-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
1/40
2014
Jos Slotema (0832917) Wu8
Mentor: Mr. van den Brink
Project cordinator: Mr. H. de Klerk
Company supervisor: Mr. S. de Leeuw
Department: Mechanical Engineering
Capelle aan den IJssel
5/13/2014
Thesis: Compression Cooling Vs.
Absorption Cooling
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
2/40
2
Jos Slotema Graduation Internship at Technip-EPG
Prefix
This report was written as part of the graduation assignment,
which is the conclusion of the Bachelor
of mechanical engineering study at Hogeschool Rotterdam.
The thesis is the result of a research to an existing
compression cooling system with R134a refrigerant
and an absorption cooling system with R717 (Ammonia)
refrigerant. To understand this report some
experience or knowledge of cooling systems is necessary.
The thesis was developed in consultation with my dual study
supervisor and the lead engineer from
the mechanical department of Technip-EPG. The choice for the
Energy Technologythesis fits well
with my interest for the cooling industry.
I want to thank Simon de Leeuw for giving me this opportunity,
Johan van den Brink for the guidance,
Ms. Molt for the English check and specially Hein de Klerk for
his corrections, patience and hours of
beer talk.
Cheers,
Jos Slotema
Rotterdam, May 2014
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
3/40
3
Jos Slotema Graduation Internship at Technip-EPG
Table Of Contents
Prefix
..................................................................................................................................................2
1. Abstract
......................................................................................................................................4
2. Project
backgrounds....................................................................................................................5
2.1 Company
.............................................................................................................................5
2.2 Client
...................................................................................................................................6
2.3 Situation
..............................................................................................................................6
2.4 Project
.................................................................................................................................6
3 Existing cooling
system................................................................................................................7
3.1 What are Fluoro-polymers / carbons.
..................................................................................7
3.2 Analysis of the existing cooling system including backup
.....................................................7
3.3 Brine system
........................................................................................................................8
3.4 Connection between -30C and -45C system
......................................................................8
4 Calculations existing -30C R134a system
...................................................................................9
4.1 Log_P-h diagram R134a
.......................................................................................................9
4.2 Evaporator
........................................................................................................................
10
4.3 Compressor
.......................................................................................................................
11
4.4 Condenser
.........................................................................................................................
13
4.5 Hot Gas Bypass
..................................................................................................................
15
4.6
Economizer........................................................................................................................
15
4.7 Energy balance
..................................................................................................................
16
4.8 Check Brine pump capacity
................................................................................................
17
5 Explanation absorption cooling
process.....................................................................................
18
5.1 LogP-h R717
......................................................................................................................
19
5.2 Calculations
.......................................................................................................................
20
6 Comparison both systems
.........................................................................................................
26
7 Conclusion
................................................................................................................................
27
8 Recommendations
....................................................................................................................
27
9 References
................................................................................................................................
28
9.1 Text References
.................................................................................................................
28
9.2 Figure References
..............................................................................................................
28
10 Appendices
...........................................................................................................................
29
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
4/40
4
Jos Slotema Graduation Internship at Technip-EPG
1.AbstractFor the production of Fluorocarbons a cooling system
is necessary. The production plant at the
Dordrecht site is using the cooling system for multiple
products. This cooling system is split up in a
primary and a secondary system. The primary system consist of a
compression cooling system to cool
the brine in the secondary system. This system is a circulation
system connected to the different
process users. The existing primary compression cooling system
needs to be replaced due to aging
and reliability.
An economic comparison should be made for a new absorption
cooler fed by waste heat versus a new
compression cooling system with comparable specifications. Which
system is preferable after all
conditions are taken into consideration?
The existing -30C R134a refrigeration system at the DuPont site
in Dordrecht has been analyzed.
Calculations have been made and compared with a new absorption
cooling system equipped with R717
or ammonia refrigerant. The result is that if there is enough
waste heat to generate the needed amount
of steam the absorption cooler is in operating conditions
cheaper than the existing compression cooler.
After the results of comparing both systems the energy level of
waste heat, necessary to operate the
absorption system, should be determined.
In this report the lubrication and the purge unit are not taken
in to account for the efficiency of the
compression cooler. The lubrication for the rotating part is
very important for especially the
compressor. For future calculations this must be taken into
account.
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
5/40
5
Jos Slotema Graduation Internship at Technip-EPG
2. Project backgrounds
2.1 Company
Technip is a world leader in design, engineering, supply and
construction of facilities in the oil & gas
and (petro) chemical industry. Technip-EPG is part of the
umbrella organization Technip-Group which
also includes Technip Benelux BV in Zoetermeer. Technip Group is
represented in 48 countries across
five continents and employs more than 30,000 people. The main
business segments in which the
Technip-Group is active are: Subsea, Offshore and Onshore.
Technip boasts a fleet of 34 vessels of
which five are now being built (1).
Technip-EPG
Technip-EPG was acquired by Technip-Group in July 2008 to
strengthen Technip Benelux. At that time
the company EPG (Engineering Project Group) had 35 years of
experience in designing plant
modifications such as modernization and capacity expansion. EPG
has 2 locations: Capelle aan den
IJssel and s-Hertogenbosch. This multidisciplinary engineering
company has 150 employees who work
on fixed or temporary contracts (2).
The market segments in which Technip-EPG is active:
1. Oil and Gas
2. (Petro) Chemicals
3. Energy and Water
4. Industry
5. Utility
To manage the projects, the project team is divided into the
disciplines mentioned below, each withtheir own specialties.
