Embed Size (px)
Citation preview
The most modern technology for economical bar peeling
Tools and inserts for bar peeling

2
Plansee worldwide
With its three business divisions,high-performance metals, hardmetals and tools as well as sinteredsteel, Plansee is one of the leadingmanufacturers of powder metallurgy
products and components worldwide.Production sites in the three maineconomic areas Europe, Americaand Asia and a worldwide networkof distribution companies and sales
partners ensure a quick response tocustomers’ needs.
2
5
HC-P15Sr 17
HC-P25
HC-M20Sr 127
Gm 40HC-P35
HC-M30
Gm 527
Gm 537
Gm 540
Gm 517
Gm 520
HC-P25
HC-P35
HC-P35
HC-M20
HC-M25
HC-M30
HC-P15
HC-P20
HC-M15
HC-M20
01 10 20 30 40 5005 15 25 35 45
A R S
01 10 20 30 40 5005 15 25 35 45
Gm 306HC-P35
HC-M30
F
M
R
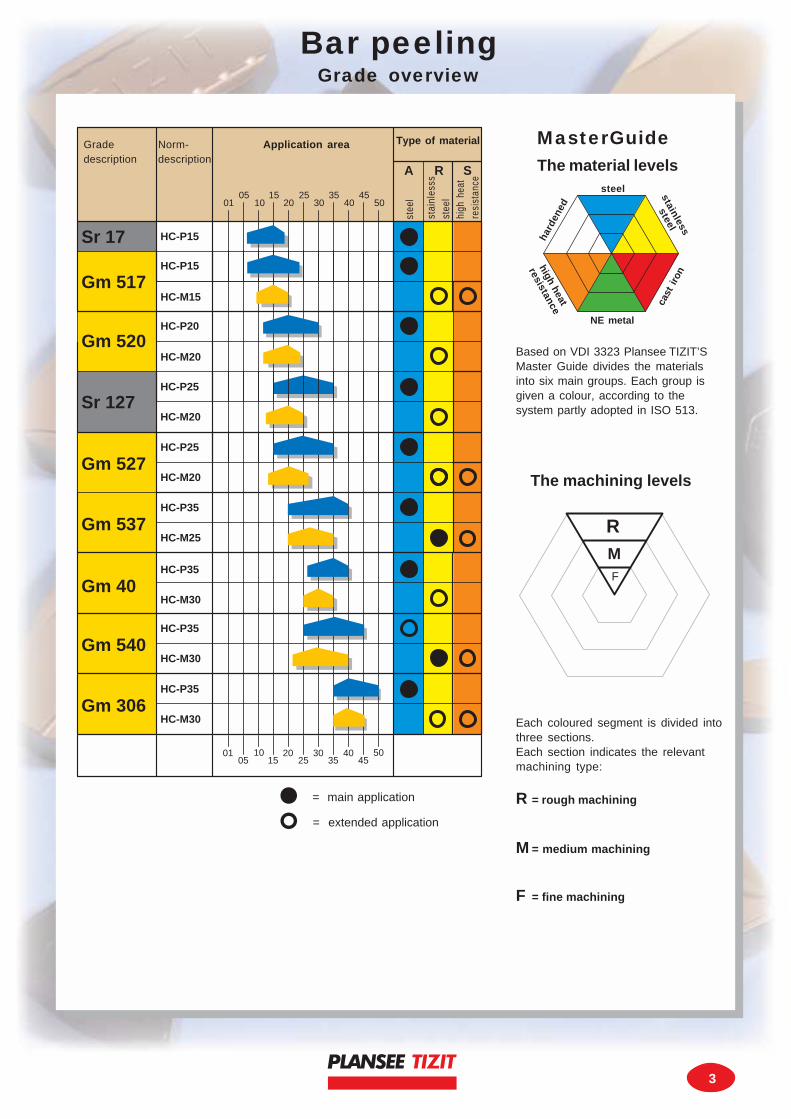
Bar peelingGrade overview
Gradedescription
Norm-description
Application area
stee
l
stai
nles
ssst
eel
� = main application
� = extended application
high heat
resistance
NE metal
stainless
steel
cast
iron
steel
hard
ened
MasterGuideThe material levels
The machining levels
Based on VDI 3323 Plansee TIZIT’SMaster Guide divides the materialsinto six main groups. Each group isgiven a colour, according to thesystem partly adopted in ISO 513.
