Embed Size (px)
DESCRIPTION
Mediante este trabajo de investigación se hallarán las principales causas y fallas que impiden que el proceso de embotellado se realice de manera adecuada. Es de vital importancia analizarlo pues, como ya se mencionó anteriormente, el proceso de embotellado es fundamental en el proceso productivo de la cerveza; asimismo, esto puede hacer que no se fabrique un producto de buena calidad, lo que genera un desbalance en la producción por día, retraso en la entrega, y por ende, conlleva a grandes pérdidas económicas. Por esa razón y de acuerdo a los resultados obtenidos, se determinará la solución apropiada e idónea para evitar un posible déficit económico en la empresa
Citation preview

1
2014
2
ESTADÍSTICA APLICADA II [IG41]
Trabajo Final
Integrantes:- Becerra Tello, Cesar Iván- Cárdenas Vásquez, Sthefany Milagros- Pérez Auccapuclla, Katherine Rosa- Piñan Sinisi, Valery Julyssa
UPC – Facultad de Ingeniería IndustrialLima – Mayo del 2014

ÍNDICE
1. Introducción Pág. 4
1.1. Marco teórico1.2. Análisis del caso
2. Descripción del problema Pág. 7
2.1. Problema2.2. Justificación del problema
3. Objetivos Pág. 7
3.1. Objetivo general3.2. Objetivos específicos
4. Tipo de investigación Pág. 8
4.1. Población, muestra y elemento4.2. Variables en estudio
5. Prueba de hipótesis Pág. 10
5.1. Prueba de hipótesis para una muestra5.2. Prueba de hipótesis para dos muestras 5.3. Prueba de independencia/homogeneidad
6. Diseño completamente aleatorizado (DCA) Pág. 21
7. Experimento de dos factores Pág. 23
8. Regresión lineal
8.1. Regresión lineal8.2. Regresión no lineal8.3. Regresión lineal múltiple
9. Conclusiones
3
ESTADÍSTICA APLICADA II [IG41]
Trabajo Final
Integrantes:- Becerra Tello, Cesar Iván- Cárdenas Vásquez, Sthefany Milagros- Pérez Auccapuclla, Katherine Rosa- Piñan Sinisi, Valery Julyssa
UPC – Facultad de Ingeniería IndustrialLima – Mayo del 2014

1. Introducción
1.1. Marco teórico
La cerveza es una de las bebidas más populares del mundo. La elaboración de ésta consiste en tres fases:
Obtención del mosto de la cerveza:
Los ingredientes tamizados se introducen en los grandes recipientes en los que se introduce agua y se remueve hasta que se forma una pasta consistente. A la mezcla acuosa se la hace hervir durante unos minutos para favorecer el ataque sobre el almidón de las enzimas. Principalmente, se trata de hacer pasar la mezcla por diversas etapas más o menos largas de temperatura, cada etapa siendo óptima para enzimas diferentes. De este proceso de maceración de la malta se obtiene un líquido claro y azucarado que se denomina "mosto". El proceso completo dura unas
horas. El mosto, que tiene muchas partículas en suspensión, debe ser filtrado convenientemente para que quede un mosto limpio libre de impurezas que molesten a la fermentación. Tras el filtrado se introduce el mosto filtrado en una olla y se pone a hervir durante algún tiempo (puede durar casi una hora) con el objeto de esterilizarlo de bacterias que hayan podido aparecer durante los procesos anteriores, en este momento se añade el lúpulo con un doble objetivo: proporcionar un aroma característico. y al mismo tiempo frenar los procesos enzimáticos anteriores. En las fases anteriores se ha procurado que el mosto convierta el almidón en azúcares y se ha aromatizado con lúpulo, ahora queda a disposición de la fermentación. El mosto dulce, de color azulado, pasa a cubas específicas para ser fermentado convenientemente, de este proceso se obtiene la cerveza y el CO2.
Fermentación de la cerveza:
Antes de entrar en las cubas de fermentación se enfría
el mosto a una temperatura de 15 °C a 20 °C para que
al inyectar la levadura (que son organismos vivos)
tenga efecto. Llegados a este punto se introduce una
mezcla de aire y de levadura para que comience la
fermentación, ésta suele durar varios días (entre cinco
y diez, dependiendo de la receta). Este proceso de
4
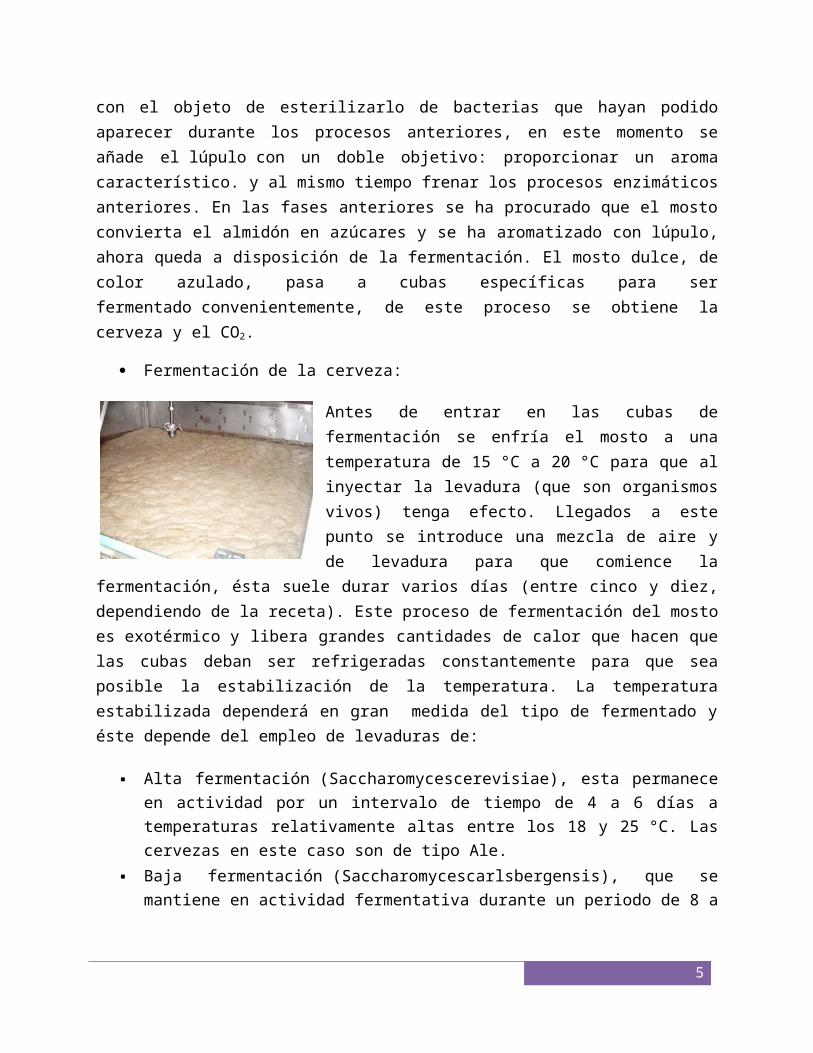
fermentación del mosto es exotérmico y libera grandes cantidades de calor que hacen
que las cubas deban ser refrigeradas constantemente para que sea posible la
estabilización de la temperatura. La temperatura estabilizada dependerá en gran
medida del tipo de fermentado y éste depende del empleo de levaduras de:
Alta fermentación (Saccharomycescerevisiae), esta permanece en actividad por
un intervalo de tiempo de 4 a 6 días a temperaturas relativamente altas entre los
18 y 25 °C. Las cervezas en este caso son de tipo Ale.
Baja fermentación (Saccharomycescarlsbergensis), que se mantiene en
actividad fermentativa durante un periodo de 8 a 10 días a temperaturas
comprendidas entre 6 y 10 °C. Las cervezas en este caso son de tipo Lager.
Fermentación espontánea, que se trata de una fermentación que se realiza en
algunas cervezas belgas elaboradas en las cercanías del río Senne, cerca
de Bruselas, no se le añade levadura. La fermentación es como la del vino y
suele durar años.
Envase y embotellado:
Tras el envejecimiento, suele filtrarse el líquido y envasarse en unas cubas especiales que se envían a la planta de embotellado y enlatado. Durante esta fase son importantes dos parámetros: la hermeticidad (que no se introduzca aire) y el movimiento de los envases.
Tradicionalmente, la cerveza se presenta envasada en botellas de cristal y/o en latas metálicas ya que estos materiales son totalmente impermeables a los gases, es decir, no permiten que los gases del interior (CO2) salgan al exterior ni los del exterior (O2) entren al interior. Uno de los problemas que presentan los envases de cristal es su peso y la probabilidad de rotura del envase por golpes, de ahí que desde finales de los años 90 se comenzara a comercializar la cerveza en botellas de PET.
Sin embargo, la cerveza es un producto que requiere que el envase que la contiene
cumpla con determinados requisitos para hacer que sus tres enemigos fundamentales
(el oxígeno, la luz y el calor) no la deterioren y se presente en sus mejores condiciones
5
al consumidor. Dado que la entrada de una ínfima cantidad de oxígeno (1 ppm, parte
por millón) al interior del envase de cerveza puede hacer que el sabor de ésta cambie
y, por tanto, cause el rechazo del consumidor, los envases destinados a este tipo de
productos deben tener una barrera al oxígeno muy elevada, tan elevada que sean
prácticamente impermeable a este gas. Por otra parte, es una bebida carbonatada, es
decir, contiene cierta cantidad de CO2 gaseoso en su interior que le proporciona esa
presión tan característica. Esto hace que los envases que se utilicen deban tener,
además, una baja permeabilidad al CO2 de manera que este gas no se escape y la
presión interna se mantenga prácticamente constante.
1.2. Análisis del caso
EMBOTELLADORA PERUANA S.A. es una importante empresa que se encarga de la producción de cerveza en nuestro país. Actualmente tiene el 15% de mercado nacional y cuenta con dos fábricas de producción y seis plantas embotelladoras que permiten abastecer la demanda.
