Embed Size (px)
Citation preview

U n i v e r s i t a t e a POLITEHNICA d i n B u c u r eş t i
Prof. Univ. Dr. Ing. Aurelian VIŞAN, Conf. Univ. Dr. Ing. Nicolae IONESCU
T O L E R A N Ţ E ♦ Pentru uzul studenţilor ♦
Bucureşti, UPB, Cadra TCM
U n i v e r s i t a t e a P O L I T E H N I C A d i n B u c u r e ş t i
Prof. Dr. Ing. Aurelian VIŞAN, Conf. Dr. Ing. Nicolae IONESCU
T O L E R A N Ţ E ♦ Pentru uzul studenţilor ♦
C u r s 1 I N T R O D U C E R E Î N D I S C I P L I NĀ
Bucureşti , UPB, Catedra TCM
C u r s 1 I N T R O D U C E R E Î N D I S C I P L I NĀ
1 . L O C U L Ş I I M P O R T A NŢA D I S C I P L I N E I
1.1. Pentru pregătirea în facultate • Pentru disciplinele de specialitate • Pentru activitatea de cercetare ştiinţifică studenţească • Pentru examenul de proiect de diplomă • Pentru Master
1.2. Pentru activitatea de viitori ingineri IMSP • Pentru activitatea din organizaţie-firmă • Pentru activitatea de cercetare • Pentru activitatea din învăţământ • Pentru pregătirea prin Doctorat
2 . S T R U C T U R A C A L E N D A R I S T I CĂ Ş I T I T U L A R I I • Activităţi
Semestrul 4 anul univ. 2009 - 2010 (Sem. 2, anul II AC): 2 ore Curs + 1 oră Seminar / Săpt.
• Examen: Semestrul 4 anul univ. 2009 - 2010 (sem. 2, anul II AC).
• Titular disciplină: Prof. Dr. Ing. Aurelian VIŞAN, Catedra TCM, CE - 103.
• Titular seminarii: Conf. Dr. Ing. Nicolae IONESCU, Catedra TCM, CE - 103.
3 . O B I E C T I V E L E Ş I C O NŢ I N U T U L ŞT I I NŢ I F I C
3.1. Obiectivele disciplinei 1. Prezentarea bazelor teoretice ale prescrierii preciziei caracteristicilor
constructive ale produselor materiale 2. Prescrierea preciziei caracteristicilor constructive ale unor suprafeţe
şi asamblări caracteristice
3.2. Conţinutul ştiinţific
A. Curs Partea întâi: Bazele teoretice ale prescrierii preciziei caracteristicilor
constructive ale produselor 1. Noţiuni privind produsele şi caracteristicile acestora 2. Abaterea, toleranţa şi precizia caracteristicilor produselor 3. Prescrierea preciziei dimensiunilor 4. Prescrierea preciziei formei macrogeometrice a suprafeţelor 5. Prescrierea preciziei formei microgeometrice a suprafeţelor 6. Prescrierea preciziei poziţiei relative a suprafeţelor 7. Prescrierea preciziei asamblărilor 8. Teoria rezolvării lanţurilor de dimensiuni

Prof. Dr. Ing. Aurelian Vişan, Conf. Dr. Ing. Nicolae Ionescu, TOLERANŢE – Pentru uzul studenţilor, Curs Nr. 1. Introducere în disciplină
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare/utilizare fără acordul autorului contravine legilor dreptului de autor/copyright şi poate fi pedepsită în baza acestora.
2
Partea a doua: Prescrierea preciziei unor suprafeţe şi asamblări caracteristice
9. Prescrierea preciziei suprafeţelor şi asamblărilor conice 10. Prescrierea preciziei suprafeţelor şi asamblărilor rulmenţilor 11. Prescrierea preciziei suprafeţelor penelor, canalelor şi asamblărilor cu pene 12. Prescrierea preciziei suprafeţelor şi asamblărilor canelurilor 13. Prescrierea preciziei filetelor şi asamblărilor filetelor 14. Prescrierea preciziei danturilor şi angrenajelor
B. Seminarii: Probleme referitoare la
1. Prescrierea preciziei dimensiunilor liniare şi unghiulare; 2. Prescrierea preciziei formei profilelor şi suprafeţelor; 3. Prescrierea rugozităţii suprafeţelor; 4. Prescrierea preciziei poziţiei relative a unor suprafeţe caracteristice; 5. Prescrierea preciziei asamblărilor: alegerea sistemului de ajustaje,
prescrierea ajustajelor cu joc, cu strângere şi intermediare şi calculul caracteristicilor prescrise şi probabile ale acestora;
6. Studiul influenţei temperaturii şi preciziei caracteristicilor constructive ale suprafeţelor asupra preciziei în funcţionare a asamblărilor;
7. Lanţuri de dimensiuni: rezolvarea problemelor lanţurilor de dimensiuni liniare paralele şi neparalele, unghiulare şi ale lanţurilor complexe de dimensiuni;
8. Prescrierea preciziei unor suprafeţe şi asamblări caracteristice: suprafeţe conice, rulmenţi, filete, pene, caneluri, danturi şi angrenaj.
4 . D E S FĂŞU R A R E A A C T I V I TĂŢ I L O R D I S C I P L I N E I
4.1. Predarea cursului • Expunere liberă. • Utilizarea tablei şi a cretei. • Susţinerea de discuţii cu participarea studenţilor. • Transmiterea unor capitole şi subcapitole multiplicate, pentru studiu
individul, obligatorii pentru examen. • Rezolvarea unor teme de casă. • Teste cu întrebări din cursul predat anterior.
4.2. Desfăşurarea seminarului
• Prezenţa obligatorie. • Rezolvarea unor probleme în sală de către studenţi. • Rezolvarea unor teme de casă de către studenţi. • Notarea studenţilor pentru fiecare şedinţă. • Condiţie de intrare în examen: minim nota 5. • Recuperarea şedinţelor: se programează de titularul seminarului.
4.3. Evaluarea cunoşt inţelor
• Condiţii de prezentare la examen: − Situaţia încheiată la seminar, nota minimă 5; − Prezentarea de către fiecare student a notelor de curs personale şi a
materialelor primite pentru multiplicare.
• Modul de evaluare:
Examen cu lucrare scrisă şi susţinere pe baza unor întrebări. • Modul de notare pentru nota finală la disciplină:
Activitate pe semestru ASEM = 60 puncte, dintre care: − 14 puncte prezenţă Curs + Seminar; − 46 puncte seminar; − Condiţie de intrare în examen: minim nota 5 pe semestru = 30p. Examen = Examinare finală Ef = 40 puncte.
• Structura şi notarea lucrării scrise: − 2 subiecte de teorie din întreaga materie predată şi din cea
prezentată pe materiale multiplicate + 1 Problemă; − Notare:
S1 = 15p, S2 = 15p, S3 = Problemă = 10p Total Examen = 40 puncte.
• Condiţii de promovare examen: − Punctajul minim pe semestru 30 puncte şi minim nota 5 la
seminar; − Nota minimă la lucrare examen 5, respectiv 20 puncte.
• Aprecierea activităţii de cercetare ştiinţifică la disciplină: − Se acordă puncte la nota finală, în funcţie de activitatea de cercetare
realizată şi de activitatea pe semestru. 5 . B I B L I O G R A F I A M I N I MĂ
BIBLIOGRAFIE Nr.
lucr. Autor (i), titlu, oraş, editură, anul apariţiei Curs Seminar
1. DRAGU, D., ş. a., Toleranţe şi măsurări tehnice, Bucureşti, Editura Didactică şi Pedagogică, 1982. ∗ ∗
2. LĂZĂRESCU, I., ş. a., Toleranţe, ajustaje, calcul cu toleranţe, calibre, Bucureşti, Editura Tehnică, 1984. ∗ ∗
3. LĂZĂRESCU, I., ş.a., Cotarea funcţională şi cotarea tehnologică, Bucureşti, Editura Tehnică, 1973. ∗ ∗
4. VIŞAN, A., IONESCU, N., Toleranţe - Bazele proiectării şi prescrierii preciziei produselor, Bucureşti, Editura BREN, 2004 sau 2006. ∗ ∗
5. ∗ ∗ ∗, Toleranţe şi ajustaje, Culegere de standarde. ∗ ∗
U n i v e r s i t a t e a P O L I T E H N I C A d i n B u c u r eş t i
P r o f . D r . I n g . A u r e l i a n V IŞA N , C o n f . D r . I n g . N i c o l a e I O N E S C U
T O L E R A N Ţ E ♦ Pentru uzul studenţilor ♦
Pa r t ea î n t â i BAZELE TEORETICE ALE PRESCRIERI I PRECIZ IE I
CARACTERIST IC ILOR CONSTRUCTIVE ALE PRODUSELOR
Capi to lu l 1
NOŢ IUNI PRIVIND PRODUSELE Ş I CARACTERISTICILE ACESTORA ♦ Rezumat ♦
Bucureşti, UPB, Catedra TCM
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 1. Noţiuni privind produsele şi caracteristicile acestora - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
2
Capi to lu l 1
NOŢ IUNI PRIVIND PRODUSELE Ş I CARACTERISTICILE ACESTORA
1.1. CONCEPTUL DE PRODUS ŞI PRINCIPALELE CATEGORII DE PRODUSE
• Produsul: “rezultat al unui proces”
sau “Rezultat al muncii oamenilor care răspunde unei nevoi date şi satisface anumite cerinţe asociate acestuia şi care are o anumitǎ valoare de întrebuinţare”.
• Principalele categorii de produse
I. În funcţ ie de caracteristicile tipologice :
1. Hardware: “produs material, distinct, cu formă proprie”. Exemple:
− Piese; − Componente; − Ansambluri.
2. Software: “produs intelectual care constă din informaţii pe un mediu suport”. Exemple:
− Programe de calculator; − Concepte, Tranzacţii, Proceduri; − Programe, Informaţii, Date, Înregistrări etc.
3. Material procesat: “produs material realizat prin transformarea materiei într-o stare dorită”. Exemple:
− Materii prime, Lichide, Solide; Gaze; − Table, sârme etc.
4. Serviciu: “produs imaterial care rezultă din una sau mai multe activităţi realizate la interfaţa dintre furnizor şi client”. Exemple:
− Serviciu de vânzare vehicule; Serviciu de restaurant; − Serviciu de învăţământ; Serviciu juridic;
II. În funcţie de structură:
1. Produse materiale: piese, subansambluri, ansambluri, materiale procesate etc.; 2. Produse imateriale: cunoştinţe, concepte, idei etc.
III. Din punct de vedere al scopului:
1. Produse intenţionate: o ofertă pentru clienţi;
2. Produse neintenţionate: un poluant, efecte nedorite etc.
În construcţia de maşini:
1. Piesa: “produs material, creat de om, constituit din elemente geometrice de tip suprafeţe, muchii şi vârfuri, realizat dintr-un anumit material în scopul satisfacerii unui rol funcţional bine definit”.
2. Subansamblul.
3. Ansamblul.

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 1. Noţiuni privind produsele şi caracteristicile acestora - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
3
1.2 . PRINCIPALELE CATEGORII DE CARACTERISTICI ALE PRODUSELOR
• Caracteristicǎ: „o însuşire esenţialǎ a unei entităţi, care o deosebeşte de celelalte”.
• Principalele categorii de caracteristici ale produselor Principalele criterii:
I. Tipul de cerinţe satisfăcute:
1. Caracteristici funcţionale 2. Caracteristici constructive 3. Caracteristici de utilizare 4. Caracteristici de posesie 5. Caracteristici de întreţinere 6. Caracteristici ergonomice 7. Caracteristici de protecţia vieţii 8. Caracteristici ecologice 9. Caracteristici estetice 10. Caracteristici organoleptice
II. Natura caracteristicilor:
1. Caracteristici tehnice 2. Caracteristici economice 3. Caracteristici sociale 4. Caracteristici psihosenzoriale
III. Modul de exprimare:
1. Caracteristici numerice: se exprimǎ printr-un număr 2. Caracteristici atributive: se exprimǎ printr-un atribut: roşu – alb; bun - rău;
IV. Stadiul de realizare:
1. Caracteristici prescrise: se stabilesc şi se înscriu în desene în stadiul de proiectare. 2. Caracteristici reale: cele reale obţinute care nu se pot cunoaşte datorită impreciziei
mijloacelor de măsurare; 3. Caracteristici efective: cele obţinute după realizare şi se cunosc după măsurare.
I. Criteriul tipului de cerinţe
satisfăcute
II. Criteriul naturii
caracteristicilor
III. Criteriul modului de exprimare
IV. Criteriul stadiului
de realizare
1. Funcţionale
2. Constructive
1. Prescrise – cele care se stabilesc în stadiul de proiectare.
3. De utilizare
1. Tehnice
4. De posesie
5. De întreţinere 2. Economice
1. Numerice – cele care se exprimǎ printr-un număr
6. Ergonomice
2. Reale – cele reale obţinute
7. De protecţia vieţii
8. Ecologice
3. Sociale
9. Estetice
10. Organoleptice 4. Psihosenzoriale
2. Atributive – cele care se exprimǎ printr-un atribut: roşu – alb; bun - rǎu;
3. Efective – cele care se realizează şi se cunosc după măsurare
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 1. Noţiuni privind produsele şi caracteristicile acestora - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
4

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 1. Noţiuni privind produsele şi caracteristicile acestora - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
5
1.3. LOCUL ŞI IMPORTANŢA TOLERĂRII CARACTERISTICILOR PRODUSELOR – PRINCIPALELE STADII ALE REALIZĂRII PRODUSELOR
• PRINCIPALELE STADII ALE PROCESULUI DE REALIZARE A UNUI PRODUS sunt:
1. Proiectarea competitivă a produsului - Studiul pieţei – Marketing – Planificarea produsului – Stabilirea specificaţiilor produsului
2. Proiectarea funcţională – Stabilirea funcţiilor
3. Proiectarea conceptuală – Stabilirea conceptului produsului
4. Proiectarea constructivă de ansamblu – Proiectarea preliminară
5. Proiectarea constructivă de detaliu – Proiectarea finală
6. Proiectarea preliminară a tehnologiei de fabricare
7. Prototiparea, fabricarea seriei zero, testarea şi omologarea produsului
8. Proiectarea finală a produsului şi a tehnologiei de fabricare şi a documentaţiei tehnologice
9. Aprovizionarea pentru fabricarea produsului.
10. Fabricarea mijloacelor tehnologice.
11. Planificarea producţiei.
12. Fabricarea industrială a produsului.
13. Depozitarea produsului.
• LOCUL TOLERĂRII se află în stadiile de mijloc ale realizării unui produs respectiv în stadiile:
− Stadiul 4: de proiectare constructivă de ansamblu – Proiectare preliminară
− Stadiul 5: de proiectare constructivă de detaliu – Proiectare finală
− Stadiul 6: de proiectare preliminară a tehnologiei de fabricare
− Stadiul 7: de prototipare, fabricare a seriei zero, testare şi omologare a produsului
− Stadiul 8: de proiectare finală a produsului şi a tehnologiei de fabricare şi a documentaţiei tehnologice

U n i v e r s i t a t e a P O L I T E H N I C A d i n B u c u r eş t i
P r o f . D r . I n g . A u r e l i a n V IŞA N , C o n f . D r . I n g . N i c o l a e I O N E S C U
T O L E R A N Ţ E ♦ Pentru uzul studenţilor ♦
Pa r t ea î n t â i BAZELE TEORETICE ALE PRESCRIERI I PRECIZ IE I
CARACTERIST IC ILOR CONSTRUCTIVE ALE PRODUSELOR
Capi to lu l 2
ABATEREA, TOLERANŢA ŞI PRECIZIA CARACTERISTICILOR PRODUSELOR
♦ Rezumat ♦
Bucureşti, UPB, Catedra TCM
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 2. Abaterea, toleranţa şi precizia caracteristicilor produselor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
2
Capi to lu l 2
ABATEREA, TOLERANŢA ŞI PRECIZIA CARACTERISTICILOR P R O D U S E L O R
• Mărimile fundamentale utilizate în proiectarea şi realizarea produselor 1. Abaterea; 2. Toleranţa; 3. Precizia.
Acestea se definesc şi se interpretează în mod deosebit în funcţie de tipul caracteristicii, respectiv:
1. Caracteristici numerice
2. Caracteristici atributive.
2 . 1 . A B A T E R E A C A R A C T E R I S T I C I L O R P R O D U S E L O R
• Definiţ ia generală a abateri i
Abaterea unei caracteristici este „diferenţa dintre una din caracteristicile operaţionale ale acesteia, precum caracteristica limită maximă, caracteristica limită minimă, caracteristica reală sau caracteristica efectivă şi caracteristica de referinţă sau nominală a ei”.
Pentru caracteristici numerice: abaterea unei caracteristici este „diferenţa algebrică dintre una din caracteristicile operaţionale ale acesteia, Ci , precum caracteristica limită maximă, caracteristica limită minimă,
caracteristica reală sau caracteristica efectivă şi caracteristica de referinţă sau nominală a ei, Cnom ”, adică:
ACi = Ci - Cinom. (2.1)
Concluzie: abaterea acestora este o mărime cu semn:
AC .nomCipentru,0
;C nomC ipentru,0;C nomC ipentru,0
<<==>>
= . (2.2)
• Aspecte le abater i i caracter is t ic i lo r p roduse lor a. Abatere prescrisă; b. Abatere reală; c. Abatere efectivă.
a. Abaterea prescrisă a caracteristicilor produselor
Abaterea prescrisă a caracteristicilor produselor este de două feluri, respectiv: − Abatere superioară, ASC; − Abaterea inferioară, AIC; 1. Abaterea superioară a caracteristicilor produselor, ASC
Abaterea superioară a unei caracteristici, ASC, este diferenţa dintre caracteristica limită maximă şi caracteristica de referinţă sau nominală a acesteia.
Pentru caracteristici numerice: abaterea superioară a unei caracteristici, ASC, este diferenţa algebrică
dintre caracteristica maximă, Cmax, şi caracteristica de referinţă sau nominală, Cnom, a acesteia, respectiv:
nommaxCS CCA −= . (2.3)
adică abaterea superioară este o mărime cu semn:
AS CC .nomC maxpentru,0
;C nomC maxpentru,0;C nomC maxpentru,0
<<==>>
= . (2.4)
Exemplu: Dnom=10mm; Dmax = 10,2mm; AsD = Dmax – Dnom = 10,2mm - 10mm = + 0,2mm. AsD >0.

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 2. Abaterea, toleranţa şi precizia caracteristicilor produselor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
3
2. Abaterea inferioară a caracteristicilor produselor, AIC Abaterea inferioară a unei caracteristici, AiC
, este diferenţa dintre caracteristica limită minimă şi
caracteristica de referinţă sau nominală a acesteia.
Pentru caracteristici numerice: abaterea inferioară a unei caracteristici, AiC, este diferenţa algebrică
dintre caracteristica minimă, Cmin şi caracteristica de referinţă sau nominală, Cnom, a acesteia, respectiv:
nomminCi CCA −= . (2.5)
adică abaterea inferioară este o mărime cu semn:
AiCC .nomC minpentru,0
;C nomC minpentru,0;C nomC minpentru,0
<<==>>
= . (2.6)
Exemplu: Dnom =10mm; Dmin = 10,1mm; AiD = Dmin – Dnom = 10,1mm - 10mm = +0,1mm. AiD > 0.
b. Abaterea realǎ a caracteristicilor produselor
Abaterea reală a unei caracteristici este diferenţa dintre caracteristica reală şi caracteristica de referinţă sau nominală a acesteia.
c. Abaterea efectivă a caracteristicilor produselor, Aef C
Abaterea efectivă a unei caracteristici, Aef C
, este diferenţa dintre caracteristica efectivă şi caracteristica
de referinţă sau nominală a acesteia.
Pentru caracteristici numerice: abaterea efectivă a unei caracteristici, Aef C, este diferenţa algebrică
dintre caracteristica efectivă, Cef şi caracteristica de referinţă sau nominală, Cnom, respectiv:
nomefCef CCA −= . (2.7)
adică abaterea efectivă este o mărime cu semn:
Aef C
C .nomC efpentru,0;C nomC efpentru,0;C nomC efpentru,0
<<==>>
= (2.8)
Exemplu:
Dnom =10mm; Def = 10,15mm; AefD = Def – Dnom = 10,15mm - 10mm = +0,15mm. AefD > 0.
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 2. Abaterea, toleranţa şi precizia caracteristicilor produselor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
4
2 . 2 . T O L E R A NŢA C A R A C T E R I S T I C I L O R P R O D U S E L O R • Definiţia şi relaţia generală a toleranţei caracteristicilor produselor Tc
Toleranţa unei caracteristici, TC, este „diferenţa dintre caracteristica maximă şi caracteristica minimă”. Toleranţa reprezintă, practic, abaterea efectivă maximă admisă de la caracteristica nominală asociată unei caracteristici date. Pentru caracteristicile numerice definiţia şi relaţia de calcul a toleranţei se pot prezenta în două moduri, după cum urmează.
• În funcţie de caracteristicile limită. Toleranţa unei caracteristici, TC, este „diferenţa algebrică dintre caracteristica maximă şi caracteristica minimă”, respectiv:
minmaxC CCT −= . (2.9)
Exemplu: Dmax = 10,2mm; Dmin = 10,1mm. TD = Dmax – Dmin = 10,2mm – 10,1mm = 0,1mm. Concluzie: TD > 0.
• În funcţie de abaterile limită. Toleranţa unei caracteristici, TC, este diferenţa algebrică dintre abaterea superioară şi abaterea inferioară a caracteristicii, respectiv:
CiCsC AAT −= . (2.10)
Exemplu: AsD = + 0,2mm; AiD = + 0,1mm. TD = AsD – AiD = +0,2mm – (+0,1mm) = + 0,1mm. Concluzie: TD > 0.
Concluzii 1. Pentru orice caracteristică a unui produs, toleranţa este întotdeauna o mărime pozitivă; 2. Toleranţa este o “măsură” a preciziei prescrise, în sensul că cu cât toleranţa unei caracteristici este mai
mică cu atât precizia prescrisă caracteristicii este mai mare. • Aspectele toleranţei caracteristicilor produselor
1. Toleranţă individuală; 2. Toleranţă generală. Pentru unele caracteristici ale produselor 1. Toleranţe dependente de dimensiune; 2. Toleranţe independente de dimensiune.
• Dependenţa cost - to leranţă Dependenţa cost de fabricare - toleranţa caracteristicilor caracterizează un produs din punct de vedere tehnic şi economic.
T1 T2 T3 T4 T5 T6 Toleranţa
Cost
Zona 1 Zona 2 Zona 3
C1
C2
C3
C4
C5 C6
Fig. 2.1. Dependenţa cost fabricare - toleranţa caracteristicii
Zona 1 este zona toleranţelor foarte mici sau a preciziilor foarte mari, care determină costuri foarte mari (fig. 2.1). În domeniul zonei 1, orice variaţie a toleranţei, oricât de mică, de exemplu de la valoarea T2 la T1, determină o creştere foarte mare a costului fabricării, de exemplu de la C2 la C1 (fig.2.1). Rezultă concluzia că toleranţele din această zonă trebuie folosite numai în situaţiile în care funcţionarea produselor o impun cu mare necesitate.
Zona 2 este zona toleranţelor medii sau a preciziilor normale, care determină obţinerea unor costuri normale sau medii (fig. 2.1). În intervalul zonei 2 o variaţie medie a toleranţei, de exemplu de la valoarea T4 la T3, determină o variaţie normală a costului, de exemplu între valorile C3 şi C4 (fig. 1.2). Pe baza acestei caracteristici, această zonă se recomandă să se folosească cât mai mult, ori de câte ori rolul funcţional al caracteristicilor produselor permite acest lucru.
Zona 3 este zona toleranţelor mari şi foarte mari sau a preciziilor scăzute, respectiv a costurilor foarte mici (fig. 2.1). În acest domeniu, o variaţie în limite largi şi foarte largi a toleranţelor, de exemplu de la T5 la T6, determină o modificare mică a costului, de exemplu de la C5 la C6 (fig. 2.1).

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 2. Abaterea, toleranţa şi precizia caracteristicilor produselor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
5
2 . 3 . P R E C I Z I A C A R A C T E R I S T I C I L O R P R O D U S E L O R • Definiţia generală a preciziei
Precizia unei caracteristici este o mărime care arată gradul de concordanţă dintre caracteristica aflată într-un anumit stadiu de realizare şi caracteristica nominală sau de referinţă a acesteia, grad determinat, după caz, de toleranţa şi/sau de abaterile caracteristicii respective.
• Aspectele preciziei caracteristicilor produselor
I. În funcţie de tipul de activitate căreia i se asociază o caracteristică dată, precizia caracteristicilor poate fi:
1. Precizie de prelucrare sau, în general, de procesare; 2. Precizie de inspecţie sau de măsurare; 3. Precizie de asamblare şi montaj; 4. Precizie de manipulare etc.
II. Din punct de vedere al stadiului de realizare a caracteristicilor, respectiv a produselor, care indică şi posibilitatea cunoaşterii acesteia, fiecare din cele trei aspecte ale preciziei, prezentate mai sus, poate fi:
1. Precizie prescrisă; 2. Precizie reală; 3. Precizie efectivă.
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 2. Abaterea, toleranţa şi precizia caracteristicilor produselor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
6
2.4 . PROBLEMELE PRESCRIERII PRECIZIEI CARACTERISTICILOR PRODUSELOR Prescrierea preciziei caracteristicilor produselor impune rezolvarea unui
număr de trei probleme, după cum urmează.
I. Cunoaşterea mărimilor care determină precizia prescrisă a caracteristicilor produselor. De exemplu, pentru piese şi pentru suprafeţele asociate acestora, principalele caracteristici prezentate în cadrul disciplinei de „Toleranţe” sunt:
1. Dimensiunea; 2. Forma macrogeometrică; 3. Forma microgeometrică; 4. Poziţia relativă; 5. Precizia asamblărilor.
Cunoaşterea mărimilor care determină precizia prescrisă trebuie să aibă în vedere următoarele aspecte:
• Definirea; • Simbolizarea; • Relaţiile de calcul; • Reprezentarea grafică.
II. Stabilirea valorilor mărimilor care determină precizia prescrisă a caracteristicilor produselor.
III. Înscrierea preciziei caracteristicilor produselor în desene.

U n i v e r s i t a t e a P O L I T E H N I C A d i n B u c u r eş t i
Pro f . D r . I ng . Au re l i an V IŞAN , Con f . D r . I ng . N i co l a e IONESCU
T O L E R A N Ţ E ♦ Pentru uzul studenţilor ♦
Pa r t ea î n t â i BAZELE TEORETICE ALE PRESCRIERI I PRECIZ IE I
CARACTERIST IC ILOR CONSTRUCTIVE ALE PRODUSELOR
Capi to lu l 3
PRESCRIEREA PRECIZIEI DIMENSIUNILOR ♦ Rezumat ♦
Bucureşti, UPB, Catedra TCM
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
2
Capi to lu l 3
PRESCRIEREA PRECIZIEI DIMENSIUNILOR
3.1. DEFINIREA, SIMBOLIZAREA, RELAŢIILE DE DEFINIŢIE ŞI REPREZENTAREA MĂRIMILOR CARE DETERMINĂ PRECIZIA PRESCRISĂ A DIMENSIUNILOR
Conform STAS SR EN 20286-1, mărimile principale care determină precizia prescrisă a unei dimensiuni sunt:
I. Dimensiunea nominală;
II. Dimensiunile limită ale dimensiunii, respectiv
1. Dimensiunea maximă; 2. Dimensiunea minimă.
III. Abaterile limită ale dimensiunii, şi anume
1. Abaterea superioară; 2. Abaterea inferioară;
IV. Toleranţa dimensiunii; V. Câmpul de toleranţă.
I. Dimensiunea nominală , simbol Dnom - pentru alezaje şi dnom - pentru arbori = “dimensiunea faţă de care sunt definite dimensiunile limită prin aplicarea abaterii superioare şi inferioare”.
Alezaj : „termen utilizat pentru a descrie o caracteristică/suprafaţă interioară a unei piese (fig. 3.1a). Arbore : „termen utilizat pentru a descrie o caracteristică/suprafaţă exterioară a unei piese (fig. 3.2b).
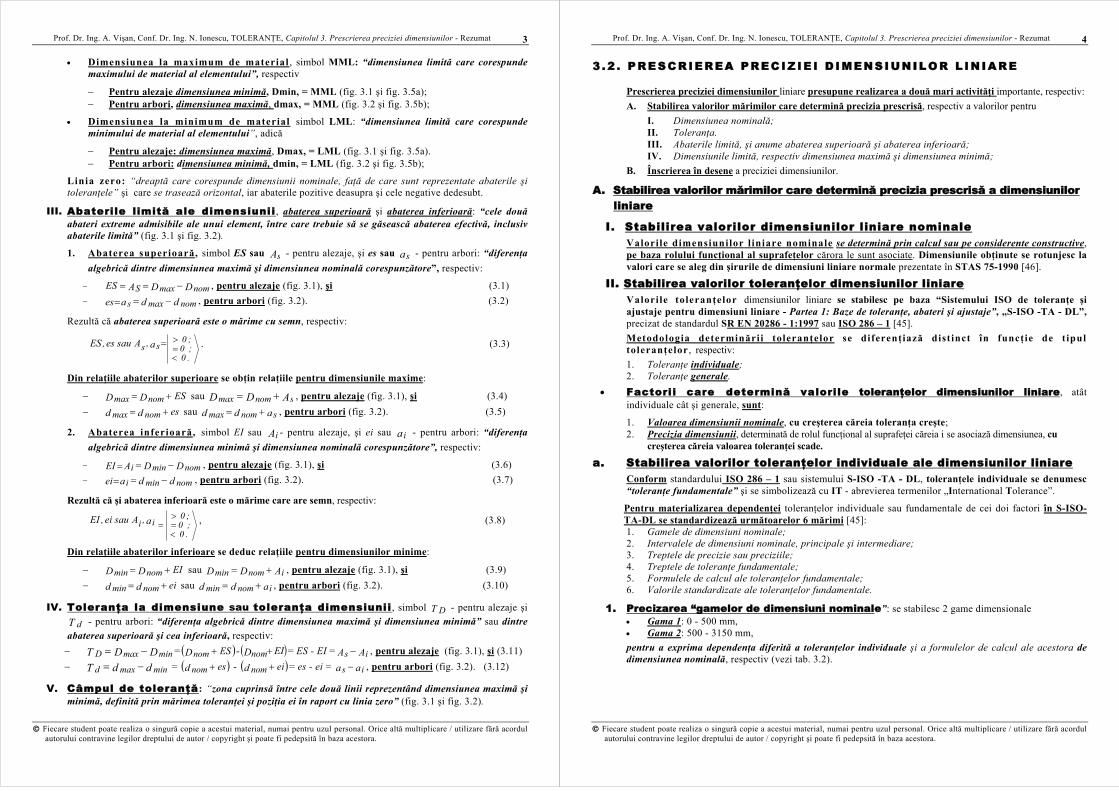
Pentru reprezentarea grafică a celor 5 mărimi se utilizează două tipuri de reprezentări:
a. Reprezentarea convenţional - completă, în care baza de reprezentare este o bază asociată unui element geometric al produsului, de ex. generatoarea unui cilindru, un plan, o axă etc. (fig. 3.1a şi fig. 3.2 a);
b. Reprezentarea convenţional - simplificată, în care bazele de reprezentare sunt linia zero şi axa abaterilor (fig. 3.1b şi fig. 3.2b).
Linia zero: “dreaptă care corespunde dimensiunii nominale, faţă de care sunt reprezentate abaterile şi toleranţele” şi care se trasează orizontal, iar abaterile pozitive deasupra şi cele negative dedesubt.
Reprezentarea mărimilor alezajelor Reprezentarea mărimilor arborilor
a. Reprezentarea convenţional completă
b. Reprezentarea convenţional simplificată
a. Reprezentarea convenţional completă
b. Reprezentarea convenţional simplificată
Câmp de toleranţă Abateri (+) TD TD
EI=Ai ES = As EI=Ai ES=As Linia zero
Dnom Dmin = MML Dmax = LML Dmax = LML Dnom Dmin = MML (-)
Câmp de toleranţă Abateri (+) Td Td
ei = ai es = as ei = ai es = as Linia zero
dnom dmin = LML dmax = MML dmax = MML dmin = LML dnom (-)
Figura 3.1. Reprezentarea mărimilor alezajelor Figura 3.2. Reprezentarea mărimilor arborilor
II. Dimensiunile limită : “cele două dimensiuni extreme admisibile ale unui element geometric, între care trebuie să se găsească dimensiunea efectivă, inclusiv dimensiunile limită”:
1. Dimensiunea maximă , simbol Dmax - pentru alezaje şi dmax - pentru arbori: “cea mai mare dimensiune admisă a suprafeţei” (fig. 3.1 şi fig. 3.2);
2. Dimensiunea minimă , simbol Dmin - pentru alezaje şi dmin - pentru arbori: “cea mai mică dimensiune admisă a suprafeţei”, (fig. 3.1 şi fig. 3.2);
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
3
• Dimensiunea la maximum de material , simbol MML: “dimensiunea limită care corespunde maximului de material al elementului”, respectiv
− Pentru alezaje dimensiunea minimă, Dmin, = MML (fig. 3.1 şi fig. 3.5a); − Pentru arbori, dimensiunea maximă, dmax, = MML (fig. 3.2 şi fig. 3.5b);
• Dimensiunea la minimum de material simbol LML: “dimensiunea limită care corespunde minimului de material al elementului”, adică
− Pentru alezaje: dimensiunea maximă, Dmax, = LML (fig. 3.1 şi fig. 3.5a). − Pentru arbori: dimensiunea minimă, dmin, = LML (fig. 3.2 şi fig. 3.5b);
Linia zero: “dreaptă care corespunde dimensiunii nominale, faţă de care sunt reprezentate abaterile şi toleranţele” şi care se trasează orizontal, iar abaterile pozitive deasupra şi cele negative dedesubt.
III. Abaterile limită ale dimensiunii , abaterea superioară şi abaterea inferioară: “cele două abateri extreme admisibile ale unui element, între care trebuie să se găsească abaterea efectivă, inclusiv abaterile limită” (fig. 3.1 şi fig. 3.2).
1. Abaterea superioară , simbol ES sau As - pentru alezaje, şi es sau as - pentru arbori: “diferenţa
algebrică dintre dimensiunea maximă şi dimensiunea nominală corespunzătore”, respectiv:
− DDAES nommaxS −== , pentru alezaje (fig. 3.1), şi (3.1)
− ddaes nommaxs −== , pentru arbori (fig. 3.2). (3.2)
Rezultă că abaterea superioară este o mărime cu semn, respectiv:
=<=>a,Asaues,ES ss
.0;0;0 . (3.3)
Din relaţiile abaterilor superioare se obţin relaţiile pentru dimensiunile maxime:
− ESDD nommax += sau ADD snommax += , pentru alezaje (fig. 3.1), şi (3.4)
− esdd nommax += sau add snommax += , pentru arbori (fig. 3.2). (3.5)
2. Abaterea inferioară , simbol EI sau Ai - pentru alezaje, şi ei sau ai - pentru arbori: “diferenţa
algebrică dintre dimensiunea minimă şi dimensiunea nominală corespunzătore”, respectiv:
− DDAEI nommini −== , pentru alezaje (fig. 3.1), şi (3.6)
− ddaei nommini −== , pentru arbori (fig. 3.2). (3.7)
Rezultă că şi abaterea inferioară este o mărime care are semn, respectiv:
a,Asauei,EI ii.0;0;0
<=>
= , (3.8)
Din relaţiile abaterilor inferioare se deduc relaţiile pentru dimensiunilor minime:
− EIDD nommin += sau ADD inommin += , pentru alezaje (fig. 3.1), şi (3.9)
− eidd nommin += sau add inommin += , pentru arbori (fig. 3.2). (3.10)
IV. Toleranţa la dimensiune sau toleranţa dimensiunii , simbol T D - pentru alezaje şi
T d - pentru arbori: “diferenţa algebrică dintre dimensiunea maximă şi dimensiunea minimă” sau dintre
abaterea superioară şi cea inferioară, respectiv:
− DDT minmaxD −= = ( )ESDnom + - ( )EIDnom+ = ES - EI = AA is − , pentru alezaje (fig. 3.1), şi (3.11)
− ddT minmaxd −= = ( )esd nom + - ( )eid nom + = es - ei = aa is − , pentru arbori (fig. 3.2). (3.12)
V. Câmpul de toleranţă: “zona cuprinsă între cele două linii reprezentând dimensiunea maximă şi minimă, definită prin mărimea toleranţei şi poziţia ei în raport cu linia zero” (fig. 3.1 şi fig. 3.2).
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
4
3 . 2 . P R E S C R I E R E A P R E C I Z I E I D I M E N S I U N I L O R L I N I A R E
Prescrierea preciziei dimensiunilor liniare presupune realizarea a două mari activităţi importante, respectiv:
A. Stabilirea valorilor mărimilor care determină precizia prescrisă, respectiv a valorilor pentru
I. Dimensiunea nominală; II. Toleranţa. III. Abaterile limită, şi anume abaterea superioară şi abaterea inferioară; IV. Dimensiunile limită, respectiv dimensiunea maximă şi dimensiunea minimă;
B. Înscrierea în desene a preciziei dimensiunilor.
A. Stabilirea valorilor mărimilor care determină precizia prescrisă a dimensiunilor liniare
I. Stabilirea valorilor dimensiunilor liniare nominale Valorile dimensiunilor l iniare nominale se determină prin calcul sau pe considerente constructive, pe baza rolului funcţional al suprafeţelor cărora le sunt asociate. Dimensiunile obţinute se rotunjesc la valori care se aleg din şirurile de dimensiuni liniare normale prezentate în STAS 75-1990 [46].
II. Stabilirea valorilor toleranţelor dimensiunilor liniare Valorile toleranţelor dimensiunilor liniare se stabilesc pe baza “Sistemului ISO de toleranţe şi ajustaje pentru dimensiuni liniare - Partea 1: Baze de toleranţe, abateri şi ajustaje”, „S-ISO -TA - DL”, precizat de standardul SR EN 20286 - 1:1997 sau ISO 286 – 1 [45].
Metodologia determinării toleranţelor se diferenţ iază distinct în funcţ ie de t ipul toleranţelor , respectiv:
1. Toleranţe individuale; 2. Toleranţe generale.
• Factorii care determină valorile toleranţelor dimensiunilor liniare, atât individuale cât şi generale, sunt:
1. Valoarea dimensiunii nominale, cu creşterea căreia toleranţa creşte; 2. Precizia dimensiunii, determinată de rolul funcţional al suprafeţei căreia i se asociază dimensiunea, cu
creşterea căreia valoarea toleranţei scade.
a. Stabilirea valorilor toleranţelor individuale ale dimensiunilor liniare Conform standardului ISO 286 – 1 sau sistemului S-ISO -TA - DL, toleranţele individuale se denumesc “toleranţe fundamentale” şi se simbolizează cu IT - abrevierea termenilor „International Tolerance”.
Pentru materializarea dependenţei toleranţelor individuale sau fundamentale de cei doi factori în S-ISO-TA-DL se standardizează următoarelor 6 mărimi [45]: 1. Gamele de dimensiuni nominale; 2. Intervalele de dimensiuni nominale, principale şi intermediare; 3. Treptele de precizie sau preciziile; 4. Treptele de toleranţe fundamentale; 5. Formulele de calcul ale toleranţelor fundamentale; 6. Valorile standardizate ale toleranţelor fundamentale.
1. Precizarea “gamelor de dimensiuni nominale”: se stabilesc 2 game dimensionale • Gama 1: 0 - 500 mm, • Gama 2: 500 - 3150 mm,
pentru a exprima dependenţa diferită a toleranţelor individuale şi a formulelor de calcul ale acestora de dimensiunea nominală, respectiv (vezi tab. 3.2).

