Embed Size (px)
Citation preview

Magazine and by employees of Atlas Copco Compressor Technique # Volume 46, Edition 326 - May 2013
innovationsTM
Masters of Air

IN THIS ISSUE
SMARTLINK
12Technogirls 2013
2524Officialinauguration ofour new factoryin China
First in Mind—First in Choice ®
Dear Colleagues,
We are working in a 140 years young company.
This is a reason to celebrate and also a reason to reflect on what made us successful over the many decades of operations.
One key factor for staying in business long term is how well we can accept and adapt to change. The world around us is not static and we need to change with it, every day.
LEAN is a good example of a change process where we are adapting our processes and work flows to stay in shape. Implementing LEAN is not always easy and the payback may not be immediate, but it is still necessary for our survival and competitiveness. LEAN is here to stay and we must excel in it. Why? Because our customers are not willing to pay for inefficiencies and for weak performance. They have a choice, and can buy their products and services from a competitor.
To be able to better measure and follow up, we have defined LEAN key performance indicators for Safety, Manpower planning, Quality, Productivity, Delivery performance and Inventory, (SMQPDI). These KPIs measure how well and how efficiently we can serve our customers.
In the Atlas Copco strategy book, we symbolize two equally important tracks of change by the drawing of the hare and the turtle. Constant evolution in combination with a number of
revolutionary new products and methods have shaped our success up to now.
At the recent Hannover Industrial Exhibition we introduced the revolutionary new GA VSD+ compressor, setting new standards in variable speed drive compressors. We also introduced new products in vacuum and gas technology and we saw a number of innovative improvements to existing products and services, such as SMARTLINK.
Embracing change and striving for excellence has been our recipe for success since 1873.
Let’s continue this way.
Enjoy the reading!
Stephan KuhnPresident
Atlas Copco Compressor Technique
First in Mind—First in Choice ® ................... 03
140 years Atlas Copco - Proud of our History!........................................................... 04
Gazcon A/S celebrates double anniversary.................... 06
Innovation................................................... 07
Industrial Air launches the next step in compressortechnology: GA VSD+..................................................... 07
Atlas Copco takes top technology to ComVac, Hannover Fair 2013.................................................. 10
Helping customers choose sustainable productivity...... 14
Commitment............................................... 15
Atlas Copco joined KAURI............................................. 15
Triple certification for Atlas CopcoWuxi Compressor.......................................................... 15
Interaction................................................... 16
Atlas Copco in the spotlight........................................... 16
WebEx - A new, great way to connect........................... 16
Professional Press Relations Pay Off ............................ 17
Safety First.................................................. 18
New QSHE Manager for Compressor Technique:Vijaykant More............................................. 18
Safety First program in 2013......................................... 19
CT worldwide............................................... 20
Atlas Copco Compressors Supply Printing Shopwith Air for a Variety of Requirements...........................
20
Official inauguration of our new plant in India............... 22
Good relationships with Oman...................................... 23
CT in action................................................. 25
LEAN forum................................................................... 26
Water for All – Belgium.................................................. 27
Atlas Copco obtains certificate for “Known Consignors”...................................................... 28
Responsible editorLotta Bynke (Phone 9106)
Editor in chiefIsabel Vancoillie (Phone 9860)
Contact persons within the divisions:Christine Belhomme (Phone 2012)CTS
Lieven van den Bosch (Phone 2412)Airtec Sarah Geerts (Phone 2777)Industrial Air
Kevin Schoeters (Phone 4991)Oil-free Air Elsie Vestraets (Phone 9811)Portable Energy
Veerle Kienen (Phone 2912)ASC
Mercedes Hernandes (Phone 2484)CRS
Jeroen Hoen (Phone 9419)Quality Air
Responsible seniorsAndré Westyn
Produced by Atlas Copco Airpower N.V.
Layout: Brand Studio
Cover: The revolutionary GA VSD+ was proudly launched on the Hannover fair.
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 32 | i n n o v a t i o n s ™ - M a y 2 0 1 3

140 years Atlas CopcoProud of our history!140 years Atlas CopcoProud of our history!On February 21, we celebrated the 140th anniversary of Atlas Copco. Everyone was invited to a birthday session where we looked back at our history as well as looking into our present and future priorities. The whole was brightened up with nice interludes by performer Dirk Denoyelle. Ronnie Leten’s thank you speech concluded each session. On the way out a gift bag and a tasty Birthday cupcake was handed out to all colleagues.
Dirk Denoyelle, on stage as Bart Peeters, sang the happy
birthday song with us.
Everyone got a nice Atlas Copco present.
Virginie Claes interviewed our employees before and after the birth-day session.
Happy birthday Atlas Copco!
The birthday cupcakes were delicious!
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 54 | i n n o v a t i o n s ™ - M a y 2 0 1 3

Gazcon A/S celebrates double anniversary
Before the start of the celebration the renewed emergency plan was introduced to the employees. Even in
joyful moments, safety deserves prior attention. Afterwards Bjarne Fog, general manager of Gazcon, welcomed all employees and expressed his sincere appreciation for what has been achieved over the last 10 years. These achievements were illustrated by a photo slideshow going from the early days until the actual acquisition by Atlas Copco. “It is great to be part of a group with such rich history”, Bjarne says, “it proves that Atlas Copco is a stable and sustainable company”. That history was later explained by Tim Florizoone, integration manager at Gazcon. The interest was great, since Atlas Copco’s history was unknown to most of the employees. “Only strange that the acquisition of Gazcon is not mentioned as group milestone”, an employee quips. The presentation was followed by the “Thank You” video from Ronnie Leten.
In the second part of the event Gazcon’s integration process was discussed. As first, the achievements of the last months were
highlighted and a summary of the lessons learned was made; there is always a better way! Next, the targets from the 3-years plan were shown and the key product and process improvement projects explained. The company’s strong growth ambitions were reinforced by a statement from Ronnie Leten in Management Contact: when asked how to boost Atlas Copco’s growth, he mentioned the growing trend of producing on-site nitrogen and oxygen among customers as an example. A statement that sounds like music to the ears of the Gazcon’s employees.
The celebration ended with an extensive lunch and pleasant chat amongst colleagues.n
- Tim Florizoone
Gazcon’s share in Atlas Copco’s 140 year history is limited up to now. The Danish manufacturer of on-site nitrogen and oxygen generators is part of the Quality Air division since August 2012 only. Let that be no reason to celebrate less! In contrary, Gazcon had a second reason to celebrate. The company had its 10th anniversary only a few days after Atlas Copco’s.
The employees of Gazcon listened very carefully to the presentations.
INNOVATION
Industrial Air launches the next step in compressor technology: GA VSD+
The new GA VSD+ is nothing short of spectacular: to summarize in one sentence: it is a very compact machine,
but packed with great ideas. It offers improved performances (FAD up with 12%), unseen energy-efficiency (SER is down with 50% on average) and the smallest footprint in the market (55% smaller).
The GA VSD+ is the next big leap in compressor technology and it will be suitable for most applications. A compressor that realizes energy savings of 50% on average (compared to a fixed speed) does not only benefit our customers: it also contributes to the green economy needs.
Atlas Copco had an innovation to launch that heralds a new era in compressor technology. The Hannover Messe (Germany, 8-12 April 2013), the place to be for innovation in Europe, was the ideal opportunity to present this record-breaking compressor to the market. Only VIP’s could enter the exclusive, glass house on the Atlas Copco booth in Hannover. Those who saw this machine with their own eyes are convinced: this compressor will break records.
We organized a ‘Hannover Customer Event’ for our customers and salesmen in Düsseldorf. An old steel factory was the stage for Bert Derom’s presentation (Product Manager). And he was not alone… Joris Derde and Andries Desiron (Lead engineer of this project) were assembling a unit live on stage.
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 76 | i n n o v a t i o n s ™ - M a y 2 0 1 3

The future is variable speewdWe translated the most requested customer needs in this new type of variable speed drive. It has everything a customer expects from us… and then some. The VSD+ delivers more compressed air for less energy consumed, but it also outperforms any fixed speed machine, even at full load. In Atlas Copco terminology: the GA VSD+ is even more efficient than the GA+.
The secretThe secret behind these results is a new way of thinking about the compressor. Every part in the compressor was evaluated and improved wherever possible. But the greatest innovation is the new drive train: we designed and manufactured a motor that perfectly matches our screw element. The motor is an interior permanent magnet motor, a type of motor that is lighter, quieter and more efficient than the synchronous motors we traditionally use. With this new type of motor, we match efficiency class IE 4 (Super Premium Efficiency), the highest rating a motor can currently have.
