Embed Size (px)
Citation preview

TÜV SÜD | Vol. 2 April 2011
PetroChem | Technical industry e-news updates essential to your operations
E-ssentials
h t t p : / / w w w. p e t r o c h e m i n t l . c o m
Inspection Requirements of API-653 02
Guided Wave Inspection: Selected Case Studies 03
Options for Inspecting Buried Plant Piping 06
New Leadership Appointments 07
PetroChem NDT Training Program Schedule 07
PetroChem Events• Open Houses, Charitable Events, Trade Shows
08

TÜV SÜD E-ssent ialsVol. 2 April 2011
Page 2
EditorialDear Readers,
Welcome to the Spring 2011 issue of PetroChem
E-ssentials, the quarterly e-newsletter of PetroChem
Inspection Services, a subsidiary of TÜV SÜD America.
An important compliance consideration in the petroleum
and chemical industries is the inspection of storage tanks and
pipelines. So, in this second issue of PetroChem E-ssentials,
our editorial coverage focuses on inspection procedures and
techniques for these important infrastructure elements.
American Petroleum Institute (API) Standard 653 is the
key industry standard for the inspection of storage tanks.
However, many tank operators are only partially familiar
with the provisions of the standard, especially the mandated
inspection requirements. Our lead article, “Inspection
Requirements of API-653,” provides an overview of the key
inspection aspects covered in this important document.
Inspecting the integrity of piping that is buried or otherwise
inaccessible is a common industry challenge. In our second
article, “Guided Wave Inspection: Selected Case Studies,”
we review three instances in which PetroChem inspectors
used guided wave inspection technology to assess pipeline
integrity, an approach that saved our customers both time
and expense.
Inspecting buried piping is always challenging and should
involve various non-destructive testing (NDT) techniques
suitable to the situation at hand. Each inspection technology
has its unique characteristics and advantages. In our article
“Options for Inspecting Buried Plant Piping,” we identify and
discuss a number of NDT options, and how these techniques
can be used individually or collectively to provide the most
accurate assessment of buried piping.
We round out this issue of PetroChem E-ssentials with
a lineup of 2011 industry trade shows, conferences, and
other events and training that may be of interest to our
readers, as well as brief highlights from PetroChem’s March
golf charitable event which raised $4,000 for children with
cancer.
Finally, although we work with companies around the
world, our customers seldom have the opportunity to visit
our facilities and meet the local, technical staff that supports
efforts in the field. We’ll be hosting a series of regional
Open House events into Fall at various PetroChem locations,
featuring presentations and hands-on demonstrations on a
wide range of topics. Read the article in this issue for more
information, or register online today. We hope you can join
us!
Gerhard Abel
President, PetroChem Inspection Services
Inspection Requirements of API-653
American Petroleum Institute (API) Standard 653 “Tank Inspection, Repair, Alteration, and Reconstruction” provides minimum requirements for the integrity of steel tanks, and identifies considerations regarding inspection, repair, alteration, relocation, and reconstruction. The scope of the standard is limited to the tank foundation, and the bottom, shell, structure, and roof of the tank, as well as tank attachments, such as nozzles.
Section 6 of API-653 covers the inspection requirements for aboveground storage tanks. The performance of mandated tank inspections under the standard is limited to those professionals who have been certified by the API, consistent with the technical requirements of the standard. However, tank owner/operators seeking to develop or verify their tank integrity maintenance programs will benefit from a basic understanding of API-653’s inspection requirements.
Below is a summary of the key inspection requirements as found in Section 6 of the standard.
Inspection Frequency: API-653 provides an extensive list of factors to be considered in determining appropriate inspection intervals for in-service tanks. Some of the factors include the location of the tank, the materials used in the tank’s construction, the nature of the product stored in the tank, the existence of corrosion prevention systems, the results of visual maintenance checks, and conditions found during previous inspections.
Inspections from Outside the Tank: According to the standard, all tanks must receive an external inspection by an authorized inspector at least once
every five years, or more frequently depending on the rate of tank shell corrosion. The thickness of the tank shell and the rate of shell corrosion can be determined through the use of ultrasonic thickness measurements. In addition to the mandated inspection, owner/operators should routinely conduct a visual inspection of the tank from the ground.
