Embed Size (px)
Citation preview

The treasure of gold and silver artifacts from the Royal
Tombs of SipaÂn, Peru Ð a study on the Moche
metalworking techniques
G. HoÈrz*, M. Kallfass
Max-Planck-Institut fuÈr Metallforschung, Seestrasse 92, Stuttgart D-70174, Germany
Received 3 May 2000; accepted 20 August 2000
Abstract
In 1987±1990, a spectacular treasure of gold and silver ornamental and ceremonial artifacts was recovered
scientifically from the unlooted Royal Tombs of SipaÂn, Peru (dated to approximately AD 50±300). These objects
give evidence of the outstanding craftsmanship of the Moche metalsmiths and reflect the various elaborate
metalworking techniques available at that time. The present paper summarizes the results of a study on an array of
artifacts stemming mainly from the tomb of the `̀ Lord of SipaÂn.'' Most of the objects were found to be made of
thin sheet metal (1± < 0.1 mm thick), which was further worked by cutting, embossing, punching, and chasing.
Three-dimensional structures were created from pieces of the sheet metal by mechanical or metallurgical joining
(soldering or welding). The Moche metalsmiths were masters in making objects that looked like pure gold or
silver. In the case of copper objects, the surfaces were often found to be gilded electrochemically by the deposition
of very thin gold films. In the case of objects made of alloys of copper with gold and some silver (tumbaga) or of
copper with silver, the surface gilding or silvering was achieved by the depletion of copper, mostly by selectively
oxidizing the surface copper and etching away the copper oxides that are formed. D 2001 Elsevier Science Inc. All
rights reserved.
Keywords: Archaectechnology; Pre-Columbian metallurgy; Ancient Peruvian metallurgy; Moche metallurgy; Royal tombs of
SipaÂn, Peru; Sheet technique
1. Introduction
Long before the Inca Empire was established,
remarkable cultures and advanced civilizations rose,
flourished, and fell in the Central Andean region,
roughly corresponding to today's Peru. On the north
coast of Peru, after the period of ChavõÂn influence
(1000±200 BC), the cultures of the Moche (AD 0±
700), SicaÂn (AD 700±1375), and Chimu (AD 900±
1440) followed in sequence before the Inca Empire
arose at about 1440. It ended only a hundred years
later with the arrival of the Spaniards at 1533. It
should be emphasized that the Inca Empire drew
extensively on the achievements of the preceding
Andean cultures. In particular, the Inca could profit
by the techniques based on the age-old Central
Andean metalworking tradition. After the conquest
of the Chimu realm, the Inca adopted the artistic
and technical skill of the Chimu metalsmiths by
bringing them to their capital, Cuzco. A series of
comprehensive well-written treatises has been pub-
1044-5803/00/$ ± see front matter D 2001 Elsevier Science Inc. All rights reserved.
PII: S1 0 4 4 - 5 8 0 3 ( 0 0 ) 0 0 0 9 3 - 0
* Corresponding author. Tel.: +49-7022-35103; fax:
+49-711-2095-215.
E-mail address: [email protected]
(M. Kallfass).
Materials Characterization 45 (2000) 391± 420

lished on the various aspects of the pre-Columbian
cultures [1±12].
One of the most remarkable civilizations, pre-
ceding the Inca Empire in ancient Peru, was that of
the Moche (for general reading, see Refs. [2,4,6±
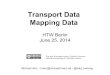
8,11,13±17]). The Moche culture evolved in the
oasis river valleys on the arid north coast of Peru
(Fig. 1). This was around AD 50 when the Roman
Empire was approaching full expanse. Several hun-
dred years later, the cultural influence of the Moche
extended along the coastal plane some 600 km from
north to south between the valleys of the Piura
River and the Huarmey River. Due to the geo-
graphic and climatic conditions, the east-to-west
expansion was, on average, only 80 km. The sub-
sistence of the Moche was based primarily on
agriculture in the river valleys. The establishing of
a complex widespread network of irrigation canals
allowed the cultivation of a large variety of crops.
Additional food was supplied by fishing along the
coast and the rivers and, to a lesser extent, by
hunting. The meat of domesticated animals supple-
mented the Moche diet [14±17].
The Moche society apparently was highly strati-
fied and strictly organized with a high degree of
specialization of labor. It was ruled by an elite of
mighty priests, warriors, and statutory authorities.
Many workers were devoted to the construction and
maintenance of irrigational canal systems, roads,
pyramids, palaces, and temples. The most spectacular
and best-known structures were the Pyramids of the
Sun and of the Moon. As signs of the religious and
political might of Moche rulers, these pyramids were
built in the ceremonial center of the Moche in the
Moche River Valley near today's town Trujillo (Fig.
1). The Pyramid of the Sun (Huaca del Sol) once
contained more than 140 million mold-made and air-
dried adobe bricks and was about 60 m high. At the
Fig. 1. Map of the northern coast and highlands of today's Peru showing river valleys, archaeological sites, and present towns.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420392

time, it was the largest structure built in South
America [15±17].
The crafts of pottery, metalworking, and weaving
were highly developed in the Moche society. The
Moche potters were masters in producing bottles with
stirrup spouts and jars in clay as three-dimensional
sculptures. Moreover, the Moche craftsmen produced
clay jars and bottles in the form of heads that
exhibited individual facial features (portrait vessels).
In particular, the Moche potters were skilled at
decorating ceramic vessels with low-relief designs.
They developed a technique of painting complex
scenes on ceramic vessels that might be compared
to the method employed by the Greek vase painters of
ancient Athens. Such painted clay vessels counted to
the very best art that remained from past Indian
cultures. The presentations offered by the Moche
pottery, both painted and modeled, feature such
objects as men, women, animals, plants, anthro-
morphic demons, and deities engaged in a broad
spectrum of activities including hunting, fishing,
combat, punishment, sexual acts, and elaborate cere-
monies. Much of the pottery art seems to give insight
into the daily life of the Moche as well as religious
ceremonies, thus apparently offering us a vivid record
of some aspects of the Moche culture and society.
However, it is astonishing that many everyday activ-
ities, such as farming, cooking, and pottery making,
are never shown. According to the extensive studies
of Donnan and his scholars on the basis of a photo-
graphic archive of Moche art containing more than
125,000 photographs [16], scenes are often not what
they seem to be but are religious rituals or acts rich in
symbolism. On the other hand, the recent finds
stemming from the Royal Tombs of SipaÂn and from
the tomb of a priestess at San Jose de Moro in the
lower Jequetepeque Valley [73] give solid evidence
that the so-called Sacrifice Ceremony often depicted
in Moche art had actually taken place and the most
important participants had really lived [4,10,11,14±
19,73].
The early introduction of molds and stamps made
the production of ceramics more efficient and allowed
the manufacture of many duplicates of individual
pieces. As a consequence, elaborate ceramics became
available for a wide range of Moche people and were
no longer effective for demonstrating political power,
wealth, and social status. In contrast, metal objects
made of `̀ gold'' and `̀ silver'' were high-status items
and were reserved for the elite [15,16].
Moche metalworking was based primarily upon
objects made of hammered sheet metal. The shaping
of metals and alloys by hammering and subsequent
embossing rather than by casting follows a tradition
that began at the north coast of Peru several centuries
earlier during the period of ChavõÂn influence. The
working of gold in ancient Peru, however, may be
traced back one millenium more to the south-central
highlands of Peru. At the Waywaca site, near the
modern town of Andahuaylas, numerous tiny bits of
hammered thin gold foil have been found by Gross-
man [20] in the burial of a young man and in an
adjacent refuse deposit. In addition, a metalworkers'
tool kit consisting of an anvil and three small ham-
mers made of stone was detected near this site. This
was the earliest documented evidence of metalwork-
ing in the Central Andes, dated to about 1500 BC.
Another two remarkable groups of real goldwork
were discovered at the north coast of Peru near
Chongoyape, in the Lambayeque Valley (Fig. 1), as
described by Lothrop [21]. The artifacts, mostly
ornamental objects, were crafted from hammered
sheet gold. They were of ChavõÂn style and were
dated to the middle of the first millennium BC.
Lothrop [22] depicts a third group of objects, con-
sidered to be in the ChavõÂn style. These artifacts were
made from sheets of hammered gold alloys that
contained silver and some copper. Inspecting the
artifacts in these three groups of gold work, it is
concluded that by the end of the ChavõÂn influence,
precious metal objects were manufactured by apply-
ing the sheet metal technique and the methods of
joining pieces of preshaped metal sheet by soldering
and welding. Besides native gold and native gold±
silver alloys (with some copper), probably gold and
silver were already intentionally alloyed at that time.
ChavõÂn-style artifacts, as described by Lothrop
[21,22], may be considered the earliest works of art
in gold from the Americas [23,24], marking the
visible beginning of the Central Andean tradition in
metalworking. Strikingly, the basic features of this
tradition determined the manufacture of objects in the
Andean area throughout a period of about two
millennia. This period involved the cultures of Cha-
võÂn, Moche, SicaÂn, and ChimuÂ. In Columbia, it
should be noted, the conceptually different tradition
of metalworking by lost-wax casting evolved at the
end of the first millennium BC [23].
Within the Central Andean metalworking tradi-
tion, the Moche metalsmiths were the most sophisti-
cated artisans. Continuing the tradition of the ChavõÂn
smiths, they developed alloys of copper with silver or
with gold and some silver (tumbaga). They used these
alloys in a wide range of compositions to produce
hammered sheet metal to serve as raw material for the
manufacture of objects. Especially, they used the
property of these alloys to develop silver- or gold-
looking surfaces by depleting the surface of copper.
Moreover, they invented the ingenious technique of
electrochemical deposition of thin silver or gold films
onto a copper surface. The techniques developed and
practiced by the Moche smiths were widely adopted
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 393

