia prima. Para este proceso, el ciclohexano no es materia prima por lo que no se consume, y como se verá más adelante, luego del reactor se hace pasar por un proceso de purificación para ser reutilizado. Sin embargo, por absorber este gasto de purificación, se toma en cuenta el gasto que representaría el consumo de ciclohexano en el proceso. De esta manera se entiende que el valor real del PE es mayor al presentado ($810 USD/Día).
9
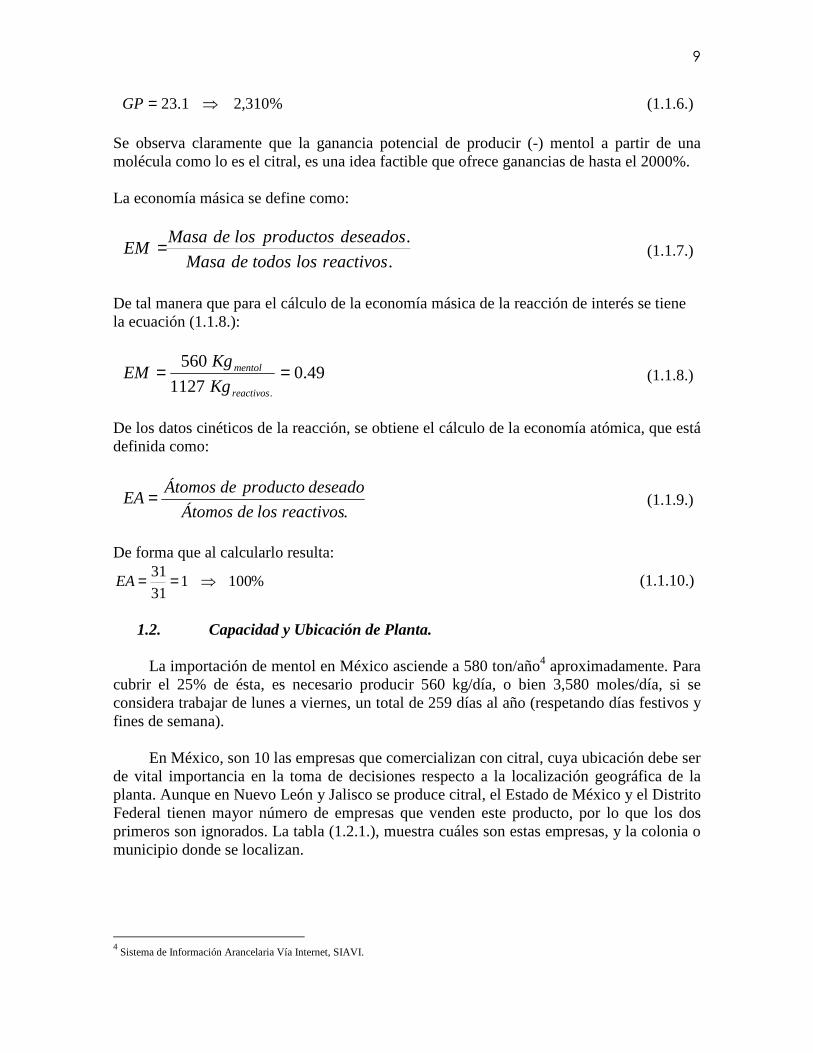
%310,21.23 ⇒=GP (1.1.6.) Se observa claramente que la ganancia potencial de producir (-) mentol a partir de una molécula como lo es el citral, es una idea factible que ofrece ganancias de hasta el 2000%. La economía másica se define como:
.
.
reactivoslostodosdeMasa
deseadosproductoslosdeMasaEM = (1.1.7.)
De tal manera que para el cálculo de la economía másica de la reacción de interés se tiene la ecuación (1.1.8.):
49.01127
560
.
==reactivos
mentol
Kg
KgEM (1.1.8.)
De los datos cinéticos de la reacción, se obtiene el cálculo de la economía atómica, que está definida como:
.reactivoslosdeÁtomos
deseadoproductodeÁtomosEA= (1.1.9.)
De forma que al calcularlo resulta:
%100131
31⇒==EA (1.1.10.)
1.2. Capacidad y Ubicación de Planta.
La importación de mentol en México asciende a 580 ton/año4 aproximadamente. Para
cubrir el 25% de ésta, es necesario producir 560 kg/día, o bien 3,580 moles/día, si se considera trabajar de lunes a viernes, un total de 259 días al año (respetando días festivos y fines de semana).
En México, son 10 las empresas que comercializan con citral, cuya ubicación debe ser
de vital importancia en la toma de decisiones respecto a la localización geográfica de la planta. Aunque en Nuevo León y Jalisco se produce citral, el Estado de México y el Distrito Federal tienen mayor número de empresas que venden este producto, por lo que los dos primeros son ignorados. La tabla (1.2.1.), muestra cuáles son estas empresas, y la colonia o municipio donde se localizan.
4 Sistema de Información Arancelaria Vía Internet, SIAVI.

10
Tabla 1.2.1. Distribuidores de citral en el Distrito Federal y Estado de México.
Mientras que el hidrógeno, se consigue en México en:
Distrito Federal. Estado de México. Empresa. Praxair S.A.de C.V. Cryoinfra S.A. de C.V.
Delegación Iztapalapa Naucalpan. Empresa. Praxair S.A.de C.V. Infra S.A. de C.V.
Delegación Mixcoac Naucalpan. Empresa. Praxair S.A.de C.V. Mexichem S.A. de C.V.
Delegación Azcapotzalco Tlalnepantla. Empresa. AgA gas S.A. de C.V.
Delegación Tlalnepantla. Empresa. Pennwalt S.A. de C.V.
Delegación Tlalnepantla. Empresa. Praxair México.
Delegación Tultitlan. Tabla 1.2.2. Distribuidores de hidrógeno en el Distrito Federal y Estado de México.
De esta manera, se observa que hay que tomar una decisión para ubicar la planta,
por lo que es necesario tomar en cuenta algunos otros factores. Éstos se muestran en la tabla (1.2.3.), que contiene los datos del “Método de Evaluación por Puntos”, en donde C. significa calificación y C.P., calificación ponderada.
Distrito Federal. Estado de México. Empresa. El Trébol Productos Químicos.
Delegación Col. Cerro de la Estrella Empresa. Mane México, S.A. de C.V. Aromaticos Gamma, S.A. de C.V.
Delegación Col. El retoño Villa de Jilotzingo Empresa. Petroquímicos y Cítricos, S.A. de C.V. Citroaromas y Sabores del Centro, S.A. de C.V.
Delegación Col Fernando Casas Alemán. Cuautitlan Méx. Empresa. Química U.S.P. de México, S.A. de C.V. Citrus and Allied Essences de Méx., S.A. de C.V
Delegación Col Jardines del Ajusco. Tlanepantla. Empresa. Amco Internacional, S.A. de C.V.
Delegación Col. Granjas esmeralda. Empresa. Aromáticos Petroquímicos, S de R.L. de C.V.
Delegación Col. Granada.
Empresa. Zermat Internacional,
S.A. de C.V.
Delegación Col. Atlampa.

11
Estado de México. Distrito Federal.
C. 10 C. 8 30%
Cercanía con industria proveedora de materia
prima. C.P. 3 C.P. 2.4
C. 7.5 C. 5 30%
Precio y accesibilidad de terreno*. C.P. 2.25 C.P. 1.5
C. 6 C. 4 20%
Contaminación y normas ambientales. C.P. 1.2 C.P. 0.8
C. 9 C. 8 15%
Facilidades de transporte. C.P. 1.35 C.P. 1.5
C. 7.5 C. 7.5 5%
Beneficio social y desarrollo económico. C.P. 0.375 C.P. 0.375
100% C.P. 8.175 C.P. 6.575 Tabla 1.2.3. Evaluación por el “Método de Evaluación por Puntos” para elección geográfica de la planta. * Estimado.
De esta manera, se observa que con finalidad de satisfacer las necesidades actuales y a corto plazo, conviene ubicar la planta en el Estado de México. Cabe destacar que el proceso de industrialización de este estado tiene como característica una marcada concentración geográfica. Según los datos que muestra la tabla (1.2.1.), Tlalnepantla es el municipio que tiene más plantas distribuidoras de citral. Además de ser el más industrializado del país y el cuarto en aportación al Valor Agregado Bruto, considerando solo la actividad industrial, comercial y de servicios.5 En Tlalnepantla, la Población Económicamente Activa (PEA) es de 237,649 personas, es decir el 33.8% de la población total. De la PEA el 0.3% trabaja en la agricultura (sector primario), el 39.9% en la industria (sector secundario) y finalmente el 59.8% labora en el comercio y los servicios (sector terciario). Respecto al Producto Interno Bruto (PIB), la zona conurbada del Estado de México aporta alrededor del 10.5% del PIB nacional. Tlalnepantla representa el 20.37% del PIB del Estado de México, además de generar el mayor número de empleos, representado el 8.54% del total estatal. La figura (1.2.1.) describe la localización geográfica de Tlalnepantla en el Estado de México. Se observa en el mapa que la Autopista México – Querétaro y la Vía Gustavo Baz Prada son dos rutas viales de elevada importancia.
5 Censo Económico, INEGI, 1988.
12
Figura 1.2.1. Mapa de ubicación geográfica. Tlalnepantla, Estado de México.
1.3. Revisión de Síntesis Existentes.
Son muchas las empresas dedicadas a trabajar la química fina. En la preocupación por satisfacer las necesidades internacionales de (-) mentol, son dos empresas las líderes en el mundo: Haarmann & Reimer, Takasago International Corporation.
Sin embargo, existen también otros autores que mencionan procesos para llevar a cabo la producción de (-) mentol a partir de diferentes sustancias. A continuación, se enumeran algunos: ~ Síntesis de (-) mentol a partir de myrceno. (Takasago International Corporation.) ~ Síntesis de (-) mentol a partir de oxido mestisilico vía piperitenona. (Takasago
Internacional Corporation.) ~ Síntesis de (-) mentol a partir de (+) limoneno. (J.C. Leffingewell, & R.E. Shackelford.) ~ Síntesis de (-) mentol a partir de m-cresol/thymol. (Haarmann & Reimer) ~ Síntesis de (-) mentol a partir de (-)-piperitona. ~ Síntesis de (-) mentol a partir de (-)-β pineno. (J.P. Bain, R.L. Webb & B.J Kane.) ~ Síntesis de (-) mentol a partir de (-)-β felandreno. (SCM-Glidco) ~ Síntesis de (-) mentol vía resolución. (AECI & Haarmann & Reimer) ~ Síntesis Clásica de (-) mentol a partir de (+) citronellal. Para los fines que a esta investigación ocupan, el estudio de cada una de las síntesis antes mencionadas, no es de relevante importancia, sin embargo, la síntesis de (-) mentol a partir de (+) citronellal es de particular interés, por ser un intermediario del mecanismo de reacción propuesto.
13
1.4. Conclusiones. El análisis económico muestra que el proyecto es factible y que tiene gran potencial. Dado que se trabajará con materiales de la llamada química fina, incluso los subproductos (en caso de obtenerlos) son perfectamente incorporables al mercado, con alto valor agregado. Esto resulta de importancia relevante, pues evita a la planta tener perdidas por residuos, y manejo de sustancias peligrosas. Satisface parte de la demanda nacional de mentol, lo que se traduce en bienes de consumo, y por ende en bienestar social. Cumple con las normas ecológicas vigentes, no produce residuos contaminantes ni de carácter acumulable. Así, este proyecto abarca los tres principios de sustentabilidad Además se estima que la demanda de mentol en México aumentará en los próximos años. Esto, es motivo suficiente para que, aún en caso de no encontrar el catalizador que cumpla con las necesidades de reacción, el proyecto siga en pie con una ruta alternativa de síntesis, no necesariamente en un solo paso.
14
22.. SSeegguunnddoo CCaappííttuulloo..
2.1. Justificación Experimental.
En este capítulo se presenta la experimentación llevada a cabo, así como presentar los datos obtenidos de las reacciones y las conclusiones a las que se llegó con dicha experimentación.
2.2. Objetivos Particulares. El primero de ellos es probar el desempeño del catalizador ZrO2-PO4 impregnado con Ni para la hidrogenación de citral hacia mentol. Finalmente, alcanzar un funcionamiento y selectividad semejante al obtenido por Piña et al. [43] y por el catalizador de Apesteguía et al. [18].
2.3. Antecedentes Bibliográficos. En esta sección se presentan las bases teóricas en las que se basó este trabajo. Existen un grupo de investigadores que han publicado información que se relaciona directa o indirectamente con la producción de mentol vía hidrogenación. La mayoría hablan de hidrogenaciones por separado, es decir, de citral a citronellal, o bien, de citronellal a isopulegol, etc.
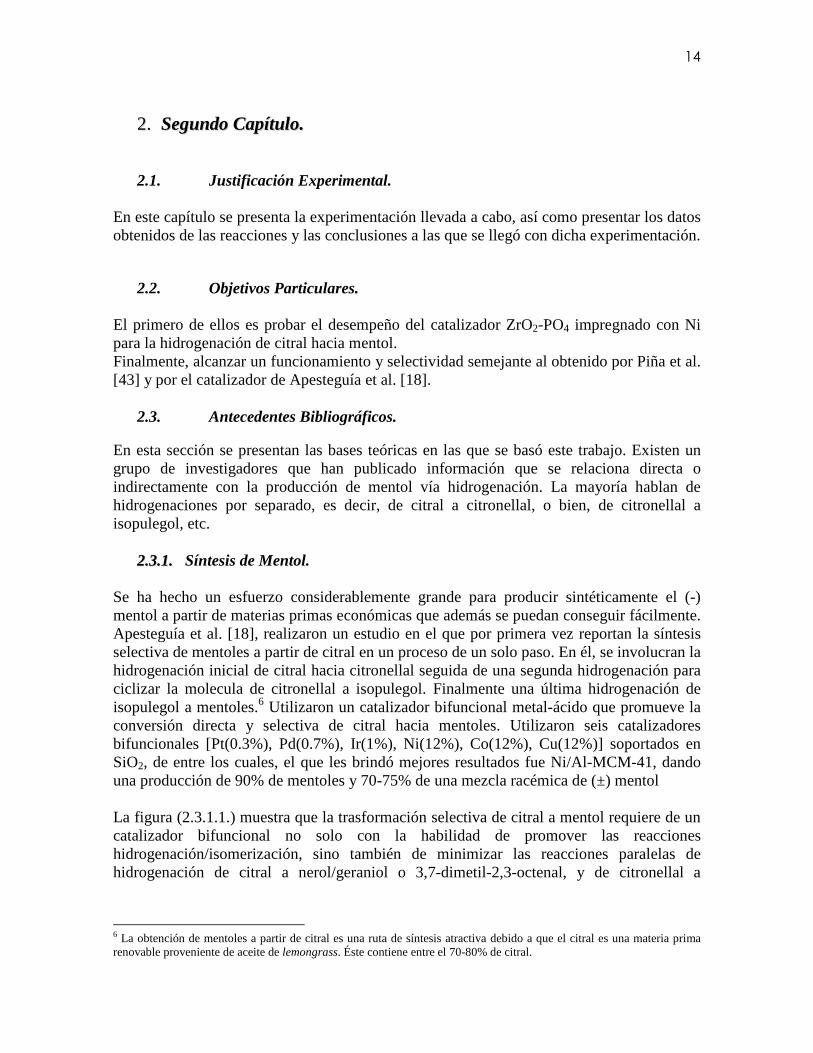
22..33..11.. Síntesis de Mentol. Se ha hecho un esfuerzo considerablemente grande para producir sintéticamente el (-) mentol a partir de materias primas económicas que además se puedan conseguir fácilmente. Apesteguía et al. [18], realizaron un estudio en el que por primera vez reportan la síntesis selectiva de mentoles a partir de citral en un proceso de un solo paso. En él, se involucran la hidrogenación inicial de citral hacia citronellal seguida de una segunda hidrogenación para ciclizar la molecula de citronellal a isopulegol. Finalmente una última hidrogenación de isopulegol a mentoles.6 Utilizaron un catalizador bifuncional metal-ácido que promueve la conversión directa y selectiva de citral hacia mentoles. Utilizaron seis catalizadores bifuncionales [Pt(0.3%), Pd(0.7%), Ir(1%), Ni(12%), Co(12%), Cu(12%)] soportados en SiO2, de entre los cuales, el que les brindó mejores resultados fue Ni/Al-MCM-41, dando una producción de 90% de mentoles y 70-75% de una mezcla racémica de (±) mentol La figura (2.3.1.1.) muestra que la trasformación selectiva de citral a mentol requiere de un catalizador bifuncional no solo con la habilidad de promover las reacciones hidrogenación/isomerización, sino también de minimizar las reacciones paralelas de hidrogenación de citral a nerol/geraniol o 3,7-dimetil-2,3-octenal, y de citronellal a
6 La obtención de mentoles a partir de citral es una ruta de síntesis atractiva debido a que el citral es una materia prima renovable proveniente de aceite de lemongrass. Éste contiene entre el 70-80% de citral.
15
citronelol o 3,7-dimetiloctanal. Es decir, desde un punto de vista cinético, la formación selectiva de mentoles a partir de citral requiere que k1»(k4+k5) y además que k2»(k6+k7). Se sabe que para Ni como agente reductor, es efectiva la consideración k1»(k4+k5) [22] y además favorece la hidrogenación del doble enlace C=C.
Figura 2.3.1.1. Red reaccional de citral a mentol.
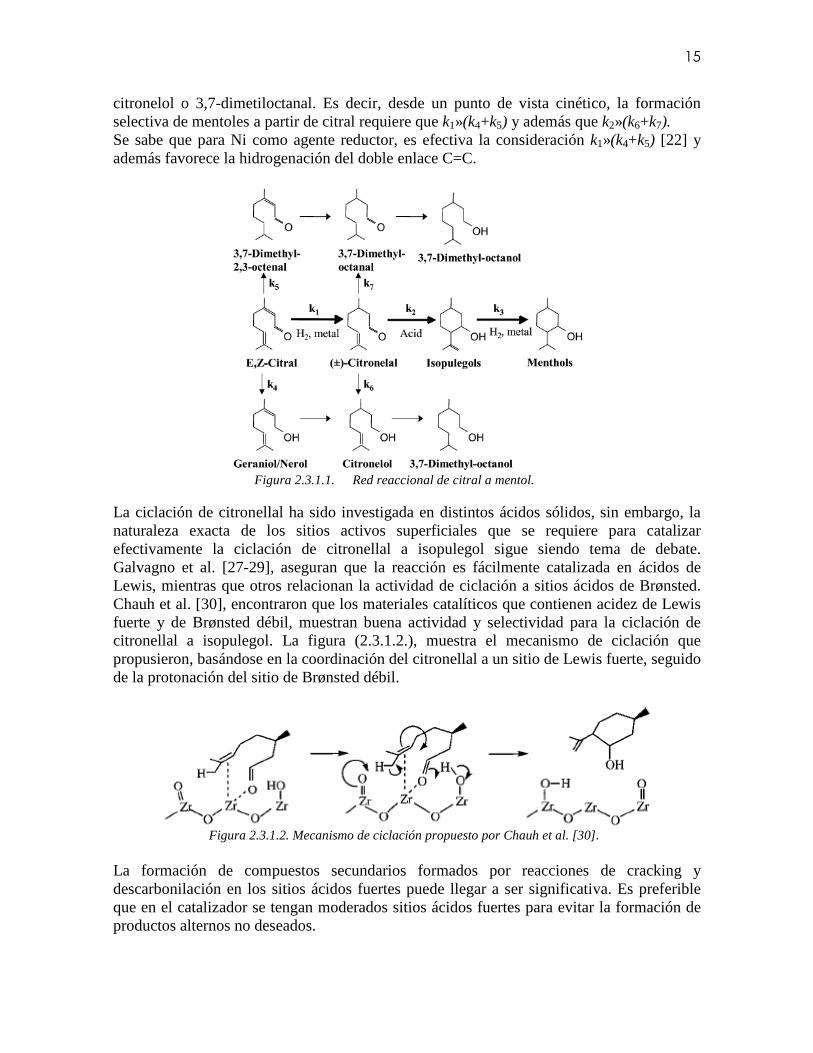
La ciclación de citronellal ha sido investigada en distintos ácidos sólidos, sin embargo, la naturaleza exacta de los sitios activos superficiales que se requiere para catalizar efectivamente la ciclación de citronellal a isopulegol sigue siendo tema de debate. Galvagno et al. [27-29], aseguran que la reacción es fácilmente catalizada en ácidos de Lewis, mientras que otros relacionan la actividad de ciclación a sitios ácidos de Brønsted. Chauh et al. [30], encontraron que los materiales catalíticos que contienen acidez de Lewis fuerte y de Brønsted débil, muestran buena actividad y selectividad para la ciclación de citronellal a isopulegol. La figura (2.3.1.2.), muestra el mecanismo de ciclación que propusieron, basándose en la coordinación del citronellal a un sitio de Lewis fuerte, seguido de la protonación del sitio de Brønsted débil.
Figura 2.3.1.2. Mecanismo de ciclación propuesto por Chauh et al. [30].
La formación de compuestos secundarios formados por reacciones de cracking y descarbonilación en los sitios ácidos fuertes puede llegar a ser significativa. Es preferible que en el catalizador se tengan moderados sitios ácidos fuertes para evitar la formación de productos alternos no deseados.

16
22..33..22.. Hidrogenación de Citral
Para la primera hidrogenación necesaria en la síntesis de mentol, Vannice et al. [23-26] han reportado interesantes aportaciones en cuanto a los efectos que se tienen en la actividad y selectividad, el uso de diferentes solventes y condiciones de operación, es decir, temperatura, concentración y presión. Todas ellas en fase líquida7, utilizando a SiO2 como soporte, y con el fin de obtener citronellal. Citral (3,7-dimetil-2,6-octadienal) es un aldehído α-β-insaturado con enlaces conjugados C=C-C=O, así como un doble enlace aislado C=C; es por ello que existe una compleja red reaccional alrededor de él, ver figura (2.3.1.1.). La hidrogenación del grupo carbonilo en ambos estereoisómeros de citral (E y Z) da como resultado geraniol y nerol, respectivamente. Mientras que la hidrogenación del doble enlace conjugado C=C produce citronellal, a quien se le puede hidrogenar el enlace C=O para obtener citronellol. La reducción de todos los dobles enlaces produce al compuesto saturado 3,7-dimetiloctanol. Citronellal y citronellol son importantes químicos en la perfumería, mientras que el geraniol y nerol son utilizados como reactivos en la síntesis de químicos finos y polímeros con propiedades especiales. La ciclación de citronellal produce isopulegoles, quienes pueden hidrogenarse nuevamente para convertirse en mentoles. Vannice et al. [25], en uno de sus trabajos reportan datos acerca de la utilización de ocho diferentes solventes (n-amylacetato, etanol, etilacetato, ciclohexanol, ciclohexano, n-hexano, p-dioxano) en la hidrogenación del citral. Los solventes utilizados en su estudio fueron elegidos a causa de su inactividad bajo reacciones de hidrogenación y sus significantes diferencias en propiedades físicas y electrónicas. También tienen un amplio rango de volatilidad, es por eso, que la presión total dentro del reactor durante la hidrogenación se corrigió para la presión de vapor de la mezcla citral/solvente a la temperatura de reacción para determinar la presión parcial actual del H2. Ellos aseguran que para temperaturas elevadas, pueden ocurrir errores de hasta 45% en el cálculo de los órdenes de reacción. También llevaron a cabo la reacción variando la concentración de citral (0.5-0.3M) y la presión de H2 (10-30atm) para cada solvente a 373K con el fin de examinar las diferencias en la distribución de productos y estudiar la dependencia del TOF8 inicial de las concentraciones iniciales. Además, dicen que mientras más tiempo se tarda la reacción más posibilidades hay que se desactive el catalizador probablemente debido a reacciones laterales que involucran descarbonilaciones del alcohol insaturado. En general, el solvente no influencia en gran medida los perfiles de distribución de productos para la hidrogenación de citral a temperaturas de 298, 373 y 423K cuando se comparan a conversiones de 30%. Por otra parte, bajas concentraciones de citral favorecen
7 Algunas de las principales razones por las cuales este tipo de reacciones se llevan a cabo en fase líquida son para disolver reactivos y productos sólidos, para controlar elevadas velocidades de reacción, para disipar cualquier reacción exotérmica, y para liberar la superficie del catalizador de agentes que bloqueen sus sitios. Además que suelen enfocarse solamente en la mejora de características de velocidad y selectividad. 8 En un sistema catalizado heterogéneamente , el concepto de cambio de frecuencia (TOF, por sus siglas en ingles; turnover frequency) en un sistema con condiciones específicas de reacción es muy útil debido a que normaliza la información de velocidad para estudios comparativos.
17
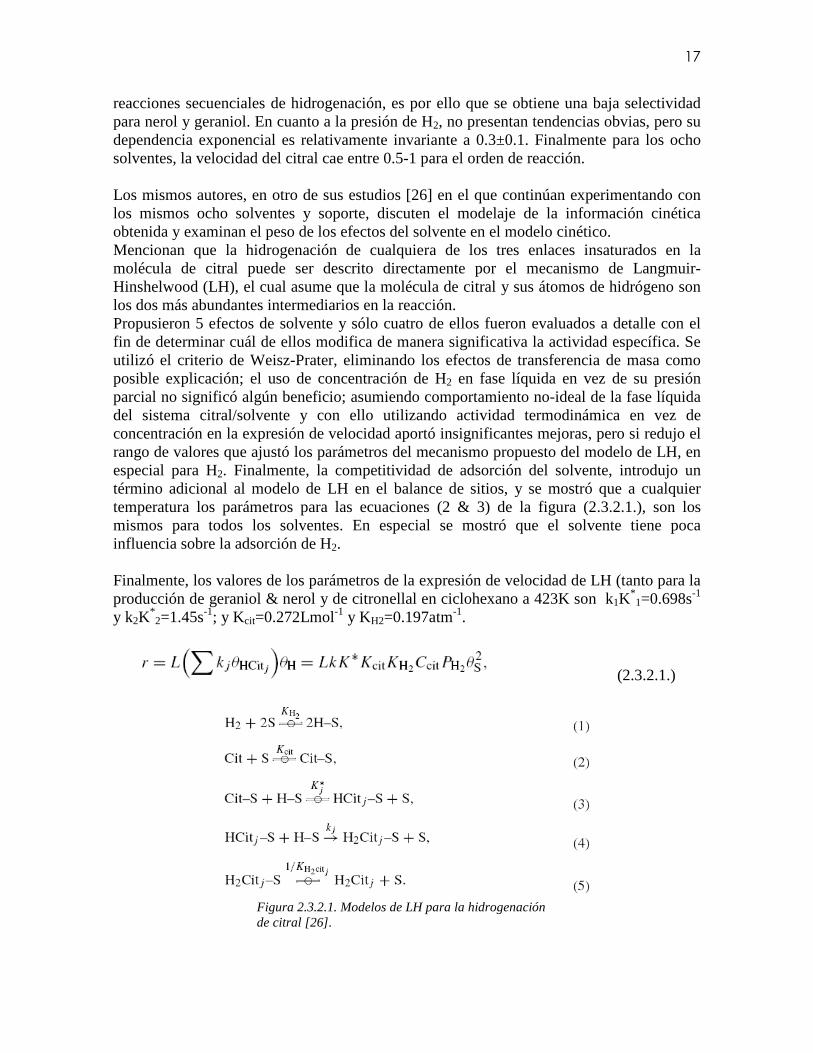
reacciones secuenciales de hidrogenación, es por ello que se obtiene una baja selectividad para nerol y geraniol. En cuanto a la presión de H2, no presentan tendencias obvias, pero su dependencia exponencial es relativamente invariante a 0.3±0.1. Finalmente para los ocho solventes, la velocidad del citral cae entre 0.5-1 para el orden de reacción. Los mismos autores, en otro de sus estudios [26] en el que continúan experimentando con los mismos ocho solventes y soporte, discuten el modelaje de la información cinética obtenida y examinan el peso de los efectos del solvente en el modelo cinético. Mencionan que la hidrogenación de cualquiera de los tres enlaces insaturados en la molécula de citral puede ser descrito directamente por el mecanismo de Langmuir-Hinshelwood (LH), el cual asume que la molécula de citral y sus átomos de hidrógeno son los dos más abundantes intermediarios en la reacción. Propusieron 5 efectos de solvente y sólo cuatro de ellos fueron evaluados a detalle con el fin de determinar cuál de ellos modifica de manera significativa la actividad específica. Se utilizó el criterio de Weisz-Prater, eliminando los efectos de transferencia de masa como posible explicación; el uso de concentración de H2 en fase líquida en vez de su presión parcial no significó algún beneficio; asumiendo comportamiento no-ideal de la fase líquida del sistema citral/solvente y con ello utilizando actividad termodinámica en vez de concentración en la expresión de velocidad aportó insignificantes mejoras, pero si redujo el rango de valores que ajustó los parámetros del mecanismo propuesto del modelo de LH, en especial para H2. Finalmente, la competitividad de adsorción del solvente, introdujo un término adicional al modelo de LH en el balance de sitios, y se mostró que a cualquier temperatura los parámetros para las ecuaciones (2 & 3) de la figura (2.3.2.1.), son los mismos para todos los solventes. En especial se mostró que el solvente tiene poca influencia sobre la adsorción de H2. Finalmente, los valores de los parámetros de la expresión de velocidad de LH (tanto para la producción de geraniol & nerol y de citronellal en ciclohexano a 423K son k1K
*1=0.698s-1
y k2K*2=1.45s-1; y Kcit=0.272Lmol-1 y KH2=0.197atm-1.
(2.3.2.1.)
Figura 2.3.2.1. Modelos de LH para la hidrogenación de citral [26].

18
22..33..33.. Ciclación de Citronellal.
La ciclación de citronellal9 (3,7-dimethyloct-6-en-1-al) a isopulegoles es un paso importante en la síntesis de mentol, así como la segunda hidrogenación. Debido a que el citronellal posee dos carbones proquirales que fungen como centros asimétricos en el producto, se forman cuatro diferentes estereoisómeros. Se sabe que tanto los catalizadores homogéneos y heterogéneos son activos para la reacción de ciclación.
Figura 2.3.3.1. Ciclación de (+) citronellal a los isómeros de isopulegol.
Chuah et al [30], en uno de sus trabajos en donde utilizan circonia acuosa y otros sólidos ácidos, reportan que los sitios ácidos en el catalizador son necesarios para la ciclación y que el circonio tiene propiedades catalíticas especiales. La naturaleza de los sitios ácidos permanece dudosa ya que la actividad ha sido relacionada ha acidez de Brønsted o de Lewis. Exploraron el uso de varios catalizadores de circonia para la reacción de ciclación ya esta tiene predominantemente sitios ácidos de Lewis con una acidez débil de Brønsted desarrollada después de ser calcinado por encima de 200ºC. Puesto que el hidróxido de circonia tiene más grupos hidroxilos que la circonia, desarrollaron una comparación entre ambos. Además descubrieron que colocando a digestión en el líquido madre el recién precipitado hidróxido de circonio influye el tamaño de poro y la acidez de las muestras. Ellos también modificaron la acidez mediante a fosfatación o sulfatación de la circonia. Se sabe que la deshidratación de los hidróxidos da como resultado la formación de la circonia. En la tabla (2.3.3.1) se presentan las propiedades texturales de los catalizadores que ellos manejaron.
9 El citronellal es un monoterpenoide, y es el más abundante en la mezcla de terpenoides que le da al aceite de citronella su olor distintivo a limón.

