Embed Size (px)
DESCRIPTION
Tipuri de Instalatii Pentru Maruntirea Deseurilor Provenite Din Agricultura Si Industiile ConexeTambur de raibaMoara cu cutite
Citation preview

1
PROIECT I.R.D.
Tipuri de instalatii pentru maruntirea deseurilor
provenite din agricultura si industiile conexe
Student:

2
Cuprins:
Introducere…………………………………………………………....1
Energia necesară pentru mărunțire………………………………........5
Tipuri de instalatii pentru maruntire…………………………………11
Morile cu ciocane……………………………………………………11
Moara cu ciocane MC - 3………………………………...………….14
Moara cu cicane MCE - 1…………………………………………...16
Moara cu ciocane si nicovală………………………………………..17
Moara cu discuri tăietoare…………………………………………...18
Zdrobitorul de știuleți si ciocălăi………………………………….....19
Moara cu cuțite………………………………………………………22
Tipuri de cuțite pentru tăiat………………………………………….24
Biomasa……………………………………………………………...25
Mașina de tocat si măcinat biomasă……………………………….. 26
Mașina de tocat resturi vegetale……………………………………..28
Tocător tip UNI……………………………………………………...30
Tocător tip MKb……………………………………………………..31
Tocator de resturi vegetale TRV – 0 ………………………………..31
3
Zdrobitorul cu dinti…………….........................................................32
Zdrobitorul cu valturi………………………………………………..33
Moara razuitoare…………………………………………………….33
Tambur de raiba……………………………………………………..34
Moara cu cutite………………………………………………………34
Posibilitati de dispunere a palniei de alimentare…………………….35
Moara cu cutite cu doua palnii de alimentare……………………….37
Distructorul tip TIFF – 1500………………………………………...38
Concasoare cu falci………………………………………………….39
Concasoare cu valturi………………………………………………..40
Concasoare giratorii………………………………………………....41
Moara cu corpuri de sfarmare………………………………………42
Mori pentru maruntirea materialelor solide……………………….43
4
INTRODUCERE
Deşeurile sunt acele substanţe sau obiecte de care deţinătorul se
debarasează, are intenţia sau obligaţia de a se debarasa. În general, deşeurile
reprezintă ultima etapă din ciclul de viaţă al unui produs (intervalul de timp între
data de fabricaţie a produsului şi data când acesta devine deşeu).
Într-o serie de procese ce se întâlnesc în industria chimică, cocso-chimică,
minieră, alimentară şi industrii similare se impune ca materiile prime, produsele
finite sau produsele intermediare, să fie mărunţite fie pentru accelerarea unei
faze tehnologice, fie pentru obţinerea unui anumit produs din materia primă, fie
chiar şi numai pentru realizarea comercializării produselor. Intensitatea multor
procese depinde de mărimea suprafeţei materialului solid căruia i se aplică. Aria
suprafeţei are o mare importanţă pentru vitezele de reacţie, randamentele
proceselor tehnologice şi calitatea produsului final. În unele cazuri prin
mărunţire se urmăreşte modificarea dimensiunilor şi granulozităţii materialelor,
cerută de faza tehnologică care urmează în cadrul procesului tehnologic.
Studierea proceselor de mărunţire şi a utilajelor aferente este deosebit de
importantă datorită faptului că operaţia de mărunţire este energointensivă şi se
urmăreşte scăderea consumului de energie necesar reducerii dimensiunilor
materiilor prime la dimensiuni necesare prelucrării ulterioare.
Generic, mărunţirea poate fi definită ca operaţia care are ca obiect
reducerea dimensiunilor materiilor prime sau materialelor sub acţiunea unor
forţe mecanice. Materialele solide supuse mărunţirii au iniţial forme şi
dimensiuni geometrice foarte variate şi proprietăţi fizico-mecanice specifice
naturii acestora.
Datorită faptului că operaţia de mărunţire este una dintre cele mai
costisitoare operaţii, pentru raţionalizarea procesului şi implicit reducerea
costurilor, au fost elaborate numeroase studii referitoare la determinarea
factorilor care influenţează mărunţirea sau la perfecţionarea utilajelor.
Fundamentele teoriei moderne a mărunţirii au apărut în secolul al XIX-lea
în Germania unde Rittinger în 1867 şi Kick în 1885 au propus modele de calcul
bazate pe aria suprafeţei şi respectiv pe volumul particulei de material. În 1951
Bond a dezvoltat o nouă teorie numită “a treia”, care este larg utilizată şi în
zilele noastre.
Procesul de mărunţire sau reducere a dimensiunii se bazează pe studii
probabilistice. Atât alimentarea unui utilaj cât şi produsul rezultat se defineşte cu
ajutorul funcţiei de distribuţie a dimensiunilor particulelor, ceea ce exprimă

5
probabilitatea ca o particulă de o anumită mărime să fie prezentă într-un
eşantion de material de măcinare. Scopul proiectării unui utilaj de mărunţire este
acela de a determina condiţiile necesare pentru creşterea probabilităţii de
mărunţire a particulelor cu anumite dimensiuni şi pentru obţinerea unei
distribuţii a dimensiunilor dorite la produsul final. Procesul de mărunţire trebuie
să se realizeze în aşa fel încât materialul prelucrat să nu sufere modificări
nedorite, cum ar fi impurificarea sau încălzirea excesivă.
Mărunţirea materialelor solide se realizează prin operaţii tehnologice de
concasare, măcinare, granulare, tăiere.
Concasarea este operaţia de sfărâmare a unui material dur în bucăţi mai
mici, cu ajutorul utilajelor speciale numite concasoare.
Măcinarea este operaţia de mărunţire fină a materialelor. Ea se efectuează
cu ajutorul morilor.
Granularea este operaţia de sfărâmare a unui material dur, în bucăţi
mărunte, având forme geometrice rotunjite.
Tăierea este operaţia de detaşare sau desprindere a unei porţiuni dintr-un
material solid, prin strivire locală (ceea ce constituie tăierea propriu-zisă),
forfecare, despicare sau aşchiere.
Mărunţirea poate avea următoarele scopuri:
- facilitarea sau grăbirea operaţiilor fizico-chimice prin creşterea suprafeţei de
contact între fazele care participă la transferul de căldură sau de materie, cum
este cazul dizolvării unor substanţe, uscării;
- separarea constituenţilor unui produs până la limita în care fiecare particulă
reprezintă un component, aceştia putând fi apoi separaţi prin cernere, flotaţie
etc;
- necesitatea omogenizării amestecurilor eterogene;
- obţinerea fineţii necesare pentru a conferi produselor caracteristicile cerute.
Operaţia de mărunţire este influenţată de o serie de factori care sunt
prezentaţi în tabelul 1.
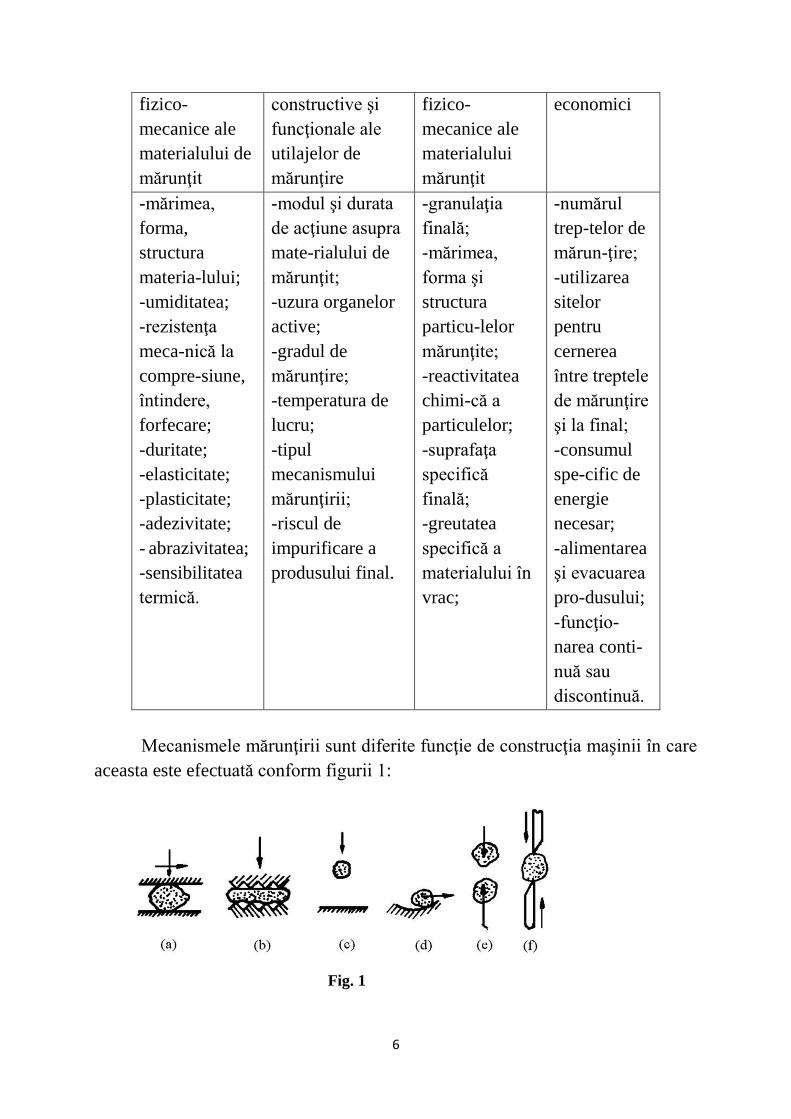
Tabelul 1. Factorii care influenţează mărunţirea
Proprietăţile Caracteristicile Proprietăţile Factori
6
fizico-
mecanice ale
materialului de
mărunţit
constructive şi
funcţionale ale
utilajelor de
mărunţire
fizico-
mecanice ale
materialului
mărunţit
economici
-mărimea,
forma,
structura
materia-lului;
-umiditatea;
-rezistenţa
meca-nică la
compre-siune,
întindere,
forfecare;
-duritate;
-elasticitate;
-plasticitate;
-adezivitate;
- abrazivitatea;
-sensibilitatea
termică.
-modul şi durata
de acţiune asupra
mate-rialului de
mărunţit;
-uzura organelor
active;
-gradul de
mărunţire;
-temperatura de
lucru;
-tipul
mecanismului
mărunţirii;
-riscul de
impurificare a
produsului final.
-granulaţia
finală;
-mărimea,
forma şi
structura
particu-lelor
mărunţite;
-reactivitatea
chimi-că a
particulelor;
-suprafaţa
specifică
finală;
-greutatea
specifică a
materialului în
vrac;
-numărul
trep-telor de
mărun-ţire;
-utilizarea
sitelor
pentru
cernerea
între treptele
de mărunţire
şi la final;
-consumul
spe-cific de
energie
necesar;
-alimentarea
şi evacuarea
pro-dusului;
-funcţio-
narea conti-
nuă sau
discontinuă.
Mecanismele mărunţirii sunt diferite funcţie de construcţia maşinii în care
aceasta este efectuată conform figurii 1:
Fig. 1