by the SicaÂn and the Chimu metalworkers. However,
the virtuosity of the Moche smiths and the quality of
their products were unequaled by any of the succeed-
ing cultures, including that of the Inca (AD 1440±
1533) [29]. Information on metalworking in ancient
Peru, in particular at the time of the Moche, can be
found in Refs. [5,9,11,13,15,16,24±34,71,72].
The outstanding craftsmanship of the Moche has
been impressively demonstrated by the vast treasure
of spectacular `̀ gold'' and `̀ silver'' ornamental and
ceremonial artifacts found recently in the Royal
Tombs of SipaÂn. These unlooted tombs were discov-
ered in the ruins of an adobe pyramid, the Huaca
Rajada, near the small village of SipaÂn in the central
part of the Lambayeque River Valley (339 km from
Chiclayo) at the north coast of Peru (Fig. 1) [35±44].
The tombs were excavated during 1987±1990 under
the scientific direction of Walter Alva, director of the
BruÈning Museum (Museo ArqueoloÂgico Bruning) in
Lambayeque. Prior to the discovery of the Royal
Tombs of SipaÂn, most of the precious metal artifacts
attributed to the Moche culture came from grave
looting that was widespread. These objects were
presented as individual works of art in many museums
and private collections and, thus, were without any
reliable geographical and cultural context.
The first royal tomb discovered was that of a 35-
year-old Moche ruler and warrior priest; it is referred
to as the tomb of the `̀ Lord of SipaÂn'' (Tumba del
SenÄor de SipaÂn). The grave has been dated to about
AD 300. The large burial chamber, extending over an
area of 3.25� 2.40 m2 and having a height of almost 1
m, was originally covered with a log ceiling and was
sealed with adobe bricks. The body of the deceased
Lord laid in an elaborate coffin of wooden planks held
together by copper straps and containing rich metallic
ornaments, golden jewelry, and emblems of his worth
and power, which probably signified his triple role as
a ruler, a high priest, and a warlord. Of particular
interest is the discovery that three young women and
two men, who apparently were members of the `̀ royal
court'' of the ruler, were buried in the same chamber
[35±37,39±44].
The two other excavated Royal Tombs of SipaÂn are
designated as the tomb of the `̀ Priest'' (La Tumba del
Sacredote), which is contemporary with the tomb of
the `̀ Lord of SipaÂn,'' and the tomb of the `̀ Old Lord
of SipaÂn'' (La Tumba del Viejo SenÄor), which dates to
the earliest construction phase of the adobe pyramid
Huaca Rajada (AD 50). These tombs also contained a
large number of valuable `̀ gold'' and `̀ silver'' orna-
mental and ceremonial objects. However, they were
not as richly and splendidly endowed as the Lord's
[40,42±44]. Thus, the tomb of the `̀ Lord of SipaÂn''
can be considered to be one of the richest and most
important unlooted burial sites of the pre-Inca period
ever found and archaeologically excavated in the New
World [35±40]. In addition to about 200 ceramic
vessels and a series of utilitarian copper objects, many
valuable metallic burial gifts were recovered, the
greater part being `̀ gold'' and `̀ silver'' ornamental
and ceremonial artifacts (e.g., banners; headdresses;
eye, nose, and chin ornaments; earspools; necklaces;
ceremonial knives; backflaps; and bells). Only those
items that were made of copper±gold (±silver) alloys
and contained a high level of gold in the near-surface
Table 1
Investigated objects from the tomb of the `̀ Lord of SipaÂn'': materials and techniques of manufacture
Materials Objects Techniques
Cu Coffin straps
Spacer bars Working
Handle of a fan
Head of a spear Casting
Cu± As Rattle pellet Casting and working
Cu (Au) Banner with ornamental
platelets
Working and electrochemical
gilding
Cu± Ag `̀ Silver'' ingot Casting
Human-head beads Working, embossing,
Spacer tubings depletion silvering,
Peanut beads and metallurgical joining
Ceremonial knife Casting and working
Cu± Au ±Ag `̀ Gold'' ingot Casting
headdress Working,
Chin ornament embossing,
Ornamental disc depletion gilding,
Ornamental beads and sweat welding
}
}
}
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420394

layer retained their luster during the nearly 1700-year-
long burial in the adobe pyramid. Other items with
high copper content, especially those made of cop-
per±silver alloys and gilded copper, were covered
with green-colored crusts containing copper corrosion
products, or had corroded through and disintegrated
into fragments.
The artifacts found in the tomb of the `̀ Lord of
SipaÂn'' are of outstanding value for several reasons.
They date from approximately AD 300; at that time,
the Moche culture flourished at the north coast of
today's Peru and the metallurgical and metalworking
techniques were highly developed. Because the
objects recovered were attributed to a Moche ruler
and warrior priest, they were undoubtedly high-status
items and, therefore, reflective of the most skillful and
sophisticated manufacturing methods of the period.
Additionally, the objects were found as an ensemble
in context to not only each other but the buried ruler.
Thus, the copper, silver, and gold objects offered a
unique opportunity to study the state of the art of the
elaborate metalworking techniques at the time of the
Moche. Realization of this project was made possible
by the support of the RoÈmisch-Germanisches Zen-
tralmuseum (RGZ), Mainz, that was entrusted with
the conservation, restoration, and reconstruction of a
large part of the finds [37,45,59]. For our extensive
investigations, RGZ supplied the Max-Planck-Institut
fuÈ r Metallforschung, Stuttgart, with samples of
objects stemming preferentially from the tomb of
the `̀ Lord of SipaÂn.'' In the present paper, results on
parts of this study are reported and discussed follow-
ing the classification of objects according to Table 1.
2. Experimental methods
The samples used in this study comprised of
remains or fragments of disintegrated objects, small
pieces of material that broke off items during restora-
tion, and tiny quantities of material that could be
removed from hidden areas of selected artifacts. The
samples were defined by their origin, i.e., they could
be attributed to the specific object and often to the
part or area of the object. In the case of precious
artifacts, due to the condition of preserving them, the
free choice of sampling from points of interest was
restricted. Therefore, the reliability of the results
obtained from the examination of small isolated areas
was improved and supported by many other observa-
tions referring to the whole object. Besides the
appearance of the artifacts in the state after excava-
tion and the observations and experiences of the
restorers during reconstruction and restoration, the
close visual examination of the finds and samples by
the authors of the present work should be mentioned.
The investigated objects were made of copper, of
copper with small amounts of arsenic, and of copper
alloyed with silver or with gold and silver. Those
materials containing considerable amounts of copper
were at least partially corroded and, thus, were fre-
quently brittle. Moreover, the samples were valuable,
unique, and irreplaceable. Therefore, particularly strin-
gent requirements had to be met on their investigation.
Nevertheless, in general, standard methods of sample
preparation (mounting, grinding, and polishing) and
etching could be applied [45±47]. Modifications of the
methods, however, were necessary in the case of
samples exhibiting a composite deformed structure
containing various metallic phases and corrosion pro-
ducts. Some optimized procedures used in etching the
samples have been described in a previous work [45].
The microstructural examination of the materials
was carried out on samples in the polished or etched
condition, initially with the light microscope under
bright field illumination or with polarized light, and
subsequently mostly at higher magnification with the
scanning electron microscope. Using appropriate
methods of etching the residual metallic core of the
samples [45,47], it was possible to obtain information
about the metallurgical and metalworking prehistory
of the materials, e.g., regarding cast conditions,
segregation, deformation, and annealing treatments.
To reveal the species of corrosion of copper-con-
taining artifacts, observation of the microstructure with
polarized light proved helpful because several of the
corrosion products of copper appear in characteristic
colors. Examples are brownish-red cuprite (Cu2O) and
green malachite (CuCO3�Cu(OH)2). It should, how-
ever, be considered that a greenish color can be also an
indication of other copper corrosion products contain-
ing chlorine or sulfur (atacamite and paratacamite,
CuCl2�3Cu(OH)2 or brochantite, CuSO4�3Cu(OH)2).
To differentiate between the green-colored species,
phase analyses using X-ray diffraction by the Guinier
method using CuKa1 radiation [48,49] and electron
beam microanalysis [50,51] must be carried out. How-
ever, X-ray diffraction cannot differentiate between
atacamite and paratacamite, which are polymorphous
modifications of the basic copper chloride
(CuCl2�3Cu(OH)2). When copper-containing artifacts
are buried in soil over long archaeological periods of
time, the basic copper chloride appears often to be in
the paratacamite form [45]. Therefore, and for simpli-
city, in the following text, only the paratacamite
modification together with the possibly present mala-
chite will be referred to. The most important corrosion
products of copper, together with details of their
chemical composition, copper content, lattice struc-
ture, and color, are summarized in Refs. [45,52].
In determining the integral chemical composition
of the samples, analyses were made wherever possi-
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 395