Internal Inspections: API-653 generally requires that all newly installed tanks receive an internal inspection within 10 years of their entry into service. However, the maximum initial internal inspection interval may extend up to 25 years based on the completion of a risk-based inspection (RBI) assessment and the types of leak prevention, detection or containment safeguards that have been installed. Subsequent internal inspections are based on the rate of corrosion, with the duration extending from 20 to 30 years, depending on the method used to assess the rate of corrosion.
Determining Bottom Thickness: In those instances where the construction of the tank allows external access to the tank bottom, an external inspection to measure tank bottom thickness is permitted. However, in such cases, the owner/operator should consider other maintenance items in determining the appropriate intervals for internal tank inspection, and should document the rationale for this practice in the permanent record for the tank.
Preparing for Internal Inspections: The standard mandates that all inspection work be conducted in a manner that assures the safety and health of inspection personnel and prevents workplace property damage. Section 1.4 of API-653 requires the development of safety procedures consistent with API 2009, API 2015, API 2016, and API 2217A. In addition, special safety procedures may need to be developed for certain activities, and all safety procedures must comply with the provisions of any federal or state safety regulations dealing with other relevant factors, including requirements dealing with confined spaces.
TÜV SÜD E-ssent ials Vol. 2 April 2011Page 3
Inspection Checklist: Annex C of API-653 contains two comprehensive sample checklists covering the internal and external inspection of tanks, one for in-service tanks and one for out-of-service tanks. The checklists can aid the tank owner/operator in developing a tank inspection assessment schedule, and can facilitate the recording of findings from the inspection.
Record Keeping: The tank owner/operator is required to maintain three types of records, as follows: 1) construction records, including drawings and specifications, and any results of material tests and analyses conducted; 2) inspection records, including a record of all examinations and tests, the condition of the parts inspected, and corrosion rate and interval calculations; and 3) records of any repairs and alterations, and any replacements and service changes made to the tank.