Project
HVAC (Heating Ventilation Air Conditioning)
Electrical & Instrument
Civil
Structural
Pipe stress
Process
Piping
Mechanical
Document Control
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
6/40
6
Jos Slotema Graduation Internship at Technip-EPG
2.2 Client
Du Pont de Nemours (Nederland) B.V. is part of the global E. I.
Du Pont de Nemours and Company.
DuPont is a science-based products and services company. Founded
in 1802, DuPont puts science to
work by creating sustainable solutions essential to a better,
safer, healthier life for people everywhere.Operating in more than
70 countries, DuPont offers a wide range of innovative products and
services
for markets including agriculture and food; building and
construction; communications; and
transportation.
The DuPont sites in the Netherlands are situated in Dordrecht,
Breda and Landgraaf. DuPont
Netherlands employs approximately 950 people.
Dordrecht is one of the largest production sites of DuPont in
Europe and it is the companys eldest site
in the Netherlands. The site is home to nine manufacturing
plants where the synthetic resins Delrin
and Surlyn are made, the refrigerants Isceon and Suva and the
Fluorocarbons Teflon and Viton.
The Teodur Powder Coatings sales organization and the DuPont
Crop Protection marketing
organization are located in Dordrecht as well. The sales
organization of Standox automotive
refinishing paints is located in Breda. The Landgraaf site
manufactures filaments for the toothbrush
industry.
All production sites of DuPont in the Netherlands are certified
according to ISO-9001 (quality) and ISO
14001 (environment).
2.3 Situation
The graduate student is working for the mechanical department of
Technip-EPG Capelle aan den IJssel
as draftsman. During the project the student works solitary.
Guidance is provided if necessary. The
mentor who is guiding this project works for the same department
and keeps track of the planning and
the progress of the project.
2.4 Project
For the production of Fluorocarbons a cooling system is
necessary. The production plant at the
Dordrecht site is using the cooling system for multiple
products. This cooling system is split up in a
primary and a secondary system. The primary system consist of a
compression cooling system to cool
the brine in the secondary system. This system is a circulation
system connected to the differentprocess users. The existing
primary compression cooling system needs to be replaced due to
aging
and reliability. An economic comparison should be made for a new
absorption cooler fed by waste
heat versus a new compression cooling system with comparable
specifications. The following must be
taken into account:
Safety
Environment
Operational costs
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
7/40
7
Jos Slotema Graduation Internship at Technip-EPG
3 Existing cooling system
3.1 What are Fluoro-polymers / carbons.
Fluorocarbons are the result of the chemical connection between
fluorine and carbon particles. This
gas is commonly used in Fluoropolymers, refrigerants, solvents
and anesthetics.1) A mixture of
fluorspar, hydrofluoric acid and chloroform (TFE
tetrafluorethylene) is heated between 600 and 900C.
To remove any impurities the gas needs to be distilled. During
the distillation process the gas is heated
and in a special distillation vessel which guide the heated gas
thru a pipe system cooled by brine. The
purified gas condensates and is collected in storage vessels. To
store this gas it needs to be at very low
temperature and pressure to maintain the liquid state of the
material. TFE is colorless, odorless and
extremely flammable (4).
Fluoropolymers are the result of polymerized TFE. The
polymerization process makes long strings of
the molecules in TFE. To initiate the polymerization process the
TFE is guided to special drums
containing purified water and a small amount of initiators. When
the TFE comes in contact with the
initiator the process is started. The strings of material are
formed to grains of PTFE. The grains are
suspended in the water/initiator solution and will float on the
surface. To increase the productivity the
drum is shaken to mix the water mixture with un-used TFE gas to
the mixture. The chemical process is
producing heat that must be cooled by the brine system that
flows thru the jacket of the drum. The
grains can be sold as bulk or molded into billets (5).
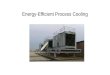
3.2 Analysis of the existing cooling system including backup
The cooling system used for the production of fluoro -polymers
and carbons is divided into a primary
and a secondary system as shown in the Process Flow Diagram in
figure 1.
Figure 1: PFD R134a -30C
The heat produced by the chemical polymerization processes needs
to be absorbed and controlled by
the secondary cooling system (9). The different end users pump
their heated cooling medium to a heat
exchanger which transfers the heat to the brine in the secondary
cooling system (1). Because the
temperature of the brine is lower than the processed cooling
medium the cooled brine extracts the
heat from the cooling medium which can be re-used by the end
users.
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
8/40
8
Jos Slotema Graduation Internship at Technip-EPG
The brine solution, is pumped (2) to the evaporator (34) to
exchange the absorbed heat to the R134a
gas and is recirculated thru the secondary system. The R134a gas
in the primary system is overheated
due to the low pressure and temperature difference of the R134a.
The overheated gas is compressed
by a 4 stage compressor driven by an E-motor (5). To prevent an
unnecessary stop of the compressor,
the compressed vapor can be redirected to the evaporator by the
hot gas by-pass. The high pressure
Freon gas flows to the condenser (6) where the cooling water
from the cooling tower rapidly cools
down the Freon gas. Condensation of the R134a is realized by the
heat exchange in the condenser by
the cooling water from the cooling tower. The high pressure
R134a liquid flows thru a pressure control
valve (7) where the flow remains equal but the pressure drops to
a level where the Freon almost
evaporates and is transported into the evaporator where the
cycle repeats.