ble of both the remaining metallic regions and the
corroded areas of the samples. Semiquantitative com-
position data were obtained from X-ray fluorescence
analysis (XRFA), while more sensitive quantitative
analyses were made by optical emission spectrometry
with inductively coupled, high-frequency plasma (ICP-
OES) using a polychromator and argon plasma [53,54].
Local element concentrations of small areas of the
sample surface were measured by electron beam
microanalysis. In this technique, the intensities of
characteristic X-rays excited by the electron beam
are measured and analyzed either according to their
respective energies (energy-dispersive spectrometry,
EDS) or wavelengths (wavelength-dispersive spectro-
metry, WDS) [50,51]. At optimum resolution, the
information obtained by WDS is characteristic of a
sample volume with a surface of 1±2 mm in diameter
and a depth of 1±2 mm. It is, thus, possible to analyze
the distribution of elements in the sample surface or
across a section point-by-point at a distance of 1±2
mm from one another. This type of WDS line scan
analysis was carried out on samples exhibiting seg-
regation or various alternately occurring phases.
For the compositional analysis of the near-surface
regions of gilded or silvered artifacts, Auger electron
spectroscopy (AES), in combination with argon ion
sputtering, was a suitable method [55,56]. By mea-
suring the depth profiles of element distribution,
information on changes in the element concentration
to a depth of about 5 mm was obtained [57].
3. Fundamental results
The objects of the tomb of the Lord of SipaÂn
studied in this work are, in particular, ornamental and
ceremonial artifacts exhibiting, after their restoration,
a gold or silver appearance. Most of the items were
found to be made of hammered thin sheet metal of
uniform thickness between about 1 and < 0.1 mm,
while only few objects were manufactured by casting.
Many objects were crafted in parts by embossing and
then joined together along their edges to create three-
dimensional structures. Examples of both mechanical
joining (crimping, stapling, and tab-and-slot techni-
que) and metallurgical joining (soldering and weld-
ing) were detected and studied.
The greater part of the investigated objects was
made of alloys (Table 1) exhibiting various combina-
tions and concentrations of copper, gold, and silver
(Table 2). The bulk compositions of some `̀ gold''
artifacts are marked in the ternary gold±silver±cop-
per phase diagram [61] in Fig. 2 by the points 2±7.
Of special interest was the finding of three ingots
looking like gold and one ingot that was originally
covered with copper corrosion products and had, after
cleaning (by treating the object with a reducing, low-
pressure hydrogen plasma [58]), a grey-silvery
appearance. One of the `̀ gold'' ingots was found on
top of a decomposed headdress and another one was
found in the mouth of the diseased Lord. The third
`̀ gold'' ingot was lying on the Lord's right hand,
whereas the `̀ silver'' ingot was lying on his left hand
[40]. This pairing of gold and silver (here linked with
pairing of right and left sides) obviously was a
common practice in the Moche culture and presum-
ably had a symbolic meaning to the Moche [40,60].
Among the artifacts stemming from the royal tombs,
some more examples expressing the gold ± silver
duality were detected [40].
Compositional analyses data (Table 2) show that
the `̀ silver'' ingot contains only 28.8% Ag, while one
Table 2
Chemical composition of some objects from the tomb of the `̀ Lord of SipaÂn'' (concentrations are for the bulk material and are
given as weight percent)
Object Numbera Method Cu % Au % Ag %
`̀ Silver'' ingot ICP-OESb 66.9 1.3 28.8
`̀ Gold'' ingot 1 ICP-OESb 39.0 48.4 12.7
Ornamental disc 4 ICP-OESb 21.6 61.2 17.0
Ornamental bead 6 ICP-OESb 21.9 53.7 18.7
Ornamental bead 5 WDSc 23.5 58.6 17.9
Ornamental bead 7 WDSc 46.5 45.0 8.5
Chin ornament 2 WDSc 54.5 35.6 11.1
Headdress 3 WDSc + ICP-OESb 60 34 6
Human-head bead Structural analysisd 79 1 20
Peanut bead Structural analysisd 15 ± 85
Ceremonial knife Structural analysisd 50 ± 50
a Numbers refer to the notation in the ternary Ag ±Au ±Cu diagram in Fig. 2.b ICP-OES analyses are based on sufficient quantities of material.c WDS analyses are restricted to small isolated material areas; data are of less reliability.d Estimated values on the basis of the structural distribution of Cu-rich and Ag-rich phases are less reliable.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420396

of the `̀ gold'' ingots has a gold content of 48.4%.
These ingots have the shape of an inverse flat cone,
the height amounting to 16.5 or 11.5 mm, respec-
tively, and the diameter at the upper surface amount-
ing to about 47 mm for both items (Fig. 3). As
illustrated in Fig. 4, the silver ingot exhibits wrinkles
of solidification on the plain upper surface and some
cavities with small remains of charcoal and wood on
the bottom cone surface. The wood could be attrib-
uted to the tree species, Prosopis juliflora (Sw.) DC,
designated by the inhabitants in South America as
`̀ Mesquite, Cuji'' (D. Grosser, Institut fuÈr Holz-
forschung, UniversitaÈt MuÈnchen, Germany, private
communication, 1998).
Metallographic examinations of bits of the above
described silver and gold ingots revealed typical
dendritic cast structures (Fig. 5). As predicted by
the constitution of the silver±copper phase diagram
in Fig. 6 [63], the microstructure of the silver ingot
is heterogeneous, containing dark primary crystals
rich in copper (WDS analyses yield a solid solution
of 8% Ag in 92% Cu) that are embedded in an
eutectic mixture of bright silver and dark lamellar
copper crystals (Fig. 5a). The dendritic microstruc-
Fig. 2. Phase diagram of the ternary gold±silver± copper
system showing the semicircular-shaped a1 + a2 eutectic
miscibility gap AK2B at 800°C and isotherms of the
miscibility gap at lower temperatures [61]. EK1 denotes
the monovariant eutectic curve describing the three-phase
equilibrium a1 + a2 + L formed below 800°C. K1 is the
eutectic melt that is in equilibrium with the critical solid
solution a. a, a1, a2, and L denote, respectively, solid
solutions and the melt. The points of composition 1± 7 refer
to the `̀ gold'' ingot and some `̀ gold'' artifacts.
Fig. 3. Side views (schematically): (top)`̀ silver'' ingot and
(bottom) `̀ gold'' ingot.
Fig. 4. Cleaned `̀ silver'' ingot. (a) View on the plain upper
surface showing wrinkles of solidification. (b) View on the
convex bottom cone surface revealing remains of charcoal
and wood.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 397

ture of the gold ingot shows solid solution segrega-
tion (Fig. 5b). WDS analyses indicate that the
compositions of the dark primary crystals (47.7%
Au, 6.0% Ag, and 45.7% Cu) and the solidified
bright residual melt (46.1% Au, 19.9% Ag, and
33.1% Cu) differ markedly in the copper and silver
concentrations, whereas the gold concentrations are
only slightly different. These data can be understood
by consulting the constitution of the ternary gold±
silver±copper system [62,74]. From temperature vs.
copper concentration sections showing the liquidus
and solidus for several gold concentrations [62], it
can be suggested that from a melt exhibiting the
composition of the investigated gold ingot (48.4%
Au, 12.7% Ag, and 39.0% Cu), primary crystals,
which are richer in copper than the solidified resi-
dual melt, should be formed.
Noticeable is the observation that in the structures
of both ingots, many cavities and copper oxide
particles are present. Inspecting the concentration
data in Table 2, it is evident that the bulk chemical
compositions of the gold and silver ingots are not
representative for any of the materials used in the
manufacture of the investigated objects. For the gold
artifacts, this is illustrated in the ternary Au±Ag±Cu
phase diagram in Fig. 2 by the array of points of
composition for the gold ingot (point 1) and some
objects (points 2±7). The scatter of compositional
data reflects the skill of the Moche metalsmiths to
smelt and work alloys of copper with gold and silver
in a wide range of concentrations.
Moche metalsmiths used copper extensively, not
only as a base metal in alloys with gold (tumbaga) or
with silver, but also for the manufacture of copper
objects, such as tools, implements, and weapons [29].
Correspondingly, such utilitarian items were also
found in the tomb of the `̀ Lord of SipaÂn.'' The
functional copper objects investigated in this work
(Table 1) were made from rather pure copper, sug-
gesting that the material had been smelted from an
oxidic ore or from copper carbonate ore. Only one
Fig. 5. Scanning electron micrographs of the cast structures of the `̀ silver'' and `̀ gold'' ingots shown in Figs. 3 and 4. (a) Two-
phase structure of the copper± silver alloy with primary dendritic crystals rich in copper (dark) embedded in an Ag ±Cu eutectic
mixture. (b) Dendritic structure of the gold± silver± copper alloy showing solid solution segregation. Sample (a) polished,
viewed with backscattered electrons; sample (b) etched in saturated potassium dichromate solution + HCl (5:1).
Fig. 6. Phase diagram of the eutectic silver± copper sys-
tem [63].
Fig. 7. Cleaned coffin straps. With the permission of the
RGZ, Mainz.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420398

