Embed Size (px)
Citation preview

Trialkoxysilane-Capped Acrylic Resin/Alumina HybridMaterials Prepared by In Situ Sol–Gel Process
Mingqi Li, Shuxue Zhou, Bo You, Limin WuDepartment of Materials Science, Advanced Coatings Research Center of China EducationalMinistry, Fudan University, Shanghai 200433, People’s Republic of China
The (3-methacryloxypropyl)trimethoxysilane (MPMS)capped acrylic resin/alumina hybrid materials withhighly homogeneous structure were successfully pre-pared by in situ sol–gel process. The effects of the con-tents of alumina, ethylacetoacetate (EAA), and wateras well as the types of catalyst on the structures andproperties of the hybrid materials were studied. It wasfound that the Tg, thermal stability, microhardness, andYoung’s modulus of the hybrid materials were obviouslyimproved with increasing alumina and water contents,low EAA content, and catalyst employed. POLYM. COM-POS., 29:208–215, 2008.ª 2007 Society of Plastics Engineers
INTRODUCTION
In the past more than 10 years, organic–inorganic
hybrid materials are becoming one of the most exciting
areas since the promise of these new hybrid materials is a
tunable combination of the properties of the polymer
(flexibility, lightweight, good impact resistance, easy
processing, etc.) and the ceramic (hardness, durability,
thermal stability, optical properties, etc.) [1–12]. Many or-
ganic–inorganic hybrid materials have been prepared by
the sol–gel process at macro- or microscale, nanoscale,
even at the molecular level [13, 14]. The inorganic pre-
cursors used in the sol–gel process are usually silicon/
metal alkoxide ((M(OCnH2nþ1)z, where M ¼ Si, Ti, Al,
Sn, Zr, etc.), in which tetraethoxysilane (TEOS) is the
most frequently employed [15, 16], titanium n-butoxide
[Ti(OBu)n]4 is occasionally tried as well [17, 18], but alu-
minum alkoxide and other metal alkoxides are very seldom
adopted because of their high reactivity.
In our previous work, we prepared acrylic resin/alumina
hybrid materials by blending the carboxyl-containing
acrylic resin and the alumina sol which was first obtained
by the sol–gel process [19]. The reaction between the
��COOH groups of acrylic resin and the ��OH and/or
��OR groups from alumina sol successfully retarded the
phase separation, causing obvious improvement in the me-
chanical and thermal properties of the hybrid materials.
But the maximum embedded alumina content in the hybrid
material prepared by this approach was only 2 wt% due to
the easy gelation at high content of alumina sol during
blending stage.
In this article, (3-methacryloxypropyl)trimethoxysilane
(MPMS) was chosen to functionalize acrylic resin to pre-
pare MPMS-capped acrylic resin. The hybrid materials
were then prepared by mixing the solutions of the
MPMS-capped acrylic resin and aluminum sec-butoxide
(Al(OBus)3) with ethylacetoacetate (EAA) as the stabi-
lizer, and then performing an in situ sol–gel process under
the presence or absence of catalyst. The effects of EAA
content, the different catalysts, and water content on the
structure and properties of the hybrid materials were
investigated by 27Al nuclear magnetic resonance (27Al
NMR), small angle X-ray scattering (SAXS), atomic force
microscopy (AFM), differential scanning calorimetry
(DSC), thermogravimetric analysis (TGA), and nano in-
dentation tester.
EXPERIMENT
Materials
Methyl methacrylate (MMA), butyl acrylate (BA), (3-
methacryloxypropyl)trimethoxysilane (MPMS), butyl ace-
tate, absolute ethanol (EtOH), ethylacetoacetate (EAA),
and 2,20-azobisisobutyronitrile (AIBN) were purchased
from Sinopharm Group Chemical Reagent Co. Aluminum
sec-butoxide (Al(OBus)3,) was obtained from Alfa Aesar
Company. EAA and EtOH were dried by 12-h storage in
a desiccator with molecular sieve as a drier before use
and other chemicals were used as received.
Correspondence to: Limin Wu; e-mail: [email protected]
Contract grant sponsor: National ‘‘863’’ Foundation; Shanghai Special
Nano Foundation; the Key Project of China Educational Ministry; the
Doctoral Foundation of University; and Trans-Century Outstanding Tal-
ented Person Foundation of China Educational Ministry.