Each coloured segment is divided intothree sections.Each section indicates the relevantmachining type:
R = rough machining
M = medium machining
F = fine machining
Type of material
high
hea
tre
sist
ance
3

6
d s
[mm]
ap maxd1 Gm
30
6
Gm
54
0
Gm
40
Gm
53
7
Gm
52
7
Sr1
27
Gm
52
0
Gm
51
7
Sr1
7
RNGH 381200EN-3A 38 12,00 12,70 10 �
RNGH 381200SN-33 38 12,00 12,70 10 �
���������
��������
� �� ��
κκκκκ s
[mm]
ap maxd1
WNEU 2213-25 25° 31,75 9,0 13,00 16 7 � �
WNEU 2214-25 25° 31,75 9,0 14,00 16 7 � �
d
l
d
�
s
d1
Gm
30
6
Gm
54
0
Gm
40
Gm
53
7
Gm
52
7
Sr1
27
Gm
52
0
Gm
51
7
Sr1
7
l
WNEU
d s
d 1
RNGH
���������
��������
� �� ��
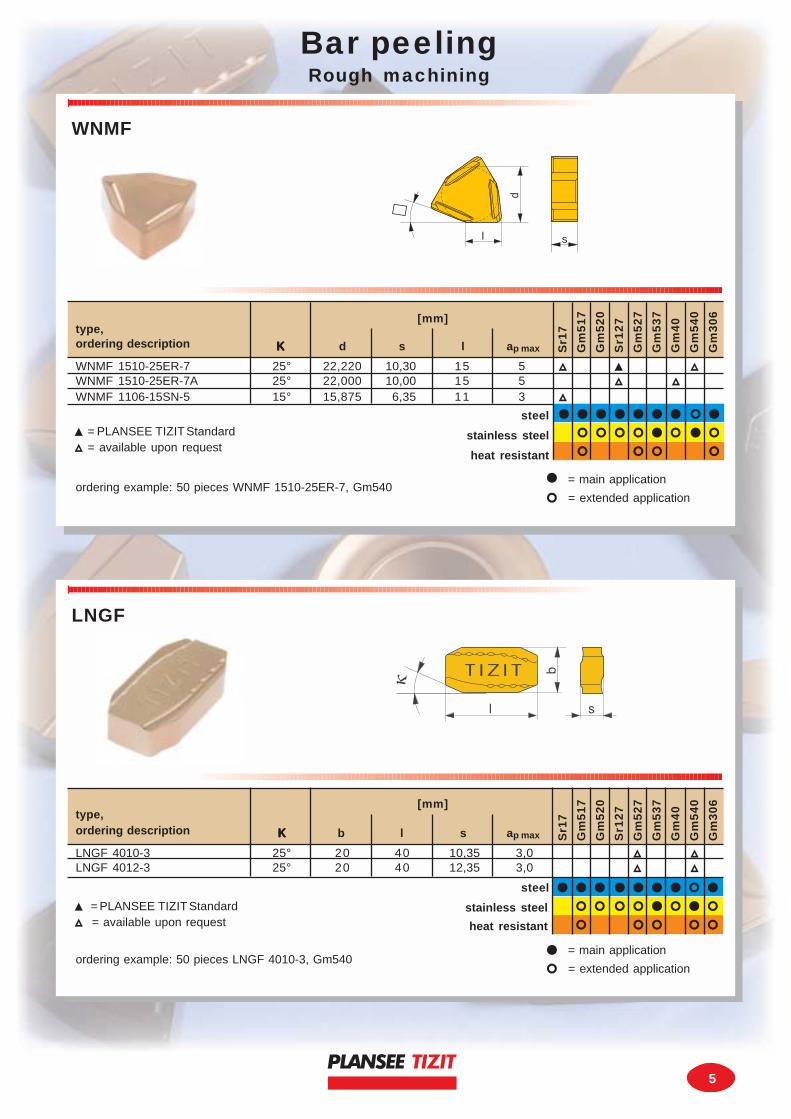
Bar peelingRough machining
steel
stainless steel
ordering example: 50 pieces RNGH 381200SN-33, Gm540 � = main application� = extended application
�= PLANSEE TIZIT Standard�= available upon request
ordering example: 50 pieces WNEU 2213-25, Gm527
� = PLANSEE TIZIT Standard�= available upon request
heat resistant
steel
stainless steel
� = main application
� = extended aplication
heat resistant
type,ordering description
type,ordering description
4
9
b s
[mm]
ap maxlκκκκκ Gm
30
6
Gm
54
0
Gm
40
Gm
53
7
Gm
52
7
Sr1
27
Gm
52
0
Gm
51
7
Sr1
7
κκκκκ l
[mm]
ap maxs
WNMF 1510-25ER-7 25° 22,220 10,30 15 5 � � �
WNMF 1510-25ER-7A 25° 22,000 10,00 15 5 � �
WNMF 1106-15SN-5 15° 15,875 6,35 11 3 �
d Gm
30
6
Gm
54
0
Gm
40
Gm
53
7
Gm
52
7
Sr1
27
Gm
52
0
Gm
51
7
Sr1
7
�
sl
d
LNGF
WNMF
���������
��������
� �� �
���������
��������
� �� ��
LNGF 4010-3 25° 20 40 10,35 3,0 � �
LNGF 4012-3 25° 20 40 12,35 3,0 � �
Bar peelingRough machining
type,ordering description
ordering example: 50 pieces LNGF 4010-3, Gm540
� = PLANSEE TIZIT Standard� = available upon request
ordering example: 50 pieces WNMF 1510-25ER-7, Gm540
