Embed Size (px)
Citation preview

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 1 -
CHƯƠNG TRÌNH DẠY NGHỀ MÔ-ĐUN GÁ LẮP KẾT CẤU HÀN
Phần 1. LÝ THUYẾT CƠ BẢNBài 1. Vị TRÍ MỐI HÀN TRONG KHÔNG GIAN
- Để mối hàn đảm bảo được yêu cầu kỹ thuật và khi thực hiện hàn tránh được congvênh, rỗ khí, rỗ xỉ, cháy chân, không ngấu, chảy sệ thì chúng ta trước khi hàn phảinhận biết được mối hàn đó thuộc dạng nào để chọn chế độ hàn cho hợp lý.
Ví dụ: khi hàn mối hàn đứng thì chọn dòng điện hàn giảm 5% đến 10% so với thếhàn bằng còn hàn ngửa (hàn trần) thì chọn dòng điện giảm hơn 10% đến 15% so vớihàn bằng,khi hàn đứng và hàn ngửa thì chọn hiệu điện thế hàn lớn hơn so với hàn bằngnhằm tạo ra dạng chuyển dao kim loại giữa que hàn vào mối hàn ở dạng sương đểtránh trường hợp chảy sệ.
- Chọn đúng vị trí hàn đảm bảo an toàn lao động cho người công nhân khi thao tácVí dụ: khi hàn đứng và hàn ngửa thường kim loại lỏng và xỉ rơi xuống nên cần
trang bị bảo hộ và che chắn để phòng chống chảy nổ.
1.1.1. Vị trí mối hàn theo tiêu chuẩn Việt Nam
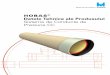
Hình 1. Sơ đồ vị trí mối hàn trong không gianI. Vị trí hàn sấp; II. Vị trí hàn đứng; III. Vị trí hàn ngửa
- Hàn sấp là hàn những mối hàn phân bố trên các mặt phẳng nằm trong góc từ 0 ÷600
- Hàn đứng là hàn những mối hàn phân bố trên các mặt phẳng nằm trong góc từ 60÷ 1200 theo phương bất kỳ, trừ phương song song với mặt phẳng nằm ngang.

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 2 -
- Hàn ngang là những mối hàn phân bố trên các mặt phẳng nằm trong góc 60 ÷1200, phương của mối hàn song song với mặt phẳng ngang.
- Hàn trần là những mối hàn phân bố trên các mặt phẳng trong góc 120 ÷ 1800.thường khi hàn trần người thợ hàn phải ngửa mặt về phía hồ quang nên còn gọi làhàn ngửa.
1.1.2. Vị trí mối hàn theo tiêu chuẩn BS 499PAHàn bằng.PB Hàn ngang trong mặt phẳng.PC Hàn ngang.PDHàn ngang ở trên đầu.PE Hàn ngữa.PF Hàn leo.PGHàn rơi.
Hình 2 : vị trí các mối hàn theo tiêu chuẩn BS 499.
PG
PFPC
PB
PA
PDPE

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 3 -
1.1.3. Vị trí hàn theo tiêu chuẩn ASME1.1.3.1. Vị trí hàn góc
1.1.3.2. Vị trí hàn tấm và hàn ống 1G – 6G
.
quay
1F2F
3F4F
Vị trí hàn 1G

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 4 -
Vị trí hàn 2G.
4G
Vị trí hàn 3G- 4G
Vị trí 5G Vị trí 6G
Vị trí 6G
450
3G