To prevent a shutdown of the plant the cooling system is
provided with a backup installation to
guaranty a continuous flow of cooling. This -45C system is fully
separated from the main cooling
system except for the cooling water produced by the cooling
tower Instead of R134a, as used in the -
30C system. Freon 22is used in the -45C refrigeration system.
The connection between both systems
is further explained in chapter 3.4 of this document.
3.3 Brine system
The secondary system is filled with a brine solution.Brine is a
commonly used fluid used as a secondary
refrigerant in large refrigeration installations for
thetransport ofthermal energy from one place to
another. This fluid is easily transported over longer distances
and therefore suitable for the use of
cooling multiple process units. The used type of brine for this
installation is Methylene Chloride. For
properties see figure 2 below.
Because of the low temperature of -30C a normally used calcium
chloride, natrium chloride or
water/glycol solution is not applicable due to freezing of the
fluid. Methylene chloride should not be
used with aluminium or zinc and it will attack most rubber
compounds and plastics. To make sure a
minimum of temperature is lost during transport the entire
system is insulated to maintain the lowtemperature.
3.4 Connection between -30C and -45C system
There are 5 different cooling systems present for the production
facilities to cool all the necessary
operations. The -30C and -45C are both connected to the same
brine system as previously described.
Both brine systems are connected with valves en piping spools.
Both systems run simultaneously but
when one needs to shut down the other takes over to maintain a
continuous brine flow. Both systems
have an electrical driven pump which acts as a backup pump for
the other system. The complete
diagram with all the connections is found in appendix 1 of this
document.
Property
Boiling point 40 C
Freezing point -97 C
Vapor pressure at 25C 57 kPa
Viscosity 0.70 mPa-sec
Specific heat 1.13 kJ/kg.K
Thermal conductivity 0.19 W/m.K
Density 1400 Kg/mFigure 2: Properties Methylene Chloride
http://en.wikipedia.org/wiki/Brinehttp://en.wikipedia.org/wiki/Refrigeranthttp://en.wikipedia.org/wiki/Transporthttp://en.wikipedia.org/wiki/Thermal_energyhttp://en.wikipedia.org/wiki/Calcium_chloridehttp://en.wikipedia.org/wiki/Natrium_chloridehttp://en.wikipedia.org/wiki/Natrium_chloridehttp://en.wikipedia.org/wiki/Calcium_chloridehttp://en.wikipedia.org/wiki/Thermal_energyhttp://en.wikipedia.org/wiki/Transporthttp://en.wikipedia.org/wiki/Refrigeranthttp://en.wikipedia.org/wiki/Brine
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
9/40
9
Jos Slotema Graduation Internship at Technip-EPG
4 Calculations existing -30C R134a systemIn this chapter a
closer look will be taken at the specific components of the -30C
cooling system. For
further details of the components see appendix 2. The brine
should be cooled from -30C to -23,5C.
To be able to analyze the system a Log_P-h diagram should be
made.
4.1 Log_P-h diagram R134a
See figure 3 and appendix 3 for completed log_P-h diagram.
Figure 3: Log_P-h diagram -30C system
Step 1 2: Evaporator.
The heated brine evaporates the R134a till an overheated gas is
realized. To make sure all the
refrigerant is evaporated the hot gas bypass from the end of the
compressor feeds hot vapor at the
inlet of the evaporator. The high temperature will overheat the
gas when necessary. When fluid enters
the compressor the rotors will be heavily damaged and the
lubrication isnt effective enough to handle
the high speeds of the rotating parts. The enthalpy of the R134a
at the inlet of the evaporator is 182
kJ/kg. The evaporation temperature is by pressure drops reduced
to -33C so it is able to absorb lots
of heat from the secondary brine system. The pressure of the
refrigerant at the outlet of the
evaporator is equal to the suction pressure at the inlet of the
compressor. The enthalpy at this point is
385 kJ/kg. The temperature of the refrigerant is overheated by
10C to -23C by absorbing heat from
the brine system. This fully overheated gas is ready to enter
the compressor.
Step 2 3: Compressor
The compressor compresses the overheated gas from the evaporator
from 0,65 bar at the inlet to 7,3
bar in 4 different stages. The second and third stage are
connected with the respectively High and Low
stage of the economizer. The gas produced due to pressure drops
in the economizer is entering the
compressor at stage 2 and 3. This gas cools the gas from the
previous stages of the compressor. This
helps the compressor increase his efficiency and also prevents
the refrigerant from reaching the critical
temperature of 100.95C (3)from which the refrigerant is not able
to condensate/recover any more.
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
10/40
10
Jos Slotema Graduation Internship at Technip-EPG
Step 3 4: Condenser
The gas heated by compression leaves the compressor at 72C and
enters the condenser. The cooling
water from the cooling towers which are pumped thru the tubes of
the heat exchanger, absorbs the
heat from the gas flowing thru the shell side. To make sure all
the gas is condensed the R134a is 3C
sub cooled.
Step 4 1: Economizer/Choke Valve
The high pressure R134a liquid is flowing in to the first high
pressure stage of the economizer. The
pressure drop will partially evaporate the R134a condensate. The
pressure drops from 7,3 bar to 3 bar
(Step 4 4). The evaporated R134a flows to the inlet of the third
compressor stage. The Condensate
is then guided to the second low pressure stage of the
economizer by a level control valve. The
pressure drops from 3 to 1,6 bar and the gas flows to the
2ndstage of the compressor (Step 4 4).