19
Catalizador Area superficial
(m2/g) Volumen de poro
(ml/g) Fase cristalina (% tetragonal)
Conversón (%)
Selectividad (%)
ZrO2-0-300 186 0,15 Amorfo 11 94 ZrO2-4-300 285 0,76 Amorfo 92 97 ZrO2-16-300 273 0,72 Amorfo 94 98 ZrO2-0-500 44,1 0,13 23,3 0 0 ZrO2-4-500 198 0,49 100 7 85 ZrO2-16-500 265 0,71 Amorfo 93 99
ZrO2-0-500-PO4 31 0,08 22,9 97 98 ZrO2-4-PO4-500 240 0,46 Amorfo 95 99
ZrO2-16- PO4-500 220 0,54 Amorfo 99 99 Tabla 2.3.3.1. Propiedades texturales. Conversión y selectividad de los catalizadores después de 1h de reacción en tolueno. [30]10. La mayor área superficial de la circonia digerida puede ser atribuida a dos efectos. Durante la digestión de los hidróxidos a pH 9, alguna sílice se disuelve del refractario y se incorpora a la muestra. La circonia formada después de 4 días de digestión contuvo 0.4%w de silica mientras que la de 16 tuvo 3.5%w de sílice (analizados por fluorescencia de rayos x). La silica tiene un efecto de estabilizante de área superficial de la circonia resultante. La digestión de los hidróxidos conduce a la remoción de los sitios con defectos superficiales, quienes son responsables del crecimiento de granular durante la calcinación. Esto último da como resultado una mejor retención del área superficial en la circonia resultante. La fosfatación del hidróxido de circonio antes de la calcinación conduce a la retención del área superficial superior del hidróxido. Por otra parte, la circonia fosfatada después de la calcinación tuvo menor área superficial y volumen de poro similar al soporte puro. Para el caso particular de ZrO2-0-500-PO4, en el momento de fosfatarla tanto los sitios ácidos débiles como los fuertes eliminados por la fosfatación y nuevos sitios de acidez intermedia se crearon en su lugar.
22..44.. CCrriissttaall iizzaacciióónn ddee ((--)) MMeennttooll .. La cristalización es el proceso por el cual se forma un sólido cristalino, ya sea a partir de un gas, un líquido o una disolución. Es un método de separación que se emplea en la industria química con bastante frecuencia para purificar una sustancia sólida. Como se ha discutido previamente, el mentol racémico contiene cuatro pares de estéreo isómeros, ver figura (2.4.1.). La separación de (-) mentol de la mezcla isomérica puede llevarse a cabo químicamente vía cristalización, secado a bajas temperaturas o destilación. Los mentoles cristalizan al menos en 4 distintas formas: α, β, γ y δ, de las cuales solamente la forma α es estable en un rango de temperaturas de 0ºC hasta su punto de fusión (42.5ºC). Las otras tres formas son mono trópicas y tienen puntos de fusión más bajos. Ver la tabla
10 La nomenclatura presentada en la tabla (2.3.3.1) referente al etiquetado de las muestras es el siguiente: ZrO2-D-T, donde D es el número de días que se dejo a digestión (reflujo) y T la temperatura de calcinación.
20
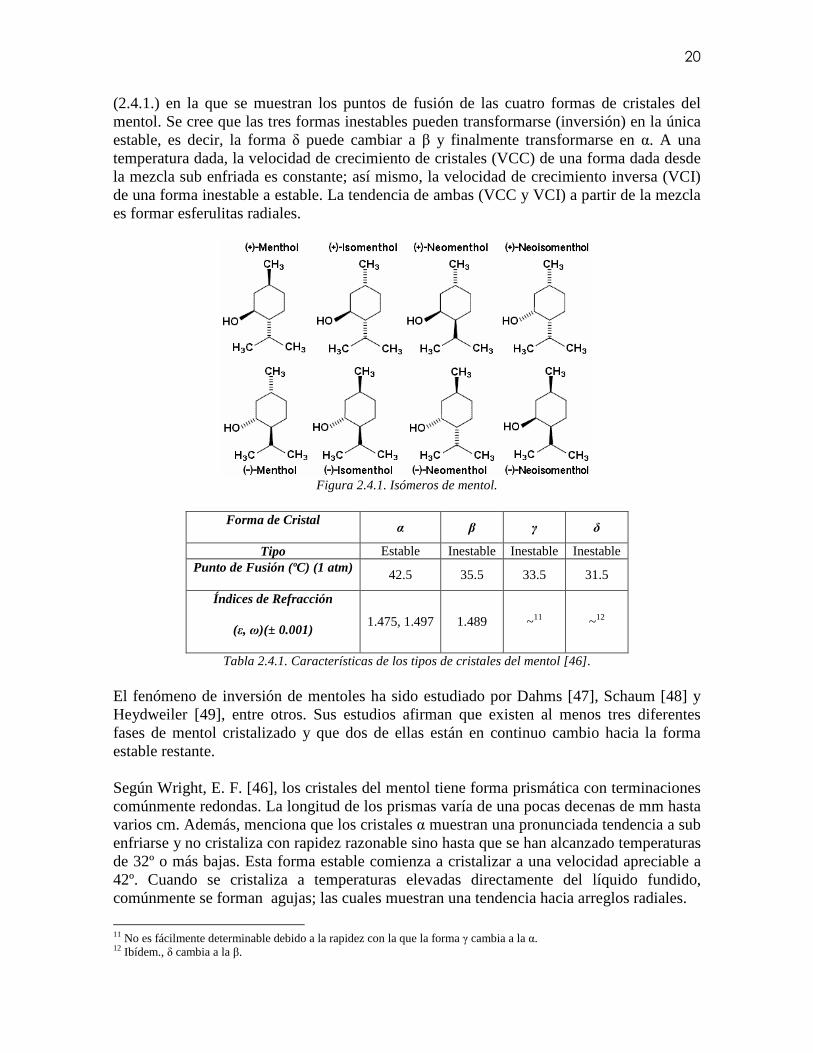
(2.4.1.) en la que se muestran los puntos de fusión de las cuatro formas de cristales del mentol. Se cree que las tres formas inestables pueden transformarse (inversión) en la única estable, es decir, la forma δ puede cambiar a β y finalmente transformarse en α. A una temperatura dada, la velocidad de crecimiento de cristales (VCC) de una forma dada desde la mezcla sub enfriada es constante; así mismo, la velocidad de crecimiento inversa (VCI) de una forma inestable a estable. La tendencia de ambas (VCC y VCI) a partir de la mezcla es formar esferulitas radiales.
Figura 2.4.1. Isómeros de mentol.
Forma de Cristal
α β γ δ
Tipo Estable Inestable Inestable Inestable Punto de Fusión (ºC) (1 atm) 42.5 35.5 33.5 31.5
Índices de Refracción
(ε, ω)(± 0.001) 1.475, 1.497 1.489 ~11 ~12
Tabla 2.4.1. Características de los tipos de cristales del mentol [46]. El fenómeno de inversión de mentoles ha sido estudiado por Dahms [47], Schaum [48] y Heydweiler [49], entre otros. Sus estudios afirman que existen al menos tres diferentes fases de mentol cristalizado y que dos de ellas están en continuo cambio hacia la forma estable restante. Según Wright, E. F. [46], los cristales del mentol tiene forma prismática con terminaciones comúnmente redondas. La longitud de los prismas varía de una pocas decenas de mm hasta varios cm. Además, menciona que los cristales α muestran una pronunciada tendencia a sub enfriarse y no cristaliza con rapidez razonable sino hasta que se han alcanzado temperaturas de 32º o más bajas. Esta forma estable comienza a cristalizar a una velocidad apreciable a 42º. Cuando se cristaliza a temperaturas elevadas directamente del líquido fundido, comúnmente se forman agujas; las cuales muestran una tendencia hacia arreglos radiales.
11 No es fácilmente determinable debido a la rapidez con la que la forma γ cambia a la α. 12 Ibídem., δ cambia a la β.
21
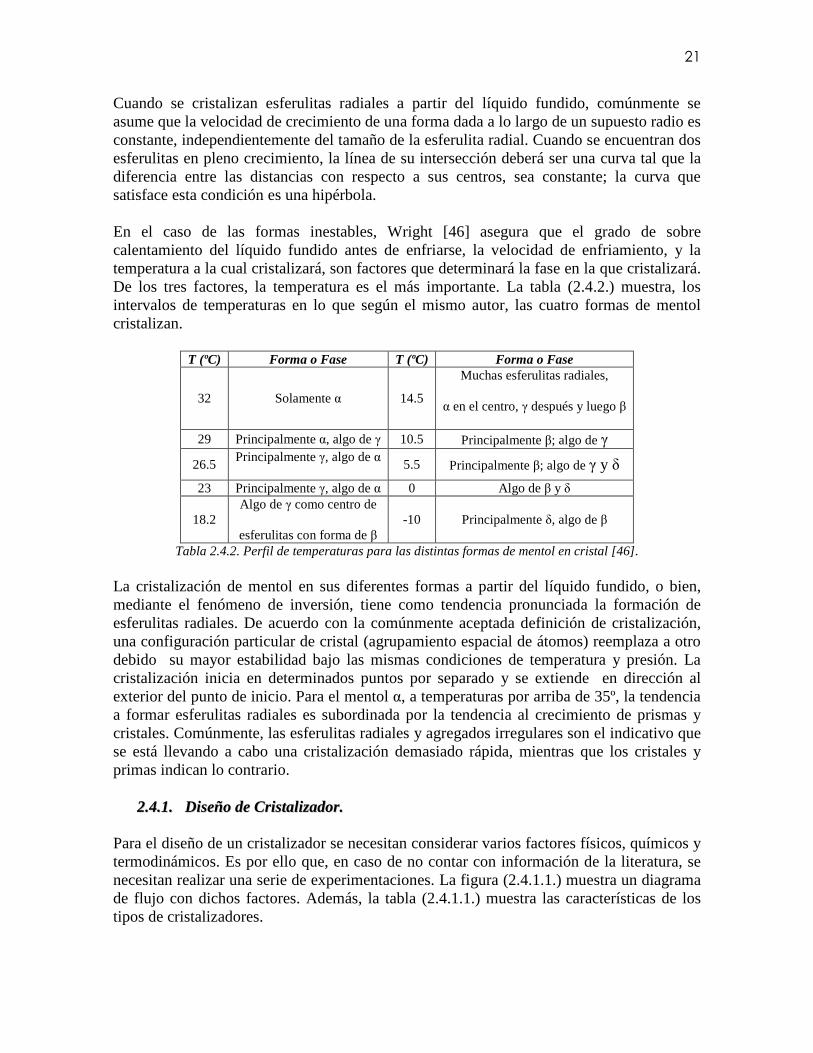
Cuando se cristalizan esferulitas radiales a partir del líquido fundido, comúnmente se asume que la velocidad de crecimiento de una forma dada a lo largo de un supuesto radio es constante, independientemente del tamaño de la esferulita radial. Cuando se encuentran dos esferulitas en pleno crecimiento, la línea de su intersección deberá ser una curva tal que la diferencia entre las distancias con respecto a sus centros, sea constante; la curva que satisface esta condición es una hipérbola. En el caso de las formas inestables, Wright [46] asegura que el grado de sobre calentamiento del líquido fundido antes de enfriarse, la velocidad de enfriamiento, y la temperatura a la cual cristalizará, son factores que determinará la fase en la que cristalizará. De los tres factores, la temperatura es el más importante. La tabla (2.4.2.) muestra, los intervalos de temperaturas en lo que según el mismo autor, las cuatro formas de mentol cristalizan.
T (ºC) Forma o Fase T (ºC) Forma o Fase
32 Solamente α 14.5
Muchas esferulitas radiales,
α en el centro, γ después y luego β
29 Principalmente α, algo de γ 10.5 Principalmente β; algo de γ
26.5 Principalmente γ, algo de α
5.5 Principalmente β; algo de γ y δ
23 Principalmente γ, algo de α 0 Algo de β y δ
18.2 Algo de γ como centro de
esferulitas con forma de β -10 Principalmente δ, algo de β
Tabla 2.4.2. Perfil de temperaturas para las distintas formas de mentol en cristal [46]. La cristalización de mentol en sus diferentes formas a partir del líquido fundido, o bien, mediante el fenómeno de inversión, tiene como tendencia pronunciada la formación de esferulitas radiales. De acuerdo con la comúnmente aceptada definición de cristalización, una configuración particular de cristal (agrupamiento espacial de átomos) reemplaza a otro debido su mayor estabilidad bajo las mismas condiciones de temperatura y presión. La cristalización inicia en determinados puntos por separado y se extiende en dirección al exterior del punto de inicio. Para el mentol α, a temperaturas por arriba de 35º, la tendencia a formar esferulitas radiales es subordinada por la tendencia al crecimiento de prismas y cristales. Comúnmente, las esferulitas radiales y agregados irregulares son el indicativo que se está llevando a cabo una cristalización demasiado rápida, mientras que los cristales y primas indican lo contrario.
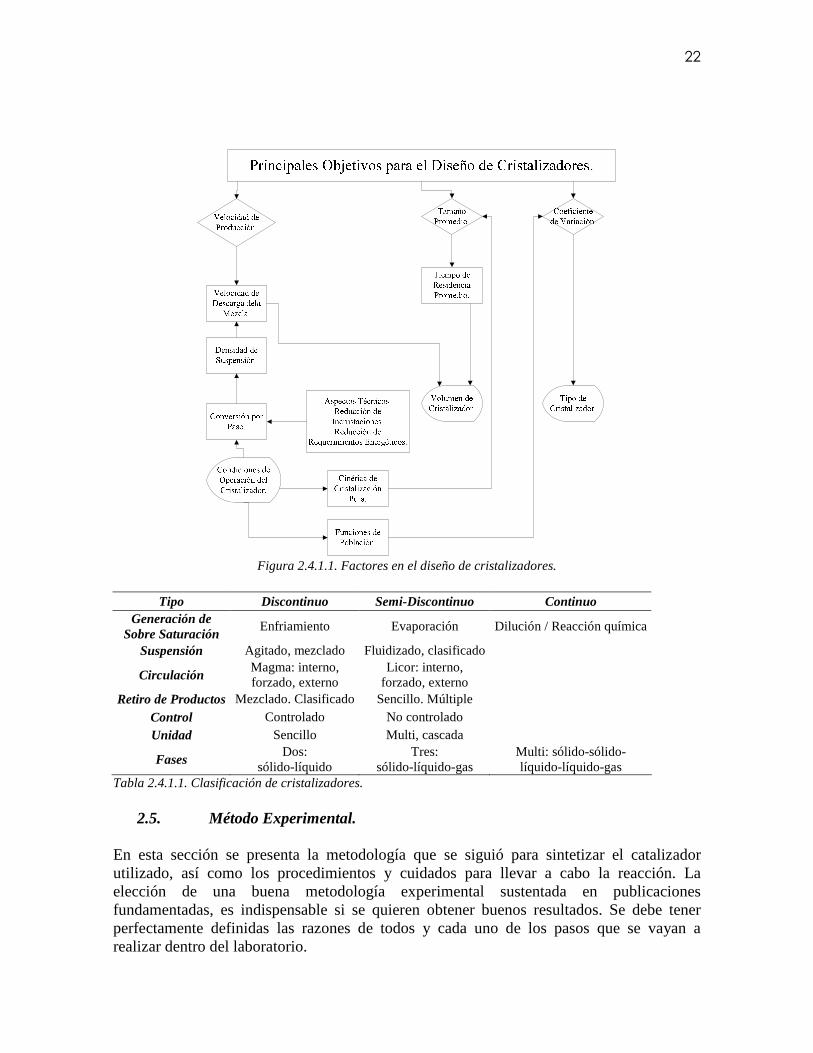
22..44..11.. DDiisseeññoo ddee CCrr iissttaall iizzaaddoorr.. Para el diseño de un cristalizador se necesitan considerar varios factores físicos, químicos y termodinámicos. Es por ello que, en caso de no contar con información de la literatura, se necesitan realizar una serie de experimentaciones. La figura (2.4.1.1.) muestra un diagrama de flujo con dichos factores. Además, la tabla (2.4.1.1.) muestra las características de los tipos de cristalizadores.
22
Figura 2.4.1.1. Factores en el diseño de cristalizadores.
Tipo Discontinuo Semi-Discontinuo Continuo
Generación de Sobre Saturación
Enfriamiento Evaporación Dilución / Reacción química
Suspensión Agitado, mezclado Fluidizado, clasificado
Circulación Magma: interno, forzado, externo
Licor: interno, forzado, externo
Retiro de Productos Mezclado. Clasificado Sencillo. Múltiple Control Controlado No controlado Unidad Sencillo Multi, cascada
Fases Dos:
sólido-líquido Tres:
sólido-líquido-gas Multi: sólido-sólido- líquido-líquido-gas
Tabla 2.4.1.1. Clasificación de cristalizadores.
2.5. Método Experimental. En esta sección se presenta la metodología que se siguió para sintetizar el catalizador utilizado, así como los procedimientos y cuidados para llevar a cabo la reacción. La elección de una buena metodología experimental sustentada en publicaciones fundamentadas, es indispensable si se quieren obtener buenos resultados. Se debe tener perfectamente definidas las razones de todos y cada uno de los pasos que se vayan a realizar dentro del laboratorio.

23
22..55..11.. Generalidades.
Para el desarrollo de la experimentación realizada, fue necesario preparar el catalizador. Los pasos para la preparación del mismo fueron desde la preparación del soporte, la impregnación del mismo y la adición de agentes hidrogenantes. El ZrO2-PO4-Ni3% se oxida con extrema facilidad, por lo que se debe tener mucho cuidado y evitar el contacto con aire luego de haberse reducido. Por este motivo se tomo la precaución de cargar el reactor en atmosfera de nitrógeno. También, uno se debe cerciorar que los aparatos dentro del laboratorio que se vayan a utilizar funcionen a la perfección y además que lo hagan en el rango, intervalo o modo que lo necesitemos.
22..55..22.. Síntesis de ZrO2-PO4-3%Ni. Se utilizó dióxido de circonio fosfatado (ZrO2-PO4), impregnado con níquel (Ni) en un 3% en peso como catalizador. La síntesis de éste se resume en el siguiente diagrama de flujo:
Figura 2.5.2.1. Síntesis de ZrO2-PO4-3%Ni La preparación se realizó por precipitación. Inicia a partir de una solución de cloruro de circonilo octahidratado, que se hace reaccionar con una solución de hidróxido de amonio (NH4OH) ambas a 0.5M, manteniendo el pH lo más cercano a 10 para obtener hidróxido de circonio (Zr(OH)4). La mezcla obtenida se colocó a reflujo por 96hrs13. Al cumplimiento del tiempo en reflujo, se filtró el contenido del matraz, y se colocó a secar por 12hrs a 120°C. Hasta este punto se tiene el hidróxido de circonio, que es necesario calcinar por 4 hrs a 300°C para permitir se oxide. Así se obtiene ZrO2 listo para ser fosfatado. Este proceso se lleva a cabo utilizando fosfato de amonio en solución, y agitando durante 1h. En seguida se calcinó el catalizador preparado para finalmente impregnar Ni al sólido. Esta impregnación se llevó a cabo goteando sobre el sólido seco una solución de nitrato de níquel (Ni(NO3)2), y manteniendo en continua agitación sin permitir que se humedezca tanto que forme grumos o de apariencia pastosa.
13 Chuah, Jaenicke y Harrison, [30], encontraron que colocar a reflujo el precipitado fresco de hidróxido de circonio repercute en el tamaño de poro y acidez de las muestras, además de modificar la estructura cristalina del hidróxido de circonio, ver tabla (2.2.3.1.).

24
22..55..33.. El Equipo. Para la síntesis de catalizador fue necesario utilizar material de laboratorio como probetas, pipetas, vasos de precipitado, parrillas magnéticas, termómetros y agitadores magnéticos. Para los procesos de secado y calcinación se utilizó una mufla Thermolyne mod. 48000. Para la reducción de ZrO2-PO4-Ni 3% se utilizó un reactor tipo U de vidrio adecuado con una cama de cuarzo para soportar el sólido, ver figura (2.5.3.1.). La reacción de hidrogenación se llevó a cabo en un reactor de tanque agitado (ver anexo 5.3.). Las condiciones de operación ideales para la reacción se presentan a continuación:
Factor Cantidad Elemento Presión (psi) 200 Hidrógeno
Temparatura (ºC) 100 - Reactivo (mL) 5 Citral
Masa de catalizador (g) 0.5 ZrO2-PO4%Ni Solvente (mL) 100 Ciclohexano
Agitación (rpm) 1000 - Tabla 2.5.3.1. Condiciones de operación.
Figura 2.5.3.1. Reactor U. Para la identificación y cuantificación de productos y reactivos, las muestras tomadas durante las reacciones se analizaron en un espectrómetro de masas acoplado con un cromatógrafo de gases Altech Systems equipado con un detector de ionización de flama (FID) y una columna capilar. Para ellos fue necesario preparar muestras patrón con una concentración conocida de los reactivos y principales productos de las reacciones de hidrogenación con tal de ver sus tiempos de retención. Los tiempos de retención para los compuestos son los siguientes:
Compuesto tiempo de retención Ciclohexano 2.14 / 2.21 Citronellal 4.68
(-) Isopulegol 4.74 / 4.90 (+) Neomentol 4.96
(-) Mentol 5.08 3,7-Dimetil-1-octanol 5.16
(+) Isomentol 5.26 Citronellol 5.58 Z-Citral 5.81 E-Citral 6.13
Tabla 2.5.3.2. Tiempos de retención de reactivos y productos.
25
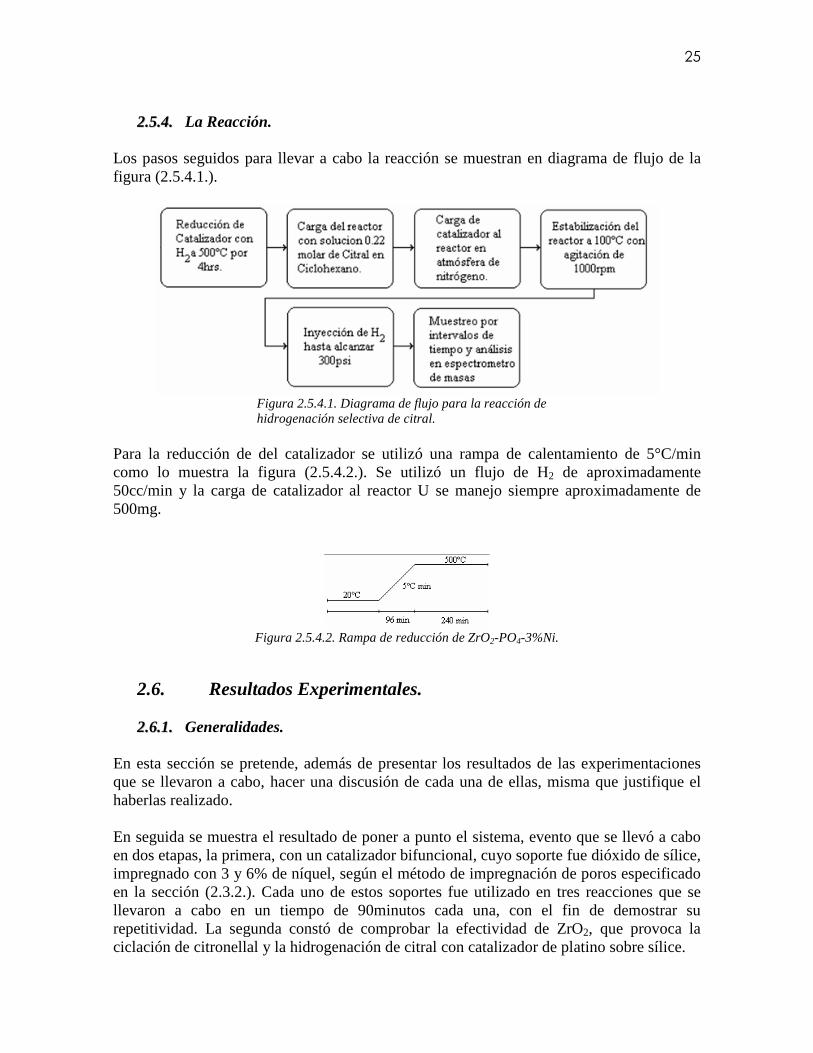
22..55..44.. La Reacción.
Los pasos seguidos para llevar a cabo la reacción se muestran en diagrama de flujo de la figura (2.5.4.1.).
Figura 2.5.4.1. Diagrama de flujo para la reacción de hidrogenación selectiva de citral. Para la reducción de del catalizador se utilizó una rampa de calentamiento de 5°C/min como lo muestra la figura (2.5.4.2.). Se utilizó un flujo de H2 de aproximadamente 50cc/min y la carga de catalizador al reactor U se manejo siempre aproximadamente de 500mg.
Figura 2.5.4.2. Rampa de reducción de ZrO2-PO4-3%Ni.
2.6. Resultados Experimentales.
22..66..11.. Generalidades. En esta sección se pretende, además de presentar los resultados de las experimentaciones que se llevaron a cabo, hacer una discusión de cada una de ellas, misma que justifique el haberlas realizado. En seguida se muestra el resultado de poner a punto el sistema, evento que se llevó a cabo en dos etapas, la primera, con un catalizador bifuncional, cuyo soporte fue dióxido de sílice, impregnado con 3 y 6% de níquel, según el método de impregnación de poros especificado en la sección (2.3.2.). Cada uno de estos soportes fue utilizado en tres reacciones que se llevaron a cabo en un tiempo de 90minutos cada una, con el fin de demostrar su repetitividad. La segunda constó de comprobar la efectividad de ZrO2, que provoca la ciclación de citronellal y la hidrogenación de citral con catalizador de platino sobre sílice.
26
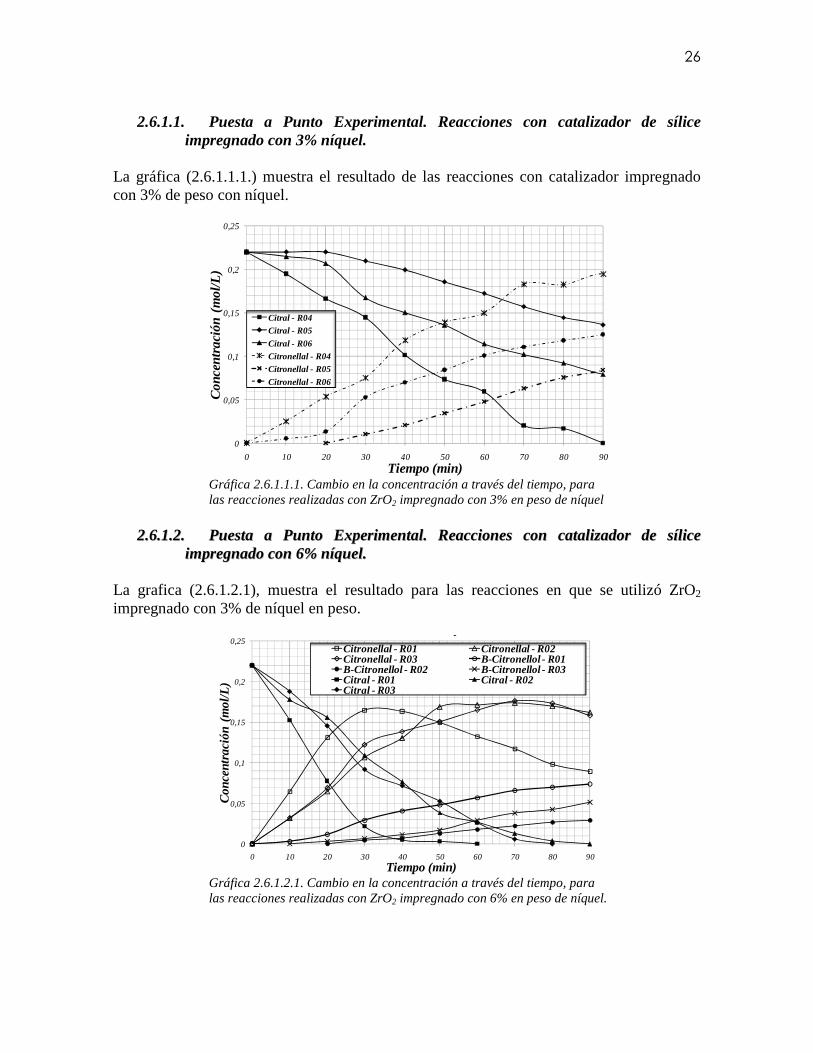
2.6.1.1. Puesta a Punto Experimental. Reacciones con catalizador de sílice
impregnado con 3% níquel. La gráfica (2.6.1.1.1.) muestra el resultado de las reacciones con catalizador impregnado con 3% de peso con níquel.
0
0,05
0,1
0,15
0,2
0,25
0 10 20 30 40 50 60 70 80 90
Con
cent
raci
ón (
mol
/L)
Tiempo (min)
Citral - R04Citral - R05
Citral - R06Citronellal - R04Citronellal - R05
Citronellal - R06
Gráfica 2.6.1.1.1. Cambio en la concentración a través del tiempo, para las reacciones realizadas con ZrO2 impregnado con 3% en peso de níquel
22..66..11..22.. PPuueessttaa aa PPuunnttoo EExxppeerr iimmeennttaall .. RReeaacccciioonneess ccoonn ccaattaall iizzaaddoorr ddee ssííll iiccee iimmpprreeggnnaaddoo ccoonn 66%% nnííqquueell ..
La grafica (2.6.1.2.1), muestra el resultado para las reacciones en que se utilizó ZrO2 impregnado con 3% de níquel en peso.
0
0,05
0,1
0,15
0,2
0,25
0 10 20 30 40 50 60 70 80 90
Con
cent
raci
ón (
mol
/L)
Tiempo (min)
Concentración vs tiempo
Citronellal - R01 Citronellal - R02Citronellal - R03 B-Citronellol - R01B-Citronellol - R02 B-Citronellol - R03Citral - R01 Citral - R02Citral - R03
Gráfica 2.6.1.2.1. Cambio en la concentración a través del tiempo, para las reacciones realizadas con ZrO2 impregnado con 6% en peso de níquel.

27
22..66..11..33.. PPuueessttaa aa PPuunnttoo EExxppeerr iimmeennttaall .. HHiiddrrooggeennaacciióónn ddee ccii ttrraall ..
Con el fin de comprobar que el sistema reaccional trabaje de manera correcta, se realizó la hidrogenación de citral utilizando a SiO2-3%Pt. Debido a que ya se conoce el comportamiento de ésta hidrogenación, los resultados permiten asegurar que tanto el reactor, como las materias primas, las condiciones de operación, los instrumentos de medición, etc., funcionan de manera correcta. Ésta puesta a punto experimental brinda un factor de seguridad al momento de realizar las reacciones de interés para este proyecto terminal. La reacción se llevó a cabo utilizando ciclohexano como solvente, citral como reactivo, presión de 200psig y temperatura de 100ºC. En un lapso de 60min el reactivo se consumió completamente. Habiendo checado que no hubiese fugas en el sistema, la disminución de la presión por causa de, en primer lugar, por la disolución de hidrógeno en la mezcla citral/ciclohexano, y en segundo lugar, debido probablemente a su consumo en la reacción, demostró a primera instancia que el sistema si estaba reaccionando. Posteriormente mediante el análisis de las muestras se verificó que en efecto, el sistema trabajó de manera adecuada teniendo como principal producto al 3,7-dimethyloctanol.
22..66..11..44.. PPuueessttaa aa PPuunnttoo EExxppeerr iimmeennttaall .. CCiiccllaacciióónn ddee CCii ttrroonneell llaall .. El segundo factor que brindó mayor seguridad corresponde a la realización de la ciclación de citronellal para obtener isopulegol, esto, utilizando sólo el soporte y sus sitios ácidos, sin la impregnación de níquel. Para ello, se utilizaron las mismas condiciones que en el evento anterior, sólo que en este caso el reactivo fue citronellal. Al igual que en el caso anterior, sección (2.6.1.3.), se verificó que el sistema trabajara correctamente. La reacción mostró una conversión de citronellal del 62% y una selectividad máxima para el isopulegol de 33%, habiendo transcurrido 105min. En seguida se muestra la tabla (2.6.1.4.1), que resume las dos pruebas para poner a punto el sistema, donde se verificó la efectividad del soporte en la ciclación de citronellal y la efectividad del H2 utilizado.
No. t
(min) Características
Mat. Prim.
Xm.p. (%)
Prod. Princ.
X (%)
Prod. Sec.
X (%)
3 60 SiO2 3%Pt Citral 100 Citronellol 54,83 3,7-Dimethyl
octanol 38,93
6 105 ZrO2-PO4 Citronellal 62,27 Isopulegol 33,48 2,6-…-2-
ciclohexeno 23,05
Tabla 2.6.1.4.1. Resumen de las dos puestas a punto experimental.
22..66..11..55.. RReeaacccciióónn ddee II nntteerrééss.. Todas las reacciones que se realizaron con el fin de obtener mentol como producto principal se muestran en la tabla (2.6.1.5.1.). Como se puede observar, salvo la octava reacción, nunca se obtuvo mentol como producto. Solamente en la cuarta y en la novena se logró producir isopulegol. Sin embargo, la producción de mentol se logró mediante la octava reacción alcanzando un rendimiento del 70,71% y una conversión de citral del 100%, siendo ésta la única ocasión que se terminó la materia prima.