DOI 10.1002/pc.20343
Published online in Wiley InterScience (www.interscience.wiley.com).
VVC 2007 Society of Plastics Engineers
POLYMER COMPOSITES—-2008

Synthesis of MPMS-Capped Acrylic Resins
A 500-mL round-bottom flask equipped with a me-
chanical stirrer, a thermometer with a temperature control-
ler, an N2 inlet, a Graham condenser, and a heating man-
tle was charged with butyl acetate, and heated to 758Cunder a slow stream of N2. The mixture of MMA, BA,
MPMS (MMA/BA/MPMS ¼ 66.5/28.5.0/5.0 for weight
ratio), and 0.4% initiator (AIBN) based on the total
monomer mass were then added into the flask using an
addition funnel over a period of 1 h. After addition of all
ingredients, the reaction was maintained at 758C for addi-
tional 6 h to complete the reaction. The solid content of
the pure MPMS-capped acrylic resin was 50 wt%.
Preparation of Acrylic Resin/Alumina Hybrid Materials
The solid content of the pure MPMS-capped acrylic
resin was diluted into 30 wt% by butyl acetate, and then
a homogeneous solution of Al(OBus)3 and EAA dissolved
in EtOH was added, followed by addition of water and
EtOH without or with hydrochloric acid (HCl) or ammo-
nia (NH3�H2O). The whole mixture was vigorously stirred
at ambient temperature to obtain acrylic/alumina hybrid
resin solution. Assuming the precursor reacted completely
to form Al2O3, the theoretical alumina content in the
hybrid materials was ranged from 2 to 8 wt% based on
the solid content weight of the pure acrylic resin.
The acrylic/alumina hybrid resin solution was cast onto glass
substrates or tinplates and dried at room temperature for 30 days
to prepare hybrid films for measurements. The sample codes
and their preparation conditions are summarized in Table 1.
Characterization
27Al Nuclear Magnetic Resonance. 27Al NMR spectra
of the hybrid materials were measured using a DSX-300
(Bruker Company, Germany) with the crosspolarization
combined with magic angle spinning.
Small-Angle X-ray Scattering. SAXS measurements
were performed with a PW 1700 X-ray scattering instru-
ment (Philips Company, Holland), using copper radiation
with l ¼ 0.154 nm and pinhole collimation of the inci-
dent beam. Background collection was performed under
the same conditions as the sample data collection prior to
the data collection. The background counts were scaled
and removed from the scattering.
Atomic Force Microscopy. AFM images of the hybrid
films were recorded by a Multimode Nanoscope III
Instrument (Digital Instrument, USA) in tapping mode
with a silica probe (NSC 11) and a frequency of 65 kHz.
The scan dimension and the roughness analysis were per-
formed on 2 � 2 mm2 images. The average surface rough-
ness (Ra) is the mean vertical deviation of the surface rel-
ative to the center plane. The root mean square roughness
(RMS roughness) is the standard deviation of the Z values
(the height) calculated within the given area as:
RMS ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiPðZi � ZaveÞ2
N
s
where Zi is the current Z value, Zave is the average of the
Z values, and N is the number of data points with the
given area [20].
Differential Scanning Calorimetry. DSC analysis was
performed on a DuPont 2000-910 differential scanning
calorimeter. The samples were run between �1008C and
1308C under a N2 flow at a heating rate of 108C/min. Tg
was determined by the half-point method.
Thermogravimetric Analysis. TGA was carried out
using a Perkin Elmer thermogravimetric apparatus (USA).
The temperature was scanned from room temperature to
6008C with a heating rate of 108C/min in the air flow.
Nanoindentation Tests. The nanoindentation tests were
performed on Nano Indenter1
XP (MTS cooperation,
USA) instrument. A three-side pyramid (Berkovich) dia-
mond indenter was employed. The nanoindentation experi-
ments were carried out on the specimens with 2 � 2 cm2
dimensions at ambient conditions and constant strain rate
of 0.05 mN s�1. At least eight indents were performed on
each sample and the interval of each two indents was 50
mm to avoid interaction [21].The microhardness (H) and
Young’s modulus (S) were calculated as:
H ¼ P=A
S ¼ b2ffiffiffip
p Er
ffiffiffiA
p
TABLE 1. Reaction conditions of the hybrid materials.