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
5
2. Stabilirea “intervalelor de dimensiuni nominale”, principale şi intermediare, în care se poate încadra o dimensiune: • Pentru gama 1, respectiv 0 - 500 mm, un număr de:
− 13 intervale principale (de ex.: 0 - 3, 3 - 6, 6 - 10,…, 400 - 500.); − 22 intervale intermediare (de ex.: 10 - 14, 14 - 18,…., 450 - 500.).
• Pentru gama 2, şi anume 500 - 3150 mm, un număr de: − 8 intervale principale (de ex.: 500- 630, 630-800,…, 2500 - 3150.); − 16 intervale intermediare (de ex.: 500 - 560,., 2800 - 3150.).
pentru limitarea numărului de toleranţe care pot fi calculate şi utilizate. 3. Cuantificarea preciziei în “trepte sau grade de precizie” sau “precizii”, se face
pentru a exprima dependenţa de precizie a valorilor toleranţelor: • Pentru gama 1: 20 trepte de precizie sau “precizii”, simbolizate în ordine descrescătoare preciziei:
01, 0, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18. • Pentru gama 2: 18 trepte de precizie sau “precizii”, simbolizate în ordine descrescătoare preciziei:
1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18. • Utilizarea treptele sau gradelor de precizie:
− Preciziile 01 şi 0: trepte speciale pentru dezvoltări ulterioare; − Preciziile 1, 2, 3 şi 4: pentru dimensiunile pieselor de înaltă precizie: calibre, mecanică fină etc − Preciziile 5 - 11: pentru dimensiunile suprafeţelor care formează ajustaje; − Preciziile 12 - 18: pentru dimensiunile suprafeţelor care nu formează ajustaje;
4. Definirea şi standardizarea “treptelor de toleranţe fundamentale, ca: “mulţimea sau grupul de toleranţe considerate ca fiind corespunzătoare aceluiaşi grad de precizie pentru toate dimensiunile nominale”:
• Pentru gama 1: 20 trepte de toleranţe fundamentale, simbolizate în ordine descrescătoare preciziei Treptele de toleranţe fundamentale pentru gama 1 Tabelul 3.3
Trepte de pre 01 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Gama 1 0- 500mm Tr de tol IT IT01 IT0 IT1 IT2 IT3 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18
• Pentru gama 2: 18 trepte de toleranţe fundamentale, simbolizate în ordine descrescătoare preciziei Treptele de toleranţe fundamentale pentru gama 2 Tabelul 3.4
Trepte de pre - - 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Gama 2 500 - 3150 Tr de tol IT - - IT1 IT2 IT3 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18
Utilizarea treptelor de toleranţe se face conform recomandărilor precizate pentru treptele de precizie.
5. Stabilirea “formulelor pentru calculul toleranţelor fundamentale”.
• 5.1. Formule pentru calculul toleranţelor dimensiunilor nominale cuprinse în GAMA 1, 0 - 500 mm inclusiv − Pentru treptele de toleranţe fundamentale IT01, IT0 şi IT1 se folosesc formule de calcul speciale, de
forma generală: DbaIT nnn ⋅±= [μm], (3.16)
− Pentru treptele de toleranţe fundamentale IT2, IT3 şi IT4 valorile toleranţelor fundamentale se stabilesc aproximativ în progresie geometrică între valorile toleranţelor pentru IT1 şi IT5.
− Pentru treptele de toleranţe fundamentale IT 5 până la IT 18 toleranţele se calculează cu formula generală:
)D001,0D45,0(KniKnITn 3 ⋅+⋅⋅=⋅= [μm], în care: (3.20)
− n reprezintă simbolul treptei de precizie, respectiv n = 5, 6, 7,…, 18; − nK este un număr, denumit coeficient de precizie, care arată influenţa preciziei asupra valorii
toleranţei. Ex.: pentru treptele IT5, IT6, IT7,…, IT18 coeficientul nK are valorile 7, 10, 16,…, 2500.
− Termenul “ i ” = factor de toleranţă: “factor care este în funcţie de dimensiunea nominală şi care este utilizat ca bază pentru determinarea toleranţelor fundamentale ale sistemului”
D001.0D45,0i 3 ⋅+⋅= [μm]; (3.21) − D este media geometrică a dimensiunilor nominale extreme D1 şi D2 , respectiv DDD 21 ⋅= .
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
6
Formula factorului de toleranţă “i” a fost determinată empiric şi se bazează pe ipoteza că în domeniul dimensiunilor din gama 1, 0 - 500mm, pentru acelaşi proces de fabricaţie, „dependenţa mărimii abaterilor de fabricaţie de dimensiunea nominală corespunde unei funcţii aproximativ parabolice”, (fig. 3.3).
Abaterea Toleranţa Strunjire de degroşare Strunjire de finisare
Rectificare de degroşare
G 1: 0 – 500 mm, var. parabolică Gama 2: 500 - 3150 mm, variaţie liniară Dnom [mm]
Fig. 3.3. Dependenţa abaterii şi a toleranţei de dimensiunea nominală pentru gama 1
Formule pentru calculul toleranţelor fundamentale Tabelul 3.6 Trepte de toleran ţe fundamentale
IT01
IT0IT1 IT 2 IT 3 IT 4 IT 5 IT 6 IT 7 IT 8 IT 9
IT 10
IT 11 IT 12 IT 13 IT 14 IT 15 IT 16 IT 17 IT 18 Dimen. nomin.
mm
Formule pentru toleran ţe fundamentale [μm]
Gama 1 Formule speciale
În pr. geom. între IT1 şi IT5 7⋅i 10⋅i 16⋅i 25⋅i 40⋅i 64⋅i 100⋅i 160⋅i 250⋅i 400⋅i 640⋅i 1000⋅i 1600⋅i 2500⋅i
Gama 2 - - 2⋅I 2,7⋅I 3,7⋅I 5⋅I 7⋅I 10⋅I 16⋅I 25⋅I 40⋅I 64⋅I 100⋅I 160⋅I 250⋅I 400⋅I 640⋅I 1000⋅I 1600⋅I 2500⋅I
• 5.2. Formule pentru calculul toleranţelor dimensiunilor nominale cuprinse în GAMA 2, 500 - 3150 mm inclusiv
− Pentru toate treptele de toleranţe fundamentale IT1 până la IT18 toleranţele fundamentale se calculează cu o singură formula generală, particularizată în tabelul 3.6, de forma:
)1,2D004,0(KIKITn nn +⋅⋅=⋅= [μm], în care (3.22)
− n reprezintă simbolul treptei de precizie, respectiv n =1, 2, 3,…, 18;
− nK este coeficientul de precizie;
− Termenul “I” se numeşte tot factor de toleranţă şi se calculează cu relaţia
1,2D004,0I +⋅= [μm]; (3.23)
− D este media geometrică a dimensiunilor nominale extreme D1 şi D2 , respectiv DDD 21 ⋅= .
Formula factorului de toleranţă “I” a fost determinată empiric şi se bazează pe ipoteza că în domeniul dimensiunilor din gama 2, 500-3150mm, pentru acelaşi proces de fabricaţie, dependenţa mărimii abaterilor de fabricaţie de dimensiunea nominală corespunde unei funcţii aproximativ liniare (fig. 3.3).
• Regula generală a formulelor de calcul a toleranţelor fundamentale: “începând cu treapta de toleranţe IT6 în sus toleranţele sunt multiplicate cu un factor de 10 la fiecare a cincia treaptă”:
10ITITn 5n ⋅= − [μm], pentru n = 11, 12, 13,…, 18. (3.24)
Exemplu. Pentru IT12 (n = 12) se obţine i16010i16107IT10IT12IT 512 ⋅=⋅⋅=⋅=⋅= − [μm].
Regula poate fi folosită pentru a extrapola valorile toleranţelor pentru trepte mai mari decât IT18. Exemplu: i1000010i10001016IT10IT21IT 521 ⋅=⋅⋅+⋅=⋅= − [μm].

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
7
6. Stabilirea valorilor standardizate ale toleranţelor fundamentale. Valorile toleranţelor obţinute prin aplicarea formulelor au fost rotunjite, rezultând valorile standardizate în SR EN 20 286 - 1:1997. Tabelul toleranţelor fundamentale pentru dimensiuni liniare nominale Tabelul 3.7
Trepte de to le ran ţe fundamenta le Dimensiuni nominale, mm IT01 IT 0 IT11) IT21) IT31) IT41) IT51) IT 6 IT 7 IT 8 IT 9 IT 10 IT 11 IT 12 IT 13 IT142) IT152) IT162) IT172) IT182)
Valor i le to leran ţe lor fundamenta le Peste
Până la
inclusiv μm mm
- 3 0,3 0,5 0,8 1,2 2 3 4 6 10 14 25 40 60 0,1 0,14 0,25 0,4 0,6 1 1,4
3 6 0,4 0,6 1 1,5 2,5 4 5 8 12 18 30 48 75 0,12 0,18 0,30 0,48 0,75 1,2 1,8
6 10 0,4 0,6 1 1,5 2,5 4 6 9 15 22 36 58 90 0,15 0,22 0,36 0,58 0,9 1,5 2,2
10 18 0,5 0,8 1,2 2 3 5 8 11 18 27 43 70 110 0,18 0,27 0,43 0,7 1,1 1,8 2,7
18 30 0,6 1 1,5 2,5 4 6 9 13 21 33 52 84 130 0,21 0,33 0,52 0,84 1,3 2,1 3,3
30 50 0,6 1 1,5 3,5 4 7 11 16 25 39 62 100 160 0,25 0,39 0,62 1 1,6 2,5 3,9
50 80 0,8 1,2 2 3 5 8 13 19 30 46 74 120 190 0,3 0,46 0,74 1,2 1,9 3 4,6
80 120 1 1,5 2,5 4 6 10 15 22 35 54 87 140 220 0,35 0,54 0,87 1,4 2,2 3,5 5,4
120 180 1,2 2 3,5 5 8 12 18 25 40 63 100 160 250 0,4 0,63 1 1,6 2,5 4 6,3
180 250 2 3 4,5 7 10 14 20 29 46 72 115 185 290 0,46 0,72 1,15 1,85 2,9 4,6 7,2
250 315 2,5 4 6 8 12 16 23 32 52 81 130 210 320 0,52 0,81 1,3 2,1 3,2 5,2 8,1
315 400 3 5 7 9 13 18 25 36 57 89 140 230 360 0,57 0,89 1,4 2,3 3,6 5,7 8,9
400 500 4 6 8 10 15 20 27 40 63 97 155 250 400 0,63 0,97 1,55 2,5 4 6,3 9,7
500 6301) 9 11 16 22 32 44 70 110 175 280 440 0,7 1,10 1,75 2,8 4,4 7 11
630 8001) 10 13 18 25 36 50 80 125 200 320 500 0,8 1,25 2 3,2 5 8 12,5
800 10001) 11 15 21 28 40 56 90 140 230 360 560 0,9 1,4 2,3 3,6 5,6 9 14
1000 12501) 13 18 24 33 47 66 105 165 260 420 660 1,05 1,65 2,6 4,2 6,6 10,5 16,5
1250 16001) 15 21 29 39 55 78 125 195 310 500 780 1,25 1,95 3,1 5 7,8 12,5 19,5
1600 20001) 18 25 35 46 65 92 150 230 370 600 920 1,5 2,3 3,7 6 9,2 15 23
2000 25001) 22 30 41 55 78 110 175 280 440 700 1100 1,75 2,8 4,4 7 11 17,5 28
2500 31501) 26 36 50 68 96 135 210 330 540 860 1350 2,1 3,3 5,4 8,6 13,5 21 33
1) - Valorile pentru treptele de toleranţe IT 1 până la IT 5, inclusiv, pentru dimensiunile nominale peste 500 mm sunt prezentate pentru uz experimental;
2) - Treptele de toleranţe IT 14 până la IT 18, inclusiv, nu trebuie utilizate pentru dimensiuni nominale mai mici sau egale cu 1 mm.
• Probleme care pot fi rezolvate pe baza cunoaşterii tabelului cu valorile toleranţelor fundamentale.
− PROBLEMA DIRECTĂ : alegerea valorii standardizate a toleranţei fundamentale a unei dimensiuni, atunci când se cunosc dimensiunea nominală şi treapta de precizie în care se execută. Exemplu: toleranţa fundamentală a unei dimensiuni nominale de 8,5 mm care se realizează în treapta de precizie 6 are valoarea de 9 μm (vezi tab. 3.7).
− PROBLEMA INVERSĂ : stabilirea treptei de precizie în care se prescrie o dimensiune, atunci când se cunosc dimensiunea nominală şi toleranţa fundamentală a acesteia. Exemplu: treapta de precizie a unei dimensiuni de 125 mm şi care are toleranţa fundamentală de 1 mm este 14 (vezi tabelul 3.7);
− REALIZAREA UNEI ANALIZE COMPARATIVE privind precizia prescrisă mai multor dimensiuni, atunci când se cunosc dimensiunile nominale şi toleranţele fundamentale ale acestora. Exemplu: Dintre dimensiunile D1 = 20 mm cu toleranţa de 33 μm şi D2 = 1100 mm cu toleranţa tot de 33 μm, dimensiunea D2 “este mai precisă” deoarece este prescrisă în treapta 4, faţă de D1 în treapta 8.
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
8
b. Stabilirea valorilor toleranţelor generale ale dimensiunilor liniare
Valorile toleranţelor generale se stabilesc pe baza standardului SR EN 22768 - 1:1995 [47]:
• Factorii care determină valorile toleranţelor generale ale dimensiunilor liniare sunt, ca şi în cazul toleranţelor individuale, următorii [47]:
1. Valoarea dimensiunii nominale, cu creşterea căreia toleranţa generală creşte; 2. Precizia dimensiunii, determinată de rolul funcţional al suprafeţei căreia i se asociază dimensiunea
respectivă, cu creşterea căreia valoarea toleranţei scade.
Pentru stabilirea valorilor toleranţelor generale ale dimensiunilor liniare în standardul SR EN 22 768 - 1:1995 se stabilesc următoarele 3 mărimi [47]:
1. Clasele de toleranţe; 2. Domeniile de dimensiuni liniare; 3. Valorile standardizate ale abaterilor limită generale.
1. Definirea „claselor de toleranţe” se face pentru a evidenţia dependenţa toleranţelor generale de precizie. Acestea sunt denumite şi simbolizate, în ordine descrescătoare a preciziei sau a creşterii toleranţelor, astfel:
− Fină, simbol “f”; − Mijlocie, simbol “m”; − Grosieră, simbol “c”; − Grosolană, simbol, “v”.
2. Precizarea “domeniilor de dimensiuni liniare”, în funcţie de utilizarea dimensiunilor liniare, pentru a evidenţia dependenţa toleranţelor generale de dimensiunea nominală, şi anume:
− 8 domenii, pentru toate dimensiunile liniare, cu excepţia teşiturilor ; − 3 domenii, pentru dimensiunile liniare asociate teşiturilor.
3. Precizarea valorilor standardizate ale abaterilor limită generale, care se stabilesc, conform tabelelor 3.8 şi 3.9, în funcţie de cei doi factori menţionaţi, şi anume: − Clasa de toleranţe, respectiv f, m, c sau v; − Domeniul de dimensiuni nominale, în care se încadrează dimensiunea considerată.
Ex.: În tab. 3.8 sunt date abaterile limită generale pentru dim. liniare cu excepţia teşiturilor, conf. SR EN 22768 - 1:1995. Abaterile limită generale ptr. dimensiuni liniare cu excepţia teşiturilor Tab. 3.8
Clasa de toleranţă
Abater i l imi tă pentru domeniul de dimensiuni nominale [mm]
Simbol Descriere
De la 0,51)
până la 3
Peste 3 până la
6
Peste 6 până la
30
Peste 30 până la
120
Peste 120
până la 400
Peste 400
până la 1000
Peste 1000
până la 2000
Peste 2000
până la 4000
f Fină ± 0.05
± 0,05
± 0,1 ± 0,15
± 0,2 ± 0,3 ± 0,5 -
m Mijlocie ± 0,1 ± 0,1 ± 0,2 ± 0,3 ± 0,5 ± 0,8 ± 1,2 ± 2
c Grosieră ± 0,2 ± 0,3 ± 0,5 ± 0,8 ± 1,2 ± 2 ± 3 ± 4
v Grosolană - ± 0,5 ± 1 ± 1,5 ± 2,5 ± 4 ± 6 ± 8 1) Pentru dim. nominale sub 0,5 mm, abaterile limită trebuie înscrise după dimensiunea nominală
• Stabilirea toleranţele generale . Acestea se determină prin calcul, în funcţie de abaterile limită generale stabilite, conform relaţiilor de definiţie ale toleranţelor în funcţie de abaterile limită, respectiv:
EIEST D −= sau TD = As – Ai, pentru dimensiuni asociate alezajelor, şi (3.25)
eiesT d −= sau Td = as – ai, pentru dimensiuni asociate arborilor. (3.26)

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
9
III. Stabilirea valorilor abaterilor limită ale dimensiunilor liniare Conform S-ISO-TA-DL (SR EN 22 768 - 1:1995), metodologia stabilirii valorilor abaterilor limită se diferenţiază în funcţie de tipul toleranţelor pe baza cărora se determină precizia dimensiunilor liniare:
− Toleranţe individuale, denumite toleranţe fundamentale; − Toleranţe generale.
a. Stabilirea valorilor abaterilor limită ale dimensiunilor liniare pe baza toleranţelor individuale sau fundamentale Pentru stabilirea valorilor abaterilor limită individuale pe baza toleranţelor fundamentale, S-ISO-TA-DL (SR EN 22 768 - 1:1995), precizează şi standardizează următoarele mărimi, definiţiile şi valori standardizate.
1. Abaterile limită fundamentale, simbolurile şi valorile standardizate ale acestora; 2. Clasa de toleranţe; 3. Dimensiunea tolerată; 4. Selecţia câmpurilor de toleranţe sau a claselor de toleranţe preferenţiale.
1. Definirea, calculul şi standardizarea valorilor abaterilor limită fundamentale care sunt în funcţie de dimensiunile nominale şi nu variază în funcţie de treptele de toleranţe. Abaterea fundamentală se defineşte ca “acea abatere care defineşte poziţia câmpului de toleranţă în raport cu linia zero”, şi anume: “prin convenţie acea abatere care defineşte abaterea limită cea mai apropiată de linia zero”.
1.1. Abateri fundamentale pentru dimensiuni liniare asociate arborilor. Sunt standardizate 28 de poziţii ale toleranţelor şi de abateri fundamentale, simbolizate cu una sau două litere mici, respectiv: a, b, c, cd, d, e, ef, f, fg, g, h, j, js, k, m, n, p, r, s, t, u, v, x, y, z, za, zb şi zc, reprezentate în figura 3.4.
(-)
Aba
teri
fun
dam
enta
le
(
+)
af =
es
< 0
af =
ei
> 0
Figura 3.4. Reprezentarea abaterilor fundamentale ale dimensiunilor arborilor
− Pentru poziţiile a, b,…, h şi j abaterea fundamentală, af, este abaterea superioară,
esaa sf == , fiind negativă (-). Pe baza relaţiei de definiţie a toleranţei,
ifd aaeiesITT −=−== , abaterea inferioară rezultă:
0ITaei f <−= sau 0Tdaa fi <−= . (3.27)
− Pentru poziţia js, care determină o distribuţie simetrică a toleranţei, nu există abatere fundamentală, cele două abateri limită sunt egale în valoare absolută, respectiv (fig. 3.4):
2ITeies == sau 2Taa dis == . (3.28)
− Pentru poziţiile k, m, n,…, zc, abaterea fundamentală, af, este abaterea inferioară, af = ei = ai
fiind pozitivă (+). Pe baza relaţiei de definiţie a toleranţei, abaterea superioară rezultă : 0ITaes f >+= sau 0Taa f ds >+= . (3.29)
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
10
1.2. Abateri fundamentale pentru dimensiuni liniare asociate alezajelor. Sunt standardizate 28 de poziţii ale toleranţelor şi de abateri fundamentale, simbolizate cu una sau două litere mari, respectiv: A, B, C, CD, D, E, EF, F, FG, G, H, J, JS, K, M, N, P, R, S, T, U, V, X, Y, Z, ZA, ZB ŞI ZC
(-)
Aba
teri
fun
dam
enta
le
(+
)
Af
= E
I >
0
Af
= E
S <
0
Figura 3.5. Reprezentarea abaterilor fundamentale ale dimensiunilor alezajelor
− Pentru poziţiile A, B,…, H şi J abaterea fundamentală, Af, este abaterea inferioară, Af =Ai = EI, pozitivă (+). Pe baza definiţiei toleranţei, TD = IT = ES - EI = ES - Af, abaterea superioară rezultă:
ES = Af + IT > 0 sau As = Af + TD > 0. (3.30)
− Pentru poziţia JS, care determină o distribuţie simetrică a toleranţei, nu există abatere fundamentală, cele două abateri limită sunt egale în valoare absolută, respectiv (fig. 3.5):
2ITEIES == sau 2TAA Dis == . (3.31)
− Pentru poziţiile K, M, N,…, ZC, abaterea fundamentală, Af, este abaterea superioară, Af = As =
ES, fiind negativă (-). Pe baza relaţiei de definiţie a toleranţei, abaterea inferioară rezultă (fig. 3.5): ES = Af - IT < 0 sau Ai = Af - TD < 0. (3.32)
Valorile standardizate ale abaterilor fundamentale pentru dimensiuni liniare asociate arborilor şi alezajelor, sunt prezentate în SR EN 20 286-1/1997 [45].
2. Definirea termenului “clasă de toleranţe”, ca: “termen folosit pentru a desemna o combinaţie dintre o abatere fundamentală şi o treaptă de toleranţe”. O clasă de toleranţe se indică prin simbolul abaterii fundamentale urmat de un număr care reprezintă treapta de toleranţe standardizată (literele IT se omit). Exemple: − A11, B11, C11, D10, E9, F8, G7, H7, JS7, K7, M7, P7, R7, S7, T7 – ptr. dimensiuni asociate alezajelor; − a11, b11, c11, d9, e8, f7, g6, h6, js6, k6, m6, n6, p6, r6, s6, t6 – ptr. dimensiuni asociate arborilor.
3. Definirea termenului “dimensiune tolerată” , ca: “ansamblul format din dimensiunea nominală urmată de simbolul clasei de toleranţe cerute sau de valorile abaterilor limită”. Exemple: • Dimensiuni tolerate pe baza clasei de toleranţe
− 125A11, 6040H7, 100JS7,…, 50S7 - pentru dimensiuni asociate alezajelor; − 60f7, 25g6, 40h6,…, 80s6 - pentru dimensiuni asociate arborilor.
• Dimensiuni tolerate pe baza abaterilor limită
60 04,002,0
++ , 40 25,0
0+ , 100± 0,06, 50 0
02,0− , 140 03,006,0
−− etc.
Cunoaşterea dimensiunii tolerate pe baza clasei de toleranţe permite stabilirea tuturor mărimilor care determină precizia prescrisă a unei dimensiuni liniare, respectiv, în ordine: − Stabilirea toleranţei fundamentale, pe baza cunoaşterii dimensiunii nominale şi a treptei de precizie; − Stabilirea celor două abateri limită, pe baza cunoaşterii abaterii fundamentale şi a toleranţei fundamentale; − Calculul dimensiunilor limită, pe baza cunoaşterii dimensiunii nominale şi a abaterilor limită.

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
11
4. Precizarea selecţiei câmpurilor de toleranţe sau a claselor de toleranţe preferenţiale, este realizată, conform SR ISO 1829, „pentru a evita o multiplicare inutilă a sculelor şi a instrumentelor de măsurat şi de a îndruma utilizatorul spre câmpurile de toleranţe preferenţiale utilizate la constituirea ajustajelor” [48]. Astfel, câmpurile de toleranţe sau clasele de toleranţe trebuie alese dintre cele recomandate-pentru arbori, şi -pentru alezaje, şi prima alegere trebuie să fie de preferinţă dintre cele ale căror simboluri sunt încadrate.
g5 h5 js5 k5 m5 n5 p5 r5 s5 t5
f6 g6 h6 js6 k6 m6 n6 p6 r6 s6 t6
e7 f7 h7 js7 k7 m7 n7 p7 r7 s7 t7 u7
d8 e8 f8 h8
d9 e9 h9
d10
a11 b11 c11 h11
Figura 3.6. Selecţia câmpurilor de toleranţe pentru arbori G6 H6 JS6 K6 M6 N6 P6 R6 S6 T6
F7 G7 H7 JS7 K7 M7 N7 P7 R7 S7 T7
E8 F8 H8 JS8 K8 M8 N8 P8 R8
D9 E9 F9 H9
D10 E10 H10
D11 H11
A11 B11 C11
Figura 3.7. Selecţia câmpurilor de toleranţe pentru alezaje
Precizare . Standardul SR ISO 1829 recomandă ca: „alezajul fiind partea cea mai dificilă a fabricaţiei i se alocă adesea o toleranţă cu o treaptă mai grosieră decât cea a arborelui, exemplu H8 - f7” [48].
b. Stabilirea valorilor abaterilor limită ale dimensiunilor liniare pe baza toleranţelor generale Conform SR EN 22768-1/1995, ISO 2768-1, abaterile limită ale dimensiunilor liniare determinate pe baza toleranţelor generale prezintă următoarele particularităţi [47]:
1. Valorile abaterilor limită sunt în funcţie de domeniul de dimensiuni şi de precizie, prin clasa de toleranţe: − Fină – f; − Mijlocie – m; − Grosieră – c; − Grosolană – v.
2. Nu se definesc mai multe abateri fundamentale, toleranţa generală având o singură poziţie faţă de linia zero şi anume simetrică faţă de aceasta. Cele două abateri limită generale sunt egale în valoare absolută, respectiv: • ES = | EI | = TD/2 sau iS AA = = TD/2, pentru dimensiuni liniare asociate alezajelor, şi
• es = | ei | = Td/2 sau is aa = = Td/2, pentru dimensiuni liniare asociate arborilor.
IV. Stabilirea dimensiunilor limită ale dimensiunilor liniare Dimensiunile l imită se determină prin calcul în funcţie de dimensiunile nominale şi abaterile limită:
1 . Calculul dimensiunilor l imită maxime Dmax = Dnom + ES sau Dmax = Dnom + As, pentru dimensiuni asociate alezajelor, şi (3.33)
esdd nommax += sau add snommax += , pentru dimensiuni asociate arborilor. (3.34)
2. Calculul dimensiunilor l imită minime
Dmin = Dnom + EI sau Dmin = Dnom + Ai, pentru dimensiuni asociate alezajelor, şi (3.35)
eidd nommin += sau add inommin += , pentru dimensiuni asociate arborilor. (3.36)
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
12
B. Înscrierea în desene a preciziei dimensiunilor liniare
Principalul criteriu de înscriere a precizie i dimensiunilor liniare în desene este tipul toleranţelor pe baza cărora se determină mărimile care se înscriu în desene, respectiv:
1. Toleranţe individuale - fundamentale; 2. Toleranţe generale.
a. Înscrierea preciziei dimensiunilor liniare în desene pe baza toleranţelor individuale Conform STAS 6265-1982 înscrierea preciziei dimensiunilor liniare în desene, pe baza toleranţelor individuale sau fundamentale, se poate face în cinci moduri, după cum urmează [49].
1. Prin înscrierea “dimensiunii tolerate pe baza valorilor abaterilor limită” - mod recomandat a fi utilizat în desenele de execuţie ale pieselor
Figura. 3.8. Înscrierea preciziei dimensiunilor liniare prin indicarea dimensiunii tolerate, pe baza abaterilor limită
2. Prin înscrierea “dimensiunii tolerate pe baza clasei de toleranţe” - mod recomandat a fi utilizat în desenele de ansamblu şi, mai rar, în desenele de execuţie ale pieselor
Figura. 3.9. Înscrierea preciziei dimensiunilor liniare prin indicarea dimensiunii tolerate pe baza clasei de toleranţe
3. Prin înscrierea clasei de toleranţe şi a abaterilor limită - mod care se recomandă să se utilizeze, atunci când este necesar, atât în desenele de ansamblu cât şi în desenele de execuţie
Figura 3.10. Înscrierea preciziei dimensiunilor liniare prin indicarea clasei de toleranţe şi a abaterilor limită
4. Prin înscrierea ambelor dimensiuni limită - mod utilizat în unele desene de execuţie ale pieselor
Figura 3.11. Înscrierea preciziei dimensiunilor liniare prin indicarea ambelor dimensiuni limită
5. Prin înscrierea unei singure dimensiuni limită - mod utilizat în unele desene de execuţie ale pieselor
Figura 3.12. Înscrierea preciziei dimensiunilor liniare prin indicarea unei singure dimensiuni limită
b. Înscrierea preciziei dimensiunilor liniare în desene pe baza toleranţelor generale Conform standardului SR EN 22 768-1:1995, ISO 2768:1993, înscrierea preciziei dimensiunilor liniare în desene pe baza toleranţelor generale se face prin înscrierea deasupra indicatorului a următoarelor date: 1. Înscrierea bazei de prescriere a preciziei şi a standardului corespunzător, respectiv: “Toleranţe generale ISO
2768”; 2. Înscrierea clasei de toleranţe, după caz, f - fină, m - mijlocie, c - grosieră sau v - grosolană, respectiv.
Exemplu: “Toleranţe generale, ISO 2768 - m”.
100 ± 0,5 + 0,2 100 0
0 100 - 0,20
100,3 99,9
30 f 7 φ 100 K8
Ø 12 H7/h6
- 0,020 30 f7 ( - 0,041 ) + 0,009 φ 60 K7 (- 0,021 )
+ 0,041 30 F7 ( + 0,020 )0 30 h6 ( - 0,013 )

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
13
3 . 3 . P R E S C R I E R E A P R E C I Z I E I D I M E N S I U N I L O R U N G H I U L A R E
• Mărimile caracteristice suprafeţelor înclinate Conform STAS 2.285/2-81 - “Unghiuri normale - Unghiuri de prisme şi înclinări” principalele mărimi sunt:
1. Prisma; 2. Unghiul prismei, β; 3. Prisma multiplă; 4. Muchia prismei; 5. Planul bisector al prismei, EM; 6. Înălţimea prismei, H, h; 7. Grosimea prismei; 8. Înclinarea prismei, S; 9. Panta prismei, pC .
1. Prismă: “partea dintr-o piesă limitată de două plane secante, E1 şi E2, numite suprafeţele prismei” (fig. 3.13).
Fig. 3.13. Reprezentarea prismei Fig. 3.14. Reprezentarea unghiului prismei
2. Unghiul prismei, β: “unghiul sub care se intersectează două suprafeţe E1 şi E2 ale prismei”, (fig. 3.13 şi fig. 3.14).
Fig. 3.15. Reprezentarea prismei multiple Fig. 3.16. Reprezentarea piramidei
Fig. 3.17. Reprezentarea planului bisector Fig. 3.18. Reprezentarea unghiului prismei
3. Prismă multiplă: “partea dintr-o prismă limitată de mai multe perechi de plane secante”, E1 - E2 şi P1 - P2 (fig. 3.13).
4. Muchia prismei : “intersecţia virtuală sau reală a două suprafeţe ale prismei” (fig. 3.14). 5. Planul bisector al prismei, ME : “planul care trece prin muchia prismei şi împarte unghiul prismei, β, în două
părţi egale” (fig. 3.15 şi fig. 3.16).
6. Înă lţ imea prismei , H, h: “înălţimea măsurată într-o secţiune dată, paralelă cu muchia prismei şi perpendiculară pe una din suprafeţele prismei” (fig. 3.13 şi fig. 3.14).
7. Grosimea prismei : “grosimea măsurată într-o secţiune dată, paralelă cu muchia prismei şi perpendiculară pe planul bisector al prismei”.
8. Înclinarea prismei , S: “raportul între diferenţa înălţimilor H şi h, măsurate în două secţiuni ale prismei, şi distanţa L între secţiunile respective” (fig. 3.13 şi fig. 3.14), respectiv
βtgL
hHS =
−= . (3.37)
9. Panta prismei , pC : “raportul între diferenţa grosimilor T şi t, măsurate în două secţiuni ale prismei, şi
distanţa L între secţiunile respective”:
2ctg
2
1:1
2tg2
L
tTC p
ββ⋅=⋅=
−= . (3.38)
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
14
A. Stabilirea valorilor mărimilor care determină precizia prescrisă a dimensiunilor unghiulare
I. Stabilirea valorilor dimensiunilor unghiulare nominale
Valorile dimensiunilor unghiulare nominale se determină prin calcul sau pe considerente constructive, pe baza rolului funcţional al suprafeţelor cărora le sunt asociate şi se rotunjesc la valori standardizate, conform STAS 2.285/2 – 1981, existând:
1. Unghiuri de uz general; 2. Unghiuri de uz special.
Unghiuri de prisme şi înclinări de uz general Tabelul 3.12
Valori nominale Valori calculate Unghiul prismei
Şirul 1 Şirul 2 β β/2 β β/2
Înclinarea prismei
S
Panta prismei
Cp
Înclinarea prismei
S
Unghiul prismei
β
120o 60o - - - 1:0,288675 - - 90o 45o - - - 1:0,500000 - -
- - 75o 37o30’ - 1:0,651613 1:0,267492 - 60o 30o - - - 1:0,866025 1:0,577350 - 45o 22o30’ - - - 1:1,207107 1:1,000000 -
- - 40o 20o - 1:1,373739 1:1,191754 - 30o 15o - - - 1:1,866025 1:732051 - 20o 10o - - - 1:2,835641 1:2,747477 - 15o 7o30’ - - - 1:3,797877 1:3,732051 -
- - 10o 5o - 1:5,715026 1:5,671282 - - - 8o 4o - 1:7,150335 1:7,115370 - - - 7o 3o30’ - 1:8,174928 1:8,144346 - - - 6o 3o - 1:9,540568 1:9,514365 - - - - - 1:10 - - 5o42’38,1”
5o 2o30’ - - - 1:11.451883 1:11,430052 - - - 4o 2o - 1:14,318127 1:14,300666 - - - 3o 1o30’ - 1:19,094230 1:19,081137 - - - - - 1:20 - - 2o51’44,7” - - 2o 1o - 1:28,644981 1:28,636253 - - - - - 1;50 - - 1o8’44,7” - - 1o 30’ - 1:57,294325 1:57,289962 - - - - - 1:100 - - 34’22,6” - - 30’ 15’ - 1:114,590832 1:114,588650 - - - - - 1:200 - - 17’11,3” - - - - 1:500 - - 6’52,5”
Unghiuri de prisme şi înclinări de uz special Tabelul 3.13
Valori nominale Valori calculate
Unghiul prismei
β β/2
Panta prismei Cp
Înclinarea prismei S
Utilizare
108o 54o 1:0,363271 - Prismă în V (fig. 3.24)
50o 25o 1:0,072253 1:0,839100 Prismă coadă de rândunică (fig. 3.25)
Notă. Şirurile 1 şi 2 din tabelul 3.12 vor fi utilizate în această ordine de preferinţă. Valorile specificate în tabelul 3.13 vor fi utilizate pentru cazurile precizate în tabel.

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
15
II. Stabilirea valorilor toleranţelor dimensiunilor unghiulare
• Factorii care determină valorile toleranţelor dimensiunilor unghiulare, atât individuale cât şi generale, sunt:
1. Lungimea laturii mai mici a unghiului, L, cu creşterea căreia toleranţa dimensiunii unghiulare scade, deoarece cu creşterea laturii L unghiul se execută mai uşor (fig. 3.17);
Figura 3.19. Reprezentarea lungimii laturii mai mici a unghiului, L 2. Precizia dimensiunii, determinată de rolul funcţional al suprafeţelor cărora li se asociază dimensiunea
respectivă, cu creşterea căreia valoarea toleranţei dimensiunii unghiulare scade.
Metodologia stabilirii valorilor toleranţelor dimensiunilor unghiulare se diferenţiază distinct în funcţie de tipul toleranţelor, respectiv: − Toleranţe individuale; − Toleranţe generale.
a. Stabilirea valorilor toleranţelor individuale ale dimensiunilor unghiulare • Valorile toleranţelor individuale se stabilesc conform STAS 7030-1966 • Pentru materializarea dependenţei valorilor toleranţelor individuale de cei doi factori, în STAS
7030-1966 se precizează următoarele 4 aspecte.
1. Precizarea unei “game dimensionale pentru lungimea laturii mai mici a unghiului”, L, în limitele 0 - 2000 mm.
2. Stabilirea unui număr de 15 “intervale de dimensiuni nominale”, asociate gamei dimensionale 0-2000 mm, în care se încadrează o dimensiune dată, pentru a exprima dependenţa toleranţelor individuale de dimensiunea L şi pentru limitarea numărului de toleranţe care pot fi utilizate (vezi tabelul 3.14).
3. Stabilirea unui număr de 10 clase de precizie, respectiv 1, 2, 3, ...10, în ordinea descrescătoare a preciziei, pentru a exprima dependenţa valorilor toleranţelor individuale de precizie şi pentru limita şi din punct de vedere al preciziei numărul de toleranţe care se utilizează (vezi tabelul 3.14).
4. Stabilirea valorilor standardizate ale toleranţelor individuale. conform STAS 7030-1966, tabelul 1 [51]. Valorile toleranţelor individuale pentru dimensiuni unghiulare Tabelul 3.14
C l a s e l e d e p r e c i z i e 1 2 3 4 5 6 7 8 9 10
Lungimea laturii mai mici a unghiului L,
mm δ/2 jumătate din toleranţa la dimensiunile unghiulare şi la dimensiunile conurilor
Până la 3 40” 1’ 1’30” 2’3” 4’ 6’ 10’ 25’ 1o 2o30’Peste 3 până la 5 40” 50” 1’15” 2’ 3’ 5’ 8’ 20’ 50’ 2o Peste 5 până la 8 25” 40” 1’ 1’30” 2’30” 4’ 6’ 15’ 40’ 1o30’Peste 8 până la 12 20” 30” 50” 1’15” 2’ 3’ 5’ 12’ 30’ 1o15’Peste 12 până la 20 15” 25” 40” 1’ 1’30” 2’30” 4’ 10’ 25’ 1o
Peste 20 până la 32 12” 20” 30” 50” 1’15” 2’ 3’ 8’ 20’ 50’ Peste 32 până la 50 10” 15” 25” 40” 1’ 1’30” 2’30” 6’ 15’ 40’ Peste 50 până la 80 8” 12” 20” 30” 50” 1’15” 2’ 5’ 12’ 30’ Peste 80 până la 120 6” 10” 15” 25” 40” 1’ 1’30” 4’ 10’ 25’ Peste 120 până la 200 5” 8” 12” 20” 30” 50” 1’15” 3’ 8’ 20’ Peste 200 până la 32 4” 6” 10” 15” 25” 40” 1’ 2’30” 6’ 15’ Peste 320 până la 500 3” 5” 8” 12” 20” 30” 50” 2’ 5’ 12’ Peste 500 până la 800 3” 4” 6” 10” 15” 25” 40” 1’30” 4’ 10’ Peste 800 până la 1250 2” 3” 5” 8” 12” 20” 30” 1’15” 3’ 8’ Peste 1250 până la 2000 2” 3” 4” 6” 10” 15” 25” 1’ 2’30” 6’
L
d
L
D
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
16
b. Stabilirea valorilor toleranţelor generale ale dimensiunilor unghiulare
Valorile toleranţelor generale se stabilesc pe baza standardului SR EN 22.768 - 1:1995
Pentru materializarea dependenţei valorile toleranţelor generale de cei doi factori, în SR EN 22768 - 1:1995 se precizează următoarele 3 aspecte.
1. Cuantificarea preciziei prin definirea unui număr de “4 clase de toleranţe”, pentru a exprima dependenţa toleranţelor generale de precizie, denumite şi simbolizate, în ordine descrescătoare a preciziei sau a creşterii toleranţelor (vezi tabelul 3.15):
− Fină, simbol “f”; − Mijlocie, simbol “m”; − Grosieră, simbol “c”; − Grosolană, simbol, “v”.
2. Precizarea unui număr de “5 domenii de lungimi a celei mai scurte laturi a unghiului”, în limitele 0 - 400 mm, pentru a evidenţia dependenţa toleranţelor generale de lungimea laturii L (vezi tabelul 3.15).
3. Precizarea valorilor standardizate ale abaterilor limită generale, care se stabilesc, conform tabelului 3.15, în funcţie de cei doi factori menţionaţi, respectiv:
− Clasa de toleranţe, respectiv f, m, c sau v; − Domeniul de dimensiuni nominale, în care se încadrează dimensiunea considerată L. Abateri limită pentru dimensiuni unghiulare Tabelul 3.15
Clasa de toleranţă Abateri limită pentru domeniul de lungimi în milimetri a celei mai
scurte laturi a unghiului considerat, L [mm]
Simbol Descriere Până la 10 Peste 10
până la 50 Peste 50
până la 120 Peste 120
până la 400 Peste 400
f fină m mijlocie
± 1o ± 0o 30’ ± 0o 20’ ± 0o 10’ ± 0o 05’
c grosieră ± 1o 30’ ± 1o ± 0o 30’ ± 0o 15’ ± 0o 10’ v grosolană ± 3o ± 2o ± 1o ± 0o 30’ ± 0o 20’
• Stabilirea toleranţelor generale se face prin calcul pe baza relaţiilor de definiţie ale toleranţelor în funcţie de abaterile limită, respectiv:
AAT isD −= , pentru dimensiuni asociate alezajelor, şi (3.39)
aaT isd −= , pentru dimensiuni asociate arborilor. (3.40)