Vertical drive trainThe type of motor is not the only surprise, engineers also arranged the complete drive train in a new manner. The motor and drive train share one drive shaft and are vertically aligned. The whole drive train is complete closed and one oil-circuit cools the motors and lubricates the element and bearings. The result is a quiet (down to 62 db(A)), reliable and compact compressor that saves space and energy while achieving higher air capacities at the same time.
Atlas Copco has patents pending for the motor, the drive train and the general concept of the compressor.
The difference is in the detailThis small compressor is packed with big ideas: a more efficient integrated dryer for the full feature version and the best electronic components. But also some simple, efficient systems, like the air intake valve, or “Sentinel valve” that replaces the traditional unloader valve. Thanks to the lightweight, smart, mechanical component valve blow-off losses are a thing of the past. If air is taken in, the Sentinel valve mechanically opens, when the compressor stops a short pulse of compressed air is deployed to close it again. This mechanical process is simple, reliable and
allows the drive train to stay completely pressurized.
And there is more: the VSD+ has one of the most efficient and silent fans in the market. These fans need 3 times less energy, contributing for up to 7% savings in SER. They run silently, thanks to a big idea the manufacturer got from nature. Like an owl, the serrated blades of the fan are designed to be both efficient and silent, two advantages the customer can directly benefit from.
Of course the GA VSD+ houses the best electronic components: the best inverter for the permanent magnet motor, temperature sensors for efficiency and safety and an Elektronikon Mk. 5 to keep everything in check.
Less compressor, more airThe footprint of the compressor is less than half of the traditional GA VSD. That means customers can save valuable space in their compressor room. The machine has a clean lay-out, smart service panels for easy maintenance and the whole machine is arranged is such a way the machine can easily be placed in corners and against walls.Less is more, that also counts for the place the VSD+ is born. Industrial Air’s Airpower production site in Antwerp, Belgium, has
introduced the “LEAN” concept to produce this new compressor. By standardizing the components and production process, less factory space and production time is required. The compressor of the future is built in the factory of the future…
The Sentinel, an unloader valve, is a light, simple and compact component which has a big impact on the reliability of this machine.
Only VIP’s and journalists could enter the exclusive, glass house. One of the three machines in this house was even running.
Only the best is good enough for this compressor of the future. This fan is the best on the market and consumes only 1/3rd of the energy of the previous fan.
The GA VSD+ put to the testThe VSD+ is innovative, but it has also proven its reliability. The first endurance unit was installed at a customer as early as 2009. In the meantime, over 25 customers have endurance units running, 120 000 start/stops and some of those compressors have more than 20 000 operating hours on their counters. What our customers thought of it? See that for yourself, in the application movies on the Compressor Technique YouTube channel.
Our customers weren’t the only ones who put the GA VSD+ to the test. We sent our new compressor off to the same test laboratory where the first variable speed drive compressor has been tested back in 1994. Laborelec, an independent research center of SDF Suez compared the new machine to our existing GA compressors as well as some competitors’ machines. Laborelec exposed all the equipment to a realistic customer demand, to compare energy consumption. They confirmed the GA VSD+ is indeed on average 50% more energy efficient than a fixed speed compressor and 15% more efficient than the current GA VSD.
The future starts todayThe GA 7-15 VSD+ is already available for order, the GA 18-30 VSD+ will come in November 2013 and little later, also the 37 kW variant will be on order. For those customers that have a low compressed air demand, the GA and GX will remain available. Also the GA VSD will remain available and offer a versatility in option (tank-mounted variants, integrated filters, etc).
Quote from a dealer from the US:
During the first coffee break, I sent a message to my salesman, I told him: “this is a pioneering machine!”
Peter W. Glauber – President GEC, USA, more than 20 years an Atlas Copco dealer.
On the second day of the Customer Event in Düsseldorf, everyone had to wear workclothes, safety shoes and gloves. In little teams, they had to assemble their own GA VSD+
Quote from a German Atlas Copco Salesman:
I am very impressed, where is the competition now?”
Once in the glass house, visitors could discover this new machine.
Quote from Bharat Aswani, Business Marketing Manager, India
I have no doubt that we leave the competition behind for a few years.” n
- Evi Serluppens
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 98 | i n n o v a t i o n s ™ - M a y 2 0 1 3

Atlas Copco takes top technology to ComVac, Hannover Fair 2013At ComVac, Hannover Messe, under the motto “Masters of Air”, Atlas Copco presented the latest innovations in compressor technology, industrial gas solutions, vacuum pumps, air treatment equipment and service. Visitors to our booth were able to walk through complete installations, including compressors, air treatment and industrial gas generators, and see how an installation could look on their factory floor.
Visitors got the world premiere of a new type of variable speed drive compressor, below 30 kW, that
offers breakthrough improvements in energy efficiency, footprint and performance. It will be suitable for all customer segments and applications. Koen Lauwers, Vice-President Marketing from the Industrial Air Division comments: “In 1994, Atlas Copco pioneered the Variable Speed Drive and now we will launch an innovation that will once again set the benchmark in the compressor industry. This new compressor has been developed exclusively in-house and combines all our expertise and know-how in the field of compressor technology”.
Also for the first time on stage, more products for better performance and higher energy efficiency:
A new range of GA oil-injected screw compressors Compressors in the new GA generation offer higher efficiency, more uptime and availability, ease of service, and smart control and monitoring: What’s more, they also offer up to 10% improved performance.
New small blower extends the ZS screw blower range The ZS series is known to provide on average 30% more energy savings than conventional lobe blowers in a wide range of low pressure applications. These include, for instance, aeration as part of the waste water treatment process. They are available with built-in variable speed control (VSD) and are 100% certified Class 0 (ISO8573-1).
Germany
The extension of the ZE VSD compressor lineZE VSD low pressure compressors offer a variable air flow with minimum energy costs. Delivered ready-for use, they come as all-in-one-packages including a powerful controller, after cooler and integrated Variable Speed Drive (VSD). The compact design eliminates the need for extras and reduces installation to an absolute minimum.
Moving into a new technology with ZM oil-free multistage centrifugal blowersThese blowers (pressure and vacuum) offer increased reliability and efficiency and can be
used in a variety of low pressure air and gas applications.
Built-in intelligence for oil-free centrifugal compressorsCompressors in the latest ZH 350+ generation can be connected to central controllers in order to optimize their utilization. Each compressor comes as a plug-and-run package, including internal piping, integrated coolers, motor, control system and 100% matched components.
One-stop-shop for compressed air, vacuum and industrial gasesAtlas Copco demonstrated the one-stop-shop for complete installations, including vacuum pumps. With a range of oil-sealed vane and oil-sealed rotary screw pumps, Atlas Copco equips factories with complete, reliable, efficient systems for higher productivity. In addition to compressed air equipment and vacuum pumps, visitors can view a full range of nitrogen and oxygen generators. For the first time ever, Atlas Copco will exhibited their new range of vacuum pumps for industrial applications in rough vacuum.
XD550-3600 - A new range of heat-of-compression desiccant dryersDryers in this range consume no compressed air thanks to Zero Purge cooling. There are two variants available. One is for a guaranteed dewpoint of –40°C, the other delivers dewpoint supression. The latter has no extra heating on board but minimizes the energy consumption to a few watts for the electronic control board.
flow capacity at the output, resulting in higher energy savings as no compressed air is lost for purging. This makes it unique in the market.
A new generation of filtersThe new PD 150 high-efficiency coalescing filters feature an exceptional flow path through the housing and cartridge. This
Premiere for a newcomer in the heat-of-compression rotary drum dryer rangeThe main characteristics of the new ND 1000 dryer is a reliable process and a well proven design with lowest total cost of ownership. What’s more, the energy efficiency is outstanding! The ND 1000 delivers 100%
The Atlas Copco booth, a few minutes before the opening of the fair: ready to welcome thousands of visitors.
CP, a strong distributor brand with a wide range of products, but moreover the continuous passion to go beyond product development to make its partners life easy. A wide offer of MarCom material, business & service tools that give our salesforce an edge, next to a partner program to reward loyal distributors.
reduces air turbulence and pressure drops and limits operating pressure. The result is substantial energy savings without compromising production reliability and efficiency.
Taking service to the next levelThe new Atlas Copco SMARTLINK connectivity program is an easy to install, user-friendly data monitoring program that is easily tailored to specific needs. It offers businesses a complete insight into their compressed air production. SMARTLINK helps to predict potential problems (and thus anticipate them). It shows how and where the production can be optimized and energy saved. SMARTLINK is an important development that takes maintenance and service to yet another level. Making smart use of connectivity, data monitoring, mining and business intelligence, SMARTLINK helps customers to get a better overview of their maintenance needs. They can thus maximize their production uptime and, wherever possible, reduce their operating costs by minimizing energy consumption. Read also the article about SMARTLINK on the next page. n
- Michael Gaar
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 111 0 | i n n o v a t i o n s ™ - M a y 2 0 1 3

The target is to connect 100.000 machines in the next 3 years. We want to go for volume. That is why we had
to develop a cost effective solution that is easy to install and configure: SMARTBOX.