�= PLANSEE TIZIT Standard�= available upon request
steel
stainless steel
� = main application
� = extended application
heat resistant
steel
stainless steel
� = main application
� = extended application
heat resistant
type,ordering description
5
10
κκκκκ l
[mm]
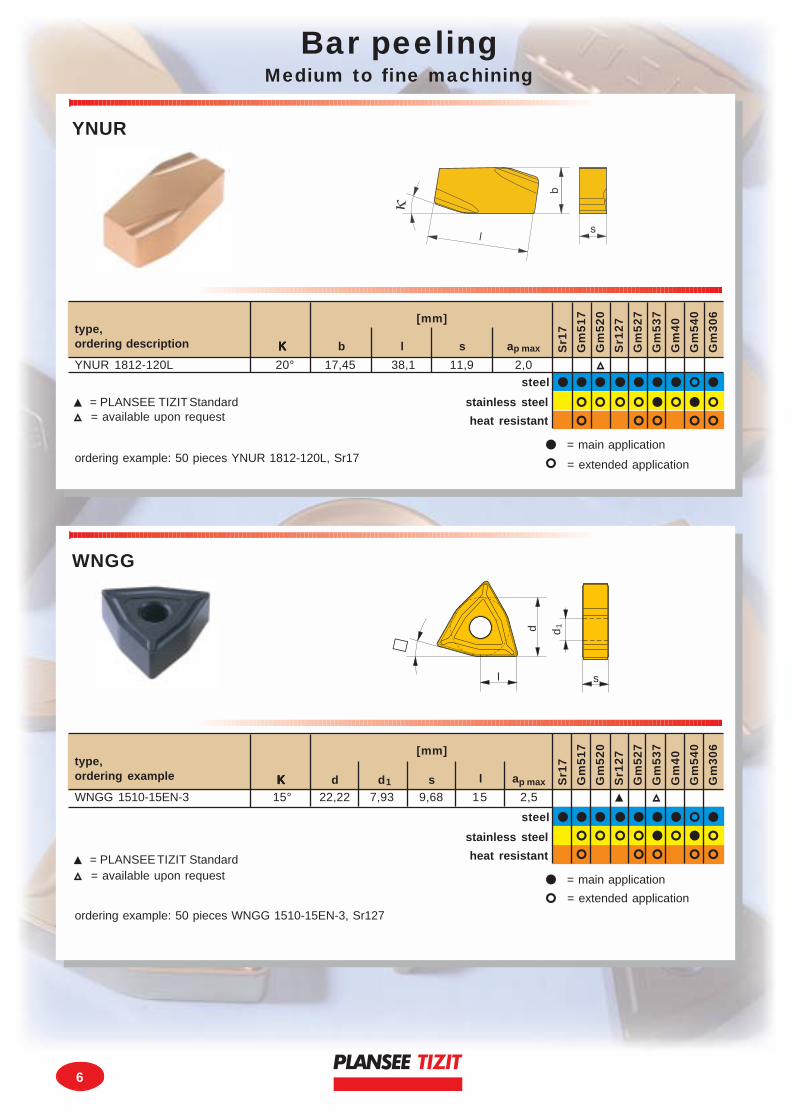
ap maxsWNGG 1510-15EN-3 15° 22,22 7,93 9,68 15 2,5 � �
d
l
d
�
s
d1
Gm
30
6
Gm
54
0
Gm
40
Gm
53
7
Gm
52
7
Sr1
27
Gm
52
0
Gm
51
7
Sr1
7
d1
[mm]
YNUR 1812-120L 20° 17,45 38,1 11,9 2,0 �
b s ap maxlκκκκκ Gm
30
6
Gm
54
0
Gm
40
Gm
53
7
Gm
52
7
Sr1
27
Gm
52
0
Gm
51
7
Sr1
7WNGG
YNUR
���������
��������
� �� ��
���������
��������
� �� ��
Bar peelingMedium to fine machining
type,ordering example
ordering example: 50 pieces WNGG 1510-15EN-3, Sr127
� = PLANSEE TIZIT Standard� = available upon request
ordering example: 50 pieces YNUR 1812-120L, Sr17
� = PLANSEE TIZIT Standard� = available upon request
steel
stainless steel
� = main application
� = extended application
heat resistant
steel
stainless steel
� = main application
� = extended application
heat resistant
type,ordering description
6
13
κκκκκ l
[mm]
ap maxd1
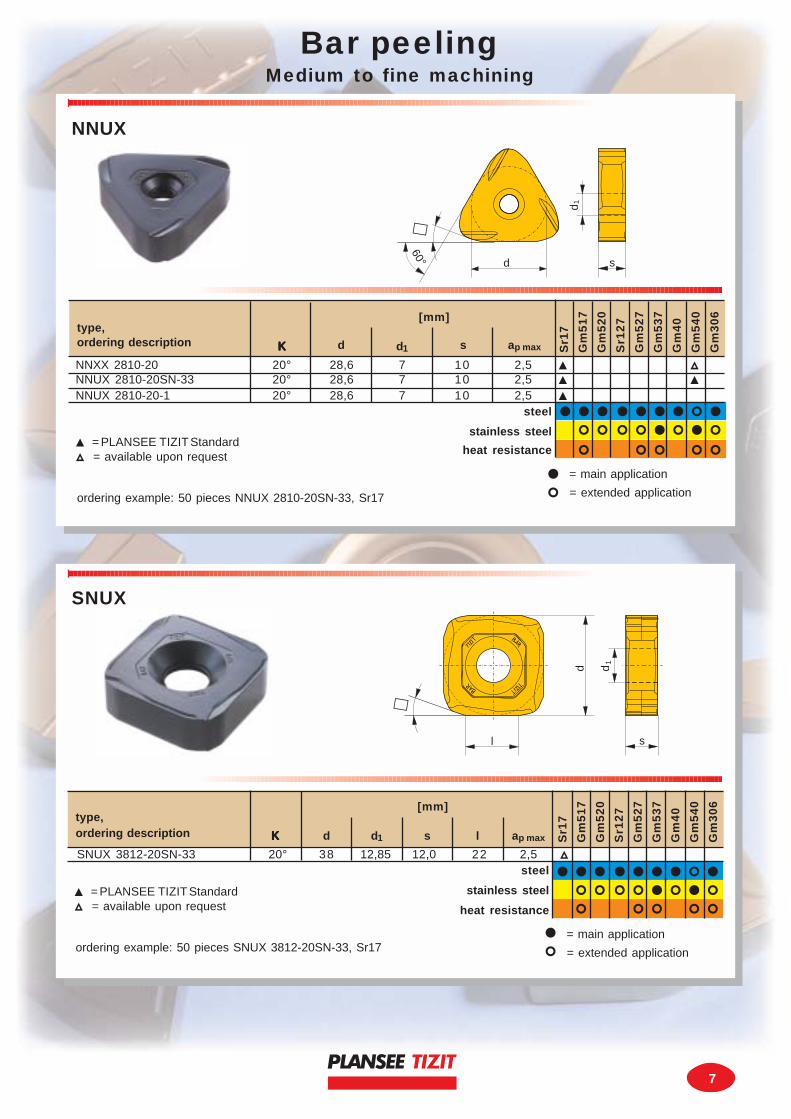
SNUX 3812-20SN-33 20° 38 12,85 12,0 22 2,5 �
d
�
l s
d d1
Gm
30
6
Gm
54
0
Gm
40
Gm
53
7
Gm
52
7
Sr1
27
Gm
52
0
Gm
51
7
Sr1
7
κκκκκ s
[mm]
ap maxd1
NNXX 2810-20 20° 28,6 7 10 2,5 � �
NNUX 2810-20SN-33 20° 28,6 7 10 2,5 � �
NNUX 2810-20-1 20° 28,6 7 10 2,5 �
d
d
�
60° s
d 1
Gm
30
6
Gm
54
0
Gm
40
Gm
53
7
Gm
52
7
Sr1
27
Gm
52
0
Gm
51
7
Sr1
7
s
SNUX
NNUX
���������
��������
� �� ��
���������
��������
� �� ��
type,ordering description
Bar peelingMedium to fine machining
ordering example: 50 pieces SNUX 3812-20SN-33, Sr17
� = PLANSEE TIZIT Standard� = available upon request
ordering example: 50 pieces NNUX 2810-20SN-33, Sr17