The last stage is the choke valve where the pressure drops to
0,75 bar (Step 4 1). The temperature
at this point of the cycle is -33C and enters the evaporator to
repeat the entire process.
4.2 Evaporator
The chiller used in the -30C cooling system is a shell and tube
heat exchanger fabricated by Johnson
Hunt. During normal operation the evaporator absorbs 1880 kW
heat from the brine system.
Figure 4: Evaporator -30C cooling system.
The absorbed energy from the brine system is 1880 kW (kJ/s).
is 385-182= 203 kJ/kg. The formula used for calculating the
mass-flow is: ( ) = (
) \
= = =9.26 / = 33.34 ton/h
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
11/40
11
Jos Slotema Graduation Internship at Technip-EPG
4.3 Compressor
The compressor used in the closed circuit R134a refrigeration
system is powered by an electric motor
thru a gearbox. See figure 5 for layout. To prevent excessive
wear of the compressor and its
components the lubrication is closely monitored and
controlled.
Figure 5: Compressor, engine and gear box assembly -30C cooling
system.
The Compressor uses 4 stages to compress the overheated gas from
the evaporator from 0,65 bar to
7,3 bar. See appendix 3 for the Log_P-h diagram. Each vane as
seen in figure 6 is specifically shaped
to increase the pressure at each stage.
Figure 6: Inside compressor rotor assembly.
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
12/40
12
Jos Slotema Graduation Internship at Technip-EPG
Figure 7: Connections of the compressor
The first compressor stage is connected to the outlet of the
evaporator and takes in the overheated
gas at -23C. The calculated flow of the vapor is 9,26 kg/s as
determined in chapter 4.2 of this
document. The enthalpy is 392 kJ/kg at the end of this stage and
the pressure 1,22 bar. At the end of
the first stage is the released gas from the low pressure side
of the economizer added to the gas
from the first stage. This realizes a temperature drop of +/-
7C, see figure 3.
Compression ratio for the first stage is:
1.220.65 =1.877
The second stage compresses the new gas mixture to 2,45 bar. At
the end of the stage the vaporized
refrigerant from the high pressure stage of the economizer is
added to the mixture. The temperature
drop of the total mixture is +/- 9C for this stage of the
compression, see figure 3.
Compression ratio for the second stage is:
2.451.22 =2.008
The third and fourth stages is straight forward with no
additional input.
Compression ratio for the third stage is:
4.32.45 =1.755
Compression ratio for the second stage is:
7.34.3 =1.697
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
13/40
13
Jos Slotema Graduation Internship at Technip-EPG
The power consumption of the compressor is calculated with the
compressor specifications in
Appendix 2.
Following formula is used:
= 3
= 6600 = 114 .=0.893is used because a three phase power supply
is used.= 6 6 0 0 1 1 4 0 .8 9 3 = 1160 The efficiency of the
compressor is calculated by dividing the input by the output of the
compressor.
=
Poutis 1120 kW according specifications in Appendix 2.
= 11201160 =0.96
4.4 CondenserThe condenser should be able to condensate all the
compressed vapor which leaves the compressor.
To make sure there is no vapor left the refrigerant is sub
cooled 3C. the water from the cooling towers
is led thru the tubes of the heat exchanger (Shell/Tube type).
The gas is fed into the topside of the
condenser in the center shell part. The condensed refrigerant
falls to the bottom of the shell. The
temperature difference of the cooling water between the inlet
and the outlet of the condenser is 4.7C.
Figure 8: Condensor -30C cooling system
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
14/40
14
Jos Slotema Graduation Internship at Technip-EPG
To make the condenser more efficient a two passes system is
used. This means that the cooling water
in the tubes enters in the bottom half of the exchanger
redirected thru top part of the condenser. See
figure 9.
Figure 9: Inside Condenser during maintenance.
To calculate the mass-flow of refrigerant thru the condenser the
needed capacity from the
specifications is used, see Appendix 2. The enthalpy is derived
from the Log_P-h diagram in appendix
3.
The formula used for calculating the mass-flow of the
refrigerant is:
( ) = ( ) \
= 3000
= = 4 3 8 2 3 5 = 2 0 3 =
= = 14.78 / = 53.2 ton/h
Cooling water consumption
=
= 3 0 0 0 = 4 .1 8 Specific heat of water at 44C(6) = 7 Assumed
temperature drop = 30004.187 =102
102 3600 = 367.200 /
Density of water at 44C= 990 kg/m (6)
376.200/990 = 371 m/h
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
15/40
15
Jos Slotema Graduation Internship at Technip-EPG
Figure 10: Cooling water towers used on the plantsite.
4 5 Hot Gas Bypass
If the process cooling demand is, for whatever reasons low, the
compressed refrigerant from thecompressor is let thru the hot gas
bypass. This controlled piping system feeds the refrigerant
back
to the evaporator to avoid shut down of the compressor. The
maximum flow thru the hot gas
bypass is as much as the flow during normal operation. By
regulating the feed to the evaporator itis not necessary for the
compressor to start and stop when the demand is low. It also makes
sure
the compressed R134a is overheated. = 14.78 / .
4.6 EconomizerThe economizer used in this system is a horizontal
vessel vertically divided in two separate parts. The
total volume of the vessel is 7,8 m and is also used as storage
for the refrigerant. The entire system
contains 6200 kg R134a, according specs see appendix 2.