The installation is simple and can be done in the field at a next service visit. The box configures itself automatically and becomes available on the SMARTLINK website. The customer can then register himself on the website and has all information on his compressed air production available at a glance.
The value for our organization lays in the data, so it is in our interest to connect every machine in the field.
The four Strategic blocks of our connectivity strategy
SMARTLINK – A world to connectSMARTLINK is the new compressor monitoring solution from Atlas Copco. The strategy is to connect all machines and use the data in a smart way to generate sales leads, to better plan our service visits and to develop new services based on actual running hours. Next to this we offer the customer a web portal where he can manage his Service needs, improve his uptime and reduce his operational cost.
ConclusionSMARTLINK is the connectivity solution of the future. It will make us more effi-cient in the way we do service which means we can keep costs under control and serve our customers better. It will definitely help us to increase our custom-ers’ satisfaction. And satisfied customers are loyal customers.
Sales Efficiency. The connected machines send information to us about their status, running hours etc. Therefore, we know which machines need service. In other words, we have solid sales leads with which we can contact the customer, offering him the service he requires.
Operational Efficiency. We can now schedule our service visits more accurately because we have all the details of the machine available. This will make us more efficient in our planning of the service activities and avoid that machines would be serviced too late and have increased energy consumption and breakdown risk. Integrated Services. For customers that have a service agreement with us, the benefit lies in the fact that we don’t have to rely on
the customer to contact us for service. This also means an improved product offering towards the customer. The customer doesn’t even have to worry about informing us on the running hours because we have those details available. If machines accumulate more running hours as agreed in the service agreement, we can pro-actively anticipate the increased need for service and take the appropriate actions on additional invoicing.
Monitoring Services offers 3 levels. The lowest level, SMARTLINK Service is available free of charge for our customers. It helps them to manage their preventive service needs without having to look at the compressor room on a daily base. With SMARTLINK uptime we go one step further, we inform the customer via a warning about the status of his machine. The third level, SMARTLINK
Energy offers much more – it helps customers improve their operating cost through detailed energy reports. n
- Christine Belhomme
SMARTLINK gathers, compares and analyses data on the fly. When needed, it sends out warnings in time, allowing the customer to carefully plan and prepare the service interventions. As a result, service efficiency increases, precious time is gained and money is saved.
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 1 31 2 | i n n o v a t i o n s ™ - M a y 2 0 1 3
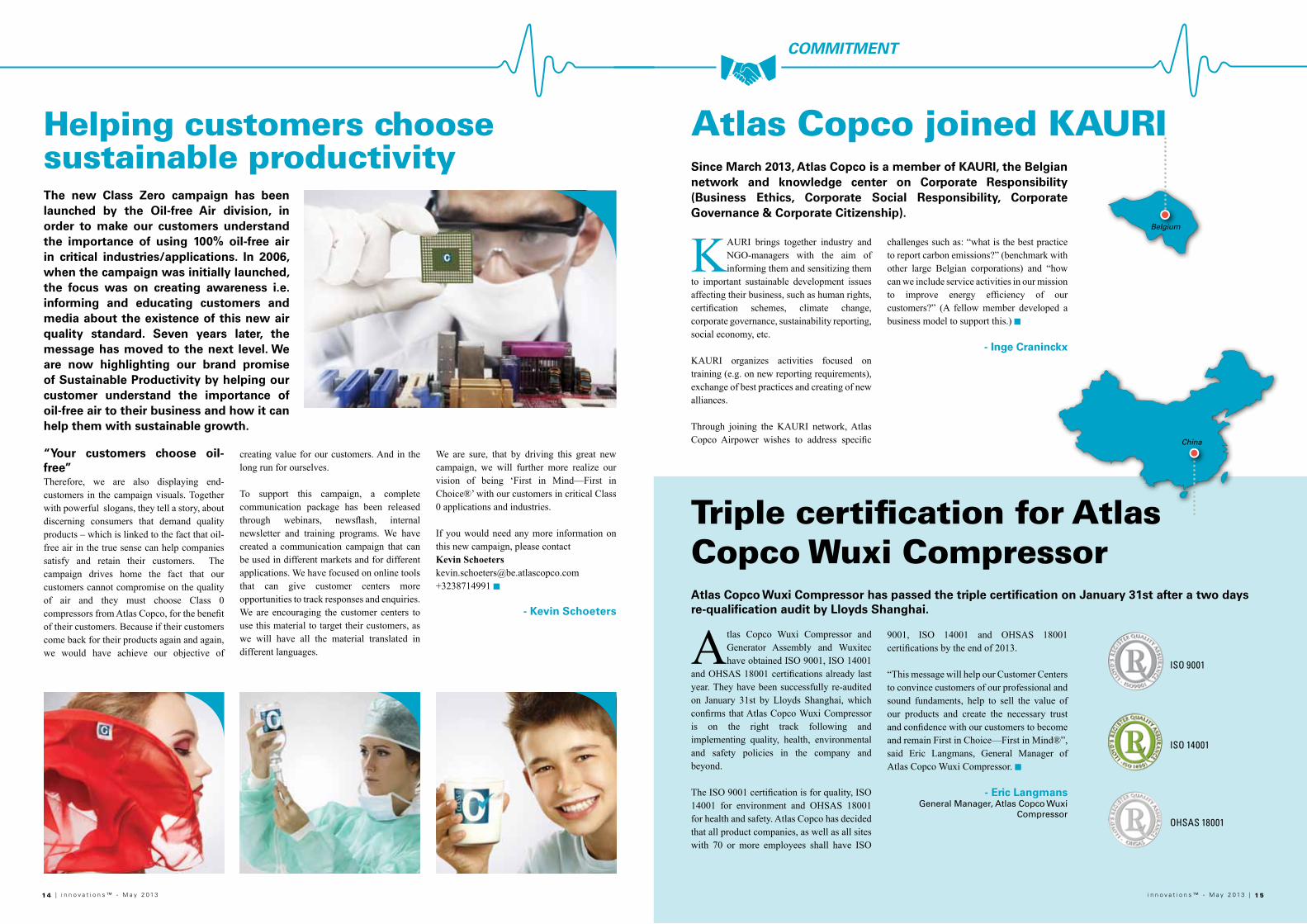
“Your customers choose oil-free”Therefore, we are also displaying end-customers in the campaign visuals. Together with powerful slogans, they tell a story, about discerning consumers that demand quality products – which is linked to the fact that oil-free air in the true sense can help companies satisfy and retain their customers. The campaign drives home the fact that our customers cannot compromise on the quality of air and they must choose Class 0 compressors from Atlas Copco, for the benefit of their customers. Because if their customers come back for their products again and again, we would have achieve our objective of
Helping customers choose sustainable productivityThe new Class Zero campaign has been launched by the Oil-free Air division, in order to make our customers understand the importance of using 100% oil-free air in critical industries/applications. In 2006, when the campaign was initially launched, the focus was on creating awareness i.e. informing and educating customers and media about the existence of this new air quality standard. Seven years later, the message has moved to the next level. We are now highlighting our brand promise of Sustainable Productivity by helping our customer understand the importance of oil-free air to their business and how it can help them with sustainable growth.
creating value for our customers. And in the long run for ourselves.
To support this campaign, a complete communication package has been released through webinars, newsflash, internal newsletter and training programs. We have created a communication campaign that can be used in different markets and for different applications. We have focused on online tools that can give customer centers more opportunities to track responses and enquiries. We are encouraging the customer centers to use this material to target their customers, as we will have all the material translated in different languages.
We are sure, that by driving this great new campaign, we will further more realize our vision of being ‘First in Mind—First in Choice®’ with our customers in critical Class 0 applications and industries.
If you would need any more information on this new campaign, please contactKevin Schoeters [email protected] +3238714991 n
- Kevin Schoeters
Atlas Copco Wuxi Compressor and Generator Assembly and Wuxitec have obtained ISO 9001, ISO 14001
and OHSAS 18001 certifications already last year. They have been successfully re-audited on January 31st by Lloyds Shanghai, which confirms that Atlas Copco Wuxi Compressor is on the right track following and implementing quality, health, environmental and safety policies in the company and beyond.