� = PLANSEE TIZIT Standard� = available upon request
steel
stainless steel
� = main application� = extended application
heat resistance
type,ordering description
steel
stainless steel
� = main application
� = extended application
heat resistance
7

14
b s
[mm]
ap maxlκκκκκYNUX 1812150SL-5 15° 18,0 36,44 12,00 2,5 �
Gm
30
6
Gm
54
0
Gm
40
Gm
53
7
Gm
52
7
Sr1
27
Gm
52
0
Gm
51
7
Sr1
7
[mm]
YNUF 1812 120L 12° 18 36,5 11,7 2 �
b s ap maxlκκκκκ Gm
30
6
Gm
54
0
Gm
40
Gm
53
7
Gm
52
7
Sr1
27
Gm
52
0
Gm
51
7
Sr1
7
YNUX
YNUF
���������
��������
� �� ��
���������
��������
� �� ��
Bar peelingMedium to fine machining
type,ordering description
ordering example: 50 pieces YNUX 1812150SL-5, Gm517
�= PLANSEE TIZIT Standard�= available upon request
ordering example: 50 pieces YNUF 1812 120L, Sr17
�= PLANSEE TIZIT Standard�= available upon request
steel
stainless steel
� = main application
� = extended application
heat resistant
steel
stainless steel
� = main application
� = extended application
heat resistant
type,ordering description
8
15
[mm]
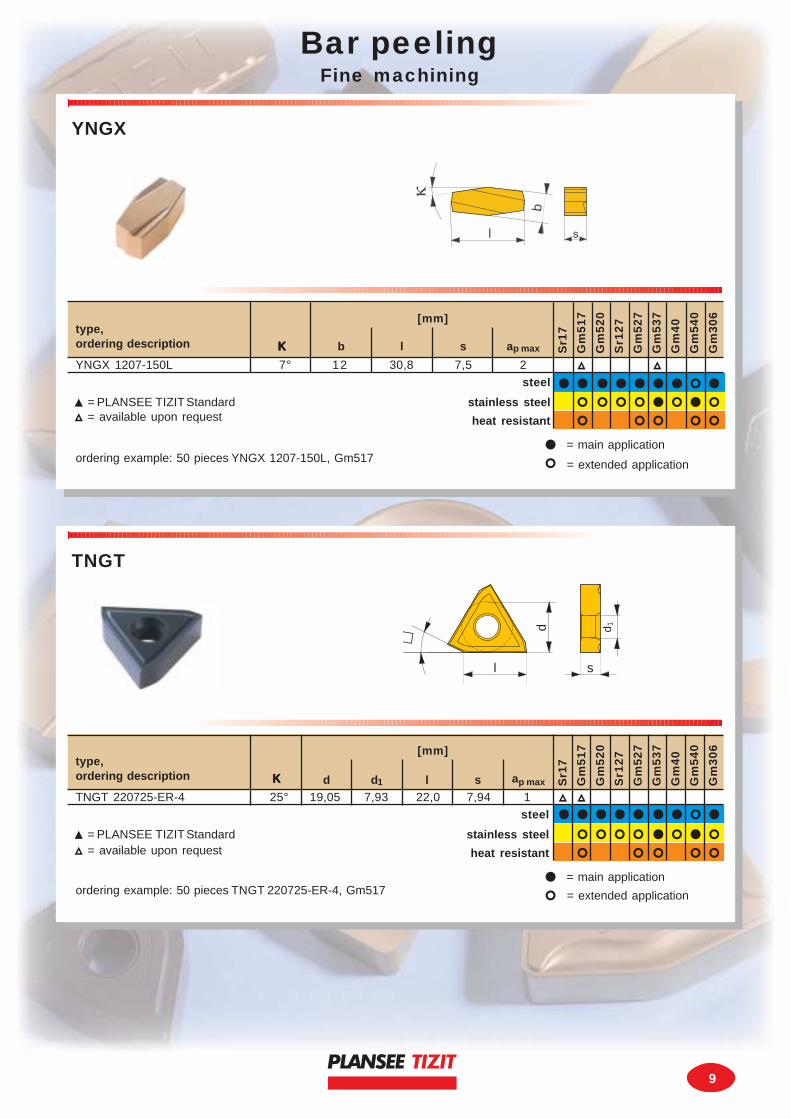
TNGT 220725-ER-4 25° 19,05 7,93 22,0 7,94 1 � �
d s ap maxd1κκκκκ
[mm]
YNGX 1207-150L 7° 12 30,8 7,5 2 � ��
b s ap maxlκκκκκ Gm
30
6
Gm
54
0
Gm
40
Gm
53
7
Gm
52
7
Sr1
27
Gm
52
0
Gm
51
7
Sr1
7
Gm
30
6
Gm
54
0
Gm
40
Gm
53
7
Gm
52
7
Sr1
27
Gm
52
0
Gm
51
7
Sr1
7
d
l s
�
d 1
TNGT
YNGX
���������
��������
� �� ��
���������
��������
� �� ��
l
Bar peelingFine machining
type,ordering description
type,ordering description
ordering example: 50 pieces YNGX 1207-150L, Gm517
�= PLANSEE TIZIT Standard�= available upon request
ordering example: 50 pieces TNGT 220725-ER-4, Gm517
�= PLANSEE TIZIT Standard�= available upon request
steel
stainless steel
� = main application
� = extended application
heat resistant
steel
stainless steel