28
# t
(min) Características
Producto Principal
Xcitral (%)
Xcitronellal (%)
Xisopulegol (%)
Xmentol (%)
1 - Cat. ajeno 3%Ni 3,7-Dimethyloctanol 16,26 - - - 2 - 3%Ni Citronellal 27,31 11,03 - - 4 180 3%Ni Citronellal 39,15 14,21 7,75 - 5 390 3%Ni Citronellal 12,32 6,93 - - 7 270 3%Ni Citronellal 13,62 6,08 - - 8 905 3%Ni Mentol 100 - - 70,71 9 390 12%Ni Isopulegol 50,68 17,55 17,74 - 10 360 6%Ni14 Citronellal 34,8 34,8 - - 11 330 6%Ni Citronellal 70,68 63,16 - - Tabla 2.6.1.5.1. Resumen de los resultados de las reacciones de producción de mentol.
Se realizó una segunda ronda de reacciones, ahora preparando dos soportes. El primero, dejándose a reflujo por 4 días, y el segundo, secado sin haber sido puesto a reflujo. Se siguió, salvo esta especificación, el método de preparación mencionado en la sección (2.5.2.). El propósito de este estudio, estuvo enfocado a comprobar las propiedades texturales que el reflujo provocaría en el soporte, y cómo estas, afectarían los resultados de la reacción de interés. El resultado de la caracterización del soporte, se muestra en la sección (2.7.), mientras, que el resultado de las reacciones realizadas, se muestra en dos gráficos a continuación. La gráfica (2.6.1.5.1.), es la correspondiente para 3%Ni, mientras que la gráfica (2.6.1.5.2.), para 6%Ni.
0
0,05
0,1
0,15
0,2
0 50 100 150 200
Co
nce
ntr
aci
ón
(m
ol/L
)
Tiempo (min)
Concentración vs tiempo
Citral - Rxn 08
Citral - Rxn 09
Citronellal - Rxn 08
Citronellal - Rxn 09
Gráfica 2.6.1.5.1. Reacción de citral con 3%.
14 Ésta primer reacción con 6%Ni utilizó ZiO2 sin haber estado a reflujo, es decir, comercial: Strem Chemicals, Zirconium
(IV) oxide, 99+%, CAS 1314-23-4. La tabla (2.2.3.1), indica que para el ZiO2 sin reflujo y calcinado a 500ºC se tiene un área superficial y volumen de poro demasiado pequeños, 44,3 y 0,13, respectivamente. Esto último podría explicar la poca actividad catalítica.

29
0
0,05
0,1
0,15
0,2
0,25
0 50 100 150 200 250 300 350 400
Co
nce
ntr
aci
ón
(m
ol/L
)
Tiempo (min)
Concentración vs tiempoCitral - Rxn 10 Citral - Rxn 11
Citronellal -Rxn 10 Citronellal -Rxn 11
Isopulegols - Rxn 10 Isopulegols - Rxn 11
b-Citronellol -Rxn 10 Menthols - Rxn 10
Gráfica 2.6.1.5.2. Reacción de citral con 6%.
22..77.. CCaarraacctteerr iizzaacciióónn ddee CCaattaall iizzaaddoorr.. En esta sección, se muestra el resultado del análisis de diferentes pruebas que se realizaron al soporte para comprobar las diferencias que presentaron, en cuanto a estructura, tamaño de poro, diámetro promedio de poro, cantidad y distribución de sitios ácidos, así como también, área superficial.
22..77..11.. FFiissiissoorrcciióónn ddee NNii ttrrooggeennoo.. El equipo utilizado para la fisisorción de nitrógeno fue un Autosorb 1Mb, diseñado especialmente para sólidos microporosos. Permite determinar los parámetros texturales (diámetro medio de poro, área específica, porosidad, etc.).
Parámetros Texturales ZrO 2-0-300 ZrO 2-4-300 ZrO 2-0-300-PO4-500 ZrO 2-4-300-PO4-500
Area Superficial (m2/g)
“Multipoint BET” 197.8 302.4 142.9 253.2
Volumen de Poro (cc/g) “BJH Method Cumulative Desorption Pore Volume”
0.1890 0.6304 0.5245 0.1525
Tamaño de Poro (Å) “BJH Method Desorption
Pore Diameter” 34.36 30.75 33.99 30.76
Tabla 2.7.1.1. Resultados de fisisorción del soporte y del catalizador fosfatado.
30
22..77..22.. DDii ffrraacccciióónn ppoorr RRaayyooss XX..
El fenómeno de la difracción es un fenómeno de tipo interferencial y como tal requiere la superposición de ondas coherentes entre sí. Los efectos de la difracción disminuyen hasta hacerse indetectables a medida que el tamaño del objeto aumenta comparado con la longitud de onda. En el espectro electromagnético, los rayos x tienen longitudes de onda similares a las distancias interatómicas en la material. Es posible por lo tanto utilizar la difracción de rayos X como un método para explorar la naturaleza de la estructura cristalina. La difracción producida por una estructura cristalina verifica la ley de Bragg ejemplificada con la ecuación (2.7.2.1).
( )θλ sin2dn = (2.7.2.1.) Donde n es un número entero, λ es la longitud de onda de los rayos x, d es la distancia de los planos de la red cristalina, y θ es la longitud entre os rayos incidentes y los planos de dispersión.
Figura 2.7.2.1. Esquema de la aplicación de la ley de Bragg.
Debido a la dualidad onda-corpúsculo característica de la mecánica cuántica es posible observar la difracción de partículas como neutrones o electrones. En los inicios de la mecánica cuántica este fue uno de los argumentos más claros a favor de la descripción ondulatoria que realiza la mecánica cuántica de las partículas subatómicas.
Gráfica 2.7.2.1. Resultados de la difracción por rayos x.

31
Las líneas de la gráfica (2.7.2.1.), en orden descendente, son ZrO2-4-300-PO4-500, ZrO2-0-300, ZrO2-0-300-PO4-500 y ZrO2-4-300. Siendo el primero, la única especie que presentó características de estructura cristalina bien definidas (esto, debido a los picos pronunciados en 30, 50 y 60 la abscisa).
22..88.. CCoonncclluussiioonneess.. Independientemente del gran número de reacciones que se llevaron a cabo, ya sea para probar el sistema o checar el desempeño de los materiales, las reacciones cuya meta era la obtención del mentol no brindaron resultados con los que se pudiera trabajar en la obtención de la aproximación de una cinética química. Los resultados obtenidos no son comparables con los publicados por J.C. Piña et al. [18] y por Apesteguía et al. [43], sin embargo, para el diseño de la planta, se tomaron los resultados finales del primero para hacer el planteamiento del tiempo total de reacción, y de las selectividades y rendimientos.
32
33.. TTeerrcceerr CCaappííttuulloo..
En este capítulo se propone y dimensiona el equipo requerido para la construcción de una planta productora de (-) mentol, así como realizar un presupuesto del costo de montaje y operación.
33..11.. DDiisseeññoo ddeell PPrroocceessoo..
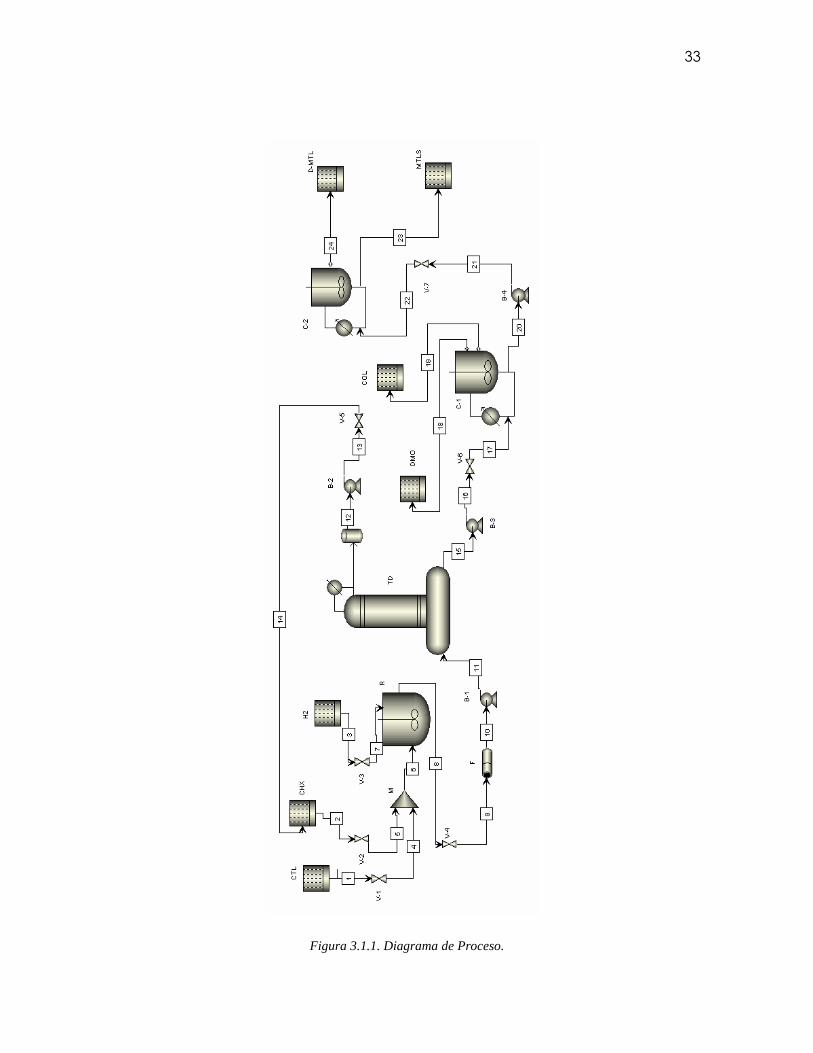
Uno de los objetivos hipotéticos del presente trabajo de investigación y diseño, es la satisfacción del 25% de la demanda nacional del isómero (-) mentol mediante la construcción de un complejo industrial. Como se mencionó en el primer capítulo, las importaciones de mentol en el año 2006 fueron de 580 toneladas. El 25% corresponde a 145 toneladas por año. De los 365 días del año, solamente se consideran 259 días hábiles, por lo que la producción diaria corresponde a 560kg/día, o bien, 3.6kmol/día únicamente del isómero (-) mentol. Según lo reportado en el anexo (5.6.) [43], las selectividades correspondientes a los productos finales de reacción son de 77% para la mezcla de mentoles, 17% para el 3,6-dimetil-1-octanol y 6% para citronelol. Además, solamente el 64% de la mezcla de mentoles corresponde al isómero de interés, por lo tanto, el cálculo arroja que se necesitan hacer reaccionar 7.3052kmol de citral por día para satisfacer la demanda propuesta inicialmente. Los equipos principales del proceso de producción se muestran en la figura (3.1.1.) y se muestran en la tabla (3.1.1.). Al final de este capítulo se presenta el verdadero arreglo de los equipos principales y secundarios. El motivo de este acomodo, es para ahorra espacio, disminuir la longitud de las tuberías en lo posible, y minimizar los riesgos para los trabajadores. Nomenclatura Especifiación
CTL Contenedor de Citral CHX Contenedor de Ciclohexano H2 Tanque de Hidrógeno V-1 Válvula 1 V-2 Vávula 2 V-3 Válvula 3 M Mezclador R Reactor
V-4 Válvula 4
F Filtro recuperador de
catalizador B-1 Bomba 1 TD Torre de destilación
B-2 Bomba 2 V-5 Válvula 5 B-3 Bomba 3 V-6 Válvula 6 C-1 Cristalizador 1
DMO Contenedor de Dimetiloctanol COL Contenedor de Citronelol B-4 Bomba 4 V-7 Válvula 7 C-2 Cristalizador 2
D-MTL Contenedor de (-) Mentol MTLS Contenedor de Mentoles
Tabla 3.1.1. Equipo Principal.
33
Figura 3.1.1. Diagrama de Proceso.
34
En la tabla (3.1.2.) se presenta el balance de masa y las especificaciones para cada una de las corrientes del proceso.
Corriente Contenido Temperatura (ºC) Cantidad (kmol) Composición Estado 1,4 Citral 25 7.3052 1 Líquido 2,5 Ciclohexano 25 29.2208 1 Líquido 3,7 Hidrógeno 25 - 1 Gas 6 Citral/Ciclohexano 25 36.526 0.2/0.8 Gas
8,9 10,11
Ciclohexano/Mentoles Dimetiloctanol/Citronelol
D Mentol 100 36.526
0.800/0.055 0.034/0.012
0.099 Líquido
12,13,14 Ciclohexano/Impurezas15 75 29.526 0.988/0.012 Líquido 15,16,17 Impurezas/Ciclohexano16 220 7.000 0.995/0.005 Líquido
18 Dimetiloctanol 25 1.241 1 Líquido 19 Citronelol 25 0.438 1 Sólido
20,21,22 Mentoles/D Mentol 50 5.321 0.32/0.68 Líquido 23 Mentoles 25 1.703 1 Sólido 24 D Mentol 25 3.618 1 Sólido
Tabla 3.1.2. Balance de moles para el diagrama de proceso.
3.2. Reactor de Suspensión en Tres Fases.
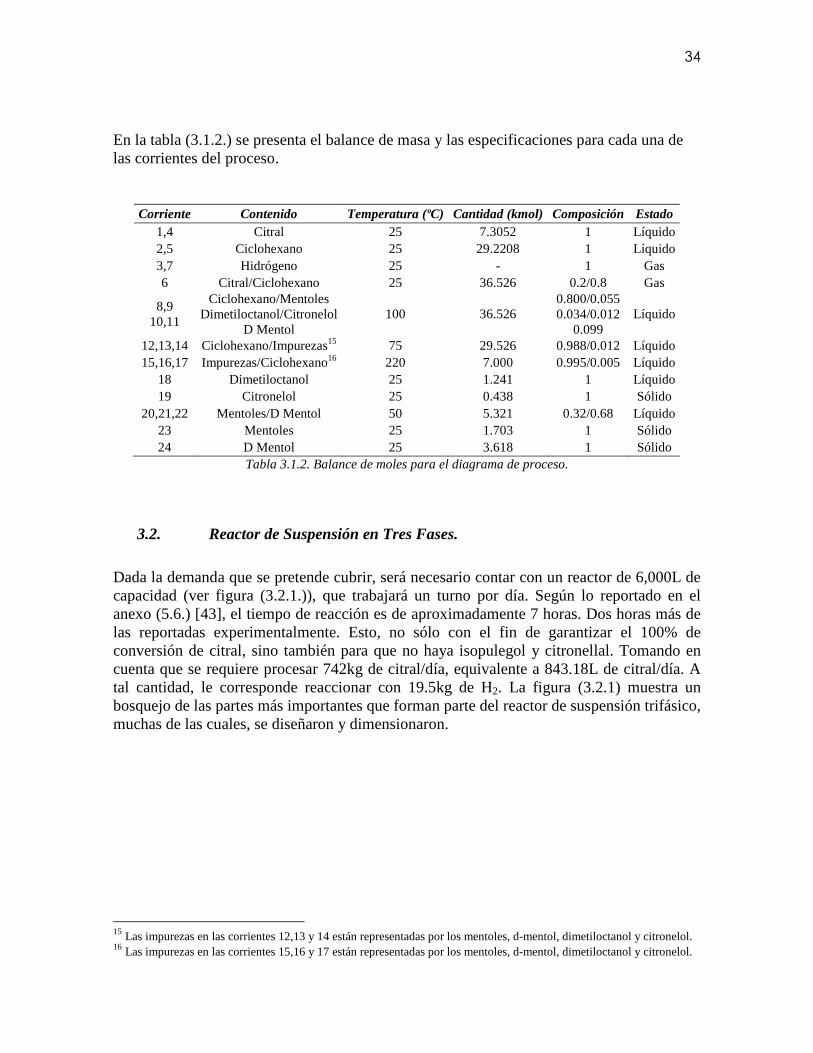
Dada la demanda que se pretende cubrir, será necesario contar con un reactor de 6,000L de capacidad (ver figura (3.2.1.)), que trabajará un turno por día. Según lo reportado en el anexo (5.6.) [43], el tiempo de reacción es de aproximadamente 7 horas. Dos horas más de las reportadas experimentalmente. Esto, no sólo con el fin de garantizar el 100% de conversión de citral, sino también para que no haya isopulegol y citronellal. Tomando en cuenta que se requiere procesar 742kg de citral/día, equivalente a 843.18L de citral/día. A tal cantidad, le corresponde reaccionar con 19.5kg de H2. La figura (3.2.1) muestra un bosquejo de las partes más importantes que forman parte del reactor de suspensión trifásico, muchas de las cuales, se diseñaron y dimensionaron.
15 Las impurezas en las corrientes 12,13 y 14 están representadas por los mentoles, d-mentol, dimetiloctanol y citronelol. 16 Las impurezas en las corrientes 15,16 y 17 están representadas por los mentoles, d-mentol, dimetiloctanol y citronelol.
35
Figura 3.2.1. Diagrama de Reactor. La tabla que se muestra a continuación presenta las características más relevantes que necesita el reactor de suspensión trifásico. Los cálculos detallados se presentan en el anexo (5.5.1.).
Unidad/Equipo Concepto Medida Unidades Altura 2.38 m
Diámetro 0.9 m Espesor de pared 6 mm
Volumen 6 m3 Reactor.
Material de construcción Acero Inoxidable. Ancho de deflectores 7.5 cm Deflectores.
Numero de deflectores 4 Diámetro de Bayoneta 9 cm
Numero de aspas 6 - Diámetro de aspas 72 cm
Inclinación de aspas 45 °- Separación entre aspas
y fondo del reactor 60 cm
Agitador.
Potencia del rotor 3 hp Tubería Acero Inoxidable 5 Cédula
Diámetro nominal 2 in Diámetro externo 2.375 in Diámetro interno 2.245 in
Capacidad 102.5 L Longitud 12.25 m
Intercambiador de calor.
Área de contacto 2.31 m2 Tabla 3.2.1. Especificaciones de Reactor.
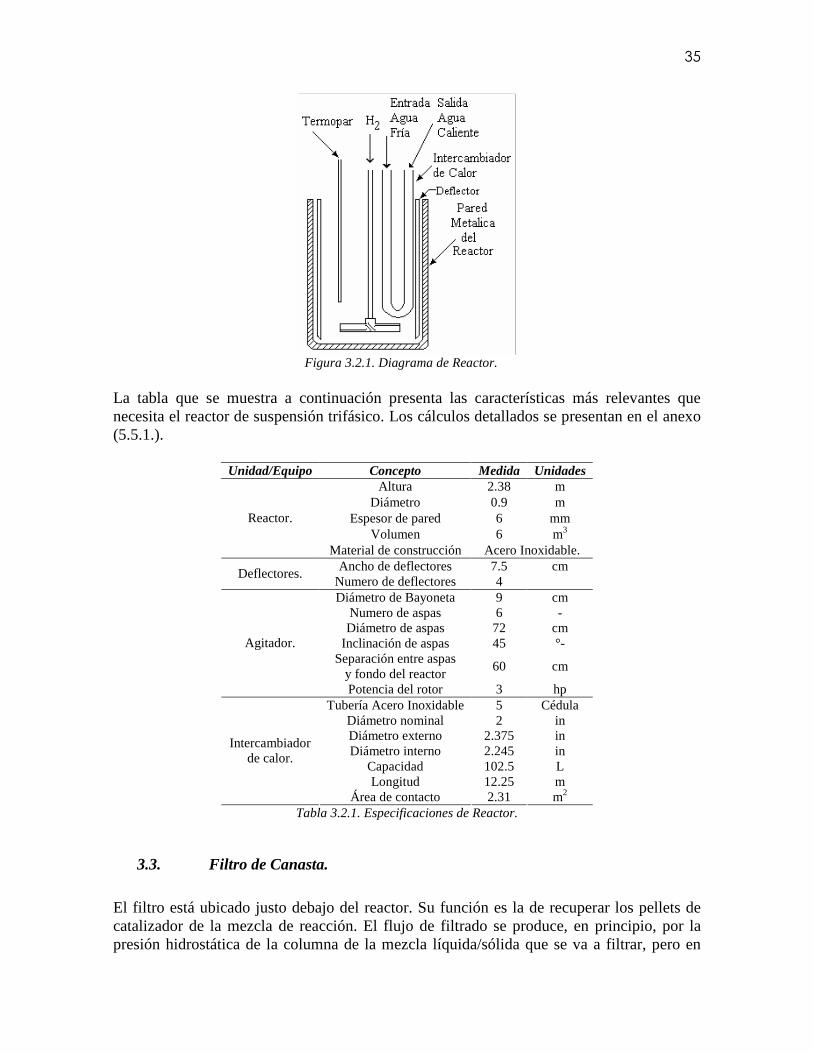
3.3. Filtro de Canasta.
El filtro está ubicado justo debajo del reactor. Su función es la de recuperar los pellets de catalizador de la mezcla de reacción. El flujo de filtrado se produce, en principio, por la presión hidrostática de la columna de la mezcla líquida/sólida que se va a filtrar, pero en

36
realidad, por la ayuda de una bomba incorporada a la línea de tubería. Dicha mezcla pasa a través del las tres canastillas del filtro, que en este caso son unas rejillas. Ya que los compuestos de la mezcla son relativamente libres entre sí, este filtro es suficiente además de presentar ventajas como su gran simplicidad, su dependencia a los accesorios más sencillos, bajo costo inicial, la posibilidad de construirlo casi de cualquier material, rápida extracción del catalizador gracias a la tapa desmontable, canastilla de gran capacidad, canastillas de acero inoxidable perforadas o tamizada, además que el lavado del catalizador es efectivo y eficiente para su recuperación. Las opciones de construcción de este filtro son las siguientes: ~ Perforaciones de canastilla desde 1/32” hasta 1/ 2”. ~ Mesh de canastilla de 20 a 400. ~ Válvulas de ventilación y drenaje. ~ Chaqueta para transferencia de calor mediante vapor. Así pues, se propone que después del reactor se encuentre el filtro incorporado a la tubería que tenga tres cámaras en las que se ubiquen el mismo número de canastillas de acero inoxidable con perforaciones de 2mm capaz de retener gran parte del catalizador en forma de pellets. Para el análisis práctico del filtro, se considera que los pellets tienen una forma de esferas porosas de aproximadamente 5mm de radio. La malla de la rejilla debe ser pequeña para detenerlos, pero no tan pequeña como para obstruir significativamente el paso de la mezcla de reacción. Las figuras 3.3.1.a y 3.3.1.b son la representación gráfica del filtro propuesto, donde además, se especifican sus dimensiones .
Figura 3.3.1.a Vistas frontal y superior del filtro de canasta.
37
Figura 3.3.1b. . Diseño y dimensiones del filtro de canasta.
A continuación se presentan las medidas y especificaciones del filtro:
Especificación Cantidad (mm) Peso (kg) 250-300
Tamaño tubería (in) 5 A 467 B 229 C 248 D 845 E 375
F 260 G 437 H 10 J 502 K 14 L 1041
Tabla 3.3.1. Especificaciones de filtro.
33..44.. TToorrrree ddee DDeessttii llaacciióónn DDiissccoonnttiinnuuaa –– SSeeppaarraacciióónn ddee CCHHXX..
Dentro de la línea de proceso, inmediatamente después del filtro recuperador de catalizador se encuentra la torre de destilación discontinua. Su objetivo es separar el ciclohexano (CHX) de los mentoles (MTS), 3,6-dimetil-1-octanol (DMO) y citronelol (COL). La tabla (3.4.1) muestra los puntos de ebullición de los componentes que entran a la torre. Se consideró al CHX como en componente ligero y a la mezcla racémica de MTS como el componente pesado.
Fondo Destilado Componente P.E. (ºC) Componente P.E. (ºC)
COL 225 DMO 222 CHX 80.7 MTS 212
Tabla 3.4.1. Compuestos de destilación. Para la simulación de la torre de destilación discontinua se utilizó el programa Aspen Tech 11.1, eligiendo el método termodinámico Peng-Robinson. Se consideraron solamente los dos componentes, tanto el ligero como el pesado. Ya que la separación en cuestión es sumamente fácil de realizar debido a la gran diferencia de temperaturas entre sus componentes. Las consideraciones más relevantes que se eligieron para el diseño simulado
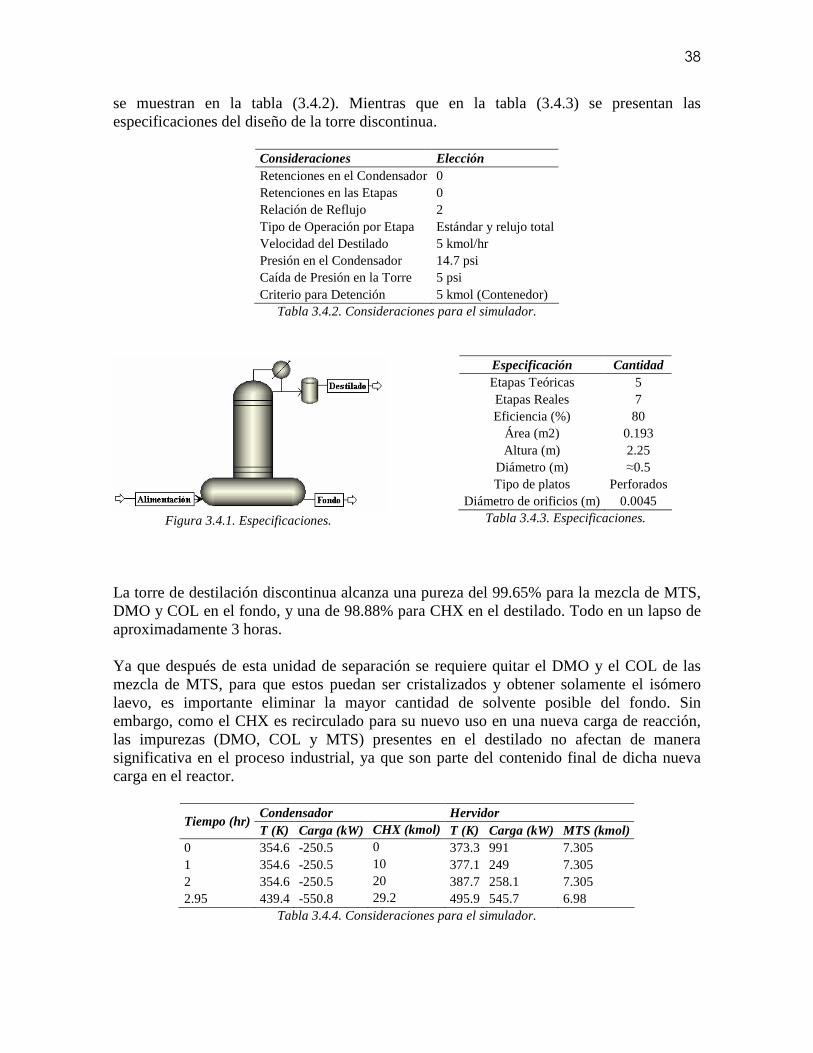
38
se muestran en la tabla (3.4.2). Mientras que en la tabla (3.4.3) se presentan las especificaciones del diseño de la torre discontinua.
Consideraciones Elección Retenciones en el Condensador 0 Retenciones en las Etapas 0 Relación de Reflujo 2 Tipo de Operación por Etapa Estándar y relujo total Velocidad del Destilado 5 kmol/hr Presión en el Condensador 14.7 psi Caída de Presión en la Torre 5 psi Criterio para Detención 5 kmol (Contenedor)
Tabla 3.4.2. Consideraciones para el simulador.
Figura 3.4.1. Especificaciones.
Especificación Cantidad Etapas Teóricas 5 Etapas Reales 7 Eficiencia (%) 80
Área (m2) 0.193 Altura (m) 2.25
Diámetro (m) ≈0.5 Tipo de platos Perforados
Diámetro de orificios (m) 0.0045 Tabla 3.4.3. Especificaciones.
La torre de destilación discontinua alcanza una pureza del 99.65% para la mezcla de MTS, DMO y COL en el fondo, y una de 98.88% para CHX en el destilado. Todo en un lapso de aproximadamente 3 horas. Ya que después de esta unidad de separación se requiere quitar el DMO y el COL de las mezcla de MTS, para que estos puedan ser cristalizados y obtener solamente el isómero laevo, es importante eliminar la mayor cantidad de solvente posible del fondo. Sin embargo, como el CHX es recirculado para su nuevo uso en una nueva carga de reacción, las impurezas (DMO, COL y MTS) presentes en el destilado no afectan de manera significativa en el proceso industrial, ya que son parte del contenido final de dicha nueva carga en el reactor.
Condensador Hervidor Tiempo (hr)
T (K) Carga (kW) CHX (kmol) T (K) Carga (kW) MTS (kmol) 0 354.6 -250.5 0 373.3 991 7.305 1 354.6 -250.5 10 377.1 249 7.305 2 354.6 -250.5 20 387.7 258.1 7.305 2.95 439.4 -550.8 29.2 495.9 545.7 6.98
Tabla 3.4.4. Consideraciones para el simulador.
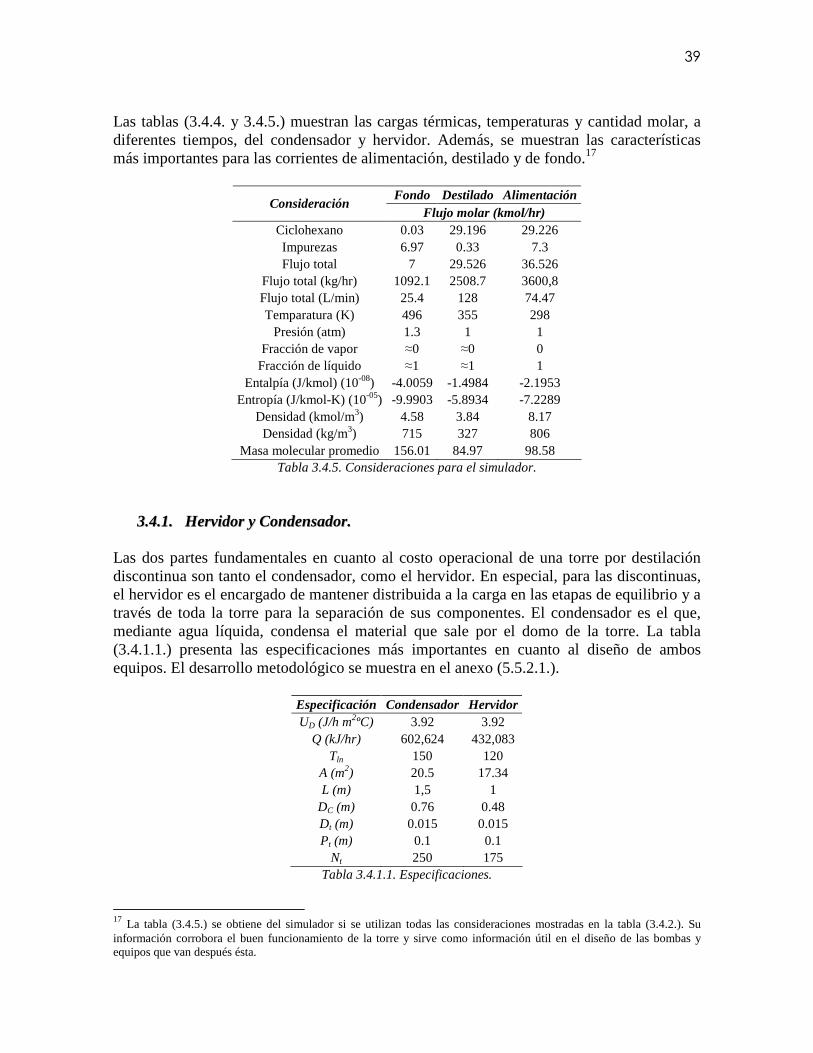
39
Las tablas (3.4.4. y 3.4.5.) muestran las cargas térmicas, temperaturas y cantidad molar, a diferentes tiempos, del condensador y hervidor. Además, se muestran las características más importantes para las corrientes de alimentación, destilado y de fondo.17
Fondo Destilado Alimentación Consideración
Flujo molar (kmol/hr) Ciclohexano 0.03 29.196 29.226 Impurezas 6.97 0.33 7.3 Flujo total 7 29.526 36.526
Flujo total (kg/hr) 1092.1 2508.7 3600,8 Flujo total (L/min) 25.4 128 74.47 Temparatura (K) 496 355 298
Presión (atm) 1.3 1 1 Fracción de vapor ≈0 ≈0 0 Fracción de líquido ≈1 ≈1 1
Entalpía (J/kmol) (10-08) -4.0059 -1.4984 -2.1953 Entropía (J/kmol-K) (10-05) -9.9903 -5.8934 -7.2289
Densidad (kmol/m3) 4.58 3.84 8.17 Densidad (kg/m3) 715 327 806
Masa molecular promedio 156.01 84.97 98.58 Tabla 3.4.5. Consideraciones para el simulador.
33..44..11.. HHeerrvviiddoorr yy CCoonnddeennssaaddoorr.. Las dos partes fundamentales en cuanto al costo operacional de una torre por destilación discontinua son tanto el condensador, como el hervidor. En especial, para las discontinuas, el hervidor es el encargado de mantener distribuida a la carga en las etapas de equilibrio y a través de toda la torre para la separación de sus componentes. El condensador es el que, mediante agua líquida, condensa el material que sale por el domo de la torre. La tabla (3.4.1.1.) presenta las especificaciones más importantes en cuanto al diseño de ambos equipos. El desarrollo metodológico se muestra en el anexo (5.5.2.1.).
Especificación Condensador Hervidor UD (J/h m2ºC) 3.92 3.92
Q (kJ/hr) 602,624 432,083 Tln 150 120
A (m2) 20.5 17.34 L (m) 1,5 1
DC (m) 0.76 0.48 Dt (m) 0.015 0.015 Pt (m) 0.1 0.1
Nt 250 175 Tabla 3.4.1.1. Especificaciones.
17 La tabla (3.4.5.) se obtiene del simulador si se utilizan todas las consideraciones mostradas en la tabla (3.4.2.). Su información corrobora el buen funcionamiento de la torre y sirve como información útil en el diseño de las bombas y equipos que van después ésta.