item contained small amounts of arsenic. Since this
object (copper rattle pellet) was manufactured before
AD 300, it is less probable that the copper±arsenic
alloy was smelted intentionally. According to Lecht-
mann [33] and Shimada and Merkel [71], the Moche
metalsmiths seem to have experienced and used
copper±arsenic alloys probably only at late Moche
times. The large-scale production of these alloys
began much later, around AD 900, when the SicaÂn
culture flourished on the north coast of Peru.
The dominating features in Moche metallurgy
and metalworking technique were the fabrication
and use of high-quality thin sheet metal and, in
particular, the surface color of the objects. This is
impressively demonstrated by the treasure of artifacts
from the tomb of the `̀ Lord of SipaÂn,'' appearing
(after restoring) in gold and silver splendor. In the
present study, it could be confirmed that the Moche
artisans were masters in the gilding and silvering of
objects. Examples for the application of two sophis-
ticated techniques [29,30] were detected: (i) the
electrochemical gilding of copper objects (electro-
chemical replacement plating) and (ii) the gilding or
silvering of objects made of copper±gold±silver
(tumbaga) or copper±silver alloys, respectively, by
selective removal of copper from the near-surface
regions of the items (depletion gilding or silvering).
It was found that in most cases, the development of a
gilded or silvered surface on the investigated artifacts
was an inevitable consequence of the processing
technique including alternating hammering, anneal-
ing, and pickling off the surface copper oxide formed
in their process.
4. Working of copper
4.1. Functional objects
Among the investigated copper objects of func-
tional nature (Table 1) are coffin straps (Fig. 7),
which were used to lash together the wooden planks
of the Lord's coffin [40,45]; spacer bars, which were
used to stabilize a beaded pectoral and to keep
multiple strands of shell beads (made from spondylus
mussel shells) parallel to one another [40,45]; and the
handle of a fan. In spite of partial heavy deteriora-
tion, comprising both surface layer and bulk corro-
sion products of copper, the examined objects, in
general, exhibited a residual metallic copper core.
This is illustrated in Fig. 8a and b for the handle of a
fan and a coffin strap, respectively. The metallic core
of the handle of the fan was found to have the
structure of a deformed material with numerous
cuprite precipitates (Fig. 8c) that are aligned parallel
to the longitudinal axis of the handle indicating the
direction of deformation. Many cuprite particles
arranged parallel to the object's axis were detected
also in the metallic structures of the coffin straps and
spacer bars showing that these items, too, were
fabricated from cast copper material by hammering.
However, these metallic cores were completely
recrystallized, as documented in Fig. 8d, for the
sample of a coffin strap. This gives evidence of a
final annealing treatment of the coffin straps and
spacer bars with the aim to make the materials
ductile. Correspondingly, low Vickers hardness num-
bers were measured in the areas of the metallic
remains of the examined coffin strap (66 HV 0.1 to
82 HV 0.1) and spacer bar (95 HV 0.1). Much higher
was the hardness of the metallic handle of the fan
(154 HV 0.1) that was, in the final state, deformed.
Considering the function of the described objects, it
seems reasonable that the handle of the fan was left
in a final work-hardened state, whereas the coffin
strap and spacer bar finally were soft-annealed to
allow bending.
Examples for objects fabricated from copper by
casting were the head of a spear and a rattle pellet. The
investigated fragment of the spearhead, shown in Fig.
9, was roughly cleaned. It was 18 mm long, exhibiting
a circular cross section with a diameter of 3.5 mm at
the lower end and of only 1.4 mm at a distance of 1
mm below the tip of the spear. The cross-sectional
view of the spear in Fig. 10a reveals an extended
cavity in the center and some notches at the outer
surface of the spear, which can be interpreted as
casting flaws. As shown in Fig. 11a, the notches are
covered with a layer of blue±green malachite/para-
tacamite, indicating that they were already present
when the spear had been ready-fabricated.
The metallographic examination of cross and
longitudinal sections of the spear fragment combined
with EDS analyses revealed that the item had exten-
sively transformed into corrosion products. Inspect-
ing Fig. 11a, it can be concluded from the brown±
red color that cuprite (Cu2O) is the dominating
species in the bulk of the spear. The structure
consists apparently of many fine grains. This is
confirmed by the scanning electron micrograph of
a fracture surface at higher magnification in Fig. 10b.
In contrast, the tip of the spear shows large areas of
compact blue±green malachite/paratacamite and red
cuprite (Fig. 11b).
Copper pellets were found inside a series of
objects from the royal tomb, e.g., in the cones
attached at the lower edge of the banner shown in
Fig. 14 (see Section 4.2), in human-head-shaped
beads (Fig. 21), peanut beads (Fig. 25), single bells,
and bells as parts of backflaps (M. Fecht, RoÈmisch-
Germanisches Zentralmuseum (RGZ), Mainz, Ger-
many, private communication, 1998). They were
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 399

intended to give the objects the function of rattles.
The investigated pellet (diameter: 12 mm) stemming
from an ornamental cone of the banner was covered
with a crust of cuprite and malachite/paratacamite. It
had been cast from a copper material containing, on
an average, about 1.5% arsenic. The cross section
Fig. 11. Light micrographs of spear fragments, viewed in polarized light. (a) Detail of the cross section in Fig. 10a showing red
cuprite in the materials bulk and green malachite/paratacamite corrosion products covering the spear and the notch surfaces. (b)
Longitudinal section of the near-tip area of the spear exhibiting heavy corrosion (red: cuprite, blue±green: malachite/
paratacamite). Samples (a) and (b) polished. (Magnification bars are 100 and 400 mm, respectively.)
Fig. 8. Light micrographs of longitudinal sections of the handle of a fan and of a coffin strap, viewed in polarized light. (a,b)
Corrosion products encase the metallic core of the samples. (c) The copper core of the handle of the fan is heavily deformed,
exhibiting numerous aligned cuprite particles. (d) The copper core of the coffin strap shows a recrystallized structure with
annealing twins and many aligned cuprite particles. Samples (a) and (b) polished, sample (c) etched in 20% ferric chloride
solution, and sample (d) color etched in Klemm III reagent. (Magnification bars measure 200, 1000, 50 and 40 mm, respectively.)
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420400

through the pellet in Fig. 12a shows a large cavity in
the bulk that obviously is a casting flaw. This cavity
is connected to the surface of the pellet by a fissure.
Inside and along these defects, much brown±red
cuprite had formed. Etching of the sample section
revealed the occurrence of a cored dendritic cast
structure with pronounced solution segregation in
the center of the pellet segment and with weak signs
of deformation and recrystallization (Fig. 12b). In the
near-surface area, a recrystallized structure with
extended parallel segregation bands could be made
visible by Klemm III color etching (Fig. 12c). In
WDS line scans, the segregation is reflected by
periodical changes in the arsenic content, the con-
centrations ranging between 0.2% and 1.8% (Fig.
13). These structural features give evidence that the
cast copper pellet was brought in its final shape by
working and was subsequently annealed.
It should be noted that among the investigated
objects excavated from the tomb of the Lord of SipaÂn,
the rattle pellet was the only one that was fabricated
from copper containing small amounts of arsenic. It
may be supposed that the arsenic had been added to
the copper accidentally and not intentionally. Follow-
ing the present knowledge [33], the Moche smiths
began to experience and use arsenical copper only in
the late Moche times.
Fig. 9. Cleaned head of a spear (length: 14 mm, diameter at
the lower end: 3.6 mm).
Fig. 10. Scanning electron micrographs of polished cross
sections at the lower end of the spear fragment showing (a)
an extended cavity in the center and notches at the surface
of the spear and (b) the fine grain structure at the surface
of a fracture.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 401

4.2. Banner with ornamental platelets
A series of objects found in the tomb of the Lord of
SipaÂn was identified to be manufactured of gilded
copper sheet. Examples are some human male figures,
numerous platelets, and many rattle cones that were
sewn on a shirt-like garment of the Lord or were part
of two banners. One of the banners, after cleaning and
reconstructing, is shown in Fig. 14. It is 54 cm broad
and 48.5 cm high; originally, it consisted of two or
more layers of coarse cotton cloth on which a human
male figure and many platelets, all made of gilded
copper sheets, were sewn. The central figure in high-
Fig. 16. Cross section through the ornamental platelet in Fig.
15 revealing a microstructure with copper corrosion
products in the bulk and above the original surface of the
platelet that is marked by a thin `̀ gold'' film (2± 6 mm thick).
Sample polished and viewed in polarized light. (Magnifica-
tion bar is 100 mm.)
Fig. 14. Cleaned and reconstructed banner with numerous
ornamental platelets and a central human male figurine in
high-relief (width: 54 cm, height: 48.5 cm).
Fig. 12. Light micrographs of cross sections through a copper pellet, viewed in polarized light. (a) Metallic bulk containing a cavity
filled with red cuprite. (b) Cored dendritic cast structure in the center of the pellet segment exhibiting solid solution segregation of
arsenic in copper. (c) Recrystallized structure in a near-surface region showing zones of segregation worked out into bands. Sample
(a) polished; samples (b) and (c) color etched in Klemm III reagent. (Magnification bars are 1000, 100, and 200 mm, respectively.)
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420402