Reporting: Inspectors are required to prepare a written report, including any recommendations. The owner/operator of the tank must retain a copy of the report and recommendations, and document any actions taken as a result of inspector recommendations, for the life of the tank. Local authorities may have additional reporting and record-keeping requirements for tank inspections.
A complete copy of API Standard 653 is available for viewing and purchase on the API website, www.api.org/standards.
PetroChem Inspection Services provides comprehensive above ground storage tank inspection services that meet API-653 requirements, and offers API-653 certified inspectors experienced in all types of storage tanks. Contact us for additional information on how PetroChem can help you meet your tank inspection requirements. n
Guided Wave Inspection: Selected Case Studies
Guided wave inspection can be an effective method for evaluating the integrity of pipeline that is inaccessible for other testing methods, such as ultrasonic testing (UT). This article will review three separate instances where guided wave inspection techniques were used to screen long lengths of pipework from a single location using proprietary screeing equipment (the WavemakerTM Pipe Screening System).
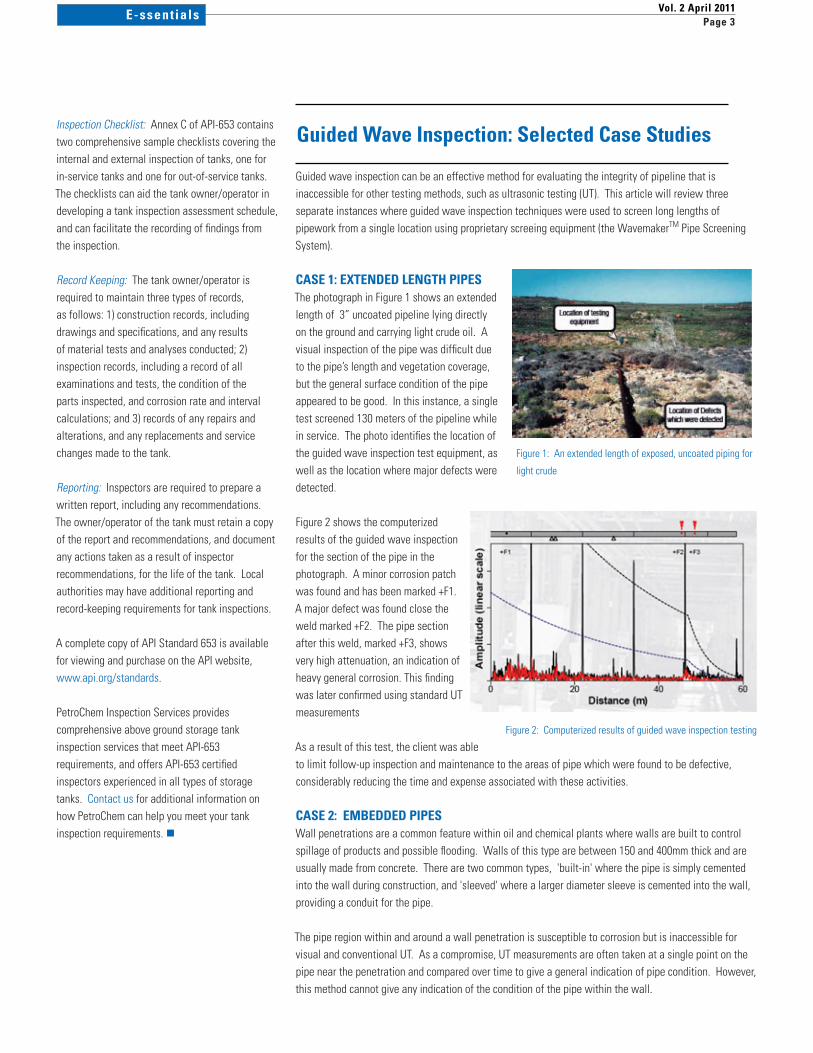
CASE 1: EXTENDED LENGTH PIPESThe photograph in Figure 1 shows an extended length of 3” uncoated pipeline lying directly on the ground and carrying light crude oil. A visual inspection of the pipe was difficult due to the pipe’s length and vegetation coverage, but the general surface condition of the pipe appeared to be good. In this instance, a single test screened 130 meters of the pipeline while in service. The photo identifies the location of the guided wave inspection test equipment, as well as the location where major defects were detected.
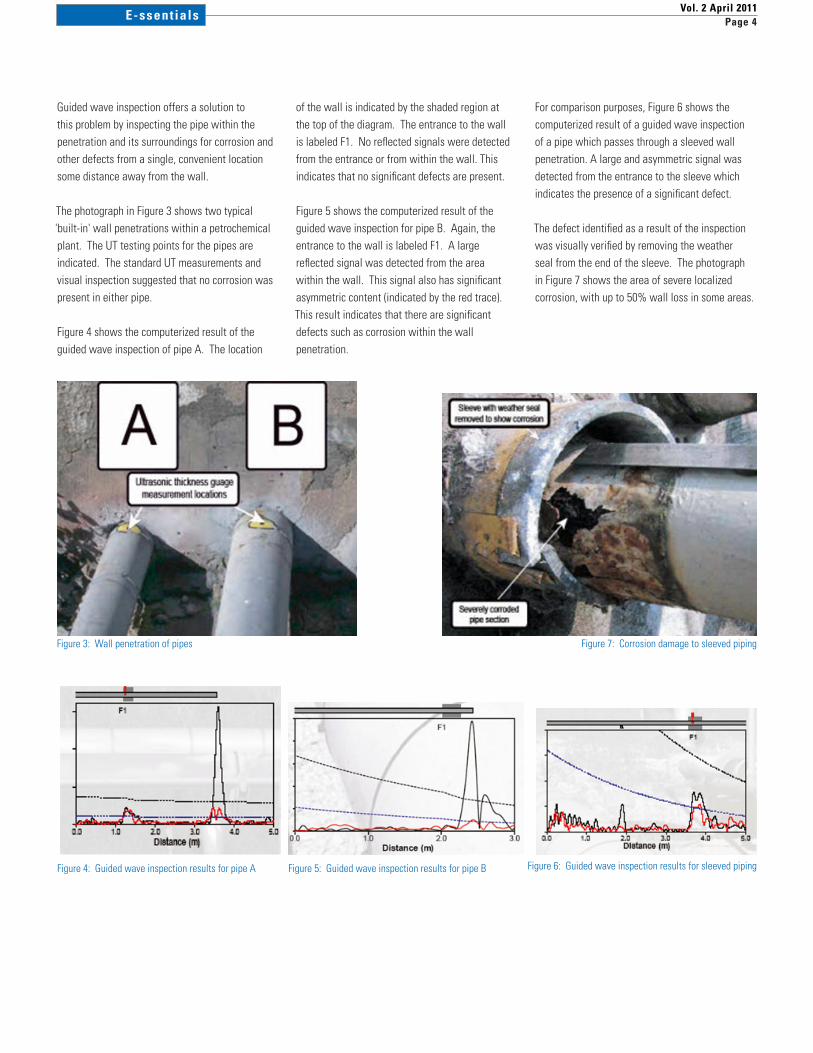
Figure 2 shows the computerized results of the guided wave inspection for the section of the pipe in the photograph. A minor corrosion patch was found and has been marked +F1. A major defect was found close the weld marked +F2. The pipe section after this weld, marked +F3, shows very high attenuation, an indication of heavy general corrosion. This finding was later confirmed using standard UT measurements As a result of this test, the client was able to limit follow-up inspection and maintenance to the areas of pipe which were found to be defective, considerably reducing the time and expense associated with these activities.