Sample
code
Alumina
content
(wt%)a
EAA/Al
(OBus)3
(molar ratio)b
Water/Al
(OBus)3
(molar ratio)b Catalystb
A0 (pure
resin) 0 – – –
A2 2.0 2.0 2.0 None
A4 4.0 2.0 2.0 None
A8 8.0 2.0 2.0 None
E1.5 2.0 1.5 2.0 None
E2.5 2.0 2.5 2.0 None
AA 2.0 2.0 2.0 HCl
AB 2.0 2.0 2.0 NH3�H2O
H5 2.0 2.0 5.0 None
H8 2.0 2.0 8.0 None
a The alumina content in the hybrid materials, 50 g MPMS-capped
acrylic resin in 30 wt% solid content.b Preparation conditions during in situ sol–gel process.
DOI 10.1002/pc POLYMER COMPOSITES—-2008 209
where P is the load, A is the contact area, b is a constant
that depends on the geometry of the indenter and Er is the
reduced modulus.
RESULTS AND DISCUSSION
Structure of Acrylic Resin/Alumina Hybrid Materials
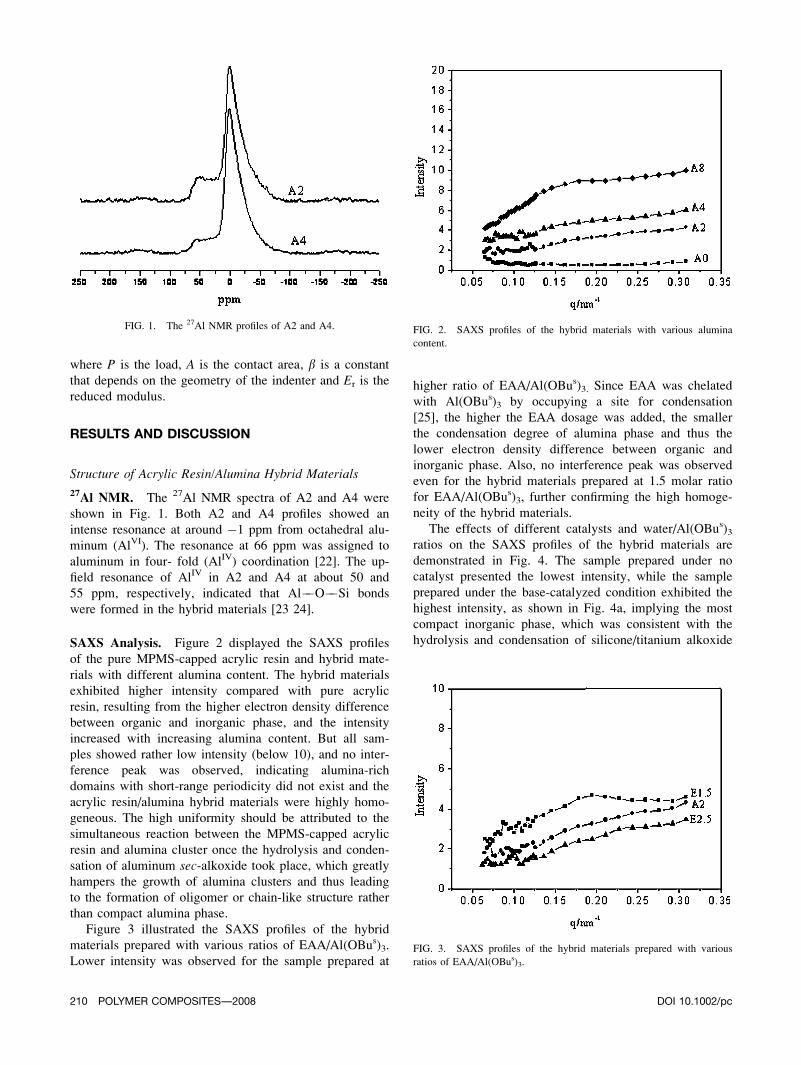
27Al NMR. The 27Al NMR spectra of A2 and A4 were
shown in Fig. 1. Both A2 and A4 profiles showed an
intense resonance at around �1 ppm from octahedral alu-
minum (AlVI). The resonance at 66 ppm was assigned to
aluminum in four- fold (AlIV) coordination [22]. The up-
field resonance of AlIV in A2 and A4 at about 50 and
55 ppm, respectively, indicated that Al��O��Si bonds
were formed in the hybrid materials [23 24].