� = main application
� = extended application
heat resistant
9
12
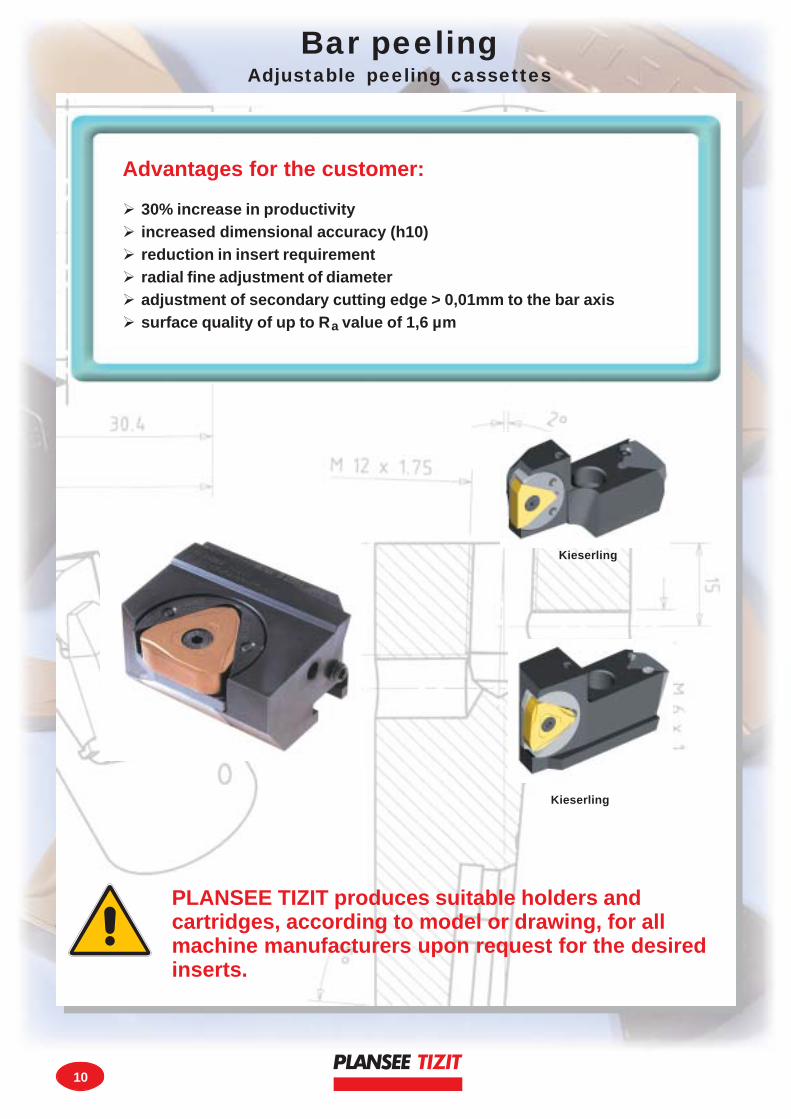
Kieserling
Kieserling
Bar peelingAdjustable peeling cassettes
Advantages for the customer:
� 30% increase in productivity� increased dimensional accuracy (h10)� reduction in insert requirement� radial fine adjustment of diameter� adjustment of secondary cutting edge > 0,01mm to the bar axis� surface quality of up to Ra value of 1,6 µm
PLANSEE TIZIT produces suitable holders andcartridges, according to model or drawing, for allmachine manufacturers upon request for the desiredinserts.
10
11
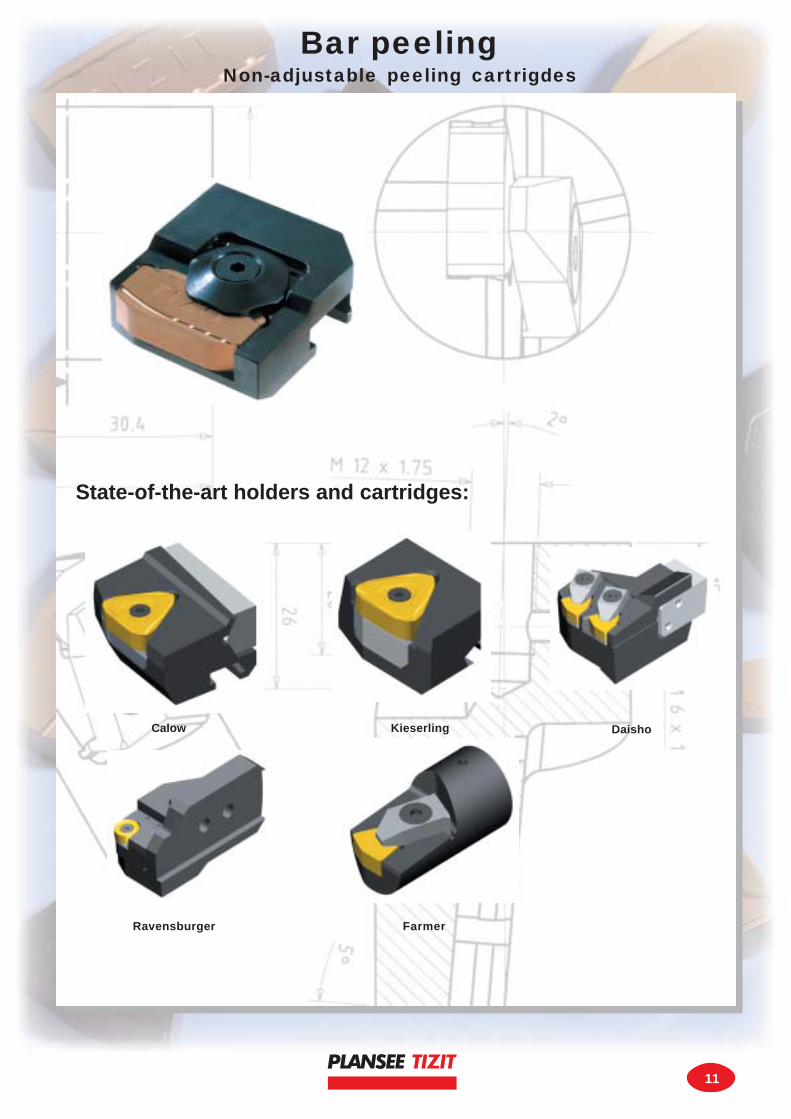
Ravensburger
Calow Kieserling Daisho
Farmer
Bar peelingNon-adjustable peeling cartrigdes
State-of-the-art holders and cartridges:
11
8
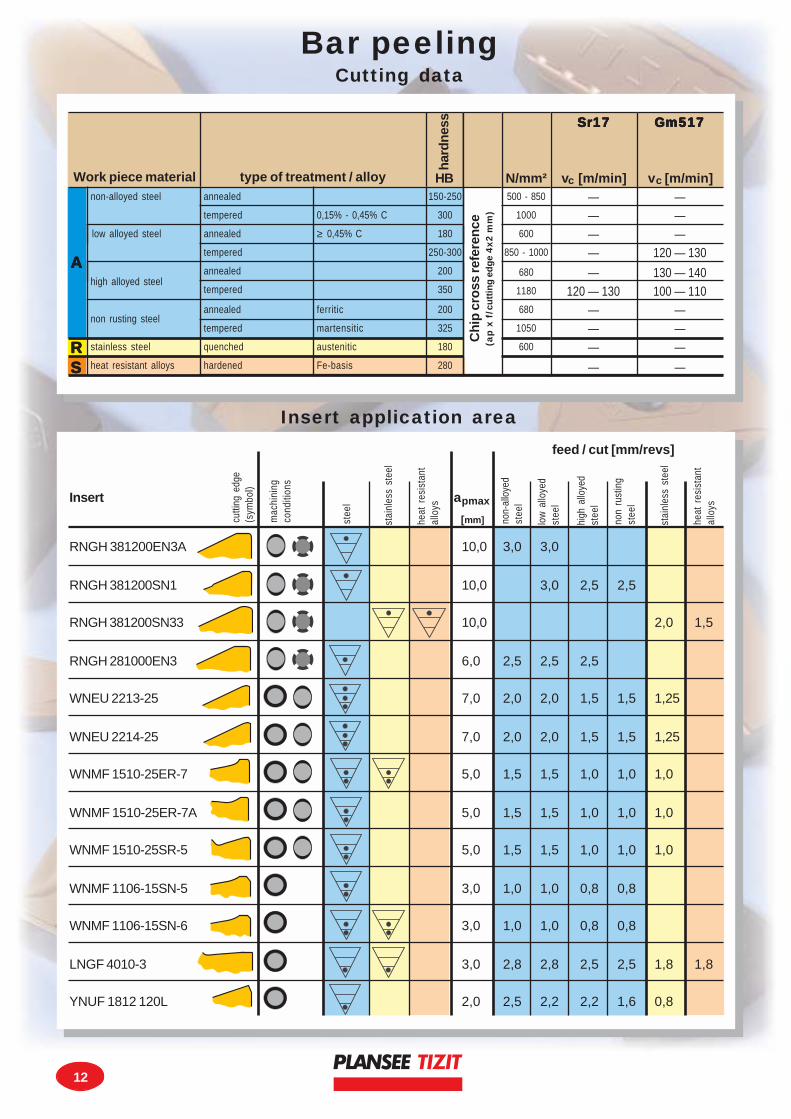
HB500 - 850
1000
600
850 - 1000
680
1180
680
1050
600
————
—120 — 130
———
—
———
120 — 130
130 — 140100 — 110
———
—
180
280
150-250
300
180
250-300
200
350
200
325
AAAAA
RRRRR
Sr17Sr17Sr17Sr17Sr17
vc [m/min]
Gm517Gm517Gm517Gm517Gm517
vc [m/min]N/mm²
SSSSS
RNGH 381200EN3A
RNGH 381200SN1
RNGH 381200SN33
RNGH 281000EN3
WNEU 2213-25
WNEU 2214-25
WNMF 1510-25ER-7
WNMF 1510-25ER-7A
WNMF 1510-25SR-5
WNMF 1106-15SN-5
WNMF 1106-15SN-6
LNGF 4010-3
YNUF 1812 120L
10,0 3,0 3,0
10,0 3,0 2,5 2,5
10,0 2,0 1,5
6,0 2,5 2,5 2,5
7,0 2,0 2,0 1,5 1,5 1,25
7,0 2,0 2,0 1,5 1,5 1,25
5,0 1,5 1,5 1,0 1,0 1,0
5,0 1,5 1,5 1,0 1,0 1,0
5,0 1,5 1,5 1,0 1,0 1,0
3,0 1,0 1,0 0,8 0,8
3,0 1,0 1,0 0,8 0,8
3,0 2,8 2,8 2,5 2,5 1,8 1,8
2,0 2,5 2,2 2,2 1,6 0,8
apmax
[mm]
Bar peelingCutting data
Work piece material type of treatment / alloy
hard
ness
Ch
ip c
ross
refe
ren
ce(a
p x
f/c
utt
ing
ed
ge
4x
2 m
m)
stainless steel quenched
hardened
austenitic
Fe-basis
non-alloyed steel annealed
tempered