relief, which is assembled from individual pieces, is
richly decorated and exhibits a flat helmet, raised
arms, and the feet pointing out to the sides. The
ornamental platelets surrounding the small figure are
approximately quadratic; those located along the outer
edges of the banner were each embossed to show the
relief of an ulluchu fruit. Along the lower edge of the
banner was a row of attached gilded copper cones (not
visible in Fig. 14) serving as decorative fringe [40].
The cones exhibited a banded surface relief; they were
hollow and contained copper pellets that gave them
the function of rattles (see Functional objects).
When the banner was excavated, the metallic
items were covered with a dark green patina layer.
As an example, Fig. 15 shows an ornamental platelet
with an ulluchu fruit relief (dimensions: 32� 29
mm2). In a small area at the center of the fruit, where
the green corrosion crust has been removed, the
original surface of the gilded copper platelet is visible
(bright). The microstructure of a polished cross sec-
tion through the platelet, viewed in polarized light, is
presented in Fig. 16. It is seen that the item, which is
approximately 0.4 mm thick at the center, is heavily
corroded throughout. A thin `̀ gold'' film (2±6 mm)
clearly marks the original surface of the platelet and
separates the dark-brown-colored corrosion species in
the bulk of the platelet from the thick corrosion layers
that developed above the gold film. The exterior
corrosion crust consists mainly of reddish-brown
and orange cuprite (copper (I) ± oxide, Cu2O),
green-to-blue malachite (basic copper carbonate,
CuCO3�Cu(OH)2), and paratacamite (basic copper
chloride, CuCl2�3Cu(OH)2) [45]. The metallographic
examination of some other samples confirmed that
the copper platelets have, in general, completely
decomposed into corrosion products during the
nearly 1700-year-long burial. Only the thin gold films
withstood the corrosion attack, enabling a restoration
of the platelets to give them a lustrous appearance
similar to what they had once been.
It is of interest to note that the transformation of
copper into corrosion products results in an increase
of volume; e.g., the ratio of the molar volumes of
copper and cuprite amounts to 1:2. In spite of this,
the gold films obviously have maintained their
original shape (Fig. 16). Therefore, it must be
assumed that in a first stage of the corrosion of the
platelets, copper ions diffused through the gold film
to the outer surface where they were oxidized and
formed a cuprite layer. This layer increased in
thickness and then lost adherence to the surface. In
a later stage, in the presence of carbon dioxide,
water, and chlorides, cuprite partially transformed
into malachite/paratacamite. In addition, the corro-
sion of copper took place also in the bulk of the
platelets beneath the gold film. The growth of the
inner voluminous copper oxides was supported by
the many lattice defects, especially vacancies and
pores that had formed during the preceding outward
diffusion of copper [45].
There is no doubt that the Moche metalsmiths
crafted the copper platelets by applying the sheet
technique. This method comprises the shaping of the
original cast ingot into sheet metal by alternate
hammering and annealing. Actually, the cross-sec-
tional views through some corroded platelet frag-
ments revealed a layered structure that indicates the
previous heavy deformation of the material (Fig. 17).
Frequently, in such micrographs, a weak recrystal-
lized structure of large grains was seen to be super-
Fig. 13. Examination of the segregation bands shown in Fig.
12c by a WDS line scan of the arsenic concentration vs.
distance across a small area of the sample.
Fig. 15. Ornamental platelet (32� 29 mm2) with an ulluchu
fruit relief covered with a green patina layer and showing a
small area of the bare original gilded surface.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 403

imposed on the prevailing layered deformation struc-
ture. This observation suggests that the material was
annealed subsequent to the copper working. Addi-
tional indications of an annealing treatment can be
seen in Fig. 18, which shows a fracture surface across
a small residual metallic region of a platelet fragment.
The forced fracture is of the mixed type and exhibits
large recrystallized grains and twins as well as many
pores. The pores are frequently elongated in one
direction, thus indicating the previous directional
working of the material.
Special attention was focused on the characteris-
tics of the gold films encasing the platelets. The
inspection of microstructures like those presented in
Figs. 16 and 19 shows that the thin gold films on the
whole are rather uniform and even, but they exhibit
short distance variations in thickness from 2 to 6 mm.
Due to defects, the films are not continuous. Strik-
ingly, the gold films closely follow the original sur-
face of the copper platelets and even cover their
edges. Thus, the films resemble modern deposits
produced electrochemically [64±66].
EDS and WDS analyses revealed that the coat-
ings consist not of pure gold but a gold±copper
solid solution (containing some silver) that changes
in composition across the film. For example, near
the interface between the film and the (corroded)
copper the composition was 70% Cu, 28% Au, and
2% Ag, whereas in the center of the film the
composition was 56% Cu, 41% Au, and 3% Ag.
From these results, it may be concluded that the
platelets were heated after being coated with the film
of gold. Due to this treatment, interdiffusion of
copper and gold across the gold±copper interface
took place, resulting in the formation of a transient
solid solution zone. This process was accompanied
by an increase of the thickness of the original
deposited gold film. The interdiffusion between the
copper and gold can be expected to have occurred
preferentially along grain boundaries. Thus, some of
Fig. 17. Light micrograph of the cross section of a platelet
fragment showing the layered structure of the corroded bulk
of the material. Sample polished and viewed in bright field.
Fig. 18. Scanning electron micrograph of a recrystallized
residual metallic region in the bulk of a platelet showing the
surface of a forced fracture (mixed type) with large grains,
twins, and elongated pores.
Fig. 19. Cross section of a platelet fragment revealing
details of the `̀ gold'' film> embedded in the corrosion
products of copper. The gold film closely follows the original
surface of the copper substrate and covers even the edges.
Sample etched in 50% aqueous HNO3 solution and viewed in
bright field.
Fig. 20. Scanning electron micrograph of the near-surface
region of a platelet fragment revealing a bamboo-like grain
structure of the `̀ gold'' film. Sample etched in 50% aqueous
HNO3 solution.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420404

the tiny protrusions of the gold±copper film directed
into the interior of the platelet (Fig. 19) may reflect
former grain boundaries of the metallic copper
intersecting the surface of the platelet. Remarkably,
the decoration film shows a bamboo-like structure
(Fig. 20) that might be considered as a further
indication for an annealing treatment of the platelets
subsequent to the gilding procedure. It is possible
that the abovediscussed signs of recrystallization in
the bulk of the platelets (Fig. 18) are caused also by
the heating of the platelets after their coating with
the gold film.
Of great interest is the method applied by the
Moche metalsmiths to gild the copper objects. This
problem has been treated previously by Lechtman
[29,64±66] in her study on gilded copper objects of
Moche style found at Loma Negra, located in the
Piura Valley in northern Peru. The Loma Negra
copper objects were also made of hammered sheet
metal and exhibited remarkably thin (0.5±2.0 mm)
and uniform gold (or silver) coatings that, in their
characteristics, were similar to those of the gold films
on the SipaÂn ornamental platelets. Probably, these
objects were manufactured by the Moche at about the
same time when the artifacts stemming from the tomb
of the `̀ Lord of SipaÂn'' were made [40]. By perform-
ing experiments designed to reproduce the gilding of
copper, Lechtman demonstrated that the Moche
metalsmiths achieved the surface gilding by a sophis-
ticated electrochemical deposition method that today
is referred to as electrochemical replacement plating
[29,64±67].
Following the studies of Lechtman, the Moche
metalsmiths presumably dissolved gold (which con-
tained some silver) in aqueous mixtures of corrosive
minerals, such as common salt (NaCl), potassium
nitrate (KNO3), and potassium aluminum sulfate
(KAl(SO4)2�12H2O). These minerals were available
in the desert environment at the north coast of Peru.
It should be noted that in mixing the above minerals
in equal parts, a highly acidic aqueous solution is
obtained containing trivalent gold ions from which
chloroauric acid (H(AuCl4)�3H2O) would crystallize.
Therefore, Lechtman, in her experiments, alkalized
the solution to a pH value of 9. Only then did she
succeed in coating a copper sheet with a film of gold
approximately 1 mm thick, when the sheet was
dipped for 5 min in a gently boiling solution. To
bond the film permanently to the copper surface, the
object was heated at a temperature between about
500°C and 800°C at which solid-state diffusion of
copper and gold could proceed. Due to this treatment,
a transient gold±copper zone developed at the sur-
face and the copper objects began to recrystallize.
Both phenomena were observed on the investigated
ancient items.
The electrochemical replacement plating can be
characterized by the ion exchange reaction [68]:
2Au3� � 3Cu) 2Au0 � 3Cu2�
according to which copper is dissolved in the
electrolytic solution as ions, while gold ions from
the solution are deposited and neutralized on the
copper surface. The reaction is based on the large
potential difference between gold (noble) and copper
(less noble) in the electrochemical series of chemical
elements. It requires anodic (positive) and cathodic
(negative) areas, which are provided by different parts
of the same copper surface. As supposed by Lechtman
[29], small pits or irregularities on the surface of the
copper may act as anodes. The anodic activities
should continue as long as possible to favor deposition
of gold onto the adjacent cathodic surface areas.
5. Working of copper±silver alloys
5.1. Human-head beads
The investigated ``silver'' human-head beads
belong to a necklace of 10 beads. Fig. 21 shows one
of them after cleaning and restoring. When the head
beads were excavated, they were covered with green-
colored crusts containing copper corrosion products,
indicating a high copper content; some of the beads
had even disintegrated into fragments. Made from thin
sheets of a copper±silver alloy by embossing, punch-
ing, and chasing, the head beads were hollow and
composed of two halves (one for the face and one for
the back of the head) that were joined metallurgically
along their edges. Inside each of the beads, two copper
Fig. 21. `̀ Silver'' human-head-shaped bead after cleaning
and restoration (width: 5.1 cm, height: 4.0 cm) that belongs
to a necklace of 10 beads.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 405