SAXS Analysis. Figure 2 displayed the SAXS profiles
of the pure MPMS-capped acrylic resin and hybrid mate-
rials with different alumina content. The hybrid materials
exhibited higher intensity compared with pure acrylic
resin, resulting from the higher electron density difference
between organic and inorganic phase, and the intensity
increased with increasing alumina content. But all sam-
ples showed rather low intensity (below 10), and no inter-
ference peak was observed, indicating alumina-rich
domains with short-range periodicity did not exist and the
acrylic resin/alumina hybrid materials were highly homo-
geneous. The high uniformity should be attributed to the
simultaneous reaction between the MPMS-capped acrylic
resin and alumina cluster once the hydrolysis and conden-
sation of aluminum sec-alkoxide took place, which greatly
hampers the growth of alumina clusters and thus leading
to the formation of oligomer or chain-like structure rather
than compact alumina phase.
Figure 3 illustrated the SAXS profiles of the hybrid
materials prepared with various ratios of EAA/Al(OBus)3.
Lower intensity was observed for the sample prepared at
higher ratio of EAA/Al(OBus)3. Since EAA was chelated
with Al(OBus)3 by occupying a site for condensation
[25], the higher the EAA dosage was added, the smaller
the condensation degree of alumina phase and thus the
lower electron density difference between organic and
inorganic phase. Also, no interference peak was observed
even for the hybrid materials prepared at 1.5 molar ratio
for EAA/Al(OBus)3, further confirming the high homoge-
neity of the hybrid materials.
The effects of different catalysts and water/Al(OBus)3
ratios on the SAXS profiles of the hybrid materials are
demonstrated in Fig. 4. The sample prepared under no
catalyst presented the lowest intensity, while the sample
prepared under the base-catalyzed condition exhibited the
highest intensity, as shown in Fig. 4a, implying the most
compact inorganic phase, which was consistent with the
hydrolysis and condensation of silicone/titanium alkoxide
FIG. 1. The 27Al NMR profiles of A2 and A4. FIG. 2. SAXS profiles of the hybrid materials with various alumina
content.
FIG. 3. SAXS profiles of the hybrid materials prepared with various
ratios of EAA/Al(OBus)3.
210 POLYMER COMPOSITES—-2008 DOI 10.1002/pc

[26, 27], namely, more compact inorganic phase inclined
to form under base-catalyzed condition. Comparison of
sample A2 with samples H5 and H8 (as seen in Fig. 4b)
showed that the intensity of the hybrid materials increased
as the molar ratio of water/Al(OBus)3 increased, indicat-
ing that more compact structure had formed with higher
water content. But a quite low intensity and no interfer-
ence peak were observed for all samples, also suggesting
that the hybrid materials were highly homogeneous at all
preparing condition as discussed in Figs. 2 and 3.
Surface Morphology of Acrylic Resin/AluminaHybrid Coats
The typical three-dimensional AFM images of the
hybrid films and MPMS-capped acrylic resin are illustrated
in Fig. 5, and the surface roughness values of all hybrid
films are summarized in Table 2. Both Fig. 5 and Table 2
showed that the surface roughness values slightly increased
with increasing alumina content, possibly because more
alumina resided on the surfaces of the hybrid films as
more alumina was embedded. In addition, a rougher sur-
face could be seen for the hybrid films prepared at less
EAA, base-catalyzed and higher molar ratio of water/Al(O-
Bus)3 based on the data in Table 2. In comparison with the
SAXS results, it could be seen that the more compact the
alumina phase was, the rougher the surface of the hybrid
films was. However, all these hybrid films exhibited rather
smooth surfaces with the surface roughness lower than 1
nm, indicating excellent surface planarity and high homo-
geneity, just as shown by SAXS analysis.