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
17
III. Stabilirea valorilor abaterilor limită ale dimensiunilor unghiulare
Metodologia stabilirii valorilor abaterilor limită se diferenţiază distinct în funcţie de tipul toleranţelor pe baza cărora se determină precizia dimensiunilor unghiulare, respectiv: − Toleranţe individuale; − Toleranţe generale.
a. Stabilirea valorilor abaterilor limită pe baza toleranţelor individuale Valorile abaterilor l imită ale dimensiunilor unghiulare, stabilite pe baza toleranţelor individuale, se determină conform precizărilor cuprinse în standardul STAS 7.030 - 1966, prezentate în continuare [51].
1. Toleranţele individuale ale dimensiunilor unghiulare pot avea 3 poziţii faţă de linia zero, respectiv (fig. 3.18).
Fig. 3.20. Poziţiile toleranţelor individuale ale dimensiunilor unghiulare faţă de linia zero:
• Poziţia 1: toleranţa amplasată asimetric în plus, când abaterile limită au valorile” (fig. 3.20a): − 0TA Ds >= şi 0AA fi == , pentru dimensiuni asociate alezajelor;
− 0Ta ds >= şi 0aa fi == , pentru dimensiuni asociate arborilor.
• Poziţia 2: toleranţa amplasată simetric, când abaterile limită au valorile (fig. 3.20b): − As = ⎟Ai⎟ = TD/2, pentru dimensiuni asociate alezajelor;
− as = ⎟ai ⎟ = Td/2, pentru dimensiuni asociate arborilor.
• Poziţia 3: toleranţa amplasată asimetric în minus, când abaterile limită au valorile (fig. 3.20c) − As = 0 şi Ai = - TD < 0, pentru dimensiuni asociate alezajelor;
− as = 0 şi ai = - Td < 0, pentru dimensiuni asociate arborilor. 2. Amplasarea asimetrică, cazurile a şi c, precum şi cazul în care cele două abateri limită au semne
diferite dar sunt neegale în valoare absolută, se recomandă să se utilizeze numai în cazuri speciale (fig. 3.27 a şi c).
b. Stabilirea valorilor abaterilor limită pe baza toleranţelor generale Stabilirea valorilor abaterilor limită ale dimensiunilor unghiulare pe baza toleranţelor generale se face prin alegere din SR EN 22.768-1/1995 , ISO 2768-1, având următoarele particularităţi: 1. Valorile abaterilor limită generale sunt în funcţie de precizie, prin clasa de toleranţe, respectiv fină -
f, mijlocie - m, grosieră - c sau grosolană - v, şi de dimensiunea nominală, prin domeniul de dimensiuni.
2. Nu se definesc mai multe abateri fundamentale, toleranţa generală având o singură poziţie faţă de linia zero, şi anume simetrică faţă de aceasta, cele două abateri fiind egale în valoare absolută, respectiv: • As = ⏐Ai⏐, pentru dimensiuni unghiulare asociate alezajelor; • as =⏐ ai ⏐, pentru dimensiuni unghiulare asociate arborilor.
IV. Stabilirea dimensiunilor limită ale dimensiunilor unghiulare
Dimensiunilor limită se determină prin calcul, în funcţie de dimensiunilor nominale şi de abaterilor limită. 1 . Calculul dimensiunilor l imită maxime
snommax ADD += , pentru dimensiuni asociate alezajelor, şi (3.41)
snommax add += , pentru dimensiuni asociate arborilor. (3.42)
2. Calculul dimensiunilor l imită minime
inommin ADD += , pentru dimensiuni asociate alezajelor, şi (3.43)
inommin add += , pentru dimensiuni asociate arborilor. (3.44)
a
b
c
As =TD sau as= Td As=TD/2 sau as=Td/2
Ai sau ai = -T/2
Ai=-TD sau ai=-Td
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 3. Prescrierea preciziei dimensiunilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
18
B. Înscrierea în desene a preciziei dimensiunilor unghiulare
Principalul criteriu de înscriere în desene a preciziei dimensiunilor unghiulare este tipul toleranţelor pe baza cărora se determină mărimile care se înscriu în desene, respectiv:
1. Toleranţe individuale; 2. Toleranţe generale.
a. Înscrierea preciziei dimensiunilor unghiulare în desene pe baza
toleranţelor individuale
Conform STAS 6.265-1982 înscrierea preciziei dimensiunilor unghiulare în desene pe baza toleranţelor individuale se poate face în două moduri, după cum urmează [49].
1. Prin înscrierea “dimensiunii nominale şi a valorilor abaterilor limită” - mod recomandat a fi utilizat în desenele de execuţie ale pieselor, conform reprezentării din figura 3.21, a şi b.
a b c
Figura 3.21. Înscrierea preciziei dimensiunilor unghiulare în desene pe baza toleranţelor individuale
2. Prin înscrierea “unei singure dimensiuni limită” - mod recomandat a fi utilizat în unele desene de execuţie
ale pieselor, corespunzător reprezentării din figura 3.21 c.
b. Înscrierea preciziei dimensiunilor unghiulare în desene pe baza toleranţelor generale
Conform standardului SR EN 22.768-1: 1995, ISO 2768/1-93, înscrierea preciziei dimensiunilor unghiulare în desene pe baza toleranţelor generale se face prin indicarea în desene a următoarelor date [47]:
1. Înscrierea bazei de prescriere a preciziei şi a standardului corespunzător, respectiv: “Toleranţe generale ISO 2.768”;
2. Înscrierea clasei de toleranţe, după caz, f - fină, m - mijlocie, c - grosieră sau v - grosolană, conform standardului respectiv.
Exemplu: “Toleranţe generale, ISO 2768 - v”.
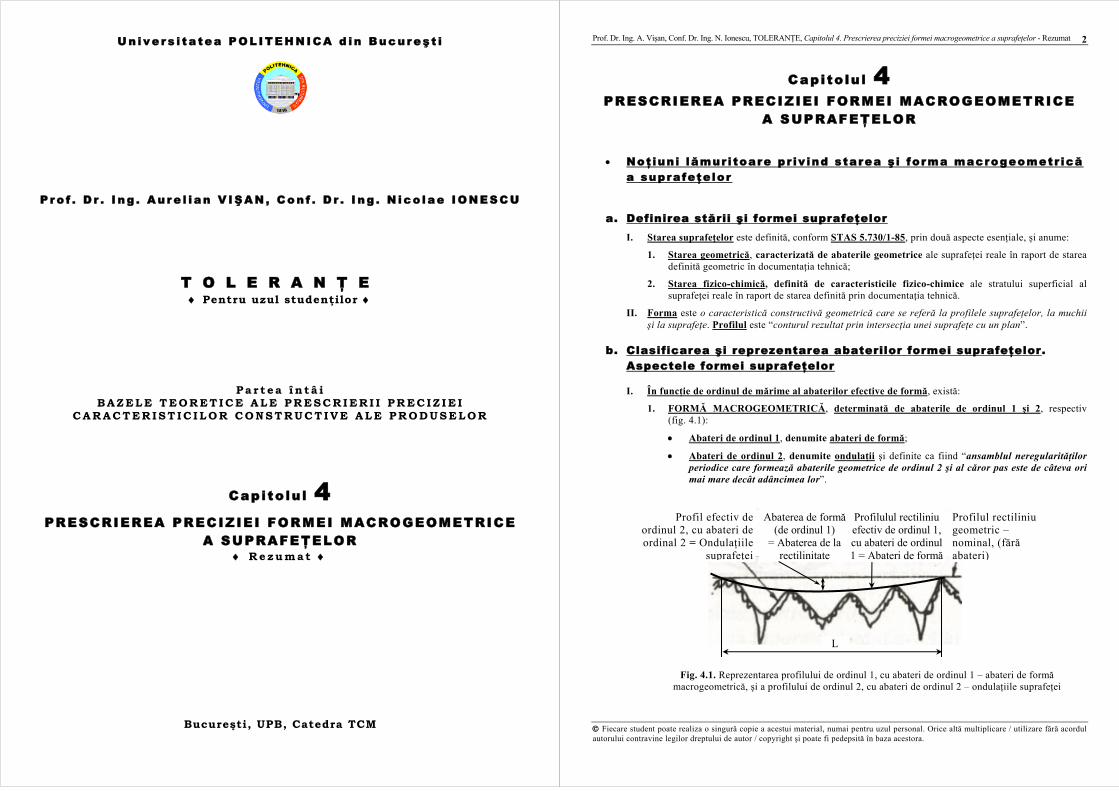
U n i v e r s i t a t e a P O L I T E H N I C A d i n B u c u r eş t i
P r o f . D r . I n g . A u r e l i a n V IŞA N , C o n f . D r . I n g . N i c o l a e I O N E S C U
T O L E R A N Ţ E ♦ Pentru uzul studenţilor ♦
Pa r t ea î n t â i BAZELE TEORETICE ALE PRESCRIERI I PRECIZ IE I
CARACTERIST IC ILOR CONSTRUCTIVE ALE PRODUSELOR
Capi to lu l 4
PRESCRIEREA PRECIZIEI FORMEI MACROGEOMETRICE A SUPRAFEŢELOR
♦ Rezumat ♦
Bucureşti, UPB, Catedra TCM
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 4. Prescrierea preciziei formei macrogeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
2
Capi to lu l 4
PRESCRIEREA PRECIZIEI FORMEI MACROGEOMETRICE A SUPRAFEŢELOR
• No ţ iun i lămuritoare pr iv ind starea ş i forma macrogeometr ică a suprafe ţelor
a. Definirea stării şi formei suprafeţelor I. Starea suprafeţelor este definită, conform STAS 5.730/1-85, prin două aspecte esenţiale, şi anume:
1. Starea geometrică, caracterizată de abaterile geometrice ale suprafeţei reale în raport de starea definită geometric în documentaţia tehnică;
2. Starea fizico-chimică, definită de caracteristicile fizico-chimice ale stratului superficial al suprafeţei reale în raport de starea definită prin documentaţia tehnică.
II. Forma este o caracteristică constructivă geometrică care se referă la profilele suprafeţelor, la muchii şi la suprafeţe. Profilul este “conturul rezultat prin intersecţia unei suprafeţe cu un plan”.
b. Clasificarea şi reprezentarea abaterilor formei suprafeţelor.
Aspectele formei suprafeţelor
I. În funcţie de ordinul de mărime al abaterilor efective de formă, există:
1. FORMĂ MACROGEOMETRICĂ, determinată de abaterile de ordinul 1 şi 2, respectiv (fig. 4.1):
• Abateri de ordinul 1, denumite abateri de formă;
• Abateri de ordinul 2, denumite ondulaţii şi definite ca fiind “ansamblul neregularităţilor periodice care formează abaterile geometrice de ordinul 2 şi al căror pas este de câteva ori mai mare decât adâncimea lor”.
Profil efectiv de ordinul 2, cu abateri de ordinal 2 = Ondulaţiile
suprafeţei
Profilulul rectiliniu efectiv de ordinul 1, cu abateri de ordinul 1 = Abateri de formă
Profilul rectiliniu geometric – nominal, (fără abateri)
Abaterea de formă (de ordinul 1)
= Abaterea de la rectilinitate
L
Fig. 4.1. Reprezentarea profilului de ordinul 1, cu abateri de ordinul 1 – abateri de formă
macrogeometrică, şi a profilului de ordinul 2, cu abateri de ordinul 2 – ondulaţiile suprafeţei
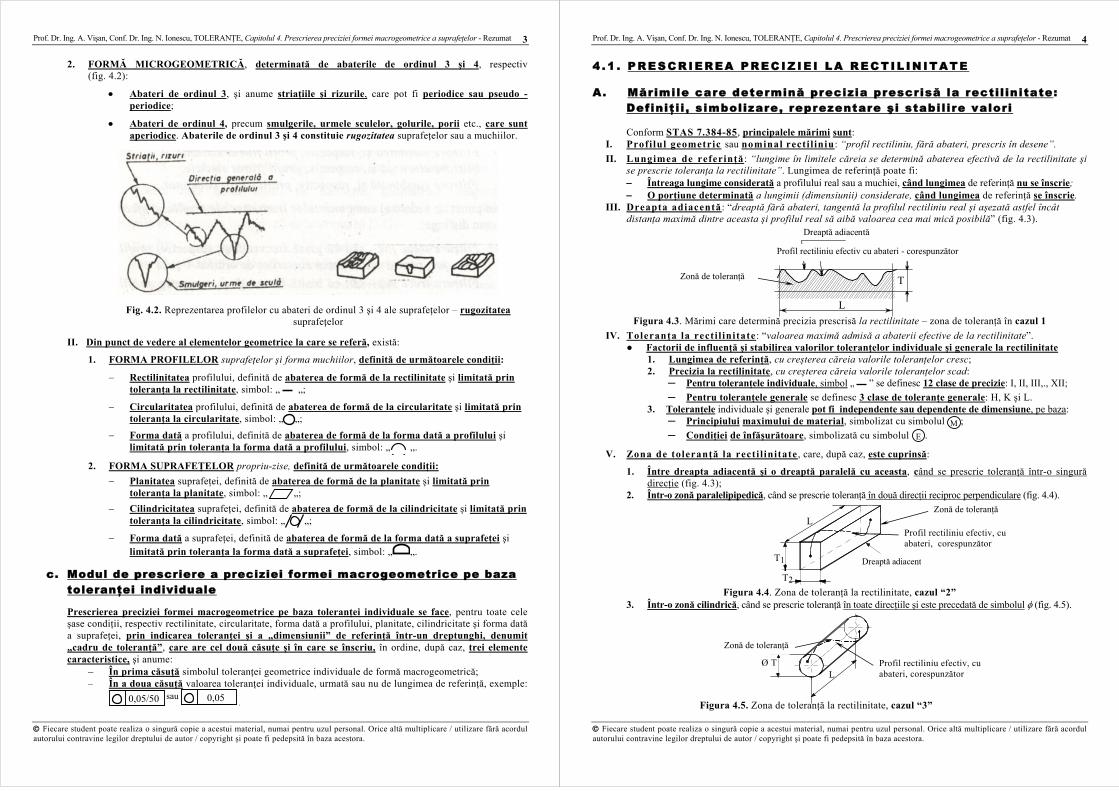
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 4. Prescrierea preciziei formei macrogeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
3
2. FORMĂ MICROGEOMETRICĂ, determinată de abaterile de ordinul 3 şi 4, respectiv (fig. 4.2):
• Abateri de ordinul 3, şi anume striaţiile şi rizurile, care pot fi periodice sau pseudo - periodice;
• Abateri de ordinul 4, precum smulgerile, urmele sculelor, golurile, porii etc., care sunt aperiodice. Abaterile de ordinul 3 şi 4 constituie rugozitatea suprafeţelor sau a muchiilor.
Fig. 4.2. Reprezentarea profilelor cu abateri de ordinul 3 şi 4 ale suprafeţelor – rugozitatea suprafeţelor
II. Din punct de vedere al elementelor geometrice la care se referă, există:
1. FORMA PROFILELOR suprafeţelor şi forma muchiilor, definită de următoarele condiţii:
− Rectilinitatea profilului, definită de abaterea de formă de la rectilinitate şi limitată prin toleranţa la rectilinitate, simbol: „ „;
− Circularitatea profilului, definită de abaterea de formă de la circularitate şi limitată prin toleranţa la circularitate, simbol: „ „;
− Forma dată a profilului, definită de abaterea de formă de la forma dată a profilului şi limitată prin toleranţa la forma dată a profilului, simbol: „ „.
2. FORMA SUPRAFEŢELOR propriu-zise, definită de următoarele condiţii:
− Planitatea suprafeţei, definită de abaterea de formă de la planitate şi limitată prin toleranţa la planitate, simbol: „ „;
− Cilindricitatea suprafeţei, definită de abaterea de formă de la cilindricitate şi limitată prin toleranţa la cilindricitate, simbol: „ „;
− Forma dată a suprafeţei, definită de abaterea de formă de la forma dată a suprafeţei şi limitată prin toleranţa la forma dată a suprafeţei, simbol: „ „.
c. Modul de prescriere a preciziei formei macrogeometrice pe baza toleranţei individuale
Prescrierea preciziei formei macrogeometrice pe baza toleranţei individuale se face, pentru toate cele şase condiţii, respectiv rectilinitate, circularitate, forma dată a profilului, planitate, cilindricitate şi forma dată a suprafeţei, prin indicarea toleranţei şi a „dimensiunii” de referinţă într-un dreptunghi, denumit „cadru de toleranţă”, care are cel două căsuţe şi în care se înscriu, în ordine, după caz, trei elemente caracteristice, şi anume:
− În prima căsuţă simbolul toleranţei geometrice individuale de formă macrogeometrică; − În a doua căsuţă valoarea toleranţei individuale, urmată sau nu de lungimea de referinţă, exemple:
0,05/50 sau 0,05 .
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 4. Prescrierea preciziei formei macrogeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
4
4 . 1 . P R E S C R I E R E A P R E C I Z I E I L A R E C T I L I N I T A T E
A. Măr imile care determină precizia prescrisă la recti l initate: Definiţ i i , simbolizare, reprezentare ş i stabil ire valori
Conform STAS 7.384-85, principalele mărimi sunt:
I. Profilul geometric sau nominal recti l iniu : “profil rectiliniu, fără abateri, prescris în desene”.
II. Lungimea de referinţă : “lungime în limitele căreia se determină abaterea efectivă de la rectilinitate şi se prescrie toleranţa la rectilinitate”. Lungimea de referinţă poate fi: − Întreaga lungime considerată a profilului real sau a muchiei, când lungimea de referinţă nu se înscrie; − O porţiune determinată a lungimii (dimensiunii) considerate, când lungimea de referinţă se înscrie.
III. Dreapta adiacentă : “dreaptă fără abateri, tangentă la profilul rectiliniu real şi aşezată astfel încât distanţa maximă dintre aceasta şi profilul real să aibă valoarea cea mai mică posibilă” (fig. 4.3).
L
Dreaptă adiacentă
Profil real
T
Figura 4.3. Mărimi care determină precizia prescrisă la rectilinitate – zona de toleranţă în cazul 1
IV. Toleranţa la recti l initate : “valoarea maximă admisă a abaterii efective de la rectilinitate”. ● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la rectilinitate
1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc; 2. Precizia la rectilinitate, cu creşterea căreia valorile toleranţelor scad:
─ Pentru toleranţele individuale, simbol „ ” se definesc 12 clase de precizie: I, II, III,., XII;
─ Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L. 3. Toleranţele individuale şi generale pot fi independente sau dependente de dimensiune, pe baza:
─ Principiului maximului de material, simbolizat cu simbolul M ;
─ Condiţiei de înfăşurătoare, simbolizată cu simbolul E .
V. Zona de toleranţă la recti l initate , care, după caz, este cuprinsă:
1. Între dreapta adiacentă şi o dreaptă paralelă cu aceasta, când se prescrie toleranţă într-o singură direcţie (fig. 4.3);
2. Într-o zonă paralelipipedică, când se prescrie toleranţă în două direcţii reciproc perpendiculare (fig. 4.4).
L
Dreaptă adiacent
T2
T1
Figura 4.4. Zona de toleranţă la rectilinitate, cazul “2”
3. Într-o zonă cilindrică, când se prescrie toleranţă în toate direcţiile şi este precedată de simbolul φ (fig. 4.5).
Ø TL
Figura 4.5. Zona de toleranţă la rectilinitate, cazul “3”
Zonă de toleranţă
Profil rectiliniu efectiv, cu abateri, corespunzător
Profil rectiliniu efectiv cu abateri - corespunzător
Zonă de toleranţă
Zonă de toleranţă
Profil rectiliniu efectiv, cu abateri, corespunzător
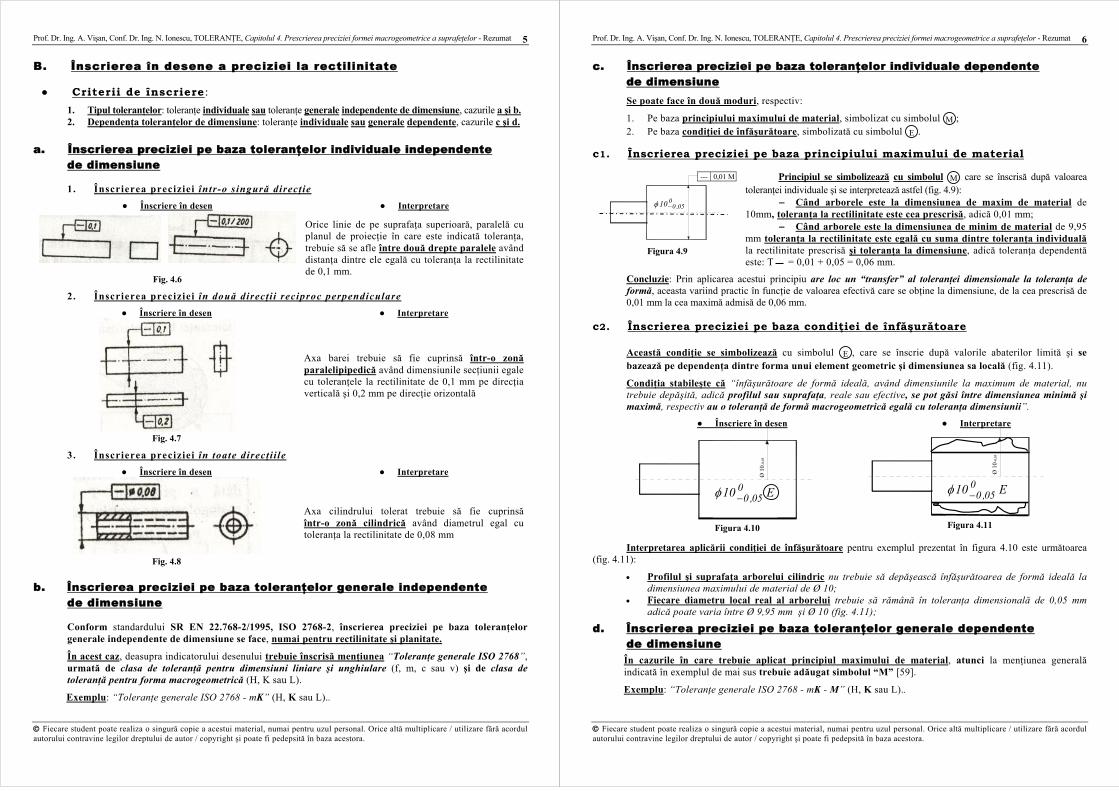
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 4. Prescrierea preciziei formei macrogeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
5
B. Înscrierea în desene a preciziei la rectilinitate ● Criterii de înscriere:
1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b. 2. Dependenţa toleranţelor de dimensiune: toleranţe individuale sau generale dependente, cazurile c şi d.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune
1. Înscrierea preciziei într-o singură direc ţ ie
● Înscriere în desen ● Interpretare
Fig. 4.6
Orice linie de pe suprafaţa superioară, paralelă cu planul de proiecţie în care este indicată toleranţa, trebuie să se afle între două drepte paralele având distanţa dintre ele egală cu toleranţa la rectilinitate de 0,1 mm.
2. Înscrierea preciziei în două direc ţ i i reciproc perpendiculare
● Înscriere în desen ● Interpretare
Fig. 4.7
Axa barei trebuie să fie cuprinsă într-o zonă paralelipipedică având dimensiunile secţiunii egale cu toleranţele la rectilinitate de 0,1 mm pe direcţia verticală şi 0,2 mm pe direcţie orizontală
3. Înscrierea preciziei în toate direc ţ i i le
● Înscriere în desen ● Interpretare
Fig. 4.8
Axa cilindrului tolerat trebuie să fie cuprinsă într-o zonă cilindrică având diametrul egal cu toleranţa la rectilinitate de 0,08 mm
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune
Conform standardului SR EN 22.768-2/1995, ISO 2768-2, înscrierea preciziei pe baza toleranţelor generale independente de dimensiune se face, numai pentru rectilinitate şi planitate.
În acest caz, deasupra indicatorului desenului trebuie înscrisă menţiunea “Toleranţe generale ISO 2768”, urmată de clasa de toleranţă pentru dimensiuni liniare şi unghiulare (f, m, c sau v) şi de clasa de toleranţă pentru forma macrogeometrică (H, K sau L).
Exemplu: “Toleranţe generale ISO 2768 - mK” (H, K sau L)..
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 4. Prescrierea preciziei formei macrogeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
6
c. Înscrierea preciziei pe baza toleranţelor individuale dependente de dimensiune Se poate face în două moduri, respectiv:
1. Pe baza principiului maximului de material, simbolizat cu simbolul M ; 2. Pe baza condiţiei de înfăşurătoare, simbolizată cu simbolul E .
c1. Înscrierea preciziei pe baza principiului maximului de material
Principiul se simbolizează cu simbolul M care se înscrisă după valoarea toleranţei individuale şi se interpretează astfel (fig. 4.9):
− Când arborele este la dimensiunea de maxim de material de 10mm, toleranţa la rectilinitate este cea prescrisă, adică 0,01 mm;
− Când arborele este la dimensiunea de minim de material de 9,95 mm toleranţa la rectilinitate este egală cu suma dintre toleranţa individuală la rectilinitate prescrisă şi toleranţa la dimensiune, adică toleranţa dependentă este: T = 0,01 + 0,05 = 0,06 mm.
Concluzie: Prin aplicarea acestui principiu are loc un “transfer” al toleranţei dimensionale la toleranţa de formă, aceasta variind practic în funcţie de valoarea efectivă care se obţine la dimensiune, de la cea prescrisă de 0,01 mm la cea maximă admisă de 0,06 mm.
c2. Înscrierea preciziei pe baza condiţiei de înfăşurătoare
Această condiţie se simbolizează cu simbolul E , care se înscrie după valorile abaterilor limită şi se bazează pe dependenţa dintre forma unui element geometric şi dimensiunea sa locală (fig. 4.11).
Condiţia stabileşte că “înfăşurătoare de formă ideală, având dimensiunile la maximum de material, nu trebuie depăşită, adică profilul sau suprafaţa, reale sau efective, se pot găsi între dimensiunea minimă şi maximă, respectiv au o toleranţă de formă macrogeometrică egală cu toleranţa dimensiunii”.
● Înscriere în desen ● Interpretare
Interpretarea aplicării condiţiei de înfăşurătoare pentru exemplul prezentat în figura 4.10 este următoarea (fig. 4.11):
• Profilul şi suprafaţa arborelui cilindric nu trebuie să depăşească înfăşurătoarea de formă ideală la dimensiunea maximului de material de Ø 10;
• Fiecare diametru local real al arborelui trebuie să rămână în toleranţa dimensională de 0,05 mm adică poate varia între Ø 9,95 mm şi Ø 10 (fig. 4.11);
d. Înscrierea preciziei pe baza toleranţelor generale dependente de dimensiune
În cazurile în care trebuie aplicat principiul maximului de material, atunci la menţiunea generală indicată în exemplul de mai sus trebuie adăugat simbolul “M” [59].
Exemplu: “Toleranţe generale ISO 2768 - mK - M” (H, K sau L).. Ø
10-
0,05
Figura 4.9
--- 0,01 M
005,010−φ
Ø 1
0-0,
05
E10 005,0−φ
Figura 4.11
Ø 1
0-0,
05
E10 005,0−φ
Figura 4.10

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 4. Prescrierea preciziei formei macrogeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
7
4 . 2 . P R E S C R I E R E A P R E C I Z I E I L A C I R C U L A R I T A T E A. Mărimile care determină precizia prescrisă la circularitate:
Definiţii, simbolizare, reprezentare şi stabilire valori
Conform standardului 7384-85 principalele mărimi sunt:
I. Profilul geometric sau nominal circular : “profil circular, fără abateri, prescris în desene”.
II. Diametrul de referinţă : “diametru în limitele căruia se determină abaterea efectivă de la circularitate şi se prescrie toleranţa la circularitate”.
III. Cercul adiacent : “cerc fără abateri, cu diametrul minim, circumscris secţiunii transversale a suprafeţei exterioare reale, la suprafeţe tip arbore, respectiv cerc cu diametrul maxim, înscris în secţiunea transversală a suprafeţei interioare reale, la suprafeţe tip alezaj” (fig. 4.12 şi fig. 4.13).
Cerc adiacent
T
Cerc adiacent
T
Fig. 4.12. Mărimi care deter. precizia pres la circul, ptr arbori Fig. 4.13. Mărimi care deter. precizia pres la circul, ptr alezaje
IV. Toleranţa la circularitate : “valoarea maximă admisă a abaterii efective de la circularitate”.
● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la circularitate 1. Diametrul de referinţă, cu creşterea căruia valorile toleranţelor cresc; 2. Precizia la circularitate, cu creşterea căreia valorile toleranţelor scad:
─ Pentru toleranţele individuale, simbol „ ” se definesc 12 clase de precizie: I, II, III,., XII; ─ Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
3. Toleranţele individuale şi generale pot fi independente sau dependente de dimensiune, pe baza: ─ Principiului maximului de material, simbolizat cu simbolul M ;
─ Condiţiei de înfăşurătoare, simbolizată cu simbolul E . V. Zona de toleranţă la circularitate , care, în planul considerat, este cuprinsă între cercul adiacent şi
un cerc concentric cu acesta, având raza mai mică-la arbori, sau mai mare - la alezaje, cu valoarea toleranţei la circularitate T (fig. 4.12 şi fig. 4.13).
B. Înscrierea în desene a preciziei la circularitate
● Criterii de înscriere: 1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b. 2. Dependenţa toleranţelor de dimensiune: toleranţe individuale sau generale dependente, cazurile c şi d.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune ● Înscriere în desen ● Interpretare
Fig. 4. 14
În fiecare secţiune dreaptă, diametrul exterior al suprafeţei trebuie să fie cuprins între două cercuri coplanare, concentrice, care au diferenţa radială egală cu toleranţa la circularitate înscrisă de 0,03 mm sau de 0,1 mm
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - mK”. (H, K sau L).
Zonă de toleranţă Zonă de toleranţă Profil circular
efectiv, cu abateri, corespunzător
Profil circular efectiv, cu abateri, corespunzător
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 4. Prescrierea preciziei formei macrogeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
8
4 . 3 . P R E S C R I E R E A P R E C I Z I E I L A F O R M A D A TĂ A P R O F I L U L U I
A. Mărimile care determină precizia prescrisă la forma dată a profilului: Definiţii, simbolizare, reprezentare şi stabilire valori
Conform standardului 7384-85 principalele mărimi sunt:
I. Profilul geometric sau nominal de formă dată: “profil de formă dată, alta decât rectilinie sau circulară, fără abateri, prescris în desene”.
II. Lungimea de referinţă: “lungime în limitele căreia se determină abaterea efectivă de la forma dată a profilului şi se prescrie toleranţa la forma dată a profilului”.
III. Profilul adiacent de formă dată: “profil fără abateri, de aceeaşi formă cu profilul geometric sau nominal de formă dată, tangent exterior la profilul real şi aşezat astfel încât distanţa dintre acesta şi profilul real să aibă valoarea minimă” (fig. 4.16).
IV. Toleranţa la forma dată a profilului: “valoarea maximă admisă a abaterii efective de la forma dată a profilului”. ● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la forma dată
a profilului 1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc; 2. Precizia la forma dată a profilului, cu creşterea căreia valorile toleranţelor scad:
─ Pentru toleranţele individuale, simbol „ ” se definesc 12 clase de precizie: I, II, III,., XII; ─ Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
3. Toleranţele individuale şi generale pot fi independente sau dependente de dimensiune, pe baza: ─ Principiului maximului de material, simbolizat cu simbolul M ;
─ Condiţiei de înfăşurătoare, simbolizată cu simbolul E . V. Zona de toleranţă la forma dată a profi lului , care este cuprinsă între profilul adiacent de formă
dată şi înfăşurătoarea unui cerc care se rostogoleşte pe profilul adiacent şi care are diametrul egal cu toleranţa la forma dată a profilului, T (fig. 4.15).
B. Înscrierea în desene a preciziei la forma dată a profilului
● Criterii de înscriere: 1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b. 2. Dependenţa toleranţelor de dimensiune: toleranţe individuale sau generale dependente, cazurile c şi d.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune ● Înscriere în desen ● Interpretare
Fig. 4.16
În fiecare secţiune, paralelă cu planul de proiecţie, profilul tolerat trebuie să fie cuprins între profilul adiacent de formă dată şi înfăşurătoarea cercului, care are diametrul egal cu toleranţa prescrisă la forma dată a profilului de 0,04 mm şi care se rostogoleşte pe profilul nominal.
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - mH”. (H, K sau L).
Profil adiacent
T
Profil real
L
Figura 4.15. Mărimi care determină precizia prescrisă la forma dată a profilului
Zonă de toleranţă Profil de formă dată efectiv, cu abateri, corespunzător

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 4. Prescrierea preciziei formei macrogeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
9
L2
T
L1
Suprafaţă reală
Figura 4.17. Mărimi care determină precizia prescrisă la planitate
4 . 4 . P R E S C R I E R E A P R E C I Z I E I L A P L A N I T A T E A. Mărimile care determină precizia prescrisă la planitate:
Definiţii, simbolizare, reprezentare şi stabilire valori Conform standardului 7384-85 principalele mărimi sunt:
I. Planul geometric sau nominal : “plan fără abateri, prescris în desene”.
II. Lungimea de referinţă: “lungime în limitele căreia se determină abaterea efectivă de la planitate şi se prescrie toleranţa la planitate”. Lungimea de referinţă poate fi: − Întreaga lungime şi lăţime considerate ale suprafeţei plane reale; − O porţiune determinată a lungimii (dimensiunilor) considerate.
III. Planul adiacent : “plan fără abateri, tangent la suprafaţa plană reală şi aşezat astfel încât distanţa maximă dintre acesta şi suprafaţa plană reală să aibă valoarea cea mai mică posibilă” (fig. 4.17).
IV. Toleranţa la planitate: “valoarea maximă admisă a abaterii efective de la planitate”.
● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la planitate
1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc; 2. Precizia la planitate, cu creşterea căreia valorile toleranţelor scad:
─ Pentru toleranţele individuale, simbol „ ” se definesc 12 clase de precizie: I, II, III,., XII; ─ Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
3. Toleranţele individuale şi generale pot fi independente sau dependente de dimensiune, pe baza:
─ Principiului maximului de material, simbolizat cu simbolul M ;
─ Condiţiei de înfăşurătoare, simbolizată cu simbolul E . V. Zona de toleranţă la planitate , care este cuprinsă între planul adiacent şi un plan paralel cu acesta,
situat la o distanţă egală cu toleranţa la planitate, T (fig. 4.17).
B. Înscrierea în desene a preciziei la planitate
● Criterii de înscriere: 1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b. 2. Dependenţa toleranţelor de dimensiune: toleranţe individuale sau generale dependente, cazurile c şi d.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune ● Înscriere în desen ● Interpretare
Fig. 4.18
Suprafaţa tolerată trebuie să fie cuprinsă între două plane paralele având distanţa dintre ele egală cu toleranţa prescrisă la planitate de 0,08mm.
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - fK”. (H, K sau L).
Zonă de toleranţă
Plan adiacent
Suprafaţă plană efectivă, cu abateri, corespunzătoare
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 4. Prescrierea preciziei formei macrogeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
10
4 . 5 . P R E S C R I E R E A P R E C I Z I E I L A C I L I N D R I C I T A T E
A. Mărimile care determină precizia prescrisă la cilindricitate: Definiţii, simbolizare, reprezentare şi stabilire valori
Conform standardului 7384-85 principalele mărimi sunt: I. Cilindrul geometric sau nominal : “cilindru fără abateri, prescris în desene”. II. Lungimea de referinţă : “lungime în limitele căreia se determină abaterea efectivă de la cilindricitate şi
se prescrie toleranţa la cilindricitate”. III. Cilindrul adiacent : “cilindru fără abateri, cu diametrul minim, circumscris suprafeţei cilindrice
exterioare reale, la suprafeţe tip arbore, respectiv cilindrul cu diametrul maxim, înscris în suprafaţa cilindrică interioară reală, la suprafeţe tip alezaj”.
T
Cilindru adiacent
Cilindru real
L
a
Cilindru real
T
Cilindru adiacent
L
b
Figura 4.19. Mărimi care determină precizia prescrisă la cilindricitate: a - pentru arbori; b - pentru alezaje
IV. Toleranţa la ci l indricitate: “valoarea maximă admisă a abaterii efective de la cilindricitate”.
● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la cilindricitate 1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc; 2. Precizia la cilindricitate, cu creşterea căreia valorile toleranţelor scad:
─ Pentru toleranţele individuale, simbol „ ” se definesc 12 clase de precizie: I, II, III,., XII; ─ Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
3. Toleranţele individuale şi generale pot fi independente sau dependente de dimensiune, pe baza: ─ Principiului maximului de material, simbolizat cu simbolul M ;
─ Condiţiei de înfăşurătoare, simbolizată cu simbolul E .
V. Zona de toleranţă la cilindricitate, care este cuprinsă între cilindrul adiacent şi un cilindru coaxial cu acesta, având raza mai mică - la arbori (fig. 4.19a) sau mai mare - la alezaje (fig. 4.19b), cu valoarea toleranţei la cilindricitate, T.
B. Înscrierea în desene a preciziei la cilindricitate
● Criterii de înscriere: 1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b. 2. Dependenţa toleranţelor de dimensiune: toleranţe individuale sau generale dependente, cazurile c şi d.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune ● Înscriere în desen ● Interpretare
Fig. 4.20
Suprafaţa tolerată trebuie să fie cuprinsă între doi cilindri coaxiali având diferenţa radială egală cu toleranţa prescrisă la cilindricitate de 0,1 mm.
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - cL”. (H, K sau L).
Zonă de toleranţă Zonă de toleranţă Suprafaţă cilindrică efectivă
corespunzătoare
Suprafaţă cilindrică efectivă corespunzătoare

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 4. Prescrierea preciziei formei macrogeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
11
Ø T
Suprafaţă reală Suprafaţăadiacentă
L2
L1 Fig. 4.21. Mărimi care determină precizia prescrisă la forma dată a suprafeţei
4 . 6 . P R E S C R I E R E A P R E C I Z I E I L A F O R M A D A TĂ A S U P R A F EŢE I
A. Mărimile care determină precizia prescrisă la forma dată a suprafeţei: Definiţii, simbolizare, reprezentare şi stabilire valori Conform standardului 7384-85 principalele mărimi sunt:
I. Suprafaţa geometrică sau nominală de formă dată : “suprafaţă de formă dată, alta decât plană sau cilindrică, fără abateri, prescrisă în desene”.
II. Lungimea de referinţă : “lungime în limitele căreia se determină abaterea efectivă de la forma dată a suprafeţei şi se prescrie toleranţa la forma dată a suprafeţei”.
III. Suprafaţa adiacentă de formă dată : “suprafaţă fără abateri, de aceeaşi formă cu suprafaţa geometrică sau nominală de formă dată, tangentă exterior la suprafaţa reală de formă dată şi aşezată astfel încât distanţa dintre aceasta şi suprafaţa de formă dată reală să aibă valoarea minimă”.
IV. Toleranţa la forma dată a suprafeţei: “valoarea maximă admisă a abaterii efective de la forma dată a suprafeţei”. ● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la forma dată a suprafeţei
1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc; 2. Precizia la forma dată a suprafeţei, cu creşterea căreia valorile toleranţelor scad:
─ Pentru toleranţele individuale, simbol „ ” se definesc 12 clase de precizie: I, II, III,., XII; ─ Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
3. Toleranţele individuale şi generale pot fi independente sau dependente de dimensiune, pe baza: ─ Principiului maximului de material, simbolizat cu simbolul M ;
─ Condiţiei de înfăşurătoare, simbolizată cu simbolul E . V. Zona de toleranţă la forma dată a suprafeţei , care este cuprinsă între suprafaţa adiacentă de
formă dată şi înfăşurătoarea unei sfere care se rostogoleşte pe suprafaţa adiacentă şi care are diametrul egal cu toleranţa la forma dată a suprafeţei, T şi (fig. 4.21).
B. Înscrierea în desene a preciziei la forma dată a suprafeţei ● Criterii de înscriere:
1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b. 2. Dependenţa toleranţelor de dimensiune: toleranţe individuale sau generale dependente, cazurile c şi d.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune ● Înscriere în desen ● Interpretare
Fig. 4.22
Suprafaţa tolerată trebuie să fie cuprinsă între suprafaţa adiacentă de formă dată şi înfăşurătoarea sferei, care are diametrul egal cu toleranţa prescrisă la forma dată de 0,02 mm, şi care se rostogoleşte pe suprafaţa adiacentă.
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - mK”. (H, K sau L).
Zonă de toleranţă

U n i v e r s i t a t e a PO L I TE H N I C A d i n B u c u r eş t i
P r o f . D r . I n g . A u r e l i a n V IŞA N , C o n f . D r . I n g . N i c o l a e I O N E S C U
T O L E R A N Ţ E ♦ Pentru uzul studenţilor ♦
Pa r t ea î n t â i BAZELE TEOR ETIC E ALE PR ESCR IERI I PR ECIZ IE I
CARAC TERIST IC ILOR CONSTRUCTIVE ALE PRODU SELOR
Capi to lu l 5
PRESCRIEREA PRECIZIEI FORMEI MICROGEOMETRICE A SUPRAFEŢELOR
♦ Rezumat ♦
Bucureşti, UPB, Catedra TCM
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 5. Prescrierea preciziei formei microgeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
2
Capi to lu l 5
PRESCRIEREA PRECIZIEI FORMEI MICROGEOMETRICE A SUPRAFEŢELOR
• N o ţ i u n i lăm ur i t o a r e p r i v i nd f o rm a m i c r ogeom et r i că ş i r u g o z i t a t e a s u p r a f e ţe l o r
a. Definirea formei microgeometrice Forma microgeometrică a suprafeţelor este o caracteristică constructivă, care exprimă starea geometrică a suprafeţelor sau muchiilor, caracterizată de existenţa abaterilor de ordinul 3 - striaţii şi rizuri, şi de ordinul 4 - smulgeri, urme de scule, goluri şi pori” (fig. 5.1).
a b
Figura 5.1. Rugozitatea suprafeţelor: a - striaţii şi rizuri; smulgeri, urme de scule; b - goluri, pori etc.
b. Definiţ ia rugozităţ i i − În general, rugozitatea se defineşte ca fiind “ansamblul neregularităţilor suprafeţei al căror
pas este relativ mic şi care, în general, cuprinde neregularităţile rezultate din procedeul de fabricaţie utilizat şi/sau determinate de alţi factori”.
− În funcţie de ordinul de mărime al abaterilor geometrice, rugozitatea reprezintă „ansamblul neregularităţilor care formează abaterile de ordinul 3-striaţii şi rizuri (fig. 5.1a), periodice sau pseudoperiodice, şi abaterile de ordinul 4-smulgeri, urme de scule (fig. 5.1a), goluri, pori etc. (fig. 5.1b), aperiodice, al căror pas este relativ mic în raport cu adâncimea lor”.
− Conform DEX, rugozitatea este “însuşirea suprafeţelor unor corpuri solide de a fi aspre” [37].
c. Principalele cauze sau factori de influenţă care determină rugozitatea suprafeţelor 1. Metoda şi procedeul de generare a suprafeţelor;
2. Geometria sculelor aşchietoare;
3. Parametrii regimului de prelucrare;
4. Natura şi proprietăţile cuplului de materiale sculă-piesă;
5. Mediul de prelucrare - de răcire şi ungere;
6. Erorile sistemelor tehnologice de prelucrare, respectiv: deformaţiile elastice, deformaţiile termice, vibraţiile, uzura etc.