Figure 11: Schematic drawing of the economizer with
connections.
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
16/40
16
Jos Slotema Graduation Internship at Technip-EPG
The economizer used in the -30C system uses the earlier
explained 2 stages to:
Cool the condensed refrigerant from the condenser.
Cool the compressed gas in the compressor. Increase the enthalpy
of the evaporator.
Large volume is a buffer for un-used refrigerant.
The mass flow of refrigerant vapor fed to the compressor is:
= . . =14.789.26 =5.52/The enthalpy gained by the use of the
economizer:
4 4" = 2 3 5 1 8 2 = 53 /
4.7 Energy balance
Energy balance IN OUT
Evaporator 1880 kW -
Compressor 1120 kW -
Condenser - 3000 kW
COP:
To calculate the Coefficient Of Performance of the compression
cooler the following formula is used:
=
=3.8
Figure 12: Closeup Log_P-h diagram
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
17/40
17
Jos Slotema Graduation Internship at Technip-EPG
4.8 Check Brine pump capacity
The brine pump is situated before the evaporator of the
refrigeration system. The following
calculations are only applicable for the brine system connected
to the -30C refrigeration system.
To calculate the brine flow the following formula is used:
= According process data is the temperature difference of the
brine 6,5C between the inlet and the
outlet of the evaporator of the refrigeration system.
The specific heat and the density of the brine is derived from
Figure 2 in chapter 3.3 of this document.
=
= 1 8 8 0
= 1 .1 3 = 6.5 = 18801.136.5 =256
Pump specifications are given in the unit m/h.
256 3600 = 921600 /
Divided by the density of 1400 kg/m gives:
9216001400 =658 /
According to pump specifications in appendix 4 the maximum
capacity of the pump is 795 m/h.
658 < 795
The brine pump has enough capacity to circulate the brine
through the system.
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
18/40
18
Jos Slotema Graduation Internship at Technip-EPG
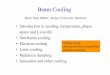
5 Explanation absorption cooling processThe compression cooling
system will be compared with a single stage absorption cooling
system. The
low pressure part of this system is almost identical with the
compression type cooler. To compare both
systems the absorption cooler will be able to extract the same
amount of energy from the heated
process brine flow. The calculations for the absorption cooler
will be done with the refrigerant R717
which is in fact ammonia (NH3). This refrigerant is at 1 bar
(atmospheric pressure) liquid at a
temperature of -33C. Therefore is no additional vacuum needed to
reach the desired temperature to
cool the brine-flow. During the process NH3 is mixed with water
and will the different evaporation
temperature and pressure used to separate the water and the
refrigerant. The amount of NH3 vapor
that can be absorbed by the water gets bigger by increased
pressure and lowers by the increase of
temperature.
Figure 13: PFD Absorption cooler
The heated process brine enters the evaporator where it
evaporates the refrigerant. The refrigerant is
at this stage fully saturated and flows to the absorber. In the
absorber the gas is mixed with weak
liquor from the generator. The mix is cooled down by the cooling
water from the cooling towers and
the refrigerant will condense. The mixture is now called strong
liquor due to the higher concentrate of
refrigerant. In the chapter absorber of this document will the
mixing and the strong and weak values
be explained. The strong liquor is then pumped thru a heat
exchanger. The cold strong liquor is pre
heated by the heated weak liquor from the generator. This pre
heating makes sure that there is less
energy from the steam powered generator needed to evaporate the
refrigerant due to a smaller
temperature difference. The pre heated strong liquor flows after
this stage into the generator. The
generator uses steam to heat the strong liquor till the biggest
part of the refrigerant is evaporated. The
rest of the refrigerant still mixed with water flows thru the
previous described heat exchanger and to
the absorber. The evaporated refrigerant is now entering the
condenser. The condenser cools down
the refrigerant till it is entirely condensed and at a liquid
state but at high pressure. A part of the
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
19/40
19
Jos Slotema Graduation Internship at Technip-EPG
condensate is then led into the generator again and is called
reflux. This part will help the generator
to create a constant flow of evaporated refrigerant delivering
to the condenser. The rest of the
condensate flows thru a choke valve where the pressure is
dropped till atmospheric pressure and
repeats the entire process again. See figure 13 and appendix 9
for the process flow diagram.
5.1 LogP-h R717For support of the calculations with the
absorption cooler a log_P-h diagram must be made. Because
this system does not already exists a few realistic assumptions
must be made. See figure 14 for
details.
Figure 14: Log_P-h R717 (ammonia, NH3) Refrigerant
Step 1 2: Evaporator.
In the evaporator the process brine heat is absorbed and
evaporates the R717. A correction must be
made at the start point of the evaporator the value is derived
from figure 14. This correction is used
with values below 0C. The difference in enthalpy between 0C and
-40C is 180 kJ/kg (8). This difference
must be subtracted from the value of the condensate after the
condenser. This brings the start value
for the evaporator to:
1=11801=4081801 = 228 /The enthalpy when fully saturated =1417
kJ/kg at 1 bar and -33C.
Step 2 3: Generator+ Absorber
For this step the assumption is made that the temperature of the
vapor must be at least 165C when
it enters the condenser. The next assumption is that the
temperature at the exit of the condenser is
44C. The line derived with these values gives an enthalpy of
1829 kJ/kg at 17.3 bar.