low alloyed steel annealed
tempered
high alloyed steelannealed
tempered
non rusting steelannealed
tempered
ferritic
martensitic
Insert application area
heat resistant alloys
stai
nles
s st
eel
non-
allo
yed
stee
l
low
allo
yed
stee
l
high
allo
yed
stee
l
non
rust
ing
stee
l
heat
res
ista
ntal
loys
Insert
0,15% - 0,45% C
≥ 0,45% C
feed / cut [mm/revs]
stai
nles
s st
eel
stee
l
heat
res
ista
ntal
loys
cutti
ng e
dge
(sym
bol)
12
mac
hini
ngco
nditi
ons
7
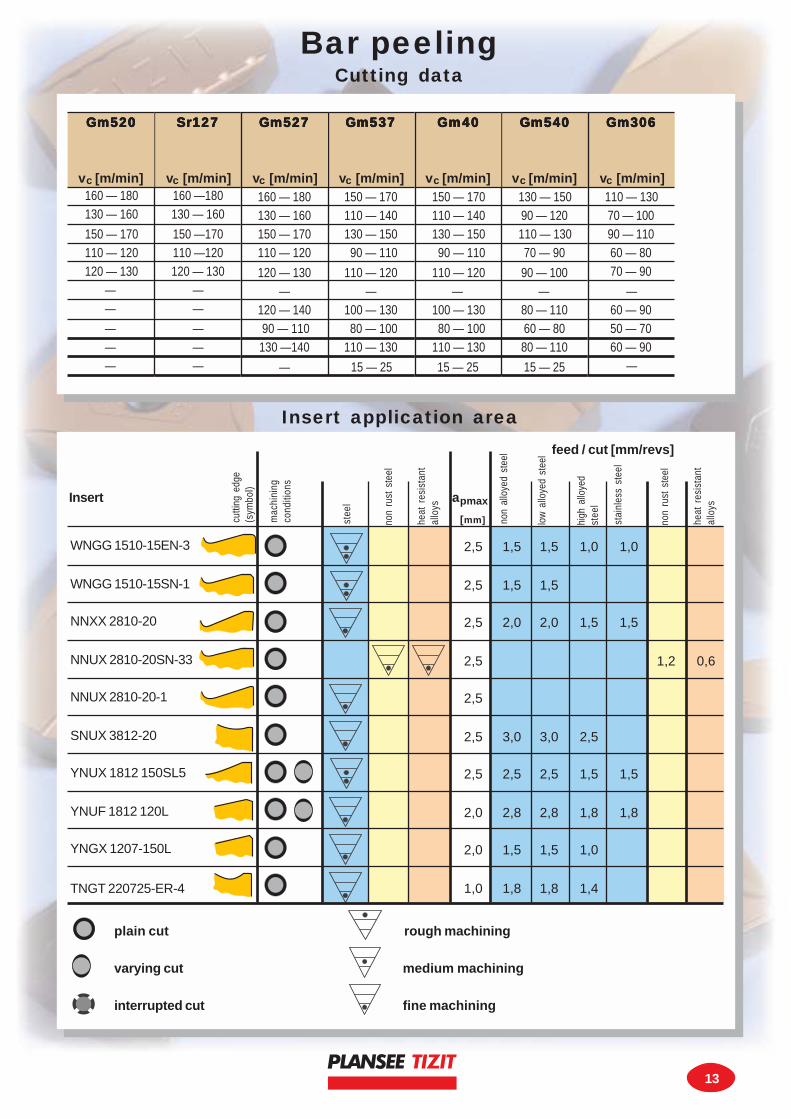
vc [m/min]
Gm520Gm520Gm520Gm520Gm520
vc [m/min] vc [m/min]
Gm527Gm527Gm527Gm527Gm527
vc [m/min] vc [m/min]
Gm40Gm40Gm40Gm40Gm40
vc [m/min]160 — 180 160 —180130 — 160 130 — 160
150 — 170 150 —170110 — 120 110 —120120 — 130 120 — 130
— —— —
— —— —— —
160 — 180 150 — 170130 — 160 110 — 140150 — 170 130 — 150110 — 120 90 — 110
120 — 130 110 — 120— —
120 — 140 100 — 130 90 — 110 80 — 100130 —140 110 — 130
— 15 — 25
150 — 170 130 — 150110 — 140 90 — 120130 — 150 110 — 130 90 — 110 70 — 90
110 — 120 90 — 100— —
100 — 130 80 — 110 80 — 100 60 — 80110 — 130 80 — 110
15 — 25 15 — 25
Sr127Sr127Sr127Sr127Sr127 Gm537Gm537Gm537Gm537Gm537 Gm540Gm540Gm540Gm540Gm540
vc [m/min]
Gm306Gm306Gm306Gm306Gm306
110 — 13070 — 10090 — 11060 — 8070 — 90
—60 — 9050 — 7060 — 90
—
WNGG 1510-15EN-3
WNGG 1510-15SN-1
NNXX 2810-20
NNUX 2810-20SN-33
NNUX 2810-20-1
SNUX 3812-20
YNUX 1812 150SL5
YNUF 1812 120L
YNGX 1207-150L
TNGT 220725-ER-4
2,5 1,5 1,5 1,0 1,0
2,5 1,5 1,5
2,5 2,0 2,0 1,5 1,5
2,5 1,2 0,6
2,5
2,5 3,0 3,0 2,5
2,5 2,5 2,5 1,5 1,5
2,0 2,8 2,8 1,8 1,8
2,0 1,5 1,5 1,0
1,0 1,8 1,8 1,4
apmax
[mm]
Bar peelingCutting data
Insert application area
Insert
non
rust
ste
el
non
allo
yed
stee
l
low
allo
yed
stee
l
high
allo
yed
stee
l
stai
nles
s st
eel
heat
res
ista
ntal
loys
feed / cut [mm/revs]
non
rust
ste
el
stee