CASE 2: EMBEDDED PIPESWall penetrations are a common feature within oil and chemical plants where walls are built to control spillage of products and possible flooding. Walls of this type are between 150 and 400mm thick and are usually made from concrete. There are two common types, 'built-in' where the pipe is simply cemented into the wall during construction, and 'sleeved' where a larger diameter sleeve is cemented into the wall, providing a conduit for the pipe.
The pipe region within and around a wall penetration is susceptible to corrosion but is inaccessible for visual and conventional UT. As a compromise, UT measurements are often taken at a single point on the pipe near the penetration and compared over time to give a general indication of pipe condition. However, this method cannot give any indication of the condition of the pipe within the wall.
Figure 1: An extended length of exposed, uncoated piping for
light crude
Figure 2: Computerized results of guided wave inspection testing
TÜV SÜD E-ssent ialsVol. 2 April 2011
Page 4
Guided wave inspection offers a solution to this problem by inspecting the pipe within the penetration and its surroundings for corrosion and other defects from a single, convenient location some distance away from the wall.
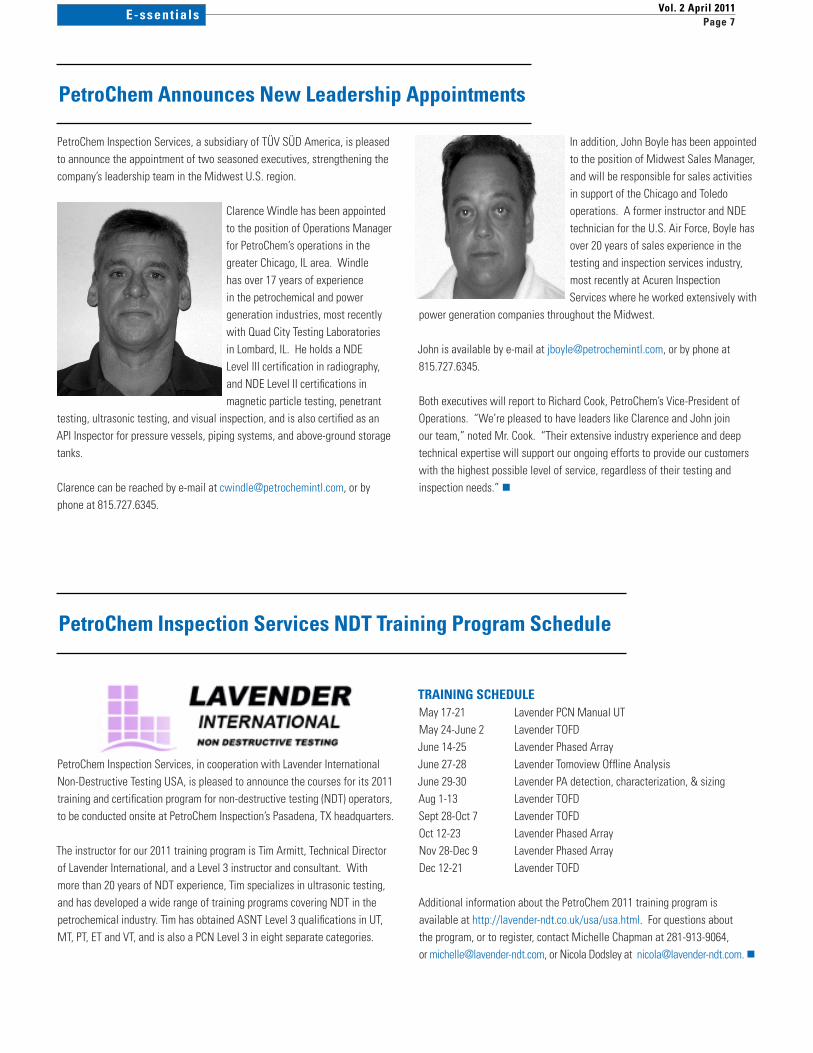
The photograph in Figure 3 shows two typical 'built-in' wall penetrations within a petrochemical plant. The UT testing points for the pipes are indicated. The standard UT measurements and visual inspection suggested that no corrosion was present in either pipe.
