Embed Size (px)
Citation preview

Understanding API Attributes and their impact on Drug Product Manufacturing
Process SelectionData gathering from industry
AAPS Annual Meeting and Exposition 2016 Denver CO USA November 2016
Neil Dawson (Pfizer) Michael Leane (BMS) Gavin Reynolds (AstraZeneca) Kendal Pitt (GSK) APS Manufacturing System Working Group
2
bull A Pharmaceutical Sciences vision material attributes and the MCS
bull Importance of Understanding the attributes of our materials and how they impact processing or product performance ndash an evolution
bull Material Attributes ndash What types of attributes might we want to understand and why
bull Molecular attributes
bull Solid state attributes
bull Particle attributes
bull Surface attributes
bull Case study
bull Future perspective
bull Acknowledgements
Overview
3
Science of scale and
Computation Tools
MCS and Product Quality
Attributes
Design API
for DP
Material Attributes
Connecting material and drug product attributes
Ticehurst MD1 Marziano I2 J Pharm Pharmacol 2015 Jun67(6)782-802 Integration of active pharmaceutical ingredient solid form selection and particle engineering into drug product design
Materials Science Tetrahedron ndash A Useful Tool for Pharmaceutical Research and Development Calvin Sun et alJ Pharm Sci 98 1671 ndash 1687 2009
Data Structure ndash PropertyPerformanceConnectivity
6
bull Make it easier for the formulator to develop their formulation and productbull Assumes there is a preference for simpler manufacturing routesbull Builds on prior knowledge eg Hancockrsquos direct compression criteriabull Be able to perform prediction of drug product design using material attribute
data ndash ldquoBig Datardquo - ADDoPTbull Desire
bull Materials are stable and robustbull The manufacturing process is reproducible and robustbull The quality and performance of the product is through particle engineering or controls
bull Which attributes are the most useful crystal particle or bulk
Manufacturing Classification System
Particle Attributes
Blending Batch Size 800-12 Kg
CPS ProcessBatch Size 10 Kg
Inlet Temp 20 degCAir Volume 60 m3hr
Rotor Speed 1000 rpm
Spray Rate 50-25-15 gmin
API
EXCIPIENTS
Drying-OvenTemp 38-40 degC
Tap and Bulk DensityParticle Size and shape
Flow
Powder Rheometer
Segregation test
Wettability
Particle Size
Particle Shape
Porosity
Surface Area
Surface Roughness
Chemical mapping
Friability
Wettability
Moisture content
Screening-SievesParticle Size Range 106-400 microm
Particle Size
Particle ShapeBulk Density
Flow(Paediatrics)
Friability (basic meas)
Porosity
Surface Area
Surface RoughnessChemical mapping (once)
Wettability initial core
penetration
Dissolution profile
EXCIPIENTSWater 0600-0800 Kg
Microcrystalline Cellulose 0050 kg
Fluid Bed CoatingBatch Size 10Kg
Inlet Temp degCProduct Temp degC
Spray Rate gmin
Blending
Weight
Hardness
Friability
Wettability
Disintegration time
Dissolution profile
Tap Density tester
Shear cellFlowdex
Angle of repose Hausner ratio
compressibility index
FT4
Fluidized
Contact angle
In line FBRM
QICPIC
Moisture analyzer
Taste Mask Particle Size
Film coating layer
Disintegration time
Dissolution profile
QICPIC
SEM section view
Disintegration apparatus
Dissolution methods
QICPIC
Tap Density tester
Shear cell Flowdex
Friability tester
Mercury porosimetry
Gas absorption BET SSA
SEM section view AFM
Contact angle
Dissolution methods
Weight test
Hardness Tester
Friability tester
Contact angle
Disintegration tester
Dissolution methods
CompressionWeight
Tablet size
Compression force
Compression speed
Bulk Attributes Characterisation techniquesUnit Operations
API or Excipient AttributesSolid state formParticle SizeParticle shapeSpecific surface areaPowder FlowCrystallinityMelt onsetHygroscopicitySurface energySurface roughnessSolubilityProcess impurities hellip
API amp DP ndash Characterisation Map
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
bull Particle size and crystal form are wellunderstood regarding API manufacturability
bull Changes in particle shape can impact materialsmanufacturability
Case Study 1
1 Recrystallisation of ibuprofen
2 Materials characterisation
3 Mechanical characterisation
What role does particle shape play in drug product manufacture
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Ascorbic acid Ibuprofen Aspartame
Celecoxib Sodium chloride Ibuprofen
Pharmaceutical Particle Shapes
bull It is much easier to treat all particles as approximating spheresbull Laser diffraction particle sizing instruments do thisbull Sieve analysis does thisbull Our theories of dissolution (eg Fickrsquos law) do thisbull Discrete element models used for powder processing simulations
usually do thisbull Other Computational modelsbull And so onhellip
bull But this creates several problemshellipbull Surface area to volume can change significantly with aspect ratiobull Surface contacts are highly dependent on shapebull Particles are anisotropic
Particle Shape Challenges
Problem 1
httpcommonswikimediaorgwikiFileComparison_of_surface_area_vs_volume_of_shapessvg
ShapeSAV SAV of sphere
Sphere 100
Icosahedron 106
Dodecahedron 110
Octahedron 118
Cube 124
Tetrahedron 150
Surface area to volume can be very important
Problem 2Surface contacts are very different for spheresbull Real particles donrsquot rollbull Sphere donrsquot interlockbull Spheres have no preferred orientation
For example There is only one contact type for spheres In contrast there are at least seven types of contact for discscylinders
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
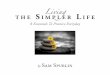
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
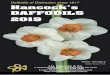
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