40
Es importante recordar que esta torre de separación tiene por objetivo separar el CHX para recircularlo. Es por ello que la mayor cantidad de materia terminará en la parte del destilado. A tiempos finales de operación se requerirá cada vez menos energía en el hervidor y más en el condensador.
33..55.. TToorrrree ddee DDeessttii llaacciióónn DDiissccoonnttiinnuuaa –– PPuurr ii ff iiccaacciióónn ddee CCii ttrraall ..
La compra de citral (CTL) se hará con 80% de pureza y se purificará hasta alcanzar una de 95%. Se sabe que las principales impurezas del citral industrial son: 3-Carene (CRE), Limonene (LME), α-Thujone (TJE). La tabla (3.5.1) muestra los puntos de ebullición de los componentes que entran a la torre y la clasificación que se les da en esta unidad de separación. Se consideró al CTL como en componente pesado y al TJE como el componente ligero.
Materia Prima Impurezas Componente P.E. (ºC) Componente P.E. (ºC)
CRE 172 LME 177 CTL 229 TJE 201
Tabla 3.5.1. Compuestos de destilación. Para la simulación de la torre de destilación discontinua se utilizó el programa Aspen Tech 11.1, eligiendo el método termodinámico Peng-Robinson. Se consideraron solamente los dos componentes, tanto el ligero como el pesado. En este caso, a diferencia de la torre de destilación discontinua para separar el CHX de la mezcla de reacción, la separación de las impurezas del CTL es un poco más complicada. Otra diferencia fue que en esta simulación, los cuatro componentes fueron definidos en la base de datos del simulador, y muchas de las propiedades fueron calculadas por los métodos de estimación del programa. Las consideraciones más relevantes que se eligieron para el diseño simulado se muestran en la tabla (3.5.2). Mientras que en la tabla (3.5.3) se presentan las especificaciones del diseño de la torre discontinua.
Consideraciones Elección
Retenciones en el Condensador 0 Retenciones en las Etapas 0
Relación de Reflujo 20 Tipo de Operación por Etapa Estándar y relujo total
Velocidad del Destilado 5 kmol/hr Presión en el Condensador 14.7 psi
Relación de Reflujo 15 Caída de Presión en la Torre 5 psi
Criterio para Detención 0,95 CTL
(Contenedor) Tabla 3.5.2. Consideraciones para el simulador.

41
Figura 3.5.1. Especificaciones.
Especificación Cantidad Etapas Teóricas 10 Etapas Reales 12 Eficiencia (%) 80
Área (m2) 0.5 Altura (m) 3.5
Diámetro (m) 0.8 Tipo de platos Perforados
Diámetro de orificios (m) 0.0045 Tabla 3.5.3. Especificaciones.
La pureza alcanzada en la corriente de fondo es de 95%mol para el CTL y el otro 5%mol para las impurezas. Para el destilado, se tiene 22%mol de CTL, 45%mol para TJE y el resto para LME y CRE. De esta manera, se cumple con la especificación de reacción, y se utilizaría la pureza deseada para la materia prima.
Condensador Hervidor Tiempo (hr)
T (K) Carga (kW) CTL (kmol) T (K) Carga (kW) CTL (kmol) 0 456.43 -255.2 0 493.15 254 8
2.04 478.12 -255.37 0.4475 496.18 252.80 7.5525 Tabla 3.5.4. Consideraciones para el simulador.
Alimentación Fondo Destilado
Consideración Flujo molar (kmol/hr)
CRE 0.5 ≈0 0.5 TJE 1 0.0795 0.9205 LME 0.5 0.318 0.182 CTL 8 7.5525 0.4475
Flujo total 10 7.95 2.05 Flujo total (kg/hr) 1506.38 1202.551 303.8292 Flujo total (L/min) 25.11 24.08 11.30 Temparatura (K) 298.15 496.18 469.47
Presión (atm) 1 1.34 1 Fracción de vapor 0 ≈0 ≈0 Fracción de líquido 1 ≈1 ≈1 Entalpía (cal/mol) -29,044.38 -15,249.10 -16,881.29
Entropía (cal/mol-K) -194.21 -159.18 -164.39 Densidad (mol/cm3) 0.00663 0.00550 0.00301 Densidad (g/cm3) 0.999 0.831 0.448
Masa molecular promedio 150.63 151.17 148.53 Tabla 3.5.5. Consideraciones para el simulador.
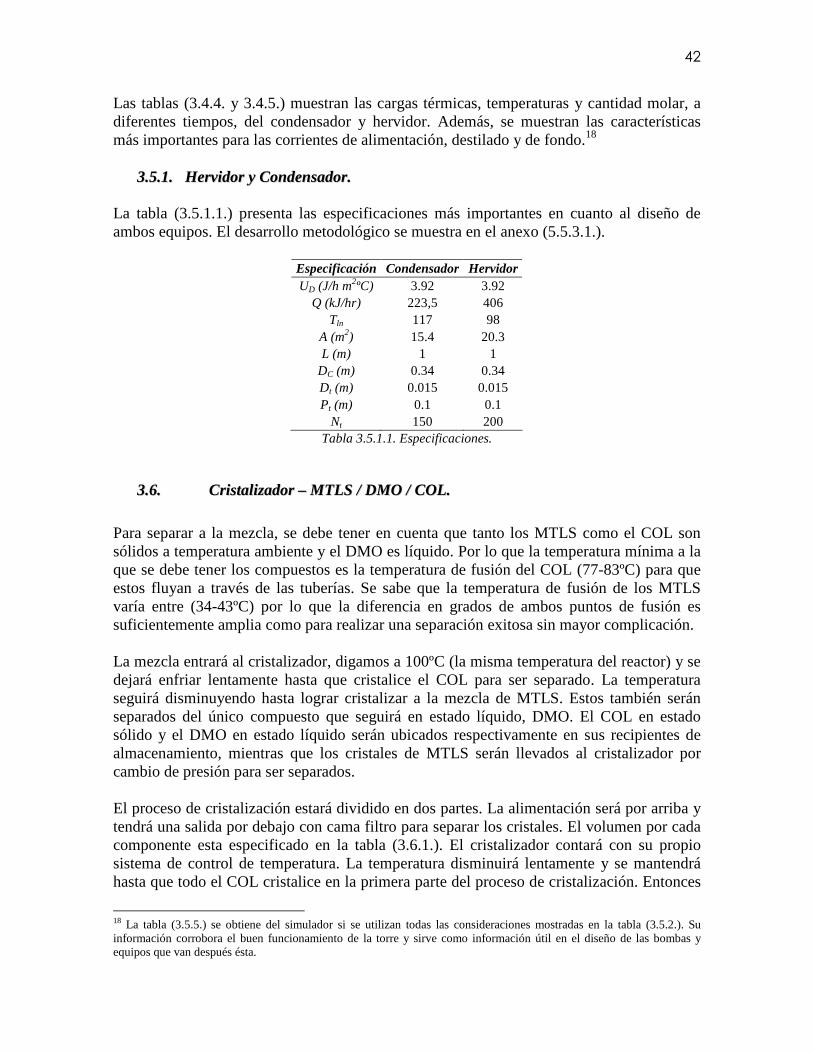
42
Las tablas (3.4.4. y 3.4.5.) muestran las cargas térmicas, temperaturas y cantidad molar, a diferentes tiempos, del condensador y hervidor. Además, se muestran las características más importantes para las corrientes de alimentación, destilado y de fondo.18
33..55..11.. HHeerrvviiddoorr yy CCoonnddeennssaaddoorr.. La tabla (3.5.1.1.) presenta las especificaciones más importantes en cuanto al diseño de ambos equipos. El desarrollo metodológico se muestra en el anexo (5.5.3.1.).
Especificación Condensador Hervidor UD (J/h m2ºC) 3.92 3.92
Q (kJ/hr) 223,5 406 Tln 117 98
A (m2) 15.4 20.3 L (m) 1 1
DC (m) 0.34 0.34 Dt (m) 0.015 0.015 Pt (m) 0.1 0.1
Nt 150 200 Tabla 3.5.1.1. Especificaciones.
33..66.. CCrriissttaall iizzaaddoorr –– MMTTLLSS // DDMMOO // CCOOLL..
Para separar a la mezcla, se debe tener en cuenta que tanto los MTLS como el COL son sólidos a temperatura ambiente y el DMO es líquido. Por lo que la temperatura mínima a la que se debe tener los compuestos es la temperatura de fusión del COL (77-83ºC) para que estos fluyan a través de las tuberías. Se sabe que la temperatura de fusión de los MTLS varía entre (34-43ºC) por lo que la diferencia en grados de ambos puntos de fusión es suficientemente amplia como para realizar una separación exitosa sin mayor complicación. La mezcla entrará al cristalizador, digamos a 100ºC (la misma temperatura del reactor) y se dejará enfriar lentamente hasta que cristalice el COL para ser separado. La temperatura seguirá disminuyendo hasta lograr cristalizar a la mezcla de MTLS. Estos también serán separados del único compuesto que seguirá en estado líquido, DMO. El COL en estado sólido y el DMO en estado líquido serán ubicados respectivamente en sus recipientes de almacenamiento, mientras que los cristales de MTLS serán llevados al cristalizador por cambio de presión para ser separados. El proceso de cristalización estará dividido en dos partes. La alimentación será por arriba y tendrá una salida por debajo con cama filtro para separar los cristales. El volumen por cada componente esta especificado en la tabla (3.6.1.). El cristalizador contará con su propio sistema de control de temperatura. La temperatura disminuirá lentamente y se mantendrá hasta que todo el COL cristalice en la primera parte del proceso de cristalización. Entonces
18 La tabla (3.5.5.) se obtiene del simulador si se utilizan todas las consideraciones mostradas en la tabla (3.5.2.). Su información corrobora el buen funcionamiento de la torre y sirve como información útil en el diseño de las bombas y equipos que van después ésta.
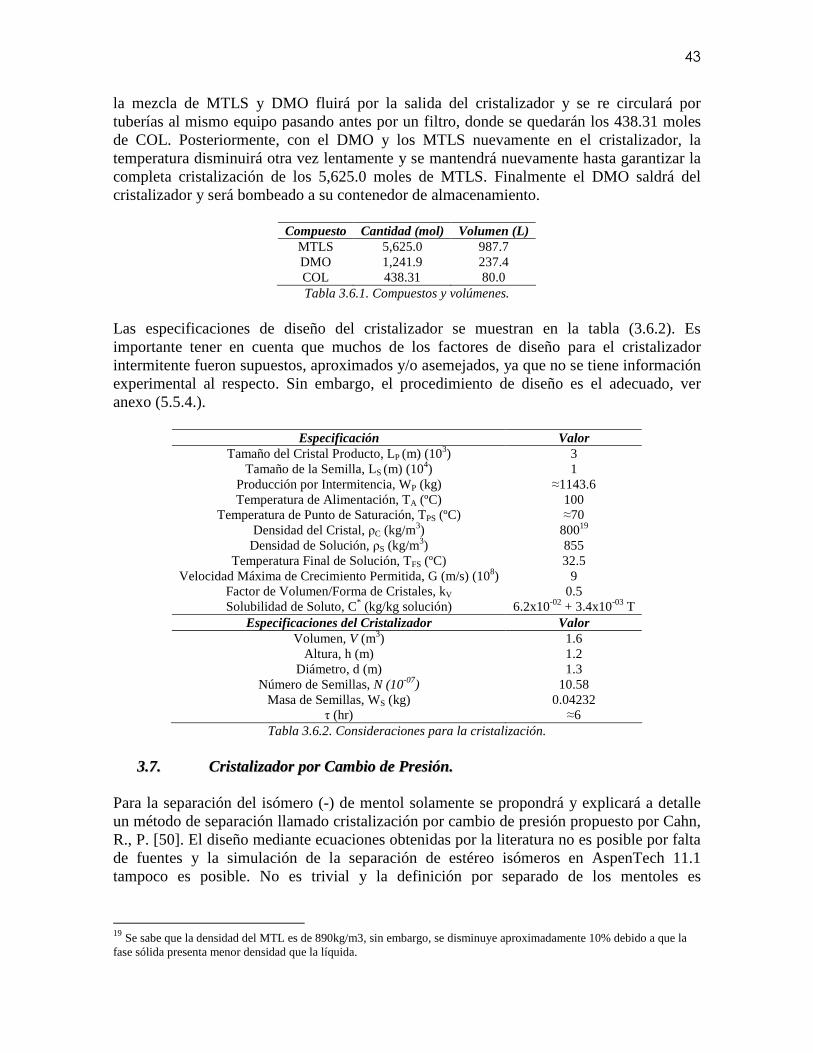
43
la mezcla de MTLS y DMO fluirá por la salida del cristalizador y se re circulará por tuberías al mismo equipo pasando antes por un filtro, donde se quedarán los 438.31 moles de COL. Posteriormente, con el DMO y los MTLS nuevamente en el cristalizador, la temperatura disminuirá otra vez lentamente y se mantendrá nuevamente hasta garantizar la completa cristalización de los 5,625.0 moles de MTLS. Finalmente el DMO saldrá del cristalizador y será bombeado a su contenedor de almacenamiento.
Compuesto Cantidad (mol) Volumen (L) MTLS 5,625.0 987.7 DMO 1,241.9 237.4 COL 438.31 80.0 Tabla 3.6.1. Compuestos y volúmenes.
Las especificaciones de diseño del cristalizador se muestran en la tabla (3.6.2). Es importante tener en cuenta que muchos de los factores de diseño para el cristalizador intermitente fueron supuestos, aproximados y/o asemejados, ya que no se tiene información experimental al respecto. Sin embargo, el procedimiento de diseño es el adecuado, ver anexo (5.5.4.).
Especificación Valor Tamaño del Cristal Producto, LP (m) (103) 3
Tamaño de la Semilla, LS (m) (104) 1 Producción por Intermitencia, WP (kg) ≈1143.6 Temperatura de Alimentación, TA (ºC) 100
Temperatura de Punto de Saturación, TPS (ºC) ≈70 Densidad del Cristal, ρC (kg/m3) 80019 Densidad de Solución, ρS (kg/m3) 855
Temperatura Final de Solución, TFS (ºC) 32.5 Velocidad Máxima de Crecimiento Permitida, G (m/s) (108) 9
Factor de Volumen/Forma de Cristales, kV 0.5 Solubilidad de Soluto, C* (kg/kg solución) 6.2x10-02 + 3.4x10-03 T
Especificaciones del Cristalizador Valor Volumen, V (m3) 1.6
Altura, h (m) 1.2 Diámetro, d (m) 1.3
Número de Semillas, N (10-07) 10.58 Masa de Semillas, WS (kg) 0.04232
τ (hr) ≈6 Tabla 3.6.2. Consideraciones para la cristalización.
33..77.. CCrriissttaall iizzaaddoorr ppoorr CCaammbbiioo ddee PPrreessiióónn..
Para la separación del isómero (-) de mentol solamente se propondrá y explicará a detalle un método de separación llamado cristalización por cambio de presión propuesto por Cahn, R., P. [50]. El diseño mediante ecuaciones obtenidas por la literatura no es posible por falta de fuentes y la simulación de la separación de estéreo isómeros en AspenTech 11.1 tampoco es posible. No es trivial y la definición por separado de los mentoles es
19 Se sabe que la densidad del MTL es de 890kg/m3, sin embargo, se disminuye aproximadamente 10% debido a que la fase sólida presenta menor densidad que la líquida.

44
insuficiente. Por lo que en esta etapa de separación, el diseño y la estimación de costos se hará con los factores conocidos. Se sabe que si se utiliza la técnica de cristalizar una mezcla saturada, líquido del mismo material fundido (melt) o solución, mediante la elevación de la presión, puede ser ventajosa en la separación de mezclas racémicas, y para la recuperación y purificación de isómeros ópticos. Esto se basa en el hecho que cuando se somete a una mezcla saturada a un incremento de presión, la sobre saturación puede ocurrir y retrasará el inicio de la cristalización más allá de la presión predicha por la termodinámica y la fase en equilibrio. El sistema sobre saturado puede ser explotado colocando una semilla de cristal del isómero óptico deseado, el cual, cristalizará alrededor de las semillas de cristal introducidas. La principal ventaja de utilizar la cristalización por cambio de presión y no mediante el control de la temperatura, es debido a que el control de la última siempre provocará gradientes. En cambio, la presión puede ser aplicada a todo el sistema, mientras que enfriando un sistema saturado (solución o líquido fundido) inevitablemente producirá zonas en las que la cristalización incipiente ocurrirá. Incluso, la agitación, como fuente inicial de cristalización, es innecesaria en el sistema a presión. Si el punto de fusión es muy elevado, un solvente puede ser introducido en cantidad suficiente para causar una depresión del punto de fusión, de esta manera, la separación puede ser llevada a cabo a temperaturas suficientemente bajas y estar ubicados de manera segura por debajo de la temperatura de descomposición. El solvente electo (solamente en caso de ser necesario) debe ser fácilmente separable del isómero recuperado mediante métodos convencionales como destilación, extracción, flasheo, lavado con agua, etc. Dicho sistema es aplicable perfectamente en la separación de (-) mentol. Mientras que los isómeros resultantes podrían ser enviados a un isomerizador, permitiendo eventualmente la conversión en el isómero dexo rotatorio. Los isómeros (+) y (-) tienen puntos de fusión entre 28-38 ºC, por lo tanto, no es necesario la introducción de un solvente para operar a temperaturas razonables. En primer lugar, la mezcla en cuestión es fundida prior a su colocación en el tanque a presión y su temperatura se ajusta cercanamente a su punto de fusión atmosférico (±1ºC). Podría ser ventajoso colocar en la mezcla líquida las semillas del isómero que se desea cristalice. Se debe tener mucho cuidado de realizar este último paso en la brevedad posible con el fin de evitar que se fundan los cristales semilla. El tiempo entre la preparación de la mezcla y su introducción en el tanque a presión deberá ser muy corto (aprox. 5 segundos). Después de que la mezcla de MTLS es inyectada al tanque, la presión es incrementada hasta alcanzar la presión de cristalización por un periodo de tiempo menor a 1 minuto. La presión de cristalización puede ser del orden de 100-2000kgf/cm2. La presión es mantenida por un tiempo de entre 10s y 2min para permitir el equilibrio y el crecimiento de cristales. Al mismo tiempo la válvula de descarga de líquido es abierta y dejar escapar al líquido madre. Entonces, la presión es disminuida gradualmente, lo cual permite la fusión de algo de los cristales. Esto último permite un lavado de cristales y remueve las impurezas indeseables. Cuando la presión alcanza la atmosférica, se remueven los cristales del tanque para dejar entrar una carga fresca lista para ser cristalizada. Es conveniente que se repita el ciclo de presurizar-despresurizar varias veces para garantizar cristalizaciones exitosas, elevando así, la pureza del producto.
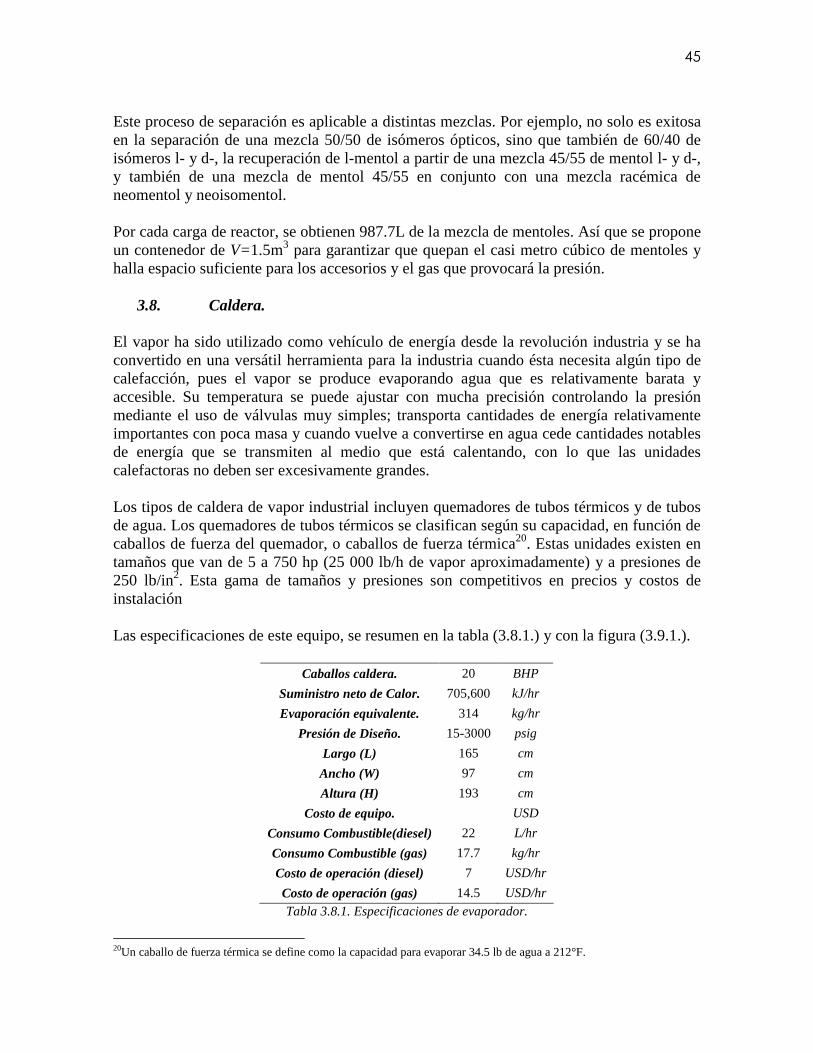
45
Este proceso de separación es aplicable a distintas mezclas. Por ejemplo, no solo es exitosa en la separación de una mezcla 50/50 de isómeros ópticos, sino que también de 60/40 de isómeros l- y d-, la recuperación de l-mentol a partir de una mezcla 45/55 de mentol l- y d-, y también de una mezcla de mentol 45/55 en conjunto con una mezcla racémica de neomentol y neoisomentol. Por cada carga de reactor, se obtienen 987.7L de la mezcla de mentoles. Así que se propone un contenedor de V=1.5m3 para garantizar que quepan el casi metro cúbico de mentoles y halla espacio suficiente para los accesorios y el gas que provocará la presión.
3.8. Caldera. El vapor ha sido utilizado como vehículo de energía desde la revolución industria y se ha convertido en una versátil herramienta para la industria cuando ésta necesita algún tipo de calefacción, pues el vapor se produce evaporando agua que es relativamente barata y accesible. Su temperatura se puede ajustar con mucha precisión controlando la presión mediante el uso de válvulas muy simples; transporta cantidades de energía relativamente importantes con poca masa y cuando vuelve a convertirse en agua cede cantidades notables de energía que se transmiten al medio que está calentando, con lo que las unidades calefactoras no deben ser excesivamente grandes. Los tipos de caldera de vapor industrial incluyen quemadores de tubos térmicos y de tubos de agua. Los quemadores de tubos térmicos se clasifican según su capacidad, en función de caballos de fuerza del quemador, o caballos de fuerza térmica20. Estas unidades existen en tamaños que van de 5 a 750 hp (25 000 lb/h de vapor aproximadamente) y a presiones de 250 lb/in2. Esta gama de tamaños y presiones son competitivos en precios y costos de instalación Las especificaciones de este equipo, se resumen en la tabla (3.8.1.) y con la figura (3.9.1.).
Caballos caldera. 20 BHP
Suministro neto de Calor. 705,600 kJ/hr
Evaporación equivalente. 314 kg/hr
Presión de Diseño. 15-3000 psig
Largo (L) 165 cm
Ancho (W) 97 cm
Altura (H) 193 cm
Costo de equipo. USD
Consumo Combustible(diesel) 22 L/hr
Consumo Combustible (gas) 17.7 kg/hr
Costo de operación (diesel) 7 USD/hr
Costo de operación (gas) 14.5 USD/hr
Tabla 3.8.1. Especificaciones de evaporador.
20Un caballo de fuerza térmica se define como la capacidad para evaporar 34.5 lb de agua a 212°F.
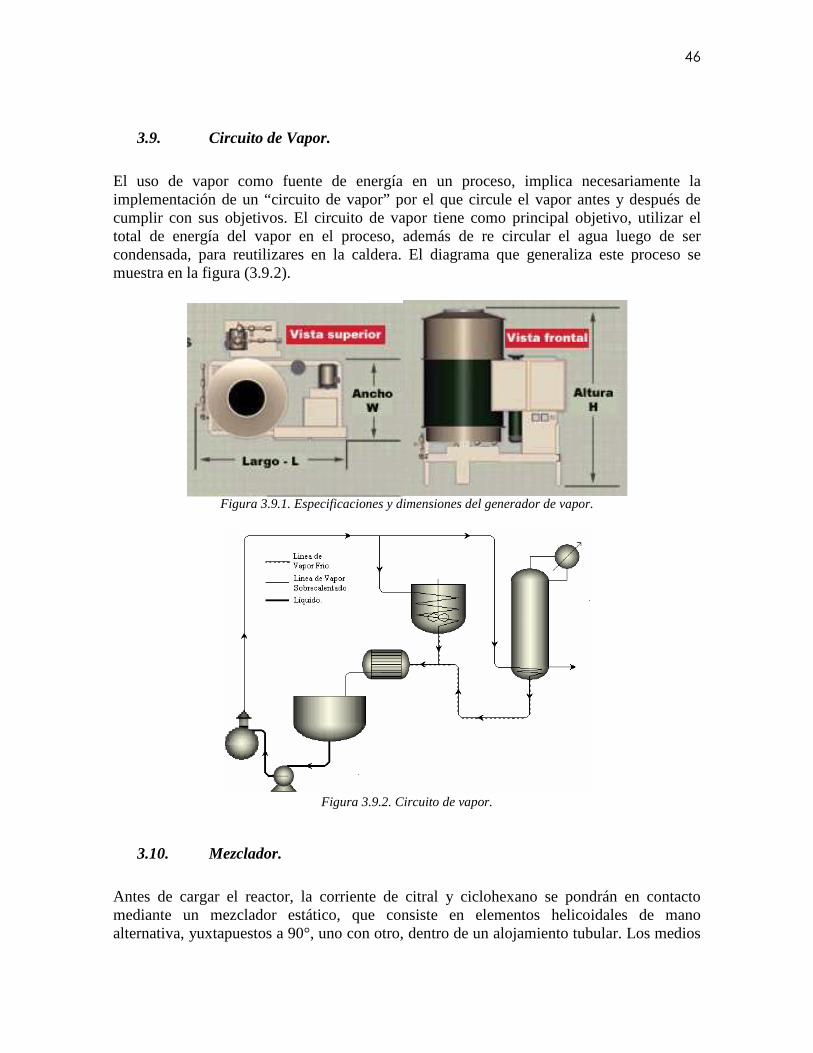
46
3.9. Circuito de Vapor.
El uso de vapor como fuente de energía en un proceso, implica necesariamente la implementación de un “circuito de vapor” por el que circule el vapor antes y después de cumplir con sus objetivos. El circuito de vapor tiene como principal objetivo, utilizar el total de energía del vapor en el proceso, además de re circular el agua luego de ser condensada, para reutilizares en la caldera. El diagrama que generaliza este proceso se muestra en la figura (3.9.2).
Figura 3.9.1. Especificaciones y dimensiones del generador de vapor.
Figura 3.9.2. Circuito de vapor.
3.10. Mezclador.
Antes de cargar el reactor, la corriente de citral y ciclohexano se pondrán en contacto mediante un mezclador estático, que consiste en elementos helicoidales de mano alternativa, yuxtapuestos a 90°, uno con otro, dentro de un alojamiento tubular. Los medios
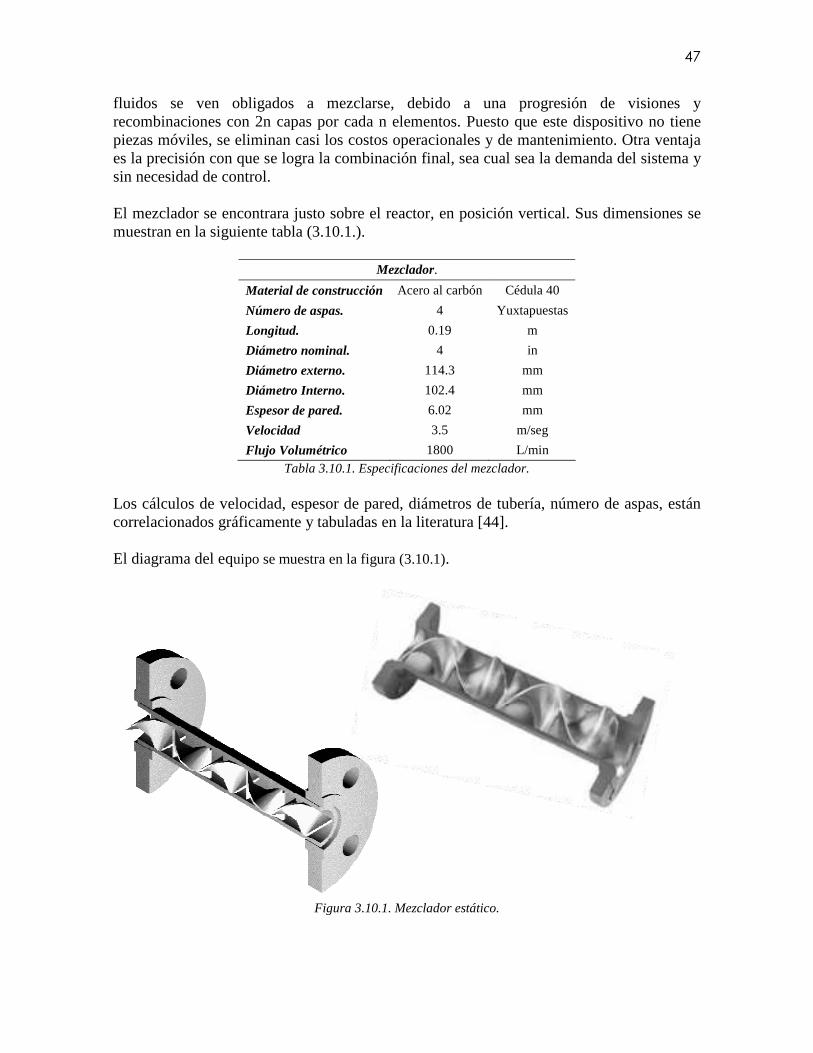
47
fluidos se ven obligados a mezclarse, debido a una progresión de visiones y recombinaciones con 2n capas por cada n elementos. Puesto que este dispositivo no tiene piezas móviles, se eliminan casi los costos operacionales y de mantenimiento. Otra ventaja es la precisión con que se logra la combinación final, sea cual sea la demanda del sistema y sin necesidad de control. El mezclador se encontrara justo sobre el reactor, en posición vertical. Sus dimensiones se muestran en la siguiente tabla (3.10.1.).
Mezclador.
Material de construcción Acero al carbón Cédula 40
Número de aspas. 4 Yuxtapuestas
Longitud. 0.19 m
Diámetro nominal. 4 in
Diámetro externo. 114.3 mm
Diámetro Interno. 102.4 mm
Espesor de pared. 6.02 mm
Velocidad 3.5 m/seg
Flujo Volumétrico 1800 L/min Tabla 3.10.1. Especificaciones del mezclador.
Los cálculos de velocidad, espesor de pared, diámetros de tubería, número de aspas, están correlacionados gráficamente y tabuladas en la literatura [44]. El diagrama del equipo se muestra en la figura (3.10.1).
Figura 3.10.1. Mezclador estático.
48
33..1111.. TTaannqquueess ddee AAllmmaacceennaammiieennttoo..
La planta contará con un área de almacenamiento de materias primas, donde se encontraran los tanques mayores y tanques de gases, mientras que la estructura modular de la planta, contará con tanques de día, en los cuales se almacenará la materia prima, que cumple con las reglas de calidad para llevar a cabo la reacción. Dado que el Citral, se comprará con un grado de pureza menor al que se requiere, será necesario hacerlo pasar por un proceso de purificación en una torre de destilación discontinua, luego, se almacenará en tanques de día, a lo alto de la torre modular, mismo lugar donde se tendrá un tanque de agua que alimentará el sistema de calentamiento con vapor (circuito de vapor), que servirá también para contener el agua de lavado de equipo y emergencia, además, un tanque de solvente, mezcla de ciclohexano fresco y recirculado. Para cumplir con la demanda de (-) mentol que se ha propuesto, se requerirán:
Citral Ciclohexano 3,7 DMO Citronelol (-)-Mentol Mentoles L/día 1263.43 3156.9 235.6 81.84 355.56 kg/día 1111.39 2959.2 195.08 69.97 560 316.44
L/semana 6317.15 15784.5 1178 409.2 1777.8 L/semana 5556.95 14796 975.4 349.85 2800 1582.2
L/mes 27264.8194 68125.902 5084.248 1766.1072 7680.1 kg/mes 23983.7962 63859.536 4209.8264 1509.9526 12084.8 6835.1 L/año 327228.37 817637.1 61020.4 21196.56 92090 kg/año 287850.01 766432.8 50525.72 18122.23 145040 81957.96
Tabla 3.11.1. Requerimientos en volumen por unidad de tiempo. Con base en la tabla (3.11.1) se decidirá los tipos de tanques de almacenamiento que habrá tanto en la cúspide de la torre modular, como en el área de tanques mayores. En la parte alta de la torre, se tendrán tres tanques de día: (en realidad abastecen 5 días), cuyas especificaciones se muestran en la siguiente tabla:
Contenedor: Citral Ciclohexano Agua Unidad
Uso Reactivo Solvente - -
Volumen 6500 6500 6500 lt
Masa Contenida 5772 5063.5 6500 kg
Abastecimiento 5 2 5 días
Tipo de tanque Cilíndrico Vertical
Cilíndrico Vertical
Cilíndrico Vertical
-
Material de Construcción.
Acero Inoxidable
Acero Inoxidable
Acero Inoxidable
cedula 5
Altura 2.1 2.1 2.1 m
Radio 1 1 1 m Tabla 3.11.2. Especificaciones de tanques de día.