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 5 -
Bài 2. CHUẨN BỊ PHÔI HÀN VÀ CHUẨN BỊ MÉP HÀN- Từ bản vẽ chế tạo chi tiết hàn ta tính ra được kích thước của phôi hàn và từ liên
kết hàn ta thực hiện các nguyên công tiếp theo như cắt góc, gấp mép, vát mép với cácthông số tiêu chuẩn được thể hiện như các hình vẽ và các bảng dưới đây.
- Sự chuẩn bị mối hàn, các kiểu đáy rãnh trước khi hàn. Trong thực tế sản xuất, khichế tạo kết cấu và chi tiết hàn, người ta dùng những loại kết cấu mối hàn như sau.1.2.1. Mối hàn giáp mối
- Có thể vát mép và không vát mép, đặc điểm của loại này là rất đơn giản, tiếtkiệm, dễ chế tạo và là loại dùng phổ biến nhất.
- Sự chuẩn bị và kích thước mối hàn giáp mối không vát cạnh – Hình 2 và bảng 1
Bảng 1. Các thông số kỹ thuật.
1 2 3 4 5 6b 4 5 6 8 10a 0 + 0,5 1 ± 0,5 2 ± 1h 1 1
5,0
- Sự chuẩn bị và kích thước mối hàn giáp mối vát cạnh hình chữ V – Hình 3, bảng2
Hình 3
Hình 2

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 6 -
Bảng 2. Các thông số kỹ thuật
3 4 5 6 7 8 9 10b 10 12 12 14 16b1 8 ± 2 10 ± 2a 1 ± 1 2 ± 1h 1 ± 1
5,0 1,5 ± 1
p 1 ± 1,5 2 ± 1
12 14 16 18 20 22 24 26b 18 20 22 26 28 30 32 34b1 10 ± 2 12 ± 2a 2 ± 1h 1,5 ±
1 2 ± 1
p 2 ± 1
- Sự chuẩn bị và kích thước mối hàn giáp mối vát cạnh hình chữ X – Hình 4, bảng3.
Bảng 3. Các thông số kỹ thuật
12 14 16 18 20 22 24 26 28 30 32 34 36b 12 14 16 18 20 22 24h 1.5 ± 1 2 ± 1
38 40 42 44 46 48 50 52 54 56 58 60b 26 28 30 32 34 36 38h 2 ± 1
Hình 4

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 7 -
r 1
1.2.2. Mối hàn gấp mép- Dùng làm chiều dầy vật hàn bé, loại mối hàn này có thể dùng que hàn không nóng
chảy hoặc là mỏ hàn khí, không cần dùng que hàn phụ.- Sự chuẩn bị và kích thước của mối hàn gấp mép – Hình 5 và bảng 4.
Bảng 4 . Các thông số kỹ thuật.
1 - 2b 2r
1.2.3. Mối hàn chồng- Loại này rất ít dùng so với loại mối hàn giáp mối vì lượng tổn thất kim loại tăng
rất nhiều.
- Sự chuẩn bị và kích thước mối hàn chồng – Hình 6 và bảng 5.
Hình 6
Hình 5

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 8 -
Bảng 5 . Các thông số kỹ thuật
1 - 5 6 – 30k > 0,8L ≥ 2( + 1)a 0 + 1,5 0 + 2
1.2.4. Mối hàn góc- Có thể vát mép và không vát mép. Mối hàn này dùng rất rộng rãi trong khi thiết
kế kết cấu mới.- Sự chuẩn bị và kích thước của mối hàn góc không vát cạnh - Hình 7 và bảng 6.
Bảng 6. Các thông số kỹ thuật
4-30k ≥o,5
K1 3 - 6L, K, K1 do thiết kế xác định
- Sự chuẩn bị và kích thước của mối hàn góc vát hai cạnh- Hình 8, bảng 7
Hình 7
Hình 8

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 9 -
Bảng 7. Các thông số kỹ thuật
20 22 24 26 28 30 32 34 36 38 40b 16 18 20 22 24 26b1 13 14 15 16 17 18 19 20 21 22 23h 1.5±1 2±1h1 ≈5
1.2.5. Mối hàn chữ T- Dùng khá phổ biến trong khi thiết kế. Mối hàn loại này có độ bền cao, đặc biệt là
lúc chịu tải trọng tĩnh nên phần lớn dùng trong kết cấu làm vịêc chịu uốn. Có thể hànmột hoặc hai bên tùy tình trạng chịu lực của mối hàn.
- Sự chuẩn bị và kích thước của mối hàn chữ T không vát cạnh- Hình 9 và bảng 8.
Bảng 8. Các thông số kỹ thuật
2 -3 4 -6 7 -9 10 -12 14 -18 18 -22 23 -30K(nhỏ nhất ) 2 3 4 5 6 8 10
- Sự chuẩn bị và kích thước của mối hàn chữ T vát một cạnh - Hình 10 và bảng 9.
Hình 10
Hình 9