pellets were placed to stabilize the necklace and to
give it the function of a multirattle when moved. The
shapes, dimensions (ranging from 5.0 to 5.2 cm in
width and from 4 to 5 cm in height), and facial
features are similar but differ from head to head.
These slight variations suggested that the Moche
metalsmiths had crafted the beads by using mold-
shaped beds and by subsequently working out the
details individually. Originally, the head beads were
kept apart by spacer tubings that were made of thin
sheets of metal (thickness: 0.15 mm) of the same
copper±silver alloy as used for the head beads.
For studying the structure and chemical composi-
tion of both the human-head beads and the spacer
tubings, several fragments of these items were
sampled. The metallographic examination of many
cross sections revealed two different types of micro-
structures. The first type (Fig. 22) is characterized by
a lamellar microstructure typical for a drastically
deformed heterogeneous material. This structure is
reflected in WDS line scans (Fig. 23) by periodical
changes in the copper and silver concentrations. The
bright lamellae, which frequently are disintegrated
into stringers and globules (Fig. 22 a and b), are
found to be rich in silver, while the dark broader
layers are rich in copper. The copper is partially
transformed into its corrosion products, cuprite and
malachite/paratacamite. This can be concluded by
examining the microstructure of polished sample
sections with polarized light.
The occurrence of the lamellar microstructure can
be understood by considering that the human-head
beads and the spacer tubings were crafted from thin
sheet metal. The sheet material itself was made from
the cast ingot of a copper±silver alloy having the
probable composition of 79% Cu, 20% Ag, and 1%
Au. The concentrations of copper and silver were
estimated from the fractional areas of the copper-rich
and silver-rich phases appearing in cross-sectional
views of fragments of the objects (Fig. 22a). As
predicted by the constitution of the eutectic silver±
copper system (Fig. 6) [63] and illustrated by the
exemplary cast structure in Fig. 5a, the melt of this
alloy is expected to solidify through the formation of
primary dendritic copper-rich crystals and an eutectic
mixture of silver and copper crystals. When the ingot
was alternately hammered and annealed, the consti-
tuents became increasingly elongated in the direction
of the material flow. After many cycles of hammer-
ing and annealing, the original cast structure was
transformed into a structure exhibiting an increasing
phase separation into alternating silver-rich and cop-
per-rich lamellae. This microstructure was character-
ized by large interfacial areas between the two
phases with a high interfacial free energy. Hence,
the disintegration of the thin silver lamellae into
small stringers and globular particles, as observed
Fig. 22. Scanning electron micrographs of the polished cross section through a head-shaped bead fragment. (a) Lamellar structure
of the heavily deformed material consisting of silver-rich lamellae, stringers, and globules (light) embedded in copper-rich layers
(dark). (b) Detail of the section in (a) showing the morphology of the silver-rich phase (light).
Fig. 23. WDS line scans of the concentrations of copper
(Cu), silver (Ag), and gold (Au) as a function of the distance
across a small area of a layered structure like that shown in
Fig. 22.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420406

in Fig. 22b, can be attributed to the tendency to
minimize this energy.
Another direct consequence of the metalworking
by alternate hammering and annealing was the for-
mation of a silvered surface on the sheet metal.
During the intermediate annealing treatments to keep
the material malleable, copper oxide formed on the
surface. The Moche metalsmiths probably removed
the oxide scales using acidic plant juices or stale
urine that had degraded to ammonia. After many
cycles of hammering, annealing, and pickling off the
copper oxide, the copper±silver sheet in the near-
surface region was depleted of copper and enriched
with silver. As a result, the object that was manu-
factured from this sheet metal appeared as if it were
made of pure silver (depletion silvering) [29],
although the copper ± silver alloy contained only
about 20% silver.
The second type of microstructures (Fig. 24)
detected in some other fragments of human-head
beads, but not of spacer tubings, exhibits the char-
acteristics of a cast material. Using EDS and WDS
analyses, the large light- or dark-grey grains could be
identified as being rich in copper, while the white
structural elements are silver-rich. The copper was
found to have at least partially transformed into
corrosion products. An estimation of the silver con-
centration again led to a value of about 18%. Thus,
both structures observed in fragments of human-head
beads obviously are based on the same original
copper±silver alloy and, moreover, the pseudo-cast
structure must have developed from the deformed
structure. By considering the features of the eutectic
silver±copper phase diagram in Fig. 6, it is evident
that this transition required an intermediate heating of
the material to a point at least above the eutectic
temperature of 779°C. As a result, the material
transformed from the solid into a semiliquid state in
which solid copper-rich crystals were embedded in a
silver-rich melt. After slow cooling, microstructures
like that shown in Fig. 24 can be expected to develop.
It may be assumed that the high-temperature treat-
ment of the material was performed locally to join the
two halves of a head-shaped bead along their edges.
Although this assumption could not be proven based
on an examination of the head-bead samples, such
joining was detected in the analysis of a `̀ silver''
peanut bead.
5.2. Peanut beads
The investigated `̀ silver'' peanut beads belong to a
necklace consisting of two strands, each with 10
beads. Five of them were made of `̀ gold '' and the
other five of `̀ silver,'' thus expressing the Moche's
pairing of gold and silver in a symbolic duality
[40,60]. In Fig. 25, a small section of the necklace is
reproduced after restoration. As found for the human-
head-shaped beads, the hollow peanut beads comprise
two halves that were joined metallurgically along their
edges. Moreover, these beads also contained copper
pellets and were made of thin sheets of a copper±
silver alloy. However, contrary to the case of the
Fig. 24. Scanning electron micrographs of the polished cross section of another head-shaped bead fragment. (a) Pseudo-cast
structure consisting of copper-rich crystals (light and dark grey) and a silver-rich eutectic mixture (light). (b) Detail of the section
in (a) showing partial corrosion of the copper-rich crystals.
Fig. 25. Cleaned and restored `̀ silver'' and `̀ gold'' peanut
beads (width: 6.8±8.7 cm, height: 3.1±4.1 cm) belonging to
a necklace.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 407

investigated head beads, the silver concentration was
determined to be very high, amounting to about 80%.
The metallographic examination of peanut frag-
ments revealed structures that were typical for either
deformed or cast material. Fig. 26 shows a pseudo-cast
microstructure with large grains, which are partially
embedded in a mostly degenerated eutectic. Based on
EDS and WDS analyses, the grains were found to be
rich in silver. As with the head-shaped beads, the
occurrence of a pseudo-cast structure indicates that
in the manufacture of the peanut beads, an intermedi-
ate local heating of the material had been carried out
above the eutectic temperature of 779°C (see phase
diagram in Fig. 6). This heating was certainly neces-
sary to join the halves of the peanut beads.
Fig. 27 illustrates cross-sectional views through a
peanut fragment showing a joint that is composed of
the two parts of the peanut and a filler material
introduced between these parts. In Fig. 27a, the areas
of the peanut pieces are shown in bright field,
whereas the filler material is tinted red. It is seen that
the peanut pieces were joined in a configuration by
which the pieces were slightly spread out and slightly
overlapping along their edges.
EDS analyses carried out across the joint
revealed that the composition of the filler is only
slightly different from the composition of the peanut
material. These results suggest that both materials
originated from the same or similar alloys. The filler
does, however, exhibit a higher concentration of
defects than that of the two peanut pieces. In the
micrograph of Fig. 27b, viewed in polarized light,
the defects appear differently colored, indicating the
presence of cuprite, malachite/paratacamite, or cal-
cium carbonate. The small white areas simply repre-
sent bubbles. Most striking is the perfect union of
the two peanut parts mediated by the filler material.
This technique of joining certainly made great
demands on the skill of the Moche metalsmiths. In
particular, a reliable control of the local heating of
the joint was necessary to avoid complete melting of
the materials involved.
5.3. Ceremonial knife (tumi)
Another object examined, manufactured from a
copper±silver alloy, is the ceremonial knife (tumi)
shown in Fig. 28 after cleaning and restoring. The
tumi is photographed against a gold backflap and
together with some owl-head beads. In Moche art,
tumis are frequently depicted as being used to cut off
the heads of prisoners or human sacrifices. They were
also made from copper±gold±silver alloys. In the
tomb of the Lord of SipaÂn, the symbolic duality of
silver and gold objects is reflected by a pair of tumis
of comparable form and size (11.5 cm high for the
gold tumi and 12.0 cm for the silver tumi) [40,60].
Both tumis rested on the chest of the deceased Lord
together with four necklaces (see Fig. 42). The upper
narrow part of the silver knife in Fig. 28 serves as a
handle; the wider part at the bottom (8.2 cm broad) is
the blade. The cutting edge, however, is not sharp,
indicating that the tumi was not for use as a knife but
had the meaning of an ornamental object that could
have been worn at the belt. For this use, the top of the
handle is perforated, allowing to draw a loop of
cordage through the hole.
In Fig. 29, cross sections of a tiny sample
stemming from a region near the edge of the tumi
are represented. The microstructure in Fig. 29a,
viewed in bright field, shows the characteristic
structural features of the casting of a copper±silver
alloy consisting of primary dendritic crystals and an
eutectic mixture. EDS and WDS analyses revealed
that the light- and dark-brown primary crystals are
rich in copper (differing slightly in concentration),
whereas the light eutectic mixture, in which numer-
ous small dark copper-rich particles are embedded,
is rich in silver. Fig. 29b shows a detail of this
Fig. 26. Scanning electron micrograph of the polished cross section of a peanut fragment. (a) Pseudo-cast microstructure with
silver-rich crystals embedded in a eutectic mixture of silver and copper crystals. (b) Detail of the section in (a) showing the fine
lamellar structure of the eutectic mixture.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420408

structure that can be compared with that of the cast
silver ingot in Fig. 5a. The concentration changes in
copper and silver and the constant concentration of
gold impurities are clearly reflected by the WDS line
scans in Fig. 30. Striking is the occurrence of a
broad near-surface zone that is practically free of
copper particles and contains about 90% silver. This
zone, which might be 15±40 mm deep (Fig. 29a),
gives the tumi the appearance of pure silver,
although the average silver content of the original
copper±silver alloy may be estimated to be lower
than 50%. To achieve the surface silvering, the
Moche metalsmiths probably removed the near-sur-
face copper by selective chemical dissolution. Con-
sidering the broad copper-depleted zone, it must be
assumed that the object was heated intermediately in
order to initiate the diffusion of copper to the surface
with subsequent oxidation of copper and etching
away the copper oxides that form in the process.
The metallographic results on the ceremonial
knife give evidence that this object was manufac-
tured by casting. This technique was considerably
less frequently applied by the Moche metalsmiths
than the sheet technique [29]. It is thought that
casting was done using an open mold. The edges
of the tumi were rounded by a subsequent hammer-
ing. As a consequence, the thickness of the ceremo-
Fig. 27. Cross section through the joined region of two parts of a peanut bead showing that the filler material contains a high
density of defects (bubbles and inclusions). Polished section viewed in (a) bright field; the filler material tinted red and in (b)
polarized light. (Magnification bar is 500 mm.)
Fig. 28. Cleaned and restored ceremonial `̀ silver'' ceremo-
nial knife (tumi) with a width up to 8.2 cm and a height of
12.0 cm. The tumi is photographed together with a `̀ gold''
backflap and some original owl's head beads.
Fig. 29. Cross sections through a tiny sample of the tumi
edge exhibiting a dendritic cast microstructure that consists
of primary copper-rich crystals (brown or dark-toned)
embedded in a eutectic mixture of copper and silver crystals.
(a) Sample color etched in Klemm III solution and viewed in
bright field (magnification bar is 30 mm). (b) Scanning
electron micrograph of polished sample.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 409