Figure 4 shows the computerized result of the guided wave inspection of pipe A. The location
of the wall is indicated by the shaded region at the top of the diagram. The entrance to the wall is labeled F1. No reflected signals were detected from the entrance or from within the wall. This indicates that no significant defects are present.
Figure 5 shows the computerized result of the guided wave inspection for pipe B. Again, the entrance to the wall is labeled F1. A large reflected signal was detected from the area within the wall. This signal also has significant asymmetric content (indicated by the red trace). This result indicates that there are significant defects such as corrosion within the wall penetration.
For comparison purposes, Figure 6 shows the computerized result of a guided wave inspection of a pipe which passes through a sleeved wall penetration. A large and asymmetric signal was detected from the entrance to the sleeve which indicates the presence of a significant defect.
The defect identified as a result of the inspection was visually verified by removing the weather seal from the end of the sleeve. The photograph in Figure 7 shows the area of severe localized corrosion, with up to 50% wall loss in some areas.
Figure 3: Wall penetration of pipes
Figure 4: Guided wave inspection results for pipe A Figure 5: Guided wave inspection results for pipe B
Figure 6: Guided wave inspection results for sleeved piping
Figure 7: Corrosion damage to sleeved piping

TÜV SÜD E-ssent ials Vol. 2 April 2011Page 5
CASE 3: DIFFICULT-TO-ACCESS PIPINGIn many cases, sections of pipework within petrochemical plants are located many meters above the ground, where they cross roadways or other pipe racks. These sections of pipe are more difficult and costly to inspect using conventional techniques, since temporary scaffolding is required to gain access to them. Guided wave inspection techniques are ideally suited for these screening challenges, allowing for the screening of long lengths of overhead pipework from a single, easy-to-access location.
In this case, testing was conducted on a 3-inch pipe in service. Visual inspection of the pipe was difficult due to its length and height from the ground, but the general surface condition of the pipe was lightly corroded.
The photograph in Figure 8 shows the pipe under test. The pipe initially runs at ground level and then turns upwards through a 90-degree cast bend. Then, there is a 5-meter long vertical section before the pipe turns back to the horizontal through another 90-degree cast bend.
The test equipment is mounted to the vertical section of pipe, just above the lower bend. From this location it is possible to test not only the vertical section of pipe but also around the bend and along the horizontal section. The total range which can be tested depends on general pipe condition and coatings, but more than 20 meters were tested in each direction in this case.
Figure 9 shows the computerized result of a guided wave inspection of this piping. The result indicates that the overall condition of the pipe is good, but that there is a short section of concerned (labeled-F1). As a result of this test, the client was able to limit follow-up inspection and maintenance to those areas of the pipe that were found to be defective. This considerably reduces the time and cost of these activities.
For more information on Guided Wave Inspection services, please contact us. n
Figure 8: Piping crossing roadway
Figure 9: Guided wave inspection results for piping crossing roadway

TÜV SÜD E-ssent ialsVol. 2 April 2011
Page 6
Options for Inspecting Buried Plant Piping
Corrosion at petrochemical and refining facilities will always be a major concern for piping integrity. Underground piping not only exacerbates the general external corrosion of the piping, it also makes the inspection efforts required to ensure the safe and reliable operation of the buried segment more tedious and difficult.
A commonly used method in the industry today of removing a line from service to perform an in-line inspection or hydrotest does not always prove sustainable or cost-effective. Further, since the primary costs when evaluating buried piping is attributed to the time spent on excavation, minimizing the amount of excavations is an important goal in the industry.
There are numerous methods that can be used to inspect buried piping and to minimize the amount of excavation that is necessary, including advanced non-destructive testing (NDT) techniques. Unfortunately, many of these methods are overlooked due to lack of knowledge within the industry. Here is a brief list of the various types of NDT inspection methods that are available for underground piping.
Direct Assessment Methods: Originally developed for use with natural gas transmission pipelines, direct assessment methods include external corrosion direct assessment (ECDA) and internal corrosion direct assessment (ICDA), and allow for the efficient identification of areas of probably concern and/or high consequence.