Thermal Properties of the Hybrid Materials
DSC Analysis. Figure 6 displayed the typical DSC
curves of the pure MPMS-capped acrylic resin and hybrid
materials containing various alumina content. The glass-
transition region shifted to higher temperature range at
higher alumina loading, and the corresponding Tg signifi-
cantly increased from 12.38C to 34.78C as the alumina
FIG. 4. SAXS profiles of the hybrid materials prepared (a) with different catalysts and (b) at different
water/Al(OBus)3 ratios.
FIG. 5. The three-dimensional AFM images of the films: (a) A0; (b) A2; and (c) A8. [Color figure can be
viewed in the online issue, which is available at www.interscience.wiley.com.]
DOI 10.1002/pc POLYMER COMPOSITES—-2008 211
content increased from 0 to 8 wt% (Fig. 7 and Table 3).
The higher Tg suggested that the segmental chain mobility
was much more restricted because of the more crosslink-
ing reactions between acrylic macromolecular chains and
alumina phases. Although some silane self-condensation
possibly occurred, the crosslinking reaction between
MPMS and alumina should play a dominating role in
influencing the properties of the hybrids due to higher
reactivity of Si��O��Al than that of Si��O��Si [23].
The effects of the EAA amount, the types of catalyst,
and the molar ratios of water/Al(OBus)3 on the glass tran-
sition of the hybrid materials are also listed in Table 3. As
the EAA amount increased, the hybrid materials exhibited
lower Tg. Since EAA was chelated with Al(OBus)3, EAA
not only occupied a site for condensation, but also syn-
chronously prevented the interaction between the polymer
chains and the inorganic phase, leading to less crosslinking
density. Therefore, when more EAA was employed, lower
Tg was observed. When catalysts were employed, the Tg
shifted to higher temperature (see samples A2, AA, and
AB), and the sample prepared under the acid-catalyzed
condition had a little higher Tg than that prepared under
base condition. This was because the catalysts promoted
not only the hydrolysis-condensation of the precursor itself
but also the crosslinking reaction between inorganic and
organic phases through the ��OH and/or ��OR groups of
alumina phase and the ��Si(OC2H5)3 groups of acrylic
polymer chains. In comparison with acid-catalyzed condi-
tion, the hybrid material from base condition had more
compact inorganic phase, which led to a decreasing cross-
linking reaction between inorganic and organic phases,
and thus lower Tg. Table 3 also displayed that the Tg
increased with increasing water content, and even no
obvious glass-transition region was observed for the sam-
ple H8; this is probably because more water could acceler-
ate not only the hydrolysis-condensation of Al(OBus)3 but
also the interhydrolysis-condensation between Al(OBus)3