7
În figurile 1, a, b se reprezintă schematic procesul de mărunţire prin
compresie şi frecare, a unei particule sau a unui colectiv de particule.
Suprafeţele de lucru pot fi netede sau cu nervuri având forma geometrică plană
sau curbă. Mecanismul de mărunţire este specific concasoarelor cu fălci, cu con
şi cu valţuri. Mărunţirea prin contact cinetic cu o suprafaţă dură (fig. 1, c) este
întâlnită la concasoarele cu ciocane fixe. În cazul concasoarelor cu ciocane
articulate şi a morilor cu bile sau bare, mărunţirea se produce prin contact cinetic
şi frecare pe o suprafaţă dură, cum ar fi blindajul concasorului sau corpurile de
măcinare (figura 1, d). Granulele pot fi mărunţite şi prin ciocnire între ele (fig. 1,
e) aşa cum se întâmplă în cazul morilor cu jet. Mecanismul mărunţirii prin
tăiere, forfecare sau desprindere (fig. 1, f) se aplică materialelor solide cu
rezistenţă la forfecare mai mică de 70,4 10 Pa . Pentru domenii bine precizate, se
folosesc mecanisme pentru mărunţirea materialelor solide prin solicitări în medii
gazoase sau lichide, în care sunt introduse aceste materiale.
Operaţia de mărunţire este evaluată prin gradul de mărunţire definit de
relaţia:
Di
d
(
unde: D - dimensiunea medie a materialului alimentat;
d - dimensiunea medie a materialului mărunţit.
În funcţie de valoarea gradului de mărunţire operaţiile de mărunţire pot fi
împărţite în două grupe mari: sfărâmare, cu ajutorul concasoarelor şi măcinare,
cu ajutorul morilor. Termenul de măcinare se foloseşte şi atunci când materialul
de mărunţit este procesat împreună cu un mediu de măcinare în camere rotative
sau oscilatoare. Acest lucru presupune contactul maxim între mediu şi material
între care au loc procese abrazive şi de impact. Mediul de măcinare poate fi
format din bile de oţel, bare de oţel, bucăţi de material ceramic sau chiar bucăţi
de material de măcinat, caz în care măcinarea se numeşte autogenă. Tabelul 2
prezintă clasificarea operaţiilor de mărunţire.

8
Tabelul 2 Clasificarea operaţiilor de mărunţire
Denumirea operaţiei
Dimensiunile
maxime ale bucăţilor
[mm]
Gradul
de mărunţire
Materialul
alimentat
(D)
Materialul
rezultat (d)
Di
d
Concasare
Grosieră
1300-200
250-40
5
Mijlocie 200-50 40-10 5
măruntă 50-20 10-1 5-20
Măcinare 25-3 0,4 15 Măcinare coloidală 0,75 0,1 m
Metoda optimă de mărunţire variază în funcţie de material. De aceea
alegerea ei ţinând cont şi de costul operaţiei, presupune experienţă, înţelegerea
practică a modului de utilizare a energiei precum şi uzura părţilor ce sunt în
contact direct cu materialul de mărunţit.
Energia necesară pentru mărunţire
În principal, consumul de energie pentru mărunţire depinde de
proprietăţile fizico-mecanice, de tipul de solicitare în procesul de mărunţire şi de
gradul de mărunţire. Cu cât gradul de mărunţire este mai mare, cu atât energia
necesară pentru mărunţire este mai mare.
Energia consumată la mărunţire este numai în parte utilă, restul se
pierde prin producerea deformaţiilor elastice şi plastice, la frecarea bucăţilor de
material între ele şi de organele active ale utilajului, precum în transformările
mecanice interne ale utilajului respectiv. În vederea realizării unor consumuri
reduse de energie, la executarea operaţiei de mărunţire trebuie să se ţină seama
de stabilirea strictă a dimensiunilor până la care să se facă mărunţirea şi alegerea
corespunzătoare a schemei cinematice a utilajului funcţie de proprietăţile fizico-
mecanice a materialului de mărunţit.
În decursul timpului au fost propuse numeroase teorii ale mărunţirii şi,
corespunzător, relaţii pentru determinarea energiei necesare pentru procesul de
mărunţire. Aceste teorii nu au, însă, o fundamentare ştiinţifică satisfăcătoare.

9
Aceasta, pentru că nu este posibil ca fenomenele fizice complexe de amorsare şi
apoi de dezvoltare a ruperii să fie exprimate prin relaţii simple. Este însă posibil
să se indice tendinţa randamentelor energetice la mărunţirea particulei
individuale şi la mărunţirea industrială, îndeosebi ca funcţii ce depind de
mărimea suprafeţelor nou create.
Academicianul rus Rebinder a formulat relaţii, cu caracter general,
referitoare la distribuirea lucrului mecanic în procesul de mărunţire.
Astfel, potrivit teoriei Rebinder consumul specific de energie pentru
mărunţirea materialului, exprimat de exemplu în Kgf.m/cm3, poate fi pus sub
forma.
1 2sE L L (
unde: 1L – lucrul mecanic consumat de maşină;
2L – lucrul mecanic consumat în procesul de mărunţire.
Fiecare dintre cei doi termeni poate fi descompus:
1 11 12
2 21 22
L L L
L L L
(
unde: 11L - lucrul mecanic furnizat maşinii pentru deformarea elastică a
elementelor ce o compun;
12L - lucrul mecanic consumat pentru generarea de noi suprafeţe, prin
uzură, pe elementele active ale maşinii;
21L - reprezintă lucrul mecanic necesar deformării elastice a bucăţii de
material, până la rupere;
22L - lucrul mecanic, care duce la generarea de suprafeţe noi ale
materialului de mărunţit.
Util, în sens strict limitat, este numai lucrul mecanic L22. Componenta L12
are ca efect desprinderea de particule de material metalic de pe suprafeţele
active ale maşinii, adică cele în contact cu materialul ce se mărunţeşte şi este cea
care condiţionează uzura pieselor active.
Pentru partea 2L ce revine materialului se poate scrie:
2
21 212
rL N kE

10
22 22L k A
unde: N - numărul ciclurilor de deformare a materialului până la fragmentare;
r - rezistenţa de rupere care condiţionează procesul;
E - modulul de elasticitate al materialului;
A - aria specifică nou creată;
21k şi 22k – coeficienţi de proporţionalitate.
Mărimea se defineşte ca:
2
1
n
A
A
unde: 2A - aria suprafeţei particulelor rezultate prin mărunţire;
1A - cea a particulei iniţiale.
Exponentul n depinde de condiţiile mărunţirii; pentru mărunţire fină şi
suprafină, n>0.
Se ajunge astfel la legea generalizată a mărunţirii.
2
1 21 222
rsE L N k k A
E
În relaţia anterioară gradul de mărunţire se reflectă în mărimea , iar
condiţiile în care are loc operaţia de mărunţire – în mărimea N şi exponentul n .
La concasare grosieră, 21L este simţitor mai mare decât 22L , iar la
măcinare situaţia se inversează .
Randamentul fizic al mărunţirii este:
f
ef
A
E
unde: - energia superficială specifică a materialului supus mărunţirii,
A - are semnificaţia indicată anterior,
e fE- energia transmisă particulelor,
sA E energia specifică necesară mărunţirii efective.

11
Randamentul fizic al mărunţirii este cuprins între 0,1 şi 1 %. Partea cea
mai însemnată a mărimii e fE revine lucrului mecanic de deformare şi frecărilor
la grăuntele individual, care se mărunţeşte.
Randamentul tehnic este:
t
totala
A
E
unde totalaE cuprinde în plus faţă de e fE , pierderile la mersul în gol al
maşinii şi pierderile la transmiterea energiei de la colectivul de particule din
spaţiul de lucru al maşinii către particula individuală. În consecinţă,
0,01 0,1 %t .
Charles a stabilit o teorie generală care permite calcularea energiei
utile de mărunţire, valabilă pentru orice material supus mărunţirii. Conform
acestei teorii raportul dintre variaţia energiei de mărunţire, dE şi variaţia
dimensiunii granulei, dx este negativ şi invers proporţional cu dimensiunea x a
granulei ridicată la o putere m , ce depinde de natura materialului şi condiţiile de
mărunţit:
m m
dE C CdE dx
dx x x
unde: C - constantă de proporţionalitate.
Energia utilă de mărunţire va fi:
0
E d
s m
D
CE dE dx
x
Pentru valoarea 1m relaţia de mai sus se integrează şi astfel se obţine
legea Kick-Kirpicev:
1
1 1lg lgsE C
d D
Potrivit legii Kick-Kirpicev energia necesară pentru mărunţirea unor
corpuri asemănătoare şi omogene variază direct proporţional cu volumele sau
greutăţile acestor corpuri. Coeficientul 1C corespunde consumului de energie,

12
pentru mărunţirea unei unităţi de greutate a materialului de mărunţit cu un grad
de mărunţire multiplu de zece.
Legea Kirpicev a fost verificată experimental şi s-a observat o bună
concordanţă în cazul materialelor de dimensiuni mari dar erori importante în
cazul materialelor de dimensiuni mici.
Pentru valoarea 2m din relaţia (1.11) se obţine legea Rittinger:
2
1 1sE C
d D
Potrivit legii Rittinger, energia utilă de mărunţire este proporţională cu
creşterea suprafeţei specifice a materialului. Coeficientul 2C este egal cu
consumul de energie necesar pentru formarea unei unităţi noi de suprafaţă
specifică.
Legea Rittinger verificată experimental dă bune rezultate în cazul
materialelor de dimensiuni mici.
Pentru valoarea 1,5m din relaţia (1.11) se obţine legea Bond:
3
1 1sE C
d D
Potrivit legii Bond, energia utilă mărunţire este egală cu diferenţa dintre
energiile conţinute de material după şi înainte de mărunţire. Constanta 3C poate
fi pusă sub forma:
3 100C W
Atunci când dimensiunile se exprimă în microni iar W este indicele de
mărunţire şi reprezintă energia necesară pentru măcinarea unui material de la
dimensiunea infinită la dimensiunea de 100 m. W variază în limite foarte largi
în funcţie de material şi se determină experimental.
Dacă se înlocuieşte relaţia (1.14) în (1.15) se obţine:
1 1 100100s
D dE W W
dd D D
sau:

13
100s
D dW E
D d
Legea Bond are aplicabilitate mai largă decât legile Kirpicev şi Rittinger.
Pentru a se introduce aria specifică, A , invers proporţională cu
pătratul dimensiunii particulei, relaţia (1.10) devine:
1
dAC x
dE
unde: 2n este o constantă;
1C - constantă.
Tatsuo Tanaka propune o variantă detaliată a relaţiei de mai sus:
c a
dAK P P P x
dE
unde: cP - probabilitatea ciocnirii particulelor;
P - probabilitatea ca rezistenţa de rupere a materialului să fie
depăşită;
aP - probabilitatea propagării fisurii;
K - constantă.
Prin această relaţie se evidenţiază parametrii cei mai importanţi ce
caracterizează funcţionarea maşinilor de mărunţire a materialelor solide.
Pe lângă aceste teorii de mărunţire considerate clasice, există şi
teorii moderne cum ar fi teoria termodinamică, teoria liberei mărunţiri şi teoria
modelelor.
Teoria termodinamică a lui Djingenzhian porneşte de la ideea că
suma dintre energia cinetică necesară pentru mărunţirea unui material şi energia
calorică internă a materialului mărunţit, care este transformat în lucru util este o
constantă, potrivit relaţiei:
intcE Q k Q
unde: cE - energia cinetică de mărunţire;
intQ - energia calorică internă transformată în lucru util; Q - căldura care ia naştere în timpul mărunţirii;
14
k - constantă termodinamică ce caracterizează materialul supus
mărunţirii.
Teoria liberei mărunţiri a lui Carey şi Stairmand porneşte de la
ideea că în timpul mărunţirii forţele exterioare sunt aplicate particulelor supuse
mărunţirii astfel încât se produce o repartiţie granulometrică a fragmentelor
obţinute, caracteristică materialului, care se poate numi “repartiţie naturală”.
Diferenţa dintre energia asociată produsului obţinut după mărunţire
şi energia asociată materiei prime, este egală cu energia consumată pentru
realizarea mărunţirii.
Teoria liberei mărunţiri se poate transpune în relaţia:
p m cE E E
unde: pE - energia produsului de mărunţire;
mE - energia materiei prime;
cE - energia consumată de utilajul de mărunţire; - randamentul energetic al utilajului.
Teoria modelelor a lui Adreasen porneşte de la ideea că se poate
determina cantitativ variaţia unei anumite proprietăţi a materialului de mărunţit
atunci când se schimbă raportul dimensiunilor. Condiţiile ce trebuie respectate
în cazul mărunţirii pe maşini model sunt: cele două maşini să fie riguros identice
şi să se respecte raportul dintre dimensiunile geometrice, particulele de
alimentare să aibă aceleaşi dimensiuni, materialele nu trebuie să fie fragile,
adică să nu se rupă înainte de limita de elasticitate.
Tipuri de instalatii pentru maruntirea deseurilor provenite
din agricultura si industiile conexe
1.Morile cu ciocane s-au dovedit a fi foarte eficiente pentru mărunţirea
deşeurilor municipale şi de producţie, precum cele din lemn şi sticlă, deşi sunt
mari consumatoare de energie. De exemplu, pentru reducerea dimensiunii
deşeului la 12,5 cm, puterea consumată este de 3-4,5 kWh/tonă de deşeu uscat
procesat.
Clasificarea morilor cu ciocane
După tipul camerei de măcinare:
- cu cameră închisă – la care alimentarea se face frontal (axial sau dezaxat),
suprafaţa laterală fiind complet închisă de sită
15
- cu cameră deschisă
În funcţie de orientarea rotorului:
– mori cu ax vertical (fig.1.a);
– mori cu ax orizontal (fig. 1.b).
După modul de eliminare a produselor mărunţite:
- mori cu colectare prin cădere liberă;
- mori cu colectare cu transportor elicoidal;
- mori cu transport pneumatic: cu ventilator propriu sau cu
ventilator auxiliar.
4. După modul constructiv:
-mori fără plăci striate pentru mărunţire;
-mori cu una sau mai multe plăci striate pentru măruntire.
5. După numărul suprafeţelor perforate:
-mori cu o singură suprafaţă de trecere;
-mori cu mai multe suprafeţe de trecere;
6. După sistemul de acţionare:
-mori cu arborele central cuplat direct la electromotor;
-mori cu arborele central cuplat la un angrenaj dinţat pentru
amplificarea turaţiei;
-mori cu acţionare de la electromotor printr-o transmisie cu
curele trapezoidale.
Mărunţirea deşeurilor cu ajutorul morilor cu ciocane se realizează în 4
etape:
- materialul este alimentat în camera de măcinat.
- materialul este lovit de ciocane (în general, acestea au formă
dreptunghiulară şi sunt realizate din oţel călit), fiind ataşate de un arbore care se
roteşte cu viteză mare în interiorul camerei. Materialul este zdrobit sau spulberat
de ciocan prin loviri repetate, coliziuni cu pereţii camerei de măcinare, precum
şi prin impactul dintre particule.
- sitele metalice sau grătarele care acoperă gura de descărcare a
morii reţin materialul grosier pentru o nouă măruntire, permiţând în acelaşi timp
trecerea materialelor mărunţite în mod corespunzător.
- materialele grele precum sticla, piatra sau metalele ies din moară
datorită gravităţii. Aspiraţia pneumatică se foloseşte la descărcarea materialelor
mai uşoare, precum lemnul, hârtia sau alte produse cu densitate mică.
La morile cu ax vertical, deşeul este sfărâmat prin lovirea lor de carcasă în
urma impactului cu ciocanele aflate în mişcare de rotaţie cu viteză mare.

16
Reducerea mărimii deşeului este controlată de spaţiul dintre ciocane şi carcasă.
Carcasa are formă tronconică, baza mică fiind la partea inferioară. Acţiunea de
ventilaţie a ciocanelor produce un curent de aer de sus în jos, care împreună cu
gravitaţia trage deşeul în moară. Din moară va ieşi numai materialul ce are
dimensiuni sub o anumită valoare. Materialul va rămâne în moară până la
reducerea sub dimensiunea cerută. Timpul de staţionare în moară a deşeului
depinde de spaţiul dintre ciocane şi carcasă. Numărul de ciocane determină
numărul de impacturi, adică mărimea particulelor. Mărimea dorită a particulei
poate fi obţinută modificând numărul şi dispunerea ciocanelor în moară.
Morile cu ciocane cu ax orizontal sunt mai des întâlnite decât primele. La
acest tip de moară, mărimea deşeurilor la ieşire este controlată de grătarul aflat
la ieşire. Aceste mori sunt folosite mai mult pentru sfărâmarea minereului, a
pietrelor şi a cărbunelui şi ele nu funcţionează bine la sfărâmarea deşeurilor
solide. Datorită grătarului, moara nu poate evacua deşeul, aceasta suferind
distrugeri din partea materialelor cu dimensiuni mari sau mai dure.
Fig. 2. Moară cu ciocane; a – cu ax vertical; b – cu ax orizontal
1 - ciocane; 2 - ax; 3 - carcasă metalică; 4 - motor electric de antrenare a
rotorului; 5 - transportor cu bandă; 6 - grătar
Organul activ de lucru poartă denumirea de ciocan şi are diferite forme
constructive, în funcţie de destinaţia morii. Ciocanele pot fi fixe sau articulate cu
rotorul.

17
Fig. 3. Tipuri constructive de ciocane
2.Moara cu ciocane MC-3
Este o moară cu cameră deschisă, utilizată pentru măcinarea cocenilor de
porumb. Este formată dintr-o carcasă (1) şi un capac (2) îmbinate prin sudură.
Capacul este fixat de carcasă prin intermediul a două balamale, fiind rabatabil.
În interiorul carcasei se află rotorul morii, prevăzut cu 10 discuri (3), 54 ciocane
(4) montate pe trei axe (5) decalate la 120o. Ciocanele sunt montate câte 18 pe
fiecare ax, câte două ciocane în fiecare interval dintre două discuri. Distanţa
dintre două ciocane este determinată de câte trei şaibe a căror grosime este de 3,
6 şi 9 mm. Arborele morii (6) se sprijină pe două lagăre (7) prevăzute cu
rulmenţi oscilanţi cu bile. Sub rotor se află montată o sită (8) care asigură
dimensiunea dorită a măcinişului.
Dispozitivul de alimentare este format din jgheabul (9) şi cutia cu magneţi
permanenţi (10) care are rolul de a reţine impurităţile feroase. Întregul dispozitiv
de alimentare poate fi înclinat la unghiuri diferite cu ajutorul a două piuliţe
striate. Cuplajul elastic (11) este realizat din fontă şi este de tip cu flanşe cu
bolţuri. Materialul este evacuat prin conducta (12).

18
Fig. 4. Moara cu ciocane MC-3
1 – carcasă; 2 – capac; 3 – disc; 4 – ciocan; 5 – ax ciocane; 6 – arbore rotor;
7 – lagăr; 8 – sită; 9 – jgheab de alimentare; 10 – cutie cu magneţi; 11 – cuplaj
elastic; 12 – conductă de evacuare; 13, 14 – contrabătătoare
Alimentarea cu material se face tangenţial, prin curgerea liberă pe toată
lungimea camerei de măcinare. Particulele de biomasă, la intrarea în camera de
măcinare, sunt supuse loviturilor ciocanelor. Datorită acestor lovituri, particulele
iniţiale se fărâmiţează, iar particulele rezultate sunt proiectate pe plăcile cu
rifluri (13) şi (14), unde are loc a doua mărunţire. De pe aceste plăci cu rifluri,
particulele rezultate ricoşează ajungând din nou în zona de acţiune a ciocanelor,
după care fenomenul se repetă. Particulele ajunse la dimensiunile orificiilor sitei
trec prin acestea şi sunt evacuate prin conducta de transport (12).