Step 3 4: Condenser
At the exit of the condenser at the assumed temperature of 44C
the enthalpy is 408 kJ/kg.
Step 4 1: Choke valve and correction
The pressure is relieved of the condensate.
4
1 1
2
3
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
20/40
20
Jos Slotema Graduation Internship at Technip-EPG
5.2 Calculations
All calculations in this chapter are according the book: Kents
Mechanical Engineers Handbook,
Power Volume by J. Kenneth Salisbury 12thedition. All Imperial
units are converted into Metric units
and used in the formulas (8).
Evaporator
The evaporator must be able to absorb 1880 kW heat from the
brine system.
Figure 15: Schematic drawing evaporator absorption cool
system.
To calculate the mass-flow of R717 refrigerant the following
formula is used:
( ) = ( ) \
=
=
=1417228 = 1189 /
3 = =1.58 / = 5.69 ton/h
Absorber
The absorber mixes the weak liquor and the condensed refrigerant
by condensing the refrigerant
with cooling water. The amount of strong liquid is calculated in
this chapter. The percentages are
derived from the table in appendix 5.
(S) Strong liquor = 26% NH3 dissolved in water (74%H2O)
(W) Weak liquor = 15% NH3 dissolved in water (85% H2O)
3 + = The formula for the mixing point is:
S 0 .7 4 = W 0 .8 5S = 1 . 1 4 9 W
Figure 16: Schematic drawing absorberabsorption cool system.
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
21/40
21
Jos Slotema Graduation Internship at Technip-EPG
3 + = 1.149 1.149 = 0.149=1.58
= 1.580.149 = 10.6 /
This result is filled in in the formula for the mixing point to
calculate the flow of strong liquor.
S 0 .7 4 = W 0 .8 5S0.74=10.60.85
S = 9.010.74 = 12.18 /
The capacity to condense the flow of vaporized refrigerant is
calculated with the following formula:
= = 1.58 / = =1490405=1085 /
= 1.58 1085 = 1714
To calculate the needed amount of cooling water to condensate
the refrigerant, the following
formula is used:
= Rewritten for mass flow
=
= 1 7 1 4
= 4 ,1 8
Specific heat of water at 44
C(6)
= 7 Assumed temperature drop = 17144.187 =58,6
58,6 3600 = 210.881 /
Density of water at 44C= 990 kg/m (6)210.881/990 = 213 m/h
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
22/40
22
Jos Slotema Graduation Internship at Technip-EPG
Pump
To calculate the needed capacity of the pump the following
formula is used:
=
= 17.3 = 1730000 /= estimated efficiency of 0,75= 2+3 3 = 681.9
/`at -33C (7)
2 = 1000 /
3 12.18 = 26% 3 = 12.18 0.26 = 3.17 = 0.00464
2 12.18 = 74% 2 = 12.18 0.74 = 9.01 =0.009
= 0.009 + 0.00464 = 0.0136
= 0.013617300000.75
= 31,37
Figure 17: Absorption cooler pump
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
23/40
23
Jos Slotema Graduation Internship at Technip-EPG
Generator
The strong liquor is pre heated in the heat exchanger by the
weak liquor. After evaporation is a part of
the refrigerant sent back as reflux. So there are 2 inputs and 3
outputs with different temperatures.
Figure 18: Schematic drawing generator absorption cool
system.
First the reflux must be determined. According to appendix 5 the
minimum amount of reflux ratio is
0,7. To make the value is not at the bare minimum an assumed
safety factor of 1,2 is applied. This
makes the reflux ratio 0,7*1.2= 0,84. This means that 84% of the
high pressure condensate is
redirected to the generator.
The next step is to calculate the temperature of the strong
liquor at the inlet of the compressor. The
assumed temperature of 165C is still present in the weak liquor
that flows into the heat exchanger
point 1 on figure 18. The insert temperature of the weak liquor
in the generator at point 2 is assumed
45C. The entrance temperature of the strong liquor in the heat
exchanger is assumed 35C at point 3.
The temperature at point 4 is calculated as follows:
=
= = 10.6 /=16545=120C = 12.1 / = 35Filled in in the formula
gives:
10.6120=12.1 35
1 2
34
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
24/40
24
Jos Slotema Graduation Internship at Technip-EPG
127212.1 + 3 5 =
=140CCondenser
To calculate the needed cooling capacity for the condenser the
mass-flow of NH3 at the exit of the
condenser must be determined.
85% reflux is what enters the generator and 1,58 kg/s is what
enters the evaporator. So 100% NH3 l
at the exit of the condenser 3is :1,58*1.85 =2.92 kg/s.
Figure 19: Schematic drawing Condenser absorption cool
system.