2
bull A Pharmaceutical Sciences vision material attributes and the MCS
bull Importance of Understanding the attributes of our materials and how they impact processing or product performance ndash an evolution
bull Material Attributes ndash What types of attributes might we want to understand and why
bull Molecular attributes
bull Solid state attributes
bull Particle attributes
bull Surface attributes
bull Case study
bull Future perspective
bull Acknowledgements
Overview
3
Science of scale and
Computation Tools
MCS and Product Quality
Attributes
Design API
for DP
Material Attributes
Connecting material and drug product attributes
Ticehurst MD1 Marziano I2 J Pharm Pharmacol 2015 Jun67(6)782-802 Integration of active pharmaceutical ingredient solid form selection and particle engineering into drug product design
Materials Science Tetrahedron ndash A Useful Tool for Pharmaceutical Research and Development Calvin Sun et alJ Pharm Sci 98 1671 ndash 1687 2009
Data Structure ndash PropertyPerformanceConnectivity
6
bull Make it easier for the formulator to develop their formulation and productbull Assumes there is a preference for simpler manufacturing routesbull Builds on prior knowledge eg Hancockrsquos direct compression criteriabull Be able to perform prediction of drug product design using material attribute
data ndash ldquoBig Datardquo - ADDoPTbull Desire
bull Materials are stable and robustbull The manufacturing process is reproducible and robustbull The quality and performance of the product is through particle engineering or controls
bull Which attributes are the most useful crystal particle or bulk
Manufacturing Classification System
Particle Attributes
Blending Batch Size 800-12 Kg
CPS ProcessBatch Size 10 Kg
Inlet Temp 20 degCAir Volume 60 m3hr
Rotor Speed 1000 rpm
Spray Rate 50-25-15 gmin
API
EXCIPIENTS
Drying-OvenTemp 38-40 degC
Tap and Bulk DensityParticle Size and shape
Flow
Powder Rheometer
Segregation test
Wettability
Particle Size
Particle Shape
Porosity
Surface Area
Surface Roughness
Chemical mapping
Friability
Wettability
Moisture content
Screening-SievesParticle Size Range 106-400 microm
Particle Size
Particle ShapeBulk Density
Flow(Paediatrics)
Friability (basic meas)
Porosity
Surface Area
Surface RoughnessChemical mapping (once)
Wettability initial core
penetration
Dissolution profile
EXCIPIENTSWater 0600-0800 Kg
Microcrystalline Cellulose 0050 kg
Fluid Bed CoatingBatch Size 10Kg
Inlet Temp degCProduct Temp degC
Spray Rate gmin
Blending
Weight
Hardness
Friability
Wettability
Disintegration time
Dissolution profile
Tap Density tester
Shear cellFlowdex
Angle of repose Hausner ratio
compressibility index
FT4
Fluidized
Contact angle
In line FBRM
QICPIC
Moisture analyzer
Taste Mask Particle Size
Film coating layer
Disintegration time
Dissolution profile
QICPIC
SEM section view
Disintegration apparatus
Dissolution methods
QICPIC
Tap Density tester
Shear cell Flowdex
Friability tester
Mercury porosimetry
Gas absorption BET SSA
SEM section view AFM
Contact angle
Dissolution methods
Weight test
Hardness Tester
Friability tester
Contact angle
Disintegration tester
Dissolution methods
CompressionWeight
Tablet size
Compression force
Compression speed
Bulk Attributes Characterisation techniquesUnit Operations
API or Excipient AttributesSolid state formParticle SizeParticle shapeSpecific surface areaPowder FlowCrystallinityMelt onsetHygroscopicitySurface energySurface roughnessSolubilityProcess impurities hellip
API amp DP ndash Characterisation Map
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
bull Particle size and crystal form are wellunderstood regarding API manufacturability
bull Changes in particle shape can impact materialsmanufacturability
Case Study 1
1 Recrystallisation of ibuprofen
2 Materials characterisation
3 Mechanical characterisation
What role does particle shape play in drug product manufacture
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Ascorbic acid Ibuprofen Aspartame
Celecoxib Sodium chloride Ibuprofen
Pharmaceutical Particle Shapes
bull It is much easier to treat all particles as approximating spheresbull Laser diffraction particle sizing instruments do thisbull Sieve analysis does thisbull Our theories of dissolution (eg Fickrsquos law) do thisbull Discrete element models used for powder processing simulations
usually do thisbull Other Computational modelsbull And so onhellip
bull But this creates several problemshellipbull Surface area to volume can change significantly with aspect ratiobull Surface contacts are highly dependent on shapebull Particles are anisotropic
Particle Shape Challenges
Problem 1
httpcommonswikimediaorgwikiFileComparison_of_surface_area_vs_volume_of_shapessvg
ShapeSAV SAV of sphere
Sphere 100
Icosahedron 106
Dodecahedron 110
Octahedron 118
Cube 124
Tetrahedron 150
Surface area to volume can be very important
Problem 2Surface contacts are very different for spheresbull Real particles donrsquot rollbull Sphere donrsquot interlockbull Spheres have no preferred orientation
For example There is only one contact type for spheres In contrast there are at least seven types of contact for discscylinders
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