The ISO 9001 certification is for quality, ISO 14001 for environment and OHSAS 18001 for health and safety. Atlas Copco has decided that all product companies, as well as all sites with 70 or more employees shall have ISO
Atlas Copco Wuxi Compressor has passed the triple certification on January 31st after a two days re-qualification audit by Lloyds Shanghai.
Atlas Copco joined KAURISince March 2013, Atlas Copco is a member of KAURI, the Belgian network and knowledge center on Corporate Responsibility (Business Ethics, Corporate Social Responsibility, Corporate Governance & Corporate Citizenship).
KAURI brings together industry and NGO-managers with the aim of informing them and sensitizing them
to important sustainable development issues affecting their business, such as human rights, certification schemes, climate change, corporate governance, sustainability reporting, social economy, etc.
KAURI organizes activities focused on training (e.g. on new reporting requirements), exchange of best practices and creating of new alliances.
Through joining the KAURI network, Atlas Copco Airpower wishes to address specific
challenges such as: “what is the best practice to report carbon emissions?” (benchmark with other large Belgian corporations) and “how can we include service activities in our mission to improve energy efficiency of our customers?” (A fellow member developed a business model to support this.) n
- Inge Craninckx
9001, ISO 14001 and OHSAS 18001 certifications by the end of 2013.
“This message will help our Customer Centers to convince customers of our professional and sound fundaments, help to sell the value of our products and create the necessary trust and confidence with our customers to become and remain First in Choice—First in Mind®”, said Eric Langmans, General Manager of Atlas Copco Wuxi Compressor. n
- Eric LangmansGeneral Manager, Atlas Copco Wuxi
Compressor
COMMITMENT
Belgium
China
Triple certification for Atlas Copco Wuxi Compressor
ISO 9001
ISO 14001
OHSAS 18001
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 1 51 4 | i n n o v a t i o n s ™ - M a y 2 0 1 3

With a regular WebEx account users can hold online meetings, conduct trainings and broadcast
smaller events. In addition, each division holds a few accounts for larger events and training sessions. These accounts can be shared and offer additional functionality to facilitate several hundred participants.
Getting to know WebExWebEx is an easy to use system, but of course first time users need some initial understanding
on how to get up and running with the system. For this purpose, quick guides and other useful self-training material is available in the competence portal.
Would you like to get more information? Please contact your local IT service desk. n
- Lotta Bynke
INTERACTION
When you enter the Airpower parking lot in front of the main building you cannot miss it… Our new giant banner displaying customers of different segments and applications.
From the A12 road towards Brussels, the banner is cleary visible and a real eye catcher for cars passing by. The banner
shows a selection of our customer segments which are using compressed air, gas and vacuum solutions. You can see a baker and a brewer representing the food industry, a doctor referring to the medical industry, a service technician, skiers (our compressors involved
in the snow making process), an oil driller, a lady with a rack full of finely woven textiles, … The smaller banner next to it now shows the 140 years logotype from the Atlas Copco Group, referring to our birthday. But in the future, this will be replaced by professional images of the products we make here in Antwerp.
At the Brussels Airport, a similar banner is placed in the central hall where millions of travellers are passing by every year. n
- Isabel Vancoillie
WebEx - A new, great way to connectWebEx is a web conferencing solution which allows participants to meet, collaborate, present, and share content over the web. You can connect from and to any PC, tablet or smartphone. The tool allows participants to interact in a number of different ways and meetings can be recorded for later viewing. Since the launch of WebEx on February 22, thousands of colleagues have registered for a WebEx account and are now exploring its many possibilities.
Atlas Copco in the spotlight
Have you read today’s paper? If, for instance, you are planning to buy a car soon, then you have probably looked at the manufacturers’ advertisements, test reports and reader reviews with a lot more interest than you normally would. But would you buy your next car because you liked the adverts, or because the test report in the article was so positive?
A few years ago, the Atlas Copco Customer Center in Hemel Hempstead (UK) began to assess how
“effective” advertisements and press relations really are, and decided to invest much more in professional press relations.
Today, the communications team, headed up by Joanna Canton and supported by Anne Barnes, works together with a business-to-business communications agency, which provides a continuous flow of information to all the relevant media. This includes information about Atlas Copco, its latest products and offers, plus interviews and user reports.
The results speak for themselves: Last year alone, the team published a total of 27 press releases and 6 user reports.
The key to success in this area - besides good stories - has been close collaboration with the communications agency. During regular
meetings with the communications and marketing managers, potential topics are pinpointed and integrated into the PR strategy, the status of pending articles is discussed and feedback is provided on stories that have already been published. The PR agency plays a key role in these meetings — representatives from the agency facilitate the internal decision-making process, implement actions and ensure that the content is published in the relevant media.
It goes without saying that the services of a PR agency are not cheap, but the English team has offset its investment costs with the right results, assessing the “value” of each article against the cost of an advertisement in the same format. The results of this approach are clear to see: For every pound invested, the press relations work has generated 13.5 times the equivalent value.
There is another part to this success story — an editorial about Atlas Copco is clearly “more
effective” as an advertisement because it is noticed and read in a lot more depth, increasing its actual value many times over.
An old saying by Henry Ford describes the dilemma faced in advertising: “Fifty percent of the money invested in advertising is always wasted. But you never know which half it will be.” The question of which half of the advertising costs are wasted cannot be answered here, but we can be certain that this does not apply to professional press relations.
Communication costs money. Sometimes quite a substantial amount of money. The cost of a large advertisement in a newspaper or a specialist magazine is quite high, as the title suggests — usually in the region of several thousand euro. An advertisement must also be published several times, and this is where the costs really add up. The question of how to quantify “effectiveness” also remains a key issue: Are the advertisements read, understood and remembered, and will they generate more revenue?
Most articles and interviews, particularly in specialist magazines, are the result of profes-sional press relations by agencies that send their press releases to editors. Provided that the content is attractive enough for the in-tended audience, sections of the press release will be used, or it will be published in its en-tirety. In most cases, press releases are pro-vided free of charge — it is the services of the PR agency that incur costs. n
- Michael GaarPR Coordinator for the Compressor
Technique Business Area, [email protected]
Professional Press Relations Pay Off
Great Britain
The communication team of our customer center in Hemel Hempstead: (from left to right) Joanna Canton, Jaspreet Bhangu and Anne Barnes.
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 1 71 6 | i n n o v a t i o n s ™ - M a y 2 0 1 3
SAFETy FIRST
As of Feb 1, 2013 Compressor Technique has a new QSHE Manager, Vijaykant More.
Vijaykant, first of all most welcome as new QSHE Manager for Compressor Technique.
Please tell us briefly about your earlier positions and experiences? In my previous position, I was Safety Manager for Compressor Technique in India and representative for the Atlas Copco SHE council for Compressor Technique. Prior to that, I worked with General Motors in India. I studied Mechanical Engineering with an advanced diploma in Industrial Safety and I have a master in Business Studies from the Pune University. I’m also a lead auditor from Lloyd’s Register for ISO 9001,ISO 14001 and OHSAS 18001.
I have 16 years of experience in SHE management in the automotive, construction, oil & gas and heavy engineering industry, along with experience in R&D for product engineering.
You have been in your new job since February 1. Which are your first learnings and experiences?The two main things I’ve learnt so far is that we need to broaden the spectrum about people, process and system and we need to improve the consistency in the approach that we follow in the different locations while we implement operational processes.
I have very supportive colleagues with great
New QSHE Manager for Compressor Technique
team spirit who are sharing their knowledge and experience to make me at ease in my new role.
Tell us about your mission in your new job. What do you want to achieve, what are the most important tasks and challenges.My mission is to coordinate the implementation of the common management system in all operations of Compressor Technique, to evaluate the effectiveness of the system and to propose improvements to the system to the management of Compressor Technique, including the policies involved.
The most important tasks are: Â The triple certification as per ISO 9001,
ISO 14001 and OHSAS 18001 so we achieve the Atlas Copco Group goals.
 To understand and assess the current processes and to develop a plan for continuous improvement with a consistent approach across the business area.
 To improve the competency of our employees for quality, safety, health and environment.
 To focus on the organization for QSHE and to develop a stronger connectivity with operational SHEQ leaders at various product companies and customer centers.
 To develop proactive tools and solutions
for the QSHE management.
My main challenges are to develop a common approach for the interdivisional processes, to bring consistency and effectiveness in the system at the different locations and to understand the cultural differences amongst our employees worldwide while implementing management system
In Compressor Technique we have a major focus on Safety First since several years. From your point of
view, what are now our most important actions to further reduce the number of accidents and incidents?We need to develop a leadership development program to strengthen ownership for safety. A safety culture assessment and development improvement plan based on these assessment results would also help us a lot to reduce the number of incidents and accidents. On the process side, it would be good to introduce proactive indicators for safety. To conclude, we need to continue to build a strong safety organization at all operational units.