l
heat
res
ista
ntal
loys
plain cut
varying cut
interrupted cut
rough machining
medium machining
fine machining
cutti
ng e
dge
(sym
bol)
13
mac
hini
ngco
nditi
ons
4
Bar Peeling
14
3
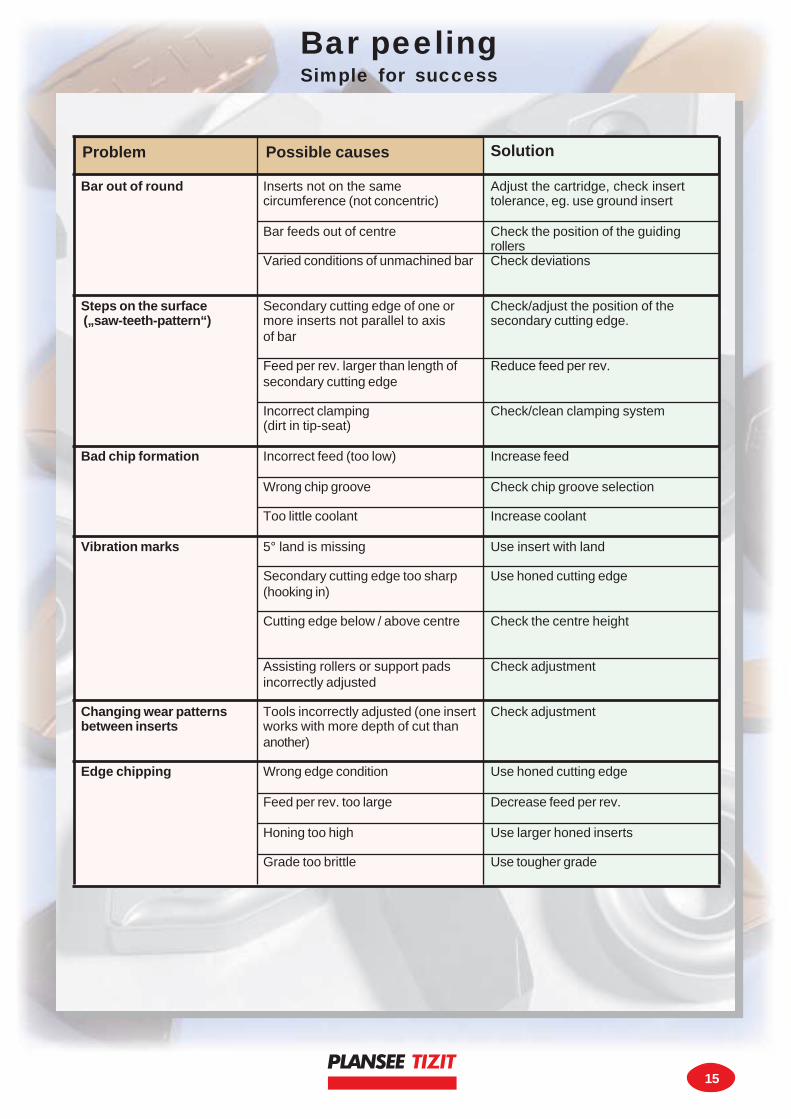
Bar out of round
Steps on the surface („saw-teeth-pattern“)
Bad chip formation
Vibration marks
Changing wear patternsbetween inserts
Edge chipping
Inserts not on the samecircumference (not concentric)
Bar feeds out of centre
Varied conditions of unmachined bar
Secondary cutting edge of one ormore inserts not parallel to axisof bar
Feed per rev. larger than length ofsecondary cutting edge
Incorrect clamping(dirt in tip-seat)
Incorrect feed (too low)
Wrong chip groove
Too little coolant
5° land is missing
Secondary cutting edge too sharp(hooking in)
Cutting edge below / above centre
Assisting rollers or support padsincorrectly adjusted
Tools incorrectly adjusted (one insertworks with more depth of cut thananother)
Wrong edge condition
Feed per rev. too large
Honing too high
Grade too brittle
Adjust the cartridge, check inserttolerance, eg. use ground insert
Check the position of the guidingrollersCheck deviations
Check/adjust the position of thesecondary cutting edge.
Reduce feed per rev.
Check/clean clamping system
Increase feed
Check chip groove selection
Increase coolant
Use insert with land
Use honed cutting edge
Check the centre height
Check adjustment
Check adjustment
Use honed cutting edge
Decrease feed per rev.
Use larger honed inserts
Use tougher grade
Problem Possible causes Solution
Bar peelingSimple for success
15
We
rese
rve
right
to m
ake
tech
nica
l cha
nges
for
impr
ovem
ent o
f the
pro
duct
.
174 E 03.02
Parent companyPLANSEE TIZIT Aktiengesellschaft‘A-6600 Reutte/TirolTel.: +43 (5672) 600-0Fax: +43 (5672) 600-502 Cutting Tools