Como ya se mencionó anteriormente, el embotellado es un proceso estratégico que tiene una alta implicancia en la calidad del producto. Este proceso comienza con el depalizado de botellas vacías, seguido del lavado de botellas, inspección de las botellas vacías, llenado de botellas, coronado, codificación, pasteurizado, etiquetado y finalmente el empaquetado. Por tratarse de un procedimiento de suma importancia, debe ser vigilado al detalle constantemente para asegurar un producto que se encuentre en óptimas condiciones y satisfaga las expectativas del cliente.
Sin embargo, en el último año (2013), se han podido observar fallas y repercusiones en el proceso productivo correspondiente al embotellado en sus seis plantas, por lo que se ha considerado pertinente realizar un análisis de dichas fallas con el fin de fomentar su política de mejora continua. Para lograrlo, se han establecido una serie de datos (población, muestra y elemento) que se mostrarán posteriormente.
2. Descripción del problema
6
2.1. Problema
¿Cuáles son las principales causas y fallas que impiden que el proceso de embotellado de cerveza se realice adecuadamente e imposibilitan obtener un producto de buena calidad en la empresa EMBOTELLADORA PERUANA S.A.?
2.2. Justificación
Mediante este trabajo de investigación se hallarán las principales causas y fallas que impiden que el proceso de embotellado se realice de manera adecuada. Es de vital importancia analizarlo pues, como ya se mencionó anteriormente, el proceso de embotellado es fundamental en el proceso productivo de la cerveza; asimismo, esto puede hacer que no se fabrique un producto de buena calidad, lo que genera un desbalance en la producción por día, retraso en la entrega, y por ende, conlleva a grandes pérdidas económicas. Por esa razón y de acuerdo a los resultados obtenidos, se determinará la solución apropiada e idónea para evitar un posible déficit económico en la empresa.
3. Objetivos
3.1. Objetivo general
Determinar las principales causas y evaluar las fallas que se dan en las seis plantas embotelladoras las cuales generan problemas en el proceso productivo y dañan la calidad del producto.
3.2. Objetivos específicos
- Determinar si el tipo de falla está relacionado con el turno de la incidencia.- Determinar si la edad del operador encargado de la máquina está relacionado
con el impacto de la falla.- Determinar si la causa de la falla es igual en todos los turnos.- Definir si el día de semana en el cual se dan las fallas es igual en todas las
plantas embotelladoras.
7
- Determinar si el tiempo promedio de paro en minutos es mayor que 6000 en todas las embotelladoras.
- Determinar si el costo de reparación tiene una variabilidad menor 700 dólares.- Determinar si el 20% del total de las fallas se da en la embotelladora 1.
Determinar si existe evidencia de una diferencia de 1000 dólares en el costo de reparación complementaria promedio entre las embotelladoras 5 y 6.
- Asumiendo que las muestras de cada turno son independientes. Determinar si en el turno noche la proporción de fallas graves es mayor que en el turno tarde.
- Asumiendo que las muestras de cada turno son independientes. Determinar si en el turno mañana la proporción de fallas leves es mayor que en el turno tarde.
- Asumiendo que las muestras de cada turno son independientes. Determinar si en el turno tarde la proporción de fallas moderadas es menor que en el turno noche.
- Determinar si existe evidencia de una diferencia en la varianzas de la cantidad promedio de trabajadores requeridos en el turno mañana y tarde. Asimismo, determinar si la cantidad promedio de trabajadores requeridos para las reparaciones es mayor en el turno tarde que en el turno mañana.
4. Tipo de investigación:
4.1. Población, muestra y elemento
Población: Fallas presentadas durante el año 2013 en las seis plantas embotelladoras.
Muestra: 600 fallas registradas durante los momentos de la inspección de los equipos de mejora continua.
Unidad elemental: Una falla en el proceso de embotellado de una de las seis planta embotelladoras en el 2013.
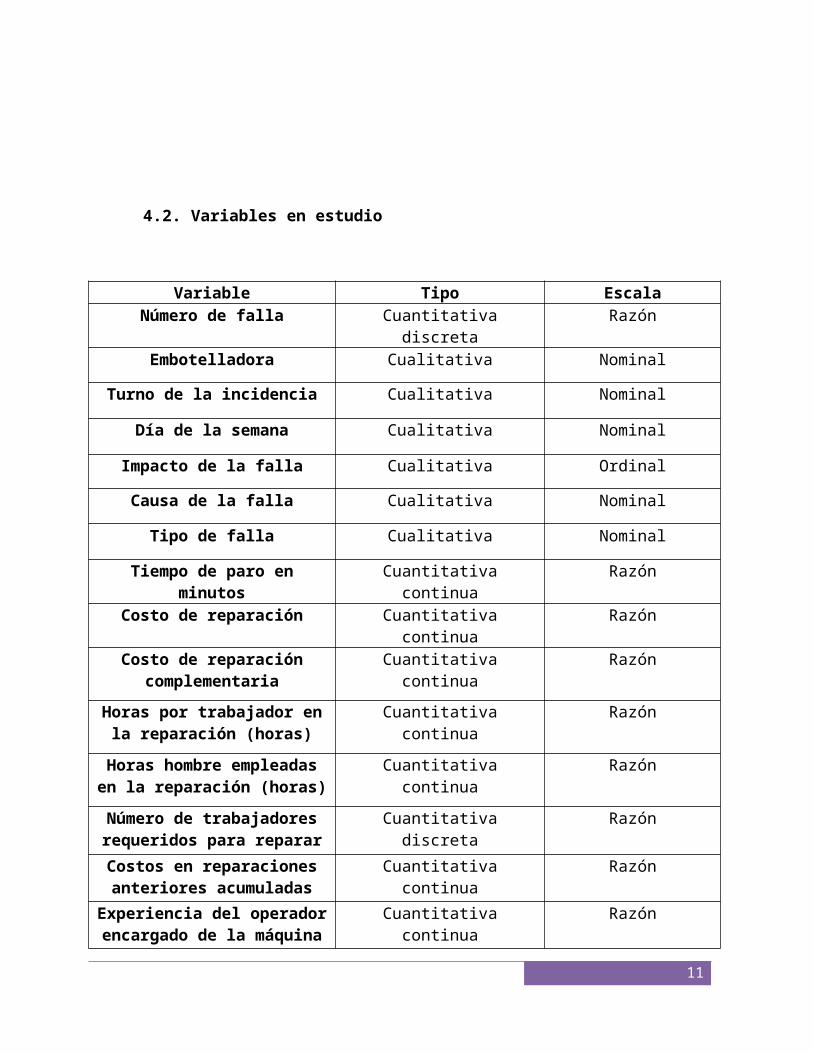
4.2. Variables en estudio
8
Variable Tipo EscalaNúmero de falla Cuantitativa discreta Razón
Embotelladora Cualitativa Nominal
Turno de la incidencia Cualitativa Nominal
Día de la semana Cualitativa Nominal
Impacto de la falla Cualitativa Ordinal
Causa de la falla Cualitativa Nominal
Tipo de falla Cualitativa Nominal
Tiempo de paro en minutos Cuantitativa continua Razón
Costo de reparación Cuantitativa continua Razón
Costo de reparación complementaria
Cuantitativa continua Razón
Horas por trabajador en la reparación (horas)
Cuantitativa continua Razón
Horas hombre empleadas en la reparación (horas)
Cuantitativa continua Razón
Número de trabajadores requeridos para reparar
Cuantitativa discreta Razón
Costos en reparaciones anteriores acumuladas
Cuantitativa continua Razón
Experiencia del operador encargado de la máquina
(meses)
Cuantitativa continua Razón
Edad del operador encargado la máquina
Cuantitativa discreta Razón
5. Prueba de hipótesis
5.1. Prueba de hipótesis para una muestra
9
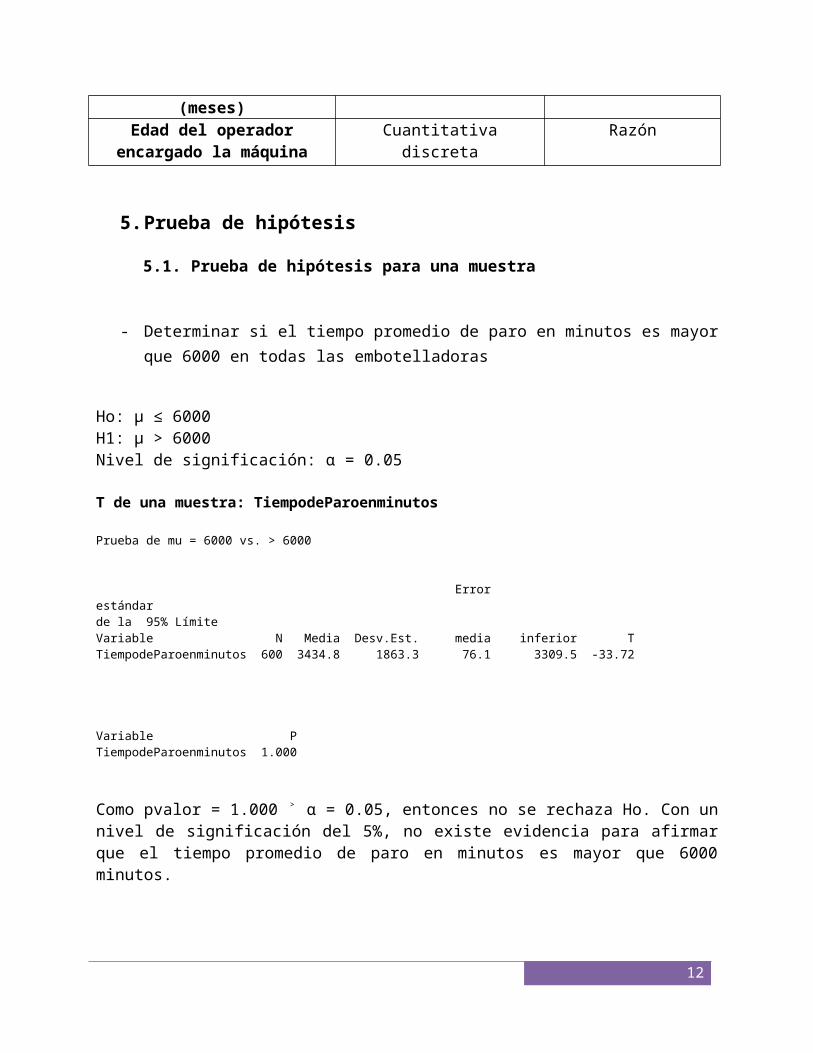
- Determinar si el tiempo promedio de paro en minutos es mayor que 6000 en todas las embotelladoras
Ho: µ ≤ 6000H1: µ > 6000Nivel de significación: α = 0.05
T de una muestra: TiempodeParoenminutos
Prueba de mu = 6000 vs. > 6000
Errorestándarde la 95% LímiteVariable N Media Desv.Est. media inferior TTiempodeParoenminutos 600 3434.8 1863.3 76.1 3309.5 -33.72
Variable PTiempodeParoenminutos 1.000
Como pvalor = 1.000 ˃ α = 0.05, entonces no se rechaza Ho. Con un nivel de significación del 5%, no existe evidencia para afirmar que el tiempo promedio de paro en minutos es mayor que 6000 minutos.