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 10 -
- Sự chuẩn bị và kích thước của mối hàn chữ T vát hai cạnh - Hình 11 và bảng 10
Baûng 9. Caùc thoâng soá kyõ thuaät
4 5 6 7 8 9 10 12 14 16 18 20 22 24 26 28 30
b 6 8 10 12 16 18 20 22 24 26 28 30 32 34
h ≈4 ≈5 ≈6a
1.5±0.5 2±1
K1 3 4 6
Bảng 10. Các thông số kỹ thuật.
2 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40
b 6 6 8 8 10 12 14 16 16 18 20 22 24h ≈5
Hình 11

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 11 -
Bài 3. DỤNG CỤ ĐO GÁ LẮP VÀ KẸP CHẶTCông dụng chung là dùng định vị trí và kẹp chặt các chi tiết hàn hay bộ phận của
các kết cấu hàn với nhau, nhờ đó mà kết cấu hàn không bị sai lệch kích thước cũngnhư giảm được cong vênh và biến dạng trong khi hàn, tùy theo từng loại kết cấu cụ thểphải sử dụng dụng cụ gá kẹp cho phù hợp.1.3.1. Dụng cụ đo kiểm1.3.1.1. Thước cuộn
Dùng cho chiều dài kết cấu hàn gồm nhiều loại theo chiều dài 3m, 5m, 7m,v…v…
1.3.1.2. Thước lá

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 12 -
1.3.1.3. Thước đo gócDùng đo kiểm tra góc khi lắp ghép chi tiết hàn
1.3.1.4. Thước cặpĐo kiểm tra đường kính và dày của chi tiết hàn

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 13 -
1.3.2. Dụng cụ kẹp chặt1.3.2.1. Vam
Dùng gá kẹp chi tiết trước khi hàn đính
1.3.2.2. Tăng đơDùng gá lắp giàn không gian
1.3.3. Máy mài tayDùng mài mối hàn đính bị sai hỏng và mài gỡ các thanh giằng sau khi hàn đính

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 14 -
Bài 4. KỸ THUẬT GÁ LẮP TRƯỚC KHI HÀN
- Tùy theo từng loại kết cấu hàn, kích thước của vật liệu kết cấu hàn và yêu cầu kỹthuật mà ta chọn phương án gá lắp cho phù hợp để đảm bảo dung sai và chống biếndạng khi hàn.
- Đồ gá lắp ghép hàn phải đảm bảo các yêu cầu sau Tính dễ tiếp cận các bề mặt cần cố định, cũng như những chổ cần tiến hành đo
lường và kiểm tra. Đủ độ bền, đủ độ cứng vững cần thiết, cố định chính xác những chi tiết hàn và
ngăn không cho chúng biến dạng trong quá trình hàn. Dễ tháo lắp và an toàn trong sử dụng.
- Các loại đồ gá hàn Đồ gá lắp ghép: Chỉ lắp ghép và được tháo ra sau khi đính phôi. Đồ gá lắp ghép – hàn: Chỉ được tháo ra sau khi hàn.
- Các yêu cầu khi gá lắp và định vị. Việc chuẩn bị các liên kết trước khi hàn (gá lắp ) ảnh hưởng quan trọng đến chất
lượng mối hàn. Việc vát mép bảo đảm hàn ngấu suốt chiều dày tấm kim loại cơ bảnkhi hàn nhiều lớp mà không cần tăng cường của dòng điện như khi hàn một lượt. Điềunày giảm được ứng suất và biến dạng khi hàn. Khe đáy (độ hở chân) phải đảm bảo hàn ngấu lớp hàn lót, mép cùng phải đảm
bảo tránh cháy thủng khi hàn lót. Ngoài việc chuẩn bị cạnh hàn chính xác về mặt hìnhhọc theo quy định của bản vẽ, việc lắp ghép trong dung sai cần thiết góp phần nângcao chất lượng mối hàn, làm giảm khả năng phát sinh ứng suất dư sau khi hàn. Các kích thước lắp ghép và định vị phải được kiểm tra bằng các dụng cụ đo như
thước kiểm tra, dưỡng kiểm tra rãnh, dưỡng kiểm tra khe hở, dưỡng kiểm tra góc,dưỡng kiểm tra độ lệch tâm, dưỡng kiểm tra liên kết chữ T, dưỡng kiểm tra khe đáy….1.4.1. Kỹ thuật gá lắp kết cấu tấm phẳng
- Khi gá lắp tấm phẳng ta thường dùng các ray thẳng để định vị mặt phẳng cho cáctấm,ray có mặt trên tương đối phẳngvà cùng nằm trên cùng một mặt phẳng sơ đồ như(hình12).khi gá lắp cần đảm bảo kích thước khe hở,kích thước khe hở được tra trongbảng hàn giáp mối
Hình 12