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 5. Prescrierea preciziei formei microgeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
3
5.1. MĂRIMI UTILIZATE PENTRU PRESCRIEREA ŞI EVALUAREA PRECIZIEI FORMEI MICROGEOMETRICE A SUPRAFEŢELOR
• Conform SR ISO 4.287:2001 mărimile utilizate pentru prescrierea preciziei formei microgeometrice a
suprafeţelor se definesc şi se împart în următoarele 7 categorii:
1. Mărimi caracteristice; 2. Parametri geometrici; 3. Parametri de amplitudine referitori la proeminenţă şi gol; 4. Parametri de amplitudine referitori la media ordonatelor; 5. Parametri de pas; 6. Parametri hibrizi; 7. Curbe şi parametri asociaţi.
A. Principalii termeni caracteristici utilizaţ i 1. Profilul de rugozitate: „profil care rezultă din profilul primar prin suprimarea
componentelor cu lungime de undă lungă”.
Zp
Zt Zv
Linia medie
Lungime de bază
c Z
M l1 M l2
Figura 5.2. Mărimi caracteristice şi parametri geometrici conform SR ISO 4287:2001
2. Linia medie : „linie care se determină calculând o linie a celor mai mici pătrate, de formă nominală, pornind de la profilul primar”.
3. Lungimea de bază, lr: „lungime în direcţia axei X, care se utilizează pentru identificarea neregularităţilor care caracterizează profilul evaluat pentru rugozitate”.
4. Lungimea de evaluare, ln: „lungime, în direcţia axei X, care se utilizează pentru stabilirea profilului evaluat”. Lungimea de evaluare poate cuprinde una sau mai multe lungimi de bază.
5. Parametrul R : „parametru care se calculează pe profilul de rugozitate”.
6. Proeminenţă a profi lului : „parte a profilului evaluat, orientată către exterior (de la material către mediul înconjurător) care uneşte două puncte consecutive de intersecţie a profilului cu axa X” (fig. 5.2).
7. Gol al profilului : „parte a profilului evaluat, orientată către interior (de la mediul înconjurător către material) care uneşte două puncte consecutive de intersecţie a profilului cu axa X” (fig. 5.2).
8. Element al profilului: „proeminenţă şi gol, consecutive, ale profilului” (fig. 5.2).
9. Înă lţ imea unei proeminenţe a profi lului , Zp: „distanţa dintre axa X şi punctul cel mai înalt al proeminenţei profilului” (fig. 5.2).
10. Adâncimea unui gol al profilului, Zv: „distanţa dintre axa X şi punctul cel mai de jos al golului profilului” (fig. 5.2);
11. Înălţimea unui element al profilului, Zt: „suma dintre înălţimea proeminenţei şi adâncimea golului, ale unui element al profilului” (fig. 5.2), respectiv:
Zt = Zp + Zv. (5.1)
12. Lungimea portantă a profilului la nivelul c, MI(c): „suma lungimilor segmentelor care se obţin intersectând elementul profilului cu o dreaptă paralelă cu axa X, la un nivel dat, c”, respectiv (fig. 5.2):
MI(c) = Ml1 + Ml2. (5.2)
lr =
X
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 5. Prescrierea preciziei formei microgeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
4
B. Principalii parametri de rugozitate utilizaţ i pentru prescrierea si evaluarea rugozităţii suprafeţelor - Definire, reprezentare, relaţii
1. Înălţimea maximă a profilului, Rz: „suma dintre cea mai mare înălţime a proeminenţelor profilului, Zp, şi cea mai mare adâncime a golurilor profilului, Zv, în limitele unei lungimi de bază”:
Rz = }Zvmax{}Zpmax{ ii + = Zpmax + Zvmax (5.3)
Zp1
Zp2
= R
p; (
Pp; W
p)
Zv2
= R
v; (P
v; W
v)
Zv1
Zp 3
Zp4
Zp 5
Zp 6
Zv3
Zv 4
Zv 5
Zv 6
Zt1
Zt 2
= R
z; (
Pz;
Wz)
Zt 3
Zt 4
Zt 5
Zt 6
Z
O X
Lungime de bază
Xs1 Xs2 Xs3 Xs4 Xs5
Axa
OX
= L
inia
med
ie
Figura 5.3. Parametrii profilului conform SR ISO 4287:2001
2. Înălţimea medie a elementelor profilului, Rc: „valoarea medie a înălţimilor elementelor profilului, Zt, în limitele lungimii de bază”:
Rc = ∑=
m
1iiZt
m
1. (5.4)
3. Înălţimea totală a profilului Rt: „suma celei mai mari înălţimi a proeminenţelor profilului, Zp, şi a celei mai mari adâncimi a golurilor profilului, Zv, în limitele lungimii de evaluare” (fig. 5.3).
4. Abaterea medie aritmetică a profilului evaluat, Ra: „media aritmetică a valorilor absolute ale ordonatelor Z(x) în limitele unei lungimi de bază”:
Ra = ( ) dxxZl
1 l r
0r∫ , (5.5)
5. Abaterea medie pătratică a profilului evaluat, Rq: „media pătratică a valorilor ordonatelor Z(x), în limitele unei lungimi de bază”:
Rq = ( ) dxxZl
1 l r
0
2
r∫ . (5.6)

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 5. Prescrierea preciziei formei microgeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
5
5.2. STABILIREA VALORILOR PARAMETRILOR DE RUGOZITATE
• Valorile parametrilor de rugozitate abaterea medie aritmetică a profilului Ra şi înălţimea maximă a
profilului Rz sunt standardizate conform SR ISO 468-1997 . Acestea sunt în funcţie de precizia netezimii suprafeţei, determinată de rolul funcţional al suprafeţelor. Cu cât precizia netezimii este mai mare cu atât valorile celor doi parametri trebuie să fie mai mici.
Valorile parametrului Ra [μm] Tabelul 5.1
0,008 - - - - 0,010 - - - - 0,012 0,125 1,25 12,5 125 0,016 0,160 1,60 16,0 160 0,020 0,20 2,0 20 200 0,025 0,25 2,5 25 250 0,032 0,32 3,2 32 320 0,040 0,40 4,0 40 400 0,050 0,50 5,0 50 - 0,063 0,63 6,3 63 - 0,080 0,80 8,0 80 - 0,100 1,00 10,0 100 -
Valorile parametrilor Rz [μm] Tabelul 5.2
- 0,125 1,25 12,5 125 1250 - 0,160 1,60 16,0 160 1600 - 0,20 2,0 20 200 -
0,025 0,25 2,5 25 250 - 0,032 0,32 3,2 32 320 - 0,040 0,40 4,0 40 400 - 0,050 0,50 5,0 50 500 - 0,063 0,63 6,3 63 630 - 0,080 0,80 8,0 80 800 - 0,100 1,00 10,0 100 1000 -
• Pentru a ţine seama de dependenţa valorilor parametrilor de rugozitate de precizia netezimii suprafeţelor se definesc şi se simbolizează clasele de rugozitate. În tabelul 5.3 se prezintă clasele de rugozitate, simbolizate după ISO şi după standardele româneşti, precum şi valorile parametrilor de rugozitate Ra şi Rz asociate acestora.
Clasele de rugozitate şi parametrii asociaţi Tabelul 5.3
Simbolul clasei de rugozitate Parametrii de rugozitate [μm] Lungimea de bază [mm] Nr. crt. ISO SR ISO 468/97 Ra Rz l 1 N0 0,012 0,050 2 IT4 N1 0,025 0,100
0,08
3 IT5 N2 0,050 0,20 4 IT6 N3 0,100 0,40 5 IT7 N4 0,20 0,80 6 IT8 N5 0,40 1,60
0,25
7 IT9 N6 0,80 3,2 8 IT10 N7 1,60 6,3 9 IT11 N8 3,2 10,0
0,8
10 IT12 N9 6,3 20 11 IT13 N10 12,5 40
2,5
12 IT14 N11 25 80 13 IT15 N12 50 160 14 - N13 100 250
8
• Pentru parametrii Ra şi Rz se definesc:
− 12 clase de rugozitate conform ISO, simbolizate cu IT4, IT5, IT6,…, IT15;
− 14 clase de rugozitate conform SR ISO 468-1997, simbolizate cu N0, N1, N2,…, N13, în ordinea descrescătoare a preciziei netezimii suprafeţei, respectiv în ordinea crescătoare a valorilor parametrilor de rugozitate.
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 5. Prescrierea preciziei formei microgeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
6
5.3. ÎNSCRIEREA ÎN DESENE A PRECIZIEI FORMEI MICROGEOMETRICE A SUPRAFEŢELOR
A. Simboluri utilizate pentru înscrierea în desene a stării suprafeţelor • Conform SR ISO 1302/95, pentru înscrierea stării suprafeţelor în desene şi a rugozităţii se utilizează
4 simboluri, respectiv:
− Un simbol de bază: ;
− Trei simboluri derivate, care au semnificaţiile următoare [66]:
- “suprafeţe pentru care se cere o îndepărtare de material prin prelucrare”;
- “suprafeţe pentru care este interzisă îndepărtarea de material sau care trebuie menţinute în starea obţinută prin stadiul precedent de fabricare”;
- “toate suprafeţele piesei au aceeaşi stare a suprafeţei”.
• Simbolurile derivate pot fi completate cu un braţ „pentru înscrierea unor caracteristici speciale”, în care în locul literelor a, b, c, d, e şi f se pot înscrie, respectiv, caracteristicile precizate în continuare.
• În locul literei „a” se poate înscrie:
− Fie simbolul unuia dintre parametrii de rugozitate - Ra sau Rz, urmat de valoarea acestuia, în micrometri, care reprezintă limita superioară sau valoarea maximă admisibilă a parametrului de rugozitate respectiv. Exemplu: Ra 0,8
− Fie simbolurile unuia dintre parametrii de rugozitate urmate de valorile acestuia, atunci când
se specifică valorile limită, superioară şi inferioară. Exemplu: valoarea superioară Ra 6,3 şi valoarea inferioară Ra 1,6.
• În locul literei „b” se înscrie „procedeul de prelucrare” sau „alte condiţii referitoare la fabricaţie”. Exemplu: „Rectificare”
• În locul literei „c” se pot înscrie:
− Fie „simbolul parametrului ondulaţiei urmat de valoarea acestuia”, în micrometri. Exemplu: Wa 0,8
− Fie „lungimea de bază”, în milimetri, pentru unul dintre parametrii prescrişi, Ra sau Rz, atunci când aceasta nu este o valoare standardizată. Exemplu: 3
(e)
a
b
c/f d
Ra 0,8
Ra 6,3 Ra 1,6
Ra 0,8
Rectificat
Ra 0,8
Rectificat
Wa 0,8
Ra 0,8
Rectificat
3
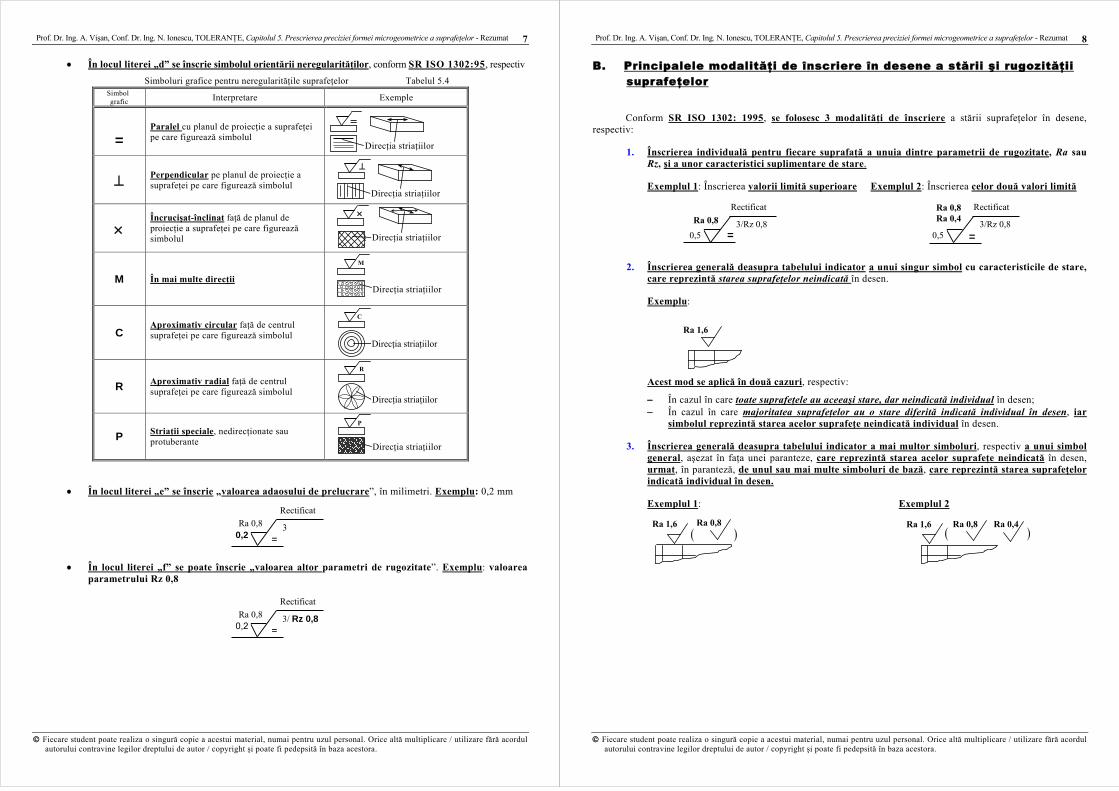
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 5. Prescrierea preciziei formei microgeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
7
• În locul literei „d” se înscrie simbolul orientării neregularităţilor, conform SR ISO 1302:95, respectiv
Simboluri grafice pentru neregularităţile suprafeţelor Tabelul 5.4 Simbol grafic Interpretare Exemple
= Paralel cu planul de proiecţie a suprafeţei pe care figurează simbolul
=
Direcţia striaţiilor
⊥ Perpendicular pe planul de proiecţie a suprafeţei pe care figurează simbolul
× Încrucişat-înclinat faţă de planul de proiecţie a suprafeţei pe care figurează simbolul
M În mai multe direcţii
C Aproximativ circular faţă de centrul suprafeţei pe care figurează simbolul
R Aproximativ radial faţă de centrul suprafeţei pe care figurează simbolul
P Striaţii speciale, nedirecţionate sau protuberante
• În locul literei „e” se înscrie „valoarea adaosului de prelucrare”, în milimetri. Exemplu: 0,2 mm
• În locul literei „f” se poate înscrie „valoarea altor parametri de rugozitate”. Exemplu: valoarea
parametrului Rz 0,8
Ra 0,8 0,2
Rectificat
3 =
Ra 0,8 0,2
Rectificat
3/ Rz 0,8 =
⊥
Direcţia striaţiilor
×
Direcţia striaţiilor
M
Direcţia striaţiilor
Direcţia striaţiilor
P
C
Direcţia striaţiilor
Direcţia striaţiilor
R
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 5. Prescrierea preciziei formei microgeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
8
B. Principalele modalităţi de înscriere în desene a stării şi rugozităţii suprafeţelor
Conform SR ISO 1302: 1995, se folosesc 3 modalităţi de înscriere a stării suprafeţelor în desene, respectiv:
1. Înscrierea individuală pentru fiecare suprafaţă a unuia dintre parametrii de rugozitate, Ra sau Rz, şi a unor caracteristici suplimentare de stare.
Exemplul 1: Înscrierea valorii limită superioare Exemplul 2: Înscrierea celor două valori limită
2. Înscrierea generală deasupra tabelului indicator a unui singur simbol cu caracteristicile de stare,
care reprezintă starea suprafeţelor neindicată în desen.
Exemplu:
Acest mod se aplică în două cazuri, respectiv:
− În cazul în care toate suprafeţele au aceeaşi stare, dar neindicată individual în desen; − În cazul în care majoritatea suprafeţelor au o stare diferită indicată individual în desen, iar
simbolul reprezintă starea acelor suprafeţe neindicată individual în desen.
3. Înscrierea generală deasupra tabelului indicator a mai multor simboluri, respectiv a unui simbol general, aşezat în faţa unei paranteze, care reprezintă starea acelor suprafeţe neindicată în desen, urmat, în paranteză, de unul sau mai multe simboluri de bază, care reprezintă starea suprafeţelor indicată individual în desen.
Exemplul 1: Exemplul 2
Ra 0,8
0,5
Rectificat
3/Rz 0,8 =
Rectificat Ra 0,8 Ra 0,4
0,5 3/Rz 0,8
=
Ra 1,6 ( )
Ra 0,8 Ra 0,4
Ra 1,6
Ra 1,6 ( )
Ra 0,8

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 5. Prescrierea preciziei formei microgeometrice a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
9
5.4. RUGOZITATEA SUPRAFEŢELOR OBŢINUTĂ PRIN DIFERITE PROCEDEE
Valorile parametrului Ra obţinute la prelucrarea suprafeţelor prin diferite procedee Tab. 5.5 R u g o z i t a t e a R a [μm ]
Nr. Procedeul de prelucrare 50 25 12,5 6,3 3,2 1,6 0,80 0,40 0,20 0,10 0,05 0,025 0,012
1. Turnare în forme de nisip
2. Turnare în forme fuzibile
3. Turnare sub presiune
4. Rulare la cald
5. Forjare
6. Matriţare
7. Extrudare
8. Laminare la rece, trefilare
9. Tăiere cu flacără
10. Curăţare grosolană cu abraziv
11. Debitare cu fierăstrăul
12. Găurire
13. Frezare chimică
14. Electroeroziune - EDM
15. Frezare
16. Broşare
17. Alezare cu bară
18. Prelucrare cu fascicul de electroni
19. Prelucrare cu LASER
20. Prelucrare electrochimică
21. Alezare pe strung şi strunjire
22. Tobare
23. Rectificare electrolitică
24. Rulare
25. Rectificare
26. Honuire
27. Lustruire electrică
28. Lustruire
29. Lepuire
30. Superfinisare
Aplicaţiile cele mai frecvente
Aplicaţii mai puţin frecvente
În condiţii speciale pot fi obţinute valori mai mari sau mai mici decât cele prezentate.
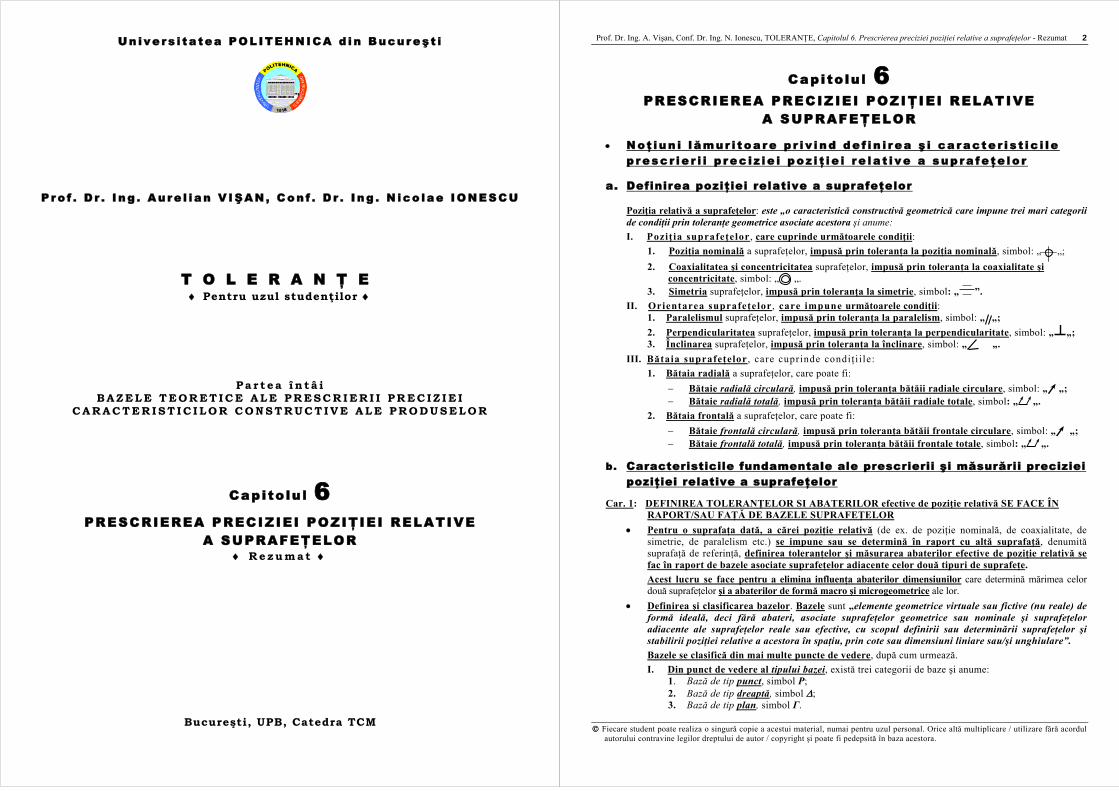
U n i v e r s i t a t e a PO L I TE H N I C A d i n B u c u r eş t i
P r o f . D r . I n g . A u r e l i a n V IŞA N , C o n f . D r . I n g . N i c o l a e I O N E S C U
T O L E R A N Ţ E ♦ Pentru uzul studenţilor ♦
Pa r t ea î n t â i BAZELE TEOR ETIC E ALE PR ESCR IERI I PR ECIZ IE I
CARAC TERIST IC ILOR CONSTRUCTIVE ALE PRODU SELOR
Capi to lu l 6
PRESCRIEREA PRECIZIEI POZIŢ IE I RELATIVE A SUPRAFEŢELOR
♦ Rezumat ♦
Bucureşti, UPB, Catedra TCM
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 6. Prescrierea preciziei poziţiei relative a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
2
Capi to lu l 6
PRESCRIEREA PRECIZIEI POZIŢ IE I RELATIVE A SUPRAFEŢELOR
• N o ţ i u n i lăm ur i t o a r e p r i v i nd d e f i n i rea ş i ca r a c t e r i s t i c i l e p r es c r i e r i i p rec i z i e i poz i ţ i e i r e l a t i v e a s u p r a f e ţe l o r
a. Definirea poziţ iei relative a suprafeţelor Poziţia relativă a suprafeţelor: este „o caracteristică constructivă geometrică care impune trei mari categorii de condiţii prin toleranţe geometrice asociate acestora şi anume:
I. Poziţ ia suprafeţelor , care cuprinde următoarele condiţii:
1. Poziţia nominală a suprafeţelor, impusă prin toleranţa la poziţia nominală, simbol: „ „;
2. Coaxialitatea şi concentricitatea suprafeţelor, impusă prin toleranţa la coaxialitate şi concentricitate, simbol: „ „.
3. Simetria suprafeţelor, impusă prin toleranţa la simetrie, simbol: „ ”.
II. Orientarea suprafeţelor , care impune următoarele condiţii: 1. Paralelismul suprafeţelor, impusă prin toleranţa la paralelism, simbol: „ „;
2. Perpendicularitatea suprafeţelor, impusă prin toleranţa la perpendicularitate, simbol: „ „; 3. Înclinarea suprafeţelor, impusă prin toleranţa la înclinare, simbol: „ „.
III. Bătaia suprafeţelor , care cuprinde condi ţ i i le:
1. Bătaia radială a suprafeţelor, care poate fi:
− Bătaie radială circulară, impusă prin toleranţa bătăii radiale circulare, simbol: „ „; − Bătaie radială totală, impusă prin toleranţa bătăii radiale totale, simbol: „ „.
2. Bătaia frontală a suprafeţelor, care poate fi:
− Bătaie frontală circulară, impusă prin toleranţa bătăii frontale circulare, simbol: „ „; − Bătaie frontală totală, impusă prin toleranţa bătăii frontale totale, simbol: „ „.
b. Caracteristicile fundamentale ale prescrierii şi măsurării preciziei poziţiei relative a suprafeţelor
Car. 1: DEFINIREA TOLERANŢELOR SI ABATERILOR efective de poziţie relativă SE FACE ÎN RAPORT/SAU FAŢĂ DE BAZELE SUPRAFEŢELOR
• Pentru o suprafaţa dată, a cărei poziţie relativă (de ex. de poziţie nominală, de coaxialitate, de simetrie, de paralelism etc.) se impune sau se determină în raport cu altă suprafaţă, denumită suprafaţă de referinţă, definirea toleranţelor şi măsurarea abaterilor efective de poziţie relativă se fac în raport de bazele asociate suprafeţelor adiacente celor două tipuri de suprafeţe.
Acest lucru se face pentru a elimina influenţa abaterilor dimensiunilor care determină mărimea celor două suprafeţelor şi a abaterilor de formă macro şi microgeometrice ale lor.
• Definirea şi clasificarea bazelor. Bazele sunt „elemente geometrice virtuale sau fictive (nu reale) de formă ideală, deci fără abateri, asociate suprafeţelor geometrice sau nominale şi suprafeţelor adiacente ale suprafeţelor reale sau efective, cu scopul definirii sau determinării suprafeţelor şi stabilirii poziţiei relative a acestora în spaţiu, prin cote sau dimensiuni liniare sau/şi unghiulare”.
Bazele se clasifică din mai multe puncte de vedere, după cum urmează.
I. Din punct de vedere al tipului bazei, există trei categorii de baze şi anume: 1. Bază de tip punct, simbol P; 2. Bază de tip dreaptă, simbol Δ; 3. Bază de tip plan, simbol Γ.

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 6. Prescrierea preciziei poziţiei relative a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
3
II. În funcţie de numărul suprafeţelor cărora li se asociază, bazele pot fi:
1. Baze singulare: cele asociate unui singur element geometric, precum suprafeţele simple. Exemple:
– Suprafaţă sferică - bază de tip punct, P; – Suprafaţă cilindrică - bază de tip dreaptă, Δ; – Suprafaţă plană - bază de tip plan, Γ; – Suprafaţă conică - bază de tip punct, P şi dreaptă Δ. etc.
2. Baze comune sau de grup, cele asociate mai multor elemente geometrice. Exemple:
– Două suprafeţe cilindrice sau conice - bază ca axă comună a acestora, de tip dreaptă, Δ; – Două suprafeţe plane verticale - bază de tip plan de simetrie Γ; – Două suprafeţe plane înclinate, simetrice faţă de bisectoarea unghiului α dintre ele-
baze comune de tip plan de simetrie Γ şi dreaptă Δ; – Două sau mai multe găuri, cilindrice sau conice, dispuse pe un cerc - bază de grup
asociată grupului de elemente-găuri, respectiv, axa cilindrului median de tip dreaptă Δ.
• Definirea şi clasificarea bazelor de referinţă. Bazele de referinţă sunt „bazele acelor suprafeţe în raport cu care se determină poziţia relativă a altor suprafeţe„ (baze de cotare). Se clasifică astfel:
I. Din punct de vedere al importanţei suprafeţelor de referinţă, bazele de referinţă pot fi:
1. Baze primare; 2. Baze secundare; 3. Baze terţiare.
II. În funcţie de dimensiunile luate în considerare, faţă de dimensiunile suprafeţelor de referinţă cărora li se asociază, bazele de referinţă sunt:
1. Baze de referinţă parţiale, când dimensiunile de referinţă considerate sunt mai mici decât cele ale suprafeţei de referinţă;
2. Baze de referinţă totale, când dimensiunile de referinţă considerate sunt egale cu cele ale suprafeţei de referinţă.
Car. 2: PRESCRIEREA PRECIZIEI PE BAZA TOLERANTEI INDIVIDUALE SE FACE, pentru toate cele 10 condiţii de poziţie, orientare şi bătaie, PRIN INDICAREA TOLERANŢEI ŞI A LUNGIMII DE REFERINŢĂ ÎNTR-UN DREPTUNGHI, denumit „cadru de toleranţă”, care are cel puţin trei căsuţe şi în care se înscriu, în ordine, patru elemente caracteristice, şi anume:
− În prima căsuţă simbolul toleranţei individuale de poziţie, orientare sau de bătaie;
− În a doua căsuţă valoarea toleranţei individuale, urmată sau nu de lungimea de referinţă;
− În a treia căsuţă şi, după caz, în următoarele litera sau literele de identificare a bazei sau a bazelor de referinţă. Exemple: 0,05/50 A , 0,05 A sau 0,05 A - B .
Car. 3: STABILIREA VALORILOR TOLERANŢELOR INDIVIDUALE DEPENDENTE de dimensiune PE BAZA PRINCIPIULUI MAXIMULUI DE MATERIAL, simbolizat cu M se face astfel:
1. Se aplică numai pentru toleranţele de poziţie şi de orientare, respectiv:
− Pentru poziţie, se aplică la: poziţia nominală, coaxialitate sau concentricitate şi simetrie. − Pentru orientare, se aplică la: paralelism, perpendicularitate şi înclinare.
2. Aplicarea principiului se face şi se indică în desene în funcţie de două cazuri posibile:
− Cazul 1: numai suprafeţei(lor) la care se prescrie precizie la poziţia relativă, care se indică prin adăugarea în cadrul de toleranţă a simbolului M după valorile toleranţei(lor) individuale de poziţie relativă prescrise – exemplu 0,05 M A , sau
numai suprafeţei(lor) de referinţă, când simbolul M se adaugă după simbolul suprafeţei(lor) de referinţă, exemplu 0,05 A M ;
− Cazul 2: atât suprafeţei(lor) la care se prescrie precizie, cât şi suprafeţei(lor) de referinţă, caz în care simbolul M se adaugă în cadrul de toleranţă atât după valorile toleranţelor
individuale de poziţie, cât şi după simbolul suprafeţei(lor) de referinţă, exemplu 0,05 M A M .
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 6. Prescrierea preciziei poziţiei relative a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
4
3. Valorile toleranţelor individuale dependente de dimensiune pe baza principiului maximului de material M se determină în funcţie de trei cazuri posibile, respectiv:
− În cazul 1: valoarea toleranţei dependente este egală cu valoarea toleranţei individuale prescrisă în cadrul de tolerantă atunci când suprafaţa(ele) la care se aplică principiul M
se află la dimensiunea de maximum de material, respectiv dmax la arbori şi Dmin la alezaje;
− În cazul 2: valoarea toleranţei dependente creşte de la valoarea toleranţei individuale prescrisă in cadrul de tolerantă la o valoare egală cu suma dintre toleranţa individuală de poziţie relativă prescrisă şi toleranţa dimensiunii suprafeţei(lor) la care se aplică principiul M atunci când aceste suprafeţe la care se aplică principiul M se află la dimensiunea de minimum de material, respectiv dmin la arbori şi Dmax la alezaje;
− În cazul 3: valoarea toleranţei dependente poate creşte de la valoarea toleranţei individuale prescrisă în dreptunghi la o valoare egală cu suma dintre toleranţa individuală prescrisă, toleranţa dimensiunii suprafeţei(lor) la care se prescrie precizie de poziţie relativă, toleranţa dimensiunii suprafeţei(lor) de referinţă şi o valoare ΔT, când ambele tipuri de suprafeţe se află la dimensiunea de minimum de material.
Car. 4: STABILIREA VALORILOR TOLERANŢELOR INDIVIDUALE DEPENDENTE DE DIMENSIUNE PE BAZA CONDIŢIEI MINIMULUI DE MATERIAL, SIMBOLIZATĂ CU L se face astfel:
1. Condiţia minimului de material, simbolizată cu L , se aplică pentru asigurarea unei grosimi
minime a pereţilor suprafeţelor inelare sau a suprafeţelor de revoluţie interioare faţă de una sau mai multe suprafeţe plane sau pentru asigurarea distanţei maxime dintre o suprafaţă şi un plan de simetrie.
2. Condiţia minimului de material L se aplică numai pentru toleranţele de poziţie şi de
orientare, respectiv:
− Pentru poziţie, se aplică la: poziţia nominală, coaxialitate sau concentricitate şi simetrie. − Pentru orientare, se aplică la: paralelism, perpendicularitate şi înclinare.
4. Aplicarea condiţiei minimului de material L
se face şi se indică în desene în funcţie de două cazuri posibile:
− Cazul 1: numai suprafeţei(lor) la care se prescrie precizie la poziţia relativă, care se indică prin adăugarea în cadrul de toleranţă a simbolului L după valorile toleranţelor individuale de poziţie relativă, exemplu 0,05 L A , sau numai suprafeţei(lor) de
referinţă, când simbolul L se adaugă după simbolul suprafeţei(lor) de referinţă, exemplu 0,05 A L
;
− Cazul 2: atât suprafeţei(lor) la care se prescrie precizie, cât şi suprafeţei(lor) de referinţă, caz în care simbolul L se adaugă în cadrul de toleranţă atât după valorile toleranţelor individuale de poziţie, cât şi după simbolul suprafeţei(lor) de referinţă, exemplu 0,05 L A L
. 5. Valorile toleranţelor individuale dependente de dimensiune pe baza condiţiei minimului de
material L se determină în funcţie de trei cazuri posibile, respectiv:
− În cazul 1: valoarea toleranţei dependente este egală cu valoarea prescrisă atunci când suprafaţa(ele) la care se aplică condiţia minimului de material
L se află la dimensiunea de minimum de material, respectiv dmin la arbori şi Dmax la alezaje;
− În cazul 2: valorile toleranţei dependente pot creşte de la valoarea prescrisă la o valoare egală cu suma dintre toleranţa de poziţie relativă înscrisă şi toleranţa dimensiunii suprafeţei(lor) la care se aplică condiţia minimului de material
L , când suprafaţa(ele) se află la dimensiunea de maximum de material, respectiv dmax la arbori şi Dmin la alezaje.
− În cazul 3: valorile toleranţei dependente pot creşte de la valoarea prescrisă la o valoare egală cu suma dintre toleranţa de poziţie relativă înscrisă, toleranţa dimensiunii suprafeţei(lor) la care se prescrie precizie, toleranţa dimensiunii suprafeţei de referinţă şi o valoare ΔT, când ambele tipuri de suprafeţe se află la dimensiunea de maximum de material.

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 6. Prescrierea preciziei poziţiei relative a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
5
6 . 1 . PRESCRI ER EA PRECI Z I E I LA PO ZIŢ I A N O M I N A LĂ • DEFINIŢIE: poziţia nominală este „o caracteristică de poziţie a suprafeţelor prin care se pune condiţia
ca toleranţa la poziţia relativă a unor suprafeţe să fie alta decât cea determinată de dimensiunile nominale de poziţie relativă şi anume cea înscrisă în cadrul de toleranţă”. În acest caz, dimensiunile nominale care determină poziţia relativă a suprafeţelor, în raport cu bazele de referinţă, nu se mai tolerează, ci se înscriu într-un dreptunghi, având semnificaţia de “cote teoretic exacte”. Exemplu: 50
A. Mărimile care determină precizia prescrisă la poziţia nominală: Definiţii, simbolizare, reprezentare şi stabilire valori
I. Poziţia nominală geometrică: „poziţia suprafeţei(lor) fără abateri, definită de dimensiunile nominale de poziţie”. II. Lungimea de referinţă: „lungime în limitele căreia se prescrie precizie la poziţia nominală”. III. Elementele geometrice adiacente:
− Dreapta adiacentă; − Planul adiacent.
IV. Baza suprafeţei(lor) tolerate şi baza de referinţă: − Dreapta de referinţă; − Planul de referinţă
V. Toleranţa la poziţia nominală: „dublul valorii maxime admise a abaterii efective de poziţie nominală”.
● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la poziţia nominală 1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc;
2. Precizia la poziţia nominală, cu creşterea căreia valorile toleranţelor scad:
– Pentru toleranţele individuale, simbol se definesc 12 clase de precizie: I, II, III,....., XII; – Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
3. Toleranţele individuale şi generale pot fi independente sau dependente de dimensiune, pe baza: – Principiului maximului de material, simbol M ; – Condiţiei minimului de material, simbol L .
VI. Zona de toleranţă la poziţia nominală este cuprinsă: 1. Într-o sferă de diametru T, când se prescrie toleranţă unei sfere; 2. Între două drepte paralele, când se prescrie toleranţă unei drepte sau axe într-o singură direcţie; 3. Într-un paralelipiped, când se prescrie toleranţă unei drepte sau axe în două direcţii reciproc
perpendiculare; 4. Într-un cilindru, când se prescrie toleranţă unei drepte sau axe în orice direcţie φ ; 5. Între două plane paralele, când se prescrie toleranţă unui plan.
B. Înscrierea în desene a preciziei la poziţ ia nominală ● Criterii de înscriere:
1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b. 2. Dependenţa toleranţelor de dimensiune: toleranţe individuale sau generale dependente, cazurile c şi d.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune 1. Înscrierea preciziei unei suprafeţe de rotaţie - în două direcţii reciproc perpendiculare
● Înscriere în desen ● Interpretare
8 gauri
8 gauri
Fig. 6.1
Fiecare dintre axele celor opt găuri trebuie să fie cuprinsă într-o zonă paralelipipedică având dimensiunile secţiunii egale cu toleranţele de 0,05 mm pe direcţie orizontală şi 0,02 mm pe direcţie verticală şi axa situată în poziţia teoretic exactă a axei găurii considerate.
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - mH”. (H, K sau L).
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 6. Prescrierea preciziei poziţiei relative a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
6
6.2. PRESCRIEREA PRECIZIEI LA COAXIALITATE ŞI LA CONCENTRICITATE • DEFINIŢIE: coaxialitatea este „o caracteristică particulară de poziţie nominală a suprafeţelor prin care
se pune condiţia ca un număr de două sau mai multe axe ale unor suprafeţe de rotaţie să se afle, unele faţă de altele, la o distanţă nominală egală cu zero”. Concentricitatea este „un caz particular al coaxialităţii definită de proprietatea că lungimea de referinţă a suprafeţelor de rotaţie se consideră egală cu zero.
A. Mărimile care determină precizia prescrisă la coaxialitate şi la concentricitate: Definiţii, simbolizare, reprezentare şi stabilire valori
I. Coaxialitatea sau concentricitatea geometrică: „coaxialitatea sau concentricitatea suprafeţei(lor) fără abateri, definită de o dimensiune nominale între axe egală cu zero”.
II. Lungimea de referinţă: „lungime în limitele căreia se prescrie precizie la coaxialitate sau la concentricitate”. III. Elementele geometrice adiacente:
− Cilindrul adiacent; − Cercul adiacent.
IV. Baza suprafeţei(lor) tolerate şi baza de referinţă; 1. Baza de referinţă la coaxialitate, care poate fi
− Axa uneia dintre suprafeţele de rotaţie date; − Axa comună a două sau mai multe suprafeţe de rotaţie date - definită ca fiind “dreapta care trece prin
centrul secţiunilor transversale medii (la mijlocul lungimilor de referinţă) ale suprafeţelor respective”. 2. Baza de referinţă la concentricitate, care poate fi
− Centrul unui cerc dat; − Axa unei suprafeţe date; − Axa comună a două sau mai multe suprafeţe de rotaţie date.
V. Toleranţa la coaxialitate şi la concentricitate: „dublul valorii maxime admise a abaterii efective de la coaxialitate sau concentricitate”. ● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la coaxialitate şi la
concentricitate 1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc; 2. Precizia la coaxialitate şi la concentricitate, cu creşterea căreia valorile toleranţelor scad:
– Pentru toleranţele individuale, simbol se definesc 12 clase de precizie: I, II, III,....., XII; – Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
3. Toleranţele individuale şi generale pot fi independente sau dependente de dimensiune, pe baza: – Principiului maximului de material, simbol M ; – Condiţiei minimului de material, simbol L .
VI. Zona de toleranţă la coaxialitate sau la concentricitate este: 1. Zona de toleranţă la coaxialitate este cuprinsă “într-o suprafaţă cilindrică coaxială cu baza de
referinţă, având diametrul egal cu toleranţa la coaxialitate T; 2. Zona de toleranţă la concentricitate cuprinsă “într-un cerc situat concentric cu baza de referinţă, cu
diametrul egal cu toleranţa la concentricitate T”.
B. Înscrierea în desene a preciziei la coaxialitate şi la concentricitate ● Criterii de înscriere:
1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b. 2. Dependenţa toleranţelor de dimensiune: toleranţe individuale sau generale dependente, cazurile c şi d.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune 1. Înscrierea preciziei unei suprafeţe de revoluţie
● Înscriere în desen ● Interpretare
Fig. 6.2
Axa cilindrului tolerat trebuie să fie cuprinsă într-o zonă cilindrică având diametrul egal cu toleranţa la coaxialitate de 0,08 mm şi coaxial cu axa comună de referinţă A - B.
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - mK”. (H, K sau L).

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 6. Prescrierea preciziei poziţiei relative a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
7
6 . 3 . PRESCRI ER EA PRECI Z I E I LA S IM E TRIE
• DEFINIŢIE : simetria este „o caracteristică particulară de poziţie nominală a suprafeţelor prin care se impune condiţia ca bazele singulare sau comune de simetrie ale unor elemente geometrice să se afle la o distanţă nominală egală cu zero faţă de bazele de referinţă ale altor elemente geometrice de tip axe sau plane de simetrie”.
A. Măr imi le care determină preciz ia prescr isă la s imetr ie: Def in iţ i i , s imbol izare, reprezentare ş i stabi l i re valor i
I. Simetria geometrică: „simetria suprafeţei(lor) fără abateri, definită de dimensiuni nominale egale cu zero între axe de simetrie sau plane de simetrie”.
II. Lungimea de referinţă: „lungime în limitele căreia se prescrie precizie la simetrie”. III. Elementele geometrice adiacente;
− Planul adiacent. − Cilindrul adiacent.
IV. Baza suprafeţei(lor) tolerate şi baza de referinţă care poate fi: − Un plan de simetrie; − Axa unei suprafeţe de rotaţie.
V. Toleranţa la simetrie: „dublul valorii maxime admise a abaterii efective de la simetrie”. ● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la simetrie
1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc; 2. Precizia la simetrie, cu creşterea căreia valorile toleranţelor scad:
– Pentru toleranţele individuale, simbol se definesc 12 clase de precizie: I, II, III,....., XII; – Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
3. Toleranţele individuale şi generale pot fi independente sau dependente de dimensiune, pe baza: – Principiului maximului de material, simbol M ; – Condiţiei minimului de material, simbol L .
VI. Zona de toleranţă la simetrie este cuprinsă: 1. Între două linii paralele, când se prescrie toleranţă unei axe într-o singură direcţie; 2. Într-o zonă paralelipipedică, când se prescrie toleranţă unei axe în două direcţii reciproc
perpendiculare; 3. Între două plane paralele, când se prescrie toleranţă unui plan faţă de o axă de simetrie sau un plan
de simetrie.
B. Înscrierea în desene a preciziei la simetrie ● Criterii de înscriere:
1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b. 2. Dependenţa toleranţelor de dimensiune: toleranţe individuale sau generale dependente, cazurile c şi d.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune 1. Înscrierea preciziei unei axe - suprafeţe de revoluţie, în două direcţii reciproc perpendiculare
şi a unui plan faţă de o axă ● Înscriere în desen ● Interpretare
B
0,02 B
Fig. 6.3
Axa găurii trebuie să fie cuprinsă într-o zonă paralelipipedică având dimensiunile secţiunii egale cu toleranţele la simetrie 0,1 mm pe direcţie orizontală şi 0,05 mm pe direcţie verticală, a cărui axă trebuie să coincidă cu axa de referinţă determinată de intersecţia planelor de referinţă de simetrie ale suprafeţelor A şi B.
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - mL”. (H, K sau L).
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 6. Prescrierea preciziei poziţiei relative a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
8
6 . 4 . PRESCRI ER EA PRECI Z I E I LA PARA L EL I SM
• DEFINIŢIE : paralelismul este „o caracteristică particulară de orientare, prin care se impune condiţia ca două suprafeţe să fie într-o poziţie unghiulară paralelă”.
A. Mărimile care determină precizia prescrisă la paralelism: Def in iţ i i , s imbol izare, reprezentare ş i stabi l i re valor i
I. Paralelismul geometric: paralelismul suprafeţei(lor) fără abateri, definită de dimensiuni unghiulare nominale egale cu zero.
II. Lungimea de referinţă: „lungime în limitele căreia se prescrie precizie la paralelism”. III. Elementele geometrice adiacente:
− Dreapta adiacentă; − Suprafaţa de rotaţie adiacentă; − Planul adiacent.
IV. Baza suprafeţei(lor) tolerate şi baza de referinţă care poate fi: − Dreapta sau axa adiacentă; − Planul adiacent.
V. Toleranţa la paralelism: „valoarea maximă admisă a abaterii efective de la paralelism”, mărime cu valoare absolută, fără semn, care se măsoară în unităţi de lungime.
● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la paralelism
1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc;
2. Precizia la paralelism, cu creşterea căreia valorile toleranţelor scad:
– Pentru toleranţele individuale, simbol se definesc 12 clase de precizie: I, II, III,....., XII; – Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
3. Toleranţele individuale şi generale pot fi independente sau dependente de dimensiune, pe baza:
– Principiului maximului de material, simbol M ; – Condiţiei minimului de material, simbol L .
VI. Zona de toleranţă la paralelism este cuprinsă:
1. Între două linii paralele, când se prescrie toleranţă unei drepte într-o singură direcţie; 2. Într-o zonă paralelipipedică, când se prescrie toleranţă unei drepte în două direcţii reciproc
perpendiculare; 3. Într-o zonă cilindrică, când se prescrie toleranţă unei drepte în orice direcţie. 4. Între două plane paralele, când se prescrie toleranţă unui plan faţă de o suprafaţă de revoluţie, a
unui pan faţă de alt plan sau a unei suprafeţe de revoluţie faţă de un plan.
B. Înscrierea în desene a preciziei la paralel ism ● Criterii de înscriere:
1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b. 2. Dependenţa toleranţelor de dimensiune: toleranţe individuale sau generale dependente, cazurile c şi d.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune 1. Înscrierea preciziei unei axe - suprafeţe de revoluţie, în orice direcţie
● Înscriere în desen ● Interpretare
Fig. 6.4
Axa suprafeţei tolerate trebuie să fie cuprinsă într-o zonă cilindrică având diametrul egal cu toleranţa la paralelism de 0,03 mm a cărei axă este paralelă cu axa cilindrului adiacent suprafeţei de referinţă A.
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - mH”. (H, K sau L).

Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 6. Prescrierea preciziei poziţiei relative a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
9
6 . 5 . PRESCRI ER EA PRECI Z I E I LA PER P ENDICU LARI TA TE
• DEFINIŢIE: perpendicularitatea este „o caracteristică particulară de orientare, prin care se pune condiţia ca două suprafeţe să se afle la un unghi nominal de 900”.
A. Mărimile care determină precizia prescrisă la perpendicularitate: Definiţ i i , simbolizare, reprezentare ş i stabil ire valori
I. Perpendicularitatea geometrică: „perpendicularitatea suprafeţei(lor) fără abateri, definită de o dimensiune nominală egală cu 900”.
II. Lungimea de referinţă: „lungime în limitele căreia se prescrie precizie la perpendicularitate”. III. Elementele geometrice adiacente;
− Dreapta adiacentă; − Suprafaţa de rotaţie adiacentă; − Planul adiacent.
IV. Baza suprafeţei(lor) tolerate şi baza de referinţă, după caz, poate fi: − Dreapta adiacentă; − Planul adiacent; − Axa suprafeţei adiacente de rotaţie.
V. Toleranţa la perpendicularitate: „valoarea maximă admisă a abaterii efective de la perpendicularitate”, mărime cu valoare absolută, fără semn, care se măsoară în unităţi de lungime. ● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la perpendicularitate
1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc; 2. Precizia la perpendicularitate, cu creşterea căreia valorile toleranţelor scad:
– Pentru toleranţele individuale, simbol se definesc 12 clase de precizie: I, II, III,....., XII; – Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
3. Toleranţele individuale şi generale pot fi independente sau dependente de dimensiune, pe baza: – Principiului maximului de material, simbol M ; – Condiţiei minimului de material, simbol L .
VI. Zona toleranţei la perpendicularitate, după caz, este cuprinsă: 1. Între două plane paralele, când se prescrie toleranţa la perpendicularitate dintre două drepte sau a
unui plan faţă de baza de referinţă; 2. Între două drepte paralele, când se prescrie toleranţa la perpendicularitate a unei drepte faţă de un
plan într-o singură direcţie; 3. Într-o zonă paralelipipedică, când se prescrie toleranţa la perpendicularitate a unei drepte în două
direcţii reciproc perpendiculare ; 4. Într-o zonă cilindrică, când se prescrie toleranţa la perpendicularitate a unei drepte în orice direcţie
şi valoarea toleranţei este precedată de simbolul φ.
B. Înscrierea în desene a preciziei la perpendicularitate ● Criterii de înscriere:
1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b. 2. Dependenţa toleranţelor de dimensiune: toleranţe individuale sau generale dependente, cazurile c şi d.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune 1. Înscrierea preciziei la perpendicularitate între două suprafeţe de revoluţie
● Înscriere în desen ● Interpretare
Fig. 6.5
Axa suprafeţei înclinate tolerate trebuie să fie cuprinsă între două plane având distanţa dintre ele egală cu toleranţa de 0,06 mm şi perpendiculare pe axa cilindrului adiacent suprafeţei de referinţă A.
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - mL”. (H, K sau L).
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 6. Prescrierea preciziei poziţiei relative a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
10
6.6. PRESCRIEREA PRECIZIEI LA ÎNCLINARE
• DEFINIŢIE : înclinarea este „o caracteristică de orientare, prin care se pune condiţia ca două suprafeţe să se afle la un unghi nominal diferit de 900”. Rezultă că înclinarea reprezintă, teoretic, cazul general al orientării suprafeţelor, şi anume când unghiul nominal dintre suprafeţe este diferit de 900.
A. Mărimile care determină precizia prescrisă la înclinare: Definiţ i i , simbolizare, reprezentare ş i stabil ire valori
I. Înclinarea geometrică: „înclinarea suprafeţei(lor) fără abateri, definită de o dimensiune nominală diferită de 900”.
II. Lungimea de referinţă: „lungime în limitele căreia se prescrie precizie la înclinare”.
III. Elementele geometrice adiacente;
IV. Baza suprafeţei(lor) tolerate şi baza de referinţă, după caz, poate fi: − Dreapta adiacentă; − Planul adiacent; − Axa suprafeţei adiacente de rotaţie.
V. Toleranţa la înclinare: „valoarea maximă admisă a abaterii efective de la înclinare”, mărime cu valoare absolută, fără semn, care se măsoară în unităţi de lungime.
● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la înclinare
1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc;
2. Precizia la înclinare, cu creşterea căreia valorile toleranţelor scad:
– Pentru toleranţele individuale, simbol se definesc 12 clase de precizie: I, II, III,....., XII; – Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
3. Toleranţele individuale şi generale pot fi independente sau dependente de dimensiune, pe baza:
– Principiului maximului de material, simbol M ; – Condiţiei minimului de material, simbol L .
VI. Zona toleranţei la înclinare este în funcţie de trei cazuri:
1. Între două conuri omotetice, când se prescrie precizia la înclinare între două drepte sau între două suprafeţe de rotaţie;
2. Între două drepte paralele, când se prescrie toleranţa la înclinare a unei drepte sau a unei suprafeţe de rotaţie faţă de un plan;
3. Între două plane paralele, când se prescrie toleranţa la înclinare a unui plan faţă de baza de referinţă.
B. Înscrierea în desene a preciziei la încl inare ● Criterii de înscriere:
1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b. 2. Dependenţa toleranţelor de dimensiune: toleranţe individuale sau generale dependente, cazurile c şi d.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune 1. Înscrierea preciziei la înclinare a unei suprafeţe plane faţă de o altă suprafaţă plană
● Înscriere în desen ● Interpretare
Fig. 6.6
Suprafaţa plană înclinată tolerată trebuie să fie cuprinsă între două plane paralele având distanţa dintre ele egală cu toleranţa la înclinare de 0,08 mm şi înclinate cu 400 faţă de planul adiacent suprafeţei plane de referinţă A.
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - mL”. (H, K sau L).
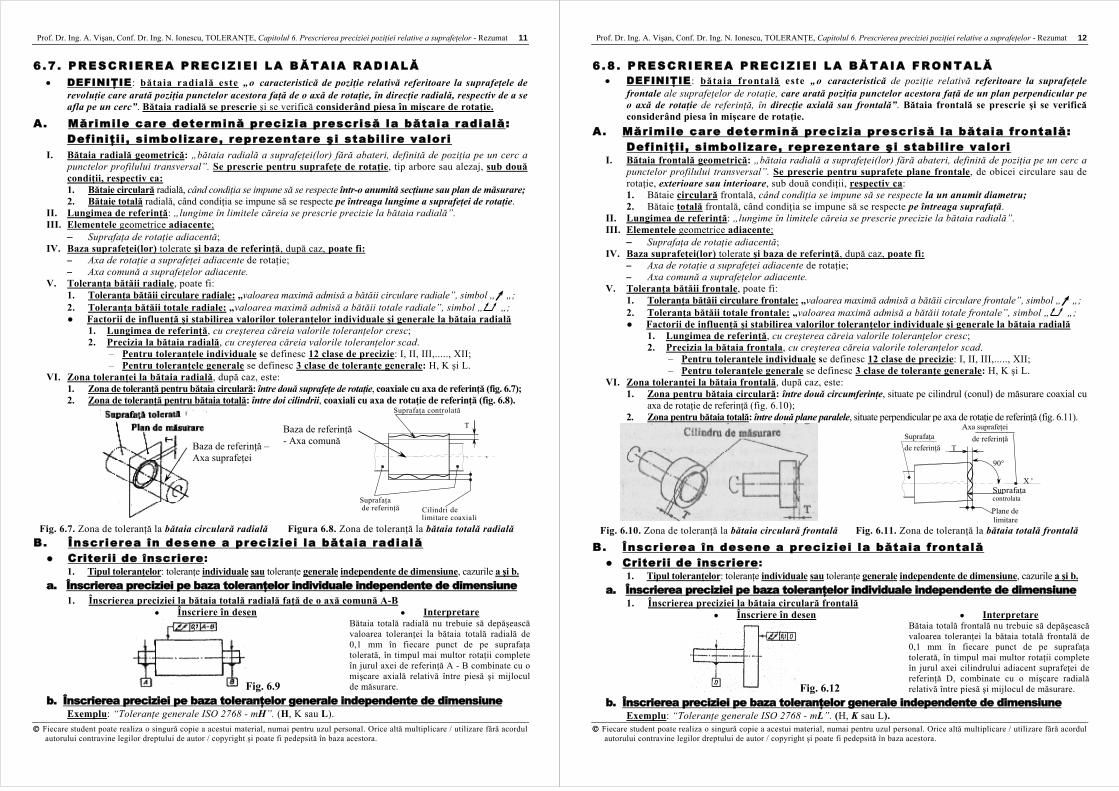
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 6. Prescrierea preciziei poziţiei relative a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
11
6 . 7 . PRESCRI ER EA PRECI Z I E I LA BĂTAIA RADIALĂ • DEFINIŢIE : bătaia radială este „o caracteristică de poziţie relativă referitoare la suprafeţele de
revoluţie care arată poziţia punctelor acestora faţă de o axă de rotaţie, în direcţie radială, respectiv de a se afla pe un cerc”. Bătaia radială se prescrie şi se verifică considerând piesa în mişcare de rotaţie.
A. Mărimile care determină precizia prescrisă la bătaia radială : Definiţ i i , simbolizare, reprezentare ş i stabil ire valori
I. Bătaia radială geometrică: „bătaia radială a suprafeţei(lor) fără abateri, definită de poziţia pe un cerc a punctelor profilului transversal”. Se prescrie pentru suprafeţe de rotaţie, tip arbore sau alezaj, sub două condiţii, respectiv ca: 1. Bătaie circulară radială, când condiţia se impune să se respecte într-o anumită secţiune sau plan de măsurare; 2. Bătaie totală radială, când condiţia se impune să se respecte pe întreaga lungime a suprafeţei de rotaţie.
II. Lungimea de referinţă: „lungime în limitele căreia se prescrie precizie la bătaia radială”. III. Elementele geometrice adiacente;
− Suprafaţa de rotaţie adiacentă; IV. Baza suprafeţei(lor) tolerate şi baza de referinţă, după caz, poate fi:
− Axa de rotaţie a suprafeţei adiacente de rotaţie; − Axa comună a suprafeţelor adiacente.
V. Toleranţa bătăii radiale, poate fi: 1. Toleranţa bătăii circulare radiale: „valoarea maximă admisă a bătăii circulare radiale”, simbol „ „; 2. Toleranţa bătăii totale radiale: „valoarea maximă admisă a bătăii totale radiale”, simbol „ „; ● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la bătaia radială
1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc; 2. Precizia la bătaia radială, cu creşterea căreia valorile toleranţelor scad.
– Pentru toleranţele individuale se definesc 12 clase de precizie: I, II, III,....., XII; – Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
VI. Zona toleranţei la bătaia radială, după caz, este: 1. Zona de toleranţă pentru bătaia circulară: între două suprafeţe de rotaţie, coaxiale cu axa de referinţă (fig. 6.7); 2. Zona de toleranţă pentru bătaia totală: între doi cilindrii, coaxiali cu axa de rotaţie de referinţă (fig. 6.8).
Suprafaţa controlată
T
Suprafaţa de referinţă Cilindri de
limitare coaxiali Fig. 6.7. Zona de toleranţă la bătaia circulară radială Figura 6.8. Zona de toleranţă la bătaia totală radială
B. Înscrierea în desene a preciziei la bătaia radială ● Criterii de înscriere:
1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune 1. Înscrierea preciziei la bătaia totală radială faţă de o axă comună A-B
● Înscriere în desen ● Interpretare
Fig. 6.9
Bătaia totală radială nu trebuie să depăşească valoarea toleranţei la bătaia totală radială de 0,1 mm în fiecare punct de pe suprafaţa tolerată, în timpul mai multor rotaţii complete în jurul axei de referinţă A - B combinate cu o mişcare axială relativă între piesă şi mijlocul de măsurare.
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - mH”. (H, K sau L).
Baza de referinţă – Axa suprafeţei
Baza de referinţă - Axa comună
Prof. Dr. Ing. A. Vişan, Conf. Dr. Ing. N. Ionescu, TOLERANŢE, Capitolul 6. Prescrierea preciziei poziţiei relative a suprafeţelor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
12
6 . 8 . PRESCRI ER EA PRECI Z I E I LA BĂTAIA F R ON TA LĂ • DEFINIŢIE : bătaia frontală este „o caracteristică de poziţie relativă referitoare la suprafeţele
frontale ale suprafeţelor de rotaţie, care arată poziţia punctelor acestora faţă de un plan perpendicular pe o axă de rotaţie de referinţă, în direcţie axială sau frontală”. Bătaia frontală se prescrie şi se verifică considerând piesa în mişcare de rotaţie.
A. Mărimile care determină precizia prescrisă la bătaia frontală : Definiţ i i , simbolizare, reprezentare ş i stabil ire valori
I. Bătaia frontală geometrică: „bătaia radială a suprafeţei(lor) fără abateri, definită de poziţia pe un cerc a punctelor profilului transversal”. Se prescrie pentru suprafeţe plane frontale, de obicei circulare sau de rotaţie, exterioare sau interioare, sub două condiţii, respectiv ca: 1. Bătaie circulară frontală, când condiţia se impune să se respecte la un anumit diametru; 2. Bătaie totală frontală, când condiţia se impune să se respecte pe întreaga suprafaţă.
II. Lungimea de referinţă: „lungime în limitele căreia se prescrie precizie la bătaia radială”. III. Elementele geometrice adiacente;
− Suprafaţa de rotaţie adiacentă; IV. Baza suprafeţei(lor) tolerate şi baza de referinţă, după caz, poate fi:
− Axa de rotaţie a suprafeţei adiacente de rotaţie; − Axa comună a suprafeţelor adiacente.
V. Toleranţa bătăii frontale, poate fi: 1. Toleranţa bătăii circulare frontale: „valoarea maximă admisă a bătăii circulare frontale”, simbol „ „; 2. Toleranţa bătăii totale frontale: „valoarea maximă admisă a bătăii totale frontale”, simbol „ „; ● Factorii de influenţă şi stabilirea valorilor toleranţelor individuale şi generale la bătaia radială
1. Lungimea de referinţă, cu creşterea căreia valorile toleranţelor cresc; 2. Precizia la bătaia frontala, cu creşterea căreia valorile toleranţelor scad.
– Pentru toleranţele individuale se definesc 12 clase de precizie: I, II, III,....., XII; – Pentru toleranţele generale se definesc 3 clase de toleranţe generale: H, K şi L.
VI. Zona toleranţei la bătaia frontală, după caz, este: 1. Zona pentru bătaia circulară: între două circumferinţe, situate pe cilindrul (conul) de măsurare coaxial cu
axa de rotaţie de referinţă (fig. 6.10); 2. Zona pentru bătaia totală: între două plane paralele, situate perpendicular pe axa de rotaţie de referinţă (fig. 6.11).
T
Axa suprafeţei
de referinţă Suprafaţa
de referinţă
90°
Suprafaţacontrolata
Plane de limitare
X '
Fig. 6.10. Zona de toleranţă la bătaia circulară frontală Fig. 6.11. Zona de toleranţă la bătaia totală frontală
B. Înscrierea în desene a preciziei la bătaia frontală ● Criterii de înscriere:
1. Tipul toleranţelor: toleranţe individuale sau toleranţe generale independente de dimensiune, cazurile a şi b.
a. Înscrierea preciziei pe baza toleranţelor individuale independente de dimensiune 1. Înscrierea preciziei la bătaia circulară frontală
● Înscriere în desen ● Interpretare
Fig. 6.12
Bătaia totală frontală nu trebuie să depăşească valoarea toleranţei la bătaia totală frontală de 0,1 mm în fiecare punct de pe suprafaţa tolerată, în timpul mai multor rotaţii complete în jurul axei cilindrului adiacent suprafeţei de referinţă D, combinate cu o mişcare radială relativă între piesă şi mijlocul de măsurare.
b. Înscrierea preciziei pe baza toleranţelor generale independente de dimensiune Exemplu: “Toleranţe generale ISO 2768 - mL”. (H, K sau L).

U n i v e r s i t a t e a PO L I TE H N I C A d i n B u c u r eş t i
P r o f . D r . I n g . A u r e l i a n V IŞA N , C o n f . D r . I n g . N i c o l a e I O N E S C U
T O L E R A N Ţ E ♦ Pentru uzul studenţilor ♦
Pa r t ea î n t â i BAZELE TEOR ETIC E ALE PR ESCR IERI I PR ECIZ IE I
CARAC TERIST IC ILOR CONSTRUCTIVE ALE PRODU SELOR
Capi to lu l 7
PRESCRIEREA PRECIZIEI ASAMBLĂRILOR ♦ Rezumat ♦
Bucureşti, UPB, Catedra TCM
Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
2
D
Joc
d
Fig. 7.1. Reprezentarea jocului
Capi to lu l 7
PRESCRIEREA PRECIZIEI ASAMBLĂRILOR
• N o ţ i u n i lăm u r i t o a r e p r i v i n d p r e c i z i a a s a m b lă r i l o r . C o n c e p t e l e d e a j u s t a j , j o c ş i s t r â n g e r e
Conform standardului SR EN 20.286-1/1997.
a. Aspectele preciziei asamblărilor Din punct de vedere al naturii caracteristicilor care determină precizia asamblărilor aceasta poate fi:
• Precizie dimensională a asamblărilor; • Precizie de poziţie relativă a asamblărilor.
b. Definirea conceptelor de ajustaj, joc si strângere Pentru a prescrie şi a evalua precizia dimensională a unei asamblări se definesc conceptele de ajustaj, joc şi strângere.
• AJUSTAJ: “relaţia rezultată din diferenţa, înainte de asamblare, dintre dimensiunile a două piese, alezaj şi arbore, care trebuie să fie asamblate şi care „au aceeaşi dimensiune nominală”.
Relaţia rezultată din diferenţa, înainte de asamblare, poate fi de două feluri: − Joc; − Strângere.
• JOCUL: “diferenţa dintre dimensiunea alezajului şi arborelui, înainte de asamblare, atunci când diametrul arborelui este mai mic decât diametrul alezajului” (fig. 7.1):
Joc = D - d > 0; d < D. (7.1)
• STRÂNGEREA: „diferenţa negativă dintre dimensiunile alezajului şi arborelui, înainte de asamblare, atunci când diametrul arborelui este mai mare decât diametrul alezajului” (fig. 7.2):
Strângere = - (D – d) = d - D > 0; d > D. (7.2)
• PRINCIPALELE TIPURI DE AJUSTAJE. Tipurile de ajustaje se identifică şi se denumesc în funcţie de relaţia existentă înainte de asamblare, respectiv: 1. Ajustaje cu joc; 2. Ajustaje cu strângere; 3. Ajustaje intermediare.
D
Strângere
d
Fig. 7.2. Reprezentarea strângerii

Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
3
7.1. PRESCRIEREA PRECIZIEI DIMENSIONALE A ASAMBLĂRILOR PE BAZA AJUSTAJELOR CU JOC
A. Def in i rea ş i reprezentarea a justa je lor cu joc
• DEFINIŢIE: ajustajul cu joc este “ajustajul care după asamblare asigură întotdeauna un joc între alezaj şi arbore, adică un ajustaj la care dimensiunea minimă a alezajului este sau mai mare sau, în caz extrem, egală cu dimensiunea maximă a arborelui”.
• EXEMPLU: fie ajustajul 10D φ= H7 şi 10d φ= f6 sau 015,0010D +=φ şi 013,0
022,010d −−=φ
• REPREZENTAREA GRAFICĂ a ajustajelor cu joc
TD As=+0,2Ai=0
Td
(-)
Aba
teri
J min
LiniazeroJm
ax
(+)
TD
Td
max
Jmax Jminai=-0,2 as=-0,1dm
in dmax
0as
Ai=0
As
dmax
dmin
Dno
n=D
min
=dn
om=10 ai
Dm
axDno
n=D
min
=dn
omD
nom
= D
min
=
dno
m
+ 0,015
- 0,022 as=- 0,013
Figura 7.3. Reprezentarea completa şi simplificată a ajustajelor cu joc
Precizare. La ajustajele cu joc întotdeauna toleranţa alezajului se află deasupra toleranţei arborelui.
B. De f in i rea , ca lcu lu l ş i reprezentarea mă r imi lo r p rescr ise
1. Jocurile limită, respectiv
− Jocul maxim, maxJ : “diferenţa pozitivă dintre dimensiunea maximă a alezajului şi dimensiunea
minimă a arborelui”, ţinând seama că Dnom = d nom , rezultă:
( ) ( ) isinomsnomminmaxmax aAadADdDJ −=+−+=−= . (7.3)
Pentru exemplul considerat jocul maxim este: 037,0)022,0(015,0aAJ ismax +=−−=−= mm.
− Jocul minim, minJ : „diferenţa pozitivă dintre dimensiunea minimă a alezajului şi dimensiunea maximă a arborelui”, ţinând seama că Dnom = d nom , rezultă:
( ) ( ) sisnominommaxminmin aAadADdDJ −=+−+=−= . (7.4)
Pentru exemplul considerat jocul minim este: 013,0)013,0(0aAJ simin +=−−=−= mm.
2. Jocul mediu, medJ , considerat ca fiind jocul nominal, nomJ :
( ) 2/JJJJ minmaxnommed +== . (7.5)
Pentru exemplul considerat jocul mediu este: J med= Jnom= ( ) 2/JJ minmax+ = 050,02/)013,0037,0( +=+ mm.
3. Toleranţa jocului, jT , sau toleranţa ajustajului cu joc, j.ajT : diferenţa dintre cele două valori limită ale jocului:
T j = ( ) ( )=−−−=−= maxminminmaxminmaxj.aj dDdDJJT ( ) ( ) 0TTddDD dDminmaxminmax >+=−+− . (7.6)
Pentru exemplul considerat toleranţa jocului este: jT = j.ajT = =+ dD TT 024,0009,0015,0 =+ mm.
Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
4
C. Def in i rea , ca lcu lu l ş i reprezentarea mă r imi lo r p robab i le
• În producţia de serie mare şi masă, la prelucrarea a două loturi de piese, alezaje şi arbori, valorile dimensiunilor efective se obţin după o anumită lege de distribuţie, a cărei cunoaştere permite calculul jocurilor probabile, prob.maxJ şi prob.minJ , cunoscând jocurilor prescrise, conform schemei din figura 7.4.
1. Calculul toleranţei probabile . În ipoteza că legea de distribuţie a dimensiunilor efective este distribuţia normală, Gauss - Laplace (fig. 7.4), toleranţa probabilă a ajustajului cu joc se determină pornind de la proprietatea dispersiei, D, conform căreia:
( ) ( ) ( ) ( )dDDdDD.asamblD D +=+= . (7.7)
Dacă se înlocuieşte dispersia, D, cu abaterea medie pătratică, σ, se obţine:
( ) ( ) ( )dDdD 2222asambl σσσσ +=+= sau (7.8)
( ) ( )dD 22asambl σσσ += . (7.9)
Prin înmulţirea cu 6 a ambilor membri ai ecuaţiei (7.9) rezultă:
( )[ ] ( )[ ] 22asambl d6D66 σσσ ⋅+⋅=⋅ . (7.10)
La limită, se poate considera că precizia maşinii-unelte este
j.ajjprobj.ajprobj TTTT6W =<==⋅= σ , astfel încât relaţia (7.10) devine:
2d
2Dprobj.ajprobj TTTT +== . (7.11)
2. Calculul jocurilor limită probabile. Conform schemei din figura 7.4 prob.maxJ şi prob.minJ :
2
TTJJ
probjjmaxprob.max
−−= ; (7.12)
2
TTJJ
probjjminprob.min
−+= . (7.13)
• Pentru exemplul din figura 7.3 valorile celor trei mărimi probabile sunt:
− 017,0009,0015,0TT22
probj.ajprobj =+== mm < jT =0,024 mm;
− 0335,02/)017,0024,0(037,0J prob.max +=−−= mm;
− 0165,02/)017,0024,0(013,0J prob.min +=−+= mm.
D. Recomandăr i pr iv ind alegerea ajustajelor cu joc • Prescrierea preciziei pe baza ajustajelor cu joc se recomandă când se cer o serie de condiţii, precum:
− Asamblarea este mobilă, iar piesele asamblate execută o mişcare relativă, de rotaţie sau de translaţie; − Frecvenţa montării şi demontării componentelor asamblate este mare.
• Valorile jocurilor limită prescrise se aleg în funcţie de factorii care caracterizează asamblarea: 1. Materialul şi construcţia pieselor componente (lungimea asamblării); 2. Tipul şi mărimea solicitărilor; 3. Viteza şi durata mişcării relative; 4. Condiţiile de exploatare: mediul, temperatura, posibilităţile de montare-demontare, deplasarea axială etc.
Tj = Taj j
Tj prob = Taj j prob
Fre
cvenţa
val
orii
jo
culu
i efe
ctiv
0 Jmin Jmin prob Jmax prob Jmax Figura. 7.4. Schema stabilirii mărimilor limită probabile ale unui ajustaj cu joc

Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
5
7.2. PRESCRIEREA PRECIZIEI DIMENSIONALE A ASAMBLĂRILOR PE BAZA AJUSTAJELOR CU STRÂNGERE
A. Definirea ş i reprezentarea grafică a ajustajelor cu strângere
• DEFINIŢIE: ajustaj cu strângere = “ajustajul care după asamblare asigură întotdeauna o strângere între alezaj şi arbore, adică un ajustaj în care dimensiunea maximă a alezajului este mai mică sau, în caz extrem, egală cu dimensiunea minimă a arborelui”.
• EXEMPLU: fie ajustajul 10D φ= H7 şi 10d φ= r6 sau 015,0010D +=φ şi 028,0
019,010d ++=φ .
• REPREZENTAREA GRAFICĂ a ajustajelor cu strângere
Precizare. La ajustajele cu strângere întotdeauna toleranţa arborelui se află deasupra toleranţei alezajului.
B. Definirea, calculul şi reprezentarea mărimilor prescrise ale ajustajelor cu strângere
1. Strângerile limită, respectiv
− Strângerea maximă, maxS : “diferenţa negativă, înainte de asamblare, dintre dimensiunea minimă a alezajului şi dimensiunea maximă a arborelui”, respectiv, ţinând seama că Dnom = d nom , rezultă:
( ) =−=−−= minmaxmaxminmax DddDS ( ) ( ) 0AaADad isinomsnom >−=+−+ . (7.14)
Pentru exemplul considerat strângerea maximă este: 028,00028,0AaS ismax +=−=−= mm.
− Strângerea minimă, minS : “diferenţa negativă , înainte de asamblare, dintre dimensiunea maximă a alezajului şi dimensiunea minimă a arborelui”, respectiv, ţinând seama că Dnom = d nom , rezultă:
( ) =−=−−= maxminminmaxmin DddDS ( ) ( ) 0AaADad sisnominom >−=+−+ . (7.15)
Pentru exemplul considerat strângerea minimă este: ( ) 004,0015,0019,0AaS simin +=−−=−= mm.
2. Strângerea medie, medS , considerată ca fiind strângerea nominală, nomS , se calculează cu relaţia:
( ) 2/SSSS minmaxnommed +== . (7.16)
Pentru exemplul dat strângerea medie este: ( ) 016,02/)004,0028,0(2/SSSS minmaxnommed =+=+== mm.
ai
d m
in
as
Td
TD As
Dno
n=D
min
=dn
ommax
Ai=0
smin
smax
TD Liniazero
Dno
n=D
min
=dn
om=10
(-)
Dm
ax
dmin
Ai=0
as=
+0,
6
0 ai=
+0,
4Aba
teri
As=
0,2
(+)Td
Sm
ax
dmax
Sm
in
Figura 7.7. Reprezentarea completă şi simplificată a ajustajelor cu strângere
Dno
m =
Dm
in
= d
nom
As = 0,015 ai
=0,
019
as =
0,02
8
ai
As
Dno
m =
Dm
in
=
dno
m
Figura 7.5.
Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
6
3. Toleranţa strângerii sT , denumită şi toleranţă ajustajului cu strângere, s.ajT : diferenţa dintre
cele două valori limită ale strângerii, respectiv:
( ) ( ) =−−−=−== maxminminmaxminmaxs.ajs DdDdSSTT ( ) ( ) 0TTDDdd Ddminmaxminmax >+=−+−= .(7.17)
Pentru exemplul considerat toleranţa strângerii este: 024,0009,0015,0TTTT Dds.ajs =+=+== mm.
C. Definirea, calculul şi reprezentarea mărimilor probabile ale ajustajelor
cu strângere • Relaţiile pentru calculul mărimilor probabile ale ajustajelor cu strângere se obţin pe baza unor
ipoteze asemănătoare celor prezentate în cazul ajustajelor cu joc, prezentate în paragraful 7.2.3.
1. Calculul toleranţei probabile a ajustajului cu strângere
2d
2Dprobs.ajprobs TTTT +== . (7.18)
2. Calculul strângerilor limită probabile. Relaţiile pentru calculul strângerilor limită
probabile, respectiv prob.maxS şi prob.minS , se obţin pe baza unei scheme similară celei prezentate în
figura 7.4:
2
TTSS
probssmaxprob.max
−−= ; (7.19)
2
TTSS
probssminprob.min
−+= . (7.20)
• Pentru exemplul prezentat mărimile probabile au valorile:
• 017,0009,0015,0TT22
probs.ajprobs =+== mm < T s =0,024mm;
• 0245,02/)017,0024,0(028,0S prob.max +=+−= mm;
• 075,02/)017,0024,0(004,0S prob.min +=−+= mm.
D. Recomandă r i p r iv ind a legerea a justa je lor cu s t rângere • Prescrierea preciziei pe baza ajustajelor cu joc se recomandă atunci când în funcţionare se cer o serie
de condiţii:
− Asamblarea este fixă, iar piesele componente nu trebuie să aibă o mişcare relativă;
− Utilizarea asamblării cu strângere pentru oprirea deplasărilor relative între piesele asamblate, înlocuind elementele de fixare.
• Valorile jocurilor limită prescrise se aleg în funcţie de factorii care caracterizează asamblarea:
1. Materialul şi construcţia pieselor componente (lungimea asamblării);
2. Tipul şi mărimea solicitărilor;
3. Condiţiile de exploatare - mediul, temperatura de funcţionare etc.

Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
7
7.3. PRESCRIEREA PRECIZIEI DIMENSIONALE A ASAMBLĂRILOR PE BAZA AJUSTAJELOR INTERMEDIARE
A. Def in i rea ş i reprezentarea ajustaje lor intermediare
• DEFINIŢIE: ajustajul intermediar este un “ajustaj care, după asamblare, poate asigura fie un joc fie o strângere în funcţie de dimensiunile efective ale alezajului şi arborelui, adică câmpurile de toleranţe ale alezajului şi arborelui se suprapun parţial sau total”.
• EXEMPLU: fie ajustajul 10D φ= H7 şi 10d φ= n6 sau 015,0010D +=φ şi 019,0
010,010d ++=φ .
• REPREZENTAREA GRAFICĂ a ajustajelor intermediare
Td1 TDTd
d m
ax
d m
in
D n
om=d
nom
=
D m
i n
d m
in
S m
ax1
J m
ax1
J m
axD
max
d m
ax
S m
ax
Aba
ter i
(+)
(-)
Td1
d m
in
d m
ax
S m
ax1
TD
D n
om=d
nom
=
D m
in
D m
ax
J m
a x1
S m
ax
d m
ax
d m
in
J m
ax
Td
Liniazero
Figura 7.6. Reprezentarea completă şi simplificată a ajustajelor intermediare
Precizare. La ajustajele intermediare toleranţele alezajului şi arborelui se suprapun parţial sau total.
B. Definirea, calculul şi reprezentarea mărimilor prescrise ale ajustajelor intermediare
1. Mărimi limită sunt: jocul maxim şi strângerea maximă. − Jocul maxim este o strângere minimă negativă, respectiv:
( ) SAaaAdDJ minsiisminmaxmax −=−−=−=−= (7.21)
Pentru exemplul precizat se obţine: 005,0010,0015,0aASJ imin smax +=−=−=−= mm.
− Strângerea maximă este un joc minim negativ, respectiv:
( ) isminmaxmaxminmax AaDddDS −=−=−−= = ( ) JaA minsi −=−− (7.22)
Pentru exemplul prezentat se obţine: 019,00019,0AaJS imin smax +=−=−=−= mm.
2. Mărimi medii: sunt jocul mediu, medJ , şi strângerea medie, medS şi sunt considerate mărimi nominale:
2
SJ
2
JJJJ maxmaxminmax
nommed−
=+
== , (7.23)
.J2
JS
2
SSSS med
maxmaxminmaxnommed −=
−=
+== (7.24)
Pentru exemplul prezentat se obţine:
mm007,02/)019,0005,0(Jmed −=−= , 007,02/)005,0019,0(Smed +=−= mm, rezultă că JS medmed −= .
3. Toleranţa ajustajului intermediar, i.aiT se poate calcula în două moduri, şi anume:
− Ca toleranţă a jocului, respectiv
maxmaxminmaxji.aj SJJJTT +=−== = Dmax - d min + d max - Dmin = T D +T d . (7.25)
− Ca toleranţă a strângerii, şi anume
maxmaxminmaxsi.aj JSSSTT +=−== = d max - Dmin + Dmax - d min = T D +T d . (7.26)
Pentru exemplul dat: 015,0T D = mm şi 009,0T d = mm şi 024,0009,0015,0019,0005,0T i.aj =+=+= mm.
Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
8
4. Stabilirea caracterului ajustajului intermediar pe baza mărimilor limită prescrise. În funcţie de relaţia dintre maxJ şi maxS se poate stabili caracterul unui ajustaj intermediar astfel:
− Dacă maxmax SJ > , ajustajul se consideră preponderent cu joc;
− Dacă maxmax SJ = , probabilitatea de obţinere a jocurilor este egală cu cea de obţinere a strângerilor;
− Dacă maxmax SJ < , ajustajul se consideră preponderent cu strângere.
• Pentru exemplul prezentat deoarece 019,0Smax = mm > 005,0J max = mm rezultă că ajustajul este
preponderent cu strângere.
C. Definirea, calculul şi reprezentarea mărimilor probabile ale ajustajelor intermediare
• Mărimile probabile ale ajustajelor intermediare, respectiv toleranţa probabilă, T probi.aj , şi mărimile limită, şi
anume jocul maxim probabil, prob.maxJ şi strângerea maximă probabilă, prob.maxS , se calculează pe baza
considerentelor prezentate în cazul ajustajelor cu joc şi cu strângere în subcapitolele 7.2 şi 7.3.
1. Calculul toleranţei probabile a ajustajului intermediar 2
d2Dprobi.aj TTT += ; (7.27)
2. Calculul mărimilor limită probabile ale ajustajului intermediar
2
TTJJ
probi.aji.ajmaxprob.max
−−= ; (7.28)
2
TTSS
probi.aji.ajmaxprob.max
−−= . (7.29)
• Pentru exemplul prezentat mărimile probabile ale ajustajului intermediar au următoarele valori:
• 017,0009,0015,0T 22probi.aj =+= mm < 024,0T i.aj = mm;
• 0015,02/)017,0024,0(005,0J prob.max =−−= mm;
• 0155,02/)017,0024,0(019,0S prob.max =−−= mm.
3. Stabilirea caracterului ajustajului intermediar pe baza mărimilor limită probabile. În acest caz stabilirea caracterului ajustajului intermediar se face prin compararea valorilor mărimilor probabile prob.maxJ şi
prob.maxS , după cum urmează.
− Dacă prob.maxprob.max SJ > ajustajul este preponderent cu joc, deoarece probabilitatea de obţinere a
jocului este mai mare decât probabilitatea de obţinere a strângerii; − Dacă prob.maxprob.max SJ = ajustajul intermediar are probabilităţi egale de obţinere a jocului şi,
respectiv, a strângerii; − Dacă prob.maxprob.max SJ < ajustajul este preponderent cu strângere, deoarece probabilitatea de obţinere
a jocului este mai mică decât probabilitatea de obţinere a strângerii.
• Pentru exemplul prezentat rezultă că, deoarece 0155,0S prob.max = mm > 0015,0J prob.max = mm,
ajustajul este preponderent cu strângere, rezultat identic cu cel obţinut pa baza mărimile limită prescrise.
D. Recomandări privind alegerea ajustajelor intermediare • Prescrierea preciziei pe baza ajustajelor intermediare se recomandă atunci când în funcţionare se cer
o serie de condiţii: − Poziţionarea şi orientarea precisă a piesele asamblate; − Asigurarea montării şi demontării relativ uşoare, fără deteriorarea suprafeţelor de asamblare.
• Valorile jocurilor şi strângerilor prescrise se aleg în funcţie de factorii care caracterizează asamblarea: 1. Materialul şi construcţia pieselor componente (lungimea asamblării); 2. Tipul şi mărimea solicitărilor; 3. Condiţiile de exploatare - mediul, temperatura de funcţionare, posibilităţile de montare - demontare etc.

Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
9
7 . 4 . S I S T E M E D E A J U S T A J E P EN T R U P R E S C R I E R E A P R E C I Z I E I D I M E N S I O N A L E A A S A M B LĂR I L O R
• CONCEPTUL DE SISTEM DE AJUSTAJE DEFINIŢIE: sistemul de ajustaje este „un ansamblu ordonat de ajustaje realizat într-o anumită bază, alezaj unitar sau arbore unitar, pe baza căruia se pot obţine diferite ajustaje cu valori diferite ale jocurilor limită şi strângerilor limită”.
• PRINCIPALELE TIPURI DE SISTEME DE AJUSTAJE: se folosesc două sisteme de ajustaje: 1. Sistemul de ajustaje alezaj unitar; 2. Sistemul de ajustaje arbore unitar.
A. Prescrierea preciziei dimensionale a asamblărilor în sistemul „ALEZAJ UNITAR”
a. Definirea, reprezentarea şi caracteristicile sistemului de ajustaje „ALEZAJ UNITAR”
• DEFINIŢIE: SISTEMUL DE AJUSTAJE ALEZAJ UNITAR este „un sistem de ajustaje în care jocurile sau strângerile cerute sunt obţinute prin asocierea arborilor din diferite clase de toleranţe cu alezaje unitare dintr-o clasă de toleranţe unică”.
• REPREZENTARE GRAFICĂ a sistemului de ajustaje alezaj unitar - figura 7.7 şi figura 7.8. În funcţie de poziţia câmpului de toleranţă al arborelui, pot fi obţinute ajustaje cu joc, ajustaje intermediare şi ajustaje cu strângere.
Dm
in =
Dno
m
Dm
ax
Ajustaje cu joc
Ajustaje intermediare
Ajustaje cu strângere
Figura 7.7. Reprezentarea convenţional completă a ajustajelor în sistemul alezaj unitar
Figura 7.8. Reprezentarea convenţional simplificata a ajustajelor în sistemul alezaj unitar
Aba
teri
fun
dam
enta
le
(+)
0
(-)
Linia zero
Dno
m =
Dm
in
af = ei
af = es
a
b
c cd
d e
ef f fg g h
k m n p r s t u v x y z za zb
zc
j js
TD = H
Ajustaje cu joc Ajustaje intermediare
Ajustaje cu strângere
Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
10
• CARACTERISTICILE SISTEMULUI de ajustaje „ALEZAJ UNITAR” sunt (fig. 7.7 şi fig. 7.8):
1. Suprafaţa sau piesa unitară este alezajul; 2. Simbolul abaterii fundamentale asociat toleranţei alezajului este H; 3. Abaterea fundamentală a câmpului H este zero, EI = Ai = 0, respectiv Dnom = Dmin.
b. Înscrierea în desene a preciziei asamblărilor în sistemul de ajustaje „ALEZAJ UNITAR”
• REGULA GENERALĂ de înscriere în desene a ajustajelor: se face prin indicarea următoarelor elemente:
1. Dimensiunea nominală comună a celor două suprafeţe, alezaj şi arbore, urmată de o fracţie, în care:
2. La numărător se indică, întotdeauna, clasa de toleranţe a alezajului,
3. La numitor se indică, întotdeauna, clasa de toleranţe a arborelui.
• CARACTERISTICA ESENŢIALĂ a indicării unui ajustaj în sistemul alezaj unitar este înscrierea la numărător a simbolului H al abaterii fundamentale a toleranţei alezajului, de exemplu:
− Ajustaje cu joc, de exemplu: H12/b12, H7/c8, H7/d8, H6/e7, H8/h8;
− Ajustaje intermediare, de exemplu: H6/js5, H6/j5, H7/k6, H7/m6;
− Ajustaje cu strângere, de exemplu: H6/n5, H7/p5, H7/r6, H7/s6, H6/t5.
• AJUSTAJELE PREFERENŢIALE în sistemul alezaj unitar - se fac următoarele recomandări:
1. Ajustajele preferenţiale se recomandă pentru “a evita o multiplicare inutilă a sculelor şi a instrumentelor de măsurat şi de a îndruma utilizatorul spre câmpurile de toleranţe preferenţiale pentru arbori şi alezaje care să fie utilizate la constituirea ajustajelor”.
2. Ajustajele preferenţiale se pot obţin din clasele de toleranţe preferenţiale şi sunt scrise cu caractere îngroşate.
Ajustajele preferenţiale în sistemul alezaj unitar, STAS 8100/4-1988 Tabelul 7.1
Abaterile fundamentale ale arborilor a b c d e f g h js k m n p r s t
Cla
sa to
ler
alez
aj
AJUSTAJELE ÎN SISTEMUL ALEZAJ UNITAR RECOMANDATE
H6 H6 e7
H6 f6
H6 g5
H6 h5
H6 js5
H6 k5
H6 m5
H6 n5
H6 p5
H6 r5
H6 s5
H6 t5
H7 H7 c8
H7 d8
H7 H7 e7 e8
H7 H7 f6 f7
H7 g6
H7 h6
H7 js6
H7 k6
H7 m6
H7 n6
H7 p6
H7 r6
H7 s6
H7 t6
H8 H8 d9
H8 H8 e8 e9
H8 f8
H8 H8 H8 h7 h8 h9
H8 js7
H8 k7
H8 m7
H8 n7
H8 p7
H8 r7
H8 s7
H9 H9 d10
H9 c9
H9 f9
H9 h9
H10 H10 d10
H10 h10
H11 H11 a11
H11 b11
H11 c11
H11 d11
H11 h11
H12 H12 b12
H12 h12
Observaţii. 1. Sistemul alezaj unitar este considerat sistem preferenţial. 2. Ajustajele preferenţiale în sistemul alezaj unitar sunt scrise cu caractere îngroşate. 3. Sistemul alezaj unitar se recomandă să se utilizeze în toate cazurile, cu excepţia acelora în care, funcţional sau tehnologic, este raţională folosirea sistemului arbore unitar sau utilizarea unor ajustaje în afara celor două sisteme.
• ALEGEREA TREPTEI DE PRECIZIE A ALEZAJULUI ŞI A ARBORELUI - se recomandă să se facă astfel: − Toleranţele alese trebuie să fie cele mai mari dintre cele compatibile cu condiţiile de utilizare;
− Alezajului i se alocă adesea o toleranţă cu o treaptă mai grosieră decât cea a arborelui, fiind partea cea mai dificilă a fabricaţiei, exemplu H 8 – f 7”.

Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
11
B. Prescrierea preciziei dimensionale a asamblărilor în sistemul „ARBORE UNITAR” a. Definirea, reprezentarea şi caracteristicile sistemului de ajustaje
„ARBORE UNITAR” • DEFINIŢIE: SISTEMUL DE AJUSTAJE „ARBORE UNITAR” este „un sistem de ajustaje
în care jocurile sau strângerile cerute sunt obţinute prin asocierea alezajelor din diferite clase de toleranţe cu arbori dintr-o clasă de toleranţă unică”.
• REPREZENTARE GRAFICĂ a sistemului arbore unitar figura 7.9 şi figura 7.10. În funcţie de poziţia câmpului de toleranţă al alezajului, pot fi obţinute ajustaje cu joc, ajustaje intermediare şi ajustaje cu strângere.
Figura 7.9. Reprezentarea convenţional completă a ajustajelor în sistemul arbore unitar
Figura 7.10. Reprezentarea convenţional simplificată a ajustajelor în sistemul arbore unitar
• CARACTERISTICILE sistemului de ajustaje „ARBORE UNITAR” sunt:
1. Suprafaţa sau piesa unitară este arborele; 2. Simbolul abaterii fundamentale asociat toleranţei arborelui este h; 3. Abaterea superioară a câmpului h este zero, es = as = 0, respectiv, dmax = dnom.
Aba
teri
fun
dam
enta
le
(+)
0
(-)
Linia zero
d nom
= d
max
Af = EI
A
B
CC
D E EF F FG G H
K M N P R S T U V X Y Z ZA
ZB
ZC
J JS
Td = h
Ajustaje cu joc Ajustaje cu strângere Ajustaje
intermediare
Ajustaje cu strângere
Ajustaje intermediare
Ajustaje cu joc
Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
12
b. Înscrierea în desene a preciziei asamblărilor în sistemul de ajustaje „ARBORE UNITAR”
• REGULA GENERALĂ de înscriere în desene a ajustajelor în sistemul „arbore unitar”: se face prin
indicarea aceloraşi elemente ca în cazul sistemului alezaj unitar, respectiv:
1. Dimensiunea nominală comună a celor două suprafeţe, alezaj şi arbore, urmată de o fracţie, în care:
2. La numărător se indică, întotdeauna, clasa de toleranţe a alezajului,
3. La numitor se indică, întotdeauna, clasa de toleranţe a arborelui.
• CARACTERISTICA ESENŢIALĂ a indicării unui ajustaj în sistemul arbore unitar este înscrierea la numărător a simbolului h al abaterii fundamentale a toleranţei arborelui, de exemplu:
− Ajustaje cu joc, de exemplu: C11/h11,G7/h6, F7/h6, E7/h8, F8/H6, D8/h9; − Ajustaje intermediare, de exemplu: J7/h6, K7/h6, M7/h6, N7/h6; − Ajustaje cu strângere, de exemplu: P7/h6, R7/h6, S7/h6, U7/h6.
• AJUSTAJELE PREFERENŢIALE în sistemul arbore unitar - se respectă aceleaşi recomandări:
1. Ajustajele preferenţiale se recomandă pentru “a evita o multiplicare inutilă a sculelor şi a instrumentelor de măsurat şi de a îndruma utilizatorul spre câmpurile de toleranţe preferenţiale pentru arbori şi alezaje care să fie utilizate la constituirea ajustajelor”.
2. Ajustajele preferenţiale se pot obţine din clasele de toleranţe preferenţiale şi sunt scrise cu caractere îngroşate.
Ajustajele preferenţiale în sistemul arbore unitar, STAS 8100/4-1988 Tabelul 7.2 Abate r i le fundamenta le a le a leza je lor
A B C D E F G H JS K M N P R S Clasa toler arbore AJUSTAJELE ÎN SISTEMUL ARBORE UNITAR RECOMANDATE
h5 JS6 h5
h6 F8 h6
G7 h6
H7 h6
JS7 h6
K7 h6
M7 h6
N7 h6
P7 h6
R7 h6
S7 h6
h7 F7 h7 H8
h7 JS8 h7
h8 E9 h8
F8 h8 H8
h8
h9 D10 h9 H9
h9
h10 H10 h10
h11 A11 h11
B11 h11
C11 h11
D11 h11 H11
h11
h12 H12 h12
Observaţii: 1. Ajustajele preferenţiale sunt scrise cu caractere îngroşate; 2. Sistemul arbore unitar se recomandă să se utilizeze numai în cazurile în care utilizarea sistemului alezaj unitar, considerat sistem preferenţial, este funcţional sau tehnologic neraţională.
• ALEGEREA TREPTEI DE PRECIZIE A ALEZAJULUI ŞI A ARBORELUI - se respectă
aceleaşi recomandări, respectiv:
− Toleranţele alese trebuie să fie cele mai mari dintre cele compatibile cu condiţiile de utilizare;
− Alezajului i se alocă adesea o toleranţă cu o treaptă mai grosieră decât cea a arborelui, fiind partea cea mai dificilă a fabricaţiei, exemplu H 8 – f 7”.

Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
13
C. Alegerea sistemului de ajustaje – ALEZAJ sau ARBORE UNITAR a. RECOMANDĂRI PRIVIND ALEGEREA SISTEMULUI DE AJUSTAJE – conform ISO:
1. Sistemul alezaj unitar este considerat sistem preferenţial; 2. Sistemul de ajustaje alezaj unitar se recomandă să se utilizeze în toate cazurile, cu excepţia
acelora în care, funcţional sau tehnologic, este raţională folosirea sistemului arbore unitar sau utilizarea unor ajustaje în afara celor două sisteme;
3. Sistemul de ajustaje arbore unitar se recomandă să se utilizeze în cazurile în care, funcţional sau tehnologic, nu este posibilă utilizarea sistemului alezaj unitar.
4. Sistemul arbore unitar trebuie utilizat numai acolo unde conduce la avantaje economice sigure, de exemplu, acolo unde este necesar să se monteze mai multe piese cu alezaje având diferite abateri pe un singur arbore. În caz contrar, este preferabil să se aleagă sistemul alezaj unitar şi prin adoptarea acestuia ca sistem preferat pentru uz general, se evită o multiplicare inutilă a instrumentelor de măsurare.
b. FACTORII CARE POT DETERMINA ALEGEREA unuia dintre cele două sisteme de ajustaje: 1. Tipul ajustajului; 2. Costul execuţiei; 3. Asamblare simplă; 4. Influenţa asamblării asupra suprafeţelor funcţionale; 5. Materialul pieselor componente; 6. Tipul producţiei.
c. STUDIU DE CAZ privind alegerea sistemului de ajustaje • CAZUL 1. Tipul ajustajului: la „interior” ajustaj cu strângere şi la „exterior” ajustaje cu joc
Fig. 7.11. Ajustaje în
sistemul ALEZAJ UNITAR Fig. 7.12. Ajustaje în
sistemul ARBORE UNITAR
• Caracteristicile alegerii sistemului de ajustaje alezaj unitar (fig. 7.11 şi fig. 7. 2): 1. Constructiv: cele trei alezaje se realizează cu aceeaşi dimensiune „D”, care materializează
condiţia de sistem alezaj unitar; 2. Costul: realizarea celor trei alezaje la aceeaşi dimensiune este mai ieftină decât realizarea acestora
la dimensiuni diferite, aspect important în cazul unei producţii de serie mare sau de masă. 3. Uşurinţa asamblării: asamblarea se realizează mai greu decât în cazul sistemului arbore unitar
deoarece treapta d2 trebuie să treacă obligatoriu prin unul dintre alezajele exterioare. 4. Influenţa asupra suprafeţelor funcţionale: care se consideră a fi alezajele exterioare, treapta
arborelui de diametru d2 afectează mai mult suprafaţa unuia dintre alezajele exterioare, indiferent de sensul de asamblare.
5. Decizie: se iau în discuţie şi alte criterii, ex.: în cazul producţiei de serie mare şi masă şi în ipoteza că materialul pieselor este rezistent la solicitările din timpul asamblării, care asigură că funcţionalitatea nu este afectată, criteriul economic devine foarte important şi pentru a fi satisfăcut se adoptă sistemul alezaj unitar.
Td2
TD
Td1=Td3
Jmax 1-4
Smin 2-4 Smax 2-4
Jmin 1-4
Linia
zero
Dn
om
=d 1
no
m=
d 2n
om
=d 3
no
m
d 1m
in =
d3
min
d 1m
max
= d
3m
ax
d 2m
in
d 2m
ax
1 2
3
4
d1
J 1 -
4/2
J 3 -
4/2
Strângere Joc Joc Strângere JocJoc
Prof. Dr. Ing. A. VIŞAN, Conf. dr. Ing. N. IONESCU, Toleranţe, Cap. 7. Prescrierea preciziei asamblărilor - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
14
• CAZUL 2. Tipul ajustajului: la „interior” ajustaj cu joc şi la „exterior” ajustaje cu strângere (fig. 7.13 şi fig. 7.14).
Fig. 7.13. Ajustaje în sistemul ARBORE UNITAR
Fig. 7.14. Ajustaje în sistemul ALEZAJ UNITAR
• Caracteristicile alegerii sistemului sistemul arbore unitar (fig. 7.13 şi fig. 7.14):
1. Constructiv: arborele se realizează la aceeaşi dimensiune „d”, care materializează condiţia de sistem arbore unitar;
2. Costul: cele trei alezaje se realizează cu diametre diferite D1, D2 şi D3, fapt ce constituie un dezavantaj din punct de vedere economic;
3. Uşurinţa asamblării: asamblarea se realizează relativ mai uşor;
4. Influenţa asupra suprafeţelor funcţionale: realizarea asamblării afectează mai puţin funcţionalitatea, deoarece, indiferent din ce sens se realizează asamblarea, este afectată suprafaţa unuia dintre alezajele exterioare;
5. Decizie: se iau în discuţie şi alte criterii, ex.: în ipoteza că materialul pieselor nu este rezistent la solicitările din timpul asamblării, care implică afectarea funcţionalităţii, se poate adopta sistemul arbore unitar.
7.5 . PRESCRIEREA PRECIZIEI POZIŢ IE I RELATIVE A ASAMBLĂRILOR Pe lângă precizia dimensională, asamblările sunt caracterizate şi de o precizie de poziţie relativă. Ca şi în cazul mărimilor care determină precizia dimensională, precizia poziţiei relative a asamblărilor este determinată, în funcţie de stadiul în care se află produsul, de o serie de mărimi prescrise, reale şi efective, dintre care cele mai importante sunt:
• Mă r imi care determină p rec iz ia poz i ţ ie i e lemente lor componente:
− Precizia poziţiei nominale;
− Precizia coaxialităţii;
− Precizia simetriei.
• Mă r imi care determină p rec iz ia or ientă r i i e lemente lor componente:
− Precizia paralelismului;
− Precizia perpendicularităţii;
− Precizia înclinării.
• Mă r imi care determină p rec iz ia bă tă i i e lemente lor componente:
− Bătaia radială, circulară sau totală;
− Bătaia frontală, circulară sau totală.
TD2
Td 4
TD1=TD3
Jmax 2-4 Jmin 2 - 4
Smax1-4 Smin 1-4
Linia
zero
1 2 3
4
Joc Strângere Strângere
d1 d3
Joc Strângere Strângere

U n i v e r s i t a t e a PO L I TE H N I C A d i n B u c u r eş t i
P r o f . D r . I n g . A u r e l i a n V IŞA N , C o n f . D r . I n g . N i c o l a e I O N E S C U
T O L E R A N Ţ E ♦ Pentru uzul studenţilor ♦
Pa r t ea î n t â i BAZELE TEOR ETIC E ALE PR ESCR IERI I PR ECIZ IE I
CARAC TERIST IC ILOR CONSTRUCTIVE ALE PRODU SELOR
Capi to lu l 8
TEORIA REZOLVĂRII LANŢURILOR DE DIMENSIUNI ♦ Rezumat ♦
Bucureşti, UPB, Catedra TCM
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
2
Capi to lu l 8 TEORIA REZOLVĂRII LANŢURILOR DE DIMENSIUNI
8.1. NOŢIUNI DEFINITORII PRIVIND LANŢURILE DE DIMENSIUNI
A. Definirea, clasificarea şi reprezentarea lanţurilor de dimensiuni
• DEFINIŢIE . Lanţul de dimensiuni = ansamblu de minim trei sau mai multe dimensiuni care formează un contur închis şi care, în general, determină poziţia relativă a unor elemente, de exemplu a unor suprafeţe în cadrul pieselor, a pieselor în cadrul subansamblurilor sau al ansamblurilor etc.
• CLASIFICAREA LANŢURILOR DE DIMENSIUNI I. Din punct de vedere al poziţiei în spaţiu a dimensiunilor componente lanţurile de dimensiuni pot fi:
1. Lanţuri de dimensiuni plane, (fig. 8.1, fig. 8.2 şi fig. 8.3);
2. Lanţuri de dimensiuni spaţiale.
II. În funcţie de tipul şi poziţia în plan a dimensiunilor componente, lanţurile de dimensiuni sunt:
1. Lanţuri de dimensiuni liniare: paralele sau neparalele (fig. 8.1 a şi fig. 8.1b);
2. Lanţuri de dimensiuni unghiulare: cu vârf comun sau fără vârf comun (fig. 8.2.a şi fig. 8.2b);
3. Lanţuri de dimensiuni combinate, formate din dimensiuni liniare şi unghiulare.
• REPREZENTAREA ŞI REZOLVAREA UNUI LANŢ poate face pe baza calcului vectorial, prin asocierea unui sistem de referinţă şi a unui sens de parcurgere a lanţului.
100
60 04,003,0
+− 40
C1 RC
C2
a
b
Fig. 8.1. L.D liniare simple: a - L D liniare paralele; b - L D liniare neparalele
a
b Figura 8.2. L.D unghiulare simple: a - L D unghiulare cu vârf comun; d - L D unghiulare fără vârf comun
15±0
,1
25 ± 0,2
C2 = 40 01,004,0
+−
C1=100 08,002,0
++
40 01,004,0
+−
RC = ?
100 08,002,0
++
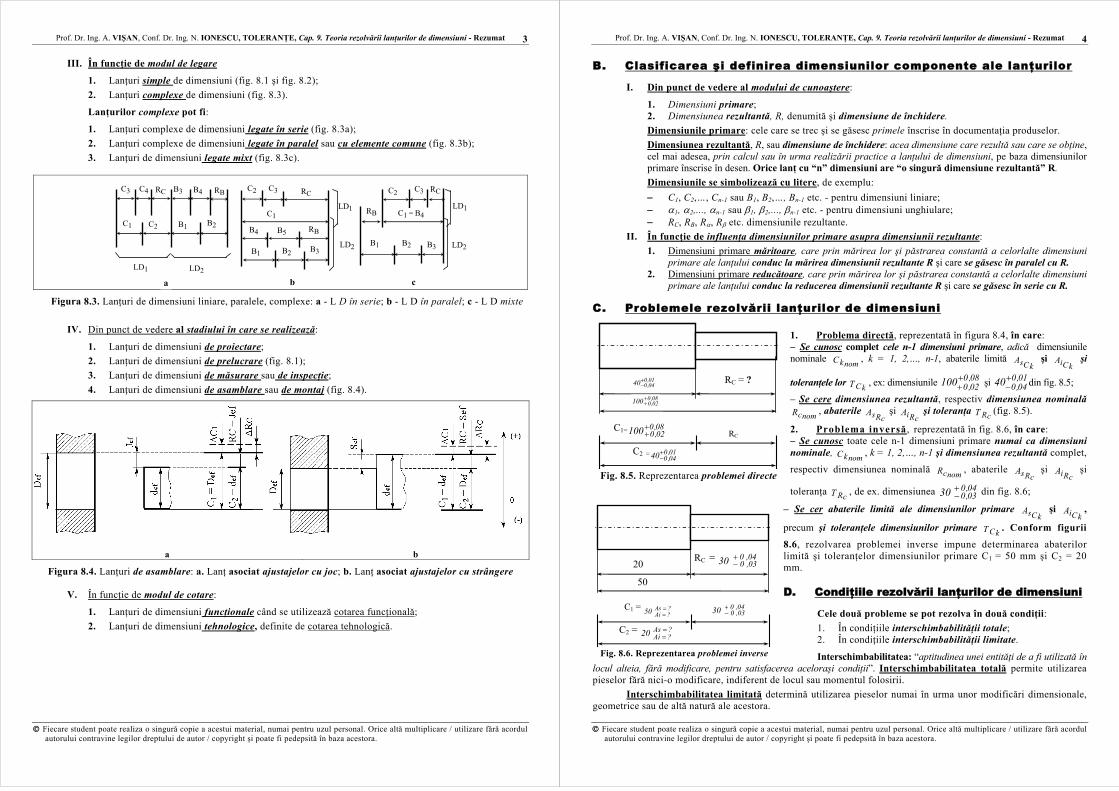
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
3
III. În funcţie de modul de legare
1. Lanţuri simple de dimensiuni (fig. 8.1 şi fig. 8.2);
2. Lanţuri complexe de dimensiuni (fig. 8.3).
Lanţurilor complexe pot fi:
1. Lanţuri complexe de dimensiuni legate în serie (fig. 8.3a);
2. Lanţuri complexe de dimensiuni legate în paralel sau cu elemente comune (fig. 8.3b);
3. Lanţuri de dimensiuni legate mixt (fig. 8.3c).
Figura 8.3. Lanţuri de dimensiuni liniare, paralele, complexe: a - L D în serie; b - L D în paralel; c - L D mixte
IV. Din punct de vedere al stadiului în care se realizează:
1. Lanţuri de dimensiuni de proiectare;
2. Lanţuri de dimensiuni de prelucrare (fig. 8.1);
3. Lanţuri de dimensiuni de măsurare sau de inspecţie;
4. Lanţuri de dimensiuni de asamblare sau de montaj (fig. 8.4).
a
a
b
Figura 8.4. Lanţuri de asamblare: a. Lanţ asociat ajustajelor cu joc; b. Lanţ asociat ajustajelor cu strângere V. În funcţie de modul de cotare:
1. Lanţuri de dimensiuni funcţionale când se utilizează cotarea funcţională;
2. Lanţuri de dimensiuni tehnologice, definite de cotarea tehnologică.
C1 C2
C3 C4 RC
B1 B2
B3 B4 RB
LD1 LD2
a
C1
C2 C3 RC
B1 B2 B3
B4 B5 RB
LD1
LD2
b
C1 = B4 RB
B1 B2 B3
LD1
LD2
C2 C3 RC
c
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
4
B. Clasificarea şi definirea dimensiunilor componente ale lanţurilor
I. Din punct de vedere al modului de cunoaştere:
1. Dimensiuni primare; 2. Dimensiunea rezultantă, R, denumită şi dimensiune de închidere.
Dimensiunile primare: cele care se trec şi se găsesc primele înscrise în documentaţia produselor.
Dimensiunea rezultantă, R, sau dimensiune de închidere: acea dimensiune care rezultă sau care se obţine, cel mai adesea, prin calcul sau în urma realizării practice a lanţului de dimensiuni, pe baza dimensiunilor primare înscrise în desen. Orice lanţ cu “n” dimensiuni are “o singură dimensiune rezultantă” R.
Dimensiunile se simbolizează cu litere, de exemplu:
− C1, C2,…, Cn-1 sau B1, B2,…, Bn-1 etc. - pentru dimensiuni liniare; − α1, α2,..., αn-1 sau β1, β2,..., βn-1 etc. - pentru dimensiuni unghiulare; − RC, RB, Rα, Rβ etc. dimensiunile rezultante.
II. În funcţie de influenţa dimensiunilor primare asupra dimensiunii rezultante:
1. Dimensiuni primare măritoare, care prin mărirea lor şi păstrarea constantă a celorlalte dimensiuni primare ale lanţului conduc la mărirea dimensiunii rezultante R şi care se găsesc în paralel cu R.
2. Dimensiuni primare reducătoare, care prin mărirea lor şi păstrarea constantă a celorlalte dimensiuni primare ale lanţului conduc la reducerea dimensiunii rezultante R şi care se găsesc în serie cu R.
C. Problemele rezolvării lanţurilor de dimensiuni
1. Problema directă, reprezentată în figura 8.4, în care: – Se cunosc complet cele n-1 dimensiuni primare, adică dimensiunile nominale Cknom
, k = 1, 2,…, n-1, abaterile limită AsCk şi AiCk
şi
toleranţele lor T Ck, ex: dimensiunile 08,0
02,0100++ şi 01,004,040+− din fig. 8.5;
– Se cere dimensiunea rezultantă, respectiv dimensiunea nominală Rcnom
, abaterile AsRc şi AiRc
şi toleranţa T Rc(fig. 8.5).
2. Problema inversă , reprezentată în fig. 8.6, în care: – Se cunosc toate cele n-1 dimensiuni primare numai ca dimensiuni nominale, Cknom
, k = 1, 2,…, n-1 şi dimensiunea rezultantă complet,
respectiv dimensiunea nominală Rcnom, abaterile AsRc
şi AiRc şi
toleranţa T Rc, de ex. dimensiunea 30 04,0
03,0+− din fig. 8.6;
– Se cer abaterile limită ale dimensiunilor primare AsCk şi AiCk
,
precum şi toleranţele dimensiunilor primare T Ck. Conform figurii
8.6, rezolvarea problemei inverse impune determinarea abaterilor limită şi toleranţelor dimensiunilor primare C1 = 50 mm şi C2 = 20 mm.
D. Condiţiile rezolvării lanţurilor de dimensiuni
Cele două probleme se pot rezolva în două condiţii:
1. În condiţiile interschimbabilităţii totale; 2. În condiţiile interschimbabilităţii limitate.
Interschimbabilitatea: “aptitudinea unei entităţi de a fi utilizată în locul alteia, fără modificare, pentru satisfacerea aceloraşi condiţii”. Interschimbabilitatea totală permite utilizarea pieselor fără nici-o modificare, indiferent de locul sau momentul folosirii.
Interschimbabilitatea limitată determină utilizarea pieselor numai în urma unor modificări dimensionale, geometrice sau de altă natură ale acestora.
100
60 04,003,0
+− 40
C1 RC
C2
Fig. 8.5. Reprezentarea problemei directe
100
60 04,003,0
+− 40
C1 RC
C2
Fig. 8.6. Reprezentarea problemei inverse
40 01,004,0
+−
100 08,002,0
++
C1=100 08,002,0
++
C2 = 40 01,004,0
+−
RC = ?
C1 = 50 ?As?Ai
==
C2 = 20 ?As?Ai
==
RC = 30 04,003,0
+−
50
20
30 04,003,0
+−

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
5
8.2. REZOLVAREA PROBLEMEI DIRECTE A LANŢURILOR DE DIMENSIUNI LINIARE PARALELE
• CONŢINUTUL problemei directe şi EXEMPLU.
− Se cunosc complet cele n-1 dimensiuni primare, adică dimensiunile nominale C1 = 100 08,0
02,0++
şi C2 = 40 01,004,0
+− deci şi abaterile limită şi toleranţele
acestora (fig. 8.7);
− Se cere dimensiunea rezultantă, respectiv dimensiunea nominală Rcnom
, abaterile limită
AsRc şi AiRc
şi toleranţa T Rc, conform figurii 8.7.
• Problema directă se rezolvă numai în condiţiile interschimbabilităţii totale.
• Metode de rezolvare: 1. Metoda de maxim şi minim; 2. Metoda algebrică sau metoda Lăzărescu; 3. Metoda probabilistică.
A. Rezolvarea problemei directe a LDL paralele prin metoda de maxim şi minim a. CONŢINUTUL METODEI . Metoda se bazează pe ipoteza că toate dimensiunile primare cunoscute
se obţin ca dimensiuni limită, respectiv maxime şi minim şi pe felul dimensiunilor: măritoare sau reducătoare.
b. APLICAREA METODEI ŞI REZOLVAREA PROBLEMEI . Rezolvarea problemei se face, pe baza modelului de calcul din figura 8.8, în trei etape:
1. Calculul dimensiunii rezultante nominale, Rcnom;
2. Calculul abaterilor limită, AsRc şi AiRc
;
3. Calculul toleranţei dimensiunii rezultante, T Rc.
• ETAPA 1. Calculul dimensiunii rezultante nominale . Se asociază lanţului considerat o axă şi un sens de parcurgere.
În acest fel, ecuaţia vectorială generală a lanţului este:
0CRC 2C1 =++
rrr, (8.1)
care proiectată pe axa asociată lanţului devine:
CCR 21C −= sau (8.2)
CCR nom2nom1nomC −=
(8.3)
Pentru exemplul dat în figura 8.7: 6040100RCnom =−= mm.
• În cazul general al unui lanţ cu “n-1” dimensiuni primare, dintre care “p” dimensiuni sunt măritoare, deoarece dimensiunea C1 este măritoare iar C2 este reducătoare şi prin generalizare se deduce relaţia generală:
∑ ∑−==
−
+=
p
1k
1n
1pkrednomkmarnomknomc CCR . (8.4)
C1 = 100 08,002,0
++
C2= 40 01,004,0
+− RC
+ -
Figura 8.7. Problema directă - Exemplu
C2min RCmin
C2nom
C2max
C1min
C1nom
C1max
RCnom
RCmax
Figura 8.8. Modelul metodei de maxim şi minim
RC = ?
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
6
• ETAPA 2 . Calculul abaterilor l imită ale dimensiunii rezultante
• Calculul abaterii superioare. Se scrie expresia dimensiunii rezultante maxime maxcR în funcţie de
abaterile limită:
RC max= RC nom
+ As RC= C1max
- C 2min= C1nom
+ AsC1- C 2nom
- AiC 2 (8.5)
Prin reducerea termenilor, se obţine relaţia abaterii superioare a dimensiunii rezultante sub forma:
A RCs = AsC1- AiC 2
. (8.6)
Pentru exemplul dat în figura 8.7: 12,0)04,0(08,0A cRs +=−−= mm.
În cazul general al unui lanţ de dimensiuni cu “n-1” dimensiuni primare, dintre care “p” dimensiuni sunt măritoare, ţinând seama că AsC1
este abaterea superioară a dimensiunii măritoare C1 , iar AiC 2 este
abaterea inferioară a dimensiunii reducătoare C 2 , prin generalizarea expresiei se obţine:
∑ ∑−==
−
+=
p
1k
1n
1pkredkCimarkCscRs AAA . (8.7)
• Calculul abaterii inferioare. Se scrie expresia dimensiunii rezultante minime mincR în funcţie de
abaterile limită, din care se obţine:
Ai RC = AiC1
- AsC 2 . (8.8)
Pentru exemplul dat în figura 8.7: 01,001,002,0A cRi =−= mm.
În cazul general al unui lanţ de dimensiuni cu “n-1” dimensiuni primare, dintre care “p” dimensiuni sunt măritoare, deoarece C1 este dimensiune măritoare şi C2 reducătoare pe baza aceloraşi considerente,
prin generalizarea expresiei se obţine:
AiRC = ∑
=
p
1kiC markA - ∑
−
+=
1n
1pksC redkA . (8.9)
• ETAPA 3. Calculul toleranţei dimensiunii rezultante. Conform definiţiei toleranţei, se poate scrie:
( ) =−−−=−= max2min1min2max1mincmaxcRc CCCCRRT T C1+T C 2 .
(8.10)
Pentru exemplul dat în figura 8.7: 11,005,006,0TcR =+= mm.
Pentru cazul general al unui lanţ de dimensiuni cu “n-1” dimensiuni primare, prin generalizarea expresiei se obţine:
∑=+++=−
=−
1n
1k K1n21C T CT C...T CT CT R , (8.11)
care reprezintă relaţia fundamentală a toleranţelor dimensiunilor unui lanţ de dimensiuni.

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
7
B. Rezolvarea problemei directe a LDL paralele prin metoda algebrică
a. CONŢINUTUL METODEI . Metoda algebrică are la bază o teoremă stabilită de Profesorul Dr. Ing. Ion Lăzărescu din Cluj, care se poate formula astfel: într-o sumă algebrică de mărimi tolerate acestea se pot scrie desfăşurat, sub formă de dimensiuni nominale şi abateri limită, semnul minus în faţa unei mărimi schimbă semnul dimensiunii nominale, al abaterilor limită ale acesteia cât şi poziţia abaterilor, părţile de acelaşi fel se pot aduna între ele şi, în final, se pot egala.
b. APLICAREA METODEI ŞI REZOLVAREA PROBLEMEI . Se parcurg paşii evidenţiaţi în definiţia metodei, după cum urmează.
1. Stabilirea ecuaţiei dimensiunilor lanţului, prin asocierea unei axe şi a unui semn corespunzător sensului de parcurgere a lanţului.
CCR 21C −= . (8.12)
2. Mărimile se scriu desfăşurat, sub formă de dimensiuni nominale şi abateri limită, respectiv:
⎟⎠⎞⎜
⎝⎛−= A
ACAsAC
AAR 2sC
2iCnom21C1iCnom1
sRciRc
Cnom (8.13)
Pentru exemplul dat în figura 8.7, rezultă: ( )01,004,0
08,002,0
CSRA
CiRAC 40100R +−
++ −=
3. Semnul minus în faţa unei mărimi schimbă semnul dimensiunii nominale, al abaterilor limită ale acesteia cât şi poziţia abaterilor, abaterea superioară devine inferioară cu semn schimbat şi invers:
AiA
CAsA
CAA
R 2C
2sCnom2
1C
1iCnom1
sRc
iRcnomC
−−
−= . (8.14)
Pentru exemplul dat în figura 8.7: 04,001,0
08,002,0
CSRA
CiRAC 40100R +−
++ −=
4. Părţile de acelaşi fel se pot aduna algebric, respectiv dimensiuni nominale şi abateri limită:
( ) AAAACCA
AR 2iC1sC
2sC1iCnom2nom1sRc
iRcnomC
−−−= . (8.15)
Pentru exemplul dat î figura 8.7 se obţine: ( ) 04,008,001,002,0
CSRA
CiRAC 40100R ++−+−=
5. În final, părţile de acelaşi fel din cei doi membri ai ecuaţiei se egalează, rezultând relaţiile căutate pentru rezolvarea problemei directe, respectiv:
• Dimensiunea rezultantă nominală: ( )CCR nom2nom1nomC −= . (8.16)
Pentru exemplul dat în figura 8.7: ( ) 6040100RCnom =−= mm
• Abaterea superioară a dimensiunii rezultante: AAA 2iC1sCsRc −= . (8.17)
Pentru exemplul dat în figura 8.7: 12,004,008,0AsRc +=++= mm
• Abaterea inferioară a dimensiunii rezultante: AAA 2sC1iCiRc −=. (8.18)
Pentru exemplul dat în figura 8.7: 01,001,002,0AiRc +=−+= mm
6. Calculul toleranţei dimensiunii rezultante: pe baza cunoaşterii abaterilor limită:
AAT R iRcsRcC−= (8.19)
Pentru exemplul dat în figura 8.7: 011,001,012,0TRc +=−+= mm
În final, pentru exemplul prezentat în figura 8.6, aplicând metoda algebrică, se obţine:
( ) 12,001,0
04,008,001,002,0
01,004,0
08,002,0
CSRA
CiRAC 604010040100R ++
++−+
+−
++ =−=⎟
⎠⎞⎜
⎝⎛−= mm.
• PRECIZARE. S-a obţinut 12,001,0C 60R +
+= mm, rezultat este identic cu cel obţinut prin metoda de maxim şi minim.
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
8
C. Rezolvarea problemei directe a LDL paralele prin metoda probabilistică
a. CONŢINUTUL METODEI . Metoda permite calculul valorii probabile a toleranţei dimensiunii rezultante şi, pe această bază, a abaterilor limită probabile ale acesteia în două moduri:
− Pe baza cunoaşterii abaterilor limită teoretice, a toleranţei teoretice şi a toleranţei probabile; determinate cu metoda de maxim şi minim sau metoda algebrică;
− Pe baza cunoaşterii valorii centrale a dimensiunii rezultante a lanţului de dimensiuni şi a toleranţei probabile a dimensiunii rezultante.
b. APLICAREA METODEI ŞI REZOLVAREA PROBLEMEI . Pentru rezolvarea problemei prin metoda probabilistică se parcurg două etape:
− Calculul toleranţei probabile a dimensiunii rezultante; − Calculul abaterilor limită probabile ale dimensiunii rezultante.
• ETAPA 1. Calculul toleranţei probabile a dimensiunii rezultante
În ipoteza că toate dimensiunile primare se obţin după legea distribuţiei normale (kk = kR = 1 şi α k = α R = 0), toleranţa probabilă se calculează cu relaţia:
2
1n
2
2
2
1probC CT...
CT
CTT R −
+++= =∑−
=
1n
1k
2
kCT
. (8.20)
Pentru exemplul dat în figura 8.7: 078,005,006,0T 22RCprob =+= mm.
• ETAPA 2. Calculul abaterilor limită probabile ale dimensiunii rezultante. Se poate realiza în două moduri, după cum urmează.
2.1. Calculul abaterilor limită probabile pe baza cunoaşterii abaterilor limită teoretice, a toleranţei teoretice şi a toleranţei probabile, conform schemei din figura 8.9.
• Abaterea superioară probabilă se calculează, conform figurii 8.9, cu relaţia (fig. 8.9):
2
TTAA
probcRcRcRsprobcRs
−−= . (8.21)
Pentru exemplul dat în figura 8.7: 104,02
078,011,012,0A probcsR +=
−−= mm.
• Abaterea inferioară probabilă se calculează, conform figurii 8.9, cu relaţia (fig. 8.9):
2
TTAA
probcRcRcRiprobcRi
−+= . (8.22)
Pentru exemplul dat în figura 8.7: 026,02
078,011,001,0A probciR +=
−+= mm.
XC
RC
AsR
C
AiR
C
TR
C TR
Cpr
obA
iRC
prob
AsR
Cpr
ob
Linia zero
0
-
+
Aba
teri
TR
C -
TR
Cpr
ob
2
TR
C -
TR
Cpr
ob
2
TR
Cpr
ob
2
TR
Cpr
ob
2
Figura 8.9. Schema de calcul a abaterilor limită probabile

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
9
• Dimensiunea rezultantă maximă probabilă se calculează cu relaţia cunoscută, respectiv:
probcRsnomcprobmaxc ARR += . (8.23)
Pentru exemplul dat în figura 8.7: 104,60104,060R probmaxc =+= mm.
• Dimensiunea rezultantă minimă probabilă se calculează cu relaţia cunoscută, şi anume:
probcRinomcprobminc ARR += . (8.24)
Pentru exemplul dat în figura 8.7: 026,60026,060R probminc =+= mm.
2.2. Calculul abaterilor limită probabile pe baza cunoaşterii valorii centrale a dimensiunii rezultante
cRCX a lanţului de dimensiuni şi a toleranţei probabile conform schemei din figura 8.9.
• Abaterea superioară probabilă se calculează conform schemei din figura 8.9 cu relaţia:
2
TX RCA
probcR
CprobcRs += în care (8.25)
redkCC1n
1pk
p
1kmarkCCcRC XXX ∑−∑=
−
+==, iar (8.26)
2
AAX kCikCs
kCC+
= . (8.27)
Pentru exemplul dat în figura 8.7:
05,02
02,008,0X
1CC =+
= mm; 015,02
04,001,0X 2CC −=
−= mm;
065,0)015,0(05,0X C Rc=−−= mm, şi rezultă
104,02
078,0065,0A probCRs =+= mm.
• Abaterea inferioară probabilă se calculează conform schemei din figura 8.9 cu expresia:
2
TX RCA
probcR
CprobcRi −= . (8.28)
Pentru exemplul dat în figura 8.7: 026,02
078,0065,0A probCRi =−= mm.
• PRECIZARE . Toleranţa probabilă a dimensiunii rezultante este mai mică decât toleranţa teoretică, determinată prin metoda de maxim şi minim sau prin metoda algebrică, respectiv pentru exemplul din figura 8.7 se obţine:
=T R probC∑−
=
1n
1k
2
kCT = 0,078mm < ∑=
−
=
1n
1k KC T CT R = 0,11mm.
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
10
8.3. REZOLVAREA PROBLEMEI INVERSE A LANŢURILOR DE DIMENSIUNI LINIARE PARALELE IN CONDIŢIILE INTERSCHIMBABILITĂŢII TOTALE
• CONŢINUTUL rezolvării problemei inverse şi EXEMPLU Rezolvarea problemei inverse presupune determinarea toleranţelor şi abaterilor limită ale dimensiunilor
primare, exemplu T C1, T C 2
, AsC1, AiC1 şi AsC2, AiC2,
cunoscând dimensiunile nominale, C1nom şi C2nom, ale dimensiunilor primare, adică C1nom = 50mm şi C2nom = 20mm şi dimensiunea rezultantă, respectiv RC nom
= 30mm şi abaterile
acesteia, As RC=+0,04mm şi Ai RC
= - 0,03mm.
Din punct de vedere matematic, rezolvarea problemei inverse reprezintă o nedeterminare deoarece impune stabilirea unui număr de “2(n-1) = 2(3-1) = 4” necunoscute, respectiv “n-1 = 3-1 = 2” abateri limită, superioare sau inferioare şi “n-1 = 3-1 = 2” toleranţe, în condiţiile cunoaşterii unei singure ecuaţii, şi anume ecuaţia
fundamentală a toleranţelor lanţului, respectiv relaţia (8.11) de forma:
∑=+++=−
=−
1n
1k K1n21C T CT C...T CT CT R = T C1
+ T C 2.
• METODE DE REZOLVARE a problemei inverse ÎN CONDIŢIILE INTERSCHIMBABILITĂŢII TOTALE: 1. Metoda toleranţei medii; 2. Metoda determinării treptei de precizie a lanţului de dimensiuni.
A. Rezolvarea problemei inverse a LDL paralele prin metoda toleranţei medii a. CONŢINUTUL METODEI
Metoda se bazează pe determinarea unei toleranţe orientative, denumită “medie”, pe baza unor ipoteze simplificatoare, respectiv:
− Toate dimensiunile primare ale lanţului au aceeaşi dimensiune nominală; − Toate dimensiunile primare se execută în aceeaşi treaptă de precizie.
Pe baza toleranţei medii se stabilesc toleranţele dimensiunilor primare ţinând seama, pentru fiecare dimensiune primară în parte, de cei doi factori cunoscuţi care determină valoarea unei toleranţe, respectiv de dimensiunea nominală şi de precizia dimensiunii.
În continuare se calculează abaterile limită ale acestora luând în considerare felul dimensiunilor, măritoare sau reducătoare şi poziţia toleranţei dimensiunii rezultante faţă de linia zero.
b. APLICAREA METODEI ŞI REZOLVAREA PROBLEMEI
Conform conţinutului, rezolvarea problemei inverse se realizează în trei etape, respectiv:
1. Calculul toleranţei medii; 2. Stabilirea toleranţelor dimensiunilor primare; 3. Calculul abaterilor limită ale dimensiunilor primare.
• ETAPA 1 . Calculul toleranţei medii . Se pleacă de la ecuaţia fundamentală a toleranţelor lanţului de dimensiuni, scrisă în funcţie de coeficientul de precizie “k” şi de factorul de toleranţă “i” sau ”I”, respectiv:
ik...ikikTT 1n1n22111n
1kkCRc −−
−
=⋅++⋅+⋅=∑= . (8.29)
Pe baza primei ipoteze simplificatoare , conform căreia toate dimensiunile primare ale lanţului de dimensiuni au aceeaşi dimensiune nominală, rezultă că factorul de toleranţă, “i” sau “I” este acelaşi, respectiv:
med1n21 ii...ii ==== − .sau I1 = I2 = ..., In-1 = Imed (8.30)
C1 = 100
RC = 60 04,003,0
+− C2 = 40
Figura 8.10. Problema inversă - Exemplu
C1 = 50 ?As?Ai
==
C2 = 20 ?As?Ai
==
RC = 30 04,003,0
+−