3
Science of scale and
Computation Tools
MCS and Product Quality
Attributes
Design API
for DP
Material Attributes
Connecting material and drug product attributes
Ticehurst MD1 Marziano I2 J Pharm Pharmacol 2015 Jun67(6)782-802 Integration of active pharmaceutical ingredient solid form selection and particle engineering into drug product design
Materials Science Tetrahedron ndash A Useful Tool for Pharmaceutical Research and Development Calvin Sun et alJ Pharm Sci 98 1671 ndash 1687 2009
Data Structure ndash PropertyPerformanceConnectivity
6
bull Make it easier for the formulator to develop their formulation and productbull Assumes there is a preference for simpler manufacturing routesbull Builds on prior knowledge eg Hancockrsquos direct compression criteriabull Be able to perform prediction of drug product design using material attribute
data ndash ldquoBig Datardquo - ADDoPTbull Desire
bull Materials are stable and robustbull The manufacturing process is reproducible and robustbull The quality and performance of the product is through particle engineering or controls
bull Which attributes are the most useful crystal particle or bulk
Manufacturing Classification System
Particle Attributes
Blending Batch Size 800-12 Kg
CPS ProcessBatch Size 10 Kg
Inlet Temp 20 degCAir Volume 60 m3hr
Rotor Speed 1000 rpm
Spray Rate 50-25-15 gmin
API
EXCIPIENTS
Drying-OvenTemp 38-40 degC
Tap and Bulk DensityParticle Size and shape
Flow
Powder Rheometer
Segregation test
Wettability
Particle Size
Particle Shape
Porosity
Surface Area
Surface Roughness
Chemical mapping
Friability
Wettability
Moisture content
Screening-SievesParticle Size Range 106-400 microm
Particle Size
Particle ShapeBulk Density
Flow(Paediatrics)
Friability (basic meas)
Porosity
Surface Area
Surface RoughnessChemical mapping (once)
Wettability initial core
penetration
Dissolution profile
EXCIPIENTSWater 0600-0800 Kg
Microcrystalline Cellulose 0050 kg
Fluid Bed CoatingBatch Size 10Kg
Inlet Temp degCProduct Temp degC
Spray Rate gmin
Blending
Weight
Hardness
Friability
Wettability
Disintegration time
Dissolution profile
Tap Density tester
Shear cellFlowdex
Angle of repose Hausner ratio
compressibility index
FT4
Fluidized
Contact angle
In line FBRM
QICPIC
Moisture analyzer
Taste Mask Particle Size
Film coating layer
Disintegration time
Dissolution profile
QICPIC
SEM section view
Disintegration apparatus
Dissolution methods
QICPIC
Tap Density tester
Shear cell Flowdex
Friability tester
Mercury porosimetry
Gas absorption BET SSA
SEM section view AFM
Contact angle
Dissolution methods
Weight test
Hardness Tester
Friability tester
Contact angle
Disintegration tester
Dissolution methods
CompressionWeight
Tablet size
Compression force
Compression speed
Bulk Attributes Characterisation techniquesUnit Operations
API or Excipient AttributesSolid state formParticle SizeParticle shapeSpecific surface areaPowder FlowCrystallinityMelt onsetHygroscopicitySurface energySurface roughnessSolubilityProcess impurities hellip
API amp DP ndash Characterisation Map
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
bull Particle size and crystal form are wellunderstood regarding API manufacturability
bull Changes in particle shape can impact materialsmanufacturability
Case Study 1
1 Recrystallisation of ibuprofen
2 Materials characterisation
3 Mechanical characterisation
What role does particle shape play in drug product manufacture
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Ascorbic acid Ibuprofen Aspartame
Celecoxib Sodium chloride Ibuprofen
Pharmaceutical Particle Shapes
bull It is much easier to treat all particles as approximating spheresbull Laser diffraction particle sizing instruments do thisbull Sieve analysis does thisbull Our theories of dissolution (eg Fickrsquos law) do thisbull Discrete element models used for powder processing simulations
usually do thisbull Other Computational modelsbull And so onhellip
bull But this creates several problemshellipbull Surface area to volume can change significantly with aspect ratiobull Surface contacts are highly dependent on shapebull Particles are anisotropic
Particle Shape Challenges
Problem 1
httpcommonswikimediaorgwikiFileComparison_of_surface_area_vs_volume_of_shapessvg
ShapeSAV SAV of sphere
Sphere 100
Icosahedron 106
Dodecahedron 110
Octahedron 118
Cube 124
Tetrahedron 150
Surface area to volume can be very important
Problem 2Surface contacts are very different for spheresbull Real particles donrsquot rollbull Sphere donrsquot interlockbull Spheres have no preferred orientation
For example There is only one contact type for spheres In contrast there are at least seven types of contact for discscylinders
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Materials Science Tetrahedron ndash A Useful Tool for Pharmaceutical Research and Development Calvin Sun et alJ Pharm Sci 98 1671 ndash 1687 2009
Data Structure ndash PropertyPerformanceConnectivity
6
bull Make it easier for the formulator to develop their formulation and productbull Assumes there is a preference for simpler manufacturing routesbull Builds on prior knowledge eg Hancockrsquos direct compression criteriabull Be able to perform prediction of drug product design using material attribute
data ndash ldquoBig Datardquo - ADDoPTbull Desire
bull Materials are stable and robustbull The manufacturing process is reproducible and robustbull The quality and performance of the product is through particle engineering or controls
bull Which attributes are the most useful crystal particle or bulk
Manufacturing Classification System
Particle Attributes
Blending Batch Size 800-12 Kg
CPS ProcessBatch Size 10 Kg
Inlet Temp 20 degCAir Volume 60 m3hr
Rotor Speed 1000 rpm
Spray Rate 50-25-15 gmin
API
EXCIPIENTS
Drying-OvenTemp 38-40 degC
Tap and Bulk DensityParticle Size and shape
Flow
Powder Rheometer
Segregation test
Wettability
Particle Size
Particle Shape
Porosity
Surface Area
Surface Roughness
Chemical mapping
Friability
Wettability
Moisture content
Screening-SievesParticle Size Range 106-400 microm
Particle Size
Particle ShapeBulk Density
Flow(Paediatrics)
Friability (basic meas)
Porosity
Surface Area
Surface RoughnessChemical mapping (once)
Wettability initial core
penetration
Dissolution profile
EXCIPIENTSWater 0600-0800 Kg
Microcrystalline Cellulose 0050 kg
Fluid Bed CoatingBatch Size 10Kg
Inlet Temp degCProduct Temp degC
Spray Rate gmin
Blending
Weight
Hardness
Friability
Wettability
Disintegration time
Dissolution profile
Tap Density tester
Shear cellFlowdex
Angle of repose Hausner ratio
compressibility index
FT4
Fluidized
Contact angle
In line FBRM
QICPIC
Moisture analyzer
Taste Mask Particle Size
Film coating layer
Disintegration time
Dissolution profile
QICPIC
SEM section view
Disintegration apparatus
Dissolution methods
QICPIC
Tap Density tester
Shear cell Flowdex
Friability tester
Mercury porosimetry
Gas absorption BET SSA
SEM section view AFM
Contact angle
Dissolution methods
Weight test
Hardness Tester
Friability tester
Contact angle
Disintegration tester
Dissolution methods
CompressionWeight
Tablet size
Compression force
Compression speed
Bulk Attributes Characterisation techniquesUnit Operations
API or Excipient AttributesSolid state formParticle SizeParticle shapeSpecific surface areaPowder FlowCrystallinityMelt onsetHygroscopicitySurface energySurface roughnessSolubilityProcess impurities hellip
API amp DP ndash Characterisation Map
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
bull Particle size and crystal form are wellunderstood regarding API manufacturability
bull Changes in particle shape can impact materialsmanufacturability
Case Study 1
1 Recrystallisation of ibuprofen
2 Materials characterisation
3 Mechanical characterisation
What role does particle shape play in drug product manufacture
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Ascorbic acid Ibuprofen Aspartame
Celecoxib Sodium chloride Ibuprofen
Pharmaceutical Particle Shapes
bull It is much easier to treat all particles as approximating spheresbull Laser diffraction particle sizing instruments do thisbull Sieve analysis does thisbull Our theories of dissolution (eg Fickrsquos law) do thisbull Discrete element models used for powder processing simulations
usually do thisbull Other Computational modelsbull And so onhellip
bull But this creates several problemshellipbull Surface area to volume can change significantly with aspect ratiobull Surface contacts are highly dependent on shapebull Particles are anisotropic
Particle Shape Challenges
Problem 1
httpcommonswikimediaorgwikiFileComparison_of_surface_area_vs_volume_of_shapessvg
ShapeSAV SAV of sphere
Sphere 100
Icosahedron 106
Dodecahedron 110
Octahedron 118
Cube 124
Tetrahedron 150
Surface area to volume can be very important
Problem 2Surface contacts are very different for spheresbull Real particles donrsquot rollbull Sphere donrsquot interlockbull Spheres have no preferred orientation
For example There is only one contact type for spheres In contrast there are at least seven types of contact for discscylinders
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