49
Dado que estos tanques son de almacenamiento de reactivos puros, deberán abastecer una semana de producción, mientras que, los tanques mayores tendrán reserva para un mes de producción, lo mismo que los tanques de subproductos. Es necesario tomar en cuenta el peligro de explosión por el tipo de materiales almacenados, sin embargo este riesgo no es importante, pues el material mas flamable entre los líquidos tratados es el Ciclohexano, considerado por la NFPA21 y la HMIS22 de 3er grado de riesgo de flamabilidad, compuesto por moléculas bien estables, presenta riesgo de explosión al ser expuesto a fuego directo, fuentes de calor o chispas. Su punto de auto ignición esta cerca de los 245°C, temperatura alejada de las condiciones de almacenamiento. El citral, citronellal y mentoles son considerados de 2º grado de riesgo de inflamabilidad, pese que son combustibles, el riesgo de explosión se presenta solo en caso de contacto con fuentes de calor, chispas o exposición directa con fuego23. Por lo antes mencionado, además de que los componentes a almacenar, pueden oxidarse en presencia de CO, CO2 y aire, sin por esto olvidar que son volátiles, deberán ser almacenados en tanques que los aíslen bien, por lo que se propone un tanque de techo flotante para el almacenamiento de Citral y Ciclohexano, y tanques cilíndricos con base plana, a nivel de suelo, y techos cónicos para el resto de los compuestos. El diagrama de tanques de techo interno flotante, se muestra en la figura (3.11.1). Figura 3.11.1. Diagrama de tanque de techo flotante. Un resumen de las necesidades de almacenamiento de cada compuesto se presenta en la tabla (3.11.3.).
Contenedor de CTL CHX Agua DMO COL (-) MTL Otros MTLS Cantidad 1 1 1 1 1 1 1
Uso M.T. S. Varios S.P. S.P. P. S.P. Volumen Requerido (L) 27,264.9 15,784.5 45,500 5,084.3 1,766.1 13,578.5 7,680.1
Volumen Real (L) 30,000.0 16,000.0 50,000 5,600 2,000 15,000 8,400 % Sobre dimensionado 10 1.30 10 10 13 10 9.30 Masa contenida (kg) 23,983.8 14,796.0 50000 4,209.8 1,510 12,084.8 6,835.1 Días que abastece 30 5 7 30 30 30 30
Tipo de tanque T.F. T.F. E. V. V. H. V. Material de construcción A.C. A.C. A.C. A.C. A.C. A.C. A.C.
Altura 3 2.3 4.6 2.8 1.8 Radio 1.8 1.5 2.3 0.8 0.6
Tabla 3.11.3. Especificaciones de tanques de almacenamiento. Donde A.C. se refiere a “acero al carbón”, T.F. a “techo flotante”, E. a “elevado”, H. a “horizontal”, V. a “vertical”, S. a “solvente”, S.P. a “subproducto”, P. a “producto”.
21 National Fire Protection Association (USA) 22 Hazardous Materials Identification System. (USA) 23 Ver anexo (5.1.)correspondiente a hojas de seguridad.
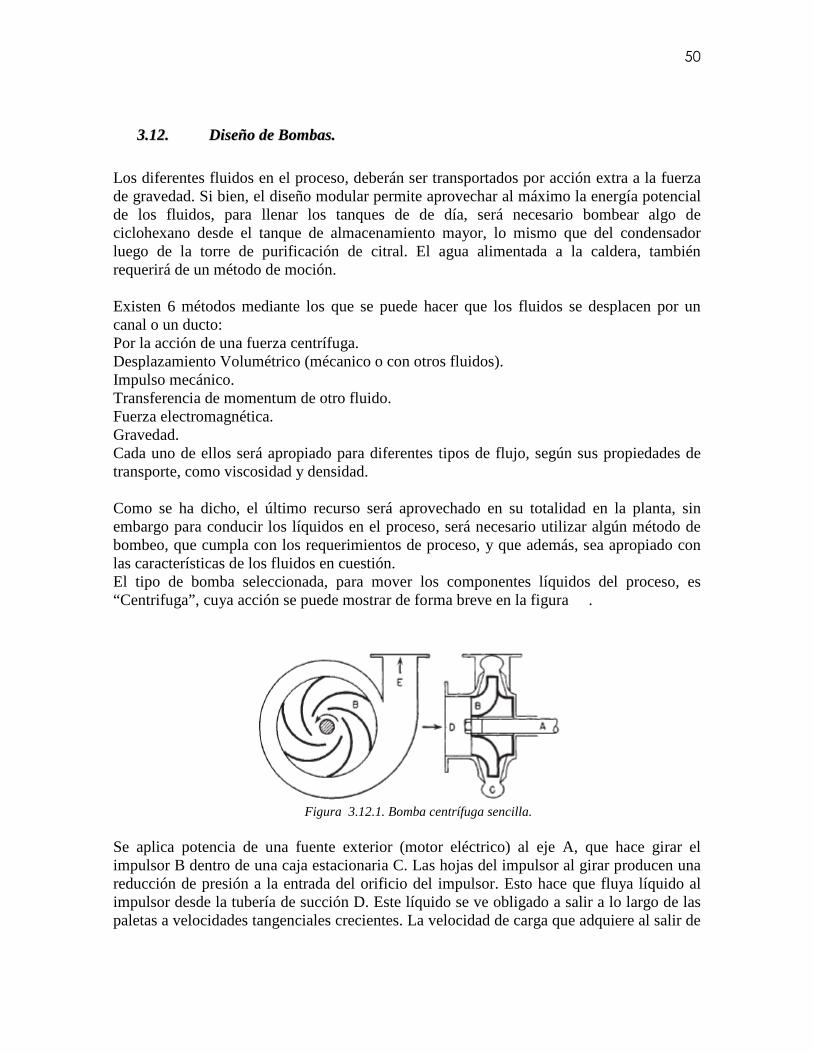
50
33..1122.. DDiisseeññoo ddee BBoommbbaass..
Los diferentes fluidos en el proceso, deberán ser transportados por acción extra a la fuerza de gravedad. Si bien, el diseño modular permite aprovechar al máximo la energía potencial de los fluidos, para llenar los tanques de de día, será necesario bombear algo de ciclohexano desde el tanque de almacenamiento mayor, lo mismo que del condensador luego de la torre de purificación de citral. El agua alimentada a la caldera, también requerirá de un método de moción. Existen 6 métodos mediante los que se puede hacer que los fluidos se desplacen por un canal o un ducto: Por la acción de una fuerza centrífuga. Desplazamiento Volumétrico (mécanico o con otros fluidos). Impulso mecánico. Transferencia de momentum de otro fluido. Fuerza electromagnética. Gravedad. Cada uno de ellos será apropiado para diferentes tipos de flujo, según sus propiedades de transporte, como viscosidad y densidad. Como se ha dicho, el último recurso será aprovechado en su totalidad en la planta, sin embargo para conducir los líquidos en el proceso, será necesario utilizar algún método de bombeo, que cumpla con los requerimientos de proceso, y que además, sea apropiado con las características de los fluidos en cuestión. El tipo de bomba seleccionada, para mover los componentes líquidos del proceso, es “Centrifuga”, cuya acción se puede mostrar de forma breve en la figura .
Figura 3.12.1. Bomba centrífuga sencilla. Se aplica potencia de una fuente exterior (motor eléctrico) al eje A, que hace girar el impulsor B dentro de una caja estacionaria C. Las hojas del impulsor al girar producen una reducción de presión a la entrada del orificio del impulsor. Esto hace que fluya líquido al impulsor desde la tubería de succión D. Este líquido se ve obligado a salir a lo largo de las paletas a velocidades tangenciales crecientes. La velocidad de carga que adquiere al salir de
51
las puntas de las paletas, se convierte en carga de presión conforme pasa el líquido a la cámara espiral y, de esta última, a la descarga E. La bomba centrifuga es el tipo que se utiliza más en la industria química para transferir líquidos de todos tipos (materia prima, material de fabricación y producto terminado) así como en los servicios generales de abastecimiento de agua. Las bombas centrifugas de etapa simple existen en capacidades desde 3 hasta 100 000 gal/min, para cargas (presiones) de hasta 1 600 ft. Las ventajas primordiales de una bomba centrifuga son la simplicidad, el bajo costo inicial, el flujo uniforme, el pequeño espacio necesario para su instalación, los bajos costos de mantenimiento y operación, y la capacidad de adaptación para su uso con impulsos por motor o turbina. El material de construcción de las bombas centrifugas es variado, y puede realizarse, según las necesidades de desgaste, corrosión, seguridad, contaminación de líquidos, etc, desde acero al carbón, inoxidable, vidriado, o con recubrimientos de caucho, cerámica y diferentes plásticos. Según el diagrama de proceso en la figura , se requerirán de bombas. 1 bomba para vaciado Citral (tanque mensual) 1 bomba para vaciado Ciclohexano. (tanque mensual) 1 bomba para agua. (alimentación caldera) 1 bomba mix rxn alimentación torre de purificación ciclohexano. Dado que todos los fluidos, son de densidad igual o menor que la densidad del agua, y el trayecto en tuberías no es en ningún caso mayor a los 100m, la pérdida de presión en las tuberías no es significativa incluso contado los accesorios y codos. Luego de un balance de energía mecánica, se decide que la potencia necesaria de las bombas en el proceso, no es mayor a medio caballo, por lo que se compraran todas las bombas iguales24.
24 Ver sección 5.5.6.
52
44.. CCaappííttuulloo CCuuaarrttoo..
En este capítulo, se desarrolla el análisis económico correspondiente a la creación de la planta productora de (-) mentol en Tlalnepantla, Estado de México. Después de haber desarrollado el análisis del diagrama de proceso y diseñado los equipos propuestos para el proceso, el siguiente paso es la determinación del costo de cada equipo. Por ello, a continuación se presentan los pasos que se siguieron para la obtención de los estimados del capital fijo:
~ Determinar el precio de compra de cada uno de los equipos principales dentro del diagrama de proceso a partir de las gráficas propuestas por Ulrich [41].
~ Escalamiento de precios, usando índices de costo apropiados del año 2007. ~ Multiplicar cada precio corregido a la actualidad CP,i por el factor de instalación
para determinar la contribución base modular de cada equipo. CCS
BM,I = FCSBM,I X CP,i.
~ En caso de que los componentes estén construidos por materiales especiales (distintos al acero al carbón), o bien, diseñados de manera distinta debido a presiones elevadas o temperaturas especiales, determinar de los factores de material y presión de las tablas [41], y construir un factor modular actual Fa
BM,i. ~ Multiplicar los precios de compra actualizados CP,i por factores modulares actuales
para obtener los costos modulares CaBM,i para equipo de aleación o servicios
importantes. Ca
BM,i = FaBM,i X CP,i.
~ Sumar los costos modulares para obtener el costo base modular total, o bien, costo modular actual total.
CCSTBM = ∑CCS
BM,i CaTBM = ∑Ca
BM,i ~ Multiplicar Ca
TBM por 1.18 para tomar en cuenta contingencias e impuestos, obteniendo el capital modular total CTM. Este es el capital fijo necesario por instalaciones de equipo fuera de límites dentro de una planta en donde existen facilidades auxiliares y adecuadas. En caso de existir un proceso no convencional, CTM debe ser multiplicado por un factor de contingencia adicional.
~ Si las estimaciones son para una panta completamente nueva, se deberá multiplicar el costo modular base total CCS
TBM por 0.3 y adicionarlo a CTM, dando así un capital fijo para planta de suburbio.

53
4.1. Análisis Económico.
A continuación se presenta la tabla (4.1.1), en donde se muestra el costo de cada uno de los equipos principales del proceso.
Equipo Precio (dólares) H2Omes 845.7 H2Odía 116.3 CTLmes 422.85 CTLdía 116.3
CHXmes 317.15 CHXdía 116.3
M 2,301 R 354,250 F 62
B-1 53.5 TD-1 515,010 TD-2 371,290 B-2 53.5 B-3 53.5 C-1 70,411
DMO 148 COL 60 B-4 53.5 C-2 295,909
D-MTL 190.3 MTLS 211.43 Caldera 2,500 Tubería 1,500
Tabla 4.1.1. Costo de Equipo. Ya con el costo del equipo y su instalación, es necesario evaluar la Tasa Interna de Retorno (TIR), que es un índice, medida de equivalencia, o base de comparación capaz de resumir las diferencias de importancia que existen entre las alternativas de inversión, es decir, es un índice de rentabilidad ampliamente aceptado. Está definida como la tasa de interés que reduce a cero el valor presente, el valor futuro, o el valor anual equivalente de una serie de ingresos y egresos.

54
Figura 4.1.1. Gráficas de valor presente, valor futuro y valor anual equivalente en función de la tasa de interés. Otro índice de rentabilidad es la Tasa de Rendimiento Mínima Atractiva (TREMA), es decir, la tasa de interés mínima que el proyecto demanda para que permita cubrir: La totalidad de la inversión inicial. Los egresos de operación. Los intereses que deberán pagarse por aquella parte de la inversión financiada con capital ajeno a los inversionistas del proyecto. La rentabilidad que el inversionista exige a su propio capital invertido por la tasa que prevalece en el mercado. Cuando existen dudas acerca de la evaluación de riesgo que se corre con la inversión, o con las ganancias estimadas, se recomienda calcular la TREMA de la siguiente manera: TREMA = Tasa de interés (CETES) + inflación + (cetes x inflación) Según el Banco de México, la tasa de interés que prevalece en el mercado es de 7.8000 para el 16 de agosto de 2007, 7.7950 para el 23 del mismo y 7.7570 para el 30 del mismo mes y año.25 Mientras que la TIIE a 28 días se muestra como sigue en las últimas fechas: Aunque parece ir en descenso, se observa lo contrario al revisar el historial de la TIIE a 28 días, publicado por el Banco de México en su página de internet26, como se muestra en la tabla 4.1.2
25 La Tasa de interés interbancaria de equilibrio (TIIE) a 91 días se determina por el Banco de México con base en cotizaciones presentadas por las instituciones de crédito, teniendo como fecha de inicio la publicación en el Diario Oficial de la Federación. El procedimiento de cálculo de dicha tasa se establece en la Circular 2019/95 emitida por el Banco de México. Esta serie toma como referencia de inicio su fecha de publicación en el DOF. 26 http://www.banxico.org.mx/eInfoFinanciera/FSinfoFinanciera.html
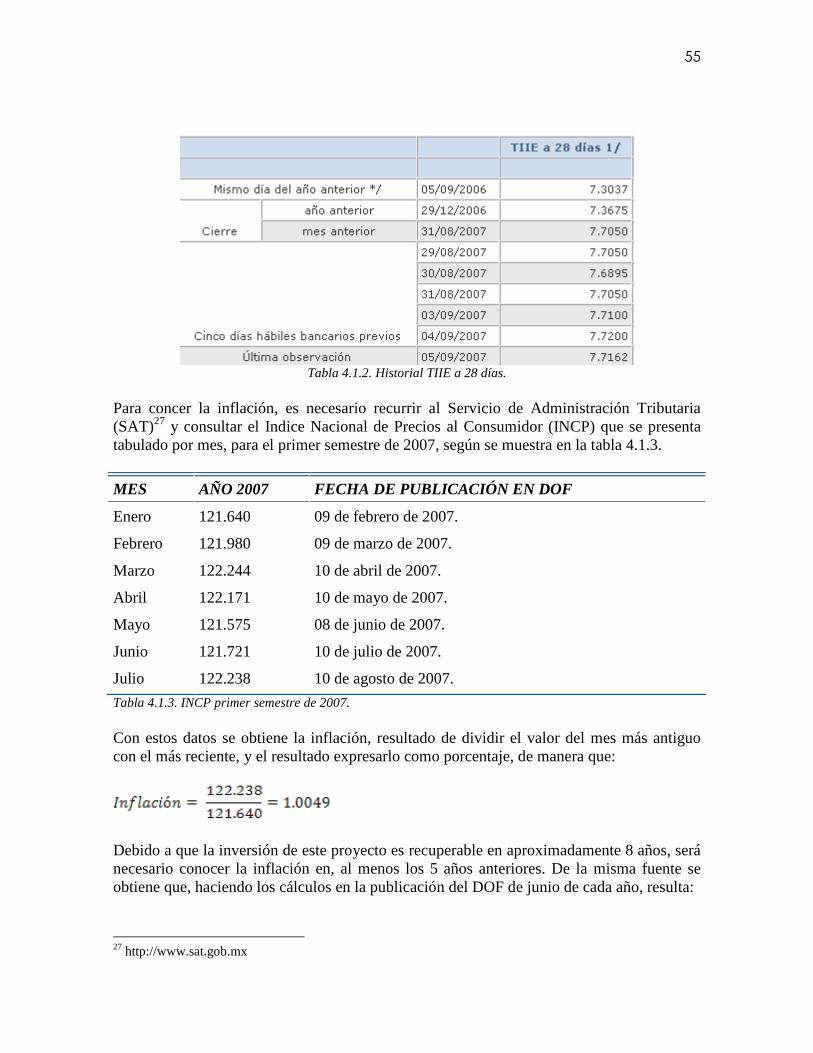
55
Tabla 4.1.2. Historial TIIE a 28 días.
Para concer la inflación, es necesario recurrir al Servicio de Administración Tributaria (SAT)27 y consultar el Indice Nacional de Precios al Consumidor (INCP) que se presenta tabulado por mes, para el primer semestre de 2007, según se muestra en la tabla 4.1.3.
MES AÑO 2007 FECHA DE PUBLICACIÓN EN DOF
Enero 121.640 09 de febrero de 2007.
Febrero 121.980 09 de marzo de 2007.
Marzo 122.244 10 de abril de 2007.
Abril 122.171 10 de mayo de 2007.
Mayo 121.575 08 de junio de 2007.
Junio 121.721 10 de julio de 2007.
Julio 122.238 10 de agosto de 2007.
Tabla 4.1.3. INCP primer semestre de 2007. Con estos datos se obtiene la inflación, resultado de dividir el valor del mes más antiguo con el más reciente, y el resultado expresarlo como porcentaje, de manera que:
Debido a que la inversión de este proyecto es recuperable en aproximadamente 8 años, será necesario conocer la inflación en, al menos los 5 años anteriores. De la misma fuente se obtiene que, haciendo los cálculos en la publicación del DOF de junio de cada año, resulta:
27 http://www.sat.gob.mx
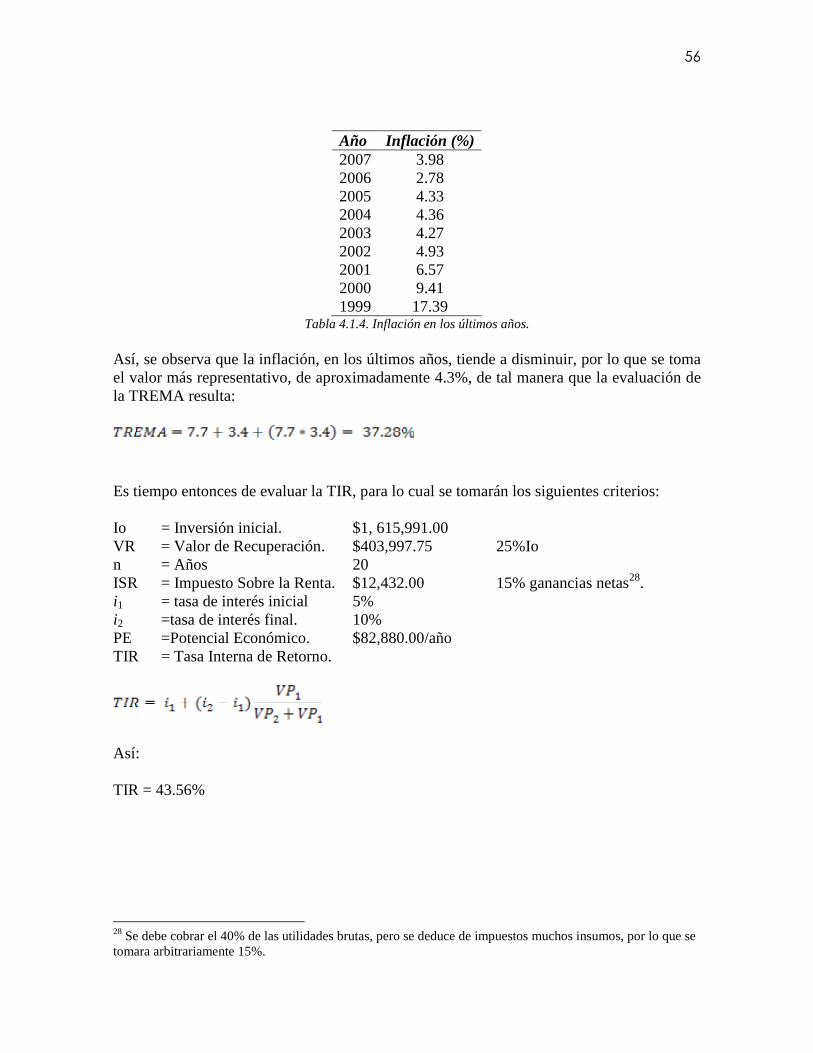
56
Año Inflación (%) 2007 3.98 2006 2.78 2005 4.33 2004 4.36 2003 4.27 2002 4.93 2001 6.57 2000 1999
9.41 17.39
Tabla 4.1.4. Inflación en los últimos años. Así, se observa que la inflación, en los últimos años, tiende a disminuir, por lo que se toma el valor más representativo, de aproximadamente 4.3%, de tal manera que la evaluación de la TREMA resulta:
Es tiempo entonces de evaluar la TIR, para lo cual se tomarán los siguientes criterios: Io = Inversión inicial. $1, 615,991.00 VR = Valor de Recuperación. $403,997.75 25%Io n = Años 20 ISR = Impuesto Sobre la Renta. $12,432.00 15% ganancias netas28. i1 = tasa de interés inicial 5% i2 =tasa de interés final. 10% PE =Potencial Económico. $82,880.00/año TIR = Tasa Interna de Retorno.
Así: TIR = 43.56%
28 Se debe cobrar el 40% de las utilidades brutas, pero se deduce de impuestos muchos insumos, por lo que se tomara arbitrariamente 15%.
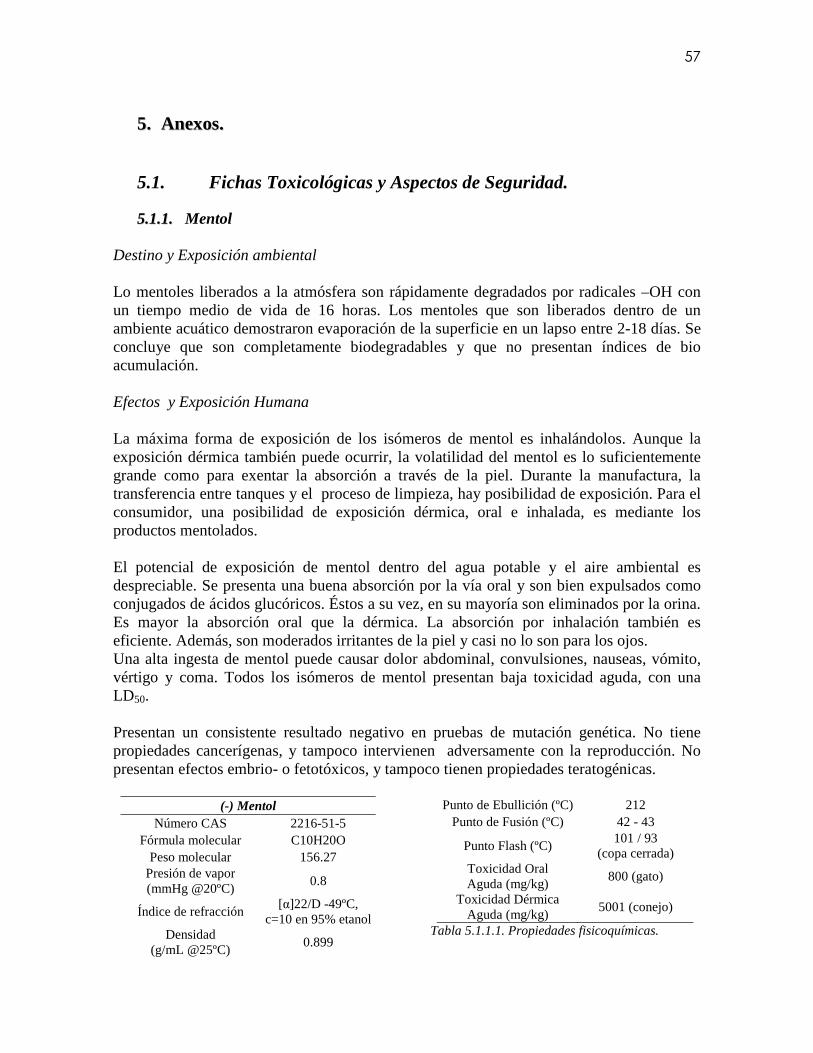
57
55.. AAnneexxooss..
5.1. Fichas Toxicológicas y Aspectos de Seguridad.
55..11..11.. Mentol
Destino y Exposición ambiental Lo mentoles liberados a la atmósfera son rápidamente degradados por radicales –OH con un tiempo medio de vida de 16 horas. Los mentoles que son liberados dentro de un ambiente acuático demostraron evaporación de la superficie en un lapso entre 2-18 días. Se concluye que son completamente biodegradables y que no presentan índices de bio acumulación. Efectos y Exposición Humana La máxima forma de exposición de los isómeros de mentol es inhalándolos. Aunque la exposición dérmica también puede ocurrir, la volatilidad del mentol es lo suficientemente grande como para exentar la absorción a través de la piel. Durante la manufactura, la transferencia entre tanques y el proceso de limpieza, hay posibilidad de exposición. Para el consumidor, una posibilidad de exposición dérmica, oral e inhalada, es mediante los productos mentolados. El potencial de exposición de mentol dentro del agua potable y el aire ambiental es despreciable. Se presenta una buena absorción por la vía oral y son bien expulsados como conjugados de ácidos glucóricos. Éstos a su vez, en su mayoría son eliminados por la orina. Es mayor la absorción oral que la dérmica. La absorción por inhalación también es eficiente. Además, son moderados irritantes de la piel y casi no lo son para los ojos. Una alta ingesta de mentol puede causar dolor abdominal, convulsiones, nauseas, vómito, vértigo y coma. Todos los isómeros de mentol presentan baja toxicidad aguda, con una LD50. Presentan un consistente resultado negativo en pruebas de mutación genética. No tiene propiedades cancerígenas, y tampoco intervienen adversamente con la reproducción. No presentan efectos embrio- o fetotóxicos, y tampoco tienen propiedades teratogénicas.
(-) Mentol Número CAS 2216-51-5
Fórmula molecular C10H20O Peso molecular 156.27
Presión de vapor (mmHg @20ºC)
0.8
Índice de refracción [α]22/D -49ºC,
c=10 en 95% etanol Densidad
(g/mL @25ºC) 0.899
Punto de Ebullición (ºC) 212 Punto de Fusión (ºC) 42 - 43
Punto Flash (ºC) 101 / 93
(copa cerrada) Toxicidad Oral Aguda (mg/kg)
800 (gato)
Toxicidad Dérmica Aguda (mg/kg)
5001 (conejo)
Tabla 5.1.1.1. Propiedades fisicoquímicas.
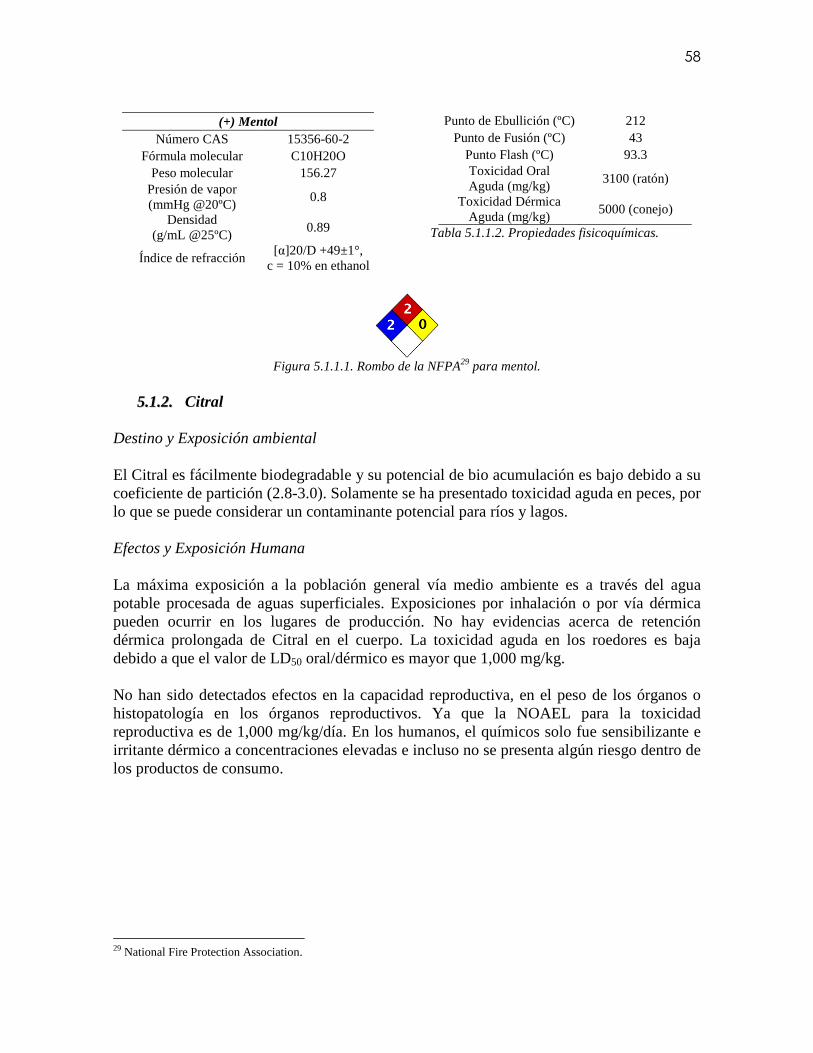
58
(+) Mentol
Número CAS 15356-60-2 Fórmula molecular C10H20O
Peso molecular 156.27 Presión de vapor (mmHg @20ºC)
0.8
Densidad (g/mL @25ºC)
0.89
Índice de refracción [α]20/D +49±1°,
c = 10% en ethanol
Punto de Ebullición (ºC) 212 Punto de Fusión (ºC) 43
Punto Flash (ºC) 93.3 Toxicidad Oral Aguda (mg/kg)
3100 (ratón)
Toxicidad Dérmica Aguda (mg/kg)
5000 (conejo)
Tabla 5.1.1.2. Propiedades fisicoquímicas.
Figura 5.1.1.1. Rombo de la NFPA29 para mentol.
55..11..22.. Citral
Destino y Exposición ambiental El Citral es fácilmente biodegradable y su potencial de bio acumulación es bajo debido a su coeficiente de partición (2.8-3.0). Solamente se ha presentado toxicidad aguda en peces, por lo que se puede considerar un contaminante potencial para ríos y lagos. Efectos y Exposición Humana La máxima exposición a la población general vía medio ambiente es a través del agua potable procesada de aguas superficiales. Exposiciones por inhalación o por vía dérmica pueden ocurrir en los lugares de producción. No hay evidencias acerca de retención dérmica prolongada de Citral en el cuerpo. La toxicidad aguda en los roedores es baja debido a que el valor de LD50 oral/dérmico es mayor que 1,000 mg/kg. No han sido detectados efectos en la capacidad reproductiva, en el peso de los órganos o histopatología en los órganos reproductivos. Ya que la NOAEL para la toxicidad reproductiva es de 1,000 mg/kg/día. En los humanos, el químicos solo fue sensibilizante e irritante dérmico a concentraciones elevadas e incluso no se presenta algún riesgo dentro de los productos de consumo.
29 National Fire Protection Association.
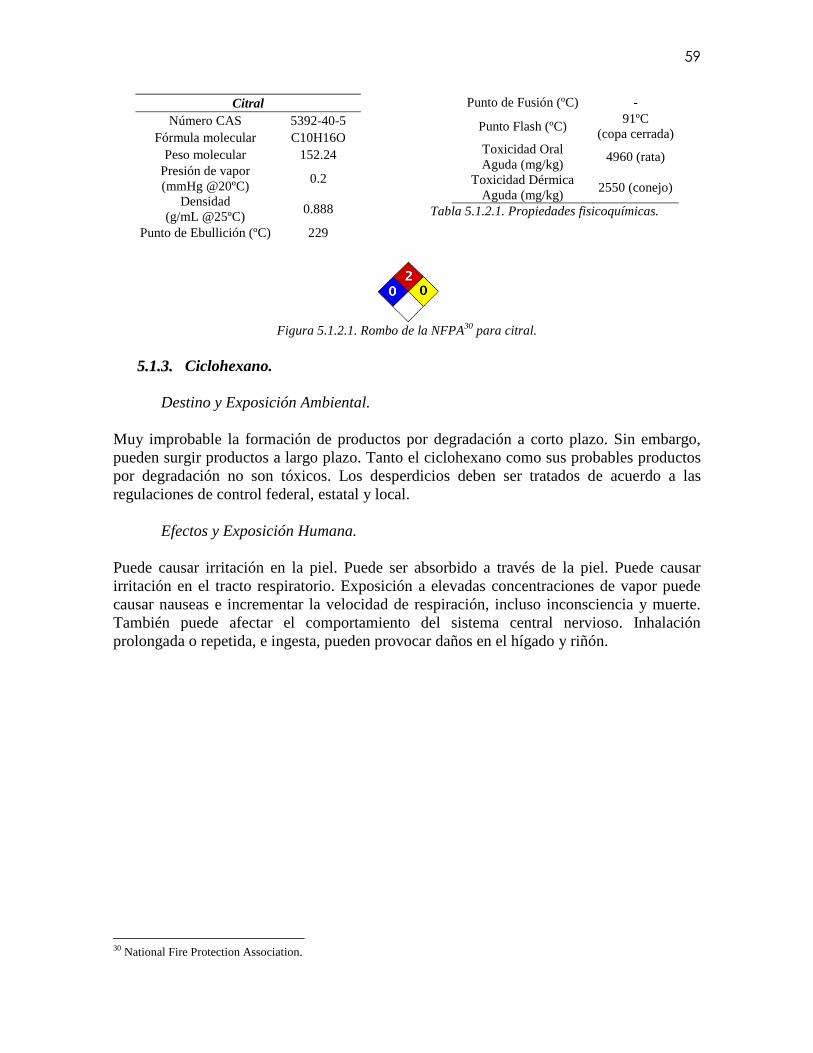
59
Citral Número CAS 5392-40-5
Fórmula molecular C10H16O Peso molecular 152.24
Presión de vapor (mmHg @20ºC)
0.2
Densidad (g/mL @25ºC)
0.888
Punto de Ebullición (ºC) 229
Punto de Fusión (ºC) -
Punto Flash (ºC) 91ºC
(copa cerrada) Toxicidad Oral Aguda (mg/kg)
4960 (rata)
Toxicidad Dérmica Aguda (mg/kg)
2550 (conejo)
Tabla 5.1.2.1. Propiedades fisicoquímicas.
Figura 5.1.2.1. Rombo de la NFPA30 para citral.
55..11..33.. Ciclohexano.
Destino y Exposición Ambiental. Muy improbable la formación de productos por degradación a corto plazo. Sin embargo, pueden surgir productos a largo plazo. Tanto el ciclohexano como sus probables productos por degradación no son tóxicos. Los desperdicios deben ser tratados de acuerdo a las regulaciones de control federal, estatal y local. Efectos y Exposición Humana. Puede causar irritación en la piel. Puede ser absorbido a través de la piel. Puede causar irritación en el tracto respiratorio. Exposición a elevadas concentraciones de vapor puede causar nauseas e incrementar la velocidad de respiración, incluso inconsciencia y muerte. También puede afectar el comportamiento del sistema central nervioso. Inhalación prolongada o repetida, e ingesta, pueden provocar daños en el hígado y riñón.
30 National Fire Protection Association.