nial knife decreases from the central areas (2.2±2.6
mm) to the edges (1 ± 2 mm). The mechanical
deformation is also reflected by the microstructure
in Fig. 29a, which shows that the copper-rich crys-
tals near the edge of the tumi are elongated parallel
to the surface.
6. Working of copper±gold±silver alloys
6.1. Headdress
Beneath the banner shown in Fig. 14, another
spectacular ornamental object was found in the tomb
of the Lord of SipaÂn (Fig. 31). It was covered with
green copper corrosion products, indicating a rather
high copper content. In spite of this, after cleaning
and restoring, the object exhibited a golden appear-
ance. The artifact consists of a large sheet of a
copper±gold±silver alloy shaped in the form of a
headless figure with extremely long and broad, raised
arms, with short legs, and feet that point sideways. It
is 36±65 cm broad and 42 cm high; the thickness is
about 0.3±0.4 mm. At the center of the object, a
small richly decorated male figure is worked out in
high relief. This figure is similar to that depicted on
the banner in Fig. 14. It may be noted that the gesture
expressed in the form of the basic metal sheet is
repeated in the central figurine. The function of this
object was uncertain [40], until quite recently the
artifact could be identified as part of a headdress
ensemble (M. Fecht, RoÈmisch-Germanisches Zentral-
museum, Mainz, private communication).
The metallographic investigation of fragments of
the headdress resulted in micrographs such as that
shown in Fig. 32. The cross sections, polished or
etched and viewed in polarized light or bright field,
respectively, reveal a layered structure that is drasti-
cally disturbed by widespread and voluminous green
corrosion products of copper (malachite/parataca-
mite). The apparently metallic parts of the material,
which exhibit in Fig. 32a the geometric array of
alternate light- and dark-brown layers parallel to the
surface, occur only in relatively small areas. In other
larger areas, the layers are disintegrated into smaller
pieces, as illustrated in Fig. 32b at a higher magni-
fication. Numerous cracks are present also in the
better-preserved parts of the material (Fig. 33), indi-
cating that the headdress ornament was heavily
damaged by stress corrosion cracking.
WDS analyses were performed across small sam-
ple areas that exhibited a rather intact layered struc-
ture. From the line scans in Fig. 34, it is seen that
marked periodical changes in the concentrations of
copper (48±66%) and gold (38±22%) occur, while
the low concentration of silver amounts to about 6%.
In general, the sum of all metal concentrations is only
weakly oscillating and yields 87±97%. The concen-
tration changes for copper and gold are similar in
magnitude, but opposite in sign. This coupling sug-
gests that the light- and dark-brown toned layers in
Fig. 32a originate from segregation zones in the
initial cast ingot, which were deformed by hammer-
ing during the manufacture of the headdress.
The assumption of an essentially segregation-
determined microstructure is supported by the fol-
lowing other arguments. The average composition of
the alloy from which the artifact was made was
estimated from WDS and ICP-OES analyses to be
60% Cu, 34% Au, and 6% Ag. Ignoring silver due
to its low concentration, the microstructure of the
original cast ingot can be expected to be governed
by the constitutional features of the gold±copper
system. This system is characterized by liquid and
Fig. 30. WDS line scans of the concentrations of copper
(Cu), silver (Ag), and gold (Au) as a function of the distance
from the edge across a small area of the sample in Fig. 29a
reflecting the broad silver-enriched zone at the surface.
Fig. 31. Cleaned and restored headdress (width: 36±65 cm,
height: 42 cm) consisting of a large sheet of a copper±
gold± silver alloy in form of a headless figure with a central
small figurine in high relief.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420410

solidus curves showing a minimum at 20% Cu and
by complete miscibility of gold and copper in the
solid state above 410°C [63]. Thus, the melt of the
alloy under consideration should solidify through
the formation of a series of solid solutions, exhibit-
ing segregation. Considering the high average cop-
per concentration of about 60% lying above the
concentration of 20%, it is realistic to suppose that
the cast microstructure was composed of primary
dendritic copper-rich crystals embedded in the soli-
dified residual melt containing less copper and more
gold. During the subsequent processing of this
material to shape it into sheet metal by alternate
hammering and annealing, the structural elements of
the cast ingot having different chemical composi-
tions were elongated to form layers parallel to the
sheet surface as shown in Fig. 32a.
As a consequence of the metalworking by
repeated hammering and annealing, the surface of
the sheet metal took on a golden appearance [29]. As
with the silver human-head beads, copper oxide
formed on the surface during the intermediate anneal-
ing treatments that kept the material malleable.
Again, these oxide layers had to be removed by
pickling off in acid plant juices or stale urine that
had degraded into ammonia. After many cycles of
hammering, annealing, and pickling, the surface of
the copper±gold±silver sheet was depleted in copper
and, thus, enriched in gold and silver. Such a surface
layer, which is only about 2±3 mm thick, is visible in
the etched cross section of the headdress fragment in
Fig. 32b on the right side. The AES depth profiles in
Fig. 35 demonstrate that the gold concentration at the
surface increased to about 60 at.% (75 wt.%),
Fig. 32. Light micrographs of the cross sections through a fragment of the headdress. (a) Layered structure that is heavily
disturbed by voluminous inclusions of green copper corrosion products (malachite/paratacamite). (b) Structure decomposed in
many small particles. On the right hand side, an approximately 3-mm-thick layer (light) enriched in gold and silver is visible.
Sample (a) polished and viewed in polarized light; sample (b) etched in saturated potassium dichromate solution + HCl (5:1) and
viewed in bright field. (Magnification bars are 50 and 20 mm, respectively.)
Fig. 39. Light micrographs of the etched cross sections of a chin ornament fragment viewed in bright field. (a) Striated structure
due to solid solution segregation and material deformation exhibiting numerous aligned particles and lamellae (dark) of the silver-
rich phase and cuprite. Sample etched in 20% ferric chloride solution. (b) Similar section, etched in saturated potassium
dichromate solution + HCl (5:1), showing again a banded structure that, in addition, exhibits clear signs of recrystallization. At
both surfaces, white layers (20± 40 mm thick) are visible, which are enriched in gold and silver (see AES depth profiles in Fig. 40).
(Magnification bars are 100 mm.)
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 411

whereas the copper concentration decreased to nearly
10 at.% (4 wt.%). Also, the silver concentration
increased markedly at the surface to about 30 at.%
(21 wt.%). Therefore, the surface of the headdress
ornament appears in the luster of an Au 750 alloy (18
carat), although the average gold content in the bulk
of the object is actually poor (34 wt.% Au, 8.2 carat).
6.2. Chin ornament
The chin ornament under consideration was part of
the Lord's death mask. All items were found on the face
of the deceased in good condition, exhibiting a golden
appearance. The chin ornament was made of a large
sheet of a copper±gold±silver alloy hammered into
the shape of cheeks, mouth, chin, and upper neck of the
Lord (Fig. 36). It is maximal 19.5 cm broad and 16 cm
high; the thickness varies between 0.6 mm at the edge
and 0.9 mm near the center. The front side is not
polished and the back side of the object shows a nap-
like pattern, which obviously reflects the marks of the
bed used in the process of embossing. Moreover, some
long cracks at the edge of the lower part of the chin
ornament intensify the impression that this object was
in hurry±scurry, rather crudely worked, and meant
only for use in the funeral ceremony. In contrast, the
other parts of the Lord's death mask were finely crafted
from small sheets of metal by careful embossing and
chasing to image the eyes, the nose, and the band of
teeth. These items exhibit a polished front surface and,
with the exception of the band of teeth, the thickness
amounts to only 0.1 mm and less [40].
The scanning electron micrograph of the polished
section through a sample of the chin ornament, imaged
with backscattered electrons (Fig. 37a), reveals a
periodical alternating weak light- and dark-grey-toned
Fig. 33. Scanning electron micrograph of a detail in the
polished cross section shown in Fig. 32a illustrating the
disintegration of the material by stress corrosion cracking.
Fig. 34. WDS line scans of the concentrations of copper
(Cu), gold (Au), and silver (Ag) as a function of the distance
across a small area of the sample in Fig. 32a that exhibits an
apparently intact metallic layer structure.
Fig. 35. AES depth profiles of the concentrations of copper
(Cu), gold (Au), and silver (Ag) as a function of the distance
from the surface across a headdress fragment give evidence
of surface enrichment in gold and silver.
Fig. 36. Cleaned chin ornament with a width up to 19.5 cm
and a height of 16 cm belonging to the deceased Lord's
death mask.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420412