6
bull Make it easier for the formulator to develop their formulation and productbull Assumes there is a preference for simpler manufacturing routesbull Builds on prior knowledge eg Hancockrsquos direct compression criteriabull Be able to perform prediction of drug product design using material attribute
data ndash ldquoBig Datardquo - ADDoPTbull Desire
bull Materials are stable and robustbull The manufacturing process is reproducible and robustbull The quality and performance of the product is through particle engineering or controls
bull Which attributes are the most useful crystal particle or bulk
Manufacturing Classification System
Particle Attributes
Blending Batch Size 800-12 Kg
CPS ProcessBatch Size 10 Kg
Inlet Temp 20 degCAir Volume 60 m3hr
Rotor Speed 1000 rpm
Spray Rate 50-25-15 gmin
API
EXCIPIENTS
Drying-OvenTemp 38-40 degC
Tap and Bulk DensityParticle Size and shape
Flow
Powder Rheometer
Segregation test
Wettability
Particle Size
Particle Shape
Porosity
Surface Area
Surface Roughness
Chemical mapping
Friability
Wettability
Moisture content
Screening-SievesParticle Size Range 106-400 microm
Particle Size
Particle ShapeBulk Density
Flow(Paediatrics)
Friability (basic meas)
Porosity
Surface Area
Surface RoughnessChemical mapping (once)
Wettability initial core
penetration
Dissolution profile
EXCIPIENTSWater 0600-0800 Kg
Microcrystalline Cellulose 0050 kg
Fluid Bed CoatingBatch Size 10Kg
Inlet Temp degCProduct Temp degC
Spray Rate gmin
Blending
Weight
Hardness
Friability
Wettability
Disintegration time
Dissolution profile
Tap Density tester
Shear cellFlowdex
Angle of repose Hausner ratio
compressibility index
FT4
Fluidized
Contact angle
In line FBRM
QICPIC
Moisture analyzer
Taste Mask Particle Size
Film coating layer
Disintegration time
Dissolution profile
QICPIC
SEM section view
Disintegration apparatus
Dissolution methods
QICPIC
Tap Density tester
Shear cell Flowdex
Friability tester
Mercury porosimetry
Gas absorption BET SSA
SEM section view AFM
Contact angle
Dissolution methods
Weight test
Hardness Tester
Friability tester
Contact angle
Disintegration tester
Dissolution methods
CompressionWeight
Tablet size
Compression force
Compression speed
Bulk Attributes Characterisation techniquesUnit Operations
API or Excipient AttributesSolid state formParticle SizeParticle shapeSpecific surface areaPowder FlowCrystallinityMelt onsetHygroscopicitySurface energySurface roughnessSolubilityProcess impurities hellip
API amp DP ndash Characterisation Map
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
bull Particle size and crystal form are wellunderstood regarding API manufacturability
bull Changes in particle shape can impact materialsmanufacturability
Case Study 1
1 Recrystallisation of ibuprofen
2 Materials characterisation
3 Mechanical characterisation
What role does particle shape play in drug product manufacture
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Ascorbic acid Ibuprofen Aspartame
Celecoxib Sodium chloride Ibuprofen
Pharmaceutical Particle Shapes
bull It is much easier to treat all particles as approximating spheresbull Laser diffraction particle sizing instruments do thisbull Sieve analysis does thisbull Our theories of dissolution (eg Fickrsquos law) do thisbull Discrete element models used for powder processing simulations
usually do thisbull Other Computational modelsbull And so onhellip
bull But this creates several problemshellipbull Surface area to volume can change significantly with aspect ratiobull Surface contacts are highly dependent on shapebull Particles are anisotropic
Particle Shape Challenges
Problem 1
httpcommonswikimediaorgwikiFileComparison_of_surface_area_vs_volume_of_shapessvg
ShapeSAV SAV of sphere
Sphere 100
Icosahedron 106
Dodecahedron 110
Octahedron 118
Cube 124
Tetrahedron 150
Surface area to volume can be very important
Problem 2Surface contacts are very different for spheresbull Real particles donrsquot rollbull Sphere donrsquot interlockbull Spheres have no preferred orientation
For example There is only one contact type for spheres In contrast there are at least seven types of contact for discscylinders
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Particle Attributes
Blending Batch Size 800-12 Kg
CPS ProcessBatch Size 10 Kg
Inlet Temp 20 degCAir Volume 60 m3hr
Rotor Speed 1000 rpm
Spray Rate 50-25-15 gmin
API
EXCIPIENTS
Drying-OvenTemp 38-40 degC
Tap and Bulk DensityParticle Size and shape
Flow
Powder Rheometer
Segregation test
Wettability
Particle Size
Particle Shape
Porosity
Surface Area
Surface Roughness
Chemical mapping
Friability
Wettability
Moisture content
Screening-SievesParticle Size Range 106-400 microm
Particle Size
Particle ShapeBulk Density
Flow(Paediatrics)
Friability (basic meas)
Porosity
Surface Area
Surface RoughnessChemical mapping (once)
Wettability initial core
penetration
Dissolution profile
EXCIPIENTSWater 0600-0800 Kg
Microcrystalline Cellulose 0050 kg
Fluid Bed CoatingBatch Size 10Kg
Inlet Temp degCProduct Temp degC
Spray Rate gmin
Blending
Weight
Hardness
Friability
Wettability
Disintegration time
Dissolution profile
Tap Density tester
Shear cellFlowdex
Angle of repose Hausner ratio
compressibility index
FT4
Fluidized
Contact angle
In line FBRM
QICPIC
Moisture analyzer
Taste Mask Particle Size
Film coating layer
Disintegration time
Dissolution profile
QICPIC
SEM section view
Disintegration apparatus
Dissolution methods
QICPIC
Tap Density tester
Shear cell Flowdex
Friability tester
Mercury porosimetry
Gas absorption BET SSA
SEM section view AFM
Contact angle
Dissolution methods
Weight test
Hardness Tester
Friability tester
Contact angle
Disintegration tester
Dissolution methods
CompressionWeight
Tablet size
Compression force
Compression speed
Bulk Attributes Characterisation techniquesUnit Operations
API or Excipient AttributesSolid state formParticle SizeParticle shapeSpecific surface areaPowder FlowCrystallinityMelt onsetHygroscopicitySurface energySurface roughnessSolubilityProcess impurities hellip
API amp DP ndash Characterisation Map
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
bull Particle size and crystal form are wellunderstood regarding API manufacturability