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 15 -
- Để đảm bảo kích thước theo chiều dài và không bị xê dịchvà chống biến dạng góccần hàn thêm ở đầu tấm miếng gávà hàn các thanh giằng như hình 13.
1.4.2. Kỹ thuật gá lắp kết cấu khung, dàn phẳng- Dàn phẳng được lắp ghép từ các thanh cùng nằm trên một mặt phẳngVí dụ: sàn xe,tàu,các tấm pano cửa,cánh cửa, đế máy,dàn giáo, vì kèo của tiền
chế,cầu thang,lang can v. . .v
- Khi gá lắp khung dàn phẳng, thường gá lắp khung bao trước,kiểm tra kích thướcgóc,nếu khung dạng hình chữ nhật phải kiểm tra dung sai độ vuông góc và chiều dàiđường chéo để đảm bảo khung là hình chữ nhật, sau đó hàn các thanh giằng ở các gócđể chống biến dạng,sau đó hàn các thanh bên trong,thường hàn theo thứ từ gữa ra
Hình 13
Sàn tàu
Hình 14. Cửa
Hình 15. Khoantàu

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 16 -
ngoài biên và những thanh dài trước sau đó tiếp theo hàn các thanh ngắn theo thứ tự sole nhau.Ví dụ: Gá lắp khung như hình16, ban đầu gá lắp khung ngoài, nếu kích thước nhỏ vàsản xuất hàng loạt thì dùng đồ gá để giảm thời gian gá lắp,tiếp theo kiểm tra độ vuônggóc, kiểm tra đường chéo, tiếp theo gá lắp các thanh giằng, gá lắp thanh dọc1, 2, 3,tiếp theo 5, 6, 7,sau khi gá lắp xong 1 thanh cần đo kiểm tra lại.
1.4.3. Kỹ thuật gá lắp kết cấu dàn không gianDàn không gian dược lắp ghép từ các thanh nằm trên nhiều mặt phẳng khác nhauVídụ: kết cấu trụ điện, trụ ăngten, dàn cẩu, kết cấu dàn khoan, kết cấu toa tàu lửa,
kết cấu khoan tàu biển, kết cấu khung sường xe, kết cấu thân của các loại máy móc,nhà xưởng v . .v . .
Hình 16
Hình 17 Khoan tàu