To calculate the needed cooling capacity the following formula
is used:
( ) = (
) \ = 44C (See figure 20)
= 1490.8405.7 = 1085.1 /=2.921085.1=2.921085.1 = 3,17
Figure 20: Saturation table R717 at 44
To calculate the needed amount of cooling water to condensate
the refrigerant, the following
formula is used:
= Rewritten for mass flow
=
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
25/40
25
Jos Slotema Graduation Internship at Technip-EPG
= 3 1 7 0 = 4 .1 8 Specific heat of water at 44C(6) = 7 Assumed
temperature drop
= 31704.187 =108
108 3600 = 390.020 /
Density of water at 44C= 990 kg/m (6)390.020/990 = 394 m/h
Steam consumption
To calculate the steam consumption in the generator a separation
is made between the capacities IN
and OUT. The generator is in fact a kind of heat exchanger so
the formula used is:
= 35 45 3 44
+ = + 3 +The values for the weak and strong liquor are derived
from appendix 5 in kJ/kg
+5626.5= 7155+366+3170= 7155+366+31705626.5=5065 The amount of
steam necessary for evaporating in the generator is calculated with
the following
formula:
=
To derive the enthalpy specific for steam at 165Cthe enthalpy
for gas and liquid is derived from thetable in appendix 6. = 5065 =
=2762697=2065 /
= =50652065 = 2,45 /
Total steam consumption = 8,8 ton/h
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
26/40
26
Jos Slotema Graduation Internship at Technip-EPG
6 Comparison both systemsThe price of a full year of operation
is calculated to compare both systems. The prices are estimated
and the year counts 365 days. The values are in operating
condition that means without startup
Cost Unit
Cooling water 1000 m 33
E- Power kWh 0,17
Steam ton 18
Compression cooler
Consumption hour year
Cooling water 371 m/h 3249960 m 107.248
E-Power 1160 kW 10,161.600 kWh 1.727.472
Total 1.834.720
Absorption cooler
Consumption hour year
Cooling water 607 m/h 5.317.320 175.471
E-Power 31,37 kW 274.801 46.716
Steam 8820 kg 77.263.200 1.390.737
Total 1.612.924
With a difference of 221.796 the absorption cooler is cheaper in
operational costs.
The environmental load of the absorption system is bigger due to
toxic NH3 levels.
Maintenance costs are much lower for the absorption cooler
because there are fewer rotating parts
that need close monitoring of wear tear and lubrication
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
27/40
27
Jos Slotema Graduation Internship at Technip-EPG
7 ConclusionThe Absorption cool system is during a year of 365
days 221.769 cheaper in operational costs than
the compression cooler. The price for the steam used by the
generator is only acceptable if the steam
can be derived from waste heat from the chemical process.
8 RecommendationsIn this report the lubrication and the purge
unit are not taken in to account for the efficiency of the
compression cooler. The lubrication for the rotating part is
very important for especially the
compressor. For future calculations this must be taken into
account.
The available waste heat should be calculated.
The prices used to calculate the operational costs are
estimated. For more accurate results the actual
prices need to be used. Unfortunately I did not had access to
these prices.
Other absorption refrigerants can be calculated for use in the
cooling system.
Multiple stage absorption coolers can be calculated.
If the absorption cooler is installed proper steps should be
taken to prevent the refrigerant to spill in
the environment due to high toxic levels. The operators must be
instructed properly for the use of the
absorption system.
Maintenance costs are a big factor in the total costs of the
systems so they can be calculated to be
more accurate.
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
28/40
28
Jos Slotema Graduation Internship at Technip-EPG
9 References
9.1 Text References
1) Site TP
Group,http://www.technip.com/en/about-us/company-profile/technip-glance
2)
Site TPEPG,http://www.epg.nl/organisatie/index.php
3)
Site Dupont NL,
http://www2.dupont.com/Dordrecht_Plant_Site/nl_NL/sites_products/ddt/dordrecht.html
4)
Fluorocarbons information
site,http://en.wikipedia.org/wiki/Fluorocarbon
5) Teflon information
site,http://www.madehow.com/Volume-7/Teflon.html
6) Water properties, Information
site,http://www.engineeringtoolbox.com/water-thermal-
properties-d_162.html
7) Log_P-h diagram R717, Appendix 7
8) Kents Mechanical Engineers Handbook, Power Volume by J.
Kenneth Salisbury 12thedition
chapter 11 Absorption refrigeration, John Wiley & Sons
Inc.
9.2 Figure References
Figure 1: PFD R134a -30C, Screenshot appendix 8, By
J.Slotema
Figure 2: Properties Methylene
Chloride,http://www.inchem.org/documents/pims/chemical
/pim343.htm
Figure 3: Log_P-h diagram -30C system, CoolPack program,
Microsoft Word, by J.Slotema
Figure 4: Evaporator -30C system, Picture site visit
3-4-2014
Figure 5: Compressor, engine and gearbox assembly -30C system,
picture site visit 3-4-2014
Figure 6: Inside compressor rotor assembly, Picture Maintenance
23-9-2009
Figure 7: Connections of the compressor, Appendix 10, Bentley
MicroStation, by J.Slotema Figure 8: Condenser -30C system, Picture
site visit 3-4-2014
Figure 9: Inside Condenser during maintenance, Picture
Maintenance 23-9-2009
Figure 10: Cooling water towers used on the plantsite, picture
site visit 3-4-2014
Figure 11: Schematic drawing of the economizer with connections,