19
Caracteristici tehnice:
capacitate de măcinare a
ciocălăilor: 0.2-0.5 t/h
diametrul rotorului cu
ciocane: 520 mm
turaţia rotorului morii:
3000 rot/min
unghiul de înfăşurare a
sitei: 180o
lăţimea camerei de
măcinare: 310 mm
puterea motorului electric
de acţionare: 30 kW
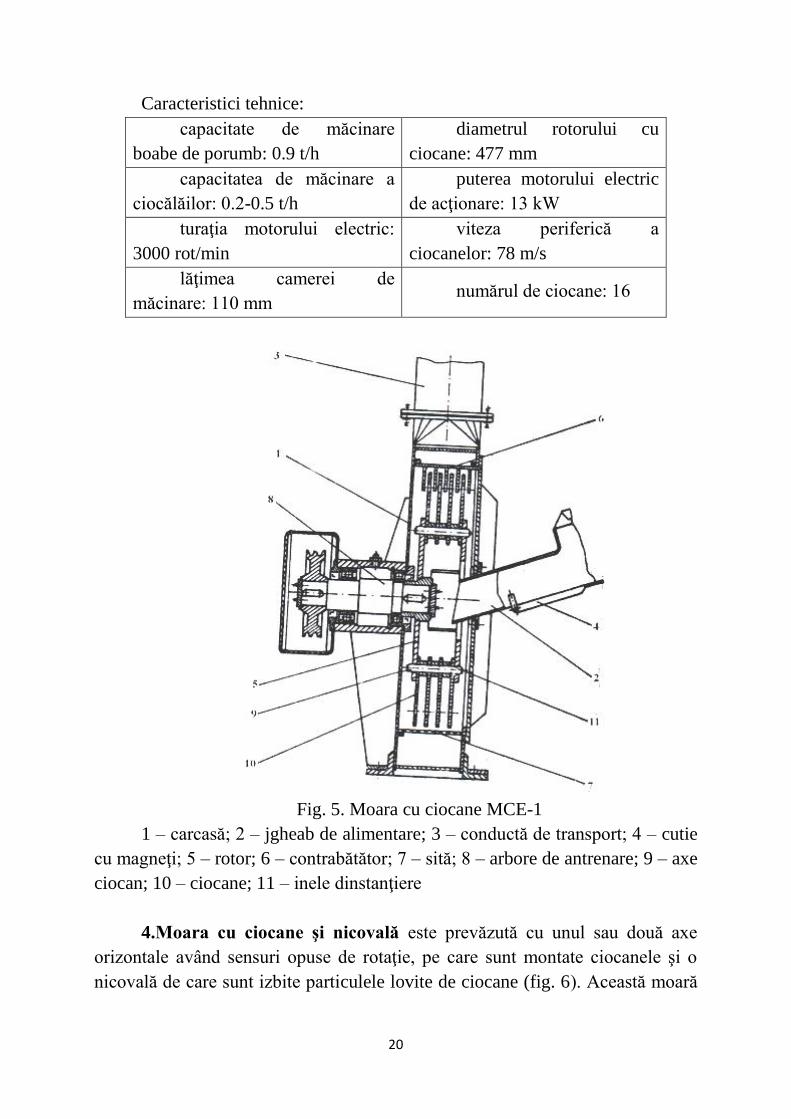
3.Moara cu ciocane MCE-1
Este o moară cu cameră închisă, la care alimentarea cu material se face
frontal (axial sau dezaxat), suprafaţa laterală fiind complet închisă de sită şi
plăci contrabătătoare. Aceste aparate se folosesc numai la măcinarea cerealelor
boabe.
Carcasa aparatului (1) de construcţie sudată este asemănătoare cu cea a
unui ventilator centrifugal cu o fereastră de alimentare axială (2) şi o conductă
de refulare tangenţială (3). Pe partea inferioară a jgheabului de alimentare se
montează o cutie cu magneţi permanenţi (4) pentru reţinerea impurităţilor
feroase. În carcasă se află rotorul cu ciocane (5), contrabătătorul (6) şi sita (7).
Rotorul cu ciocane are rol de măcinare şi de ventilare pentru evacuarea şi
transportul măcinişului. Pe rotor se află discuri montate pe arborele (8), axele
ciocanelor (9), ciocanele (10) şi distanţierele (11). Contrabătătorul cu plăcuţe are
rolul de a intensifica procesul de măcinare, în timp ce sita are rolul de a asigura
gradul de mărunţire corespunzător şi de a facilita evacuarea materialului
măcinat. Mărunţirea granulelor de deşeuri are loc ca urmare a ciocnirilor
repetate a acestora cu ciocanele rotorului, cu plăcuţele contrabătătoare şi
muchiile orificiilor sitei. În procesul de măcinare, particulele de deşeuri se
dispun sub forma unui inel care la interior primeşte impulsuri de la ciocane, iar
la exterior se freacă pe sită.
Ajunse la granulaţia dorită, sub acţiunea forţelor centrifuge, particulele de
deşeu sunt refulate prin orificiile sitei şi de aici prin conducta de transport (3) la
sistemul de colectare şi separare. Acest sistem este format dintr-un ciclon, din
care pe la partea inferioară se elimină deşeurile mărunţite, iar pe la partea
superioară se elimină praful într-un sistem de însăcuire, după ce trece printr-un
filtru.
20
Caracteristici tehnice:
capacitate de măcinare
boabe de porumb: 0.9 t/h
diametrul rotorului cu
ciocane: 477 mm
capacitatea de măcinare a
ciocălăilor: 0.2-0.5 t/h
puterea motorului electric
de acţionare: 13 kW
turaţia motorului electric:
3000 rot/min
viteza periferică a
ciocanelor: 78 m/s
lăţimea camerei de
măcinare: 110 mm numărul de ciocane: 16
Fig. 5. Moara cu ciocane MCE-1
1 – carcasă; 2 – jgheab de alimentare; 3 – conductă de transport; 4 – cutie
cu magneţi; 5 – rotor; 6 – contrabătător; 7 – sită; 8 – arbore de antrenare; 9 – axe
ciocan; 10 – ciocane; 11 – inele dinstanţiere
4.Moara cu ciocane şi nicovală este prevăzută cu unul sau două axe
orizontale având sensuri opuse de rotaţie, pe care sunt montate ciocanele şi o
nicovală de care sunt izbite particulele lovite de ciocane (fig. 6). Această moară

21
necesită putere mică de antrenare şi realizează o reducere accentuată a mărimii
particulelor. Alte avantaje ale acestei mori sunt:
− cost de exploatare redus;
− permite unor constituenţi ai deşeurilor să-şi păstreze mărimea originală.
De exemplu, recipienţii din metal şi sticlă nu sunt sfărâmaţi în bucăţi mai mici şi
ei se amestecă cu materialele organice din deşeuri şi pot fi separaţi mai uşor
decât dacă ar fi sfărâmaţi. În plus, fracţia organică este mai uşor de procesat şi
utilizat când nu este amestecată cu material anorganic.
Fig. 6. Moara cu ciocane şi nicovală
5. Moara cu discuri tăietoare constă din două rotoare pe care sunt
montate discuri tăietoare ce acţionează ca un foarfece, ele având sensuri opuse
de rotaţie (fig. 7). Materialul deşeu este tăiat când este captat între dinţii
discurilor sau este crăpat/rupt. Aceste mori au turaţii reduse pentru rotoarele ce
sunt acţionate hidraulic, iar costurile sunt de asemeni reduse. Cuţitele îşi
schimbă automat sensul de rotaţie pentru a elibera materialul blocat între dinţi.
Obiectele mari, cum ar fi anvelopele de cauciuc pot fi sfărâmate cu uşurinţă.
Mărimea deşeului care iese poate fi reglată prin modificarea distanţei dintre
rotoare.

22
Fig. 7. Moara cu discuri tăietoare
6.Zdrobitorul de ştiuleţi şi ciocălăi
Pentru valorificarea superioară a ştiuleţilor de porumb aceştia sunt mai
întâi tăiaţi, boabele fiind dirijate spre diverse sectoare, iar ciocălăii sunt
prelucraţi, de obicei, prin mărunţire cu ajutorul morilor cu ciocane. Aceştia pot
fi utilizaţi ca nutreţ în fermele zootehnice sau ca materie primă pentru focarele
de ardere. Capacitatea de lucru a morilor cu ciocane este scăzută, iar consumul
specific de energie este foarte ridicat.
Pentru a mări capacitatea de lucru a morilor cu ciocane, pentru a micşora
consumul specific de energie şi pentru a asigura un debit de lucru uniform,
ştiuleţii şi ciocălăii de porumb sunt mai întâi mărunţiţi la dimensiuni de 20-40
mm cu ajutorul zdrobitoarelor. Zdrobitorul de ştiuleţi şi ciocălăi poate lucra ca
instalaţie de sine stătătoare sau poate fi montat pe coşul de alimentare al morilor
cu ciocane şi poate fi acţionat fie independent, fie prin transmisii mecanice.

23
Fig. 8. Construcţia zdrobitorului de ştiuleţi
1- carcasă; 2 – contraplăcuţe; 3 – lagăr; 4 – rulment; 5 – arbore; 6 – ciocane; 7 –
sită; 8 – gură de evacuare; 9 – tijă de susţinere; 10 – distanţiere; 11 – cuplaj cu
ştifturi; 12 – roată de curea
Organul activ al zdrobitorului de ştiuleţi şi ciocălăi este rotorul cu ciocane
fixe (2), de formă specială, montate pe arborele (5), fie prin intermediul unei
pene, fie prin caneluri de-a lungul a două spire elicoidale, astfel încât mărunţirea
să se realizeze uniform. Ciocanele au forma unor grinzi de egală rezistenţă, cu
lăţimea maximă pe arbore. De o parte şi de alta a rotorului sunt montate
contracuţite în două rînduri decalate între ele în plan vertical şi fixate la carcasa
zdrobitorului (1), cu ajutorul a două tije (9) filetate la capete. Contracuţitele au
patru poziţii de lucru, putând fi inversate până la uzarea celor patru colţuri.
Decalajul în plan vertical al celor două rînduri de contracuţite se face faţă de
planul orizontal ce trece prin axa de simetrie a rotorului, asigurând prin aceasta
verticalitatea rezultantei forţelor de forfecare a ştiuleţilor şi ciocălăilor.
Zdrobitorul se poate echipa cu site cu orificii circulare (7). Arborele
zdrobitorului este solicitat atât la torsiune, cât şi la încovoiere, datorită
rezultantei forţelor de forfecare a ştiuleţilor şi ciocălăilor, iar ciocanele sunt
solicitate la încovoiere. Rotorul este pus în mişcare de un motor electric prin

24
intermediul unei transmisii cu curele trapezoidale şi a unui cuplaj de siguranţă
cu stifturi de forfecare. Pentru desfăşurarea procesului de lucru în flux continuu,
zdrobitorul poate fi echipat cu un transportor elicoidal pentru preluarea
produsului zdrobit şi introducerea acestuia într-o moară cu ciocane.
Ştiuleţii sau ciocălăii sunt introduşi în buncărul de alimentare, de unde,
sub propria greutate ajung în camera de zdrobire, sunt preluaţi de rotorul cu
ciocane şi antrenaţi prin forfecare printre contracuţite fiind mărunţiţi la
dimensiuni de 20-40 mm, în funcţie de dimensiunile orificiilor sitei. Particulele
mai mici trec prin orificiile sitei, în timp ce cele mai mari sunt supuse unei noi
mărunţiri în dreptul contracuţitelor posterioare.
Caracteristicile tehnice ale zdrobitorului ZSC-2M:
- Puterea motorului electric de acţionare: 15 kW
- Turaţia motorului electric: 750 rot/min
- Turaţia rotorului cu ciocane: 316, 242 şi 176 rot/min
- Numărul ciocanelor fixe: 18 buc
- Numărul contracuţitelor pe un rând: 18 buc
- Distanţa dintre ciocane şi contracuţite: 5,8 mm
- Dimensiunile orificiilor sitelor: 20; 25; 28; 40 mm
- Masa totală a zdrobitorului: 470 kg
- Dimensiuni de gabarit: 1035x900x925 mm
Organele active ale zdrobitorului de ştiuleţi şi ciocălăi sunt prezentate în
figura următoare:

25
Pentru o bună funcţionare a zdrobitorului este necesar ca ştiuleţii sau
ciocălăii, prinşi între cele două perechi de plăcuţe să nu se deplaseze radial.
Acest lucru este realizat dacă este îndeplinită condiţia:
τ = χ τ – unghiul de alunecare; χ – unghiul de prindere
În practică, acest lucru se întâmplă când muchiile active ale ciocanului şi
contracuţitului sunt paralele în procesul de lucru, sau atunci când ciocanele au
muchia activă concavă.
Momentul de torsiune mediu se poate determina astfel:
PM t
unde: P – puterea necesară la zdrobire, determinată experimental (tabel)
ω – viteza unghiulară a arborelui rotorului.
Forţa ce revine pe ciocan:
damed
tc c
zR
MF
unde: Rmed – raza medie a rotorului cu ciocane
za – numărul ciocanelor active aflate în lucru la un moment dat
cd = 1,2-1,3 este coeficient de suprasarcină
Pentru a determina numărul ciocanelor active la un moment dat, este
necesar să se traseze grafic desfăşurata rotorului cu ciocane, ţinându-se seama de
unghiurile de decalaj între două ciocane alăturate (pe arbore, respectiv pe spiră)
între cele două spire eliciodale, precum şi de valorile caracteristice efective ale
desfăşuratei.
Efortul unitar tangenţial la forfecarea penei cu ajutorul căreia ciocanele
sunt fixate pe arbore are expresia:
afp
cf
lb
F
unde: b - lăţimea penei;
lp – lungimea penei;
af- afortul unitar admisibil la forfecare
7.Moara cu cutite
In principiu, aceste mori au la baza un rotor cu cutite care, impreuna cu
carcasa (pe care sunt montate de asemenea cutite ) si sita de sortare alcatuiesc
camera de maruntire. (fig. 9. ).
Materialul ce urmeaza a fi supus prelucrarii este introdus in camera de
maruntire, folosind in acest scop deschiderea de alimentare. Aici el este prins
intre cutitele fixe de pe carcasa si cele mobile de pe rotor avand loc astfel o
prima taiere a materialului. Bucatile rezultate, se aseaza dezordonat, in camera
de maruntire, fapt ce face a urmatoarele operatii de taiere, sa determine
reducerea considerabila a dimensiunilor particulelor, pana ce acestea ajung la

26
marimi comparabile cu cele ale ochiurilor sitei de sortare si pot sa treaca pprin
aceasta. Marimea ochiurilor sitei determina dimensiunea maxima a particulelor
rezultate la maruntire.
Fig.9. Sectiunea transversala prin camera de maruntire a unei mori cu
cutite
1 – rotor; 2 – cutitele rotorului; 3 – cutitele de pe carcasa; 4 – sita de sortare; 5 –
alimentare; 6 – evacuare.
Pentru maruntire se pot folosi mori cu cutite simple sau duble, drepte (cu
muchiile paralele) in unghi simplu, sau in unghi dublu. Montarea in pozitie
inclinata a cutitelor de pe rotor asigura o taiere prin forfecare, mai convenabila,
fapt ce permite reducerea considerabila a zgomotului si a consumului de energie.
Deoarece inclinarea intr-o singura directie a cutitelor de pe rotor determina
transportul unilateral in directie axiala a materialului din camera de maruntire,
acestea se fixeaza oblic, alternativ (in unghi dublu).
Cutitele de pe carcasa se monteaza in pozitia cea mai favorabila de intrare
a materialului care urmeaza a fi maruntit. Modul de fixare a acestor cutite este
determinat de tipul si dimensiunile SMP1 pentru care s-a proiectat moara.
Numarul cutitelor de pe rotor si carcasa (Zr, Zc ), lungimea cutitelor (l) si
viteza de rotatie a rotorului (n) determina capacitatea de taiere a morilor (S) de
acest tip:
S = f(Zr, Zc, l, n)
ls = Zr×Zc×l×n
in care: ls este lungimea de taiere in unitatea de timp.
Morile cu cutite pot avea rotorul cu ax vertical sau orizontal. Morile avand
rotorul cu ax vertical se caracterizeaza printr-o echilibrare mai buna, solicitare
mai mica la incovoiere a rotorului si gabarit mai mic in plan orizontal, motiv
pentru care acestea sunt de preferat ori de cate ori este posibil.

27
Fig.10. Moara cu rotor cu ax vertical:
1 – dispozitiv de maruntire preliminara; 2 – cutitele de pe rotor; 3 – cutitele de
pe carcasa; 4 - sita
Tipuri de cuțite pentru tăiat
Materialele cu duritate foarte mica sau care au consistenta mare nu pot fi
maruntite prin compresiune, lovire sau frecare. Maruntirea lor se realizeaza sub
influenta fortelor taietoare, in masinile de taiat. Elementul principal al masinilor
de taiat este cutitul, confectionat din otel de calitate superioara.
In functie de forma cutitului de taiere masinile de taiat se pot clasifica
astfel:
- masini cu cutite disc;
- masini cu cutite plane;
- masini cu cutite secera sau stea;
- masini cu cutite banda sau cu dinti de ferastrau.
Tipurile de cutite pentru taiat prezentate mai jos sunt:
- a, b – cutite disc
- c, d – cutite secera
- e, f – cutite banda
- g – cutit stelat

28
BIOMASA Biomasa este partea biodegradabilă a produselor, deşeurilor şi reziduurilor
din agricultură, inclusiv substanţele vegetale şi animale, silvicultură şi industriile
conexe, precum şi partea biodegradabilă a deşeurilor industriale şi urbane.
Avantajele folosirii biomasei
asigurarea unei protecţii ecologice eficiente a populaţiei, precum şi a apei,
a pădurii;
reciclarea deşeurilor de material lemnos şi eliminarea acestora de pe
suprafeţele de depozitare;
valorificarea prin comercializare a produsului rezultat;
reducerea volumului de depozitare a materialelor combustibile, ţinând
seama că volumul unei brichete este de circa 7-8 ori mai mic decât
volumul ocupat de aceeaşi cantitate de rumeguş înainte de brichetare;
realizarea unei alternative simple pentru producerea căldurii în domeniul
casnic sau în întreprinderi din mica industrie;
realizarea de noi locuri de muncă;
aplicarea standardelor de calitate şi de mediu existente la nivelul UE;
Dezavantajele utilizării biomasei
costurile de transport sunt ridicate şi uneori pot depăşi veniturile obţinute
din valorificare;
necesită spaţii de depozitare cu suprafeţe mari;
disponibilitatea limitată a terenurilor pentru culturile energetice necesită
timpi de aşteptare pentru regenerare;
29
presupune achiziţia unor instalaţii şi echipamente costisitoare şi deci un
timp de amortizare îndelungat.
Principalele tipuri de procese de prelucrare a biomasei pot fi clasificate în
patru grupe:
Procese fizice – producerea de combustibili solizi sub formă de brichete
sau peleţi prin măcinarea, separarea, uscarea şi brichetarea biomasei.
Procese termice – producerea de energie termică
Procese biologice – compostarea și producerea biogazului prin
fermentare.
Procese chimice – folosesc mai întâi procese biologice, fiind apoi urmate
de sinteze chimice
La nivel industrial, rumeguşul obţinut prin tocarea reziduurilor lemnoase
se poate folosi pentru fabricarea brichetelor sau a peleţilor, fie cu prese
hidraulice, fie cu prese mecanice. De asemenea, ca orice reziduu vegetal,
rumeguşul poate fi introdus în procesul de obţinere a compostului.
Pregătirea materialelor cuprinde operaţiile de transformare în rumeguş a
deşeurilor lemnoase, cu ajutorul tocătoarelor cu disc sau cu tambur, mobile sau
staţionare, precum şi al morilor cu ciocane specifice pentru măcinarea
materialelor umede, în vederea obţinerii granulaţiei necesare pentru utilizarea
materialelor în fluxul de fabricaţie.
Pe lângă deşeurile lemnoase obişnuite, brichetele şi peleţii se pot obţine şi
din culturi de plante energetice precum salcia energetică (răchita) sau
Miscanthus (iarba elefantului), supuse unor procese sortare, mărunţire, uscare şi
granulare.
Peletizarea se realizează prin extrudere, adică prin trecerea forţată şi în
mod continuu a unei cantităţi mari de material printr-un orificiu foarte mic.
Brichetarea se realizează prin presare într-un cilindru cu ajutorul unui
piston ce poate fi acţionat hidraulic sau mecanic. În general, maşinile de
brichetat nu necesită sisteme speciale de măcinare a materiei prime şi se poate
utiliza rumeguşul cu granulaţia deja existentă.
8.Maşina de tocat şi măcinat biomasă se foloseşte pentru tocarea şi
defibrarea grosierelor (paie, coceni de porumb), pentru măcinarea ştiuleţilor de
porumb dar şi a boabelor de cereale (de exemplu, boabele de porumb se pot
folosi în instalaţii de gazeificare). Are capacitatea de lucru de 1,5-2,5 t/h în cazul
grosierelor şi 2,8 t/h la boabele de cereale.
Maşina este alimentată cu material fibros de transportorul de alimentare
cu raclete (1). Acţionarea transportorului se face de la un motor electric de 1,5