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 17 -
`
- Kết cấu dàn không gian thường được tạo bỡi các liên kết hàn hàn góc, nên việc gálắp yêu cầu đảm bảo về góc độ giữa các thanh, các mặt, độ song giữa các thanh cácmặt.
- Khi gá lắp dùng các thanh giằng để định vị trí và chống biến dạng.- Đối với những dàn không gian lớn thì chế tạo thành những dàn phẳng rồi lắp lại
bằng các liên kết hàn, liên kết bu lông, liên kết đinh tán.Vídụ: Gá lắp nhà xưởng như hình 18, ban đầu chế tạo gá lắp các dàn phẳng(các vì
kèo),và các trụ cột sau đó dựng các trụ cột cân chỉnh các trụ đúng khoảng cách, songsong với nhau và vuông góc với mặt sàng, dùng dây neo có tăng đơ để điều chỉnh cáccột, tiếp đến gá lắp các vì kèo với cột bằng liên kết bu lông hoặc liên hàn.Khi lắp vìkèo thứ hai được định vị và cố định với vì kèo thứ nhất bằng hai thanh xà gồ, sau lắphết các vì kèo thì phải kiểm tra lại các yêu cầu kỹ thuật về kích thước và yêu cầu vềhình học sau đó cố định các vì kèo lại, tiếp theo là gá lắp các xà gồ để tạo thành khungnhà.1.4.4. Kỹ thuật gá lắp kết cấu tấm vỏ
- Sản phẩm có kết cấu dạng tấm vỏ được sử dụng nhiều trong nghành công nghiệpxây dựng và cơ khí chế tạo máy, ngành thực phẩm, nước giải khác.Các kết cấu dạngtấm vỏ được sử dụng nhiều như: Các bồn, bể chứa, các đường ống dẫn v. . .v
- Khi hàn dạng tấm vỏ để sản phẩm đạt yêu cầu về dung sai hình dạng và kíchthước việc đầu tiên là chúng ta phải gá lắp hợp lý.
Hình 18 nhà xưởng

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 18 -
+ Chuẩn bị phôi:- Phôi dạng hình trụ được chế tạo bằng phương pháp cuốn trên các loại máy cuốn.- Phôi dạng hình chỏm cầu, mặt cong được chế tạo bằng phương pháp dập vuốt+ Gá lắp:- Đối với các loại bồn chứa có dạng hình trụ việc hàn gá đính được thực hiện sau
nguyên công cuốn trên máy cuốn sau đó mới tháo ra khỏi máy cuốn,tiếp theo hàn cácthanh giằng bên trong theo phương hướng kính để chống biến dạng khi hàn,tiếp theogá đính hàn hai nắp ở hai đầu.Đối với dạng chỏm cầu được lắp ghép theo liên kết đốimí,dạng hình tròn thì lắp ghép theo liên kết góc.
- Đối với các kết cấu dạng hộp,hoặc một phần của hình hộp thường dùng các đồ gáhàn để định vị sau đó mới hàn đính
Hình 19 bồn chứa
Hình 20. Đồ gá hàngóc

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 19 -
Bài 5. KỸ THUẬT HÀN ĐÍNHCác mối hàn đính được thực hiện để lắp ráp các chi tiết cần hàn, nhằm đảm bảo
vị trí tương đối của chúng trong liên kết hàn. Các mối hàn đính thường ngắn, có chiềudài từ 20 – 120mm ( tùy theo chiều dày của tấm). Khoảng cách giữa các mối hàn đính( bước hàn ) nằm trong khoảng 200 – 1200 mm ( tỷ lệ nghịch với chiều dày tấm ). Tiếtdiện mối hàn đính không được vượt quá 1/3 đến ½ tổng tiết diện mối hàn. Cần lưu ýkhi thực hiện mối hàn nối qua vị trí mối hàn đính, phải nung chảy toàn bộ mối hànđính để tăng độ ngấu hàn cho vật liệu nơi đã hàn đính.1.5.1. Cách bố trí mối hàn đính
- Không nên hàn đính tại những chổ sau đây của liên kết hàn : các chổ chuyển tiếpđột ngột của tiết diện, chổ có góc nhọn, trên vòng tròn nhỏ có bán kính nhỏ tập trungứng suất. Cũng không nên hàn đính gần lỗ, mép chi tiết ( Khoảng cách tối thiểu là10mm)
Ví dụ: Mối hàn đính như Hình 12 đảm bảo chắc chắn, đúng kích thước và khôngbị khuyết tật, Góc giữa hai chi tiết đảm bảo 90° ± 2°.
- Khi hàn đính từ phải phía của tấm thì nên bố trí so le các mối hàn đính. Với cácchi tiết dày 8mm thì củng không nên hàn đính khi hàn hồ quang tay vì khi nối sẻ hìnhthành các chuyển vị của chi tiết, các mối hàn đính se ngăn cản chuyển động có thể gâynứt.1.5.2. Trình tự đặt các mối hàn đính
- Nguyên tắc là phải làm cho độ biến dạng của chi tiết là nhỏ nhất. Với các liên kếtgiáp mối có chiều dài lớn, các mối hàn đính thứ nhất được đặt ở hai đầu, sau đó ở giữa,mối hàn đính còn lại được đặt giữa chúng.
- Các liên kết chữ T dài được hàn đính trước hết tại chính giữa. Mối hàn đính tiếptheo được đặt giữa mối hàn đính thứ nhất và một đầu của liên kết. Mối hàn đính thứ 3được đặt đối xứng với mối hàn đính thứ 2, …1.5.3. Kỹ thuật hàn đính
- Cường độ dòng hàn đính nên chọn 20 – 30% lớn hơn so với dòng hàn bìnhthường cho đường kính que hàn đó.
Hình 21