and MPMS-capped acrylic resin.
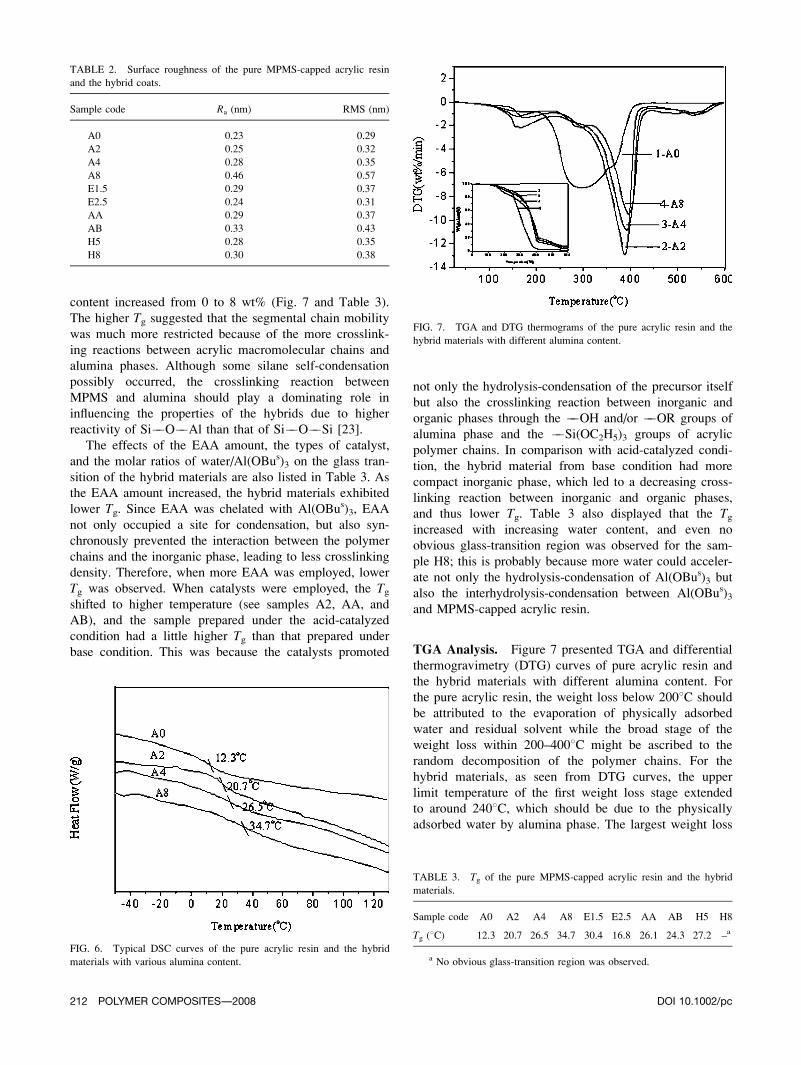
TGA Analysis. Figure 7 presented TGA and differential
thermogravimetry (DTG) curves of pure acrylic resin and
the hybrid materials with different alumina content. For
the pure acrylic resin, the weight loss below 2008C should
be attributed to the evaporation of physically adsorbed
water and residual solvent while the broad stage of the
weight loss within 200–4008C might be ascribed to the
random decomposition of the polymer chains. For the
hybrid materials, as seen from DTG curves, the upper
limit temperature of the first weight loss stage extended
to around 2408C, which should be due to the physically
adsorbed water by alumina phase. The largest weight loss
TABLE 2. Surface roughness of the pure MPMS-capped acrylic resin
and the hybrid coats.
Sample code Ra (nm) RMS (nm)
A0 0.23 0.29
A2 0.25 0.32
A4 0.28 0.35
A8 0.46 0.57
E1.5 0.29 0.37
E2.5 0.24 0.31
AA 0.29 0.37
AB 0.33 0.43
H5 0.28 0.35
H8 0.30 0.38
FIG. 6. Typical DSC curves of the pure acrylic resin and the hybrid
materials with various alumina content.
FIG. 7. TGA and DTG thermograms of the pure acrylic resin and the
hybrid materials with different alumina content.
TABLE 3. Tg of the pure MPMS-capped acrylic resin and the hybrid
materials.
Sample code A0 A2 A4 A8 E1.5 E2.5 AA AB H5 H8
Tg (8C) 12.3 20.7 26.5 34.7 30.4 16.8 26.1 24.3 27.2 –a
a No obvious glass-transition region was observed.
212 POLYMER COMPOSITES—-2008 DOI 10.1002/pc

stage in the temperature range of 310–4308C was attrib-
uted to the same reason as that of pure acrylic resin.
Besides these stages, a new weight loss stage occurred
within 240–3108C for the hybrid materials especially
visible for the sample A8. The new weight loss stage
should be caused by the decomposition of Al(OBu-s)
3(EAA)2 complex [24]. Since the higher the alumina
content was embedded, the higher the Al(OBus)3(EAA)2
complex formed, and thus the more obvious the new
weight loss stage was. In addition, the slight weight loss
for the hybrid materials above 4308C, which was not
observed for the pure acrylic resin, might be caused by
the decomposition of some groups such as ��OH and/or
unhydrolyzed ��OR bonded on alumina.
The peak temperature of the largest weight loss in the
DTG curves was adopted as the decomposition tempera-
ture (Td) as summarized in Table 4. Td increased from
2978C to 3888C when 2 wt% embedded, indicating that
the thermal stability of the hybrid materials was improved
significantly in comparison with the pure acrylic resin
because of the chemical bonds between polymer and alu-
mina phases. However, as alumina content further
increased, the Td enhanced slightly, that is, the alumina
content had little influence on the thermal stability of the
hybrid materials [24].