30
kW la 1000 rot/min prin intermediul unui reductor planetar cu raportul de
transmitere i=33.6, a unei transmisii cucurele trapezoidale şi a unei transmisii cu
lanţ. Se realizează două viteze ale transportorului (0.052 şi 0.066 m/s). Aparatul
de premărunţire şi defibrare (2) este format dintr-un tambur pe care sunt montate
30 de cuţite.
Biomasa premărunţită este introdusă în moara cu ciocane (3) acţionată de
un motor electric de 55 kW la 3000 rot/min prin intermediul unui cuplaj elastic.
Materialul mărunţit este transportat pneumatic cu ajutorul unei instalaţii de
transport formată din ventilatorul (4), conducta de transport (5) şi ciclonul (6). În
cazul prelucrării ciocălăilor de porumb, aceştia sunt mărunţiţi cu ajutorul
zdrobitorului de ştiuleţi şi ciocălăi de porumb. Materialul rezultat este introdus
în moara cu ciocane.
Fig.11. Schema tehnologică a zdrobitorului montat pe maşina de tocat şi
măcinat biomasă provenită din culturile agricole (paie, coceni de porumb), cu
capacitatea de 1,5-2,5 t/h (MTMF-2,5)
1- transportor cu raclete; 2 – jgheab de alimentare; 3 – manetă de acţionare; 4 –
sistem de alimentare şi premărunţire; 5 – moară cu ciocane; 6 – placă riflată; 7 –
zdrobitor de ştiuleţi; 8 - coş de alimentare; 9 – defibrator cu plăcuţe; 10 –
mecanism de acţionare; 11 – sită; 12 – ventilator; 13 – conductă de transport; 14
- ciclon
La prelucrarea biomasei fibroase şi grosiere, baloturile de paie sunt
aşezate pe transportorul de alimentare după ce a fost eliminată sârma cu care au
fost legate. Se porneşte moara cu ciocane şi aparatul de premărunţire, după care
31
transportorul de alimentare. Materialul premărunţit şi apoi măcinat de moara cu
ciocane este transportat pneumatic şi separat de aer în ciclon. În cazul prelucrării
ciocălăilor de porumb, aceştia sunt mărunţiţi în zdrobitorul (7), după care sunt
introduşi în moara cu ciocane. La prelucrarea cerealelor, în locul zdrobitorului
se montează un coş de alimentare prevăzut cu un sistem de curăţire cu magneţi
permanenţi.
9. Masina de tocat resturi vegetale
Tocatoarele se utilizează la maruntirea masei vegetale agricole ramase
după recoltarea produselor principale, precum şi pentru distrugerea vegetaţiei
spontane de pe terenurile cultivabile sau necultivate.
De asemenea, aceste echipamente sunt folosite la tocarea vrejurilor de
cartof, a ierburilor cultivate şi a vegetaţiei spontane crescute în culturile
agricole.
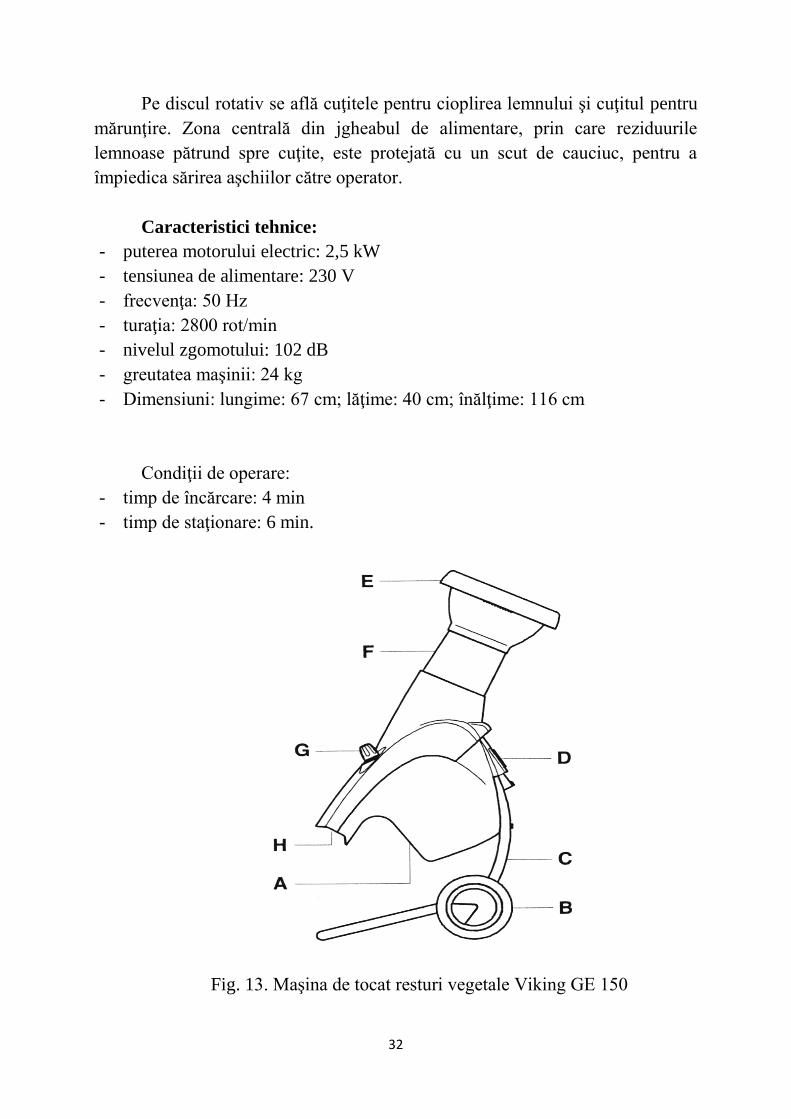
Maşina electrică de tocat resturi vegetale Viking GE 150 se foloseşte
pentru mărunţirea părţii dense a ramurilor de copaci şi a plantelor moi, precum
şi a resturilor vegetale din grădini.
Procesarea resturilor vegetale trebuie să se facă cât timp acestea sunt încă
proaspete, deoarece performanţele tehnice ale tocătorului scad dacă se toacă
resturi vegetale prea uscate sau prea umede. Se recomandă să nu se utilizeze
ramuri cu diametrul mai mare de 35 mm. De asemenea, este interzisă tocarea
oricărui materialelor precum bucăţi de metal, pietre, sticlă sau bucăţi de plastic,
care nu intră în compoziţia compostului.
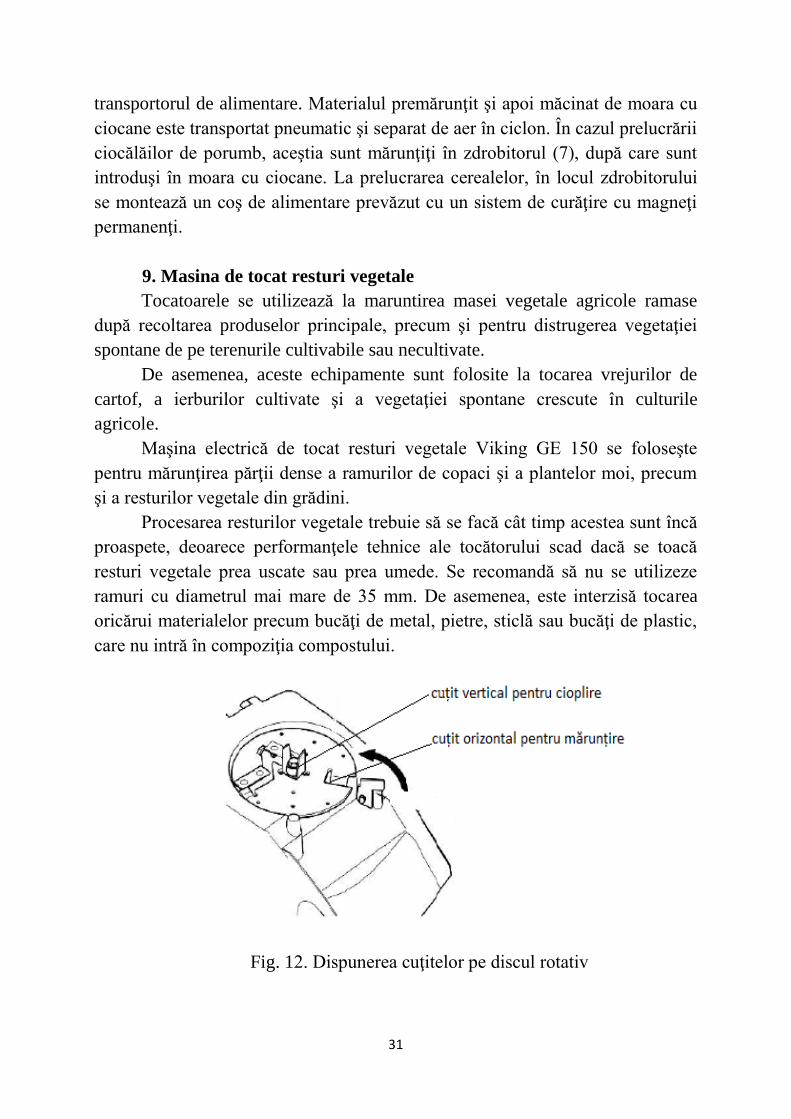
Fig. 12. Dispunerea cuţitelor pe discul rotativ
32
Pe discul rotativ se află cuţitele pentru cioplirea lemnului şi cuţitul pentru
mărunţire. Zona centrală din jgheabul de alimentare, prin care reziduurile
lemnoase pătrund spre cuţite, este protejată cu un scut de cauciuc, pentru a
împiedica sărirea aşchiilor către operator.
Caracteristici tehnice:
- puterea motorului electric: 2,5 kW
- tensiunea de alimentare: 230 V
- frecvenţa: 50 Hz
- turaţia: 2800 rot/min
- nivelul zgomotului: 102 dB
- greutatea maşinii: 24 kg
- Dimensiuni: lungime: 67 cm; lăţime: 40 cm; înălţime: 116 cm
Condiţii de operare:
- timp de încărcare: 4 min
- timp de staţionare: 6 min.
Fig. 13. Maşina de tocat resturi vegetale Viking GE 150

33
A – unitate de bază; B – roţi; C – cadru de susţinere; D – comutator pentru
pornire/oprire; E – coş de alimentare; F – jgheab de alimentare; G – şurub de
blocare; H – zonă de evacuare a deşeurilor mărunţite
Cu motorul oprit, se verifică maşina pentru a nu exista resturi vegetale sau
alte materiale care să producă uzura cuţitelor. Maşina trebuie poziţionată pe o
suprafaţă plană. Se alimentează maşina cu curent electric şi se porneşte motorul.
Prin jgheabul de alimentare se introduc reziduurile vegetale sau crengile al căror
diametru nu trebuie să depăşească 35 mm. După o perioadă de funcţionare de 4
minute, se opreşte alimentarea pentru 6 minute pentru răcirea motorului, după
care se poate relua utilizarea.
10. Tocător tip UNI (inobrezice)
Tocatorul UNI este construit pentru utilizare universala, pentru suprafete
agricole cultivate sau nu. Se utilizeaza pentru maruntirea resturilor vegetale, a
lăstarilor cu o grosime de pana la 6 cm.
UNI – este echipat cu un rotor cu dubla spirala (45°),care are urmatoarele
avantaje:
• produce mai mult vacuum, care ridica masa ierboasa
• consuma mai putina energie pentru tocat
• masina nu are trepidatii, lagarele si celelalte
componente fiind mai putin solicitate.
• posibilitatea actionarii de un tractor cu putere mai mica.

34
11. Tocător tip MKb
Tocatorul MKM se utilizeaza in agricultura, pomicultura, lucrari
comunale, etc. pentru maruntirea ierburilor si lăstarilor de pe terenurile
necultivate, cu o grosime a materialului de tocat de pana la 5 cm.
Foarte util pentru tocarea suprafetelor inclinate cu iarba, terase, pasuni
neregulate,suprafete cu tufisuri.
Se foloseste la tocarea ierburilor, tufisurilor in parcuri, pasunilor si
terenurilor abandonate..
Prin calitatile tehnice si a constructiei robuste este foarte eficace pentru
lucrari intensive.
12.Tocatorul de resturi vegetale TRV-0
Caracteristici principale ale tocătorului de resturi vegetale:
• Capacitate de tocare: 200 Kg/h
• Putere motor electric: 5,5 kW
• Turaţie motor electric reglabilă :296÷14900rot/min
• Tip convertizor frecvenţă: 420 6 SE6420-2UD
• Turaţie tocător reglabilă continuu: 572÷2880rot/min
• Sită tocător interschimbabilă cu diferite orificii:
(ø5; ø6; şi ø10) mm