bull Changes in particle shape can impact materialsmanufacturability
Case Study 1
1 Recrystallisation of ibuprofen
2 Materials characterisation
3 Mechanical characterisation
What role does particle shape play in drug product manufacture
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Ascorbic acid Ibuprofen Aspartame
Celecoxib Sodium chloride Ibuprofen
Pharmaceutical Particle Shapes
bull It is much easier to treat all particles as approximating spheresbull Laser diffraction particle sizing instruments do thisbull Sieve analysis does thisbull Our theories of dissolution (eg Fickrsquos law) do thisbull Discrete element models used for powder processing simulations
usually do thisbull Other Computational modelsbull And so onhellip
bull But this creates several problemshellipbull Surface area to volume can change significantly with aspect ratiobull Surface contacts are highly dependent on shapebull Particles are anisotropic
Particle Shape Challenges
Problem 1
httpcommonswikimediaorgwikiFileComparison_of_surface_area_vs_volume_of_shapessvg
ShapeSAV SAV of sphere
Sphere 100
Icosahedron 106
Dodecahedron 110
Octahedron 118
Cube 124
Tetrahedron 150
Surface area to volume can be very important
Problem 2Surface contacts are very different for spheresbull Real particles donrsquot rollbull Sphere donrsquot interlockbull Spheres have no preferred orientation
For example There is only one contact type for spheres In contrast there are at least seven types of contact for discscylinders
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
bull Particle size and crystal form are wellunderstood regarding API manufacturability
bull Changes in particle shape can impact materialsmanufacturability
Case Study 1
1 Recrystallisation of ibuprofen
2 Materials characterisation
3 Mechanical characterisation
What role does particle shape play in drug product manufacture
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Ascorbic acid Ibuprofen Aspartame
Celecoxib Sodium chloride Ibuprofen
Pharmaceutical Particle Shapes
bull It is much easier to treat all particles as approximating spheresbull Laser diffraction particle sizing instruments do thisbull Sieve analysis does thisbull Our theories of dissolution (eg Fickrsquos law) do thisbull Discrete element models used for powder processing simulations
usually do thisbull Other Computational modelsbull And so onhellip
bull But this creates several problemshellipbull Surface area to volume can change significantly with aspect ratiobull Surface contacts are highly dependent on shapebull Particles are anisotropic
Particle Shape Challenges
Problem 1
httpcommonswikimediaorgwikiFileComparison_of_surface_area_vs_volume_of_shapessvg
ShapeSAV SAV of sphere
Sphere 100
Icosahedron 106
Dodecahedron 110
Octahedron 118
Cube 124
Tetrahedron 150
Surface area to volume can be very important
Problem 2Surface contacts are very different for spheresbull Real particles donrsquot rollbull Sphere donrsquot interlockbull Spheres have no preferred orientation
For example There is only one contact type for spheres In contrast there are at least seven types of contact for discscylinders
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
Equant Lath
(blade)
Needle
(acicular)
Flake
Plate
(tabular)
Columnar
(prismatic)
bull Particle size and crystal form are wellunderstood regarding API manufacturability
bull Changes in particle shape can impact materialsmanufacturability
Case Study 1
1 Recrystallisation of ibuprofen
2 Materials characterisation
3 Mechanical characterisation
What role does particle shape play in drug product manufacture
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Ascorbic acid Ibuprofen Aspartame
Celecoxib Sodium chloride Ibuprofen
Pharmaceutical Particle Shapes
bull It is much easier to treat all particles as approximating spheresbull Laser diffraction particle sizing instruments do thisbull Sieve analysis does thisbull Our theories of dissolution (eg Fickrsquos law) do thisbull Discrete element models used for powder processing simulations
usually do thisbull Other Computational modelsbull And so onhellip
bull But this creates several problemshellipbull Surface area to volume can change significantly with aspect ratiobull Surface contacts are highly dependent on shapebull Particles are anisotropic
Particle Shape Challenges
Problem 1
httpcommonswikimediaorgwikiFileComparison_of_surface_area_vs_volume_of_shapessvg
ShapeSAV SAV of sphere
Sphere 100
Icosahedron 106
Dodecahedron 110
Octahedron 118
Cube 124
Tetrahedron 150
Surface area to volume can be very important
Problem 2Surface contacts are very different for spheresbull Real particles donrsquot rollbull Sphere donrsquot interlockbull Spheres have no preferred orientation
For example There is only one contact type for spheres In contrast there are at least seven types of contact for discscylinders
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Ascorbic acid Ibuprofen Aspartame
Celecoxib Sodium chloride Ibuprofen
Pharmaceutical Particle Shapes
bull It is much easier to treat all particles as approximating spheresbull Laser diffraction particle sizing instruments do thisbull Sieve analysis does thisbull Our theories of dissolution (eg Fickrsquos law) do thisbull Discrete element models used for powder processing simulations
usually do thisbull Other Computational modelsbull And so onhellip
bull But this creates several problemshellipbull Surface area to volume can change significantly with aspect ratiobull Surface contacts are highly dependent on shapebull Particles are anisotropic
Particle Shape Challenges
Problem 1
httpcommonswikimediaorgwikiFileComparison_of_surface_area_vs_volume_of_shapessvg
ShapeSAV SAV of sphere
Sphere 100
Icosahedron 106
Dodecahedron 110
Octahedron 118
Cube 124
Tetrahedron 150
Surface area to volume can be very important
Problem 2Surface contacts are very different for spheresbull Real particles donrsquot rollbull Sphere donrsquot interlockbull Spheres have no preferred orientation
For example There is only one contact type for spheres In contrast there are at least seven types of contact for discscylinders
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