Above Ground Methods: Above ground methods for inspecting buried piping from above grade include close interval potential survey (CIPS), direct current voltage gradient (DCVG), and alternating current voltage gradient (ACVG). CIPS examines the pipe to soil potential, while DCVG and ACVG measure voltage gradient along the buried segment.
Direct Inspection Methods: Guided wave ultrasonics is a minimal excavation method that allows for the inspection of lengths of piping from a single test position. It works by generating low-frequency guided waves, and transmitting them down the length of the piping. While both internal and external metal losses are detected, guided wave ultrasonics cannot distinguish between the two. Further, pipe coating and soil conditions can affect the result.
Automated ultrasonic testing (AUT), another direct inspection method, is a quantitative method for obtaining wall thickness measurements on piping in areas of pitting or general corrosion. The technology uses digitally controlled ultrasonic scanners to acquire data, and specialized software for data processing and display. AUT is generally an ideal method for anomaly verification discovered through the use of other quantitative methods.
OTHER INSPECTION METHODSAlternating current field measurement (ACFM) uses an alternating current field to detect and size pipeline cracks. The current field is disturbed when a crack is detected, thereby revealing the crack location. ACFM will work through most pipeline coatings with minimal surface preparation.
The recognition of the appropriate methods and tools that can be used to detect corrosion of buried piping can lead to accurate inspections that can be achieved without excessive cost. However, no one approach or method can provide all of the necessary data when inspecting buried piping. Instead, a comprehensive testing strategy that includes different, but complementary, techniques is the best approach.
Readers interested in learning more about this subject can read the article, “Inspecting Underground Piping,” written by Brant Shields, Technical Manager of PetroChem’s advanced inspection services, which was published in the February 2011 issue of Chemical Engineering. n
Crawling AUT robot
...no one approach or method can provide all of the necessary data when inspecting buried piping.
Instead, a comprehensive testing strategy that includes different, but complementary, techniques is the
best approach.
TÜV SÜD E-ssent ials Vol. 2 April 2011Page 7
PetroChem Inspection Services, a subsidiary of TÜV SÜD America, is pleased to announce the appointment of two seasoned executives, strengthening the company’s leadership team in the Midwest U.S. region.
Clarence Windle has been appointed to the position of Operations Manager for PetroChem’s operations in the greater Chicago, IL area. Windle has over 17 years of experience in the petrochemical and power generation industries, most recently with Quad City Testing Laboratories in Lombard, IL. He holds a NDE Level III certification in radiography, and NDE Level II certifications in magnetic particle testing, penetrant
testing, ultrasonic testing, and visual inspection, and is also certified as an API Inspector for pressure vessels, piping systems, and above-ground storage tanks.
Clarence can be reached by e-mail at [email protected], or by phone at 815.727.6345.
In addition, John Boyle has been appointed to the position of Midwest Sales Manager, and will be responsible for sales activities in support of the Chicago and Toledo operations. A former instructor and NDE technician for the U.S. Air Force, Boyle has over 20 years of sales experience in the testing and inspection services industry, most recently at Acuren Inspection Services where he worked extensively with
power generation companies throughout the Midwest. John is available by e-mail at [email protected], or by phone at 815.727.6345.
Both executives will report to Richard Cook, PetroChem’s Vice-President of Operations. “We’re pleased to have leaders like Clarence and John join our team,” noted Mr. Cook. “Their extensive industry experience and deep technical expertise will support our ongoing efforts to provide our customers with the highest possible level of service, regardless of their testing and inspection needs.” n
PetroChem Announces New Leadership Appointments
PetroChem Inspection Services, in cooperation with Lavender International Non-Destructive Testing USA, is pleased to announce the courses for its 2011 training and certification program for non-destructive testing (NDT) operators, to be conducted onsite at PetroChem Inspection’s Pasadena, TX headquarters.
The instructor for our 2011 training program is Tim Armitt, Technical Director of Lavender International, and a Level 3 instructor and consultant. With more than 20 years of NDT experience, Tim specializes in ultrasonic testing, and has developed a wide range of training programs covering NDT in the petrochemical industry. Tim has obtained ASNT Level 3 qualifications in UT, MT, PT, ET and VT, and is also a PCN Level 3 in eight separate categories.