60
Ciclohexano Número CAS 110-82-7
Fórmula molecular C6H12 Peso molecular 84.16
Presión de vapor (mmHg @20ºC)
77
Densidad (g/mL @25ºC)
0.779
Índice de refracción n20/D 1.426(lit.)
Punto de Ebullición (ºC) 80.7 Punto de Fusión (ºC) 6.47
Punto Flash (ºC) (-) 18.33 Toxicidad Oral Aguda (mg/kg)
813 (ratón)
Toxicidad Dérmica Aguda (mg/kg)
-
Tabla 5.1.3.1. Propiedades fisicoquímicas.
Figura 5.1.3.1. Rombo de la NFPA31 para ciclohexano.
55..11..44.. Hidrógeno.
Destino y Exposición Ambiental. Generalmente no es peligroso para el agua. No se descompone si se usa de acuerdo a las especificaciones. Forma mezclas explosivas en contacto con el aire. No se conocen productos peligrosos por descomposición. Efectos y Exposición Humana. En caso de inhalación, provea aire fresco. Generalmente no casusa irritación al contacto con la piel. En caso de contacto excesivo con los ojos, lávelos con abundante agua.
31 National Fire Protection Association.

61
Hidrógeno Número CAS 1333-74-0
Fórmula molecular H2 Peso molecular 2.02
Presión de vapor (mmHg @20ºC)
-
Densidad (g/mL @25ºC) - Punto de Ebullición (ºC) (-) 252.8
Punto de Fusión (ºC) (-) 259.2 Punto Flash (ºC) - Toxicidad Oral Aguda (mg/kg)
-
Toxicidad Dérmica Aguda (mg/kg)
-
Tabla 5.1.4.1. Propiedades fisicoquímicas.
Figura 5.1.4.1. Rombo de la NFPA32 para hidrógeno.
55..11..55.. CCii ttrroonneell llaall ..
Destino y Exposición Ambiental. En caso de pequeño derrame, absórbase mediante un material inerte y coloque la materia derramada en un dispositivo adecuada para derrames. En caso de un gran derrame, manténgalo lejos de calor y de fuentes de ignición. Efectos y Exposición Humana. Ligero daño en caso de contacto con la piel, contacto con los ojos, ingestión o inhalación. Exposición prolongada o repetida no causa daño alguno conocido.
32 National Fire Protection Association.
62
Citronellal Número CAS 106-23-0
Fórmula molecular C10H18O Peso molecular 154.25
Presión de vapor (kPa @20ºC)
0
Densidad (g/mL @25ºC)
-
Punto de Ebullición @ 1mmHg (ºC)
47
Punto de Fusión (ºC) - Punto Flash (ºC) 74 - 77.2 Toxicidad Oral Aguda (mg/kg)
2420 (rata)
Toxicidad Dérmica Aguda (mg/kg)
> 2500 (conejo)
Tabla 5.1.5.1. Propiedades fisicoquímicas.
Figura 5.1.5.1. Rombo de la NFPA33 para citronellal.
55..11..66.. II ssooppuulleeggooll ..
Destino y Exposición Ambiental. En caso de derrames, absorba o conténgalo mediante materiales inertes, como por ejemplo, la vermiculita. Colóquelo en un contenedor apropiado. Para grandes derrames, use agua para dispersar los vapores. Efectos y Exposición Humana. Puede causar irritación en el tracto respiratorio. Puede ser dañino si se ingiere y puede causar reacción alérgica dérmica. Evitar el contacto con los ojos.
33 National Fire Protection Association.
63
Isopulegol Número CAS 89-79-2
Fórmula molecular C10H18O Peso molecular 154.25
Presión de vapor (mmHg @20ºC)
-
Densidad (g/mL @25ºC)
0.912
Actividad óptica [α]20/D −22° Indice de refracción n20/D 1.471(lit.)
Punto de Ebullición (ºC) 212 Punto de Fusión (ºC) -
Punto Flash (ºC) 172 Toxicidad Oral Aguda (mg/kg)
-
Toxicidad Dérmica Aguda (mg/kg)
-
Tabla 5.1.6.1. Propiedades fisicoquímicas.
Figura 5.1.6.1. Rombo de la NFPA34 para isopulegol.
55..11..77.. 33,,77--DDiimmeettii ll --11--ooccttaannooll ..
Destino y Exposición ambiental El Citral es fácilmente biodegradable y su potencial de bio acumulación es bajo debido a su coeficiente de partición (2.8-3.0). Solamente se ha presentado toxicidad aguda en peces, por lo que se puede considerar un contaminante potencial para ríos y lagos. Efectos y Exposición Humana La máxima exposición a la población general vía medio ambiente es a través del agua potable procesada de aguas superficiales. Exposiciones por inhalación o por vía dérmica pueden ocurrir en los lugares de producción. No hay evidencias acerca de retención dérmica prolongada de Citral en el cuerpo. La toxicidad aguda en los roedores es baja debido a que el valor de LD50 oral/dérmico es mayor que 1,000 mg/kg. No han sido detectados efectos en la capacidad reproductiva, en el peso de los órganos o histopatología en los órganos reproductivos. Ya que la NOAEL para la toxicidad reproductiva es de 1,000 mg/kg/día. En los humanos, el químicos solo fue sensibilizante e irritante dérmico a concentraciones elevadas e incluso no se presenta algún riesgo dentro de los productos de consumo.
34 National Fire Protection Association.
64
3,7-Dimetil-1-octanol Número CAS 106-21-8
Fórmula molecular C10H22O Peso molecular 158.29
Presión de vapor (mmHg @20ºC)
< 0.01
Densidad (g/mL @25ºC) 0.828 Actividad óptica -
Indice de refracción 1.435
Punto de Ebullición 222 Punto de Fusión (ºC) -
Punto Flash (ºC) 98.3 (copa cerrada) Toxicidad Oral Aguda (mg/kg)
> 5000 (rata)
Toxicidad Dérmica Aguda (mg/kg)
2400 (conejo)
Tabla 5.1.7.1. Propiedades fisicoquímicas.
Figura 5.1.7.1. Rombo de la NFPA35 para citronelol.
55..11..88.. CCii ttrroonneellooll ..
Destino y Exposición Ambiental. Producto casi insoluble en agua, estable e incompatible con agentes oxidantes. En caso de derrames, absorba o conténgalo mediante materiales inertes, como por ejemplo, la vermiculita. Colóquelo en un contenedor apropiado. Para grandes derrames, use agua para dispersar los vapores. Efectos y Exposición Humana. Irritante de piel y ojos. Puede causar irritación en el tracto respiratorio. Puede ser dañino si se ingiere y puede causar reacción alérgica dérmica. Evitar el contacto con los ojos.
35 National Fire Protection Association.
65
Citronelol Número CAS 106-22-9
Fórmula molecular C10H20O Peso molecular 156.27
Presión de vapor (mmHg @25ºC)
0.02
Densidad (g/mL @25ºC) 0.855 Indice de Refracción n20/D 1.456(lit.)
Punto de Ebullición (ºC) 225
Punto de Fusión (ºC) 77-83 Punto Flash (ºC) 98ªC Toxicidad Oral Aguda (mg/kg)
3450
Toxicidad Dérmica Aguda (mg/kg)
2650
Tabla 5.1.8.1. Propiedades fisicoquímicas.
55..11..99.. ((++))--33--CCaarreennee..
(+)-3-Carene
Número CAS 498-15-7 Fórmula molecular C10H16
Peso molecular 136.23 Presión de vapor (mmHg @25ºC)
Densidad (g/mL @25ºC) Indice de Refracción n20/D 1.473
Punto de Ebullición (ºC) 170-172
Actividad óptica [α]20/D +17°, neat Punto Flash (ºC) 98 Toxicidad Oral Aguda (mg/kg)
Toxicidad Dérmica Aguda (mg/kg)
Tabla 5.1.9.1. Propiedades fisicoquímicas.
Figura 5.1.9.1. Rombo de la NFPA36 para 3-carene.
55..11..1100.. ((--))--αα--TThhuujjoonnee..
36 National Fire Protection Association.
66
(-)-α-Thujone Número CAS 546-80-5
Fórmula molecular C10H16O Peso molecular 152.23
Presión de vapor (mmHg @25ºC)
Densidad (g/mL @20ºC) 0.914 (lit.) Indice de Refracción n20/D 1.450
Punto de Ebullición (ºC) 201
Actividad óptica [α]20/D −21±1°, neat Punto Flash (ºC) 130.2 Toxicidad Oral Aguda (mg/kg)
500 (ratón)
Toxicidad Dérmica Aguda (mg/kg)
5000 (conejo)
Tabla 5.1.10.1. Propiedades fisicoquímicas.
Figura 5.1.10.1. Rombo de la NFPA37 para α-thujone.
55..11..1111.. ((++))--LLiimmoonneennee..
37 National Fire Protection Association.
67
(+)-Limonene Número CAS 5989-27-5
Fórmula molecular C10H16 Peso molecular 136.23
Presión de vapor (mmHg @25ºC)
1.98
Densidad (g/mL @20ºC) 0.842 (lit.) Indice de Refracción n20/D 1.473(lit.)
Punto de Ebullición (ºC) 176-177 Punto de Fusión (ºC) 74
Actividad óptica [α]20/D +115.5±1°, c = 10% in ethanol
Punto Flash (ºC) 48.3 Toxicidad Oral Aguda (mg/kg)
5600 (ratón)
Toxicidad Dérmica Aguda (mg/kg)
5000 (conejo)
Tabla 5.1.11.1. Propiedades fisicoquímicas.
Figura 5.1.11.1. Rombo de la NFPA38 para limonene.
38 National Fire Protection Association.

68
5.2. Importaciones y Exportaciones39.
Datos de importación y exportación de las materias primas requeridas en proceso, en los últimos 5 años.
Mentol
Exportaciones
Periodo Valor (USD)
Cantidad (Kg) USD/Kg
2002 (abr-dic) 990 3 330.0 2003 (ene-dic) 4,407 270 16.3 2004 (ene-dic) 5,621 190 29.6 2005 (ene-dic) 284,201 27,393 10.4 2006 (ene-dic) 107,568 8,266 13.0
Importaciones.
Periodo Valor (USD)
Cantidad (Kg) USD/Kg
2002 (abr-dic) 3,133,061 258,285 12.1 2003 (ene-dic) 5,228,730 422,269 12.4 2004 (ene-dic) 5,635,871 486,027 11.6 2005 (ene-dic) 6,797,825 532,602 12.8 2006 (ene-dic) 7,775,376 579,258 13.4
Tabla 5.2.1. Datos de exportación e importación de (-) mentol en los últimos 5 años.
Citral
Exportaciones
Periodo Valor (USD) Cantidad (Kg) USD/Kg 2002 (abr-dic) 3587 320 11.2 2003 (ene-dic) 1,590 185 8.6 2004 (ene-dic) 96,582 7293 13.2 2005 (ene-dic) 2,063 245 8.4 2006 (ene-dic) 79,020 5,875 13.5
Importaciones.
Periodo. Valor (USD) Cantidad (Kg) USD/Kg 2002 (abr-dic) 672,003 92,526 7.3 2003 (ene-dic) 1,216,052 191,205 6.4 2004 (ene-dic) 1,258,323 196,952 6.4 2005 (ene-dic) 1,052,760 167,395 6.3 2006 (ene-dic) 1,035,929 176,214 5.9
Tabla 5.2.2. Datos de exportación e importación de citral en los últimos 5 años.
39 Secretaría de Economía. Sistema de Información Arancelaria Vía Internet (SIAVI).
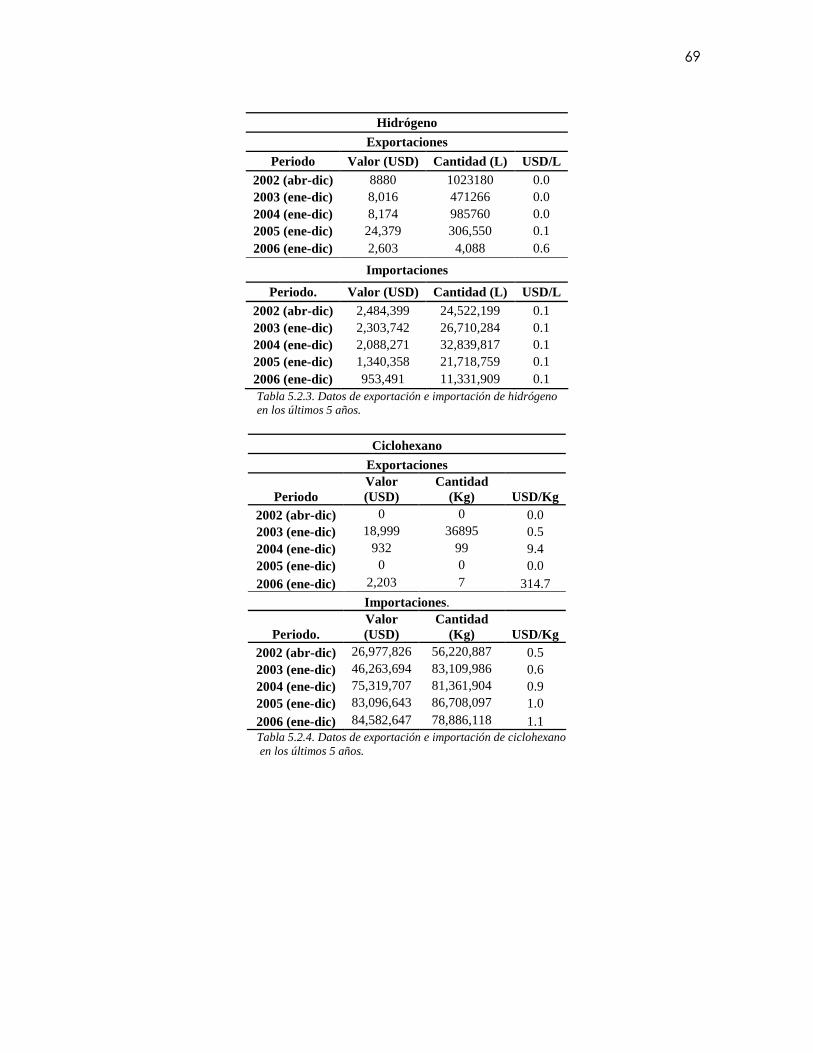
69
Hidrógeno
Exportaciones
Periodo Valor (USD) Cantidad (L) USD/L 2002 (abr-dic) 8880 1023180 0.0 2003 (ene-dic) 8,016 471266 0.0 2004 (ene-dic) 8,174 985760 0.0 2005 (ene-dic) 24,379 306,550 0.1 2006 (ene-dic) 2,603 4,088 0.6
Importaciones
Periodo. Valor (USD) Cantidad (L) USD/L 2002 (abr-dic) 2,484,399 24,522,199 0.1 2003 (ene-dic) 2,303,742 26,710,284 0.1 2004 (ene-dic) 2,088,271 32,839,817 0.1 2005 (ene-dic) 1,340,358 21,718,759 0.1 2006 (ene-dic) 953,491 11,331,909 0.1
Tabla 5.2.3. Datos de exportación e importación de hidrógeno en los últimos 5 años.
Ciclohexano
Exportaciones
Periodo Valor (USD)
Cantidad (Kg) USD/Kg
2002 (abr-dic) 0 0 0.0 2003 (ene-dic) 18,999 36895 0.5 2004 (ene-dic) 932 99 9.4 2005 (ene-dic) 0 0 0.0 2006 (ene-dic) 2,203 7 314.7
Importaciones.
Periodo. Valor (USD)
Cantidad (Kg) USD/Kg
2002 (abr-dic) 26,977,826 56,220,887 0.5 2003 (ene-dic) 46,263,694 83,109,986 0.6 2004 (ene-dic) 75,319,707 81,361,904 0.9 2005 (ene-dic) 83,096,643 86,708,097 1.0
2006 (ene-dic) 84,582,647 78,886,118 1.1 Tabla 5.2.4. Datos de exportación e importación de ciclohexano en los últimos 5 años.