Who is in your team and what are the internal and external bodies you are interacting with? I work together with the SHE and Quality leaders across Compressor Technique. We also have some internal bodies in place, such as the Atlas Copco SHE council, the Compressor Technique SHE council and the Operational councils. Of course, we also interact with our customers, certifying organizations and NGO’s.
Anything else you would like to add?Our QSHE management system in Compressor Technique has a strong foundation. I’m looking forward to develop this system to a next level which will support our operation’s ambitions for sustainable productivity.
Thank you again and best of luck in your new position. n
- Lotta Bynke
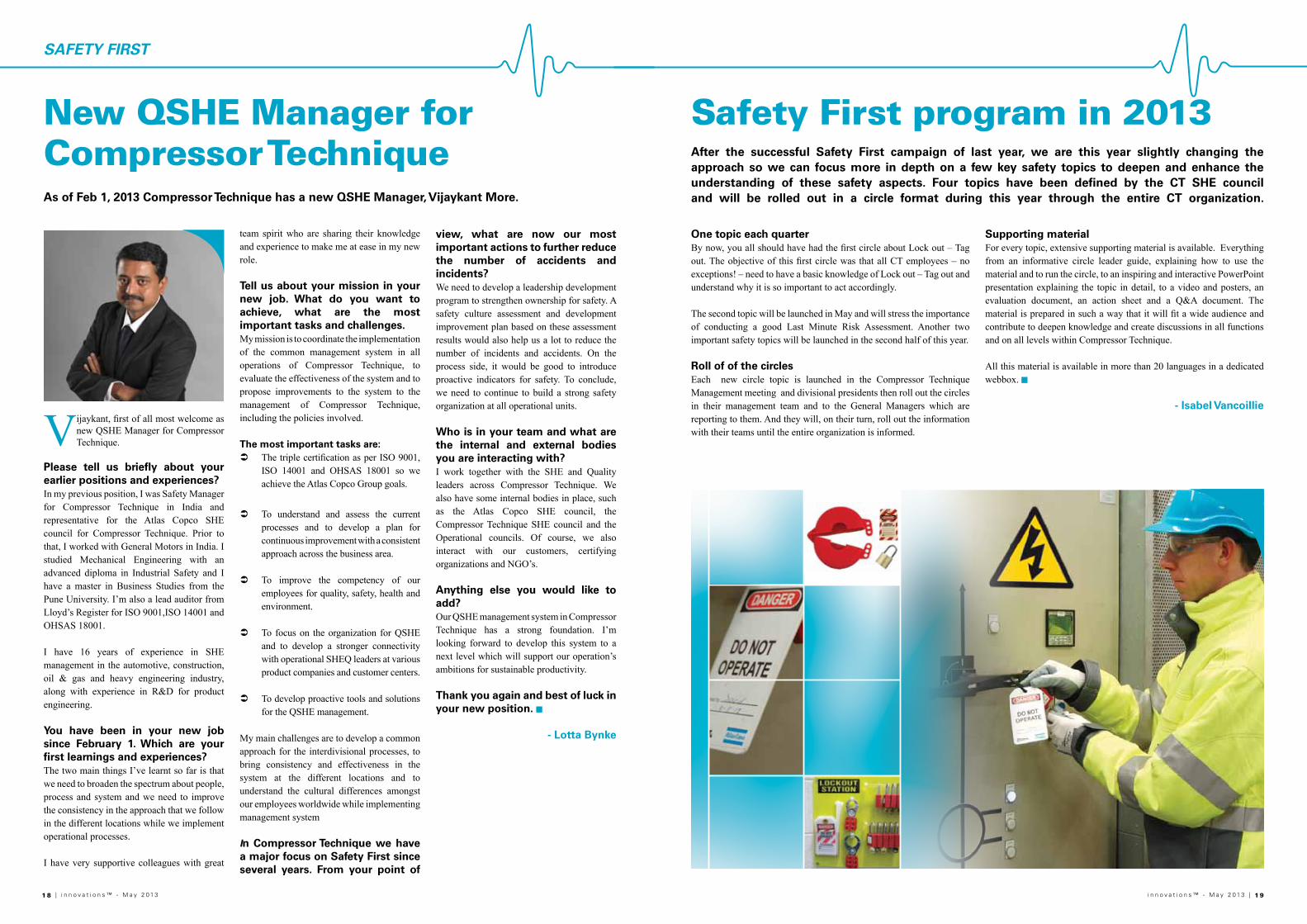
After the successful Safety First campaign of last year, we are this year slightly changing the approach so we can focus more in depth on a few key safety topics to deepen and enhance the understanding of these safety aspects. Four topics have been defined by the CT SHE council and will be rolled out in a circle format during this year through the entire CT organization.
Safety First program in 2013
One topic each quarterBy now, you all should have had the first circle about Lock out – Tag out. The objective of this first circle was that all CT employees – no exceptions! – need to have a basic knowledge of Lock out – Tag out and understand why it is so important to act accordingly.
The second topic will be launched in May and will stress the importance of conducting a good Last Minute Risk Assessment. Another two important safety topics will be launched in the second half of this year.
Roll of of the circles Each new circle topic is launched in the Compressor Technique Management meeting and divisional presidents then roll out the circles in their management team and to the General Managers which are reporting to them. And they will, on their turn, roll out the information with their teams until the entire organization is informed.
Supporting materialFor every topic, extensive supporting material is available. Everything from an informative circle leader guide, explaining how to use the material and to run the circle, to an inspiring and interactive PowerPoint presentation explaining the topic in detail, to a video and posters, an evaluation document, an action sheet and a Q&A document. The material is prepared in such a way that it will fit a wide audience and contribute to deepen knowledge and create discussions in all functions and on all levels within Compressor Technique.
All this material is available in more than 20 languages in a dedicated webbox. n
- Isabel Vancoillie
Safety First is onze prioriteit en we zorgen ervoor de instructies te volgen bij elke Lock Out – Tag Out van machines of andere installaties.
De veilige weg is de juiste weg.Ik Lock Out – Tag Out.
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 1 91 8 | i n n o v a t i o n s ™ - M a y 2 0 1 3
CT WORLDWIDE
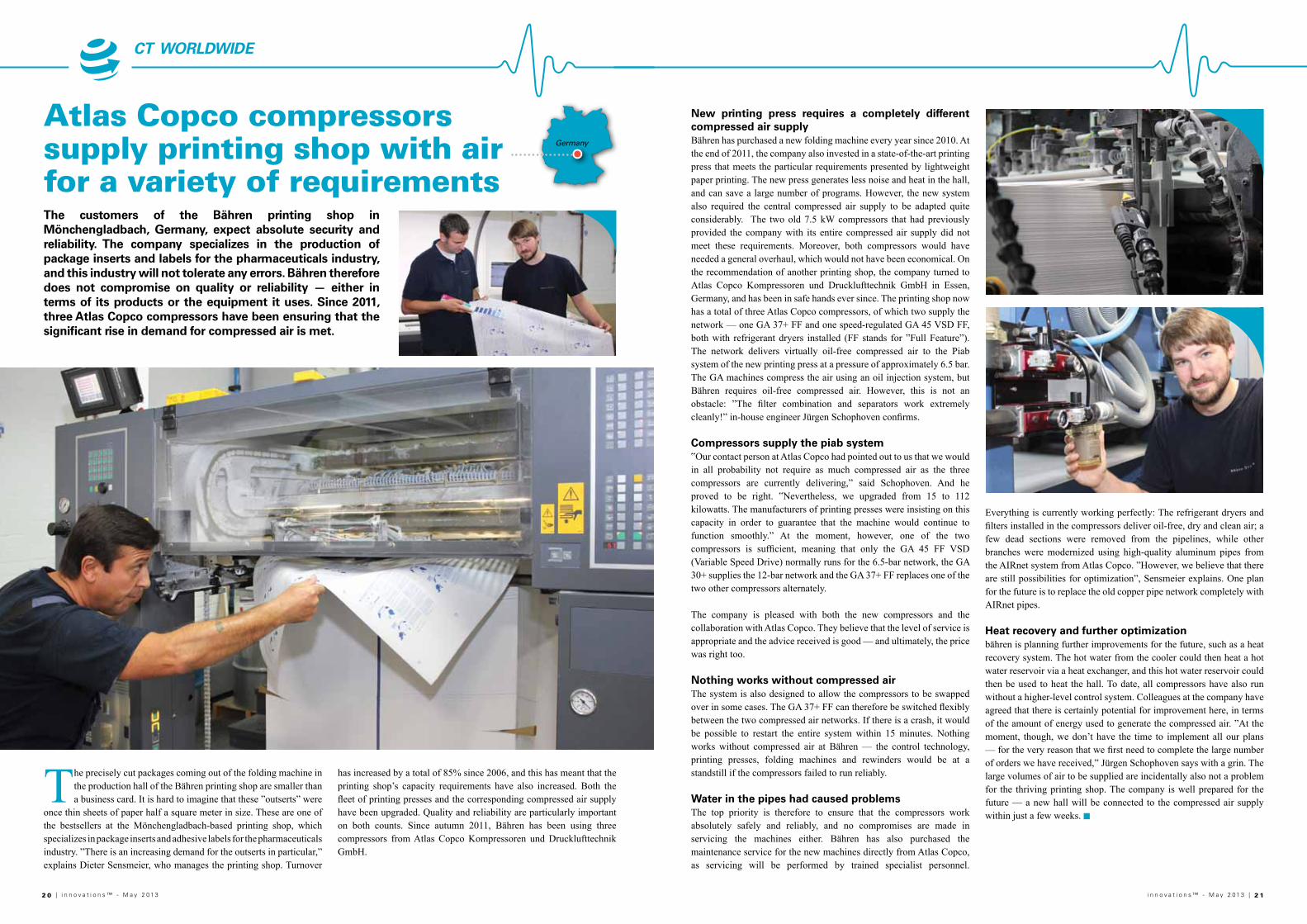
The customers of the Bähren printing shop in Mönchengladbach, Germany, expect absolute security and reliability. The company specializes in the production of package inserts and labels for the pharmaceuticals industry, and this industry will not tolerate any errors. Bähren therefore does not compromise on quality or reliability — either in terms of its products or the equipment it uses. Since 2011, three Atlas Copco compressors have been ensuring that the significant rise in demand for compressed air is met.