Mechanical Properties by Nanoindentation Measurements
The mechanical properties of the hybrid materials were
determined by nanoidentation technique with a continuous
stiffness measurement. Figure 8 manifested the typical
load–displacement curves of the pure acrylic resin and the
hybrid materials with different alumina content. The
curves steadily shifted upwards with increasing alumina
content, suggesting the better resistance to indentation for
the polymer embedding with higher alumina content.
Figure 9 depicted the microhardness and Young’s mod-
ulus profiles as a function of the indentation depth for the
pure polymer and the hybrid materials with different alu-
mina content. It could be seen that both the microhard-
ness and Young’s modulus enhanced after alumina phase
incorporated and increased with increasing alumina con-
TABLE 4. Td of the pure acrylic resin and the hybrid materials with
increasing alumina content.
Sample A0 A2 A4 A8
Tda (8C) 297 388 394 397
a The peak temperature of the largest weight loss peak in the DTG
curve.
FIG. 8. Typical loading–displacement curves of the pure acrylic resin
and hybrid materials with increasing alumina content.
FIG. 9. (a) Microhardness and (b) Young’s modulus as a function of displacement into sample surface for
the pure acrylic resin and hybrid materials with different alumina content.
DOI 10.1002/pc POLYMER COMPOSITES—-2008 213

centration. For all the samples, the hardness and the elas-
tic modulus curves displayed two regions: an initial
decrease and a subsequent rise. The dramatic drops of the
hardness and the modulus at the initial region were prob-
ably due to the indentation size effect [28 29]. There are
several possible origins for the indentation size effect,
such as: (1) the blunting of the tip of the apex of the
leads to unavoidable over-estimate of the hardness and
modulus at the near-surface area; (2) the inaccuracy of
the indenter area function determination at low depth; and
(3) the inaccuracy in sample surface finding segment at
the initial loading portion. The subsequent increase in the
hardness and the elastic modulus might be attributed the
gradual increase of inorganic phase as contact depths
increased [27, 29].
Table 5 summarized the microhardness and Young’s
modulus for all samples with indentation depth of 250–
350 nm. The effects of the EAA amount, the types of cat-
alyst, and the ratios of water/Al(OBus)3 on the hardness
and elastic modulus are also listed in Table 5. When
more EAA was added, the microhardness and Young’s
modulus exhibited a decreasing trend (see samples E1.5,
A2, and E2.5) because EAA would restrict both the hy-
drolysis and condensation of Al(OBus)3 and the reaction
between organic and inorganic phases. The samples from
acid-catalyzed and base-catalyzed conditions showed bet-
ter mechanical properties than that prepared without any
catalyst, also because of more chemical reactions between
organic and inorganic phases under catalyst employed
(see samples A2, AA, and AB). As more water was used,
the hybrid materials exhibited enhanced mechanical prop-
erties since higher water concentration meant higher hy-
drolysis and condensation degree of inorganic precursor
which led to both a compact alumina phase and a stronger
interaction between organic and inorganic phases (see sam-
ples A2, H5, and H8). In general, the samples prepared at
different EAA content, water content, and catalysts all indi-
cated that stronger chemical interaction between organic
and inorganic phases availed increasing microhardness and
Young’s modulus.
CONCLUSION
MPMS-capped acrylic resin/alumina hybrid materials
were prepared by in situ sol–gel process. The crosslinking
reaction between organic and alumina phases could occur
through the reaction of ��OH and/or ��OR groups of alu-
mina phase with ��Si(OC2H5)3 groups of the polymer
side chains to form Al��O��Si bonds. All hybrid materi-
als exhibited high homogeneity proved by SAXS analyses
and AFM observation. In comparison with pure resin, the
thermal properties and mechanical properties of the poly-
mers were improved significantly when alumina was
incorporated. As the contents of alumina or water
increased or catalyst (hydrochloric acid or ammonia) was
employed, the hybrid materials showed increases in Tg,
thermal stability, microhardness, and Young’s modulus,
but more EAA resulted in decreases in these properties.
REFERENCES
1. K.A. Mauritz and I.D. Stefanithis, Macromolecules, 23,
1380 (1990).
2. I.D. Stefanithis and K.A. Mauritz, Macromolecules, 23,
2397 (1990).