70
55..33.. RReeaacccciióónn CCaattaall ííttiiccaa HHeetteerrooggéénneeaa.. Los efectos de transporte externo pueden ser especialmente importantes en los reactores de tres fases, debido a que existen más etapas de interfase; en este caso, el hidrógeno debe transferirse de gas a líquido y después de líquido al catalizador sólido antes de que se lleve a cabo la reacción. Las burbujas de hidrógeno se elevan a través de la suspensión agitada, tal como lo indica la Figura 5.3.1.
Figura 5.3.1. Reactor de suspensión.
En este caso, se trata un reactor en suspensión en el que existe poco movimiento relativo entre las partículas del catalizador (%Ni-ZrO2-PO4) y el ciclohexano, aunque el fluido se agita mecánicamente a 1000rpm. Las partículas tienden a moverse con el líquido. La disminución del coeficiente de transferencia de masa se debe al tamaño pequeño de las partículas, a su baja difusividad en los líquidos, y a la poca velocidad relativa. Por consiguiente, se tiene en cuenta que la transferencia externa de masa puede retardar significativamente la velocidad global. No obstante, la conductividad térmica del ciclohexano, incrementa el coeficiente de transferencia de calor, esto aunado al pequeño calor de reacción por unidad de volumen de la suspensión, significa que existe muy poca diferencia de temperaturas entre la partícula y el líquido.40Además que una de las consideraciones que se toma para este reactor, es su operación a temperatura constante, ya que cuenta con un intercambiador de calor y un sistema de control de temperatura. Para la transferencia de calor y de masa entre la burbuja de hidrógeno y el ciclohexano, se presenta una situación similar La velocidad de la burbuja con respecto al líquido puede ser grande, pero el área de transferencia de masa con respecto a la de las partículas suele ser bastante pequeña. Es por ello que la transferencia de masa burbuja-líquido también puede retardar significativamente la velocidad global. Resulta razonable suponer que el líquido y las partículas de catalizador de un reactor de suspensión están bien mezclados (como en un
40 Las diferencias externas de temperatura generalmente pueden despreciarse en los reactores de suspensión.
71
tanque agitado). Sin embargo, las burbujas de hidrógeno se elevan a través del líquido sin mezclarse por completo. En este caso, como se trata de un reactor en suspensión donde se lleva a cabo una serie de hidrogenaciones, la concentración de hidrógeno no cambia con respecto a la posición vertical del reactor. Tal como se mencionó, la elevación de las burbujas de hidrógeno a través del ciclohexano, junto con la agitación mecánica, suelen ser suficiente para lograr condiciones uniformes en el líquido global. Por lo tanto, se puede despreciar la resistencia a la transferencia de masa de la fase líquida.
55..33..11.. FFeennóómmeennooss ddee ttrraannssffeerreenncciiaa ddee mmaassaa..
Para la ruta de reacción de citral a mentol mediante el catalizador propuesto, se intuyen la presencia de diferentes fenómenos. Antes que cualquier comentario, se justifica la solubilidad del H2 en ciclohexano, debido a la disminución de la presión en el reactor observada en cada una de las reacciones. Para que se lleve a cabo la reacción es necesario tener H2 disuelto en la fase liquida, medio de transporte para llegar a los sitios activos en el sólido suspendido. Uno de los factores importantes a considerar es el tamaño de la molécula de hidrogeno con respecto al tamaño de poro en el catalizador41, pues si éste fuese muy pequeño, las resistencias a la transferencia de materia en el interior de la partícula catalítica serían de importancia relevante. Un tercer factor es, dado que se trata el catalizador antes de cargarse al reactor con un flujo inerte de Helio, las partículas se encuentran saturadas en sus poros con He, de manera que al ser puestos en contacto con el H2 disuelto en la fase líquida, existen problemas de desplazamiento de gases, y el H2 nunca toca el área interna de catalizador, llevándose a cabo la reacción solamente en la superficie de la partícula sólida. Esto disminuye el área de contacto en gran magnitud, provocando, consecuencia lógica, una menor cantidad de moléculas reaccionantes, que se ve reflejado en una disminución en la velocidad de reacción.
41 En las tablas (2.3.3.1. y 2.6.1.1.), se muestra las diferencias en el área superficial y en el tamaño de poro que pudiesen tener los catalizadores preparados con diferentes días de reflujo y temperaturas de calcinación.
72
55..44.. TTrraabbaajjoo PPrreevviioo.. En la actualidad, las plantas productoras de (-) mentol utilizan el método de cristalización para purificar el producto deseado. En algún momento, se pensó en buscar una ruta alterna para la purificación del isómero (-) de mentol. El resultado de investigar para proponer una ruta alterna, se presenta a continuación.
55..44..11.. OObbjjeettiivvoo..
Separación de (-) mentol de una mezcla racémica, producto de la reacción de hidrogenación catalítica de citral.
55..44..22.. JJuussttii ff iiccaacciióónn..
Al ser la separación del isómero (-) mentol de la mezcla resultado de la reacción de hidrogenación de citral, el nuevo objetivo de este proyecto terminal, se presenta la siguiente propuesta experimental con el fin de brindar una aportación de peso a los estudios realizados anteriormente en este tema. Debido a los tiempos de saponificación de algunos esteres, según reportes de Hall, Holcomb y Griffin [21], el (-) mentol y el (+) isomentol, son los 2 de los 8 isómeros que se saponifican completamente en un menor tiempo de reacción, por lo que independientemente de cuantos y cuales sean los isómeros resultantes al final de la reacción de hidrogenación de citral, la esterificación seguida de la saponificación de los correspondientes esteres, es una propuesta aparentemente confiable para lograr la purificación de (-) mentol de la mezcla de reacción.
55..44..33.. II nnttrroodduucccciióónn..
55..44..33..11.. EEsstteerr ii ff iiccaacciióónn..
Los grupos hidróxi-alcohólicos son grupos funcionales comunes en compuestos orgánicos. Los compuestos hidróxi frecuentemente son convertidos en derivados de acetatos por protección o caracterización de la estructura. Para este propósito, se usa comúnmente anhídrido acético con un catalizador ácido o básico, tal como cloruro de zinc, ácido sulfúrico concentrado, acetato de sodio anhídrido, o más frecuentemente, piridina. Aunque muchas reacciones convenientemente son llevadas a cabo en soluciones homogéneas; con o sin solvente, las reacciones que ocurren en dos fases pueden presentar
73
algunas ventajas. La síntesis en fase sólida utiliza residuos de reactivos adjuntos a soportes poliméricos insolubles como reactivos en la síntesis. La mayor ventaja de la síntesis en fase sólida es la facilidad en la separación de los productos y en algunos casos, la selectividad. El uso de grafito en lugar de un polímero para insolubilizar un reactivo ofrece otras interesantes propuestas. Muchos compuestos de inserción de grafito han sido sintetizados y utilizados en síntesis orgánicas. De los compuestos de inserción de grafito, el proveniente de ácido sulfúrico (bisulfato de grafito) es de gran interés en la química orgánica debido a que posee muchas propiedades catalíticas. El bisulfato de grafito presenta la siguiente fórmula: C24
+HSO4-.2H2SO4 y es fácilmente manejable vía electrolisis de ácido sulfúrico
concentrado mediante un ánodo de grafito o mediante oxidación química de grafito cristalino. El bisulfato de grafito se ha utilizado en muchas síntesis orgánicas como catalizador eficiente, por ejemplo, en la formación de ketals, la isomerización de butenos y en la isomerización de trimetilbencenos. Se han investigado el uso de bisulfato de grafito en la esterificación con resultados sorprendentemente buenos. Se trabaja con ciclohexano a temperatura ambiente en cantidades equimolares de alcohol y ácido carboxílico. Al final de la reacción se aísla el éster del bisulfato de grafito mediante filtración y se evapora el solvente. De esta manera, se obtienen rendimientos cercanos al 90% en un lapso de 1 a 10hrs según la estructura del reactivo utilizado. Mientras los alcoholes primarios y bencílicos son rápidamente esterificados, los alcoholes secundarios son esterificados más lentamente. Aunque muchos ácidos carboxílicos son esterficados, el material insoluble que se utiliza al inicio es disuelto progresivamente mientras el éster se forma, por esto, se aplica este método de esterificación de alcoholes primarios y secundarios mediante la utilización de anhídrido acético en vez de ácido.
55..44..33..22.. SSaappoonnii ff iiccaacciióónn..
La saponificación ó hidrólisis, es la conversión de los esteres en ácidos carboxílicos. En general, los esteres son hidrolizados, ya sea por una base acuosa o bien, por un ácido acuoso, y producen ácidos carboxílicos más un alcohol. Para el propósito de identificación, tal como en un análisis cuantitativo, la saponificación es llevada a cabo preferentemente en una solución acuosa de hidróxido de potasio ó sodio. El alcohol y el ácido orgánico resultante son entonces identificados a través de un derivado adecuado. La reacción es llevada a cabo de manera más rápida con alcohol que con agua, en parte debido a que ambos reactivos son solubles, y también, debido a que el éster desconocido puede ser transformado a etil éster, como una solución alcohólica de etóxido de sodio. En el estudio cualitativo de los esteres se desea eliminar algunas características indeseables en los procedimientos como la extrema lentitud de la reacción en solución acuosa, especialmente si el éster es algo insoluble; la dificultad de obtener un derivado del alcohol resultante, debido a la contaminación con agua; y finalmente la dificultad de obtener un
74
derivado puro del alcohol resultante cuando, debido a la insolubilidad del éster, la saponificación ha sido hecha en solución alcohólica. En el estudio cuantitativo de los esteres, las características indeseables son las siguientes: lentitud de la reacción, que implica un gran reflujo con posibilidades de pérdidas a través de la volatilización; baja calidad en la conservación de la solución estándar, lo que implica extremas precauciones para evitar la descomposición de éste o realizar preparaciones frecuentes; y finalmente, posible transformación del éster desconocido en el etil éster correspondiente, con la posibilidad de una pérdida resultado del incremento de la volatilidad. El uso del dietilen glicol (β,β’-dihidroxietil éter) como solvente, reemplazando al agua, alcohol ó glicerol, es ventajoso por las siguientes razones: el dietilen glicol fácilmente disuelve al hidróxido de potasio; la solución es estable y obscurece muy lentamente, además de que es mejor disolvente para grasas y para muchos esteres que el glicerol, sin dejar de lado que es comercial; su punto de ebullición es tan alto (244.5°C), que una rápida reacción es posible a una elevada temperatura; todos los alcoholes, excepto aquellos con punto de ebullición alto, pueden ser destilados de la mezcla de reacción con un alto grado de pureza; y finalmente, cualquier intermediario de éster formado debido a la transformación resulta tan poco volátil que las pérdidas son despreciables.
55..44..44.. EExxppeerr iimmeennttaacciióónn..
55..44..44..11.. PPrreeppaarraacciióónn ddee BBiissuull ffaattoo ddee GGrraaff ii ttoo..
Se agregan 5g de grafito cristalino (malla-300) y 3.5ml de HNO3 (d=1.49g/ml) a 50ml de H2SO4 (d=1.84g/ml). La mezcla es agitada magnéticamente por 48hrs a temperatura ambiente. Al finalizar la agitación, se puede observar el color azul profundo del bisulfato de grafito. La mezcla se vierte a un tubo y es centrifugado a 7,000rpm. Después de la separación del ácido sulfúrico por decantación, el bisulfato de grafito es protegido del agua (humedad) y después utilizado.
55..44..44..22.. PPrroocceeddiimmiieennttoo ddee EEsstteerr ii ff iiccaacciióónn ddee AAllccoohhoolleess.. Se agrega anhídrido acético en equivalencia molar con iones hidróxi (10mmol para un monohidroxi-alcohol, 20mmol para un dihidroxi-alcohol, 30mmol para un trihidroxi-alcohol) y 350mg de bisulfato de grafito (0.6mmol) a una solución agitada de 10mmol de alcohol en 30ml de ciclohexano (se puede utilizar tetracloruro de carbono como solvente). La mezcla es agitada magnéticamente a temperatura ambiente y la reacción es monitoreada a través de un espectrómetro de masas. Después de que se completa la esterificación, la solución es decantada, neutralizada mediante NaHCO3 sólido, y finalmente filtrada. La evaporación del solvente da como resultado el derivado de acetato correspondiente.

75
5.4.4.3. Procedimiento de Saponificación de Ésteres.
Se colocan 3ml de dietilen glicol y 0.5g de perlas de hidróxido de potasio en un matraz de destilación de 10 ó 25ml. Después se adicionan 10 gotas de agua, la mezcla es calentada sobre una pequeña flama hasta que el hidróxido de potasio se disuelve, luego es enfriada si el éster que se va a hacer reaccionar es muy volátil. Se agrega el éster, 1ml si es líquido, 1g si es sólido, o el doble de estas cantidades si se sabe que la sustancia es de alto peso molecular. Se cierra el cuello del matraz con un tapón de corcho que tenga incorporado un termómetro con un rango de temperaturas adecuado. Al brazo del matraz de destilación se le incorpora un tapón de corcho adecuado para poderle adaptar un pequeño condensador de agua fría. El matraz es calentado sobre una pequeña flama al mismo tiempo que es mezclado por agitación. Cuando lo que permanece en el matraz es una fase líquida, o una fase líquida y una sólida, entonces el matraz es conectado al condensador y el alcohol puede ser destilado cuidadosamente. El remanente que quedo en el matraz de destilación es una solución o una suspensión de la sal de potasio de la porción ácida del éster en dietilen glicol.
55..44..55.. Resultados Esperados y Discusión.
5.4.5.1. Acerca de Esterificación.
Haciendo uso del espectrómetro de masas se pretende monitorear la esterificación catalizada con bisulfato de grafito para determinar el tiempo exacto de la reacción. La estructura del derivado del acetato será determinada mediante la comparación con el espectro de masas de una mezcla auténtica. Como se muestra en la tabla (5.4.5.1.1.), se espera que la esterificación catalizada con bisulfato de grafito ocurra rápidamente y con una muy alta conversión.
Alcohol esterificado Producto Tiempo de
reacción(min.) Conversión (%)
(-) mentol (-)-Mentylacetato 20 91 Tabla 5.4.5.1.1. Esterificación de mentol con anhídrido acético en ciclohexano usando bisulfato de grafito como catalizador.
OHgrafitoCOCHgrafitoSOHCOOHCH
242)(3)(3 +⇔+
)(''3)(3
42grafitoSOHCOORCHROHgrafitoCOCH +⇔+
422424242432 SOHOHCOHSOHHSOC +⇔+⋅
Figura 5.4.5.1.1. Esterificación con ácido acético en presencia de bisulfato de grafito.
76
A partir de ácido acético, al primer paso de la esterificación es la formación del acil-grafito debido a la separación del grupo OH justo después de la protonación. El uso de anhídrido acético, dará como resultado el alejamiento de la molécula de ácido acético (CH3COOH). Aunque tanto el hidróxido como el acetato se alejan después de la protonación, es fácil predecir que el acetato se alejará más rápido, debido a la fuerza de la base. Bajo la propuesta de utilizar anhídrido acético en vez de ácido acético para evitar la formación de agua (dañina para el catalizador), el mecanismo de esterificación de los isómeros de mentol se presenta de la siguiente manera:
⇔+−− )(33 42 grafitoSOHCOCHOOCCH
433 )( HSOCOCHgrafitoCOOCH −+−⇔
42343SOHROCCHROHHSOOCCH +−⇔+−
)()(42423
grafitoSOHSOHgrafitoCOOCH ⇔+− Figura 5.4.5.1.2. Esterificación con anhídrido acético en presencia de bisulfato de grafito.
Los anhídridos de ácido reaccionan con agua y forman ácidos, mientras que con alcoholes dan esteres. Otro de los problemas es el efecto del solvente. Las sales de grafito se descomponen instantáneamente con el agua y los solventes orgánicos polares. Es por eso que se podría utilizar tetracloruro de carbono como solvente no polar barato, esperando que tuviese tan alta conversión y tasa de reacción como aquellas en ciclohexano. Se sabe que el uso de una mezcla física de grafito y ácido sulfúrico en lugar de bisulfato de grafito, no suele tener el mismo efecto. Por ejemplo, según Secen & Kalpar [19], la esterificación de ciclohexanol debido a la mezcla física de grafito y ácido sulfúrico se completa en 3.5hrs con una conversión del 91%, mientras que con bisulfato de grafito ocurre en 20min con una conversión del 95%.
5.4.5.2. Acerca Saponificación.
El método es muy rápido y completamente satisfactorio para un gran número de ésteres. Una buena separación de la parte alcohólica del éster del etilen glicol es posible, incluso cuando el punto de ebullición del alcohol sea del orden de 200°C. Si el éster produce un glicolor o un alcohol polihídrico en la saponificación, la identificación de la parte alcohólica del éster no es posible, aunque la identificación de la parte ácido aún sea posible. Las principales fuentes de error son las pérdidas por volatilidad y que la reacción se desarrolle de manera incompleta. Afortunadamente, los ésteres más volátiles son saponificados fácilmente. Si el matraz se mantiene bien tapado, la saponificación de los ésteres volátiles es cuantitativa para el momento en que se quita el tapón. Incluso a temperatura ambiente, la reacción puede proceder bastante rápido. Por ejemplo, cuando se pesa y titula una muestra de acetato de etilo, dentro de los primeros 8 a 10min, el grado de

77
saponificación es entre 56 y 57%. Según Redemann y Howard [20], éste método tiene alto grado de reproducibilidad. La siguiente, es una tabla reportada por Holcomb y Griffin [21], donde muestran el tiempo requerido para cada uno de los diferentes isómeros con los que trabajaron.
Muestra Tiempo Hidrólisis
Ester (min) Promedio
Mentol (%) l - Mentol 5 99 l - Mentol 15 99.9
d - Isomentol 5 99.2 d - Isomentol 15 99.9 d - Neomentol 15 99.4 d - Neomentol 30 99.8
Mezcla Isomérica 15 98.5 Mezcla Isomérica 30 100.2
Tabla 5.4.5.2. Saponificación con hidróxido de potasio en dietilenglicol.
Se puede ver claramente, que (-) mentol y el d isomentol, saponifican en menor tiempo que cualquiera de los demás, obteniéndose una conversión cercana siempre al 100%. Es importante mencionar, que el isómero d isomentol, no se encuentra en la mezcla de reacción, por lo que se verá favorecida la conversión solamente del (-) mentol.
78
55..55.. CCáállccuullooss ppaarraa eell DDiisseeññoo ddee EEqquuiippoo..
55..55..11.. RReeaaccttoorr ddee SSuussppeennssiióónn ddee TTrreess FFaasseess..
Primero se especificará el grosor de pared, que depende en forma algebraica de la presión a la que trabaja el reactor42, según la siguiente relación:
(5.5.1.1.)
Donde E = Espesor de pared. P = Presión a la que será sometido el reactor. R = Radio del tanque. S = Esfuerzo permisible. de tal manera que al evaluar el esfuerzo permisible, con ayuda de la figura (3.2.1.) de la bibliografía [41] y sustituir en la ecuación (5.5.1.1.) se obtiene, que para operar un reactor a 100°C y 13.87 bar, el esfuerzo permisible es de 1100 bar, de tal manera que se tiene:
(5.5.1.2.)
Debido a que el equipo será utilizado a altas presiones, se sobre especifica el grosor de la pared en un 20%, resultando entonces:
(5.5.1.3.) Para la reacción de hidrogenación de Citral, es necesario aumentar la temperatura del reactor, por lo que se utiliza un reactor enchaquetado, alimentado por una corriente de vapor de agua sobrecalentado.
55..55..11..11.. II nntteerrccaammbbiiaaddoorr ddee ccaalloorr iinntteerrnnoo..
Para el diseño del intercambiador de calor interno, es necesario conocer el Cp de la mezcla líquida para saber cuál es el requerimiento energético por grado centígrado requerido. Primero se calculó el Cp para ciclohexano, utilizando la información de la tabla B2 respecto a capacidades caloríficas de Felder [2], que se sustituye en la siguiente ecuación:
(5.5.1.1.4.)
42 Ver detalles en sección 3.2

79
Mientras que para citral, se hizo una aproximación utilizando la ecuación propuesta por Perry [40].
(5.5.1.1.5.)
Donde: CpL = Capacidad calorífica para líquidos. Ni = Número de veces que aparece el radical i en la formula molecular. ∆Cpi = Contribución energética del grupo i. m = Contribución extra para grupos con dobles y triples enlaces. El resultado para cada uno es: CpLCiclohexano = 140.65J/mol K (5.5.1.1.6.) CpLCitral =319.59J/mol K (5.5.1.1.7.) Sin embargo, dado que se tiene una mezcla de dos líquidos, es entonces necesario sustituir en la siguiente fórmula:
(5.5.1.1.8) De tal manera que para el caso que nos ocupa el Cp de la mezcla es:
176.44J/mol K (5.5.1.1.9) Dado que se pretende controlar la temperatura del reactor, con un rango de error de ±2°C, el intercambiador interno deberá tener la capacidad de enfriar el contenido del reactor relativamente rápido, por lo que, se propone un intercambiador tubular sumergido. Se sabe que 1 caloría es la cantidad de energía necesaria para elevar la temperatura de un gramo de agua 1°C, de tal manera que, si la temperatura del contenido del reactor aumentara 1°C por arriba de la temperatura permitida, el sistema de control inyectará la cantidad de agua necesaria para que, al llegar al equilibrio con el sistema, gaste justamente 1,540.4 Kcal, de tal manera que todo el sistema en conjunto se mantenga a 100°C. Esta cantidad de agua son 20.5L. Se propone utilizar un tubo de 2 pulgadas de diámetro nominal, de acero inoxidable, de cedula 5, cuyo diámetro exterior es de 2.375in, diámetro interno es de 2.245in y espesor de 0.13in que contenga un volumen de 20.5L de agua en 2.45m de longitud por cada °C que se desee disminuir al reactor. De esta manera, la propuesta es, un intercambiador de 12.25m de longitud, acomodado a manera de serpentín con 2 vueltas de alrededor de una circunferencia de 0.8m de diámetro, con un área de contacto de 2.31 m2.

80
55..55..11..22.. DDeeff lleeccttoorreess..
Para el diseño de los deflectores del reactor, se utiliza la siguiente relación algebraica, que indica que el ancho de los deflectores, deberá ser un doceavo del diámetro del reactor, según dicen Brodkey y Hershey [42] de manera que:
(5.5.1.2.1)
De tal manera, el ancho de los deflectores es de 7.5cm. Se colocarán cuatro deflectores en posiciones tales que sean equidistantes el uno del otro.
55..55..11..33.. SSeeppaarraacciióónn iinnffeerr iioorr ..
La parte inferior de las aspas deberá ser colocada a una distancia C del fondo del tanque reactor. La relación de esta distancia respecto del diámetro interno del tanque generalmente se encuentra en un rango entre 0.1 y 0.4 tal que: 0.1≤ C/D ≤ 0.4 (5.5.1.3.1) De cualquier manera, el valor más aceptable para esta relación es 1/3. Normalmente, C/D puede acercarse al límite inferior (0.1) si se desea un nivel bajo de mezclado, o bien, si se pretende tener suspensión de sólidos muy cerca del fondo. Para el caso que nos ocupa:
(5.5.1.3.2)
Por lo tanto, la separación optima entre las aspas y el fondo del reactor, deberá ser de 60cm.
55..55..11..44.. AAggii ttaaddoorr..
Para realizar el diseño del agitador, siguiendo las heurísticas propuestas por el mismo autor [43] la relación entre el diámetro de las aspas y el diámetro interno del tanque varía según el régimen de flujo que se tenga, de tal manera que: Para régimen turbulento. 0.2 ≤ d/D ≤ 0.5 (5.5.1.4.1.) Para régimen laminar. 0.7 ≤ d/D ≤ 1.0 (5.5.1.4.2.) Donde,

81
D = Diámetro interno del Tanque. d = diámetro de circunferencia dibujada por las aspas. Bajo esta circunstancia, es necesario conocer el régimen en el que se trabajará. Para esto, caracterizaremos el sistema con el equipo utilizado en el laboratorio. Para esto, hay que recalcar, que se caracterizará la mezcla utilizada con las propiedades del solvente, por utilizarse una mezcla diluida de Citral en Ciclohexano. De esta manera, se procede a calcular el Número de Reynolds, parámetro que permite ubicar el fluido en cuestión en el régimen adecuado, según Bird [8] en la siguiente tabla: Flujo Laminar sin Ondulaciones. 4 < Re < 25 (5.5.1.4.3.) Flujo Laminar con Ondulaciones. 4 a 25 < Re < 1000 (5.5.1.4.4.) Flujo Turbulento. Re > 1000 (5.5.1.4.5.) Así,
(5.5.1.4.6.)
Donde: Re = Número de Reynolds. D = Diámetro del tanque. υ = revoluciones por segundo.
ρ = Densidad del fluido. µ = Viscosidad del fluido.
Si: µCiclohexano = 0.003g/cm s ρciclohexano =0.779g/cm3
υ =16.6667 D = 180cm
Entonces: Re >2000 (5.5.1.4.7.) Para el caso industrial, es necesario obtener la viscosidad y densidad de la mezcla reaccionante. La densidad de una mezcla de líquidos [2] puede calcularse suponiendo que los volúmenes de los componentes son aditivos. Esto nos lleva a una expresión simple para obtener la densidad promedio de una mezcla:
(5.5.1.4.8.)
Donde:

82
ρmix = densidad de la mezcla. ρi = densidad del componente i. xi = fracción masa del componente i.
n = núm. de componentes en la mezcla. i = i-ésimo componente en la mezcla.
De tal manera que:
(5.5.1.4.9.)
En el caso general, no es posible relacionar las viscosidades de las mezclas de líquidos miscibles a las viscosidades de los componentes puros; pero, sobre bases empíricas, la ecuación de Kendall-Monroe parece ser la más apropiada de este tipo [40]:
(5.5.1.4.10.)
De tal manera que aplicada a la mezcla del caso que nos ocupa:
(5.5.1.4.11.)
Ahora, conocidas la densidad y la viscosidad de la mezcla, estamos en condiciones de calcular el número de Reynolds para el caso industrial.
(5.5.1.4.12.)
Como el valor de Re resulta muy grande, evidentemente provoca flujo turbulento, sin embargo, se procede a buscar el número de rps más pequeño, con el fin de cumplir con el régimen requerido, y disminuir el costo de operación, así como el requerimiento de potencia del rotor, de manera que se elige el siguiente rango de operación: rps = 3 - 5 rpm =180 - 300
Re = 4,382,679 – 7,304,464
Finalmente se mantiene trabajando a régimen turbulento. Por lo que, la relación d/D se deberá aproximar a 1/3.
(5.5.1.4.13.)
Sin embargo, este valor se sobre especificará 20% de tal manera que
(5.5.1.4.14.)
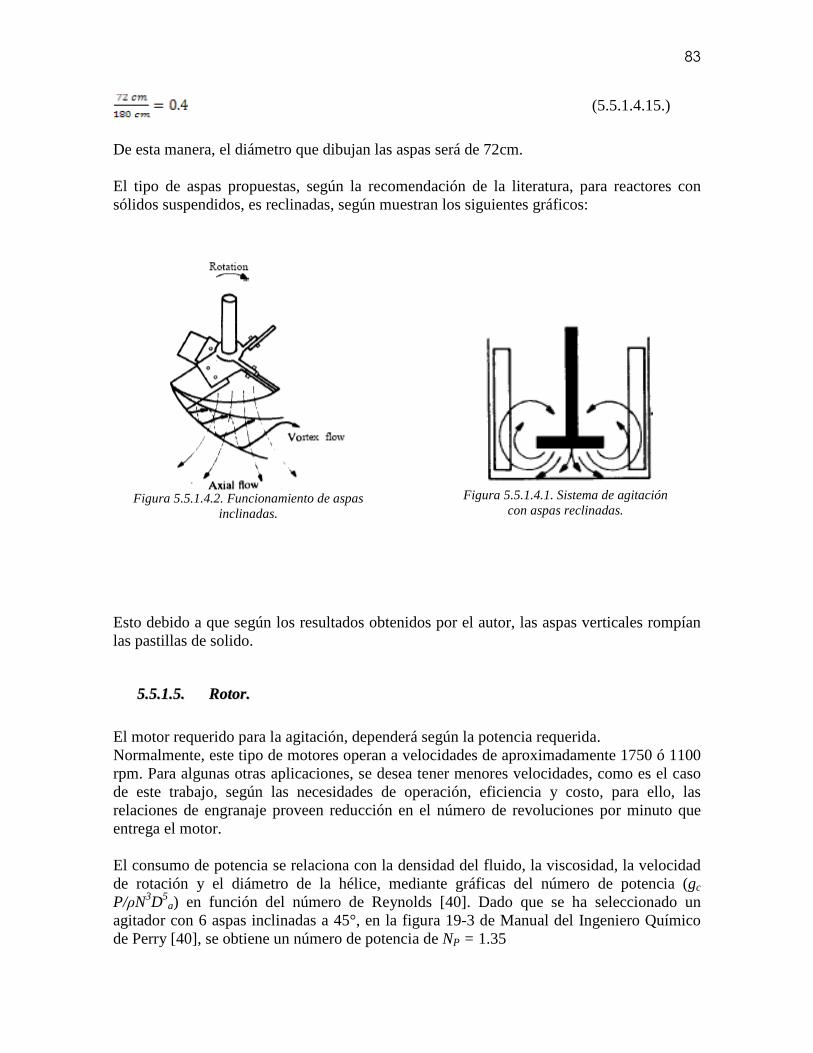
83
(5.5.1.4.15.)
De esta manera, el diámetro que dibujan las aspas será de 72cm. El tipo de aspas propuestas, según la recomendación de la literatura, para reactores con sólidos suspendidos, es reclinadas, según muestran los siguientes gráficos:
Figura 5.5.1.4.2. Funcionamiento de aspas
inclinadas.
Figura 5.5.1.4.1. Sistema de agitación
con aspas reclinadas.
Esto debido a que según los resultados obtenidos por el autor, las aspas verticales rompían las pastillas de solido.
55..55..11..55.. RRoottoorr..
El motor requerido para la agitación, dependerá según la potencia requerida. Normalmente, este tipo de motores operan a velocidades de aproximadamente 1750 ó 1100 rpm. Para algunas otras aplicaciones, se desea tener menores velocidades, como es el caso de este trabajo, según las necesidades de operación, eficiencia y costo, para ello, las relaciones de engranaje proveen reducción en el número de revoluciones por minuto que entrega el motor. El consumo de potencia se relaciona con la densidad del fluido, la viscosidad, la velocidad de rotación y el diámetro de la hélice, mediante gráficas del número de potencia (gc P/ρN3D5
a) en función del número de Reynolds [40]. Dado que se ha seleccionado un agitador con 6 aspas inclinadas a 45°, en la figura 19-3 de Manual del Ingeniero Químico de Perry [40], se obtiene un número de potencia de NP = 1.35

84
Por lo tanto, haciendo uso de la ecuación ….:
(5.5.1.5.1.) Donde: Pot = Potencia del rotor (J/s) NP = Número de Potencia. ρmix = Densidad de la mezcla.
N = Revoluciones por segundo. D = Diámetro de aspas del agitador.
Por lo tanto,
(5.5.1.5.2.) (5.5.1.5.3.)
De esta manera, se deduce que es conveniente, por economía, trabajar a 180rpm, utilizando un motor con una potencia de 3 hp. El espesor de la bayoneta que soporta la hélice, deberá cumplir con la siguiente relación:
(5.5.1.5.4.)
Lo que implica, que el diámetro de la bayoneta resulta:
(5.5.1.5.5.)
55..55..22.. TToorrrree ddee DDeessttii llaacciióónn DDiissccoonnttiinnuuaa –– SSeeppaarraacciióónn ddee CCHHXX..
A continuación se presenta la metodología para la determinación de las características más importantes del diseño de una torre de destilación discontinua. Primero se eligieron los flujos mayores al final de la separación (t≈3hr), para el líquido y vapor, ya que estos son los más grandes durante todo el tiempo de la separación. Los de la etapa de equilibrio sombreada (4) en la tabla (5.5.2.1).
Etapa T (K) Flujo de líquido q (kmol/s) 104
Composición (CHX)
Flujo de vapor q (kmol/s) 104
Composición (CHX)
1 166.3 55.55 0.1211 0 0.7865 2 211.6 68.36 0.0107 83.33 0.1211 3 217.4 69.78 0.0037 96.14 0.0425 4 220.3 69.93 0.0034 97.56 0.0372 5 222.8 0 0.0035 97.71 0.0369
Tabla 5.5.2.1. Características de las etapas de equilibrio al final de la separación (t≈3hr).
Es importante darse cuenta que no se deben considerar a la primera y última etapa de equilibrio, ya que son el condensador y el hervidor, respectivamente. Se sabe que los pesos