The precisely cut packages coming out of the folding machine in the production hall of the Bähren printing shop are smaller than a business card. It is hard to imagine that these ”outserts” were
once thin sheets of paper half a square meter in size. These are one of the bestsellers at the Mönchengladbach-based printing shop, which specializes in package inserts and adhesive labels for the pharmaceuticals industry. ”There is an increasing demand for the outserts in particular,” explains Dieter Sensmeier, who manages the printing shop. Turnover
has increased by a total of 85% since 2006, and this has meant that the printing shop’s capacity requirements have also increased. Both the fleet of printing presses and the corresponding compressed air supply have been upgraded. Quality and reliability are particularly important on both counts. Since autumn 2011, Bähren has been using three compressors from Atlas Copco Kompressoren und Drucklufttechnik GmbH.
Germany
Atlas Copco compressors supply printing shop with air for a variety of requirements
New printing press requires a completely different compressed air supplyBähren has purchased a new folding machine every year since 2010. At the end of 2011, the company also invested in a state-of-the-art printing press that meets the particular requirements presented by lightweight paper printing. The new press generates less noise and heat in the hall, and can save a large number of programs. However, the new system also required the central compressed air supply to be adapted quite considerably. The two old 7.5 kW compressors that had previously provided the company with its entire compressed air supply did not meet these requirements. Moreover, both compressors would have needed a general overhaul, which would not have been economical. On the recommendation of another printing shop, the company turned to Atlas Copco Kompressoren und Drucklufttechnik GmbH in Essen, Germany, and has been in safe hands ever since. The printing shop now has a total of three Atlas Copco compressors, of which two supply the network — one GA 37+ FF and one speed-regulated GA 45 VSD FF, both with refrigerant dryers installed (FF stands for ”Full Feature”). The network delivers virtually oil-free compressed air to the Piab system of the new printing press at a pressure of approximately 6.5 bar. The GA machines compress the air using an oil injection system, but Bähren requires oil-free compressed air. However, this is not an obstacle: ”The filter combination and separators work extremely cleanly!” in-house engineer Jürgen Schophoven confirms.
Compressors supply the piab system‟Our contact person at Atlas Copco had pointed out to us that we would in all probability not require as much compressed air as the three compressors are currently delivering,” said Schophoven. And he proved to be right. ‟Nevertheless, we upgraded from 15 to 112 kilowatts. The manufacturers of printing presses were insisting on this capacity in order to guarantee that the machine would continue to function smoothly.” At the moment, however, one of the two compressors is sufficient, meaning that only the GA 45 FF VSD (Variable Speed Drive) normally runs for the 6.5-bar network, the GA 30+ supplies the 12-bar network and the GA 37+ FF replaces one of the two other compressors alternately.
The company is pleased with both the new compressors and the collaboration with Atlas Copco. They believe that the level of service is appropriate and the advice received is good — and ultimately, the price was right too.
Nothing works without compressed airThe system is also designed to allow the compressors to be swapped over in some cases. The GA 37+ FF can therefore be switched flexibly between the two compressed air networks. If there is a crash, it would be possible to restart the entire system within 15 minutes. Nothing works without compressed air at Bähren — the control technology, printing presses, folding machines and rewinders would be at a standstill if the compressors failed to run reliably.
Water in the pipes had caused problemsThe top priority is therefore to ensure that the compressors work absolutely safely and reliably, and no compromises are made in servicing the machines either. Bähren has also purchased the maintenance service for the new machines directly from Atlas Copco, as servicing will be performed by trained specialist personnel.
Everything is currently working perfectly: The refrigerant dryers and filters installed in the compressors deliver oil-free, dry and clean air; a few dead sections were removed from the pipelines, while other branches were modernized using high-quality aluminum pipes from the AIRnet system from Atlas Copco. ”However, we believe that there are still possibilities for optimization”, Sensmeier explains. One plan for the future is to replace the old copper pipe network completely with AIRnet pipes.
Heat recovery and further optimizationbähren is planning further improvements for the future, such as a heat recovery system. The hot water from the cooler could then heat a hot water reservoir via a heat exchanger, and this hot water reservoir could then be used to heat the hall. To date, all compressors have also run without a higher-level control system. Colleagues at the company have agreed that there is certainly potential for improvement here, in terms of the amount of energy used to generate the compressed air. ”At the moment, though, we don’t have the time to implement all our plans — for the very reason that we first need to complete the large number of orders we have received,” Jürgen Schophoven says with a grin. The large volumes of air to be supplied are incidentally also not a problem for the thriving printing shop. The company is well prepared for the future — a new hall will be connected to the compressed air supply within just a few weeks. n
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 2 12 0 | i n n o v a t i o n s ™ - M a y 2 0 1 3

On February 21st, 2013, Atlas Copco has inaugurated its second compressor manufacturing plant in India. This new facility will manufacture industrial and portable compressors, while the existing factory in Dapodi will continue to produce oil-free compressors and quality-air products.
The new production site is located at Chakan, an industrial area near Pune, about 30 minutes drive from the factory in Dapodi. Availability of qualified and trained resources, a local supplier
base and connectivity to main road infrastructure were some of the selection parameters for this new location.
The new manufacturing facility is spread over an area of 23 acres, and has a built up area 19.000 square meters. The facilities include an office building, assembly workshop, finished goods store and areas for R&D activities. The overall project development time was 18 months with a total investment of 17.5 MEuro. As per Atlas Copco best practices, safety management was put first on the agenda, resulting in completing the project without any work-related accident and achieving 1 million hours of accident free operations.
The factory is built in accordance to the Atlas Copco sustainable building standards, and in line with LEED (Leadership in Environmental Energy and Design) best practices. Extra attention has been given to energy efficient design and technologies to limit the environmental impact and to reduce the use of energy and natural resources during building construction phase and future plant operation. As an example, the complete assembly workshop doesn’t need any additional lighting during day time nor air conditioning, just by intelligent building orientation and applied building concept. The energy performance of the new factory building will be a key factor to reduce the greenhouse gas emissions.
The manufacturing layout and logistic setup has been designed to operate according LEAN manufacturing principles. Consequently, the
number of production lines and the overall assembly line length could be reduced considerably. A clear border line has been defined between the assembly and logistic operations. When leveraging the capabilities of local Indian logistic partners, a third party logistic provider has been selected to deliver inbound and in-plant logistic services, including the packing and loading of the ready to deliver compressors.
Besides providing the materials in due time ready for assembly, it important to provide the right information to all involved stakeholders of the manufacturing process: supermarket inventory positions for the planner, kitting and sequencing data for the logistics people, assembly and test parameters for the line technicians: information management is a key factor for successful LEAN manufacturing. Consequently, a MES system (Manufacturing Execution System) has been implemented to secure on time in full data management throughout our process.