TRAINING SCHEDULEMay 17-21 Lavender PCN Manual UTMay 24-June 2 Lavender TOFDJune 14-25 Lavender Phased ArrayJune 27-28 Lavender Tomoview Offline Analysis June 29-30 Lavender PA detection, characterization, & sizingAug 1-13 Lavender TOFD Sept 28-Oct 7 Lavender TOFDOct 12-23 Lavender Phased ArrayNov 28-Dec 9 Lavender Phased ArrayDec 12-21 Lavender TOFD
Additional information about the PetroChem 2011 training program is available at http://lavender-ndt.co.uk/usa/usa.html. For questions about the program, or to register, contact Michelle Chapman at 281-913-9064, or [email protected], or Nicola Dodsley at [email protected]. n
PetroChem Inspection Services NDT Training Program Schedule

TÜV SÜD E-ssent ialsVol. 2 April 2011
Page 8
2011 PetroChem Events
PETROCHEM KICKS OFF OPEN HOUSESPetroChem Inspection Services is pleased to announce the schedule for its 2011 Open House events at selected PetroChem facilities around the country. Our Open House events are an excellent opportunity to learn more about PetroChem’s wide range of testing and assessment services and capabilities, and to discuss your particular challenges with our technical experts in an informal setting.
Each day-long PetroChem Open House includes informative, “hands-on” demonstrations on the following topics:• Real-TimeRadiography• SmallControlledAreaRadiography(SCAR)• GuidedWaveUltrasonicsPhasedArray(GUL)• DigitalRadiography(DR)• IRISandEddyCurrentTesting(ECT)• MagneticFluxLeakage(MFL)/SaturatedLowFrequencyEddyCurrent(SLOFEC)• HeliumLeakTesting• AutomaticUltrasonicTesting(AUT)
Presentations and demonstrations run from 9am to 12pm, and from 1pm to 4pm. A catered, complimentary lunch will also be served at each Open House event for all attendees. n
CONFIRMED SCHEDULE OF EVENTS:
JUNE 7, 2011ERIE, MI
Click here to register or callPatty Sweeten at 281-884-5187
JUNE 22, 2011CORPUS CHRISTI, TX
Click here to register or callPatty Sweeten at 281-884-5187
OCTOBER 17-18, 2011PASADENA, TX
Click here to register or callPatty Sweeten at 281-884-5187
The professional team at PetroChem Inspection Services raised $4,000 for The Kids Unlimited Foundation at its 1st Annual Charitable Golf Fundraiser, held on March 11th, at the Eagle Pointe Golf Club in Mont Belvieu, TX.
Organized by John Hazel, PetroChem’s Vice-President of Tank Inspection Services, the event drew more than 80 participants, who enjoyed a day of fun, food, and raffles while helping to raise funds for children in need.
Founded in 1994 and based in Houston, TX, The Kids Unlimited Foundation is a non-profit organization that benefits children stricken with cancer, through family-oriented activities. To learn more about Kids Unlimited, visit www.kidsunlimited.org.
A special thank you to the following sponsors who helped to make this event a success:
• Honda of Lake Jackson, Texas• MFE Entreprises• Trimble Navigation• Code Red• A & K Promotions• ADS Custom Signs & Banners• The Augustus Group• La Quinta Inn & Suites• Access Plug and Flange, Inc.
• TÜV SÜD Chemie Service• NDT Seals• Liberty Office Supplies• Code Red Safety & Rentals• Access Plug Flange (APF)
To receive information on future PetroChem Inspection Services fundraisers, or other events, contact us. n
Ken Kaspar, Andrew LeBlanc, Kids Unlimited Kid-for-Life Board Member, and Fanar Sefa accept a check for The Kids Unlimited Foundation from John Hazel, Vice President of Tank Services, (far left) and Gerhard Abel ( far right), President of PetroChem Inspection Services.
PETROCHEM RAISES $4,000 FOR CHARITY
Demo of Helium Leak Testing

TÜV SÜD E-ssent ials Vol. 2 April 2011Page 9
API SPRING REFINING AND EQUIPMENT STANDARDS MEETING, SEATTLE, WA, MAY 16-18, 2011This informative program include:•AVastArrayofTechnicalStandardsCommitteeMeetingsCoveringRefiningandChemicalProcessEquipment•API/NPRAOperatingPracticesSymposium(OpentoRefiningandPetrochemicalOperatingCompaniesOnly)•MondayNetworkingReception,includingSponsorTabletopExhibits2011 LABOR RELATIONS/HUMAN RESOURCES CONFERENCE, DENVER, CO, MAY 25-26, 2011The Conference format features speakers, panel discussions, and breakout sessions on topics of interest to industrial relations and human resources personnel in the refining and petrochemical industry. The 2011 Conference will emphasize preparations for the 2012 USW contract bargaining session, as well as fatigue management and positive employee relations. For more information, visit http://www.npra.org/forms/meeting/MeetingFormPublic/view?id=3A92800000003.