85
moleculares del ciclohexano y del mentol son 84.16 y 156.27, respectivamente. Además, las composiciones que se eligieron para determinar las densidades de los flujos líquidos y gaseoso son las que más cantidad de MTS tienen, siendo estas de igual manera las correspondientes al final de la separación, por lo tanto, los pesos moleculares de la mezcla de componentes líquidos y gaseosos, son:
(5.5.2.1.)
(5.5.2.2.) Así que, a continuación se muestra como se obtuvieron las densidades para los flujos líquido y gaseoso. Para el primero se tiene que:
(5.5.2.3.)
(5.5.2.4.)
Y para el gaseoso se tiene que:
(5.5.2.5.) Donde la P es la presión en pascales, R es la constante de los gases y T es la temperatura en kelvin.
(5.5.2.6.)
(5.5.2.7.)
Donde q y Q son los flujos volumétricos del líquido y gas, respectivamente. Esta última cantidad se multiplica con la masa molecular de la mezcla gaseosa y se obtiene la densidad. Por lo que las densidades de los flujos líquido y gaseoso son ρL=889kg/m3 y ρG=3.789kg/m3. Y utilizando la ecuación (5.5.1.7) se obtienen los flujos volumétricos del líquido y del gas son q=12.26x10-04m3/s y Q=0.396m3/s.
(5.5.2.8.) Donde d0 es el diámetro de los orificios, p’ es la distancia entre los orificios. El diámetro de orificio o de perforación se eligió de d0=0.0045m sobre una distribución en forma de triángulo equilátero con distancias de p’= 0.012m entre los centros de los orificios, hechos sobre una hoja metálica de 0.002m de espesor. Por lo tanto, según la ecuación
86
(5.5.2.8), la relación entre el área de las perforaciones (A0) y el área activa de la lámina perforada (Aa) es:
(5.5.2.9.)
(5.5.2.10.)
El resultado de la ecuación (5.5.2.10) es de 2.02x10-04. Ahora para calcular la constante de inundación se consideran las ecuaciones (5.5.2.11-13). Para las últimas dos, se considera que el espaciamiento de los platos es de t=0.25m. Además se consideró a la tensión superficial como σ=0.01N/m.
(5.5.2.11.)
(5.5.2.12.)
(5.5.2.13.) Los resultados de α y β son de 0.04893 y 0.0302, respectivamente. Finalmente la constante de inundación tiene un valor aproximado de CF=0.2423. Para el cálculo de la velocidad de inundación se considera la ecuación (5.5.1.14) y se tiene un valor de VF=3.7m/s. Sin embargo, para la velocidad se decide emplear el 80% de la velocidad de inundación, V=2.96m/s.
……..(5.5.2.14.)
……..(5.5.2.15.)
……..(5.5.2.16.) Ahora bien, se eligió la cantidad típica para la longitud del derramadero como W=0.7T, por lo que la distancia desde el centro de la torre es de 0.3562T y el porcentaje del área utilizada por un vertedero es de 8.808%.
……..(5.5.2.17.)
……..(5.5.2.18.)
……..(5.5.2.19.)
Donde An es el área neta de la sección transversal de la torre para el flujo de gas, At es el área de la sección transversal de la torre y Ad es el área de la sección transversal del vertedero. Utilizando las ecuaciones (5.5.2.17-19) se tienen los siguientes valores:
87
An=0.176m2, At=0.193m2 y Ad=0.017m2. Finalmente, con el valor de At se puede calcular el diámetro de la torre, obteniéndose un valor de T=0.496m.
……..(5.5.2.20.) Ahora bien, considerando una eficiencia de las etapas de equilibrio de 80%, mediante la ecuación (5.5.2.20), se tienen en realidad 6.3 etapas. Las cuales se pueden aproximar a 7, por lo tanto, recordando que se eligió una separación de 0.5m entre las etapas y que en el domo y en el fondo se tiene la misma adición en distancia, una buena aproximación para la altura de la torre se obtiene de la siguiente manera:
……..(5.5.2.21.)
55..55..22..11.. HHeerrvviiddoorr yy CCoonnddeennssaaddoorr..
Para el diseño del hervidor y condensador, según la literatura [8] y [44], es necesario calcular el área de transferencia de calor, el número de tubos para el intercambiador de calor, el coeficiente total de transferencia de calor, etc. Como primer dato, se requiere conocer el coeficiente total de transferencia de calor UD Después, la media logarítmica de la diferencia de temperaturas ∆Tln, utilizando la ecuación (5.5.2.1.1.). Una vez determinados estos valores, se puede conocer el área de transferencia de calor ATC mediante la ecuación (5.5.2.1.2.)
(5.5.2.1.1.)
(5.5.2.1.2.)
Una de las consideraciones tanto para el hervidor, es que la materia líquida que sea evaporada en el contenedor de la torre de destilación, será a la misma temperatura. Ahora bien, se necesita asignar un valor para la longitud del intercambiador y el diámetro externo de los tubos Dt para calcular el perímetro de los tubos del intercambiador Pt. De esta manera se calcula el número de tubos necesarios Nt mediante la ecuación (5.5.2.1.3.).
(5.5.2.1.3.) De la literatura se debe determinar el diámetro interno de la coraza y el arreglo de los tubos. Esto se hace eligiendo un intercambiador ya diseñado, que tenga especificaciones semejantes. La cantidad de vapor de agua necesario para evaporar la materia líquida del contenedor se determina gracias a un balance energético definido como calor perdido igual a calor ganado. La ecuación (5.5.2.1.4.) permite conocer dicho calor, donde m es el flujo másico, T1 y T2 son las temperaturas de entrada y salida del intercambiador, y Cp es la capacidad calorífica del vapor de agua.
88
(5.5.2.1.4.)
89
55..55..33.. TToorrrree ddee DDeessttii llaacciióónn DDiissccoonnttiinnuuaa –– PPuurr ii ff iiccaacciióónn ddee CCii ttrraall ..
La metodología para la determinación de las características más importantes del diseño de esta torre de destilación discontinua es la misma que la utilizada para la torre de destilación discontinua que separa el CHX de la mezcla de reacción. Por lo tanto, se considera innecesario seguir paso a paso los cálculos de diseño nuevamente.
55..55..33..11.. HHeerrvviiddoorr yy CCoonnddeennssaaddoorr.. De igual manera que para el hervidor y condensador de la torre de separación por destilación discontinua encargada de remover el ciclohexano del proceso, los cálculos y la metodología es la misma. Por lo que no se considera necesario seguir paso a paso los cálculos de diseño nuevamente.
55..55..44.. Cristalizador – Separación MTLS / DMO / COL. La cristalización no utiliza solvente para llevarse a cabo e incluso se realizan dos cristalizaciones a distinto tiempo en el mismo tanque. Los cálculos se realizaron considerando que se cristalizarán solamente MTLS. Si se utiliza la ecuación para concentración en función de la temperatura que aparece al final de la tabla (3.6.2.) se obtiene en primer lugar, la concentración de la alimentación, y segundo, la concentración de salida.
(5.5.4.1.)
(5.5.4.2.) La resta de ambas concentraciones resulta en la cantidad depositada por kilogramo de solución, D=0.1275 kg/kgSolución. Ahora bien, para obtener la densidad del magma (MS) y finalmente el volumen del cristalizador (V), se utilizan las ecuaciones (5.5.4.3.) y (5.5.4.4.).
(5.5.4.3.)
(5.5.4.4.)
Por lo que MS resulta de 800.001 ≈ 800 kg/m3 y el V de 1.43m3. Que a diferencia de la suma de compuestos daría 1.3m3. Por supuesto, se sobre diseñará el equipo un 10%. Por lo tanto, V=1.573≈1.6m3. Para la determinación del número de semillas y su masa, que se necesitan para la cristalización se utiliza las ecuaciones (5.5.4.5.) y (5.5.4.6.).
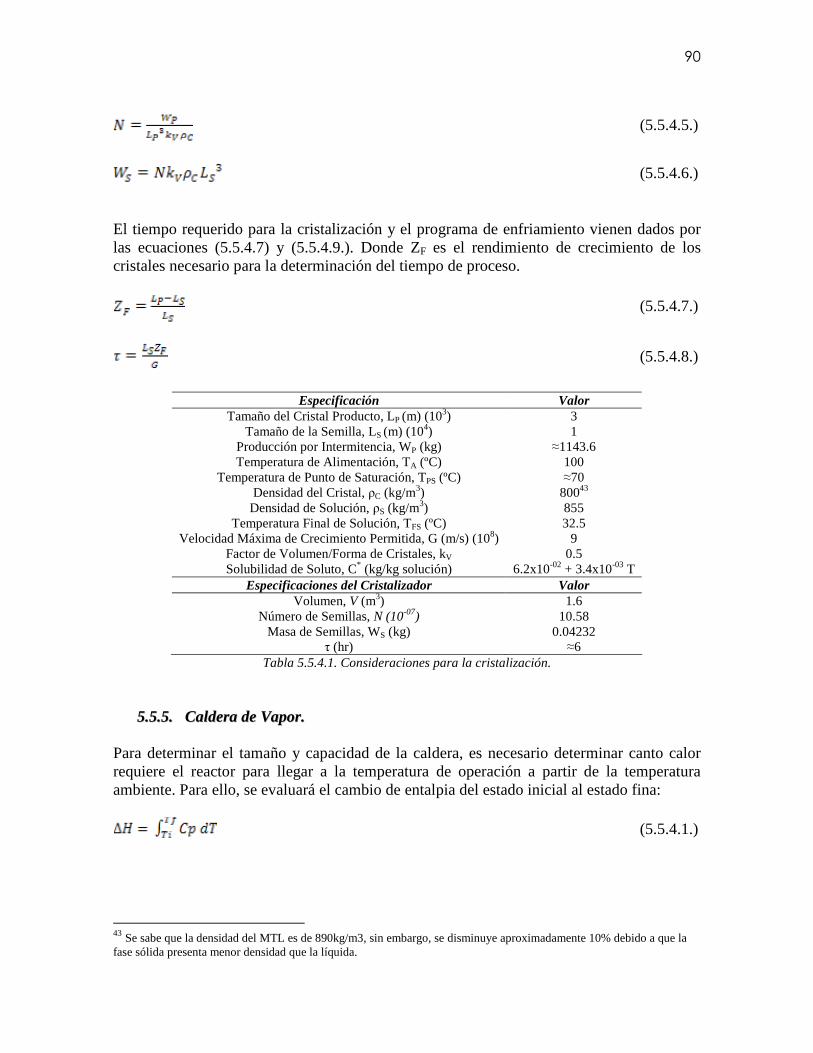
90
(5.5.4.5.)
(5.5.4.6.)
El tiempo requerido para la cristalización y el programa de enfriamiento vienen dados por las ecuaciones (5.5.4.7) y (5.5.4.9.). Donde ZF es el rendimiento de crecimiento de los cristales necesario para la determinación del tiempo de proceso.
(5.5.4.7.)
(5.5.4.8.)
Especificación Valor
Tamaño del Cristal Producto, LP (m) (103) 3 Tamaño de la Semilla, LS (m) (104) 1
Producción por Intermitencia, WP (kg) ≈1143.6 Temperatura de Alimentación, TA (ºC) 100
Temperatura de Punto de Saturación, TPS (ºC) ≈70 Densidad del Cristal, ρC (kg/m3) 80043 Densidad de Solución, ρS (kg/m3) 855
Temperatura Final de Solución, TFS (ºC) 32.5 Velocidad Máxima de Crecimiento Permitida, G (m/s) (108) 9
Factor de Volumen/Forma de Cristales, kV 0.5 Solubilidad de Soluto, C* (kg/kg solución) 6.2x10-02 + 3.4x10-03 T
Especificaciones del Cristalizador Valor Volumen, V (m3) 1.6
Número de Semillas, N (10-07) 10.58 Masa de Semillas, WS (kg) 0.04232
τ (hr) ≈6 Tabla 5.5.4.1. Consideraciones para la cristalización.
55..55..55.. CCaallddeerraa ddee VVaappoorr.. Para determinar el tamaño y capacidad de la caldera, es necesario determinar canto calor requiere el reactor para llegar a la temperatura de operación a partir de la temperatura ambiente. Para ello, se evaluará el cambio de entalpia del estado inicial al estado fina:
(5.5.4.1.)
43 Se sabe que la densidad del MTL es de 890kg/m3, sin embargo, se disminuye aproximadamente 10% debido a que la fase sólida presenta menor densidad que la líquida.

91
Donde:Cp = Capacidad calorífica de la mezcla Tf = Temperatura de operación.
Ti = Temperatura inicial. ∆H = Cambio en la entalpia.
Dado que el Cpmix, se considera constante en el intervalo de temperaturas en cuestión, la ecuación (5.5.4.1.) resulta:
(5.5.4.2.)
Que al ser evaluada de 25 a 100°C:
(5.5.4.3.)
Como en el reactor se encuentran 36,526 moles de mezcla, mas 102.5L de agua, equivalente a 5694.44 moles en el intercambiador, mas 8.6 ton de acero inoxidable correspondientes al reactor y sus aditamentos, que suman 156.9kmol. Entonces la cantidad total de calor requerida por el sistema es:
(5.5.4.4.)
De tal manera que la energía total requerida para elevar la temperatura del sistema a 100°C está dada por:
(5.5.4.5.) Donde: m = Material en el sistema. i = i-ésimo material en el sistema. Cpi = Cap. calorífica de i.
ni = número de moles del i. ∆T = Cambio neto de temperatura.
Así, la energía necesaria para llevar el sistema a condiciones de operación, es:
(5.5.4.6.)
Debido a que la altitud en el municipio de Tlalnepantla, es de 2,240m sobre el nivel del mar según cifras oficiales44, la presión atmosférica disminuye y por ende, la temperatura de ebullición del agua, lo que nos obliga a utilizar vapor sobrecalentado. Éste es fabricado en unidades con el mismo diseño básico del generador de vapor saturado pero, adicionando sobre el serpentín helicoidal, una sección para el sobrecalentamiento del vapor, la cual 44 www.tlalnepantla.gob.mx/descarga/actas/cesiones_ordinrias/...

92
queda integrada al generador de vapor. El uso de esta sección integrada de sobrecalentamiento elimina la necesidad de usar un sobrecalentador con quemador separado. Las unidades pueden suministrarse en una configuración que permite al usuario la opción de suministrar vapor saturado o sobrecalentado. El diagrama del funcionamiento de este tipo de calderas se muestra en la figura (5.5.4.1.).
Figura 5.5.4.1. Diagrama de caldera.
55..55..66.. BBoommbbaass..
Para el cálculo de las bombas, es necesario realizar el balance de energía mecánica, y el análisis en una tubería, para poder tomar en cuenta la caída de presión por distancia y por los codos, de manera que:
(5.5.6.1)
Donde: ∆Z = cambio en la altura. ∆v = cambio en la velocidad del fluido. ∆P = cambio en la presión a lo largo del tubo.
= Contribución de Fuerzas externas.

93
Que, al hacer un balance de fuerzas en una tubería, según se muestra en la figura se puede relacionar el esfuerzo cortante en la pared τw a la perdida por fricciones (o presión), es decir:
(5.5.6.2)
En donde la resistencia debido a las fuerzas externas esta dada por: fF = Factor de fricción de Fanning v = velocidad promedio del fluido. L = longitud del tubo. D = diámetro de tubo. Y donde, fF es una función del Reynolds (Re) y el Hedstrom (He), cuyas funciones se encuentran graficadas por Levenspiele [9] y se puede encontrar una aproximación al fF en función de Re y la rugosidad relativa de tubo, denominada tal que Re se define:
(5.5.6.3)
Y los valores para la rugosidad relativa, dependen del material de construcción de la tubería. Para el caso de ser flujo laminar, fF se define como:
(5.5.6.4)
(5.5.6.5)
Bomba de alimentación de citral a la torre de purificación: Para este cálculo, se caracterizará la mezcla problema con las propiedades del Citral, de manera que:

94
Densidad: 888 Kg/m3 @ 25°C Viscosidad: 1.048 cp @ 25°C Viscosidad: 0.001 Kg/ms @ 25°C Velocidad: 0.203 m/seg Diámetro tubo 0.0508 m La evaluación de Re para Ciclohexano resulta:
(5.5.6.6)
Según Levenspiele [9], en tuberías, el régimen turbulento completamente desarrollado se encuentra con Re > 10 000, por lo que, si bien el valor obtenido se encuentra cerca, no lo es, por lo que se tomará como laminar. Así, el fF se calcula, según el mismo autor, para régimen laminar como:
(5.5.6.7)
De tal manera que se obtiene:
(5.5.6.8) Con estos datos, se procede a evaluar cada uno de los términos la ecuación de balance de energía mecánica. De esta manera:
(5.5.6.9)
Luego:
(5.5.6.10)
Donde α =1 para régimen turbulento. α = 0.5 para régimen laminar. Es necesario tomar en cuenta en la perdida de presión por codos y accesorios dos codos de 90°, dos válvulas de compuerta y la entrada del tanque a la tubería, de manera que el 4.4 es la suma de las contribuciones de cada accesorio, llamados k en la ecuación .
(5.5.6.11)

95
Finalmente, es necesario evaluar de tal manera que:
(5.5.6.12)
Así, al sustituir todos los valores calculados en la ecuación general de balance de energía mecánica (ecuación ), y despejar para conocer Ws, se obtiene:
(5.5.6.13)
Esta, es la potencia necesaria en caso de tener una bomba con eficiencia de 100%, sin embargo, se supone eficiencia de 60%, por lo que:
(5.5.6.14)
De multiplicar ecuación por la velocidad de flujo másico, en Kg/s, y convertir las unidades de Watts (W) a caballos de fuerza (Hp) se obtiene:
(5.5.6.15) De esta manera, se puede ver que la potencia requerida no llega a ¼ de Hp, por lo que la bomba se adquirirá de ¼ Hp, con regulación por voltaje, o bien, por regulación por válvula. Esta, es la bomba que mayor potencia requerirá en el proceso, ya que es la que bombea mayor distancia. Por este motivo, no se calcularán las otras bombas, y se adquirirán de ¼Hp con regulación de rpm por voltaje.
55..66.. DDeessaarrrrooll lloo ddeell AAnnááll iissiiss EEccoonnóómmiiccoo.. A continuación se presenta el desarrollo para la obtención del costo para cada equipo dentro del proceso de producción de mentol. Además se desarrolla el análisis económico mediante algunos indicadores financieros.
55..66..11.. RReeaaccttoorr.. Para el reactor de acero inoxidable, con una presión máxima de operación de 20 bar, una altura y diámetro exagerados45 de 3 y 1 metros, respectivamente. Para el recipiente verticalmente orientado se tiene:
45 Con el fin de una localización práctica y fácil en las tablas propuestas por Ulrich [41].
96
CP=6,000 FM=4.0 FP=2.0
FM X FP=8 Fa
BM=16 CBM=CP X Fa
BM=6,000(16)=96,000 Donde CP es el costo inicial, FM es el factor de corrección por material, FP es el factor de corrección por presión, Fa
BM es el factor modular base y CBM es el Costo modular base. Para el intercambiador de calor por serpentín interno se tiene de manera análoga lo siguiente.
CP=15,000 FBM=4.5 FP=2.0
FaBM=FBM X FP=9
CBM=CP X FaBM=15,000(9)=135,000
De esta manera, se tiene que el precio total es de 231,000. Sin embargo, se le debe de sumar el 18% de esa cantidad a causa de contingencias e impuestos, y 30% debido a que es una planta completamente nueva.
CTM=354,250
55..66..22.. MMeezzccllaaddoorr.. Se tiene un mezclador estático de 0.1143 metros de diámetro y de acero al carbón.
CP=1,000 FBM=1.5
CBM=CP X FBM=1,500 Sin embargo, se le debe de sumar el 18% de esa cantidad a causa de contingencias e impuestos, y 30% debido a que es una planta completamente nueva.
CTM=2,301
55..66..33.. TToorrrree ddee DDeessttii llaacciióónn DDiissccoonnttiinnuuaa –– SSeeppaarraacciióónn CCHHXX.. Se tiene una altura y diámetro de 2.25 y 0.5 metros, respectivamente. Construido de acero al carbón y presión de operación atmosférica. Orientado verticalmente.
CP=4,500 FM=1.0 FP=1.2
FM X FP=1.2 Fa
BM=4.5 CBM=CP X Fa
BM=4,500(4.5) =20,250 Para las 7 etapas reales de equilibrio se tiene de manera análoga lo siguiente.
CP=200 FBM=1.2
fq=2 CBM=CP X FBM X fq=480
97
Y para el hervidor se tiene una carga máxima de 1,000 kJ/s, sin embargo se exagera a 3,000 para su localización en las gráficas [41]. Localizados como calentadores de proceso no reactivos, de acero al carbón.
CP=100,000 FBM=2.1
FP=1.0 CBM=CP X FBM X FP =210,000
Para el condensador se tiene una carga máxima de 500 kJ/s. Se considera la mitad del costo del hervidor. La suposición se realiza debido a que no aparece dicha carga en la literatura.
CBM=105,000 De esta manera, se tiene que el precio total es de 335,730. Sin embargo, se le debe de sumar el 18% de esa cantidad a causa de contingencias e impuestos, y 30% debido a que es una planta completamente nueva.
CTM=515,010
55..66..44.. TToorrrree ddee DDeessttii llaacciióónn DDiissccoonnttiinnuuaa –– PPuurr ii ff iiccaacciióónn CCii ttrraall .. Se tiene una altura y diámetro de 3.5 y 0.8 metros, respectivamente. Construido de acero al carbón y presión de operación atmosférica. Orientado verticalmente.
CP=7,000 FM=1.0 FP=1.2
FM X FP=1.2 Fa
BM=4.5 CBM=CP X Fa
BM=7,000(4.5) =31,500 Para las 12 etapas reales de equilibrio se tiene de manera análoga lo siguiente.
CP=300 FBM=1.2
fq=1.5 CBM=CP X FBM X fq=540
Y para el hervidor y condensador, se tiene una carga máxima de 500 kJ/s. Localizados como calentadores de proceso no reactivos, de acero al carbón.
CP=50,000 FBM=2.1
FP=1.0 CBM=CP X FBM X FP =105,000
De esta manera, se tiene que el precio total es de 242,040. Sin embargo, se le debe de sumar el 18% de esa cantidad a causa de contingencias e impuestos, y 30% debido a que es una planta completamente nueva.
CTM=371,290
55..66..55.. CCrriissttaall iizzaaddoorr.. MMTTLLSS // CCOOLL // DDMMOO..

98
Para este cristalizador se tiene un volumen de 1.6m3, y una altura y diámetro de 1.2 y 1.3 metros, respectivamente. Construido de acero al carbón y presión de operación atmosférica. Orientado verticalmente.
CP=6,000 FM=1.0 FP=1.2
FM X FP=1.2 Fa
BM=4.5 CBM=CP X Fa
BM=6,000(4.5) =27,000 Para la chaqueta de calentamiento se tiene de manera análoga lo siguiente.
CP=7,000 FBM=2.7
FP=1.0 CBM=CP X Fa
BM X FP=18,900 De esta manera, se tiene que el precio total es de 45,900. Sin embargo, se le debe de sumar el 18% de esa cantidad a causa de contingencias e impuestos, y 30% debido a que es una planta completamente nueva.
CTM=70,411
55..66..66.. CCrriissttaall iizzaaddoorr ppoorr CCaammbbiioo ddee PPrreessiióónn.. Para este cristalizador se tiene un volumen de 1.5m3, y una altura y diámetro de 1.2 y 1.2 metros, respectivamente. Construido de acero al carbón y presión de operación máxima de 400bar. Orientado verticalmente.
CP=6,000 FM=1.0 FP=15.5
FM X FP=15.5 Fa
BM=29 CBM=CP X Fa
BM=6,000(29) =174,000 Para la chaqueta de calentamiento se tiene de manera análoga lo siguiente.
CP=7,000 FBM=2.7
FP=1.0 CBM=CP X Fa
BM X FP=18,900 De esta manera, se tiene que el precio total es de 192,900. Sin embargo, se le debe de sumar el 18% de esa cantidad a causa de contingencias e impuestos, y 30% debido a que es una planta completamente nueva.
CTM=295,909
55..66..77.. CCaallddeerraa.. La caldera se compra al proveedor incluido en su precio el costo de instalación, la bomba de llenado y una base de colocación, según muestra el diagrama en la figura 3.9.1 y 5.5.4.1.
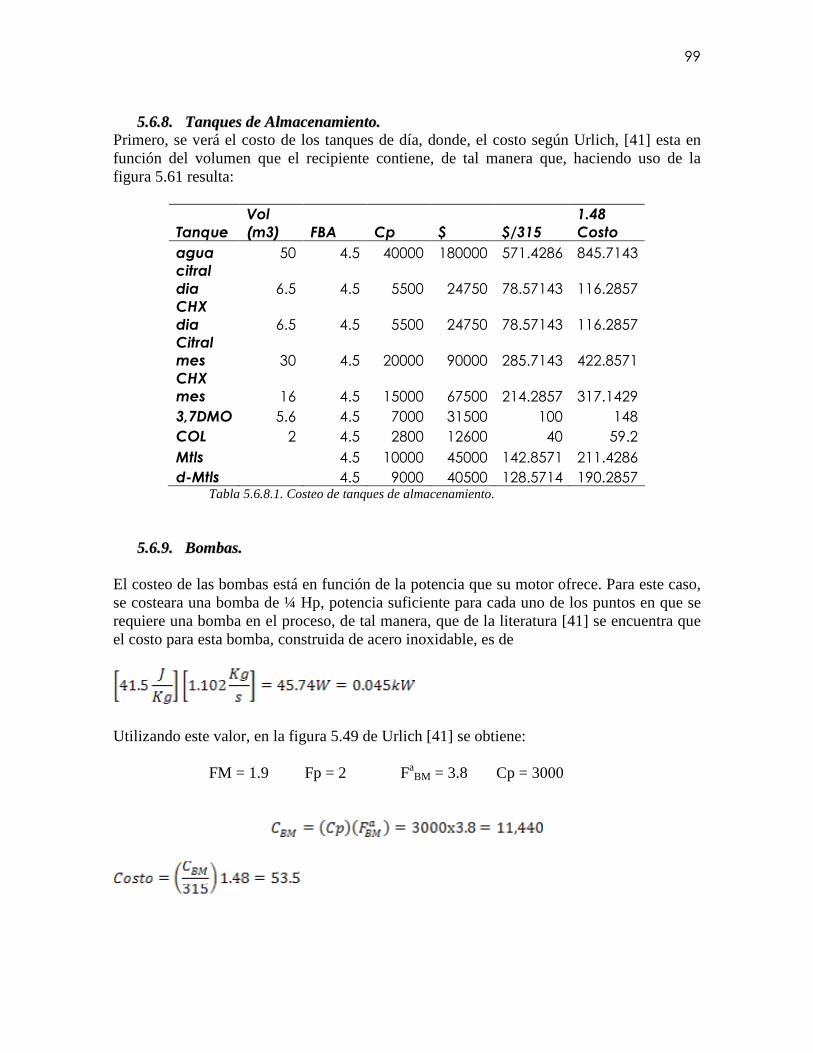
99
55..66..88.. TTaannqquueess ddee AAllmmaacceennaammiieennttoo..
Primero, se verá el costo de los tanques de día, donde, el costo según Urlich, [41] esta en función del volumen que el recipiente contiene, de tal manera que, haciendo uso de la figura 5.61 resulta:
Tanque Vol (m3) FBA Cp $ $/315
1.48 Costo
agua 50 4.5 40000 180000 571.4286 845.7143
citral dia 6.5 4.5 5500 24750 78.57143 116.2857
CHX dia 6.5 4.5 5500 24750 78.57143 116.2857
Citral mes 30 4.5 20000 90000 285.7143 422.8571
CHX mes 16 4.5 15000 67500 214.2857 317.1429
3,7DMO 5.6 4.5 7000 31500 100 148
COL 2 4.5 2800 12600 40 59.2
Mtls 4.5 10000 45000 142.8571 211.4286
d-Mtls 4.5 9000 40500 128.5714 190.2857
Tabla 5.6.8.1. Costeo de tanques de almacenamiento.
55..66..99.. BBoommbbaass.. El costeo de las bombas está en función de la potencia que su motor ofrece. Para este caso, se costeara una bomba de ¼ Hp, potencia suficiente para cada uno de los puntos en que se requiere una bomba en el proceso, de tal manera, que de la literatura [41] se encuentra que el costo para esta bomba, construida de acero inoxidable, es de
Utilizando este valor, en la figura 5.49 de Urlich [41] se obtiene:
FM = 1.9 Fp = 2 FaBM = 3.8 Cp = 3000
100
66.. RReeffeerreenncciiaass BBiibbll iiooggrrááff iiccaass..
Enseguida se muestra la bibliografía (libros, revistas, artículos, páginas web, etc.) que fue utilizada para la realización de este reporte de proyecto terminal.
6.1. Libros. [1] Reid R.C, Prausnitz, J.M., Bruce E.P., “The Properties of Gases and Liquids”,4th
ed., Edit. McGraw Hill, 1977. [2] Felder R.M, Rosseau R.W, “Principios Elementales de los Procesos Químicos” 2º
ed. Edit. Addison-Wesley Iberoamericana, New York 1986. [3] Smith, J.M., Van Ness, H.C., Abbott, M.M., “Introducción a la Termodinámica en
Ingeniería Química.”, 6ª ed., Edit. McGraw Hill, 2001. [4] Henley, E.J., Seader, J.D., “Operaciones de separación por etapas de equilibrio en
ingeniería química”, Edit. Reverté, México, 2000. [5] Treybal, R.E., “Operaciones de transferencia de masa”, 2ª ed., Edit. McGraw-Hill. [6] Schmidt, L.D., “The engineering of chemical reactions”, Oxford University Press,
1998. [7] Levenspiel, O., “Ingeniería de las reacciones químicas”, Ediciones Reverté, 2ª
edición, México, 1987. [8] Bird, R.B., Stewart, W.E., Lightfoot, E.N., “Fenómenos de transporte”, Edit.
Reverté, México, 2003. [9] Levenspiel, O., “Flujo de fluidos e intercambio de calor”, Edit. Reverté, España,
1993. [10] Ray, M.S., Johnston D.W., “Chemical engineering design project. A case study
approach”, Gordon $ Breach Science Publishers, Australia, 1949. [11] Fogler, H.S, “Elementos de Ingeniería de las Reacciones Químicas.”, Edit. Prentice
Hall, Tercera edición, México 2001. [12] Douglas, J.M. “Conceptual design of chemical processes”, Edit. McGraw Hill,
1988. [13] Seider, W., Seader, J.D. y Lewin, D.R., “Process design principles: Synthesis,
analysis and evaluation”, John Wiley & sons, 1999. [14] Baca Urbina, G., "Evaluación de proyectos. Análisis y administración del riesgo",
1ª Edición, McGraw Hill, 1990. [15] Coss Bu, R., “Análisis y evaluación de proyectos de inversión”, Limusa, 1982. [16] Narayan, S.T., “Industrial Crystallization. Process Simulation Analysis”, Plenum
Press, New York, 1995. [17] J. McMurry, “Química Orgánica”, 6ª ed., Thompson, México, 2004, p.791.
6.2. Artículos y Patentes. [18] A.F. Trasarti, A.J. Marchi, C.R. Apesteguía, “Highly selective synthesis of menthols
from citral in a one-step process”, J. Catal., 224, (2004), 484-488.

101
[19] H. Seçen, A.H. Kalpar, “An efficient acetylation of primary and secondary aliphatic alcohols with acetic anhydride in the presence of graphite bisulphate”, Turk J. Chem., 23, (1999), 27-30.
[20] C.E. Redemann, H.J. Lucas, “Rapid saponifiaction of esters by potassium hydroxide in diethylene glycol”, Ind. Eng. Chem., Anal. Ed., 9, (1937), 521-522.
[21] R.T. Hall, J.H. Holcomb Jr., D.B. Griffin, “Separation and determination of isomeric menthols”, Ind. and Eng. Chem. Anal. Ed., 4, (1940), 187-188
[22] U.K. Singh, M.A. Vannice, “Liquid-phase citral hydrogenation over SiO2-supported group VIII metals” J. Catal., 199, (2001), 73-84.
[23] U.K. Singh, M.A. Vannice, “Liquid-phase hydrogenation of citral over Pt/SiO2 catalysts. I. Temperature effects on activity and selectivity”, J. Catal., 191, (2000), 165-180.
[24] U.K. Singh, M.N. Sysak, M.A. Vannice, “Liquid-phase hydrogenation of citral over Pt-SiO2 catalysts. II. Hydrogenation of reaction intermediate compounds”, J. Catal., 191, (2000), 181-191.
[25] S. Mukherjee, M.A. Vannice, “Solvent effects in liquid-phase reactions. I. Activitivity and selectivity during citral hydrogenation on Pt-SiO2 and evaluation of mass transfer effects”, J. Catal., 243, (2006), 108-130.
[26] S. Mukherjee, M.A. Vannice, “Solvent effects in liquid-phase reactions. II. Kinetic modeling for citral hydrogenation”, J. Catal., 243, (2006), 131-148.
[27] C. Milone, C. Gangemi, R. Ingloglia, G. Neri, S. Galvagno, “Role of the support in the hydrogenation of citronellal on ruthenium catalysts”, App. Catal. A: Gral., 184, (1999), 89-94.
[28] C. Milone, C. Gangemi, G. Neri, A. Pistone, S. Galvagno, “Selective one step synthesis of (-)menthol from (+)citronellal on Ru supported on modified SiO2” , App. Catal. A: Gral., 199, (2000), 239-244.
[29] C. Milone, A. Perri, A. Pistone, G. Neri, S. Galvagno, “Isomerisation of (+)citronellal over Zn(II) supported catalysts”, App. Catal. A: Gral., 233, (2000), 151-157.
[30] G.K. Chuah, S.H. Liu, S. Jaenicke, L.J. Harrison, “Cylisation of citronellal to isopulegol catalysed by hydrous zirconia and other solid acids”, J. Catal., 200, (2001), 352-359
[31] Z. Yongzhong, N. Yuntong, S. Jaenicke G.-K. Chuah, “Cyclisation of citronellal over zirconium zeolite beta- a highly diastereoselective catalyst to (±)isopulegol”, J. Catal., 229, (2005), 404-413.
[32] P.M. Arvela, L.P. Tiainen, A.K. Neyestanaki, R. Sjöholm, T.K. Rantakyla, E. Laine, T. Salmi, D.Y. Murzin, App. Catal. A: Gral., 237, (2002), 181-200.
[33] D.E. López, K. Suwannakarn, D.A. Bruce, J.G. Goodwin Jr., “Esterification and transesterification on tungstated zirconia. Effect of calcination temperature”, J. Catal., 247, (2007), 43-50
[34] J.P. Alazard, H. B. Kagan, R. Setton, Bull. Soc. Chim. Fr., 499, (1977) [35] J. Fleischer, K. Bauer, R. Hopp, DE 2109456 (1971), Harrmann & Reimer. [36] S. Otsuka, K. Tani, T. Yamagata, S. Akutagawa, H. Kumobayashi,
M. Yagi, EP 68506 (1982), Takasago.
102
6.3. Otros.
[37] Secretaría de Economía. (SIAVI). [38] Censo Económico, INEGI, 1988. [39] Walas, S.M., “Chemical process equipment. Selection and design”, Butterworth- Heinemann Series, United States of America, 1990. [40] Perry, Robert H., Chilton, Cecil H., “Biblioteca del Ingeniero Químico”, McGraw- Hill, 2ª ed. (español), 1986. [41] Ulrich, Gael D., “A guide to chemical engineering process design and economics”, John Wiley & Sons, 1984. [42] Brodkey, R.S., Hershey, H.C., “Transport phenomena. A unified approach”, McGraw-Hill, 1988. [43] Piña V., J.C., Verastegui O., B., “Prducción de mentol a partir de la hidrogenación selectiva de citral en fase líquida con catalizadores bifuncionales.”, Dr. Tomás Viveros García, Univesridad Autónoma Metropolitana – Iztapalapa, México, D.F., 2006. [44] Crane, “Flujo de fluidos”. [45] Kern, D.Q., “Heat transfer processes”, CECSA, México, 1999. [46] Wright E., F., “The Crystallization of Menthol”, The Journal of American Chemical Society (ACJ), Vol. XXXIX, No. 8 (1917), 1515. [47] Ann. Physuk, [3], 54, 486, 513 (1895). [48] Ann., 308, 39 (1899). [49] Ann., Physik, [3] 64, 725, 733 (1898). [50] Cahn, R. P., “Separation of Pure Optical Stereoisomers by Pressure Crystallization”, U.S.P. 5,019,658, Kobe Steel Limited.





























