-
8/3/2019 Transformer Photos1
1/13
-
8/3/2019 Transformer Photos1
2/13
( ( I T I I I I r ' \ 1 r f , " , f 0W1
~
~J\~
~~
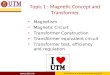
(a) Flux paths in squat core
Figure 4.4 Cross flux at corners forms greater portion of total
fluxpath in short squat core than in tall slim core
"' . .
""
~,
~
///
//
-
8/3/2019 Transformer Photos1
3/13
//
f
/~;;
~
//
/
-
8/3/2019 Transformer Photos1
4/13
these again at 1.5 T. In the case of POWERCORE@ strip this has
risen to1.3 VA/kg while for conventional silicon steel it is
typically only 0.94 VA/kg.
While the sizes of strip available as POWERCORE@ are still
unsuitable for
the manufacture of large-power transformer cores, in the USA in
particular,
many hundreds of thousands of distribution transformer cores
with an average
rating o f around 50 kVA have been built using amorphous
material. In Europe
use of the material has been a far more limited scale, the main
impetus being
in Holland, Sweden, Switzerland, Germany and Hungary. One
possible reason
for the slower progress in Europe is that the thin strip
material does not lenditself to the European preferred form of core
construction, whereas the wound
cores, which are the norm for distribution transformers in the
USA, are far
more suitable for this material. In the UK its use has been
almost exclusively
by one manufacturer who has built several hundred small
distribution trans-
fonners. All were manufactured from plain un laminated ribbon
material. This
manufacturer has also built a small number of experimental units
using the
POWERCORE@ material, see Figure 3.8, but report that the
difficulties of
cutting and building this into a conventional core can tend to
outweigh any
benefits gained.
Another of the practical problems associated with amorphous
steel is its poor
stacking factor which results from a combination of the very
large number
of layers of ribbon needed to build up the total required iron
section and
-
8/3/2019 Transformer Photos1
5/13
2 Design fundamentals
There are two basic types of transformers categorised by their
winding/core
configuration: (a) shell type and (b) core type. The difference
is best under-
stood by reference to Figure 2.1.
-
8/3/2019 Transformer Photos1
6/13
three-limb arrangement. With this configuration, having top and
bottom yokesequal in cross-section to the wound limbs, no separate
flux-return path is neces-
sary, since for a balanced three-phase system of flux.es, these
will summate
to zero a t all times. In the case of a v ery large transformer
which may be
sub ject to height limitations, usually due to transport
restrictions, it may be
-
8/3/2019 Transformer Photos1
7/13
I I
I I I
I I II I I
I I I
I I I
I I
I I I
I I II I I
I I I
I I I
-
8/3/2019 Transformer Photos1
8/13
The LV winding leads are taken out at the top and bottom of the
leg, which
means that they must of necessity pass close to the core
framework. Since
they are at relatively low voltage, it is probable that the
necessary clearance
can be obtained by .bending these away from the core as close to
the winding
as possible and by suitably shaping the core frame (Figure
4.26(c)).
The HV winding leads also emerge from the top and bottom of the
leg but
these are taken on the opposite side of the coils from the LV
leads. Being at a
greater distance from the core frame than those of the LV
winding, as well as
having the relatively modest test voltage of 70 kV, these
require a little more
insulation than those of the LV winding.
It is usually convenient to group the tapping sections in the
centre of the HV
windings. This means that when all the taps are not in circuit,
any effective
'gap' in the winding is at the centre, so that the winding
remains electromag-
netically balanced. More will be said about this aspect below.
The tapping
leads are thus taken from the face of the HV winding, usually on
the same
side of the transformer as the LV leads.
Figure 4.27 shows the arrangement of a transformer in which the
LV
winding is fully insulated and the HV winding has non-unifonn
(graded)
insulation. This could be a bulk supply point transformer, say,
132/33 kV,
star/delta connected, possibly 60 MVA, belonging to a Regional
Electricity
Company (REe). Some RECs take some of their bulk supplies at 11
kV,
in which case the transformer could be 132/11 kV, star/star
connected, and
might well have a tertiary winding. This too could be 11 kV
although it is
possible that it might be 415 V in order to fulfi Ithe dual
purpose of acting as
-
8/3/2019 Transformer Photos1
9/13
The LV winding leads are taken out at the top and bottom of the
leg, which
means that they must of necessity pass close to the core
framework. Since
they are at relatively low voltage, it is probable that the
necessary clearance
can be obtained by .bending these away from the core as close to
the winding
as possible and by suitably shaping the core frame (Figure
4.26(c)).
The HV winding leads also emerge from the top and bottom of the
leg but
these are taken on the opposite side of the coils from the LV
leads. Being at a
greater distance from the core frame than those of the LV
winding, as well as
having the relatively modest test voltage of 70 kV, these
require a little more
insulation than those of the LV winding.
It is usually convenient to group the tapping sections in the
centre of the HV
windings. This means that when all the taps are not in circuit,
any effective
'gap' in the winding is at the centre, so that the winding
remains electromag-
netically balanced. More will be said about this aspect below.
The tapping
leads are thus taken from the face of the HV winding, usually on
the same
side of the transformer as the LV leads.
Figure 4.27 shows the arrangement of a transformer in which the
LV
winding is fully insulated and the HV winding has non-unifonn
(graded)
insulation. This could be a bulk supply point transformer, say,
132/33 kV,
star/delta connected, possibly 60 MVA, belonging to a Regional
Electricity
Company (REC). Some RECs take some of their bulk supplies at
IIkV,
in which case the transformer could be 132/11 kV, star/star
connected, and
might well have a tertiary winding. This too could be 11 kV
although it is
possible that it might be 415 V in order to fulfi Ithe dual
purpose of acting as
-
8/3/2019 Transformer Photos1
10/13
-
8/3/2019 Transformer Photos1
11/13
-
8/3/2019 Transformer Photos1
12/13
built up by winding outwards exactly as the first. When this
second complete
disc has been formed, the tension is taken off the winding
conductor, the taper
former removed and the turns laid loosely over the surface of
the mandrel.
These turns are then reassetnbled in the reverse order so that
the 'start' is the
crossover from the adjacent disc and the 'finish' is in the
centre at the mandrel
surface. The next disc can then be built upwards in the normal
way. A sectionof continuous disc winding is shown in Figure
4.18.
Figure 4.18 Arrangement of continuous disc winding
-
8/3/2019 Transformer Photos1
13/13
stacKIng ractor wnIcn results rrom a COITIOlnanOnor tne very
large numoer
of layers of ribbon needed to build up the total required iron
section and
Figure 3.8 Core and windings of ?OO kVA, 20/0.4 kV
transformer
using amorphous steel. Unfortunately very little of the core
is
visible, but it should be just apparent that this is of the
wound
construction. It will also be apparent that fairly elaborate
clamping