bull It is much easier to treat all particles as approximating spheresbull Laser diffraction particle sizing instruments do thisbull Sieve analysis does thisbull Our theories of dissolution (eg Fickrsquos law) do thisbull Discrete element models used for powder processing simulations
usually do thisbull Other Computational modelsbull And so onhellip
bull But this creates several problemshellipbull Surface area to volume can change significantly with aspect ratiobull Surface contacts are highly dependent on shapebull Particles are anisotropic
Particle Shape Challenges
Problem 1
httpcommonswikimediaorgwikiFileComparison_of_surface_area_vs_volume_of_shapessvg
ShapeSAV SAV of sphere
Sphere 100
Icosahedron 106
Dodecahedron 110
Octahedron 118
Cube 124
Tetrahedron 150
Surface area to volume can be very important
Problem 2Surface contacts are very different for spheresbull Real particles donrsquot rollbull Sphere donrsquot interlockbull Spheres have no preferred orientation
For example There is only one contact type for spheres In contrast there are at least seven types of contact for discscylinders
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Problem 1
httpcommonswikimediaorgwikiFileComparison_of_surface_area_vs_volume_of_shapessvg
ShapeSAV SAV of sphere
Sphere 100
Icosahedron 106
Dodecahedron 110
Octahedron 118
Cube 124
Tetrahedron 150
Surface area to volume can be very important
Problem 2Surface contacts are very different for spheresbull Real particles donrsquot rollbull Sphere donrsquot interlockbull Spheres have no preferred orientation
For example There is only one contact type for spheres In contrast there are at least seven types of contact for discscylinders
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Problem 2Surface contacts are very different for spheresbull Real particles donrsquot rollbull Sphere donrsquot interlockbull Spheres have no preferred orientation
For example There is only one contact type for spheres In contrast there are at least seven types of contact for discscylinders
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Problem 3
Monoclinic acetaminophen surface hardness anisotropy (Duncan-Hewitt et al 1994)
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
Real particles are anisotropic
bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