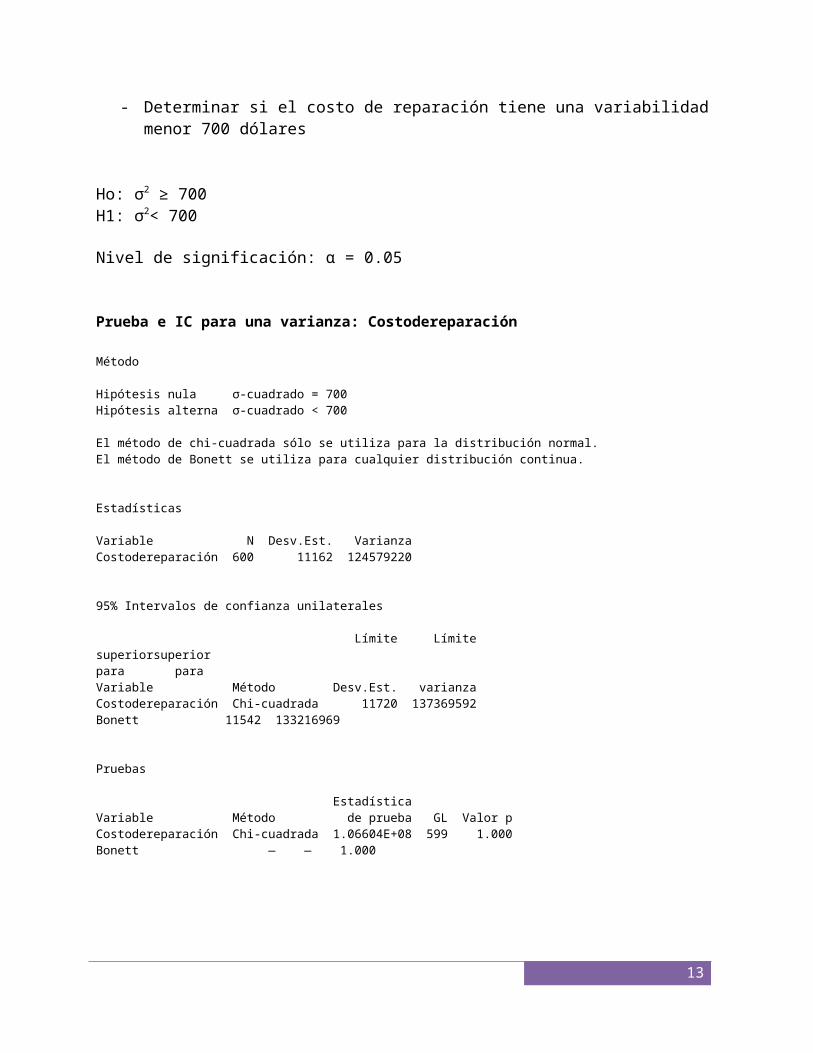
- Determinar si el costo de reparación tiene una variabilidad menor 700 dólares
Ho: σ2 ≥ 700H1: σ2< 700
Nivel de significación: α = 0.05
Prueba e IC para una varianza: Costodereparación
Método
Hipótesis nula σ-cuadrado = 700Hipótesis alterna σ-cuadrado < 700
El método de chi-cuadrada sólo se utiliza para la distribución normal.El método de Bonett se utiliza para cualquier distribución continua.
Estadísticas
10
Variable N Desv.Est. VarianzaCostodereparación 600 11162 124579220
95% Intervalos de confianza unilaterales
Límite Límitesuperiorsuperiorpara paraVariable Método Desv.Est. varianzaCostodereparación Chi-cuadrada 11720 137369592Bonett 11542 133216969
Pruebas
EstadísticaVariable Método de prueba GL Valor pCostodereparación Chi-cuadrada 1.06604E+08 599 1.000Bonett — — 1.000
Como pvalor = 1.000 > α = 0.05, entonces no se rechaza Ho. Con un nivel de significación del 5%, no existe evidencia estadística para afirmar que la variabilidad es menor que 700.
- Determinar si el 20% del total de las fallas se da en la embotelladora 1.
Ho: p ≠ 0.20H1: p = 0.20
Nivel de significación: α = 0.05
Prueba e IC para una proporción
Prueba de p = 0.2 vs. p ≠ 0.2
Valor pMuestra X N Muestra p IC de 95% exacto1 105 300 0.350000 (0.296080, 0.406916) 0.000
Como pvalor = 0.000 <α = 0.05, se rechaza Ho. Con un nivel de significación del 5%, existe evidencia para afirmar que el 20% del total de las fallas pertenecen a la planta 1.
5.2. Prueba de hipótesis para dos muestras
- Asumiendo que las muestras de cada turno son independientes. Determinar si en el turno noche la proporción de fallas graves es mayor que en el turno tarde.
11
Turno de la incidenciaImpacto de la falla
Leve Moderada GraveMañana 86 96 27
Tarde 77 83 34Noche 65 106 26
XN: Nº de fallas graves del turno Noche XN = 26 nN = 197
XT: Nº de fallas graves del turno Tarde XT = 34 nT = 194
p¿
N=26 /197=0 .132
p¿
T=34/194=0 .175
Ho: PN – PT ≤ 0H1: PN – PT> 0
Nivel de significación: = 0.05
Prueba e IC para dos proporciones
Muestra X N Muestra p1 26 197 0,1319802 34 194 0,175258
Diferencia = p (1) - p (2)Estimación de la diferencia: -0,0432780Límite inferior 95% de la diferencia: -0,103188Prueba para la diferencia = 0 vs. > 0: Z = -1,19 Valor p = 0,882
Prueba exacta de Fisher: Valor p = 0,908
Como valor p = 0.882 >= 0.05 entonces No se Rechaza Ho. Con un nivel de significación del 5%, no se puede afirmar que en el turno de la noche se producen más productos con fallas graves que en el turno tarde.
- Asumiendo que las muestras de cada turno son independientes. Determinar si no hay diferencia en las proporciones de fallas graves en el turno noche y en el turno tarde.
XN: Nº de fallas graves del turno Noche XN = 26 nN = 197XT: Nº de fallas graves del turno Tarde XT = 34 nT = 194
p¿
N=26 /197=0 .132
p¿
T=34/194=0 .175
12
Ho: PN – PT =0H1: PN – PT ≠ 0
Nivel de significación: = 0.05
Prueba e IC para dos proporciones
Muestra X N Muestra p1 26 197 0,1319802 34 194 0,175258
Diferencia = p (1) - p (2)Estimación de la diferencia: -0,0432780IC de 95% para la diferencia: (-0,114665; 0,0281086)Prueba para la diferencia = 0 vs. ≠ 0: Z = -1,19 Valor p = 0,235
Prueba exacta de Fisher: Valor p = 0,263
Como valor p = 0.235 > = 0.05 entonces no se Rechaza Ho. Con un nivel de significación del 5%, no se puede afirmar que hay diferencia significativas en las proporciones de fallas graves en el turno noche y en el turno tarde.
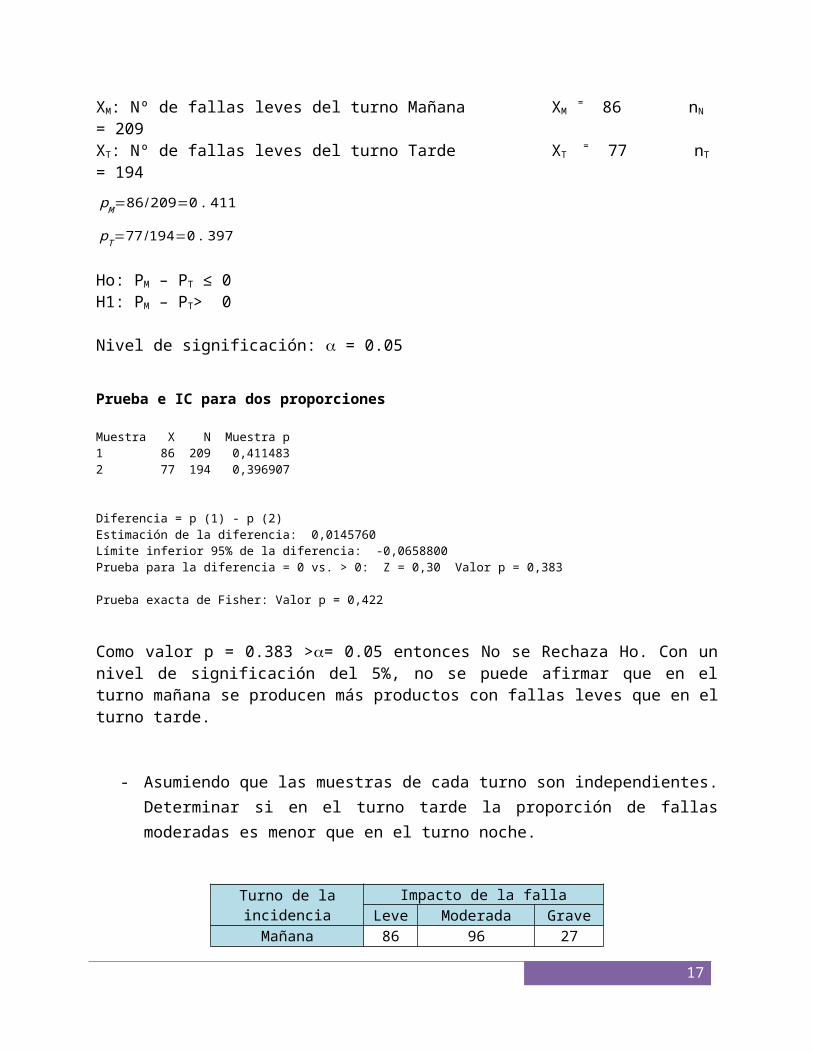
- Asumiendo que las muestras de cada turno son independientes. Determinar si en el turno mañana la proporción de fallas leves es mayor que en el turno tarde.