35
13. Zdrobitorul cu dinti
Este construit dintr-un stator si rotor. Rotorul (2) are o serie de dinti, iar
pe stator este montat un dispozitiv special tip pieptene (3). In timpul miscarii de
rotatie dintii rotorului trec prin spatiile libere ale dispozitivului tip pieptene, prin
aceasta avand loc zdrobirea.
Statorul are doua deschideri: la partea superioara (deschiderea 1) pentru
alimentare si la partea inferioara (deschiderea 5) pentru evacuarea produsului
zdrobit.
Rotorul este fixat de un arbore (4), actionat prin intermediul rotii de
cureaua (6). Un dispozitiv de siguranta cu frictiune 7 permite evitarea
deteriorarii dintilor in cazul introducerii in zdrobitor a unor corpuri straine tari
(cuie, bucati de lemn, etc).
Fig. 14. Zdrobitorul cu dinti
36
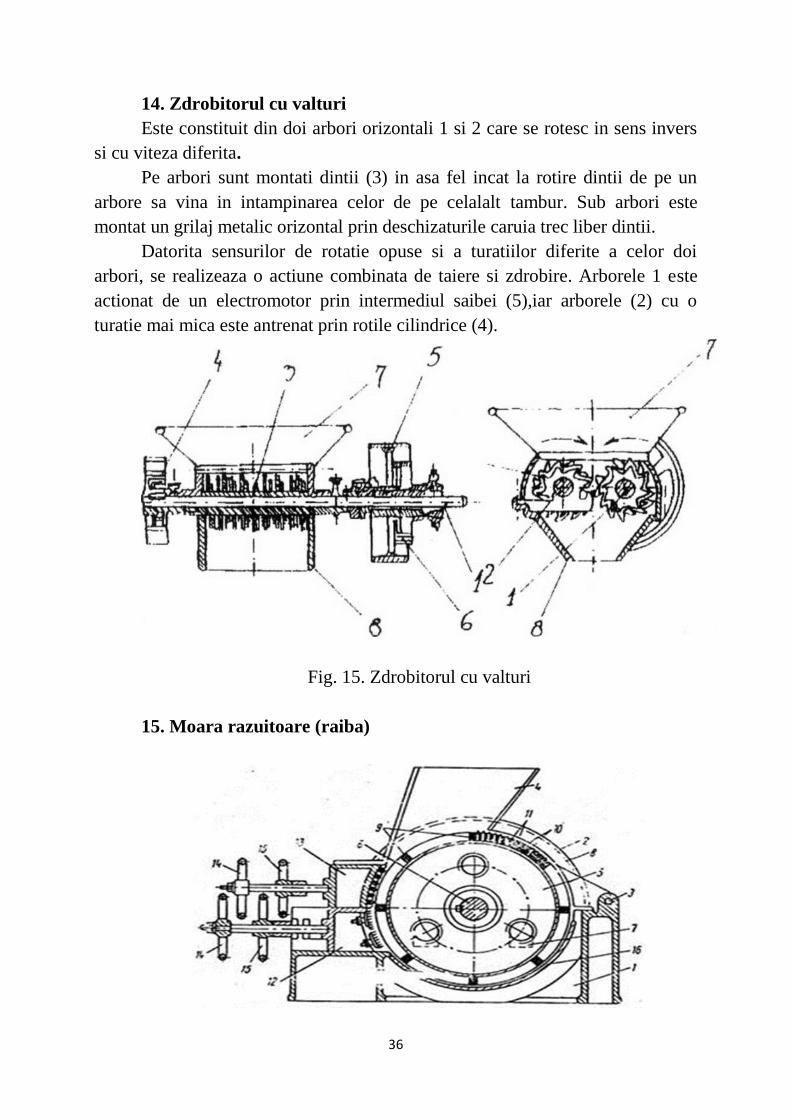
14. Zdrobitorul cu valturi
Este constituit din doi arbori orizontali 1 si 2 care se rotesc in sens invers
si cu viteza diferita.
Pe arbori sunt montati dintii (3) in asa fel incat la rotire dintii de pe un
arbore sa vina in intampinarea celor de pe celalalt tambur. Sub arbori este
montat un grilaj metalic orizontal prin deschizaturile caruia trec liber dintii.
Datorita sensurilor de rotatie opuse si a turatiilor diferite a celor doi
arbori, se realizeaza o actiune combinata de taiere si zdrobire. Arborele 1 este
actionat de un electromotor prin intermediul saibei (5),iar arborele (2) cu o
turatie mai mica este antrenat prin rotile cilindrice (4).
Fig. 15. Zdrobitorul cu valturi
15. Moara razuitoare (raiba)
37
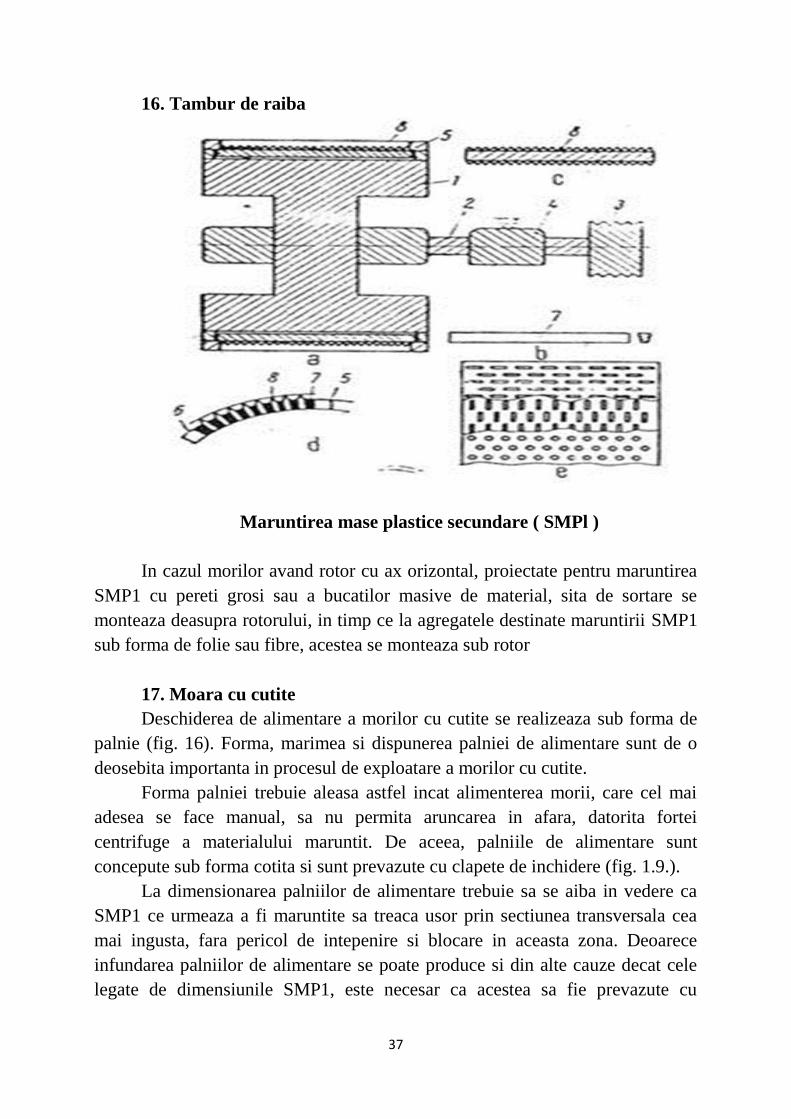
16. Tambur de raiba
Maruntirea mase plastice secundare ( SMPl )
In cazul morilor avand rotor cu ax orizontal, proiectate pentru maruntirea
SMP1 cu pereti grosi sau a bucatilor masive de material, sita de sortare se
monteaza deasupra rotorului, in timp ce la agregatele destinate maruntirii SMP1
sub forma de folie sau fibre, acestea se monteaza sub rotor
17. Moara cu cutite
Deschiderea de alimentare a morilor cu cutite se realizeaza sub forma de
palnie (fig. 16). Forma, marimea si dispunerea palniei de alimentare sunt de o
deosebita importanta in procesul de exploatare a morilor cu cutite.
Forma palniei trebuie aleasa astfel incat alimenterea morii, care cel mai
adesea se face manual, sa nu permita aruncarea in afara, datorita fortei
centrifuge a materialului maruntit. De aceea, palniile de alimentare sunt
concepute sub forma cotita si sunt prevazute cu clapete de inchidere (fig. 1.9.).
La dimensionarea palniilor de alimentare trebuie sa se aiba in vedere ca
SMP1 ce urmeaza a fi maruntite sa treaca usor prin sectiunea transversala cea
mai ingusta, fara pericol de intepenire si blocare in aceasta zona. Deoarece
infundarea palniilor de alimentare se poate produce si din alte cauze decat cele
legate de dimensiunile SMP1, este necesar ca acestea sa fie prevazute cu

38
dispozitive speciale de deblocare, evitandu-se in acest mod metoda manuala,
periculoasa, de desfundare.
Fig. 16. Moara cu cutite avand sita montata in diferite pozitii
1 – rotor;
2 – carcasa;
3 – sita montata deasupra rotorului;
4 – sita montata sub rotor;
5 – palnie de alimentare;
6 – clapeta.
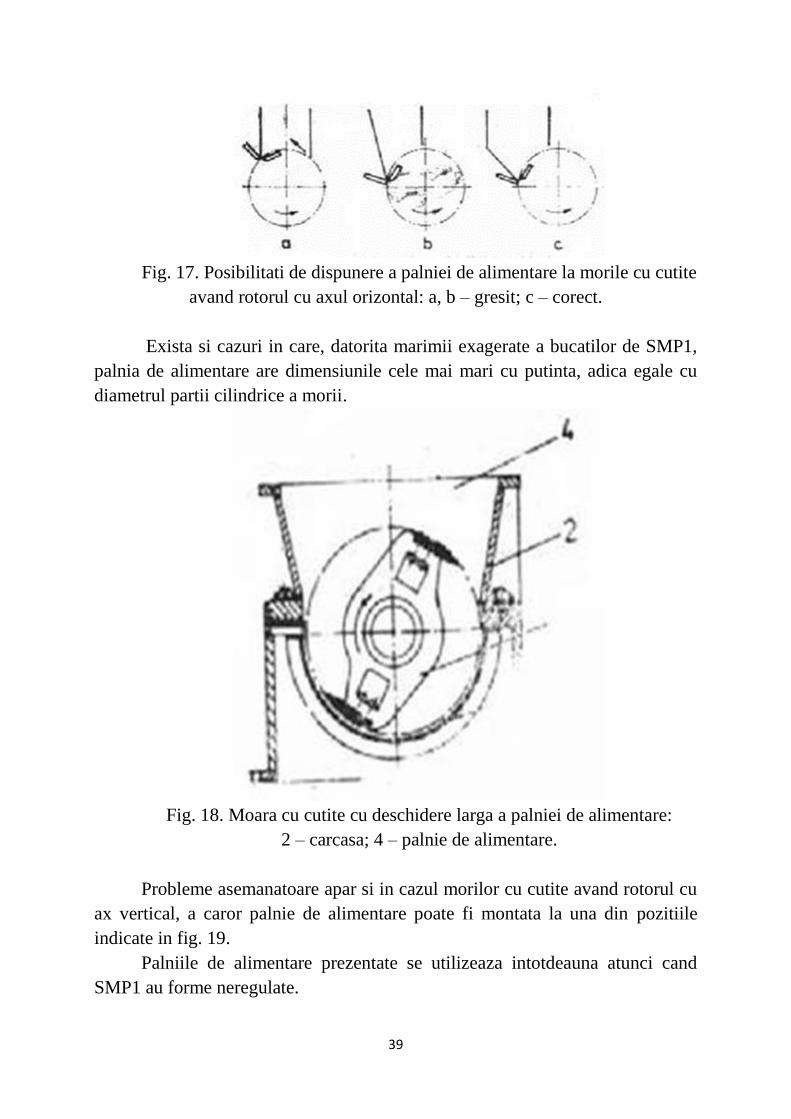
17.1. Posibilitati de dispunere a palniei de alimentare
Nici dispunerea palniei nu poate fi facuta la intamplare, asa cum rezulta
din fig. 17. In primul caz (fig. 17. a) materialului este aruncat de catre rotor
aproximativ dupa directia sagetii, fapt ce face dificila patrunderea acestuia in
camera de maruntire. Dispunerea palniei de alimentare conform pozitiei indicate
in fig. 17.b asigura o buna intrare a SMP1, in schimb bucatile de dimensiuni
mari nu pot ajunge in fata cutitului fix, ceea ce face imposibila maruntirea lor.
In plus, in spatiul format intre rotor si peretele palniei se produce o frecare
puternica a materialului si drept urmare o incalzire excesiva a acestuia. Pentru a
evita aruncarea materialului supus maruntirii cat si incalzirea acestuia, este
obligatoriu ca palnia de alimentare sa fie dispusa in pozitia indicata in fig. 17.c.
39
Fig. 17. Posibilitati de dispunere a palniei de alimentare la morile cu cutite
avand rotorul cu axul orizontal: a, b – gresit; c – corect.
Exista si cazuri in care, datorita marimii exagerate a bucatilor de SMP1,
palnia de alimentare are dimensiunile cele mai mari cu putinta, adica egale cu
diametrul partii cilindrice a morii.
Fig. 18. Moara cu cutite cu deschidere larga a palniei de alimentare:
2 – carcasa; 4 – palnie de alimentare.
Probleme asemanatoare apar si in cazul morilor cu cutite avand rotorul cu
ax vertical, a caror palnie de alimentare poate fi montata la una din pozitiile
indicate in fig. 19.
Palniile de alimentare prezentate se utilizeaza intotdeauna atunci cand
SMP1 au forme neregulate.