+43 (5672) 600-503 Wear PartsE-Mail: [email protected]: [email protected]://www.plansee.com
AustriaPLANSEE TIZIT AktiengesellschaftA-6600 Reutte/TirolTel.: +43 (5672) 600-0Fax: +43 (5672) 600-505E-Mail: [email protected]
= Sales Cutting Tools
BulgariaINSTRUMENT AGBoulevard Stoletov 157BG-5301 GabrovoTel.: +359 (66) 438-11Fax: +359 (66) 437-42E-Mail: [email protected]
= Sales Cutting Tools
GermanyPLANSEE TIZIT GmbHSchützenstraße 29D-72574 Bad UrachTel.: +49 (7125) 1501-0Fax: +49 (7125) 8594E-Mail: [email protected]
= Sales Cutting Tools
FranceSociété PLANSEE TIZIT S.A.R.L.20, Rue LavoisierF-95300 PontoiseTel.: +33 (1) 3433-3180Fax: +33 (1) 3030-9339E-Mail: [email protected]
= Sales Cutting Tools
Great BritainPLANSEE TIZIT (UK) Ltd.Cliff LaneGrappenhallWarrington WA4 3JXTel.: +44 (1925) 261-161Fax: +44 (1925) 267-933E-Mail: [email protected]
= Sales Cutting Tools
ChinaPLANSEE TIZIT Hong Kong Ltd.Room 1201-1202Hollywood Centre233 Hollywood Rd., Sheung WanHong KongTel.: (+852) 2542-1838Fax: (+852) 2854-3777E-Mail: [email protected]
= Sales Cutting Tools
IndiaSiel TIZIT Limited58, Motilal Gupta RoadBarishaIN-700 008 CalcuttaTel.: +91 (33) 447-5435Fax: +91 (33) 447-6472Telex: 021 8142 ihm inE-Mail: [email protected]
= Sales Cutting Tools
ItalyTIZIT S.p.APiazza F. Martelli, 7I-20162 MilanoTel.: +39 (02) 6441-111Fax: +39 (02) 6611-6040E-Mail: [email protected]
= Sales Cutting Tools
SpainPLANSEE TIZITVia de las Dos Castillas, 9cPortal 2, Bajo BE-28224 Pozuelo (Madrid)Tel.: +34 (91) 351-0609Fax: +34 (91) 351-2813E-Mail: [email protected]
= Sales Cutting Tools
USASCHWARZKOPFTECHNOLOGIES Corporation115 Constitution BoulevardFranklin, MA 02038Tel.: +1 (508) 553-3800Fax: +1 (508) 553-3823E-Mail: [email protected]
= Sales Cutting Tools
174/
1





