Turno de la incidenciaImpacto de la falla
Leve Moderada GraveMañana 86 96 27
Tarde 77 83 34Noche 65 106 26
XM: Nº de fallas leves del turno Mañana XM = 86 nN = 209
XT: Nº de fallas leves del turno Tarde XT = 77 nT = 194
pM=86 /209=0 .411
pT=77/194=0 .397
Ho: PM – PT ≤ 0H1: PM – PT> 0
Nivel de significación: = 0.05
Prueba e IC para dos proporciones
13

Muestra X N Muestra p1 86 209 0,4114832 77 194 0,396907
Diferencia = p (1) - p (2)Estimación de la diferencia: 0,0145760Límite inferior 95% de la diferencia: -0,0658800Prueba para la diferencia = 0 vs. > 0: Z = 0,30 Valor p = 0,383
Prueba exacta de Fisher: Valor p = 0,422
Como valor p = 0.383 >= 0.05 entonces No se Rechaza Ho. Con un nivel de significación del 5%, no se puede afirmar que en el turno mañana se producen más productos con fallas leves que en el turno tarde.
- Asumiendo que las muestras de cada turno son independientes. Determinar si en el turno tarde la proporción de fallas moderadas es menor que en el turno noche.
Turno de la incidenciaImpacto de la falla
Leve Moderada GraveMañana 86 96 27
Tarde 77 83 34Noche 65 106 26
XT: Nº de fallas moderadas del turno Tarde XT = 83 nT = 194XN: Nº de fallas leves del turno Noche XN = 106 nN = 197
pT=83/194=0 .428
pN=106 /197=0 .538
Ho: PT – PN ≥ 0H1: PT – PN< 0
Nivel de significación: = 0.05
Prueba e IC para dos proporciones
Muestra X N Muestra p1 83 194 0,4278352 106 197 0,538071
Diferencia = p (1) - p (2)Estimación de la diferencia: -0,110236
14

Límite superior 95% de la diferencia: -0,0276078Prueba para la diferencia = 0 vs. < 0: Z = -2,18 Valor p = 0,015
Prueba exacta de Fisher: Valor p = 0,019
Como valor p = 0.015 <= 0.05 entonces se Rechaza Ho. Con un nivel de significación del 5%, se puede afirmar que en el turno noche se producen más productos con fallas moderadas que en el turno tarde.
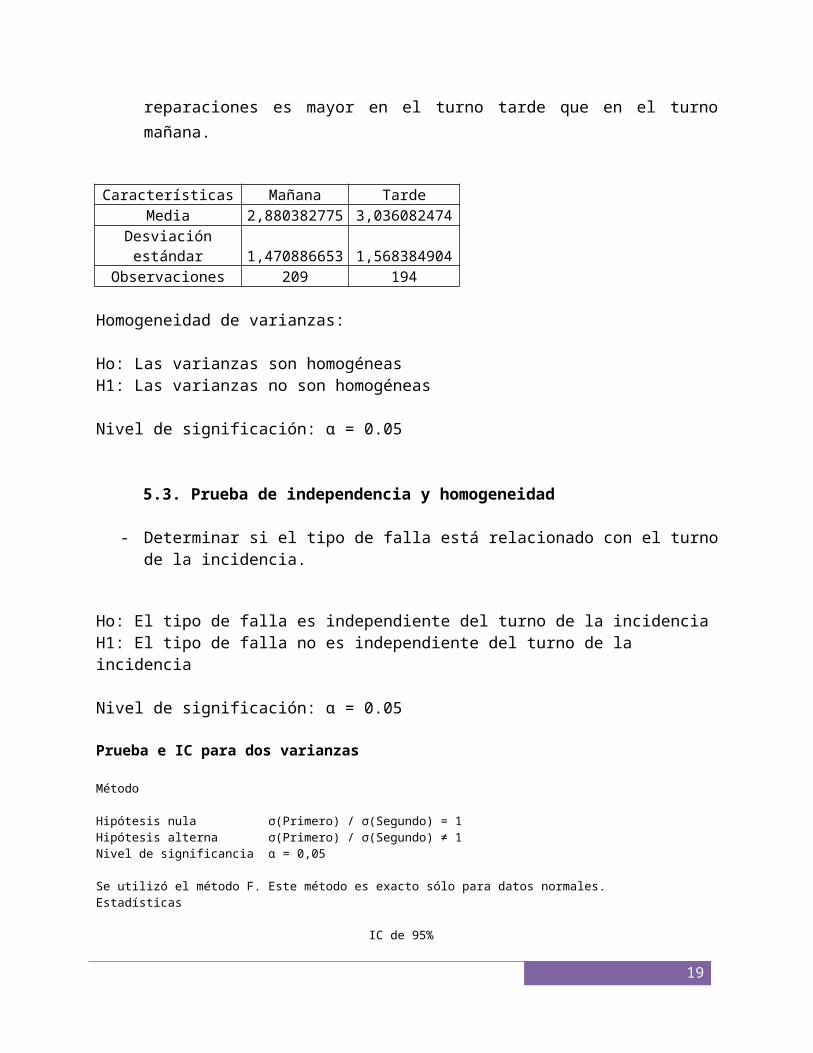
- Determinar si existe evidencia de una diferencia en la varianzas de la cantidad promedio de trabajadores requeridos en el turno mañana y tarde. Asimismo, determinar si la cantidad promedio de trabajadores requeridos para las reparaciones es mayor en el turno tarde que en el turno mañana.
Características Mañana TardeMedia 2,880382775 3,036082474
Desviación estándar 1,470886653 1,568384904Observaciones 209 194
Homogeneidad de varianzas:
Ho: Las varianzas son homogéneasH1: Las varianzas no son homogéneas
Nivel de significación: α = 0.05
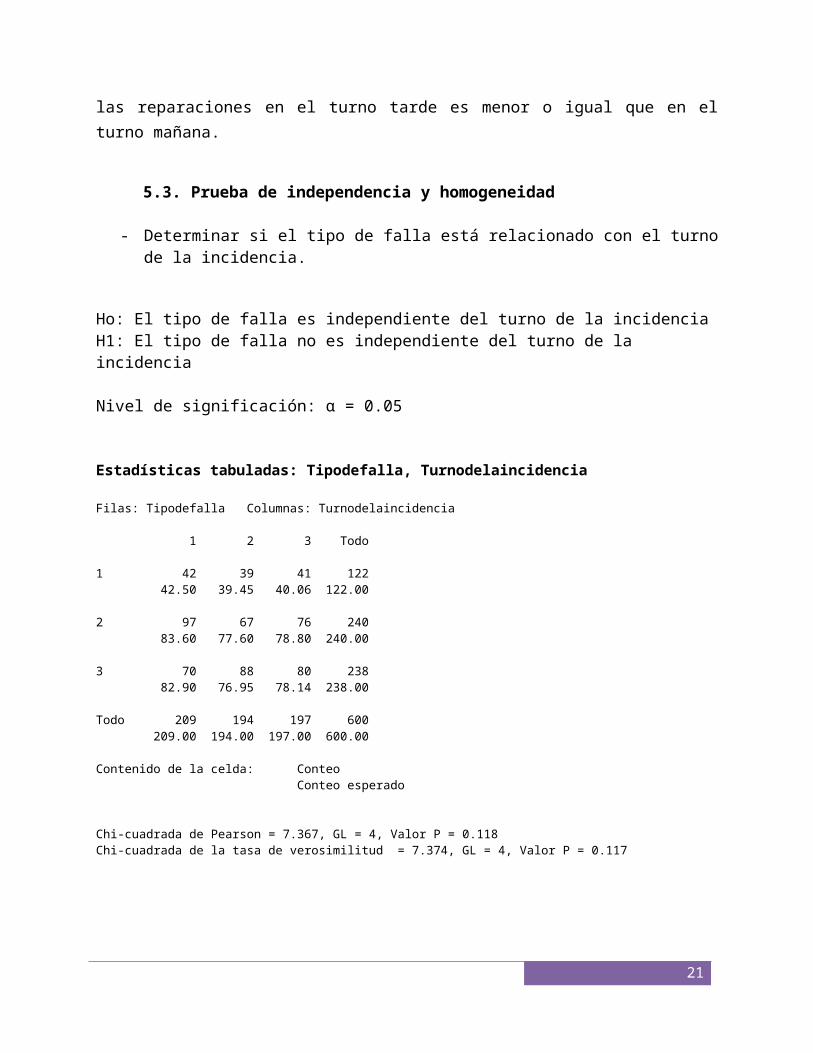
5.3. Prueba de independencia y homogeneidad
- Determinar si el tipo de falla está relacionado con el turno de la incidencia.
Ho: El tipo de falla es independiente del turno de la incidenciaH1: El tipo de falla no es independiente del turno de la incidencia
Nivel de significación: α = 0.05
Prueba e IC para dos varianzas
Método
Hipótesis nula σ(Primero) / σ(Segundo) = 1Hipótesis alterna σ(Primero) / σ(Segundo) ≠ 1Nivel de significancia α = 0,05
Se utilizó el método F. Este método es exacto sólo para datos normales.Estadísticas
15

IC de 95% paraMuestra N Desv.Est. Varianza Desv.Est.Primero 209 1,471 2,164 (1,342; 1,627)Segundo 194 1,568 2,460 (1,426; 1,742)
Relación de desviaciones estándar = 0,938Relación de varianzas = 0,880
Intervalos de confianza de 95%
IC para IC para relación de relación deMétodo Desv.Est. varianzaF (0,816; 1,077) (0,666; 1,160)
Pruebas
EstadísticaMétodo GL1 GL2 de prueba Valor pF 208 193 0,88 0,363
Como pvalor es 0.363 y es mayor que α = 0.05, no RHo. Por lo tanto, las varianzas son homogéneas.