3. L. Minkova, H. Yordanov, and S. Filippi, Polymer, 43, 6159
(2002).
4. D.P. Birnie III and N.J. Bendzko, Mater. Chem. Phys., 59,
26 (1999).
5. L.L. Hench and K.J. West, Chem. Rev., 90, 33 (1990).
6. J. Mendez-Vivar, R. Mendoza-Serna, and V.H. Lara,
J. Non-Cryst. Solids, 248, 147 (1999).
7. C.S. Wu and H.T. Liao, J. Polym. Sci. Part B: Polym.Phys., 41, 351 (2003).
8. C.S. Wu and H.T. Liao, J. Appl. Polym. Sci., 88, 966
(2003).
9. P. Hajji, L. David, J.F. Cerard, J.P. Pascault, and G.L.
Vigier, J. Polym. Sci. Part B: Polym. Phys., 37, 3172
(1999).
10. H.H. Qin, J.H. Dong, K.Y. Qin, and Y. Wei, J. Polym. Sci.Part A: Polym. Chem., 38, 321 (2000).
11. M. Koelsch, S. Cassaignon, J.F. Guillemoles, and J.P. Pas-
cault, Thin Solid Films, 403/404, 312 (2002).
12. B.D. Fabes, D.P. Birnie III, and B.J. Zelinski, Thin SolidFilms, 254, 175 (1995).
13. M.I. Sarwar and Z. Ahmad, Eur. Polym. J., 36, 89
(2000).
14. R.A. Zoppi, C.R.D. Castro, I.V.P. Yoshida, and S.P. Nunes,
Polymer, 38, 5705 (1997).
15. D.A. Siuzdak, P.R. Start, and K.A. Mauritz, J. Appl. Polym.Sci., 77, 2832 (2000).
16. P. Judeinstein and C. Sanchez, J. Mater. Chem., 6, 511
(1996).
17. M.N. Xiong, B. You, S.X. Zhou, and L.M. Wu, Polymer,45, 2967 (2004).
18. M.N. Xiong, S.X. Zhou, B. You, G.X. Gu, and L.M. Wu,
J. Polym. Sci. Part B: Polym. Phys., 42, 3682 (2004).
TABLE 5. Microhardness and Young’s modulus of the pure acrylic
and hybrid films.
Sample Hardnessa (GPa) Modulusa (GPa)
A0 0.143 3.71
A2 0.177 3.90
A4 0.214 4.13
A8 0.217 4.30
E1.5 0.188 4.42
E2.5 0.170 3.80
AA 0.193 4.29
AB 0.183 4.10
H5 0.185 4.11
H8 0.190 4.40
a Hardness and modulus were obtained from the values within the
displacement of 250–350 nm.
214 POLYMER COMPOSITES—-2008 DOI 10.1002/pc
19. M.Q. Li, S.X. Zhou, B. You, and L.M. Wu, J. Macromol.Sci. Phys., 44, 481 (2005).
20. R.I. Viitala, M. Langlet, J. Simola, M. Linden, and J.B.
Rosenholm, Thin Solid Films, 368, 35 (2000).
21. L. Shen, I.Y. Phang, L. Chen, T.X. Liu, and K.Y. Zeng,
Polymer, 45, 3341 (2004).
22. M.P.J. Peeters and A.P.M. Kentgens, Solid State Nucl.Magn. Reson., 9, 203 (1997).
23. J. Livage, F. Babonnuau, M. Chatry, and L. Coury, Ceram.Int., 23, 13 (1997).
24. T.C. Chang, Y.T. Wang, Y.S. Hong, and Y.S. Chiu, Ther-mochim. Acta, 372, 165 (2001).
25. N. Rudiger and S. Helmut, J. Non-Cryst. Solids, 121, 329
(1990).
26. C.S. Betrabet and G.L. Wilkes, Chem. Mater., 7, 535
(1995).
27. M.N. Xiong, B. You, S.X. Zhou, L.M. Wu, B. Wang, and
L. Yang, Polymer, 45, 8127 (2005).
28. B.D. Beake and G.J. Leggett, Polymer, 43, 319 (2002).
29. R. Saha and W.D. Nix, Acta Mater., 50, 23 (2002).
DOI 10.1002/pc POLYMER COMPOSITES—-2008 215