India
Official inauguration of our new plant in India
Our brand new, second production plant of compressors in India.
The new production lines are designed to operate according to the LEAN production principles.
His Royal Highness the King of Belgium bestowed the honour of “The Knight of the Order of the Crown” on Sheikh Is-haq H.S. Al Rawahy, Managing Director of Bin Salim Entreprises LLC. This award acknowledged the efforts put in by Sheikh Is-haq to promote Belgium machinery in Oman for the past thirty years successfully, particularly products manufactured by Atlas Copco Airpower.
The award was presented at a glittering ceremony held on the 15th of December in Muscat. His Excellency Didier Reynders, Deputy Prime Minister, Minister of Foreign Affairs, Foreign
Trade and European Affairs of Belgium, presented the award to Sheikh Is-haq on behalf of HRH the King of Belgium during his recent official visit to the Sultanate of Oman.
The ceremony was attended by a high profile delegation that accompanied Didier Reynolds. Also present at the function were the Belgian Ambassador for the region, Marc Vinck, members of the Belgian Diplomatic Corps, members from Belgian Business Club, the Belgian community in Oman and other dignitaries, including a representative from Atlas Copco.
Speaking at the occasion, Didier Reynders, thanked the people of Oman and expressed his appreciation for warm and healthy relationship shared between the two countries. The Belgian Ambassador Marc Vinck thereafter presented a brief profile of Sheikh Is-haq and informed the audience that Sh. Is-haq H.S. Al Rawahy, belongs to the Al Rawahy family, which has a long history of being involved in commerce and trade. The group of companies that he jointly manages with his brothers has diverse business interests, one amongst them is Atlas Copco from Wilrijk in Antwerp, Belgium, a company this Group has partnered for several decades in Oman.
As the full time Managing Director of Bin Salim Enterprises LLC, Sh. Is-haq Al Rawahy, has spearheaded the promotion of Atlas Copco products in The Sultanate of Oman successfully for three decades. Atlas Copco is now the premium and preferred product of choice in the Sultanate of Oman. Atlas Copco were represented at the ceremony by
their Regional Manager, Mr. Jean Marincamp and the Country Manager in Oman, Mr. Tony Van Herbruggen.
Sheikh Is-haq expressed his gratefulness for having been selected to receive this honour and shared the credit for this with Atlas Copco, the members of his family and his staff. n
The inauguration was attended by Mr. Horst Wasel, president Quality Air Division and Mr. Filip Vandenberghe, Managing Director Atlas Copco (India) Ltd. During the interaction with the press, it was endorsed that this new manufacturing plant in Chakan will contribute to increased efficiencies and further support our expansion in India. It will serve our customers both in and outside India.” n
- Shalini Sharma
Good relationships with OmanOman
The inauguration was attended by Mr. Horst Wasel and Mr. Filip Vandenberghe.
In the presence of Mr. Didier Reynders, the award was presented to Sheikh Is-haq.
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 2 32 2 | i n n o v a t i o n s ™ - M a y 2 0 1 3

March 12, 2012, Atlas Copco (Wuxi) Co., Ltd officially inaugurated a new manufacturing facility in Wuxi, China. The new plant allows Atlas Copco to meet the growing demand for compressors and generators throughout Asia. The facility generates new jobs, bringing the number of Atlas Copco (Wuxi) Compressor Co., Ltd employees in China up to 580.
The new manufacturing facility will produce portable diesel and electric-driven compressors and generators, small to medium-sized industrial air compressors and GAR break compressors
for Atlas Copco’s Industrial Air and Portable Energy divisions.
The new plant occupies a land surface of 45,000 square meters and consists of an assembly factory, a test lab, an R&D center and a three story high office building.
Ronnie Leten, President and CEO of Atlas Copco, attended the inauguration along with Stephan Kuhn, President of Atlas Copco Compressor Technique business area and Nico Delvaux, President of Atlas Copco Construction Technique business area. “China and the rest of Asia constitute a key market for us,” explained Ronnie Leten. “It only made sense for us to tailor our production to the needs of our local customers.”
“Atlas Copco’s investment in the Jiangsu province shows the company’s commitment to the Chinese market,” said Eric Langmans, General Manager Atlas Copco Wuxi Compressors. “With this state of art operations and cooperation with local suppliers we made again a step forward.”
Consul General of Sweden Mrs Viktoria Li and Consul General of Belgium Mrs Cathy Buggenhout also presented at the inauguration and gave their warm congratulations to the success of Atlas Copco in China and the opening of the sustainable factory.
Atlas Copco has since 2011 a goal to construct new buildings according to a sustainable building standard such as LEED (Leadership in Energy and Environmental Design) or comparable Sustainable building criteria. The Wuxi facility is LEED certified for sustainable site development; energy and water efficiency; use of natural materials and resources; indoor environmental quality; and innovation in design. The new plant uses a unique energy recovery system for its heating and cooling needs.
For employee comfort, the building has over pressurized offices by offering a constant flow of fresh filtered air, floor heating/cooling that offers constant office temperature, no draft and a total of 126 individually controlled air conditioning units.
The new plant implements a LEAN manufacturing concept, and is equipped with manipulators, semi-automated conveyer line, semi-automated lifting benches, semi-automatic lifting tool and a wrapping machine.
Including the Wuxi plant, Atlas Copco now operates 16 manufacturing facilities and more than 175 offices in China. n
- Tina Xue
ChinaOfficial inauguration ofour new factory in China
President Nico Delvaux, Stephan Kuhn, Geert Follens together with two Government officials press the ball and release the new machines.
A traditional Chinese ceremony.
Technogirls* 2013
Safety first is very important at Atlas Copco and that’s why all technogirls get reflective vests and safety shoes. 30
pairs of eyes are focused on us. A short introduction should make clear what the afternoon will bring for these girls, and what kind of impressive machines Atlas Copco is manufacturing.
And then, the real work starts. Group 1 gets hammers, nails, boards, a solar cell, wires, a motor and a professional explanation of students of the Artesis Hogeschool to make a little mill which actually works. Group 2 gets a tour in production. What is a ‘shop’? What is a production line? Everyday terms for us prove to be not so obvious for outsiders. The technogirls are allowed to look inside a compressor and experience what is easiest: screwing manually or with help of compressed air. They also engrave their name (and the names of their brothers and sisters) on a key hanger.
After a delicious snack, the groups switch so that each girl can do everything on the program. All technogirls passed successfully
What is so great about a technical profession? Isn’t this something for boys? What do they make at Atlas Copco anyway? And why so few women are working there? A group of enthusiastic Atlas Copco employees guiding a group of even more enthusiastic 10 to 12 year old girls, hope to give the answers. To boost the quota of women working at Atlas Copco Airpower is also one of the objectives of this event.
CT IN ACTION
and got their diploma. Hopefully we succeeded to create interest for a technical education!
Some reactions of parents of technogirls:
 My daughter was really excited! Thanks again for the organization of this nice event.
 Femke had a great afternoon. “Super nice and friendly girls are working with Atlas Copco!” Today, she took her Atlas Copco bag to school with the wind mill on solar energy and a lamp so her friends at school can see what she has made here.
 My daughter liked it a lot. On the way back home, she didn’t stop talking about it… and a single ride home takes about 50 minutes!
 Lena was very enthusiastic. She kept on talking about it.
*Technogirls is an initiative of ‘Agoria’ and the ‘Artesis Hogeschool’ of Antwerp and hopes to stimulate the interest of young girls in technique and technology.
- Evi Bultinck
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 2 52 4 | i n n o v a t i o n s ™ - M a y 2 0 1 3
Lean management principles have been a core topic for Airpower as well as for other production units during the last couple of years. During this time, we have worked together to transfer processes and to follow the lean principles.
Moving forward on the LEAN journey, it is important that we understand and interpret LEAN in the same way so that we can be consistent in improving and measuring our activities.
The principles of LEAN concern all of us and not only colleagues working in manufacturing or supply. Why? Because LEAN is a common objective and the best way to achieve on time deliveries, superior product quality and satisfied customers.
On March 6, the CIP coaches from all Airpower production units gathered to discuss and define the main messages and key words of LEAN in an easy and understandable way. LEAN Champion Olaf Langanke moderated the meeting and collected a lot of valuable thoughts and ideas from the active participants.
In the workshop CIP coaches worked around the AIR rotor visual to describe each of the targets groups and key words in the rotor visual.
The discussions included sessions to explain and exemplify what the different elements of the air rotor means in the daily work and how we best should define them. All ideas were collected on flipcharts and will be further reviewed and evaluated by all participating divisions.