Ho: uTarde ≤ uMañanaH1: uTarde ˃ uMañana
Prueba T de dos muestras e IC
Error estándar de laMuestra N Media Desv.Est. media1 209 2,88 1,47 0,102 194 3,04 1,57 0,11
Diferencia = μ (1) - μ (2)Estimación de la diferencia: -0,156Límite superior 95% de la diferencia: 0,094Prueba T de diferencia = 0 (vs. <): Valor T = -1,03 Valor p = 0,152 GL = 401Ambos utilizan Desv.Est. agrupada = 1,5186
Como pvalor = 0.152 y es mayor que α = 0.05, no RHo. Se puede concluir que la cantidad promedio de reparadores requeridos para las reparaciones en el turno tarde es menor o igual que en el turno mañana.
5.3. Prueba de independencia y homogeneidad
- Determinar si el tipo de falla está relacionado con el turno de la incidencia.
16
Ho: El tipo de falla es independiente del turno de la incidenciaH1: El tipo de falla no es independiente del turno de la incidencia
Nivel de significación: α = 0.05
Estadísticas tabuladas: Tipodefalla, Turnodelaincidencia
Filas: Tipodefalla Columnas: Turnodelaincidencia
1 2 3 Todo
1 42 39 41 122 42.50 39.45 40.06 122.00
2 97 67 76 240 83.60 77.60 78.80 240.00
3 70 88 80 238 82.90 76.95 78.14 238.00
Todo 209 194 197 600 209.00 194.00 197.00 600.00
Contenido de la celda: Conteo Conteo esperado
Chi-cuadrada de Pearson = 7.367, GL = 4, Valor P = 0.118Chi-cuadrada de la tasa de verosimilitud = 7.374, GL = 4, Valor P = 0.117
Como pvalor = 0.118 ˃ α = 0.05, entonces no se rechaza Ho. Con un nivel de significación de 0.05, se puede concluir que el tipo de falla es independiente del turno de la incidencia.
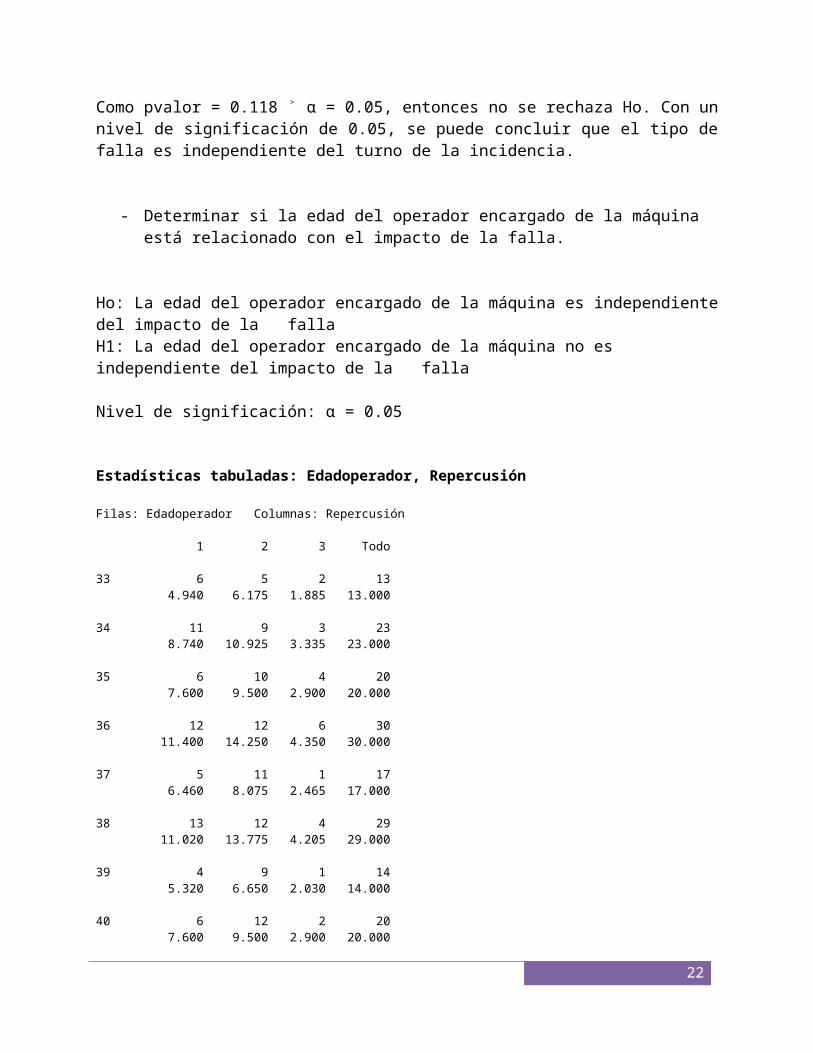
- Determinar si la edad del operador encargado de la máquina está relacionado con el impacto de la falla.
Ho: La edad del operador encargado de la máquina es independiente del impacto de la fallaH1: La edad del operador encargado de la máquina no es independiente del impacto de la falla
Nivel de significación: α = 0.05
Estadísticas tabuladas: Edadoperador, Repercusión
Filas: Edadoperador Columnas: Repercusión
17

1 2 3 Todo
33 6 5 2 13 4.940 6.175 1.885 13.000
34 11 9 3 23 8.740 10.925 3.335 23.000
35 6 10 4 20 7.600 9.500 2.900 20.000
36 12 12 6 30 11.400 14.250 4.350 30.000
37 5 11 1 17 6.460 8.075 2.465 17.000
38 13 12 4 29 11.020 13.775 4.205 29.000
39 4 9 1 14 5.320 6.650 2.030 14.000
40 6 12 2 20 7.600 9.500 2.900 20.000
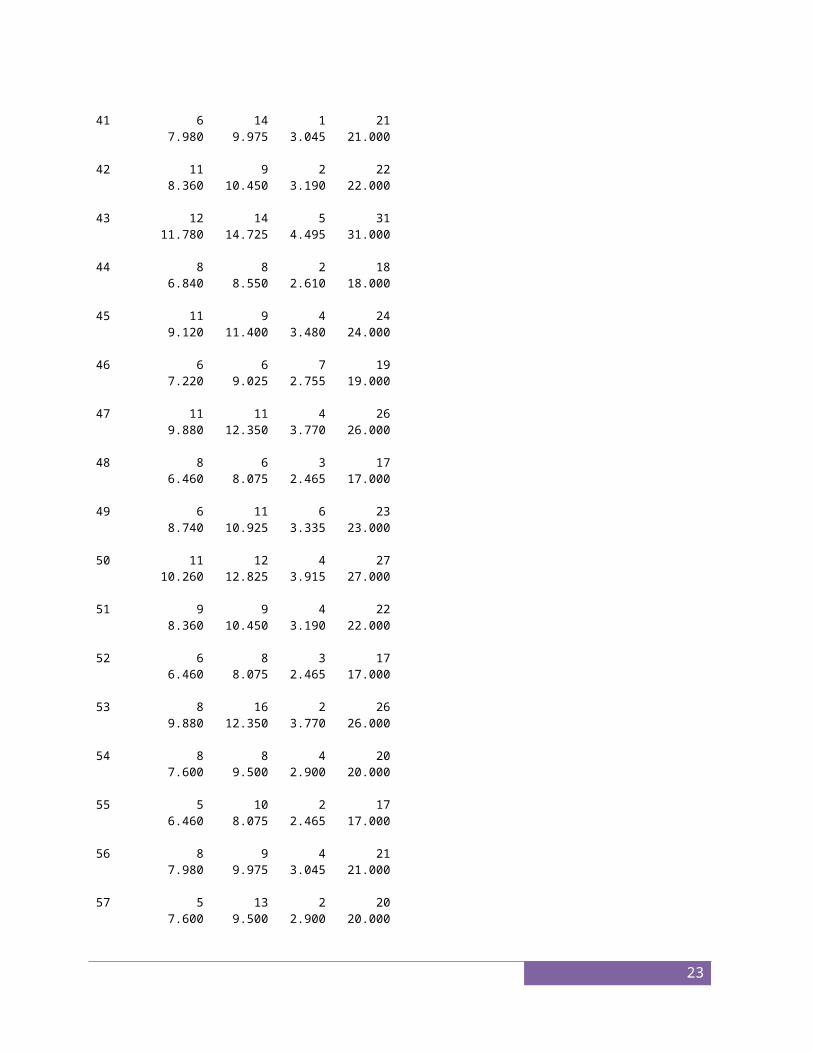
41 6 14 1 21 7.980 9.975 3.045 21.000
42 11 9 2 22 8.360 10.450 3.190 22.000
43 12 14 5 31 11.780 14.725 4.495 31.000
44 8 8 2 18 6.840 8.550 2.610 18.000
45 11 9 4 24 9.120 11.400 3.480 24.000
46 6 6 7 19 7.220 9.025 2.755 19.000
47 11 11 4 26 9.880 12.350 3.770 26.000
48 8 6 3 17 6.460 8.075 2.465 17.000
49 6 11 6 23 8.740 10.925 3.335 23.000
50 11 12 4 27 10.260 12.825 3.915 27.000
51 9 9 4 22 8.360 10.450 3.190 22.000
52 6 8 3 17 6.460 8.075 2.465 17.000
18
53 8 16 2 26 9.880 12.350 3.770 26.000
54 8 8 4 20 7.600 9.500 2.900 20.000
55 5 10 2 17 6.460 8.075 2.465 17.000
56 8 9 4 21 7.980 9.975 3.045 21.000
57 5 13 2 20 7.600 9.500 2.900 20.000
58 8 7 1 16 6.080 7.600 2.320 16.000
59 9 11 2 22 8.360 10.450 3.190 22.000
60 9 14 2 25 9.500 11.875 3.625 25.000
Todo 228 285 87 600 228.000 285.000 87.000 600.000
Contenido de la celda: Conteo Conteo esperado
Chi-cuadrada de Pearson = 37.930, GL = 54, Valor P = 0.952Chi-cuadrada de la tasa de verosimilitud = 36.748, GL = 54, Valor P = 0.965
* NOTA * 29 celdas con conteos esperados menores que 5
Como pvalor = 0.952 ˃ α = 0.05, entonces no se rechaza Ho. Con un nivel de significación de 0.05, se puede concluir que la edad del operador es independiente del impacto de la falla.