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 20 -
- Que hàn dùng cho hàn đính nên chọn loại có thuốc bọc dày, có đường kính nhỏhơn khi hàn nối. Hồ quang được giữ ngăn (Tối đa bằng đường kính que hàn) và liêntục, xỉ phải được làm sạch khỏi mối hàn đính.
- Nếu hai tấm cần hàn có chiều dày khác nhau thì khi hàn đính phải hướng hồquang về phía tấm dày hơn. Nếu mối hàn đính bị nứt thì dặt thêm một mối khác bêncạnh và mài bỏ mối nứt đi.

Trường Cao đẳng nghề số 8 - Khoa Cơ khí chế tạo
Mô đun: Gá lắp kết cấu hàn - 21 -
Mục lục
Phần 1. LÝ THUYẾT CƠ BẢN ................................................................................1Bài 1. Vị TRÍ MỐI HÀN TRONG KHÔNG GIAN .............................................1
1.1.1. Vị trí mối hàn theo tiêu chuẩn Việt Nam ................................................11.1.2. Vị trí mối hàn theo tiêu chuẩn BS 499.....................................................21.1.3. Vị trí hàn theo tiêu chuẩn ASME ............................................................3
1.1.3.1. Vị trí hàn góc .....................................................................................31.1.3.2. Vị trí hàn tấm và hàn ống 1G – 6G...................................................3
Bài 2. CHUẨN Bị PHÔI HÀN VÀ CHUẨN BỊ MÉP HÀN .................................51.2.1. Mối hàn giáp mối......................................................................................51.2.2. Mối hàn gấp mép ......................................................................................71.2.3. Mối hàn chồng ..........................................................................................71.2.4. Mối hàn góc ..............................................................................................81.2.5. Mối hàn chữ T ..........................................................................................9
Bài 3. DỤNG CỤ ĐO GÁ LẮP VÀ KẸP CHẶT ................................................111.3.1. Dụng cụ đo kiểm.....................................................................................11
1.3.1.1. Thước cuộn ......................................................................................111.3.1.2. Thước lá ........................................................................................... 111.3.1.3. Thước đo góc ...................................................................................121.3.1.4. Thước cặp ........................................................................................12
1.3.2. Dụng cụ kẹp chặt ....................................................................................131.3.2.1. Vam ..................................................................................................131.3.2.2. Tăng đơ ............................................................................................ 13
1.3.3. Máy mài tay ............................................................................................ 13Bài 4. KỸ THUẬT GÁ LẮP TRƯỚC KHI HÀN...............................................14
1.4.1. Kỹ thuật gá lắp kết cấu tấm phẳng .......................................................141.4.2. Kỹ thuật gá lắp kết cấu khung, dàn phẳng ...........................................151.4.3. Kỹ thuật gá lắp kết cấu dàn không gian................................................161.4.4. Kỹ thuật gá lắp kết cấu tấm vỏ .............................................................. 17
Bài 5. KỸ THUẬT HÀN ĐÍNH...........................................................................191.5.1. Cách bố trí mối hàn đính .......................................................................191.5.2. Trình tự đặt các mối hàn đính ............................................................... 191.5.3. Kỹ thuật hàn đính ..................................................................................19