ILTA 31ST ANNUAL INTERNATIONAL OPERATING CONFERENCE AND TRADE SHOW, HOUSTON, TX, JUNE 6-8, 2011The annual conference and trade show of the International Liquid Terminals Association (ILTA) is for professionals in the petroleum and chemical industries, including environmental and safety managers and engineers. For further information, go to www.ilta.org/CalendarofEvents/AOCTS/2011/2011info.htm. PetroChemwillalsobetheClosesttothePinsponsoratthe15thAnnualGolfTournamentonSunday,June5thatWildcatGolfClub•Houston,TX.
ICPIIT XII, HOUSTON, TX, JUNE 8-11, 2011Sponsored by the American Society for Non-Destructive Testing (ASNT), the International Chemical and Petroleum Industry Inspection Technology Conference (ICPIIT) provides a forum for the exchange of theoretical and scientific information on non-destructive testing in the chemical and petrochemical industries. For more information, go to www.asnt.org/events/conferences/icpiit/icpiit.htm.
ASME PRESSURE VESSELS AND PIPING (PVP) CONFERENCE, BALTIMORE, MD, JULY 17-21, 2011Also sponsored by ASME, the 2011 Pressure Vessels and Piping Conference brings together professionals from the power and process industries and academia to exchange ideas on a variety of topics related to pressure vessel and piping technologies. More than 150 paper and panel sessions are planned, as well as workshops, tutorials, and product demonstrations. For more information, go to www.asmeconferences.org/pvp2011.
NAEC ANNUAL CONVENTION AND EXPO, NEW ORLEANS, LA, SEPTEMBER 11-15, 2011The National Association of Elevator Contractors (NAEC) Annual Convention and Expo features three days of educational seminars, roundtables, and workshops, as well as an exhibition hall with booths and displays from more than 100 companies. For more information, visit the Convention website at www.naec.org/content.aspx?uid=events_fall_convention.
ASNT FALL CONFERENCE AND QUALITY TESTING SHOW, PALM SPRINGS, CA OCTOBER 24-28, 2011The American Society for Non-Destructive Testing (ASNT) Fall Conference and Quality Testing Show showcases the latest advances in the area of non-destructive testing. For additional information, go to www.asnt.org/events/conferences/fc11/fc11.htm.
DISCLAIMERAll reasonable measures have been taken to ensure the quality, reliability, and accuracy of the information in this newsletter. However, TÜV SÜD is not responsible for the third-party content contained in this newsletter. TÜV SÜD makes no warranties or representations, expressed or implied, as to the accuracy or completeness of information contained in this newsletter. This newsletter is intended to provide general information on a particular subject or subjects and is not an exhaustive treatment of such subject (s). Accordingly, the information in this newsletter is not intended to constitute consulting or professional advice or services. If you are seeking advice on any matters relating to information in this newsletter, you should – where appropriate – contact us directly with your specific query or seek advice from qualified professional people. The information contained in this newsletter may not be copied, quoted or referred to in any other publication or materials without the prior written consent of TÜV SÜD. All rights reserved © 2011 TÜV SÜD America Inc.
Your PetroChem contacts worldwide
|| PetroChem | Technical industry e-news updates essential to your operations ||
2011 Industry Trade Shows and Events
Attendance at industry conventions, conferences, and trade shows can be an efficient and effective way to stay current with the latest industry trends. PetroChem Inspection Services/TÜV SÜD America will be exhibiting and/or presenting at many of the following shows in 2011. Stop by PetroChem’s exhibit booth, meet our experts, and learn more about how PetroChem can help you address your specific challenges.
Europe TÜV SÜD Chemie Service GmbHPhone: +49 214 30-62653Email: [email protected] Web: www.tuev-sued.de/technical_installations/chemical_service
Americas PetroChem Inspection Services, Inc. Toll-free: 1-800-747-4099Fax: 281-884-5199Email: [email protected]: www.petrochemintl.com





