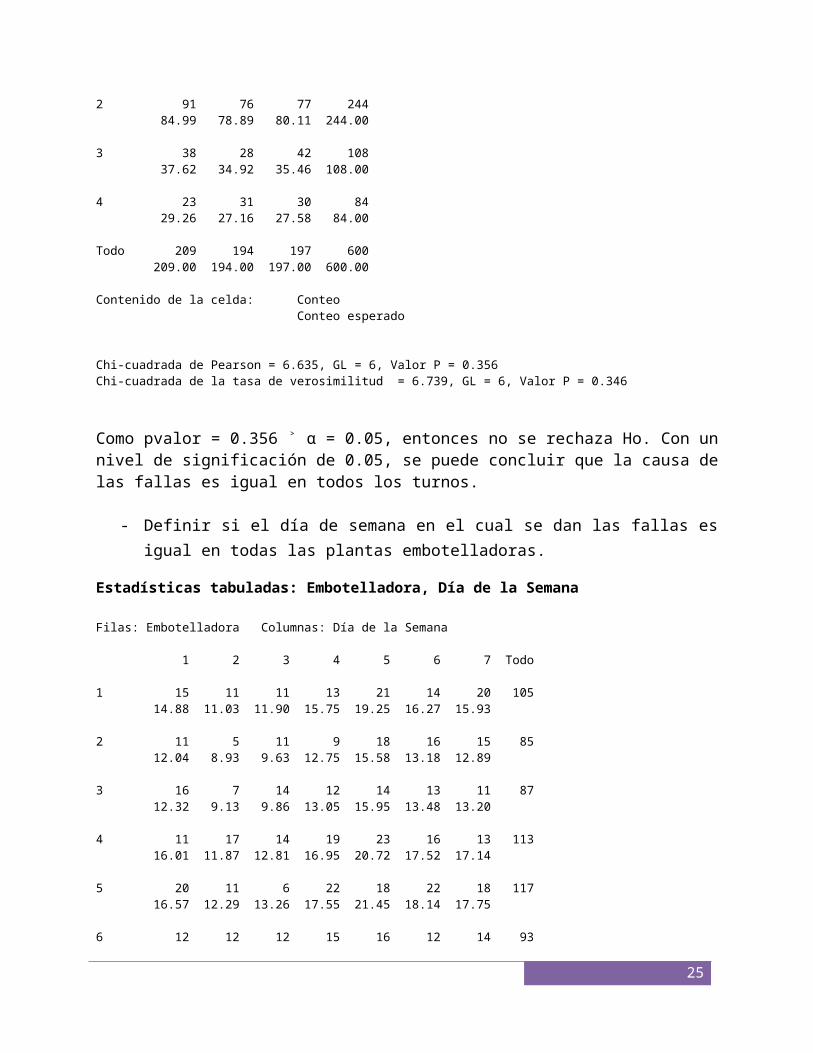
- Determinar si la causa de la falla es igual en todos los turnos.
Ho: La causa de la falla es igual en todos los turnosH1: La causa de la falla no es igual en todos los turnos
Nivel de significación: α = 0.05
Estadísticas tabuladas: Causa, Turnodelaincidencia
Filas: Causa Columnas: Turnodelaincidencia
1 2 3 Todo
19

1 57 59 48 164 57.13 53.03 53.85 164.00
2 91 76 77 244 84.99 78.89 80.11 244.00
3 38 28 42 108 37.62 34.92 35.46 108.00
4 23 31 30 84 29.26 27.16 27.58 84.00
Todo 209 194 197 600 209.00 194.00 197.00 600.00
Contenido de la celda: Conteo Conteo esperado
Chi-cuadrada de Pearson = 6.635, GL = 6, Valor P = 0.356Chi-cuadrada de la tasa de verosimilitud = 6.739, GL = 6, Valor P = 0.346
Como pvalor = 0.356 ˃ α = 0.05, entonces no se rechaza Ho. Con un nivel de significación de 0.05, se puede concluir que la causa de las fallas es igual en todos los turnos.
- Definir si el día de semana en el cual se dan las fallas es igual en todas las plantas embotelladoras.
Estadísticas tabuladas: Embotelladora, Día de la Semana
Filas: Embotelladora Columnas: Día de la Semana
1 2 3 4 5 6 7 Todo
1 15 11 11 13 21 14 20 105 14.88 11.03 11.90 15.75 19.25 16.27 15.93
2 11 5 11 9 18 16 15 85 12.04 8.93 9.63 12.75 15.58 13.18 12.89
3 16 7 14 12 14 13 11 87 12.32 9.13 9.86 13.05 15.95 13.48 13.20
4 11 17 14 19 23 16 13 113 16.01 11.87 12.81 16.95 20.72 17.52 17.14
5 20 11 6 22 18 22 18 117 16.57 12.29 13.26 17.55 21.45 18.14 17.75
6 12 12 12 15 16 12 14 93 13.18 9.77 10.54 13.95 17.05 14.41 14.11
Todo 85 63 68 90 110 93 91 600
Contenido de la celda: Conteo Conteo esperado
20
Chi-cuadrada de Pearson = 24.772, GL = 30, Valor p = 0.736Chi-cuadrada de la tasa de verosimilitud = 25.767, DF = 30, Valor p = 0.687
Como pvalor = 0.736 ˃ α = 0.05, entonces no se rechaza Ho. Con un nivel de significación de 0.05, se puede concluir que el día de semana en el cual se dan las fallas es igual en todas las plantas embotelladoras.
6. Diseño completamente aleatorizado (DCA)
- Se estudia el tiempo de paro producido por cada falla, y se investigan los 3 tipos de fallas.
Número de la muestra = 600
FACTOR: tipo de falla (3 NIVELES)
VARIABLE RESPUESTA: tiempo de paro en minutos
Ho: Los tipos de fallas no afectan al tiempo de paro producido por cada falla. ( µ1 = µ2= µ3)H1: Las tipos de fallas afectan al tiempo de paro producido por cada falla. Al menos un μi es diferente.
Fuente GL SC Ajust. MC Ajust. Valor F Valor p
Tipodefalla 2 7209316 3604658 1.04 0.355
Error 597 2072420346 3471391
Total 599 2079629662
Como pvalor = 0.355 > α = 0.05, no se rechaza Ho.En conclusión, con un nivel de significación de 5%, Los tipos de fallas no afectan al tiempo de paro producido por cada falla.
Analizando la comparación múltiple de Tukey:
Tipodefalla N Media Agrupación
21
3 238 3494 A
2 240 3487 A
1 122 3218 A
µ1 µ2 µ3
En conclusión, no se encontró diferencias entre el tiempo de demora promedio que se obtienen con la falla de tipo 1, tipo 2 y tipo 3.
- Se estudia el número de trabajadores que se necesitan por cada falla, y se investigan los 3 tipos de repercusiones de las fallas.
Número de la muestra = 600
FACTOR: repercusión de la falla (3 NIVELES)
VARIABLE RESPUESTA: número de trabajadores para reparar
Ho: El grado de repercusión de las fallas no afectan número de trabajadores requeridos para reparar por cada falla. (µ1 = µ2= µ3)
H1: El grado de repercusión de las fallas afecta el número de trabajadores requeridos para reparar por cada falla.Al menos un μi es diferente.
Fuente GL SC Ajust. MC Ajust. Valor F Valor p
Repercusión 2 146.9 73.449 42.23 0.000
Error 597 1038.5 1.739
Total 599 1185.4
Como pvalor = 0.00 < α=0.05, se rechaza Ho.
22
En conclusión, con un nivel de significación de 5%, el grado de repercusión de las fallas afecta el número de trabajadores requeridos para reparar por cada falla.
Analizando la comparación múltiple de Tukey:
Repercusión N Media Agrupación
3 87 4.011 A
2 285 2.8491 B
1 228 2.4868 C
µ1 µ2 µ3
En conclusión, se encontró diferencias entre el número de trabajadores requeridos promedio para reparar que se obtienen con la repercusión tipo 1, repercusión tipo 2 y la repercusión tipo 3.
Se recomienda darle solución inmediata a la repercusión 1 y 2 ya que son las que requieren menor cantidad de trabajadores.
7. Experimento de dos factores
- Determinar si existe algún efecto significativo en el costo de reparación debido a la interacción entre el tipo de falla y la causa de la misma.
FACTOR 1: Tipo de falla (3 NIVELES)FACTOR 2: Causa (4 NIVELES)VARIABLE RESPUESTA: Costo de reparación
a) Probar los supuestos del modelo
Homogeneidad de varianzas:
Ho: El tipo de falla y la causa no afectan al costo de reparación. Las varianzas son homogéneas.
H1: El tipo de falla y la causa afecta al costo de reparación. Las varianzas son heterogéneas en los 4 grupos (causas)
23

Prueba de varianzas iguales: Costodereparación vs. Causa, Tipodefalla
Intervalos de confianza de Bonferroni de 95% para deviaciones estándar
Causa Tipodefalla N Inferior Desv.Est. Superior
1 1 53 9066.50 11662.6 16030.7
1 2 48 8352.27 10869.8 15224.5
1 3 63 8010.55 10108.6 13484.1
2 1 37 8009.28 10773.3 15956.7
2 2 80 8714.06 10732.6 13805.8
2 3 127 9977.77 11802.7 14345.8
3 1 23 8378.87 12092.6 20470.4
3 2 58 8839.71 11255.7 15224.8
3 3 27 7178.23 10100.8 16257.0
4 1 9 8005.10 13936.3 38479.1
4 2 54 8013.98 10286.7 14091.2
4 3 21 7028.14 10297.8 17991.9
Prueba de Bartlett (distribución normal)
Estadística de prueba = 5.05, valor p = 0.929
Prueba de Levene (cualquier distribución continua)
Estadística de prueba = 0.62, valor p = 0.811
Como pvalor = 0.811 > 0.05, no Rho. Con un nivel de significación de 5%, las varianzas son homógeneas.