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
11
Pe baza celei de-a doua ipoteze simplificatoare, conform căreia toate dimensiunile primare ale lanţului se execută în aceeaşi treaptă de precizie, rezultă că şi coeficientul de precizie „k” asociat fiecărei dimensiuni primare Ck, este acelaşi, şi anume:
med1n21 kk...kk ==== − . (8.31)
Pe această bază ecuaţia fundamentală a toleranţelor lanţului de dimensiuni devine:
T Rc= ∑
−
=
1n
1kCkT = T C1
+ T C2+...+ T 1n− = ki...kiki 1n1n2211 −− ⋅++⋅+⋅ = ( ) ( ) T1nik1n medmedmed ⋅−=⋅⋅− (8.32)
Rezultă expresia toleranţei medii:
1n
TT Rc
med −= . (8.33)
Pentru exemplul dat în figura 8.10 se obţine: 035,013
)03,0(04,0Tmed =
−−−
= mm.
• ETAPA 2 . Stabil irea toleranţelor dimensiunilor primare prin luarea în considerare a dimensiunilor nominale reale ale dimensiunilor primare şi a rolului funcţional al suprafeţelor în doi paşi, după cum urmează.
• PASUL 1: Stabilirea valorilor preliminare: în care pentru fiecare dimensiune primară se stabileşte o toleranţă T Ci
, mai mică, egală sau mai mare decât toleranţa medie T med , în funcţie de dimensiunile
nominale reale ale dimensiunilor primare, care sunt mai mici, egale sau mai mari decât o valoare medie a acestora şi de rolul funcţional diferit al suprafeţelor, toleranţa dimensiunii rezultante “distribuindu-se” după o funcţie care să ţine seama de dependenţa toleranţei de dimensiunea nominală, respectiv o funcţie parabolică, pentru gama 1 (0-500)mm sau o funcţie liniară, pentru gama 2 (500-3150)mm şi de precizie.
Pentru exemplul dat în figura 8.10: În ipoteza că toleranţele dimensiunilor primare pot fi proporţionale cu valorile nominale ale acestora şi că toate dimensiunile primare au acelaşi rol funcţional, se propun valorile:
T C1 = 0,050 mm; TC2 = 0,020 mm.
• PASUL 2: Stabilirea valorilor finale: în care valorile toleranţelor T C1, T C2
,…, T C 1n− se definitivează
ca valori standardizate şi se verifică satisfacerea condiţiei ca suma lor să respecte ecuaţia fundamentală a toleranţelor lanţului, respectiv:
T Rc = ∑−
=
1n
1kCkT
Pentru exemplul dat în figura 8.10: valorile stabilite satisfac ecuaţia fundamentală, respectiv:
T C1 + T C2
= T Rc adică 0,050 + 0,020 = 0,070mm.
• ETAPA 3 . Calculul abaterilor limită ale dimensiunilor primare se face ţinând cont de influenţa dimensiunilor primare asupra dimensiunii rezultante prin luarea în considerare a felului dimensiunilor primare pentru care se determină abaterile, respectiv dimensiuni măritoare sau reducătoare, astfel:
− Abaterile limită ale dimensiunilor măritoare se determină astfel încât toleranţa acestora să aibă în raport cu linia zero aceeaşi poziţie ca şi toleranţa dimensiunii rezultante;
− Abaterile limită ale dimensiunilor reducătoare se determină astfel încât toleranţa acestora să aibă în raport cu linia zero o poziţie inversă faţă de poziţia toleranţei dimensiunii rezultante.
Pentru calculul abaterilor limită ale dimensiunilor primare, cunoscând toleranţele acestora, se parcurg următorii 3 paşi.
• PASUL 1: Stabilirea poziţiei toleranţei dimensiunii rezultante faţă de linia zero prin calculul unui coeficient α, respectiv:
T RAsR CC⋅= α
rezultăT R
AsR
C
C=α (8.34)
Pentru exemplul dat în figura 8.10: 7
4
070,0
040,0==α .
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
12
Conform relaţiei de definiţie a toleranţei se poate scrie că
T Rc= AsRc
- AiRc= ⋅α T Rc
- AiRc,
de unde se obţine:
AiRc= ⋅α T Rc
- T Rc= ( ⋅α - 1)⋅ T Rc
.
Poziţia toleranţei dimensiunii rezultante faţă de linia zero este definită, prin coeficientul α, pe baza relaţiilor:
T RAsR CC⋅= α ; (8.35)
( ) T R1AiR CC⋅−= α . (8.36)
• PASUL 2: Calculul abaterilor limită ale dimensiunilor primare măritoare se face aplicând condiţia ca toleranţa acestor dimensiuni să aibă în raport cu linia zero aceeaşi poziţie ca şi toleranţa dimensiunii rezultante, respectiv calculul se face cu relaţiile:
T CA markmarCks ⋅= α ; (8.37)
( ) T C1A markmarCki ⋅−= α . (8.38)
Pentru exemplul dat în figura 8.10: deoarece 7
4=α şi T C1 = 0,050 mm abaterile limită ale
dimensiunii măritoare C1 sunt:
028,0050,07
4A 1SC +=⋅= mm şi
022,0050,017
4A 1iC −=⋅⎟
⎠⎞
⎜⎝⎛ −= mm.
• PASUL 3: Calculul abaterilor limită ale dimensiunilor primare reducătoare se face aplicând condiţia ca toleranţa acestor dimensiuni să aibă în raport cu linia zero o poziţie inversă faţă de poziţia toleranţei dimensiunii rezultante, respectiv calculul se face cu relaţiile:
( ) T C1A redkredCks ⋅−= α ; (8.39)
T CA redkredCki ⋅−= α . (8.40)
Pentru exemplul dat în figura 8.10: deoarece 7
4=α şi T C2
= 0,020 mm abaterile limită ale dimensiunii
reducătoare C2 sunt:
008,0020,07
41A
2SC =⋅⎟⎠⎞
⎜⎝⎛ −=
mm şi
012,0020,07
4A 2iC −=⋅−= mm.

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
13
B. Rezolvarea problemei inverse a LDL paralele prin metoda treptei de precizie
a. CONŢINUTUL METODEI
Metoda se bazează pe calculul toleranţelor necunoscute ale dimensiunilor primare pe baza formulelor acestora, de forma ikT k⋅= sau IkT k⋅= , prin determinarea coeficientului de precizie “k” al
întregului lanţ, făcând o singură ipoteză simplificatoare şi anume că „toate dimensiunile primare se realizează în aceeaşi treaptă de precizie”.
Abaterile limită ale dimensiunilor primare se calculează în mod similar ca în cazul aplicării metodei toleranţei medii.
b. APLICAREA METODEI ŞI REZOLVAREA PROBLEMEI
Pentru rezolvarea problemei inverse prin metoda determinării treptei de precizie a lanţurilor de dimensiuni se impune parcurgerea a două etape, respectiv:
1. Stabilirea toleranţelor dimensiunilor primare; 2. Calculul abaterilor limită ale dimensiunilor primare.
• ETAPA 1 . Stabil irea toleranţelor dimensiunilor primare
Se realizează prin parcurgerea următorilor 4 paşi.
• PASUL 1. Determinarea coeficientului de precizie calculat kC pornind de la ecuaţia fundamentală a toleranţelor lanţului de dimensiuni scrisă în funcţie de coeficientul de precizie “k”:
ik...ikikTT 1n1n22111n
1kkCRc −−
−
=⋅++⋅+⋅=∑= . (8.41)
Pe baza ipotezei simplificatoare conform căreia toate dimensiunile primare se execută în aceeaşi treaptă de precizie, rezultă că coeficientul “kk” al fiecărei dimensiuni primare Ck este acelaşi, respectiv
kk...kk C1n21 ==== − , iar ecuaţia fundamentală devine:
ik...ikikTT 1n1n22111n
1kkCRc −−
−
=⋅++⋅+⋅=∑= = ⋅K C ∑
−
=
1n
1kki . (8.42)
Pe această bază, se deduce relaţia coeficientului de precizie calculat sau de calcul “ k C ”, sub forma:
∑=
−
=
1n
1kk
RcC
i
TK . (8.43)
• PASUL 2. Stabilirea valorii standardizate a coeficientului „K”, respectiv k STAS şi a treptei de
precizie a lanţului de dimensiuni pe baza coeficientului calculat “ kC ”, conform SR EN 20286-1/97, prin
rotunjire la valoarea coeficientului standardizat “ k STAS ” şi a treptei de precizie a lanţului de
dimensiuni, după caz: 01, 0, 1, 2, 3,…,18.
Formule pentru calculul toleranţelor fundamentale Tabel 8.1
Trepte de toleranţe fundamentale
IT 01 IT 0 IT 1 IT 2 IT 3 IT 4 IT 5 IT 6 IT 7 IT 8 IT 9 IT 10 IT 11 IT 12 IT 13 IT 14 IT 15 IT 16 IT 17 IT 18 Dim. nom. [mm]
Formule pentru toleranţe fundamentale
Gama 1
Formule speciale
În progresie geom. între IT1 şi IT5 7 i 10⋅i 16⋅i 25⋅i 40⋅i 64⋅i 100i 160i 250i 400 i 640 i 1000i 1600i 2500i
Gama 2 - - 2⋅I 2,7⋅I 3,7⋅I 5 I 7 I 10⋅I 16⋅I 25⋅I 40⋅I 64⋅i 100 I 160 I 250 I 400 I 640 I 1000I 1600I 2500I
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
14
• PASUL 3. Stabilirea toleranţelor dimensiunilor primare, care se poate face în două moduri, după cum urmează.
Pasul 3.1. Prin calculul fiecărei toleranţe T C k, pe baza coeficientului “ k STAS ” şi a factorului de
toleranţă, “i” sau ”I”, respectiv:
=T C1 k STAS . i1 , =T C 2 k STAS . i2 ,…, =−T C 1n k STAS . i 1n− sau (8.44)
=T C1 k STAS . I 1 , =T C 2 k STAS . I 2 ,…, =−T C 1n k STAS . I 1n− . (8.45)
în care factorul de toleranţă, “i”, respectiv, ”I”, se calculează cu relaţiile:
D001,0D45,0i 3 ⋅+⋅= [μm] sau 1,2D004,0I +⋅= .
Pentru exemplul dat în figura 8.10: se obţin următoarele rezultate:
− 561,15030001,0503045,0i 350 =⋅⋅+⋅⋅= şi 307,13018001,0301845,0i 3
20 =⋅⋅+⋅⋅= ;
− 44,24307,1561,1
70kc =
+= , 25kSTAS = (din tab. 8.1);
− 39561,125T50 ≈⋅= μm şi 6,32307,125T20 ≈⋅= μm.
Pe baza acestor rezultate se observă că nu se respectă ecuaţia fundamentală a toleranţelor lanţului, adică:
T Rc ≠ T C1
+ T C 2, respectiv 0,07 ≠ 0,039 + 0,0326 = 0,0716 mm.
Pasul 3.2. Prin alegerea toleranţelor T C k direct din tabelul toleranţelor fundamentale,
cunoscând treapta de precizie a lanţului, determinată mai sus şi dimensiunile nominale ale dimensiunilor primare C k .
Pentru exemplul dat în figura 8.10, pentru 25kSTAS = , rezultă treapta de precizie sau de toleranţă IT8 şi se obţin toleranţele: − 39T50 = μm şi 33T20 = μm.
Trepte de to le ran ţe fundamenta le Dimensiuni nominale,
mm IT01 IT 0 IT11) IT2
1) IT31) IT4
1) IT51) IT 6 IT 7 IT 8 IT 9 IT10 IT11 IT12 IT13 IT14
2)\ IT152) IT16
2) IT172) IT18
2)
Va lo r i l e to le ran ţe lo r fundamenta le Peste
Până la
inclusiv μm mm
- 3 0,3 0,5 0,8 1,2 2 3 4 6 10 14 25 40 60 0,1 0,14 0,25 0,4 0,6 1 1,4
3 6 0,4 0,6 1 1,5 2,5 4 5 8 12 18 30 48 75 0,12 0,18 0,30 0,48 0,75 1,2 1,8
6 10 0,4 0,6 1 1,5 2,5 4 6 9 15 22 36 58 90 0,15 0,22 0,36 0,58 0,9 1,5 2,2
10 18 0,5 0,8 1,2 2 3 5 8 11 18 27 43 70 110 0,18 0,27 0,43 0,7 1,1 1,8 2,7
18 30 0,6 1 1,5 2,5 4 6 9 13 21 33 52 84 130 0,21 0,33 0,52 0,84 1,3 2,1 3,3
30 50 0,6 1 1,5 3,5 4 7 11 16 25 39 62 100 160 0,25 0,39 0,62 1 1,6 2,5 3,9
50 80 0,8 1,2 2 3 5 8 13 19 30 46 74 120 190 0,3 0,46 0,74 1,2 1,9 3 4,6
80 120 1 1,5 2,5 4 6 10 15 22 35 54 87 140 220 0,35 0,54 0,87 1,4 2,2 3,5 5,4
120 180 1,2 2 3,5 5 8 12 18 25 40 63 100 160 250 0,4 0,63 1 1,6 2,5 4 6,3
180 250 2 3 4,5 7 10 14 20 29 46 72 115 185 290 0,46 0,72 1,15 1,85 2,9 4,6 7,2
250 315 2,5 4 6 8 12 16 23 32 52 81 130 210 320 0,52 0,81 1,3 2,1 3,2 5,2 8,1
315 400 3 5 7 9 13 18 25 36 57 89 140 230 360 0,57 0,89 1,4 2,3 3,6 5,7 8,9
400 500 4 6 8 10 15 20 27 40 63 97 155 250 400 0,63 0,97 1,55 2,5 4 6,3 9,7
• PASUL 4. Verificarea ecuaţiei fundamentale a toleranţelor lanţului de dimensiuni, de forma:
T RC=∑T Ck
Pentru exemplul dat în figura 8.10, pentru verificarea ecuaţiei T RC=∑T Ck
, se propun valorile:
− 50T = 0,038 mm şi 20T = 0,032 mm, astfel încât să se respecte ecuaţia fundamentală, respectiv
− T RC = 0,07 = 50T + 20T = 0,038 + 0,032 = 0,07mm.

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
15
• ETAPA 2. Calculul abaterilor limită ale dimensiunilor primare
Determinarea abaterilor limită ale dimensiunilor primare se face, ca şi în cazul metodei toleranţei medii, prin efectuarea următorilor trei paşi cunoscuţi.
• PASUL 1. Stabilirea poziţiei toleranţei dimensiunii rezultante faţă de linia zero
T RAsR CC⋅= α ; T RAsR CC
=α = 4/7 şi ( ) T R1AiR CC⋅−= α . (8.46)
• PASUL 2. Calculul abaterilor limită ale dimensiunilor primare măritoare cu relaţiile:
T CA markmarCks ⋅= α ; (8.47)
( ) T C1A markmarCki ⋅−= α . (8.48)
Pentru exemplul dat în figura 8.10: se obţin abaterile 022,0038,07
41
+=⋅=SCA mm
şi 016,0038,017
41
−=⋅⎟⎠⎞
⎜⎝⎛ −=iCA mm.
• PASUL 3. Calculul abaterilor limită ale dimensiunilor primare reducătoare cu relaţiile:
( ) T C1A redkredCks ⋅−= α ; (8.49)
T CA redkredCki ⋅−= α . (8.50)
Pentru exemplul dat se obţin abaterile 014,0032,07
41
2+=⋅⎟
⎠⎞
⎜⎝⎛ −=SCA mm şi 018,0032,0
7
42 −=⋅−=iCA
mm.
PRECIZARE . Toleranţele obţinute prin aplicarea acestei metode sunt mai apropiate de realitate decât cele determinate prin metoda “toleranţei medii” deoarece valorile determinate ţin seama, prin intermediul factorului de toleranţă “i” sau ”I”, de faptul că dimensiunilor nominale primare sunt diferite.
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
16
8.4. REZOLVAREA PROBLEMEI INVERSE A LANŢURILOR DE DIMENSIUNI LINIARE PARALELE IN CONDIŢIILE INTERSCHIMBABILITĂŢII LIMITATE
• CARACTERIZAREA REZOLVĂRII
Rezolvarea problemei inverse a lanţurilor de dimensiuni liniare paralele în condiţiile interschimbabilităţii limitate nu permite stabilirea celor 2(n-1) necunoscute, ca în cazul interschimbabilităţii totale, ci doar o rezolvare prin metode practice a unui lanţ de dimensiuni dat.
• METODE DE REZOLVARE 1. Metoda sortării pieselor pe grupe de dimensiuni; 2. Metoda ajustării; 3. Metoda reglării.
A. Rezolvarea problemei inverse a LDL paralele prin metoda sortării
• CONŢINUTUL METODEI Metoda constă, practic, în prelucrarea pieselor în condiţii economice, cu toleranţele dimensiunilor primare mărite de un număr de “m” ori, faţă de cele înscrise în desen, denumite toleranţe economice, sortarea pieselor după prelucrare pe grupe dimensionale şi, în final, asamblarea pieselor pe grupe, obţinându-se aceleaşi caracteristici, după caz, joc sau strângere, ca cele prescrise iniţial.
Metoda sortării se aplică pentru rezolvarea problemei inverse a acelor lanţuri ale căror dimensiuni rezultante au toleranţele foarte mici şi ca rezultat, conform ecuaţiei fundamentale a toleranţelor lanţului de forma T RC
=∑T Ck, au toleranţele dimensiunilor primare T C K
şi mai mici, care se obţin tehnic foarte
greu şi în condiţii neeconomice.
• APLICAREA METODEI ŞI REZOLVAREA PROBLEMEI
Rezolvarea problemei se face în patru etape.
• ETAPA 1. Determinarea toleranţelor teoretice T Ck şi a abaterilor limită ale dimensiunilor
primare AsC kşi AiC k
ale lanţului prin una dintre cele două metode cunoscute metoda toleranţei medii
sau metoda determinării treptei de precizie a lanţului de dimensiuni.
Exemplu. Pentru cazul ajustajului cu joc prezentat în exemplul din figura 8.10, în această etapă se determină toleranţa alezajului TD şi toleranţa arborelui Td şi, pe această bază, caracteristicile limită impuse ale ajustajului, respectiv jocul maxim impus maxJ imp şi jocul minim impus minJ imp .
(-)
AB
AT
ER
I
TD1
Td4
(+)
Td1
TD2
TD3
TD4
Td3
Td2
Td1
TD1
TD2
Td2
TD3
Td3
TD4
Td4
J m
ax 1
J m
in 1
J m
ax 2
J m
ax 3 J
max
4
J m
in 2 J m
in 3 J
min
4
TDec
Tdec
TD
Td
J m
ax im
p
J m
in im
p0
1
2
3
4
1
2
3
4
Figura 8.11. Modelul şi etapele rezolvării problemei inverse prin metoda sortării

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
17
• ETAPA 2. Stabilirea numărului „m” de grupe de sortare şi a toleranţelor economice T C k ec şi
prelucrarea suprafeţelor cu noile toleranţe:
Numărul “m” de grupe de sortare se recomandă să fie relativ mic, de exemplu m = 2, 3, 4.
Calculul noilor toleranţe de execuţie T C k ec mărite de “m” ori, astfel încât să nu se modifice poziţia
toleranţei piesei unitare faţă de linia zero, cu relaţia:
T C k ec= Tm C k
⋅ . (8.51)
Pentru exemplul dat se consideră m = 4, iar toleranţele economice se calculează cu expresiile:
T4T DDec ⋅= ; T4T ddec ⋅= . (8.52)
• ETAPA 3 . Sortarea pieselor în “m” grupe dimensionale , astfel încât pentru fiecare dimensiune primară toleranţele fiecărei grupe “i”, respectiv T Cki (i = 1, 2, 3,…, m), să fie egale cu toleranţele teoretice
impuse, respectiv:
T Cki =
m
T Ckec = T Ck. (8.53)
Pentru exemplul dat se sortează piesele în patru grupe astfel încât toleranţele fiecărei grupe sunt:
T D1 = T D2
= ... T D4= 4T Dec
= T D ; (8.54)
T d 1 = T d 2
= ... T d 4= 4T d ec
= T d . (8.55)
• ETAPA 4. Asamblarea pieselor pe grupe dimensionale, respectiv, pentru exemplul dat, grupa “1” arbori cu grupa “1” alezaje,…, grupa “m” arbori cu grupa “m” alezaje, obţinându-se la fiecare grupă caracteristici corespunzătoare acesteia. De exemplu, conform figurii 8.10 jocurile limită obţinute pentru grupa “3” sunt:
J min3 = J min1
+ T2T2 dD ⋅−⋅ (8.56)
J max3 = J max1
+ T2T2 dD ⋅−⋅ (8.57)
Generalizând aceste relaţii pentru orice grupă “i” (i = 1,2,3,…, m) se obţine:
J mini= J min1
+ ( ) ( ) T1iT1i dD ⋅−−⋅− ; (8.58)
J maxi= J max1
+ ( ) ( ) T1iT1i dD ⋅−−⋅− . (8.59)
Aplicarea metodei permite obţinerea pentru fiecare grupă a unor caracteristici egale cu cele impuse numai dacă toate toleranţele dimensiunilor primare T Ck sunt egale.
Pentru exemplul dat, dacă T D = T d , jocurile limită obţinute după asamblare pentru fiecare grupă “i” sunt
egale cu cele impuse, respectiv:
impmax1maximax
impmin1minimin
JJJ
JJJ
==
== (8.60)
• AVANTAJELE ŞI LIMITELE METODEI
− Metoda are avantajul obţinerii economice a lanţurilor la care toleranţa dimensiunii rezultante are valori foarte mici, de exemplu, în cazul realizării rulmenţilor, arborilor principali ai maşinilor - unelte etc.
− Rezolvarea problemei are un prim dezavantaj faptul că se face în condiţiile interschimbabilităţii limitate deoarece caracteristicile obţinute pentru fiecare grupă sunt egale numai dacă toleranţele dimensiunilor primare sunt egale.
− Alte dezavantaje sunt legate de faptul că dacă legea după care se distribuie dimensiunile efective din fiecare grupă este diferită de legea distribuţiei normale sau dacă distribuţiile sunt asimetrice în sensuri contrare, la asamblarea pe grupe există riscul să rămână piese, cu suprafeţe de tip alezaj sau arbore, neasamblate, respectiv fără pereche.
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
18
B. Rezolvarea problemei inverse a LDL paralele prin metoda ajustării
a. CONŢINUTUL METODEI Metoda ajustării constă în prelucrarea pieselor tot cu toleranţe economice obţinute prin mărire, ca în cazul metodei sortării, în asamblarea acestora şi obţinerea toleranţei impuse a dimensiunii rezultante prin “modificarea” sau „ajustarea” uneia dintre dimensiunile primare, denumită “de compensare” (ex. C1 din fig. 8.12). Dimensiunea de compensare este precizată de proiectant şi este modificată printr-un
procedeu tehnologic adecvat, motiv pentru care metoda este denumită, impropriu, metoda “ajustării”.
b. APLICAREA METODEI ŞI REZOLVAREA PROBLEMEI
• Exemplu: Toleranţa dimensiunii rezultante a lanţului din figura 8.12, respectiv toleranţa la coaxialitate, se obţine în limitele impuse prin “ajustarea” dimensiunii primare C1, cu diferenţa ΔC1 rezultată după asamblare, printr-un procedeu de precizie, de exemplu rectificarea.
• AVANTAJELE ŞI LIMITELE METODEI . Datorită caracterului său neeconomic, metoda ajustării se recomandă să se aplice pentru lanţuri formate dintr-un număr mare de dimensiuni primare, în cazul produselor fabricate în producţie individuală sau de serie mică.
RC
Papuşa mobilă Papuşa fixă
C 3
C 1
C2
Δ C 1
Axa strungului
Figura 8.12. Exemplu de rezolvare a problemei inverse prin metoda ajustării

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
19
C. Rezolvarea problemei inverse a LDL paralele prin metoda reglării
a. CONŢINUTUL METODEI
Metoda reglării constă în obţinerea practică a dimensiunii rezultante la valori foarte precise prin executarea dimensiunilor primare cu toleranţe mult mai mari, denumite economice, iar după asamblarea pieselor şi determinarea abaterii, “dimensiunea de compensare” nu se “ajustează” ci se “reglează” la valoarea necesară (fig. 8.13).
După modul de ”reglare” a dimensiunii de compensare, metoda reglării se aplică în două variante, respectiv (fig. 8.13):
− Cu compensator fix;
− Cu compensator mobil.
a
b Figura 8.13. Exemple de rezolvare a problemei inverse prin metoda reglării:
a - cu compensator fix; b - cu compensator mobil
b. APLICAREA METODEI ŞI REZOLVAREA PROBLEMEI
În figura 8.13 se prezintă două exemple de rezolvare a problemei inverse, în condiţiile interschimbabilităţii limitate, prin metoda reglării, respectiv:
− Cu compensator fix: în figura 8.13a toleranţa dimensiunii rezultante a lanţului, respectiv toleranţa jocului, se obţine în limitele impuse prin “reglarea” dimensiunii primare de “compensare” C2 prin introducerea în lanţul de dimensiuni a piesei denumită compensator fix, a cărei dimensiune este realizată astfel încât toleranţa dimensiunii rezultante să fie în limitele prescrise;
− Cu compensator mobil: în figura 8.13b este reprezentat cazul în care se foloseşte “compensarea” cu un compensator mobil sau reglabil. Acesta se poziţionează şi se fixează în raport cu celelalte elemente componente astfel încât să se obţină dimensiunea rezultantă prescrisă.
• AVANTAJELE ŞI LIMITELE METODEI
Datorită unei uşurinţei aplicării, metoda reglării este apreciată ca fiind mai economică decât metoda ajustării. Ca şi la celelalte două metode, respectiv metoda sortării şi metoda ajustării, şi în cazul metodei “reglării” problema inversă a lanţurilor de dimensiuni se rezolvă doar în condiţiile interschimbabilităţii limitate.
Compensator mobil
J = RC
C3
Compensator fix
J = RC
C1 C2
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
20
8.5. REZOLVAREA PROBLEMEI DIRECTE A LANŢURILOR DE DIMENSIUNI LINIARE NEPARALELE
A. Metodologia generală de rezolvare a problemei directe a LDL neparalele
• EXEMPLU: Lanţ de dimensiuni liniare neparalele cu două dimensiuni primare, ambele măritoare, respectiv:
C1 = 30 008,0041,0
−− , C2 = 40 051,0
012,0++ şi dimensiunea rezultantă RC..
Figura 8.14. Lanţ de dimensiuni liniare neparalele
• Principiile de rezolvare a problemei directe a LDL neparalele
→ PRINCIPIUL 1 : orice lanţ de dimensiuni liniare neparalele se rezolvă prin transformarea acestuia într-un lanţ de dimensiuni liniare paralele proiectând dimensiunile primare pe o dreaptă Δ paralelă cu dimensiunea rezultantă RC a lanţului considerat iniţial (fig. 8.14).
Pentru exemplul dat, prin proiectarea dimensiunilor primare C1 şi C2 pe dreapta Δ se obţine un lanţ de dimensiuni liniare paralele, a cărei ecuaţie a dimensiunilor este:
RC = '1C + '
2C = ( )α−⋅ 90cosC1 + αcosC 2 ⋅ . (8.61)
Dacă se notează cu ( )
,cosr
,90cosr
2
1
α
α
=
−= (8.62)
ecuaţia dimensiunilor noului lanţ devine:
CrCrR 2211C ⋅+⋅= , (8.63)
în care r1 şi r 2 sunt denumite “rapoarte de transfer” sau „rapoarte de transmitere”.
Pentru stabilirea dimensiunilor primare măritoare sau reducătoare se procedează ca şi în cazul lanţurilor paralele: − Se dă o creştere pozitivă ΔC k unei dimensiuni primare C k şi se analizează variaţia dimensiunii
rezultante RC.
− Pentru exemplul dat dimensiunile primare C1 şi C2 sunt dimensiuni măritoare.

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
21
În cazul general, pentru un lanţ cu “n-1” dimensiuni primare (fig. 8.14) pentru deducerea expresiei generale a dimensiunii rezultante se asociază fiecărei dimensiuni Ck câte un vector, astfel încât să se respecte relaţia:
C1·cosα1
C2·cosα2
C3·cosα3 Cn-1cosαn-1
C1
C2
C3
Cn-1
RC
α1
α2
α3
αn-1
Δ2 || RC
Δn-1||RC
Δ || RC
Figura 8.15. Lanţ de dimensiuni liniare neparalele cu „n” dimensiuni
RCr
= C1r
+ C 2r
+ ...+ C 1nr
− sau RCr
= ∑−
=
1n
1kkCv
. (8.64)
Dacă se proiectează vectorii C kr
pe o dreaptă Δ paralelă cu direcţia vectorului RCr
se obţine următoarea
relaţie:
RC = α 11 cosC ⋅ + α 22 cosC ⋅ +....+ α 1n1n cosC −− ⋅ = ∑ ⋅−
=
1n
1kkk cosC α (8.65)
în care α k reprezintă unghiurile dintre vectorii C kr
şi vectorul RCr
.
→ În cazul general al unui lanţ cu n dimensiuni, notând α kcos = r k , se obţine expresia:
∑ ⋅=⋅++⋅+⋅=−
=−−
1n
1kkk1n1n2211C CrCr...CrCrR . (8.66)
care reprezintă ecuaţia generală a dimensiunilor oricărui lanţ de dimensiuni liniare, şi care arată că lanţurile de dimensiuni liniare paralele reprezintă, doar, cazuri particulare ale lanţurilor liniare neparalele.
→ PRINCIPIUL 2 : raportul de transfer r k , asociat unei dimensiuni primare C k , se înmulţeşte cu
toate mărimile care caracterizează dimensiunea, respectiv:
− Raportul se înmulţeşte cu dimensiunea nominală; − Raportul se înmulţeşte cu abaterile limită; − Raportul se înmulţeşte cu toleranţa dimensiunii primare date C k .
Semnul fiecărui raport r k = cos αk arată sensul influenţei fiecărei dimensiuni primare C k asupra
dimensiunii rezultante RC şi, respectiv, tipul dimensiunii primare, măritoare sau reducătoare: − Dacă raportul are semnul (-) rezultă că dimensiunea este reducătoare; − Dacă raportul are semnul (+)rezultă că dimensiunea este măritoare.
• Condiţii de rezolvare a problemei directe: numai în condiţiile interschimbabilităţii totale. • Metode de rezolvare a problemei directe:
1. Metoda de maxim şi minim; 2. Metoda algebrică, denumită şi metoda Prof. Ion Lăzărescu; 3. Metoda probabilistică.
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
22
B. Rezolvarea problemei directe a LDL neparalele prin metoda de maxim şi minim
1. Calculul dimensiunii rezultante nominale
∑ ⋅=−
=
1n
1knomkknomc CrR . (8.67)
Pentru exemplul prezentat în figura 8.14:
− Dimensiunile primare C1 şi C2 sunt dimensiuni măritoare;
− Rapoartele de transfer: r1 = cos (90 - α) = 0,6 şi r2 = cos α = 0,8;
− Dimensiunea rezultantă: R nomC = Cr1 nom1⋅ + Cr 2 nom2⋅ = 0,6·30 + 0,8 40 = 50 mm
2. Calculul abaterilor l imită ale dimensiunii rezultante
− Calculul abaterii superioare a dimensiunii rezultante:
∑ ∑+⋅==
−
+=
p
1k
1n
1pkredkCikmarkCsksRc ArArA . (8.68)
Pentru exemplul prezentat în figura 8.14:
As RC= Asr1 1C⋅ + Asr 2 2C⋅ = 0,6·(- 0,008) + 0,8 · 0,051 = + 0,036mm
− Calculul abaterii inferioare a dimensiunii rezultante:
∑ ∑ ⋅+⋅==
−
+=
p
1k
1n
1pkredkCskmarkCikRci ArArA .
(8.69)
Pentru exemplul prezentat în figura 8.13:
AiRC= Air1 1C⋅ + Air2 2C⋅ = 0,6·(- 0,041) + 0,8 · 0,012 = - 0,015mm
3. Calculul toleranţei dimensiunii rezultante
∑ ⋅=−
=
1n
1kkCkRc TrT
(8.70)
Pentru exemplul prezentat în figura 8.13:
T RC= r1 ·T C1
+ r 2 ·T C 2 = 0,6 · 0,033 + 0,8 · 0,039 = 0,051mm
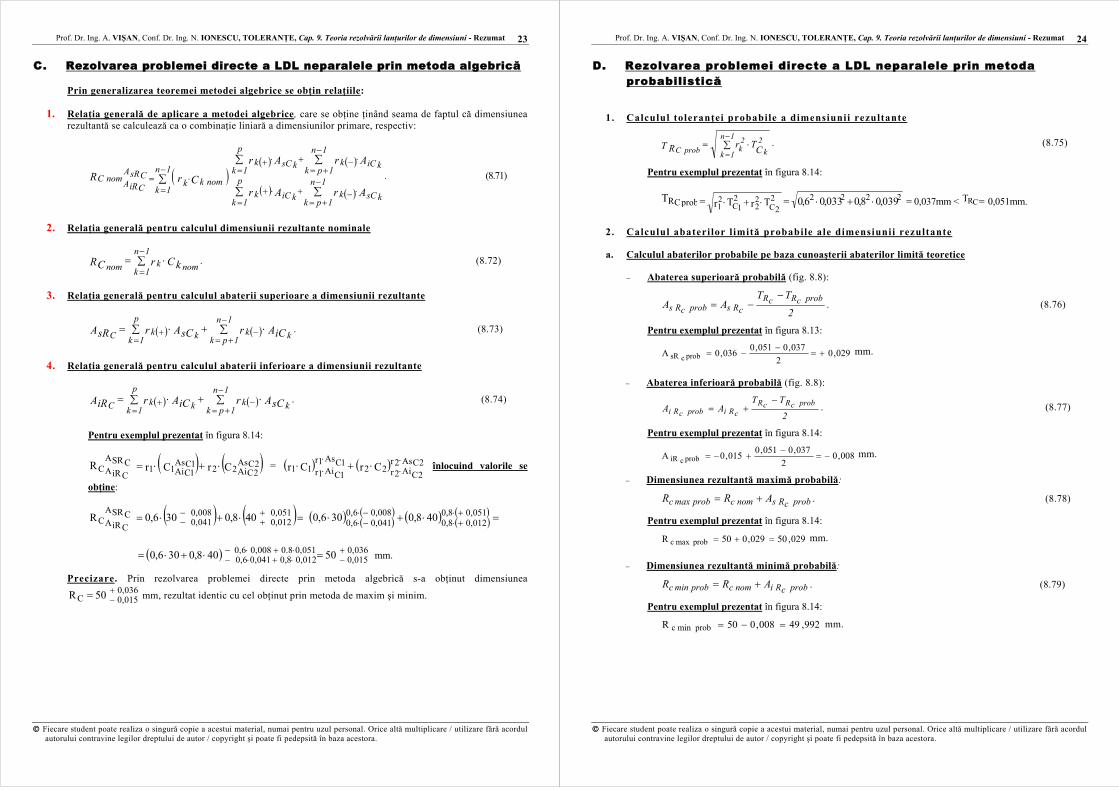
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
23
C. Rezolvarea problemei directe a LDL neparalele prin metoda algebrică
Prin generalizarea teoremei metodei algebrice se obţin relaţiile:
1. Relaţia generală de aplicare a metodei algebrice, care se obţine ţinând seama de faptul că dimensiunea rezultantă se calculează ca o combinaţie liniară a dimensiunilor primare, respectiv:
( )( ) ( )
( ) ( ) ArAr
ArAr
R Cr
iC k
1n
1pkk
p
1ksC kk
p
1ksC k
1n
1pkkiC kk
1n
1knomkk
AsRCAiRC
nomC
⋅−
+=−+
=⋅+
=⋅
−
+=−+⋅+
−
=⋅=
∑∑
∑ ∑∑ . (8.71)
2. Relaţia generală pentru calculul dimensiunii rezultante nominale
∑ ⋅=−
=
1n
1k nomknom C krRC . (8.72)
3. Relaţia generală pentru calculul abaterii superioare a dimensiunii rezultante
( ) ( ) AiCrAsCrAsR k
1n
1pkkk
p
1kkC
⋅∑+⋅∑=−
+=−
=+ . (8.73)
4. Relaţia generală pentru calculul abaterii inferioare a dimensiunii rezultante
( ) ( ) AsCrAiCrAiR k
1n
1pkkk
p
1kkC
⋅∑+⋅∑=−
+=−
=+ . (8.74)
Pentru exemplul prezentat în figura 8.14:
( ) ( )CrCrR 2As 2CAi 2C21
As 1CAi 1C1
CSRA
CiRAC ⋅+⋅= = ( ) ( ) As 2Cr2Air2 2C
22Asr1 1CAir1 1C
11 CrCr⋅⋅
⋅⋅ ⋅+⋅ înlocuind valorile se
obţine:
( ) ( )=⋅+⋅= ++
−−
051,0012,0
008,0041,0
CSRA
CiRAC 408,0306,0R ( ) ( )( ) ( ) ( )
( ) =⋅+⋅ +⋅+⋅
−⋅−⋅
051,08,0012,08,0
008,06,0041,06,0 408,0306,0
( ) 036,0015,0
051,08.0008,06,0012,08,0041,06,0 50408,0306,0 +
−⋅+⋅−⋅+⋅− =⋅+⋅= mm.
Precizare. Prin rezolvarea problemei directe prin metoda algebrică s-a obţinut dimensiunea 036,0015,0C 50R +
−= mm, rezultat identic cu cel obţinut prin metoda de maxim şi minim.
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
24
D. Rezolvarea problemei directe a LDL neparalele prin metoda probabilistică
1. Calculul toleranţei probabile a dimensiunii rezultante
∑ ⋅=−
=
1n
1k
2
k
2kprobC C
TrT R. (8.75)
Pentru exemplul prezentat în figura 8.14:
TR probC =2
2C22
2C1
21 TrTr ⋅+⋅ = 2222 039,08,0033,06,0 ⋅+⋅ = 0,037mm < TRC= 0,051mm.
2. Calculul abaterilor l imită probabile ale dimensiunii rezultante
a. Calculul abaterilor probabile pe baza cunoaşterii abaterilor limită teoretice
− Abaterea superioară probabilă (fig. 8.8):
2
TTAA
probcRcRcRsprobcRs
−−= . (8.76)
Pentru exemplul prezentat în figura 8.13:
029,02
037,0051,0036,0A probcsR +=
−−= mm.
− Abaterea inferioară probabilă (fig. 8.8):
2
TTAA
probcRcRcRiprobcRi
−+= . (8.77)
Pentru exemplul prezentat în figura 8.14:
008,02
037,0051,0015,0A probciR −=
−+−= mm.
− Dimensiunea rezultantă maximă probabilă:
probcRsnomcprobmaxc ARR += . (8.78)
Pentru exemplul prezentat în figura 8.14:
029,50029,050R probmaxc =+= mm.
− Dimensiunea rezultantă minimă probabilă:
probcRinomcprobminc ARR += . (8.79)
Pentru exemplul prezentat în figura 8.14:
992,49008,050R probminc =−= mm.
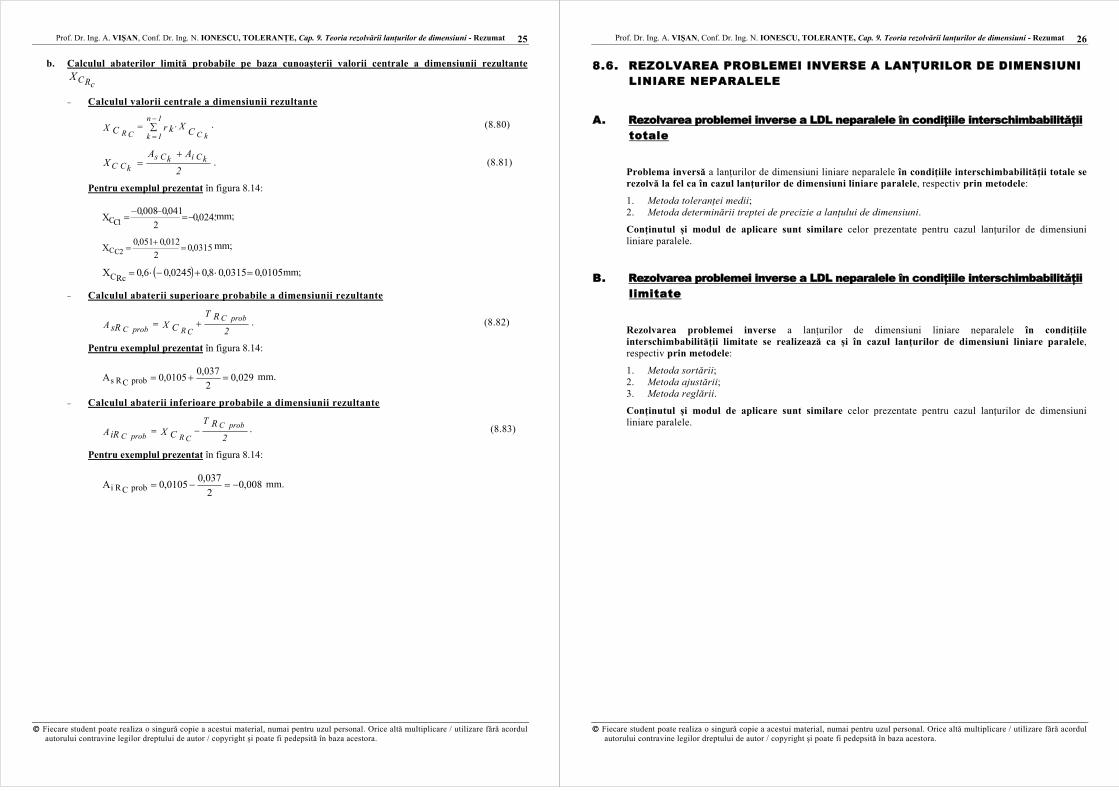
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
25
b. Calculul abaterilor limită probabile pe baza cunoaşterii valorii centrale a dimensiunii rezultante
cRCX
− Calculul valorii centrale a dimensiunii rezultante
∑ ⋅=−
=
1n
1k C kR CXr k CX C
. (8.80)
2
AAX kCikCs
kCC+
= . (8.81)
Pentru exemplul prezentat în figura 8.14:
0245,02
041,0008,0X 1CC −=
−−= mm;
0315,02
012,0051,0X 2CC =
+= mm;
( ) 0105,00315,08,00245,06,0XCRc=⋅+−⋅= mm;
− Calculul abaterii superioare probabile a dimensiunii rezultante
2
T RX CA sR
probC
R CprobC+= . (8.82)
Pentru exemplul prezentat în figura 8.14:
029,02
037,00105,0A probCRs =+= mm.
− Calculul abaterii inferioare probabile a dimensiunii rezultante
2
T RX CAiR
probC
R CprobC−= . (8.83)
Pentru exemplul prezentat în figura 8.14:
008,02
037,00105,0A probCRi −=−= mm.
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
26
8.6. REZOLVAREA PROBLEMEI INVERSE A LANŢURILOR DE DIMENSIUNI LINIARE NEPARALELE
A. Rezolvarea problemei inverse a LDL neparalele în condiţiile interschimbabilităţii totale
Problema inversă a lanţurilor de dimensiuni liniare neparalele în condiţiile interschimbabilităţii totale se rezolvă la fel ca în cazul lanţurilor de dimensiuni liniare paralele, respectiv prin metodele:
1. Metoda toleranţei medii; 2. Metoda determinării treptei de precizie a lanţului de dimensiuni.
Conţinutul şi modul de aplicare sunt similare celor prezentate pentru cazul lanţurilor de dimensiuni liniare paralele.
B. Rezolvarea problemei inverse a LDL neparalele în condiţiile interschimbabilităţii limitate
Rezolvarea problemei inverse a lanţurilor de dimensiuni liniare neparalele în condiţiile interschimbabilităţii limitate se realizează ca şi în cazul lanţurilor de dimensiuni liniare paralele, respectiv prin metodele:
1. Metoda sortării; 2. Metoda ajustării; 3. Metoda reglării.
Conţinutul şi modul de aplicare sunt similare celor prezentate pentru cazul lanţurilor de dimensiuni liniare paralele.