Appendix 10, Bentley
MicroStation, by J.Slotema
Figure 12: Close-up Log_P-h diagram, Appendix 3, by
J.Slotema
Figure 13: PFD Absorption cooler, Appendix 9, Bentley
MicroStation, by J.Slotema
Figure 14: Log_P-h R717 refrigerant, Appendix 7,CoolPack
program, Microsoft Word, by
J.Slotema
Figure 15: Schematic drawing evaporator absorption cooling
system, Appendix 9
Figure 16: Schematic drawing absorber absorption cooling system,
Appendix 9
Figure 17: Schematic drawing pump absorption cooling system,
Appendix 9
Figure 18: Schematic drawing pump generator cooling system,
Appendix 9
Figure 19: Schematic drawing pump condenser cooling system,
Appendix 9
Figure 20: Saturation table R717 at 44C, screenshot CoolPack
program
http://www.technip.com/en/about-us/company-profile/technip-glancehttp://www.technip.com/en/about-us/company-profile/technip-glancehttp://www.technip.com/en/about-us/company-profile/technip-glancehttp://www.epg.nl/organisatie/index.phphttp://www.epg.nl/organisatie/index.phphttp://www.epg.nl/organisatie/index.phphttp://www2.dupont.com/Dordrecht_Plant_Site/nl_NL/sites_products/ddt/dordrecht.htmlhttp://www2.dupont.com/Dordrecht_Plant_Site/nl_NL/sites_products/ddt/dordrecht.htmlhttp://en.wikipedia.org/wiki/Fluorocarbonhttp://en.wikipedia.org/wiki/Fluorocarbonhttp://en.wikipedia.org/wiki/Fluorocarbonhttp://www.madehow.com/Volume-7/Teflon.htmlhttp://www.madehow.com/Volume-7/Teflon.htmlhttp://www.madehow.com/Volume-7/Teflon.htmlhttp://www.engineeringtoolbox.com/water-thermal-properties-d_162.htmlhttp://www.engineeringtoolbox.com/water-thermal-properties-d_162.htmlhttp://www.engineeringtoolbox.com/water-thermal-properties-d_162.htmlhttp://www.engineeringtoolbox.com/water-thermal-properties-d_162.htmlhttp://www.inchem.org/documents/pims/chemical%20%20/pim343.htmhttp://www.inchem.org/documents/pims/chemical%20%20/pim343.htmhttp://www.inchem.org/documents/pims/chemical%20%20/pim343.htmhttp://www.inchem.org/documents/pims/chemical%20%20/pim343.htmhttp://www.inchem.org/documents/pims/chemical%20%20/pim343.htmhttp://www.inchem.org/documents/pims/chemical%20%20/pim343.htmhttp://www.engineeringtoolbox.com/water-thermal-properties-d_162.htmlhttp://www.engineeringtoolbox.com/water-thermal-properties-d_162.htmlhttp://www.madehow.com/Volume-7/Teflon.htmlhttp://en.wikipedia.org/wiki/Fluorocarbonhttp://www2.dupont.com/Dordrecht_Plant_Site/nl_NL/sites_products/ddt/dordrecht.htmlhttp://www.epg.nl/organisatie/index.phphttp://www.technip.com/en/about-us/company-profile/technip-glance
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
29/40
29
Jos Slotema Graduation Internship at Technip-EPG
10Appendices
Appendix 1: Routing diagram between cooling
systems.................. 30
Appendix 2: Component description -30C cooler.. 31-32
Appendix 3: Log_P-h diagram -30C cooler
.. 33
Appendix 4: Brine circulation pump specifications.. 34
Appendix 5: Aqua Ammonia chart .. 35
Appendix 6: Steam Saturation table .. 36
Appendix 7: Log_P-h R717................. 37
Appendix 8: PFD Compression cooler... 38
Appendix 9: PFD Absorption cooler.................39
Appendix 10: PFD Compressor, Economizer.... 40
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
30/40
30
Jos Slotema Graduation Internship at Technip-EPG
Appendix 1: Routing diagram between cooling systems.
Information obtained from site visit 3-4-2014, Drawing
DuPont.
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
31/40
31
Jos Slotema Graduation Internship at Technip-EPG
Appendix 2: Component description -30C cooler.
Information obtained from site visit 3-4-2014
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
32/40
32
Jos Slotema Graduation Internship at Technip-EPG
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
33/40
33
Jos Slotema Graduation Internship at Technip-EPG
Appendix 3: Log_P-h diagram -30C cooler.
CoolPack program, Microsoft Word and Excel
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
34/40
34
Jos Slotema Graduation Internship at Technip-EPG
Appendix 4: Brine circulation pump specifications.
Information obtained from site visit 3-4-2014
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
35/40
35
Jos Slotema Graduation Internship at Technip-EPG
Appendix 5: Aqua Ammonia chart.
Kents Mechanical Engineers Handbook, Power Volume by J. Kenneth
Salisbury 12thedition, figure 19
page 11-32
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
36/40
36
Jos Slotema Graduation Internship at Technip-EPG
Appendix 6: Steam Saturation table
http://www.stoommachine.info/tabel.html
http://www.stoommachine.info/tabel.htmlhttp://www.stoommachine.info/tabel.htmlhttp://www.stoommachine.info/tabel.html
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
37/40
37
Jos Slotema Graduation Internship at Technip-EPG
Appendix 7: Log_P-h R717
CoolPack program, Microsoft Word and Excel
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
38/40
38
Jos Slotema Graduation Internship at Technip-EPG
Appendix 8: PFD Compression cooler
Bentley MicroStation, By J.Slotema
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
39/40
39
Jos Slotema Graduation Internship at Technip-EPG
Appendix 9: PFD Absorption cooler
Bentley MicroStation, By J.Slotema
-
8/9/2019 Thesis Compression cooling vs Absorption cooling (Jos
Slotema Wu8 0832917).pdf
40/40
40
Appendix 10: PFD Compressor, Economizer
Bentley MicroStation, By J.Slotema