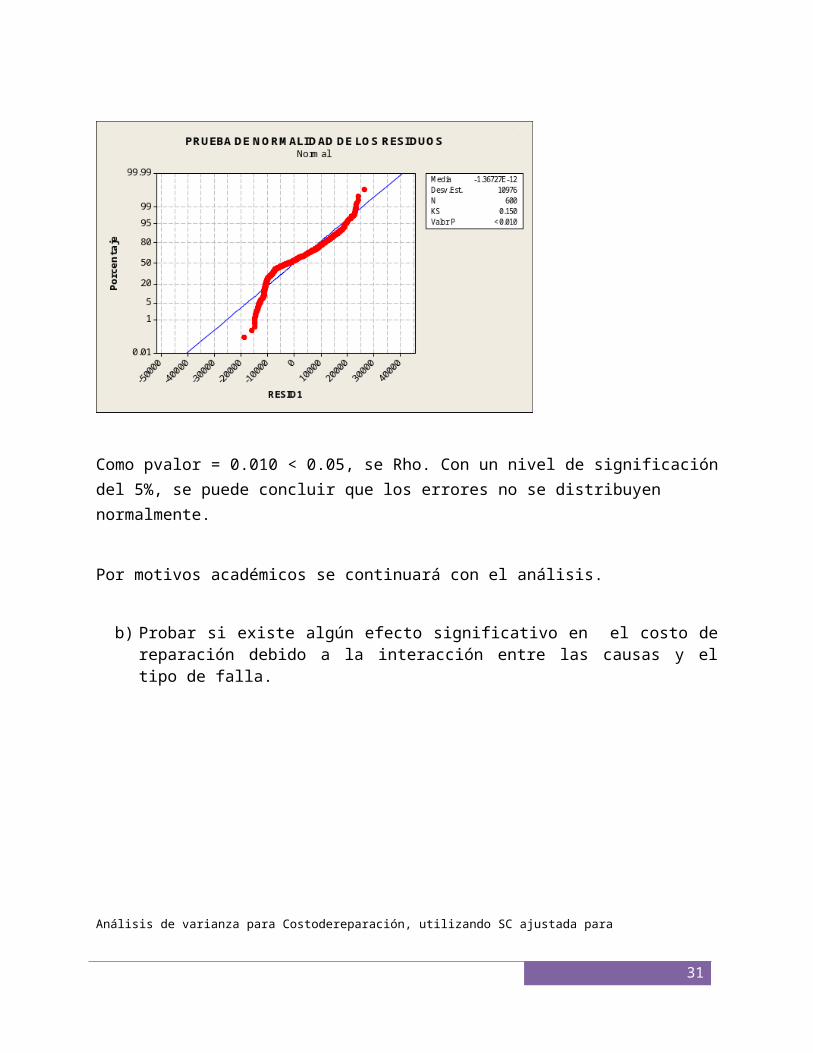
Normalidad de los errores
24
Ho: Los errores se distribuyen normalmente.H1: Los errores no se distribuyen normalmente.
Como pvalor = 0.010 < 0.05, se Rho. Con un nivel de significación del 5%, se puede concluir que los errores no se distribuyen normalmente.
Por motivos académicos se continuará con el análisis.
b) Probar si existe algún efecto significativo en el costo de reparación debido a la interacción entre las causas y el tipo de falla.
Análisis de varianza para Costodereparación, utilizando SC ajustada para
pruebas
25
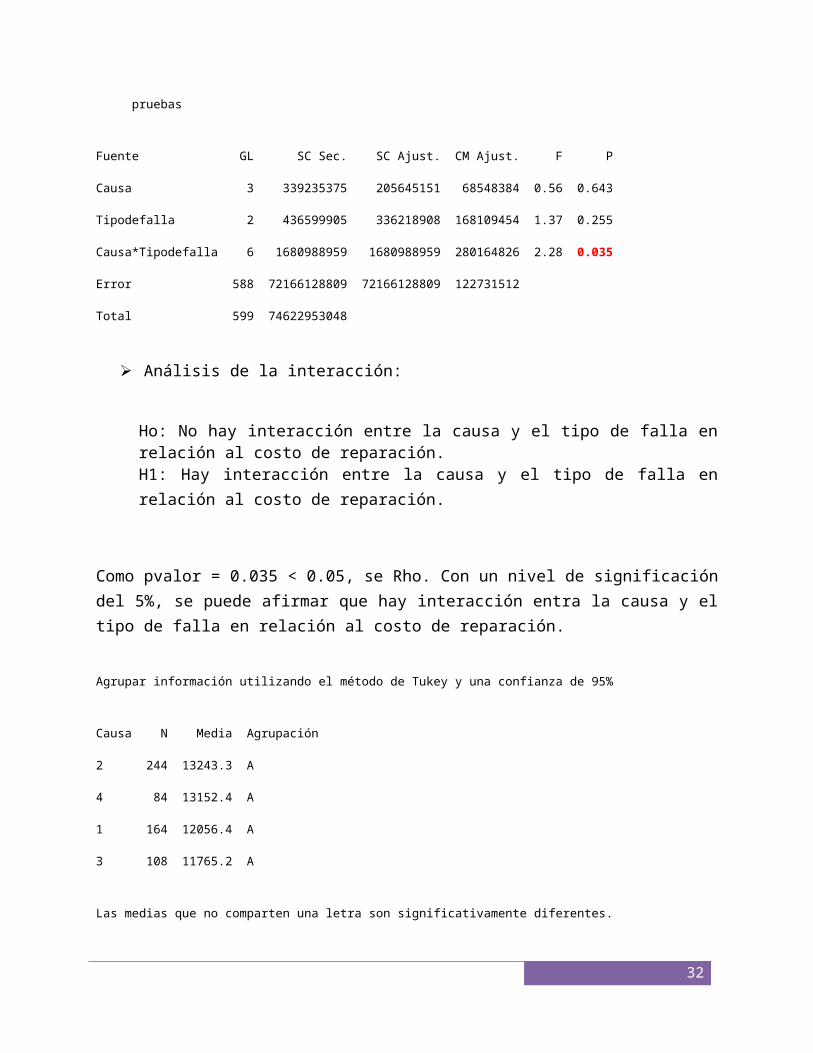
Fuente GL SC Sec. SC Ajust. CM Ajust. F P
Causa 3 339235375 205645151 68548384 0.56 0.643
Tipodefalla 2 436599905 336218908 168109454 1.37 0.255
Causa*Tipodefalla 6 1680988959 1680988959 280164826 2.28 0.035
Error 588 72166128809 72166128809 122731512
Total 599 74622953048
Análisis de la interacción:
Ho: No hay interacción entre la causa y el tipo de falla en relación al costo de reparación. H1: Hay interacción entre la causa y el tipo de falla en relación al costo de reparación.
Como pvalor = 0.035 < 0.05, se Rho. Con un nivel de significación del 5%, se puede afirmar que hay interacción entra la causa y el tipo de falla en relación al costo de reparación.
Agrupar información utilizando el método de Tukey y una confianza de 95%
Causa N Media Agrupación
2 244 13243.3 A
4 84 13152.4 A
1 164 12056.4 A
3 108 11765.2 A
Las medias que no comparten una letra son significativamente diferentes.
Se puede concluir que no existe diferencia entre las causas que puedan afectar el costo de reparación.
26

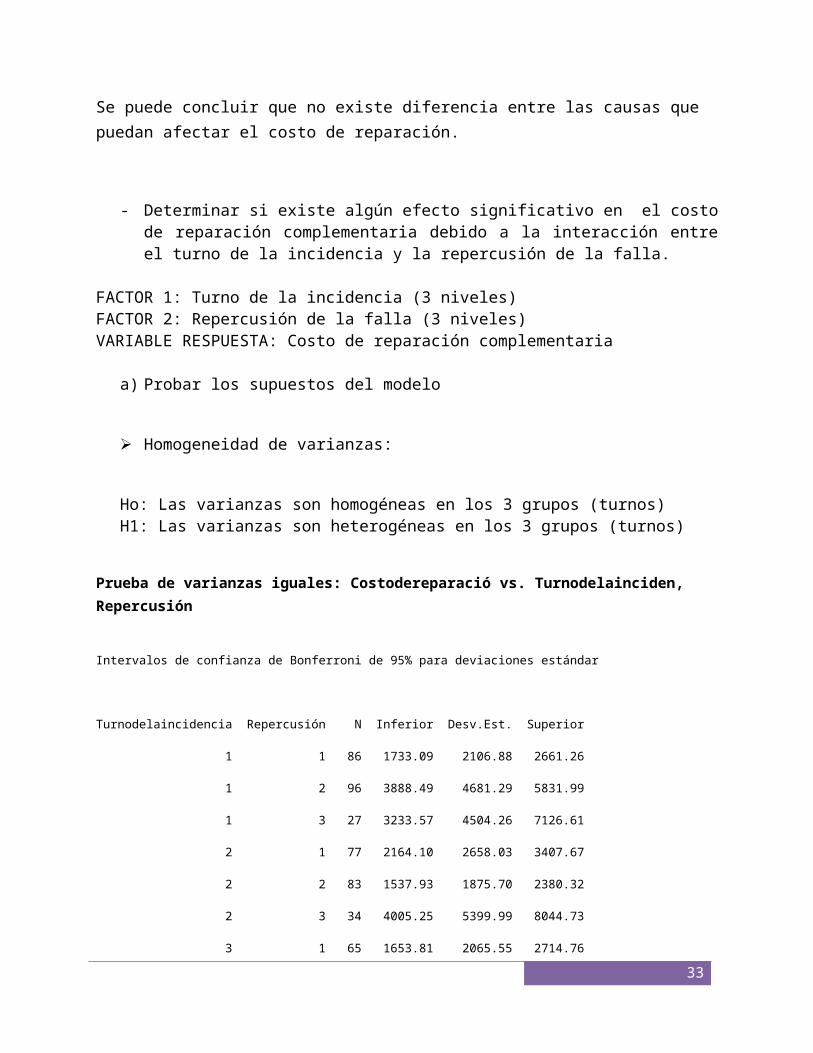
- Determinar si existe algún efecto significativo en el costo de reparación complementaria debido a la interacción entre el turno de la incidencia y la repercusión de la falla.