Together with the LEAN KPIs (Safety, Manpower availability, Quality, Productivity, Delivery Service and Inventory) the common definition of LEAN keywords will be important for us in order to stay on track and keep aligned”
says LEAN Champion Olaf Langanke.
I am very pleased with the results of the workshop and the engagement by all participants. I look forward to eventually present the result to all employee, creating a greater understanding of LEAN Enterprise and what it implicates for us”. n
- Lotta Bynke
LEAN Forum
A lot of Atlas Copco branches around the world organized activities that aim to highlight the importance of
access to safe drinking water for people in distress and to illustrate the activities and projects of Water for All. It is after all this organization’s mission to give people in distress access to safe drinking water for a long period of time.
In Airpower we had Water for All promotion teams in our canteens on World Water Day. That day no less than 101 new members registered. Thanks to these monthly donations, in addition to which Atlas Copco donates the double of the amounts donated, a lot of extra
people around the world will be able to enjoy safe drinking water in the near future.
On March 22 the new Water for All website www.water4all.org was also launched. This website aims to increase transparency to enable everyone to easily see in which project his/her contribution is used, how many people gained access to safe drinking water thanks to Water for All and what is the total cost per project. n
- Isabel Vancoillie
Water for All – Belgium101 new members!
On March 22 it was World Water Day, an initiative supported by the United Nations. This was an ideal opportunity to set up an action for Water for All – Belgium. Did you know that millions of people don’t have access to safe drinking water? The Water for All-initiative, founded by Atlas Copco employees, aims to help these people in distress, but this can’t be done without your support!
Did you know that, since its foundation by Atlas Copco employees in 1984, Water for All has already provided access to safe drinking water for more than 1 million people? Today the organization has members in more than 20 countries. If you are not a member yet, go to the personnel department today and fill out the registration form.
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 2 72 6 | i n n o v a t i o n s ™ - M a y 2 0 1 3

Does a company require such a certificate in order to keep doing business?
No, this is not necessary. There are two options that can be chosen. Option 1 entails that all shipments are additionally screened upon arrival at the airport. This involves a delay of approximately two days and the screening cost will also be charged to the consignor. Option 2 implies that the consignor implements the necessary control measures himself and consequently obtains the certificate.
What is the benefit of having such a certificate?There are not really any benefits, quite the
Atlas Copco obtains certificate for “Known Consignors” The customer comes first!
Starting April 29th, 2013 new European legislation will take effect stating that all air cargo must be additionally protected against unauthorized manipulation in order to make air traffic safer. Air cargo shipments are not only transported on cargo aircrafts but on passenger planes as well, which is why this higher level of control aims to prevent terrorist attacks.
opposite. It costs a handful of money to carry out all renovations and organize the trainings. Atlas Copco chose to obtain the “Known Consignor” certificate in order to be able to guarantee a lasting customer service. Avoiding delays and additional screening costs for our air cargo shipments is an important part of this. This choice does not only entail material investments, but also awareness training for all employees that come into contact with identifiable air cargo.Everyone’s cooperation was necessary for obtaining this certificate, but also remains necessary for keeping it. Without your cooperation we would not be able to eliminate safety risks. Together we are the
eyes and ears of Atlas Copco, working on a safe supply chain.
Which investments and adjustments have been carried out?
 Access to the ASC is secured with badge access. Only ASC employees and a number of selective groups that require access to ASC for functional reasons will receive electronic badge access provided they have signed a pre-employment screening and have attended the awareness training.
 All staff members that have access to the ASC and thus possibly come into contact with identifiable air cargo shipments must annually attend a compulsory awareness refresher training.
 Two additional loading docks will be built, which will be used exclusively for air cargo shipments.
 The specific location for air cargo handling will be provided with additional access control.
 A footbridge will be put up across the loading point, creating safe and easy access to the load planner’s office. This is done to reduce the number of wandering drivers on the shop floor.
 Identifiable air cargo – both spare parts and machines – is protected from third party manipulation with adjusted and safer packaging. This implies that all outgoing packaging must remain completely shut under all circumstances.
 Optimization of the physical security through camera surveillance, security officers, access control, porter’s lodge.
 Guaranteeing awareness and quality of the Known Consignor certificate by means of audits, evaluations and discussions.
What are the consequences for the other Atlas Copco Airpower employees?Access to the Airpower Service Center is completely secured by means of badge control. More concretely this implies that non-ASC employees or external parties will no longer be able to use ASC as a shortcut to the training center or the medical department, not even through the green paths. This also means that all ASC building employees and training center visitors will no longer be able to reach the canteen through the green path and must from now on reach it from the outside.
Access to ASC is only possible under permanent accompaniment of an ASC employee. For the sake of the customers we trust that everyone understands the importance of respecting the taken measures. n
- Veerle Kienen
i n n o v a t i o n s ™ - M a y 2 0 1 3 | 2 92 8 | i n n o v a t i o n s ™ - M a y 2 0 1 3
www.atlascopco.com
ContinuousImprovement TaktPull
FirstTime Right
Flow
Finance & IT
Engineering
HumanResources
Purchasing
Production
Logi
stic
s
CustomerPassion
Communic
atio
n
Sales Marketing
Lean Enterprise
Takt
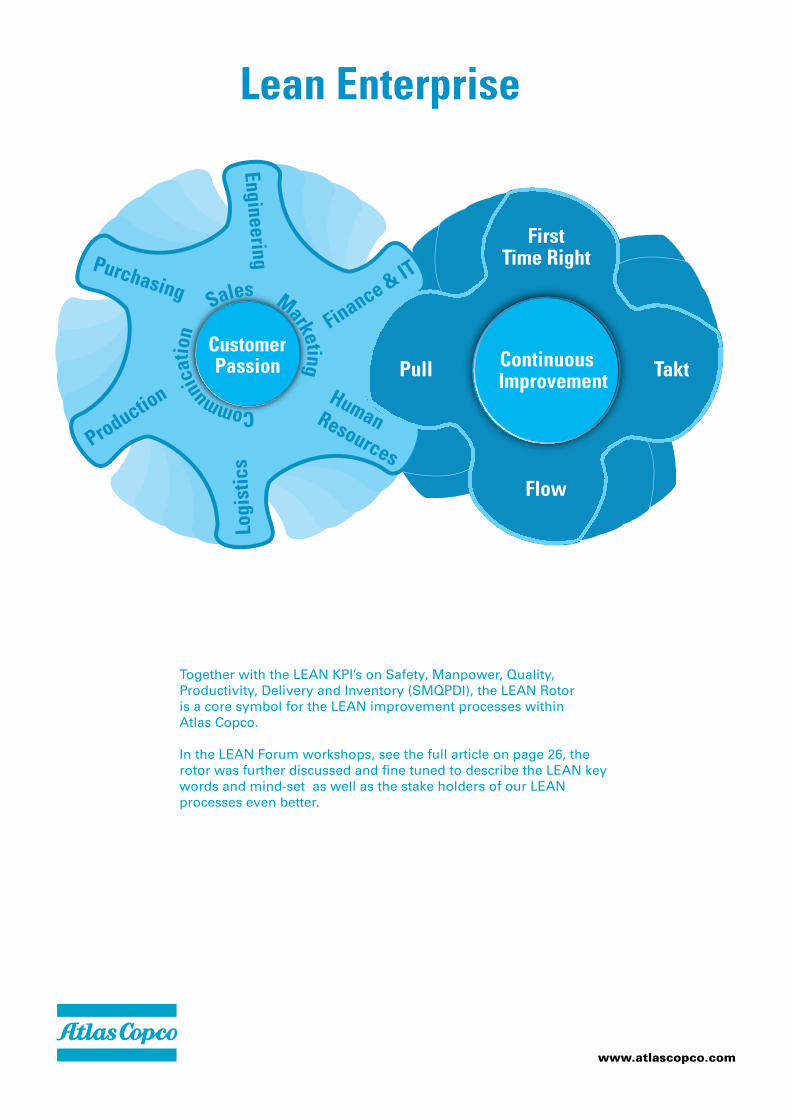
Together with the LEAN KPI’s on Safety, Manpower, Quality, Productivity, Delivery and Inventory (SMQPDI), the LEAN Rotor is a core symbol for the LEAN improvement processes within Atlas Copco.
In the LEAN Forum workshops, see the full article on page 26, the rotor was further discussed and fine tuned to describe the LEAN key words and mind-set as well as the stake holders of our LEAN processes even better.



















![Atlas Copco Stationary Air Compressor 11315-01 [1]](https://img.dokumen.tips/doc/110x75/55cf982e550346d0339614ee/atlas-copco-stationary-air-compressor-11315-01-1.jpg)