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
27
8.7. REZOLVAREA PROBLEMEI DIRECTE A LANŢURILOR DE DIMENSIUNI UNGHIULARE – LDU, CU VÂRF COMUN
• EXEMPLU: • Condiţii de rezolvare. Problema directă a LDU cu vârf comun se
rezolvă numai în condiţiile interschimbabilităţii totale.
• Metode de rezolvare:
1. Metoda de maxim şi minim; 2. Metoda algebrică; 3. Metoda probabilistică.
A. Rezolvarea problemei directe a LDU cu vârf comun prin metoda de maxim şi minim
Se parcurg etapele prezentate în cazul lanţurilor de dimensiuni liniare paralele.
1. Calculul dimensiunii rezultante nominale
nomRα = ∑ α=
p
1kmarnomk - ∑ α
−
+=
1n
1pkrednomk
. (8.84)
Pentru exemplul prezentat în figura 8.15:
nomRα = nom2α - nom1α = 120o - 30o = 90o.
2. Calculul abaterilor l imită ale dimensiunii rezultante
− Calculul abaterii superioare a dimensiunii rezultante
αRsA = ∑=
p
1kmarksA α - ∑
−
+=
1n
1pkredkiA α . (8.85)
Pentru exemplul prezentat în figura 8.15:
αsRA =2sA α -
1iA α =30’–(-15’)=+45’.
− Calculul abaterii inferioare a dimensiunii rezultante
αRiA = ∑=
p
1kmarkiA α - ∑
−
+=
1n
1pkredksA α (8.86)
Pentru exemplul prezentat în figura 8.15:
αiRA = 2iA α - 1sA α =-30’–15’=-45’.
3. Calculul toleranţei dimensiunii rezultante
αRT = 1Tα + 2Tα +….+ nTα = ∑−
=
1n
1kkTα . (8.87)
Pentru exemplul prezentat în figura 8.15:
αRT = 1Tα + 2Tα = 1o + 30’ = 1o30’.
Fig. 8.16. Lanţ de dimensiuni
unghiulare cu vârf comun
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
28
B. Rezolvarea problemei directe a LDU cu vârf comun prin metoda algebrică
Pentru exemplul prezentat în figura 8.16:
R nomAsRAiRα α
α=120o ± 30’ – (30o ± 15’) = ( ) )'15('30
'15'30oo 30120
−−+−−− =
'45'45
o90+− .
Precizare. Prin rezolvarea problemei directe prin metoda algebrică s-a obţinut acelaşi rezultat ca şi în cazul
metodei de maxim şi minim, respectiv '4590R ±=αo .
C. Rezolvarea problemei directe a LDU cu vârf comun prin metoda
probabilistică
1. Calculul toleranţei probabile a dimensiunii rezultante, cu relaţia
probRT α = 21n
22
21
T....TT−
+++ ααα = ∑−
=
1n
1k
2k
Tα , (8.88)
Pentru exemplul prezentat în figura 8.15:
'673060TTT 2222
21probR =+=+= ααα
= 1o07’.
2. Calculul abaterilor limită probabile ale dimensiunii rezultante
a. Calculul abaterilor limită probabile pe baza cunoaşterii abaterilor limită teoretice.
− Abaterea superioară probabilă:
probRsA α = 2
TTA
probRRRs
ααα
−− (8.89)
Pentru exemplul prezentat în figura 8.16:
'5,332
'071'301'45A probsR +=
−−=
oo
α .
− Abaterea inferioară probabilă:
probRiA α = 2
TTA
probRRRi
ααα
−+ (8.90)
Pentru exemplul prezentat în figura 8.15:
'5,332
'071'301'45A probiR −=
−+−=
oo
α .
− Dimensiunea rezultantă maximă probabilă:
probmaxRα = nomRα + probRsA α (8.91)
Pentru exemplul prezentat în figura 8.16:
'5,3330'5,3330R probmaxoo =+=α .
− Dimensiunea rezultantă minimă probabilă:
probminRα = nomRα + probRiA α (8.92)
Pentru exemplul prezentat în figura 8.15:
'5,2629'5,3330R probminoo =−=α .

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
29
b. Calculul abaterilor limită probabile pe baza cunoaşterii valorii centrale a dimensiunii rezultante
αRCX
− Valoarea centrală a dimensiunii rezultante αRCX :
αRCX = ∑=
p
1kmarkCX α - ∑
−
+=
1n
1pkredkCX α , (8.93)
2
AAX kiks
kCαα
α+
= . (8.94)
Pentru exemplul prezentat în figura 8.16:
02
'15'15X 1C =
−=α ;
02
'30'30X 2C =
−=α ;
000X R =−=α ;
− Abaterea superioară probabilă
probRsA α = 2
TX
probRRC
αα + . (8.95)
Pentru exemplul prezentat în figura 8.16:
'5,332
'0710A probRs =+=
o
α .
− Abaterea inferioară probabilă
probRiA α = 2
TX
probRRC
αα − . (8.96)
Pentru exemplul prezentat în figura 8.16:
'5,332
'0710A probRi −=−=
o
α .
Precizare. Se constată că şi în acest caz toleranţa probabilă a dimensiunii rezultante este mai mică decât toleranţa teoretică, determinată prin metoda de maxim şi minim sau prin metoda algebrică, respectiv:
probRT α = ∑−
=
1n
1k
2k
Tα = 1o07’ < αRT = ∑−
=
1n
1kkTα = 1o30’. (8.97)
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
30
8.8. REZOLVAREA PROBLEMEI INVERSE A LANŢURILOR DE DIMENSIUNI UNGHIULARE CU VÂRF COMUN
A. Rezolvarea problemei inverse a lanţurilor unghiulare cu vârf comun în condiţiile interschimbabilităţii totale
Problema inversă a lanţurilor de dimensiuni unghiulare cu vârf comun se poate rezolva, principial, în condiţiile interschimbabilităţii totale cu aceleaşi metode utilizate în cazul lanţurilor de dimensiuni liniare paralele, respectiv:
1. Metoda toleranţei medii; 2. Metoda determinării treptei de precizie a lanţului de dimensiuni.
Metoda toleranţei medii se poate aplica, practic, în mod asemănător cazului lanţurilor de dimensiuni liniare paralele. În cazul lanţurilor de dimensiuni unghiulare, după determinarea toleranţei medii, pentru stabilirea toleranţelor dimensiunilor primare se ţine seama de factorii care determină valoarea toleranţei dimensiunilor unghiulare, respectiv lungimea laturii mai mici a unghiului şi precizia dimensiunii, determinată de rolul funcţional al fiecărei suprafeţe.
Metoda determinării treptei de precizie a lanţului de dimensiuni nu se poate practic aplica în prezent, datorită lipsei unor relaţii care să exprime dependenţa toleranţei unei dimensiuni unghiulare de cei doi factori care o determină, respectiv, lungimea laturii mai mici a unghiului şi precizia dimensiunii, ca în cazul toleranţelor dimensiunilor liniare.
B. Rezolvarea problemei inverse a lanţurilor unghiulare cu vârf comun
în condiţiile interschimbabilităţii limitate
Rezolvarea problemei inverse a lanţurilor de dimensiuni unghiulare cu vârf comun în condiţiile interschimbabilităţii limitate se poate face, ca şi în cazul lanţurilor de dimensiuni liniare paralele, prin aplicarea aceloraşi metode, şi anume:
1. Metoda sortării; 2. Metoda ajustării; 3. Metoda reglării.
Modul de aplicare a acestor metode este poate similar celui prezentat în cazul lanţurilor de dimensiuni liniare paralele, cu unele caracteristici specifice.

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
31
8.9. REZOLVAREA PROBLEMEI DIRECTE A LANŢURILOR DE DIMENSIUNI UNGHIULARE FĂRĂ VÂRF COMUN
A. Noţiuni specifice rezolvării problemei directe a lanţurilor de dimensiuni
unghiulare fără vârf comun
• Condiţiile şi metodele de rezolvare. Problema directă a lanţurilor de dimensiuni unghiulare fără vârf comun (fig. 8.17) se rezolvă numai în condiţiile interschimbabilităţii totale, respectiv în mod identic ca în cazul lanţurilor de dimensiuni unghiulare cu vârf comun, prin aplicarea aceloraşi trei metode, şi anume:
1. Metoda de maxim şi minim; 2. Metoda algebrică; 3. Metoda probabilistică.
• Modul de rezolvare. Modul de aplicare a acestor metode este similar celui prezentat în cazul lanţurilor de dimensiuni unghiulare cu vârf comun.
• Probleme ridicate . În practica industrială există două modalităţi de prescriere a abaterilor dimensiunilor unghiulare, şi anume:
− Prescrierea abaterilor, ca şi dimensiunea nominală, în grade, minute şi secunde; − Prescrierea abaterilor ca mărimi liniare raportate la o anumită lungime de
referinţă.
Prima modalitate este întâlnită, în special, în cazul în care lanţul de dimensiuni conţine
unghiuri cu valori mari, în general diferite de 0o, 90o şi 180o, de exemplu '15140 ±o . În acest caz problema directă a lanţurilor fără vârf comun se rezolvă cu aceleaşi metode şi relaţii şi în mod identic ca şi lanţurile de dimensiuni unghiulare cu vârf comun.
A doua modalitate este întâlnită, în special, în cazul lanţurilor asociate maşinilor-unelte (fig. 8.16), unde dimensiunile unghiulare nominale au, în general, valori de 0o, 90o şi 180o. Această modalitate de prescriere, bazată pe faptul că toleranţele de formă şi de poziţie relativă se exprimă ca mărimi liniare, permite ca pentru unghiuri cu valori foarte mici, aproximând cateta h cu coarda corespunzătoare unghiului, să se poată scrie (fig. 8.17):
αα ≈tg = L
h. (8.98)
În acest caz se pune problema determinării complete a unei dimensiuni rezultante, de obicei sub forma unei abateri de la paralelism, perpendicularitate, rectilinitate etc., şi compararea acesteia cu valoarea prescrisă pentru stabilirea capabilităţii maşinii-unelte. Se face menţiunea că în multe lucrări de specialitate dimensiunile unghiulare tolerate sunt date sub forma unor dimensiuni unghiulare nominale exprimate în
grade cu abateri liniare raportate la o lungime de referinţă, de exemplu,
( )300
002,090
±o . Această prescriere poate fi considerată incorectă deoarece
dimensiunile nominale sunt date în grade sexagesimale iar abaterile sunt, de fapt, în radiani, relaţia (8.98) fiind adevărată numai pentru unghiuri măsurate în radiani. Corect este ca asemenea dimensiuni să fie prescrise, de exemplu,
sub forma
( )π
oo 180
300
002,090 ⋅
± , (8.100)
deoarece, în acest caz, atât dimensiunile nominale cât şi abaterile limită sunt date în grade sexagesimale, similar cazului, firesc, folosit pentru lanţurile de dimensiuni unghiulare cu vârf comun.
În cazul în care abaterile dimensiunilor unghiulare sunt date ca mărimi liniare problema directă a lanţurilor de dimensiuni unghiulare fără vârf comun poate fi abordată în două moduri, după cum urmează.
Fig. 8.17. Lanţ de
dimensiuni unghiulare fără vârf comun
L
hα
Figura 8.18. Aproximarea unghiului
cu tangenta
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
32
1. Rezolvarea problemei pe baza abaterilor date ca mărimi liniare raportate la lungime. Această modalitate de abordare prezintă avantajul obţinerii dimensiunii rezultante direct cu abaterile date ca mărimi liniare raportate la lungime, dar are dezavantajul că utilizează relaţii specifice, care vor fi determinate în continuare, pe baza relaţiilor prezentate pentru cazul lanţurilor de dimensiuni unghiulare cu vârf comun.
2. Rezolvarea problemei folosind abaterile în grade, minute şi secunde, conform relaţiei (8.109), în care dimensiunea tolerată dată ca exemplu poate fi scrisă, pentru uşurinţa calculelor, sub forma
"38,190 ±o , caz în care în rezultatul final, folosind calcule algebrice elementare, abaterile se vor scrie ca mărimi liniare raportate la lungimea convenţională de referinţă cerută pentru dimensiunea rezultantă. A doua modalitate prezintă avantajul simplităţii calculului, cu relaţiile prezentate pentru cazul lanţurilor de dimensiuni unghiulare cu vârf comun, dar are ca principal dezavantaj faptul că abaterile şi toleranţa dimensiunii rezultante nu se obţin direct ca mărimi liniare raportate la lungime.
• Model de rezolvare. Pentru exemplificare, în figura 8.16 se prezintă un lanţ de dimensiuni
unghiulare fără vârf comun, pentru care, în cele ce urmează, dimensiunea rezultantă αR va fi determinată
prin cele trei metode, în cele două situaţii menţionate mai sus. În exemplul prezentat se vor adopta ambele sisteme de înscriere a abaterilor limită şi pentru motivul că unele probleme ridicate de practică impun acest lucru, în sensul că funcţional unele cote unghiulare sunt date cu abaterile limită ca mărimi unghiulare, iar altele, cum ar fi, de exemplu, neparalelismul, neperpendicularitatea etc., sunt date cu abaterile limită ca mărimi liniare.
Pentru rezolvare, în exemplul din figura 8.16, se fac următoarele notaţii:
1α = abaterea de la paralelism dintre axa de rotaţie a arborelui principal şi axa alezajelor lagărelor arborelui
principal, fie, de exemplu, 1α = ( )π
oo 180
300
002,00 ⋅
± = ( ) "38,10 ±o ;
2α = abaterea de la paralelism dintre axa alezajelor lagărelor arborelui principal şi ghidajele batiului, fie, de
exemplu, 2α = ( )π
oo 180
300
005,00 ⋅
± = ( ) "44,30 ±o ;
3α = abaterea de la rectilinitate a ghidajelor batiului, fie, de exemplu, 3α = ( )π
oo 180
300
01,00 ⋅
± =
( ) "88,60 ±o ;
4α = abaterea de la perpendicularitate a ghidajelor batiului faţă de suprafaţa de lucru a mesei, fie, de
exemplu, 4α = ( )π
oo 180
300
006,090 ⋅
± = = ( ) "13,490 ±o .
Se pune problema determinării complete a dimensiuni rezultante αR care reprezintă perpendicularitatea
axei de rotaţie a arborelui principal pe masa de lucru a maşinii - unelte şi compararea acesteia cu valoarea
prescrisă care poate fi considerată, de exemplu, αR = ( )π
oo 180
500
040,090 ⋅
± = ( ) "63,2090 ±o .

Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
33
B. Rezolvarea problemei directe a LDU fără vârf comun prin metoda de maxim şi minim
B1. Rezolvarea problemei în cazul în care abaterile sunt date ca mărimi liniare raportate la lungime
Pentru rezolvarea problemei directe prin metoda de maxim şi minim considerând abaterile limită date ca mărimi liniare, se parcurg etapele prezentate în cazul lanţurilor cu vârf comun, cu modificarea relaţiilor de calcul, după cum urmează.
1. Calculul dimensiunii rezultante nominale. Pentru calculul dimensiunii rezultante nominale în acest caz se poate folosi relaţia generală valabilă în cazul lanţurilor de dimensiuni unghiulare cu vârf comun, de forma:
nomRα = ∑=
p
1kmarnomkα - ∑
−
+=
1n
1pkrednomkα . (8.101)
Pentru aplicarea acestei expresii, o problemă importantă în această etapă o constituie stabilirea tipului dimensiunilor primare, respectiv, măritoare sau reducătoare, pe baza schemelor din figura 8.18. Figura 8.19. Stabilirea tipului mărimilor primare
Dacă se analizează influenţa fiecărei dimensiuni primare asupra dimensiunii rezultante, în mod asemănător cazurilor lanţurilor liniare sau a celor unghiulare cu vârf comun, se deduce că dimensiunea 4α este o
dimensiune măritoare, iar dimensiunile 3α , 2α şi 1α sunt dimensiuni reducătoare (fig.8.18).
Pentru exemplul din figura 8.16 se obţine: nomRα = nom4α - nom3α - nom2α - nom1α =90o-0o -0o-0o=90o.
2. Calculul abaterilor l imită ale dimensiunii rezultante
a. Calculul abaterii superioare a dimensiunii rezultante . Pentru determinarea relaţiei de calcul a abaterii superioare a dimensiunii rezultante, exprimată ca mărime liniară s R
h , se porneşte de la relaţia
generală de calcul a abaterii superioare a dimensiunii rezultante în cazul lanţurilor de dimensiuni unghiulare cu vârf comun, şi anume:
αRsA = ∑=
p
1kmarksA α
- ∑−
+=
1n
1pkredkiA α (8.111)
care, ţinând seama de relaţia (8.109), după simplificare cu π
o180 , poate fi scrisă sub forma
R
s R
L
h =
mar
p
1k k
ks
L
h∑ ⎟
⎟⎠
⎞⎜⎜⎝
⎛
=-
red
1n
1pk k
ki
L
h∑ ⎟
⎟⎠
⎞⎜⎜⎝
⎛−
+=. (8.112)
În relaţia (8.112), s Rh reprezintă abaterea superioară a dimensiunii rezultante Rα , exprimată ca mărime
liniară, RL este lungimea de referinţă a abaterii superioare a dimensiunii rezultante, skh sunt abaterile
superioare ale dimensiunilor primare, exprimate ca mărimi liniare, ikh reprezintă abaterile inferioare ale
dimensiunilor primare, exprimate ca mărimi liniare, iar kL sunt lungimile de referinţă ale abaterilor superioare
ale dimensiunilor primare. Prin înmulţirea relaţiei (8.112) cu RL se obţine:
hs R = marks
p
1k k
R hL
L∑ ⋅=
- redik1n
1pk k
R hL
L∑ ⋅−
+= (8.113)
Rα R’α
Δα1
α1=0o
R’α< Rα
Rα R’α
Δα2
α2=0o
R’α< Rα
Rα
R’α
α4=90o Δα4
R’α > Rα
Rα R’α
Δα3
α3=0o
R’α< Rα
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
34
În relaţia (8.113) se poate face notaţia
kλ = k
R
L
L . (8.114)
Mărimile kλ reprezintă rapoartele dintre lungimea de referinţă a abaterii dimensiunii rezultante şi lungimile
de referinţă ale abaterilor limită ale celor n-1 dimensiuni primare şi pot fi denumite lungimi de referinţă relative. Pe această bază, relaţia (8.114) devine:
hs R = marks
p
1kk h∑ ⋅
=λ - redik
1n
1pkk h∑ ⋅
−
+=λ . (8.115)
Aplicarea relaţiei (8.115) pentru exemplul din figura 8.16 conduce la următorul rezultat:
hs R = 4s4 h⋅λ - 3i3 h⋅λ - 2ih2 ⋅λ - 1i1 h⋅λ = ⋅
500
300 ( )002,0005,001,0006,0 +++ = 0,038 mm
b. Calculul abaterii inferioare a dimensiunii rezultante . În mod similar, pentru determinarea relaţiei de calcul a abaterii inferioare a dimensiunii rezultante, exprimată ca mărime liniară hi R
, se porneşte de la relaţia generală de calcul a abaterii inferioare în cazul lanţurilor de dimensiuni unghiulare cu vârf comun, respectiv:
αRiA = ∑=
p
1kmarkiA α - ∑
−
+=
1n
1pkredksA α . (8.116)
Procedând ca în cazul abaterii superioare, pentru abaterea inferioară, exprimată ca mărime liniară, se obţine relaţia:
hi R = marki
p
1kk h∑ ⋅
=λ - redsk
1n
1pkk h∑ ⋅
−
+=λ . (8.117)
Pentru cazul exemplului din figura 8.16 se obţine:
hi R = 4i4 h⋅λ - 3s3 h⋅λ - 2s2 h⋅λ - 1s1 h⋅λ = ⋅
500
300 ( )002,0005,001,0006,0 −−−− = - 0,038 mm.
În final, dimensiunea rezultantă este αR = ( )π
oo 180
500
038,090 ⋅
± = ( ) "83,1590 ±o , care respectă valoarea
prescrisă de ( )π
oo 180
500
040,090 ⋅
± .
3. Calculul toleranţei dimensiunii rezultante. Pentru determinarea relaţiei de calcul a toleranţei dimensiunii rezultante, exprimată ca mărime liniară şi notată cu RH , se porneşte de la relaţia generală de calcul a toleranţei dimensiunii rezultante în cazul lanţurilor de dimensiuni unghiulare cu vârf comun, respectiv:
αRT = 1Tα + 2Tα +….+ 1nT −α = ∑−
=
1n
1kkTα . (8.118)
Pe baza relaţiei (8.108), ţinând seama că toleranţele dimensiunilor lanţului, exprimate ca mărimi liniare, sunt, respectiv, RH = Rsh - Rih , 1H = 1sh - 1ih , 2H = 2sh - 2ih ,…, 1nH − = 1nsh − - 1nih − , după
simplificare cu 180o/π, ecuaţia (8.118) devine:
R
R
L
H =
1
1
L
H +
2
2
L
H + ….+
1n
1n
L
H
−
− = ∑−
=
1n
1k k
k
L
H. (8.119)
Prin înmulţire cu RL , relaţia (8.119) se poate scrie sub forma:
RH = 11
R HL
L⋅ + 2
2
R HL
L⋅ + ….+ 1n
1n
R HL
L−
−⋅ = k
1n
1k k
R HL
L⋅∑
−
=. (8.120)
În concluzie, toleranţa dimensiunii rezultante, ca mărime liniară, RH , în funcţie de toleranţele
dimensiunilor primare, exprimate ca mărimi liniare, kH , se calculează cu relaţia:
RH = k1n
1kk H⋅∑
−
=λ . (8.121)
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
35
Pentru exemplul prezentat în figura 8.17, conform relaţiei (8.121), toleranţa dimensiunii rezultante este:
RH = 44 H⋅λ + 33 H⋅λ + 22 H⋅λ + 11 H⋅λ = ⋅300
500 ( )004,0010,0020,0012,0 +++ = 0,076
mm, rezultat care se obţine şi pe baza abaterilor limită calculate, respectiv:
RH = hs R - hi R
= 0,038 - (- 0,038) = 0,076 mm.
B2. Rezolvarea problemei în cazul în care abaterile sunt date ca mărimi unghiulare
Pentru rezolvarea problemei directe prin metoda de maxim şi minim în cazul în care abaterile sunt date ca mărimi unghiulare se parcurg etapele prezentate în cazul lanţurilor cu vârf comun, aplicate pentru exemplul din figura 8.16.
1. Calculul dimensiunii rezultante nominale
nomRα = nom4α - nom3α - nom2α - nom1α = 90o-0o - 0o - 0o = 90o
2. Calculul abaterilor l imită ale dimensiunii rezultante
a. Calculul abaterii superioare a dimensiunii rezultante
αRsA = 4,13” – (- 6,88” – 3,44” – 1,38”) = 15,83”
b. Calculul abaterii inferioare a dimensiunii rezultante
αRiA = - 4,13” – (6,88” + 3,44” + 1,38”) = - 15,83”
3. Calculul toleranţei dimensiunii rezultante
αRT = 8,26” + 13,76” + 6,88” + 2,76” = 31,66”
În final se obţine dimensiunea rezultantă de forma: αR = ( ) "83,1590 ±o = ( )π
oo 180
500
038,090 ⋅
±, a
cărei valoare este identică cu cea obţinută în cadrul paragrafului B1, în care abaterile au fost considerate ca fiind date ca mărimi liniare raportate la lungime.
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
36
C. Rezolvarea problemei directe a LDU fără vârf comun prin metoda algebrică
C1. Rezolvarea problemei în cazul în care abaterile sunt date ca mărimi liniare
raportate la lungime
Pentru rezolvarea problemei directe prin metoda algebrică, folosind abaterile date ca mărimi liniare, raportate la o lungime de referinţă, se parcurg etapele prezentate în cadrul aplicării acestei metode la lanţurile de dimensiuni cu vârf comun, cu modificarea corespunzătoare a relaţiilor de calcul, după cum urmează.
Se porneşte de la relaţia generală, de aplicare a acestei metodei dedusă în cazul lanţurilor liniare paralele, scrisă pentru cazul lanţurilor de dimensiuni unghiulare cu vârf comun, respectiv:
R nomAs RAi R
α αα
= ( ) ( )( ) ( )
( ) ( )∑−
+=−−∑
=+
∑−
+=−−∑
=+
−
+=−
=+ ⎟
⎟
⎠
⎞
⎜⎜
⎝
⎛∑−∑
1n
1pkAi k
p
1kAs k
1n
1pkAs k
p
1kAi k
1n
1pknomk
p
1knomk
αα
αα
αα . (8.122)
Folosind notaţiile specifice metodologiei de rezolvare pentru cazul în care abaterile sunt date ca mărimi liniare, raportate la o lungime de referinţă, relaţia (8.122) devine:
R nomRL/sRh
RL/iRhα = ( ) ( )( )( ) ( )( )
( )( ) ( )( )∑−
+=−−∑
=+
∑−
+=−−∑
=+
−
+=−
=+ ⎟
⎟
⎠
⎞
⎜⎜
⎝
⎛∑−∑
1n
1pkkL/ikh
p
1kkL/skh
1n
1pkkL/skh
p
1kkL/ikh
1n
1pknomk
p
1knomk αα .(8.123)
Relaţia (8.123) mai poate fi scrisă sub forma:
R nomsRh
iRhα = = ( ) ( )( ) ( )
( ) ( )∑−
+=−⋅−∑
=+⋅
∑−
+=−⋅−∑
=+⋅
−
+=−
=+ ⎟
⎟
⎠
⎞
⎜⎜
⎝
⎛∑−∑
1n
1pkikhk
p
1kskhk
1n
1pkskhk
p
1kikhk
1n
1pknomk
p
1knomk
λλ
λλαα , (8.124)
care, pentru cazul analizat, prezentat în exemplul din figura 8.16, se aplică astfel:
R nomsRh
iRhα = ( ) ( ) ( )( ) ( )( )002,0005,001,0006,0500/300
002,0005,001,0006,0500/30000090 −−−−⋅−−−−⋅−−− oooo = ( )
500
038,090
±o , obţinându-se în
final
αR = ( )π
oo 180
500
038,090 ⋅
±= ( ) "83,1590 ±o , rezultat identic cu cel determinat prin metoda de maxim şi
minim. C2. Rezolvarea problemei în cazul în care abaterile sunt date ca mărimi
unghiulare
Pentru rezolvarea problemei directe prin metoda algebrică, în cazul în care abaterile dimensiunilor sunt date ca mărimi unghiulare, se procedează conform metodologiei prezentate în cazul lanţurilor cu vârf comun, obţinându-se:
R nomAs RAi R
α αα
= 90o ± 4,13” – (0o ±6,88” + 0o ± 3,44” + 0o ± 1,38”)=
= ( ) "38,1"44,3"88,6"13,4"38,1"44,3"88,6"13,400090 ++++
−−−−−−− oooo =
= ( ) "83,1590 ±o = ( )π
oo 180
500
038,090 ⋅
±.
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
37
D. Rezolvarea problemei directe a LDU fără vârf comun prin metoda probabilistică
D1. Rezolvarea problemei în cazul în care abaterile sunt date ca mărimi liniare
raportate la lungime
Pentru rezolvarea problemei directe prin metoda probabilistică, când abaterile sunt mărimi liniare, se parcurg etapele prezentate în cazul lanţurilor cu vârf comun, cu modificarea corespunzătoare a relaţiilor de calcul, după cum urmează.
1. Calculul toleranţei probabile a dimensiunii rezultante. Pornind de la relaţia toleranţei probabile, sub forma,
probRT α = 21n
22
21
T....TT−
+++ ααα = ∑−
=
1n
1k
2k
Tα (8.125)
şi utilizând notaţiile precizate în cazul aplicării metodei de maxim şi minim, se poate scrie:
probRT α =21
21
21
21
21
21
L
H....
L
H
L
H+++ =
21n
2
1n
R22
2
2
R21
2
1
R
RH
L
L....H
L
LH
L
L
L
1−
−⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛++⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛+⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛⋅ =
= 21n
21n
22
22
21
21
RH....HH
L
1−− ⋅++⋅+⋅⋅ λλλ . (8.126)
Relaţia (8.126) se mai poate scrie sub forma:
probRT α = ∑ ⋅⋅−
=
1n
1k
2k
2k
RH
L
1 λ . (8.127)
Toleranţa probabilă, probRT α , exprimată în unităţi unghiulare, poate fi scrisă ca mărime liniară, notată
probRH , raportată la aceeaşi lungime de referinţă RL , ca şi toleranţa teoretică αRT , astfel:
R
probR
L
H = ∑ ⋅⋅
−
=
1n
1k
2k
2k
RH
L
1 λ . (8.128)
Prin simplificarea mărimii RL se obţine toleranţa probabilă, probRH , ca mărime liniară, raportată la
lungime
probRH = ∑ ⋅−
=
1n
1k
2k
2k Hλ , (8.129)
care, pentru exemplul prezentat în figura 8.15, devine
probRH = 24
24
23
23
22
22
21
21 HHHH ⋅+⋅++⋅+⋅ λλλλ = ( )2222
2
012,0020,0010,0004,0300
500+++⋅⎟
⎠⎞
⎜⎝⎛ =0,042
8mm
2. Calculul abaterilor l imită probabile ale dimensiunii rezultante
a. Calculul abaterilor l imită probabile pe baza cunoaş teri i abateri lor l imită teoretice , a toleran ţei teoretice ş i a toleran ţei probabile , se realizează, conform schemei din figura 8.8, după cum urmează.
• Abaterea superioară probabilă . Se consideră relaţia abaterii superioare probabile, cunoscută pentru cazul lanţurilor de dimensiuni unghiulare cu vârf comun, de forma:
probRsA α = 2
TTA
probRRRs
ααα
−− , (8.130)
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
38
Această abatere poate fi scrisă ca mărime liniară, notată cu probsRh , raportată la aceeaşi lungime de referinţă RL :
R
probsR
L
h =
R
sR
L
h -
2
L
H
L
H
R
probR
R
R −. (8.131)
După simplificare cu RL se obţine expresia abaterii superioare probabile, sub forma:
probsRh = sRh - 2
HH probRR −. (8.132)
Pentru exemplul prezentat în figura 8.17 se obţine: probsRh = 0,038 - 2
0428,0076,0 − = 0,0214 mm.
• Abaterea inferioară probabilă . Procedând similar, pe baza relaţiei abaterii inferioare probabile exprimată prin mărimi unghiulare, respectiv,
probRiA α = 2
TTA
probRRRi
ααα
−+ , (8.133)
se obţine relaţia abaterii inferioare probabile exprimată prin mărimi liniare, de forma:
probiRh = iRh + 2
HH probRR −. (8.134)
Pentru exemplul considerat în figura 8.17 se obţine: probiRh = - 0,038 + 2
0428,0076,0 − = - 0,0214 mm.
• Dimensiunea rezultantă maximă probabilă
probmaxRα = nomRα + π
o180
L
h
R
probsR ⋅ . (8.135)
• Dimensiunea rezultantă minimă probabilă
probminRα = nomRα + π
o180
L
h
R
probiR ⋅ . (8.136)
În cazul exemplului din figura 8.16 se obţine:
probmaxRα = 90o + π
180
500
0214,0⋅ = 90o 00’ 8,83”; probminRα = 90o -
π180
500
0214,0⋅ = 89o 59’ 51,17”.
În final, dimensiunea rezultantă se poate scrie sub forma: probRα = ( )π
oo 180
500
0214,090 ⋅
±=
( ) "83,890 ±o ,
care respectă condiţiile prescrise, respectiv αR = ( )π
oo 180
500
040,090 ⋅
±= ( ) "63,2090 ±o .
b. Calculul abaterilor limită probabile pe baza cunoaşterii valorii centrale a dimensiunii rezultante RHCX , ca
mărime liniară a lanţului de dimensiuni, şi a toleranţei probabile a dimensiunii rezultante, ca mărime liniară
probRH , se realizează conform schemei din figura 8.8, după cum urmează.
• Abaterea superioară probabilă:
probRsA α = 2
TX
probRRC
αα + ; (8.137)
R
probRs
L
h =
R
probR
R
RHC
L2
H
L
X
⋅+ ; (8.138)
probRsh = 2
HX
probRRHC + . (8.139)
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
39
• Abaterea inferioară probabilă :
probRiA α = 2
TX
probRRC
αα − ; (8.140)
R
probRi
L
h =
R
probR
R
RHC
L2
H
L
X
⋅− ; (8.141)
probRih = 2
HX
probRRHC + . (8.142)
Valoarea centrală a dimensiunii rezultante, exprimată ca mărime liniară, RHCX , a unui lanţ de
dimensiuni, cu “n-1” dimensiuni primare, dintre care “p” dimensiuni sunt măritoare şi restul reducătoare, se determină pe baza relaţiei stabilite în cazul lanţurilor de dimensiuni unghiulare cu vârf comun, de forma
αRCX = ∑=
p
1kmarkCX α - ∑
−
+=
1n
1pkredkCX α , (8.143)
care devine,
R
RHC
L
X =
mar
p
1k k
kHC
L
X∑ ⎟
⎟⎠
⎞⎜⎜⎝
⎛
= -
red
1n
1pk k
kHC
L
X∑ ⎟
⎟⎠
⎞⎜⎜⎝
⎛−
+=. (8.144)
După înmulţirea ambilor membri cu LR relaţia (8.144) devine
RHCX = ∑ ⋅=
p
1kmarkHCk Xλ - ∑ ⋅
−
+=
1n
1pkredkHCk Xλ , (8.145)
unde kHCX reprezintă valoarea centrală a unei dimensiuni primare, exprimată prin mărimi liniare, care se
calculează cu expresia:
2
hhX kiks
kHC+
= . (8.146)
În acest caz, pentru exemplul prezentat în figura 8.16, pe baza relaţiilor (8.137), …..(8.146), se obţin valorile:
• 02
002,0002,0X 1HC =
−= ; 0
2
005,0005,0X 2HC =
−= ; 0
2
010,0010,0X 3HC =
−= ;
02
006,0006,0X
4HC =−
= ; RHCX = 300
500(0 – 0 – 0 – 0) = 0;
• 0214,02
0428,00h probRs =+= mm; 0214,0
2
0428,00h probRi −=−= mm.
Se constată că şi în acest caz, al calculului abaterilor limită probabile pe baza cunoaşterii valorii centrale a dimensiunii rezultante
kHCX , se obţin aceleaşi rezultate ca în cazul calculului abaterilor limită probabile
pe baza cunoaşterii abaterilor limită teoretice.
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
40
D2. Rezolvarea problemei în cazul în care abaterile sunt date ca mărimi unghiulare
Pentru rezolvarea problemei directe prin metoda probabilistică folosind abaterile date ca mărimi unghiulare se parcurg etapele prezentate în cazul aplicării acestei metode pentru lanţurile de dimensiuni unghiulare cu vârf comun, după cum urmează.
1. Calculul toleranţei probabile a dimensiunii rezultante
probRT α = 24
23
22
21
TTTT αααα +++ = 2222 "26,8"76,13"88,6"76,2 +++ = 17,678”
2. Calculul abaterilor l imită probabile ale dimensiunii rezultante , pe baza abaterilor limită teoretice
• Abaterea superioară probabilă :
probRsA α = 15,83” - 2
"678,17"66,31 − = 8,83”.
• Abaterea inferioară probabi lă :
probRsA α = - 15,83” + 2
"678,17"66,31 − = - 8,83”.
În final, dimensiunea rezultantă este
probRα = ( ) "83,890 ±o = ( )π
oo 180
500
0214,090 ⋅
±,
care se încadrează în toleranţa prescrisă.
Prof. Dr. Ing. A. VIŞAN, Conf. Dr. Ing. N. IONESCU, TOLERANŢE, Cap. 9. Teoria rezolvării lanţurilor de dimensiuni - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
41
8.10. REZOLVAREA PROBLEMEI INVERSE A LANŢURILOR DE DIMENSIUNI UNGHIULARE FĂRĂ VÂRF COMUN
A. Rezolvarea problemei inverse a LDU fără vârf comun în condiţiile interschimbabilităţ i i totale
Aşa cum s-a precizat şi în cazul lanţurilor de dimensiuni unghiulare cu vârf comun, rezolvarea problemei inverse a lanţurilor de dimensiuni unghiulare fără vârf comun în condiţiile interschimbabilităţii totale se poate rezolva, principial, la fel ca în cazul lanţurilor de dimensiuni liniare paralele, respectiv prin metodele:
1. Metoda toleranţei medii; 2. Metoda determinării treptei de precizie a lanţului de dimensiuni.
Metoda toleranţei medii
Metoda se poate aplica, practic, în mod asemănător cazului lanţurilor de dimensiuni liniare paralele, ţinând seama de elementele specifice lanţurilor de dimensiuni unghiulare menţionate, precum şi de unele caracteristici specifice lanţurilor de dimensiuni fără vârf comun. Astfel, în cazul în care se lucrează cu abaterile dimensiunilor exprimate ca mărimi unghiulare, conţinutul metodei toleranţei medii şi modul de aplicare a acesteia sunt similare celor prezentate pentru cazul lanţurilor de dimensiuni liniare paralele, relaţiile de aplicare a metodei fiind valabile, aşa cum s-a mai precizat, pentru toate tipurile de lanţuri de dimensiuni. În situaţia în care problema se impune a fi rezolvată cu abaterile dimensiunilor exprimate ca mărimi liniare, raportate la lungime, poate fi adoptată una dintre căile menţionate la rezolvarea problemei directe, respectiv:
• Transformarea abaterilor dimensiunii rezultante din mărimi liniare, raportate la lungime, în mărimi unghiulare, rezolvarea problemei, utilizând metoda toleranţei medii şi, în final, transformarea abaterilor şi toleranţelor dimensiunilor primare în mărimi liniare raportate la lungimea de referinţă;
• Rezolvarea problemei cu abaterile dimensiunilor exprimate ca mărimi liniare, prin utilizarea unor relaţii specifice acestei abordări, similare celor utilizate la rezolvarea problemei directe.
Metoda determinării treptei de precizie a lanţului de dimensiuni
În cazul lanţurilor de dimensiuni unghiulare fără vârf comun, aplicarea metodei determinării treptei de precizie a lanţului de dimensiuni ridică aceleaşi probleme care au fost menţionate şi în cazul lanţurilor de dimensiuni unghiulare cu vârf comun.
B. Rezolvarea problemei inverse a LDU fără vârf comun în condiţiile interschimbabilităţ i i l imitate
Rezolvarea problemei inverse a lanţurilor de dimensiuni unghiulare fără vârf comun în condiţiile interschimbabilităţii limitate se realizează ca şi în cazul lanţurilor de dimensiuni liniare paralele, respectiv prin metodele:
1. Metoda sortării; 2. Metoda ajustării; 3. Metoda reglării.
Conţinutul celor trei metode şi modul de aplicare a acestora sunt, în principal, similare celor prezentate pentru cazul lanţurilor de dimensiuni liniare paralele, cu unele aspecte specifice lanţurilor de dimensiuni unghiulare fără vârf comun.
8.11. REZOLVAREA LANŢURILOR COMPLEXE DE DIMENSIUNI
Aşa cum au şi fost definite, în subcapitolul 8.1, atributul de complexe al acestor lanţuri poate fi definit pe baza mai multor puncte de vedere, precum:
1. Modul de legare, respectiv, în serie, în paralel sau mixt; 2. Tipul dimensiunilor primare componente, şi anume dimensiuni liniare, unghiulare, cu abateri vectoriale etc.
La rezolvarea problemelor acestor lanţuri se aplică noţiunile prezentate în acest capitol pentru lanţurile simple, precum şi unele principii specifice fiecărei categorii de lanţ complex.





