FACTOR 1: Turno de la incidencia (3 niveles)FACTOR 2: Repercusión de la falla (3 niveles)VARIABLE RESPUESTA: Costo de reparación complementaria
a) Probar los supuestos del modelo
Homogeneidad de varianzas:
Ho: Las varianzas son homogéneas en los 3 grupos (turnos)H1: Las varianzas son heterogéneas en los 3 grupos (turnos)
Prueba de varianzas iguales: Costodereparació vs. Turnodelainciden, Repercusión
Intervalos de confianza de Bonferroni de 95% para deviaciones estándar
Turnodelaincidencia Repercusión N Inferior Desv.Est. Superior
1 1 86 1733.09 2106.88 2661.26
1 2 96 3888.49 4681.29 5831.99
1 3 27 3233.57 4504.26 7126.61
2 1 77 2164.10 2658.03 3407.67
2 2 83 1537.93 1875.70 2380.32
2 3 34 4005.25 5399.99 8044.73
3 1 65 1653.81 2065.55 2714.76
3 2 106 1952.44 2330.87 2870.13
3 3 26 3525.13 4938.21 7898.65
Prueba de Bartlett (distribución normal)
Estadística de prueba = 178.74, valor p = 0.000
Prueba de Levene (cualquier distribución continua)
27
Estadística de prueba = 4.55, valor p = 0.000
Como pvalor = 0.000 < 0.05, Rho. Con un nivel de significación de 5%, las varianzas son heterogéneas.
Normalidad de los errores
Ho: Los errores se distribuyen normalmente.H1: Los errores no se distribuyen normalmente.
Como pvalor = 0.010 < 0.05, se Rho. Con un nivel de significación del 5%, se puede concluir que los errores no se distribuyen normalmente.
Por motivos académicos se continuará con el análisis.
b) Probar si existe algún efecto significativo en el costo de reparación debido a la interacción entre las causas y el tipo de falla.
Análisis de varianza para Costodereparacióncomplementaria, utilizando SC
ajustada para pruebas
Fuente GL SC Sec. SC Ajust. CM Ajust. F
28
Turnodelaincidencia 2 5402744 2917730 1458865 0.14
Repercusión 2 402811857 395563691 197781845 18.77
Turnodelaincidencia*Repercusión 4 39312571 39312571 9828143 0.93
Error 591 6227562610 6227562610 10537331
Total 599 6675089782
Fuente P
Turnodelaincidencia 0.871
Repercusión 0.000
Turnodelaincidencia*Repercusión 0.444
Error
Análisis de la interacción:
Ho: No hay interacción entre el turno de la incidencia y la repercusión en relación al costo de reparación complementaria. H1: Hay interacción entre el turno de la incidencia y la repercusión en relación al costo de reparación complementaria.
Como pvalor = 0.444 ˃ 0.05, no se Rho. Con un nivel de significación del 5%, se puede afirmar que no hay interacción entre el turno de la incidencia y la repercusión en relación al costo de reparación complementaria.
Análisis del factor turno de la incidencia:
Ho: No hay diferencia en el costo de reparación complementario promedio según el turno de la incidencia.H1: En al menos un turno de incidencia, el costo de reparación complementario promedio es diferente.
Como pvalor = 0.871 ˃ 0.05, no se Rho. Con un nivel de significación del 5%, se puede afirmar que no hay diferencia en el costo de reparación complementario promedio según el turno de la incidencia.
29

Análisis del factor repercusión de la falla:
Ho: No hay diferencia en el costo de reparación complementario promedio según la repercusión de la falla.H1: En al menos una repercusión de la falla, el costo de reparación complementario promedio es diferente.
Como pvalor = 0.000 < 0.05, se Rho. Con un nivel de significación del 5%, se puede afirmar que en al menos una repercusión de la falla, el costo de reparación complementario promedio es diferente.
8. Análisis de regresión
8.1. Regresión lineal simple
8.2. Regresión no lineal
- Datos: Embotelladoras y promedio de tiempo de paro en minutos de cada una.
Embotelladora Promedio de tiempo de paro (min)1 3479.502 3491.923 3398.364 3267.965 3495.776 3492.33
a) Determinar el mejor modelo de regresión no lineal
30
0 1 2 3 4 5 6 73150.00
3200.00
3250.00
3300.00
3350.00
3400.00
3450.00
3500.00
3550.00
f(x) = 3442.6005220382 exp( − 0.00049723128072208 x )R² = 0.00119655636368052f(x) = − 1.56132836421401 x + 3443.10404475235R² = 0.00103041742998611
f(x) = 21.5387908014078 x² − 152.332863974069 x + 3644.13275889882R² = 0.419367200969933
f(x) = 3461.94939276957 x -̂0.00669832764814688R² = 0.0272421188464929
Diagrama de dispersión
Validar el modelo cuadrático:
Ho: B2 = 0 (El modelo cuadrático no es válido)H1: B2 ≠ 0 (El modelo cuadrático es válido)
Coeficientes
EE delTérmino Coef coef. Valor T Valor p VIFConstante 3644.1 92.5 39.42 0.000X.Embotelladora -152.3 60.5 -2.52 0.033 23.97X2.Embotelladora 21.54 8.46 2.55 0.031 23.97
Ecuación de regresión
Y.Promediodetiempodeparo = 3644.1 - 152.3 X.Embotelladora + 21.54 X2.Embotelladora
31
Modelos R2 Prioridad
Cuadrático 0.4194 Primer modelo
Potencial 0.0272 Segundo modelo
Exponencial 0.0012 Tercer modelo
Lineal 0.001 Cuarto modelo
Como el pvalor de B2=0.031 < alfa=0.05, Rho. Con un nivel de significación del 5%, se puede afirmar que el modelo cuadrático es válido.
b) Estimar el tiempo de paro en minutos de la embotelladora 1 utilizando un intervalo de predicción del 95%.
Valor deVariable configuraciónX.Embotelladora 1X2.Embotelladora 1
EE de Ajuste ajuste IC de 95% IP de 95%3513.34 46.8405 (3407.38, 3619.30) (3316.96, 3709.72)
El intervalo para el tiempo de paro en minutos si se refiere a la embotelladora 1 con un 95% de confianza se encuentra entre [3316.96, 3709.72] minutos.
c) Estimar el tiempo de paro en minutos de la embotelladora 2 utilizando un intervalo de predicción del 95%.
Valor deVariable configuraciónX.Embotelladora 2X2.Embotelladora 4
EE de Ajuste ajuste IC de 95% IP de 95%3425.62 28.6422 (3360.83, 3490.42) (3248.04, 3603.20)
El intervalo para el tiempo de paro en minutos si se refiere a la embotelladora 2 con un 95% de confianza se encuentra entre [3248.04, 3603.20] minutos.
d) Estimar el tiempo de paro en minutos de la embotelladora 3 utilizando un intervalo de predicción del 95%.
Valor deVariable configuraciónX.Embotelladora 3X2.Embotelladora 9
EE de Ajuste ajuste IC de 95% IP de 95%3380.98 31.4973 (3309.73, 3452.24) (3200.95, 3561.02)
El intervalo para el tiempo de paro en minutos si se refiere a la embotelladora 3 con un 95% de confianza se encuentra entre [3200.95, 3561.02] minutos.
32
e) Estimar el tiempo de paro en minutos de la embotelladora 4 utilizando un intervalo de predicción del 95%.
Valor deVariable configuraciónX.Embotelladora 4X2.Embotelladora 16
EE de Ajuste ajuste IC de 95% IP de 95%3379.42 31.4973 (3308.17, 3450.67) (3199.38, 3559.46)
El intervalo para el tiempo de paro en minutos si se refiere a la embotelladora 4 con un 95% de confianza se encuentra entre [3199.38, 3559.46] minutos.
f) Estimar el tiempo de paro en minutos de la embotelladora 5 utilizando un intervalo de predicción del 95%.
Valor deVariable configuraciónX.Embotelladora 5X2.Embotelladora 25
EE de Ajuste ajuste IC de 95% IP de 95%3420.94 28.6422 (3356.15, 3485.73) (3243.36, 3598.52)
El intervalo para el tiempo de paro en minutos si se refiere a la embotelladora 5 con un 95% de confianza se encuentra entre [3243.36, 3598.52] minutos.
g) Estimar el tiempo de paro en minutos de la embotelladora 6 utilizando un intervalo de predicción del 95%.
Valor deVariable configuraciónX.Embotelladora 6X2.Embotelladora 36
EE de Ajuste ajuste IC de 95% IP de 95%3505.53 46.8405 (3399.57, 3611.49) (3309.15, 3701.91)
El intervalo para el tiempo de paro en minutos si se refiere a la embotelladora 6 con un 95% de confianza se encuentra entre [3309.15, 3701.91] minutos.
8.3. Regresión lineal múltiple
33

34

9. Conclusiones
Tras haber realizado las pruebas estadísticas necesarias para determinar las principales causas y fallas que impiden que el proceso de embotellado de cerveza se realice adecuadamente en la empresa EMBOTELLADORA PERUANA S.A, se puede concluir lo siguiente:
- No existe evidencia para garantizar que el tiempo promedio de paro en minutos de las máquinas es mayor que 6000 minutos.
- No hay evidencia estadística para afirmar que la variabilidad del costo de reparación es menor que 700.
- Se puede asegurar que el 20% del total de las fallas pertenecen a la planta 1.- No se puede garantizar que en el turno de la noche se producen más productos
con fallas graves que en el turno tarde.- No se puede afirmar que hay diferencia significativas en las proporciones de
fallas graves en el turno noche y en el turno tarde.- No se puede afirmar que en el turno mañana se producen más productos con
defectos leves que en el turno tarde.- En el turno noche se producen más productos con fallas moderadas que en el
turno tarde.- El tipo de falla no es dependiente del turno de la incidencia.- La edad del operador no guarda relación con el impacto de la falla.- La causa de las fallas es igual en todos los turnos.- El día de semana en el cual se dan las fallas es igual en todas las plantas
embotelladoras.
35





