40
Fig. 19. Posibilitati de dispunere a palniei de alimentare, la morile cu
cutite avand rotorul cu axul vertical:
a – alimentare normala cu camera de volum mare;
b – alimentare normala; c – alimentare tangentiala.
18. Moara cu cutite cu doua palnii de alimentare
In scopul asigurarii unei game cat mai largi de utilizare, s-au construit si
mori cu cutite, cu doua palnii de alimentare, una pentru SMP1 de dimensiuni
mici, iar cealalta pentru tevi (fig. 20.). Jgheabul de alimentare pentru tevi este
actionat hidraulic avand posibilitatea sa-si modifice unghiul de inclinare.
Reducerea zgomotului produs la maruntirea SMP1 dure poate fi asigurata
prin folosirea unor palnii de alimentare tip inchizator de aer, palnii cu pereti
dubli sau izolate fonic.
Pentru maruntirea SMP1 sub forma de folie sau fibre, precum si a celor
care au la baza polimeri sensibili la actiunea caldurii, morile cu cutite pot fi
prevazute cu sisteme de racire cu apa (atat pentru rotor cat si pentru carcasa), sau
sunt prevazute cu un sistem de evacuare fortata a materialului maruntit. In acest
ultim caz, sub sita de sortare se gaseste un recipient de captare, in forma de
palnie, prin care trece continuu un curent de aer care antreneaza materialul
maruntit.

41
Fig. 20. Moara cu cutite cu doua palnii de alimentare: 1 – jgheab pentru
SMP1 sub forma de teava; 2 – palnie de alimentare pentru SMP1 de dimensiuni
mici; 3 – rotor cu cutite.
19. Schita distructorului tip TIFF -1500
Procesul de lucru cuprinde trei faze distincte:
- recoltarea, maruntirea materie prime si incarcarea directa;
- sterilizarea, uscarea;
- racirea fainii proteice si maruntirea ei.
Macinarea se realizeaza in mori cu ciocane alimente cu un snec dupa care
faina se ambaleaza in saci.

42
Mărunţirea materiilor prime minerale solide
Mărunţirea materiilor prime minerale solide este un proces mecanic şi are
ca scop reducerea dimensiunilor bulgărilor sau granulelor, până la limitele
cerute de procesele tehnologice ulterioare, desfacerea asociaţiilor dintre
componenţii mineralogici ce formează materia primă, în vederea separării
speciilor minerale utile şi producerea unor modificări fizico-chimice în structura
cristalină a acestora. Mărunţirea se produce datorită solicitărilor de compresiune,
tracţiune, forfecare, încovoiere şi torsiune la care este supus materialul în utilaje.
Mărunţirea se realizează prin sfărâmare şi măcinare.
Sfărâmarea sau concasarea, al cărei grad de reducere este cuprins între 2
şi 20, se realizează prin trei operaţii: sfărâmare primară, sfărâmare secundară şi
sfărâmare terţiară.
Sfărâmarea primară pleacă de la blocurile dislocate din zăcământ în
abataj sau carieră, ale căror dimensiuni trebuie să fie cuprinse între 400÷1500
mm şi livrează produse cu dimensiuni cuprinse între 100÷300 mm. Ea se
execută cu concasoare cu fălci şi concasoare cu valţuri, în funcţie de duritatea
materialului de sfărâmat.
20. Concasor cu fălci
Se folosesc pentru sfărâmarea materialelor dure şi se compun dintr-o falcă
fixă şi una mobilă. Falca mobilă execută o mişcare oscilatorie cu ajutorul unui
mecanism bielă-manivelă. Suprafaţa activă a fălcilor poate fi netedă sau striată
şi prevăzută cu un blindaj metalic de uzură fixat pe corpul fălcilor. Pe măsură ce
materialul coboară în camera de concasare, dimensiunile sale se micşorează,
datorită solicitărilor la care este supus.
Fig. 21 Concasor cu falci: 1-falcă fixă; 2- falcă mobilă;
3-material de sfărâmat

43
21. Concasoarele cu valţuri
Sunt formate din doi cilindrii executaţi din oţel foarte dur cu conţinut
ridicat de mangan, a căror suprafaţă activă poate fi netedă, canelată sau zimţată
şi care se rotesc în sens contrar. Unul dintre cilindri are şi o mişcare rectilinie-
alternativă. Produsele rezultate sunt relativ uniforme ca dimensiune, iar gradul
de reducere este cuprins între 4 şi 6.
Fig. 22. a. Concasoare valt, Bydgoszcz / Torun

44
Fig. 22. b. Concasoare valt, Krakow
22. Concasoarele giratorii
Au la exterior o manta fixă, iar la interior un rotor, ambele fiind
tronconice. Ele se comportă ca un concasor cu fălci cu acţiune de sfărâmare
continuă. Gradul de sfărâmare depinde de modul de prindere al arborelui
rotorului: când este fixat la partea superioară, gradul de reducere este maxim 6,
iar când este fixat la partea inferioară este cuprinsă între 12÷20.
Fig. 23. Concasor giratoriu
1- con interior mobil; 2- con exterior fix; 3- angrenaj conic; 4- lagăr
Sfărâmarea terţiară, numită şi granulare, reduce dimensiunile materialului
la valori cuprinse între 0,4 si 7 mm. Ea se execută cu concasoare cu impact.
23. Concasoarele cu impact
Au fixate pe rotor palete, al căror număr variază între 2 şi 6. În timpul
rotaţiei, paletele aruncă materialul de sfărâmat spre blindaj (plăci de uzură) cu
viteză mare. Ele asigură sfărâmarea selectivă, în funcţie de densitatea speciilor
minerale, care se separă apoi, prin clasare. Gradul de reducere al aceste operaţii
este de circa 100.

45
Fig. 24. Concasor cu impact
1-rotor; 2-palete; 3 – corp; 4 - plăci de uzură
24. Moară cu corpuri de sfărâmare
În interiorul corpului morii se introduc materialul de granulat şi un număr
de corpuri de sfărâmare. În cazul bilelor, când moara se roteşte, acestea sunt
antrenate în mişcare circulară şi sub acţiunea forţei centrifuge se ridică pe
peretele corpului. În momentul în care forţa gravitaţională devine mai mare
decât forţa centrifugă, bilele cad zdrobind granulele. Înălţimea la care se ridică
bilele depinde de viteza de rotaţie a morii.
Fig. 25. Moară cu corpuri de sfărâmare
1- corpul morii; 2 - materialul de sfărâmat; 3 - corpuri de sfărâmare;
4 – angrenaj de roţi dinţate cilindrice

46
25. Mori pentru maruntirea materialelor solide
a) Masina de zrobit cu cilindru cu dinti si placa
b) Zdrobitor Manzini
47
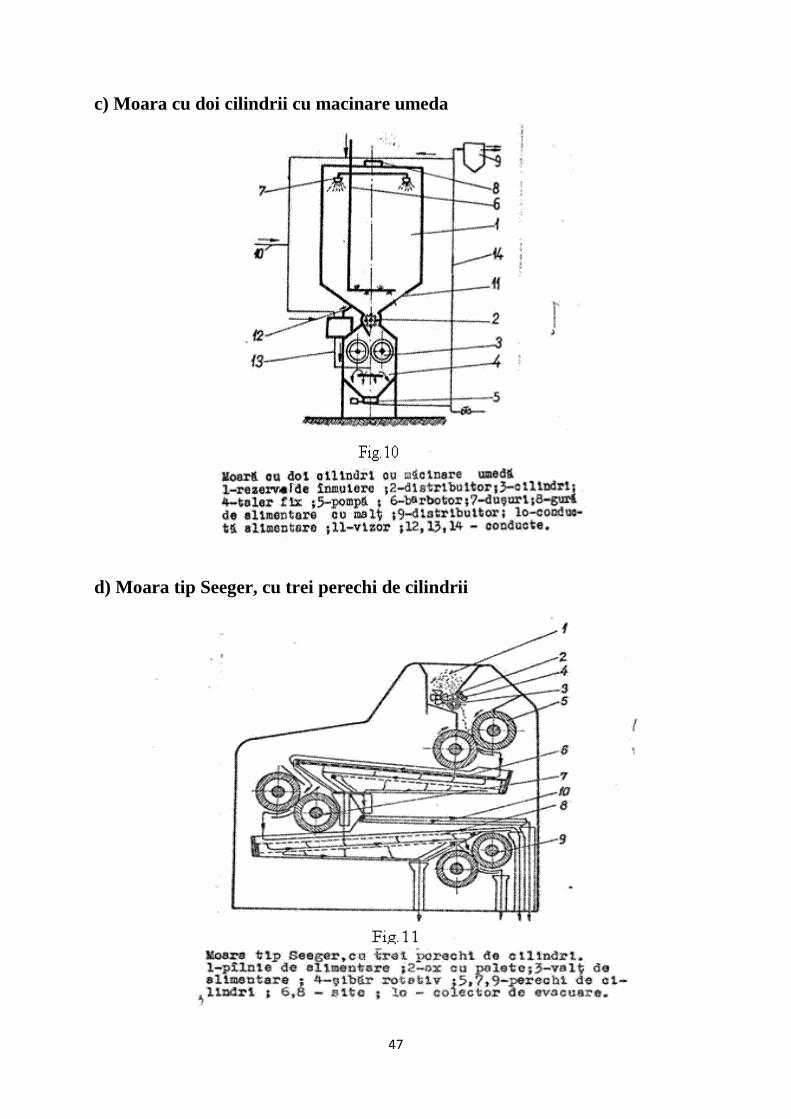
c) Moara cu doi cilindrii cu macinare umeda
d) Moara tip Seeger, cu trei perechi de cilindrii

48
e) Moara cu bile





