bull Particle shape has traditionally been a very challenging property to measurebull Static image analysis is slow
bull And it is difficult to express particle shape using a single numberbull How do we capture symmetry elongation flatness
smoothness curvature etc
bull Many ways to represent the full data set
bull However this is beginning to changehellip
In addition hellip
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

bull Morphologies (shape) are reported in the Cambridge Crystallographic Database (CSD)
bull Dinesh Vatvani has analyzed the CSD for particle shape trendsbull This indicates that more than 56
of all drug-like crystals have an aspect ratio of greater than 07
bull This analysis does not support the commonly held view that many APIs are comprised of needle-like particles
16
prisms29
blocks27
plates18
needles14
other12
Morphology statistics of all organic single component crystals
Publicly available data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

bull Particle shape data generated over several years at multiple sites were collected together and analyzed as a population
Data Analysisbull 14 databases 2007-2013 bull Data Selection Strategies
bull One analysis selected for each sample
bull 10th 50th 90th percentile values of aspect ratio convexity sphericitywere reported
bull Final data 1591 samplesbull 1309 API samplesbull 282 excipient samples
Analysis of Pfizer in-house data
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

00 00 00 01 0524
55
197
659
60
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
S50
00 00 00 00 01 00 10
72
477440
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
C50
00 00 03 1953
195
299
389
23 19
0
10
20
30
40
50
60
70
Pe
rce
nta
ge
AR50
All 1591 samples (1309 API amp 282 excipients)
(volume weighted)
Typical (median) samples (gt65) have- an aspect ratio of 06 to 08- a circularity of 08 to 10- a sphericity of 08 to 09
That is they are somewhat elongated and have slight surface roughness
Falling between the theoretical distributions of a cube and a square plate
Shape factor distributions
Hancock B Yu W Gordon Conference on Preclinical Form and Formulation Waterville Valley NH June 7-12 2015 ldquoAPI Particle ShapeThe Cinderella Quality Attributerdquo
J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

J Bunyan N Shankland and D Sheen AIChE Symp Ser 1991 44ndash57
Solvent Hexane Toluene Acetonitrile Ethanol Methanol
Expected
Shape
Actual
Shape
Yield 77 83 67 49 60
Comments
Increasing solvent polarity
Increasing shape regularity
Case study 1 ndash Lab-scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Comparison 1 Ethanol and Hexane
PSD = similar
Shape = different
Tabletability = similar
Sticking = different
Particle size volume distribution measured by laser diffraction
Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

NEEDLES
1 Large scale recrystallisation using hexane and ethanol2 Quantitative size and shape characterisation
3 Mechanical Characterisation
000002004006008010012014016018020022024026028030032034036038040042044046048050052054056058060062064066068070072074076
Aspect
ratio
40 60 80 100 200 400 600 800 1000 2000Particle size microm
BatchIBUHEXL01IBUETHL01IBUETHL01IBUHEXL01
Particle size
Asp
ect
rati
o
CUBES
000
005
010
015
020
025
030
035
040
045
050
055
060
065
070
075
080
085
090
095
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170
175
180
185
190
195
De
nsity d
istr
ibu
tio
n q
3
2 4 6 8 10 20 40 60 80 100 200 400 600 800 1000 2000
particle size microm
Batch
IBUHEXL01
IBUETHL01
IBUETHL01
IBUHEXL01
QICPIC volume distributions
ldquoLargerrdquo scale Ibuprofen
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

bull There is a scarcity of data in the literature indicating the typical shape of pharmaceutical particles and the impact on flowbull Fewer than 10 papers
bull Our preliminary pooled analysis suggest thatbull Most pharmaceutical particles (~70) have a median aspect ratio of between
06-08 (not needles)bull The majority of particles have smooth surfacesbull Aspect ratio is a discriminating particle shape parameterbull Compared to APIs excipients are more equant
bull Given the importance of particle shape to the quality and performance of pharmaceutical products we should be making much greater efforts to measure understand and control itbull Influence on powder flow
Summary of Case study 1
Hooper D Compaction Simulation Forum 2016 Boston and APS Pharm Sci 2016 Glasgow
bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

bull We need to develop target material attribute ranges for a given manufacturing process route
bull Then assess new materials against those ranges for selection of processing route
bull Prospective parameter range proposed for a direct compression process
Case study 2 ndash Process Route Selection
Hancock et al cited in MCS whitepaper
Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Can the optimal API attributes be developed for other processing routes
apprentice
apprentice
apprentice
apprentice
(FFC)
Knowledge management Material Property DatabasesldquoBig Datardquo and also data from computational tools
bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

bull APIs (red) tend to be above this limit (have a higher fracture tendency) while blends (blue) and granulations (green) tend to be below the limit regardless of absolute density
Absolute density vs brittle fracture index
Target true
density
Target BFI
bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

bull APIs (red) tend to have a poorer flow than the target flow for a DC formulation
bull APIs with poorer flow tend to have a greater fracture tendency
bull Blends (blue) and granulations (green) tend to have low fracture tendencies regardless of flow
Flow function coefficient vs Brittle fracture index
Target FFC
Target BFI
bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

bull For APIs as the effective angle of internal friction increases the fracture tendency increases
bull Active blends and granulations fall within range and have a low fracture tendency despite increases in the effective angle of internal friction
Effective angle of internal friction vs Brittle fracture index
Target effective angle of internal friction
Target BFI
bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

bull For APIs as the D[v01]
increases the tensile strength decreases The same trend is not observed for active blends or granulations
bull The majority of APIs are below the target range for DC
bull The API can impact tensile strength but does not make a difference when included as part of a formulationbull Drug Loading
Particle Size D[v01] vs Tensile strength
Target D[v01]
Target tensile strength
Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Composition Process Selection
Attributes of API
- Solubility - Flow - PSD
Quality Target
Product Profile
- Dose- Dosage form- hellip
Choice of processBatch Continuous
DGWGDC
Choice of excipients
Drug Loading
MCS
Other considerationsbull Speed of developmentbull No of API lotsbull Business drivers
bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

bull Visualisation and comparison of API material attributes data against target ranges for a given manufacturing route(s) can enable risk-based decisions on the selection of the appropriate routebull Support computational modelling approaches
bull Can we deconvolute company based preferences on manufacturing process to science driven risk-based decisionsbull Company preferences vs materials attributes driving
process selection
Case study 2 conclusions
bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

bull Can we develop attribute ranges for different manufacturing process (eg DC WG DG and so on)bull Do these need to be related to dosebull Do we know what attributes to develop ranges on
bull How can we improve data stewardship data sharing trending and knowledge management systems to enable us to develop meaningful target attribute ranges
bull Can we engineer the attributes of an API to make it suitable for a simpler processing route
Future perspective
Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Conrad Davies
Martyn Ticehurst
Tiffany Lai
Bruno Hancock
Weili Yu
Debbie Hooper
Fiona Clarke
Alan Carmody
Bob Docherty
Alastair Coupe
Tim Lukas
Lourdes Contreras
Acknowledgements
Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Questions
neildawsonpfizercom
Michael Leane (BMS)
Gavin Reynolds (AstraZeneca)
Kendal Pitt (GSK)
Iris Zieglar (Corden Pharma)
APS Manufacturing System Working Group
Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Backup
Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Dynamic Indentation Hardness Refers to the resistance of a particle to irreversibly deform when stressed As DIH decreases bonding contact area between particles increases Permanent deformation plastic deformation and ductility are additional terms used to describe the ability of a material to irreversibly deform In general indentation hardness is proportional to permanent deformation stress (eg a material with a high permanent deformation stress will have high DIH)
Tensile Strength Indicates the stress required to separate compacted material in a tensile mode A high tensile strength indicates a high likelihood of bond survival during tablet decompression and the probable formation of tablets with a high crushing strength Tensile strength is determined using a transverse crushing strength test
Brittleness Particle bonds are stressed in tension during tablet decompression The BFI indicates how this stress is relieved - by plastic deformation of the bonding region or by bond fracture within or between particles The plastic mechanism is preferred A high BFI indicates that compacted material is more likely to fail by brittle fracture The BFI is calculated from tensile strength values
Worst Case Bonding Index The degree that particle bonds have survived (not ruptured) during tablet decompression The bonding indices are determined from the relative magnitudes of the ductility and tensile strength parameters
Compression Stress The stress required to compress a compact to a solid fraction of 085 Moderate values of compression stress are desirable toenable interparticulate bond formation and maintain compact integrity
Viscoelasticity A measure of the effect of speed on mechanical properties It is calculated as the ratio of the dynamic hardness to the quasi-static hardness A large value for the viscoelastic number indicates that the mechanical properties are very sensitive to speed (ie viscoelastic)
Flowability (UFN) A normalized in-house parameter that describes powder flow under normal compressive loads The UFN indicates the potential for achieving acceptable tablet weight variation during tableting It is calculated from the effective angle of internal friction which is measured using a simple shear cell
Flowability (FFC) Describes how powder will flow under normal compressive loads on a shear cell (eg Schulze Ring Shear Tester) It is calculated from the ratio of the major consolidating stress to the unconfined yield strength of the powder
Cohesivity A measure of a powderrsquos tendency to agglomerate and resist flow High cohesivity can be problematic during low shear blending and powder transfer operations It is measured using a powder avalanche tester
Derived from the Hiestand compact testing method Determined using the compaction simulator Determined using the Schulze Shear Cell (RST)
Backup
Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Convexity reflects
particle surface
roughness Smoother
particles have higher
convexity
Feret_MIN
Feret_MAX
Aspect ratio reflects elongation of
particles Needle-shaped particles
have low aspect ratio spherical
particles have an aspect ratio of 1
Sphericity reflects the combination of particle
elongation and surface roughness
Shape parameters ndash Determined dynamic image analysis
Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville

Confirmation of mechanical properties
ldquoCommercial tablets are well represented by a sample with a solid fraction of ~085rdquo Bruno C
Hancock PhD Basic Principles of Materials Science with Application to Pharmaceutical Materials 48th AAPS Annual Arden Conference Pharmaceutical Materials Science and Engineering March 4-6 2013 Rockville