contrast resulting in a striated structure. Embedded in
this basic pattern are light and dark inclusions that are
aligned parallel to the direction of the striae. These
inclusions have the form of lamellae, stringers, and
globules as can be seen for the white phase, at higher
magnification in Fig. 37b. The various elements of the
microstructures shown in Fig. 37a and b could be
identified by the evaluation of EDS and WDS analyses.
It was found that the dark phase is cuprite, Cu2O,
whereas the white phase is silver-rich.
The striated pattern in Fig. 37b is reflected by
WDS line scans of the copper (Cu), gold (Au), and
silver (Ag) concentrations (Fig. 38) showing periodic
variations of the copper and silver contents. The
traces of the line scans are marked in Fig. 37b by
the black beam. The changes in the concentrations of
copper and silver are similar in magnitude, but
opposite in sign. Apparently, they can be interpreted
as segregation zones that were present already in the
original cast ingot and that were deformed by ham-
mering and embossing the material during the man-
ufacture of the chin ornament (see the Headdress
section). The sharp peak of the silver concentration at
a distance of 31 mm, which is accompanied by a
marked decrease in copper and a slight decrease in
gold concentrations, is caused by a small silver-rich
inclusion. Since this inclusion is only about 1 mm
thick, the silver concentration is, by far, underesti-
mated by the WDS measurements. According to Fig.
37b, the silver-rich inclusions appear only in segrega-
tion zones that are rich in silver. They may have been
present, at least partially, already in the original cast
ingot. More probably, the silver-rich phase had pre-
cipitated during the process of shaping the material
by alternate cycles of hammering (embossing) and
annealing. By this working, the particles were elon-
gated and aligned. However, as seen in Fig. 37b,
many small particles exhibit a globular form. This is
essentially due to final heat treatments of the ready-
fabricated chin ornament (see next passage).
The silver±copper solid solution segregation is
clearly seen also in the light optical micrographs of
etched cross sections in Fig. 39. In addition, Fig.
39a shows the dark elongated and aligned cuprite
Fig. 37. Scanning electron micrographs of the polished cross section through a fragment of the chin ornament, imaged with
backscattered electrons. (a) Striated structure of the deformed material in which inclusions of a silver-rich phase (light) and
cuprite (dark) are aligned parallel to the direction of the striae. (b) Detail of the section in (a) showing that the silver-rich phase
(light) appears in the form of lamellae, stringers, and globules. The black beam marks the trace of the WDS line scans in Fig. 38.
Fig. 38. WDS line scans of the concentrations of copper
(Cu), silver (Ag), and gold (Au) as a function of the distance
across a small area of the striated structure in Fig. 37b.
Fig. 40. AES depth profiles of the concentrations of copper
(Cu), gold (Au), and silver (Ag) as a function of the distance
from the surface of a chin ornament fragment.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 413

and silver-rich inclusions, while in Fig. 39b the
weak pattern of a superimposed recrystallized struc-
ture is visible, suggesting that the chin ornament had
been finally annealed. Remarkable are the light
layers on the surface of the chin ornament in Fig.
39b, which could be identified by WDS, EDS, and
AES analyses as gold- and silver-rich films. The
AES depth profiles in Fig. 40 demonstrate that on
the surface the gold concentration is increased,
whereas the copper concentration is decreased. Also,
silver is remarkably enriched on the surface. Strik-
ingly, these concentrations are similar to those
measured at the surface of the headdress ornament.
Moreover, that object seems to have a similar
average chemical composition as the chin ornament.
However, by comparing the AES depth profiles in
Fig. 41. Cross-sectional view through a fragment of the chin
ornament that is heavily deteriorated on the left side. The
light micrograph shows that the gold- and silver-enriched
layer (light) covers both the exterior surfaces of the object
and the interior surfaces of a cavity. Sample etched in 20%
ferric chloride solution + H2O2 (10:1); viewed in bright field.
(Magnification bar is 200 mm.)
Fig. 44. Light micrograph of the sample section in Fig. 43b
shows, in bright field, a white± red pattern indicating solid
solution segregation. The pattern is weakly stretched in the
direction of material deformation. Sample etched in
saturated potassium dichromate solution + HCl (5:1). (Mag-
nification bar is 200 mm.)
Fig. 48. Light micrograph of a gold bead's cross section
showing a sweat-welded joint with filler material. Originally,
the filler had the shape of two rings. Sample polished and
viewed in polarized light. (Magnification bar is 100 mm.)
Fig. 50. Cross-sectional view of a gold bead fragment showing
a pseudo-cast structure. Sample etched in saturated potassium
dichromate solution + HCl (5:1); viewed in bright field.
(Magnification bar is 200 mm.)
Fig. 51. Cross-sectional view through a gold bead compris-
ing two sweat-welded joints. The modern bead was made by
attempting to reproduce the Moche processing methods. The
joints resemble those of the ancient beads. Section polished
and viewed in polarized light (11�).
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420414

Figs. 35 and 40, it is seen that for the chin ornament,
the concentrations in the near-surface region change
more moderately with the distance from the surface
than for the headdress ornament. Actually, from
micrographs, as shown in Figs. 32b and 39b, the
thickness of the gold- and silver-enriched scale is
determined as 20±40 mm for the chin ornament and
2±4 mm for the headdress ornament. For explaining
the relatively thick gold- and silver-enriched layers
on the surfaces of the chin ornament, it is assumed
that the Moche metalsmiths exposed the ready-
manufactured chin ornament to a final treatment
similar to that applied in the case of the ceremonial
knife. By alternately heating the object and chemi-
cally dissolving the formed copper oxides from the
object's surface, the Moche smiths probably
increased the thickness of the original thin decora-
tive surface layer. This suggestion is supported by
the cross-sectional view of a fragment of the chin
ornament that is in part heavily deteriorated. Fig. 41
shows that the gold- and silver-enriched layer (light)
covers both the exterior surfaces of the object and
the interior surfaces of the extended cavity on the
left side. In addition, the recrystallized grain struc-
ture, visible in Fig. 39b, supports the assumption of
final heat treatments of the object.
6.3. Ornamental disc
The ornamental disc studied is part of a necklace
consisting of 16 gold discs. The necklace is photo-
graphed in Fig. 42 together with two ceremonial
knives. It was found lying on the chest of the
deceased Lord. The gold discs were excavated in
well-preserved condition due to a high gold content
of about 61% (Table 2). The discs show a rather
perfect circular form. They are shaped slightly con-
vex on the front side, which is polished, whereas the
surface on the back side is dull. The outer edge of the
discs is rounded; the thickness increased from 0.9
mm at the circumference to about 1.3 mm at the
center. These values as well as the diameters (46±48
mm) and weights (21.5±28.5 g) exhibit only small
changes from one item to the other, indicating that
the discs had been manufactured by using mold-
shaped beds. It should be noted that each disc is
perforated with two tiny holes near one part of the
edge, which allowed the discs to be strung with two
parallel cotton strings. The holes are not perfectly
round but oval, suggesting that the necklace had been
used for a longer time.
Metallographic investigations were carried out on
a near-edge fragment of one of the discs. The scanning
electron micrograph of a polished cross section in Fig.
43a reveals many cuprite particles aligned in parallel
rows. This gives strong evidence of mechanical
deformation of the material. It is noteworthy that an
image taken by backscattered electrons shows only a
weak additional contrast. However, after etching the
sample, a white±black pattern appears. In light photo-
micrographs illuminated in bright field, a white±red
pattern is visible (Fig. 44) that is ascribed to solid
solution segregation. In this pattern, a weakly pro-
nounced preferred direction is observed that obviously
corresponds to the direction of deformation of the
material. As demonstrated in the scanning electron
micrograph in Fig. 43b showing a recrystallized grain
structure, the gold disc was finally annealed.
As a consequence of the manufacture of the gold
disc by hammering, intermediate annealing, and pick-
ling off the formed copper oxides, the surface became
depleted in copper and enriched in gold and silver
(for process of depletion gilding, see the Headdress
section). This is demonstrated by the AES depth
profiles in Fig. 45 showing that the gold concentra-
tion increases in a very small zone of about 2 mm to
about 82 at.% (90 wt.%), whereas the copper con-
centration decreases to 3 at.% (1 wt.%). Considering
silver, only a weak increase in concentration is
observed, reaching about 15 at.% (9 wt.%).
Fig. 42. Cleaned necklace with 16 `̀ gold'' ornamental discs,
photographed together with two ceremonial knives. The
discs exhibit diameters of 4.6± 4.8 cm.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 415

6.4. Ornamental beads
Tiny gold beads were used by the Moche elite for
various applications, e.g., as links in bracelets. In Fig.
46, some beads are shown that exhibit a golden
appearance after the surface patina was coarsely
removed. The beads are hollow and have holes by
which they could be strung on strings. Each is com-
posed of two half shells that are joined along their
edges as indicated by the fissure along the circumfer-
ence of one of the beads in the center of the photograph.
Considering the different shape, size (average dia-
meter: 2.3±3.4 mm), quality, and composition of the
beads, it seems that the beads belong to various
production series. The beads shown in Fig. 46 were
Fig. 45. AES depth profiles of the concentrations of copper
(Cu), gold (Au), and silver (Ag) as a function of the distance
from the surface of a disc fragment indicating surface
enrichment of gold and silver.
Fig. 46. Coarsely cleaned `̀ gold'' ornamental beads
(diameter: 2.3± 3.4 mm).
Fig. 43. Scanning electron micrographs of longitudinal sections of an ornamental disc fragment. (a) Numerous cuprite particles,
partially elongated and aligned parallel to the surface indicating the direction of previous deformation, sample polished. (b)
Etching of the sample in saturated potassium dichromate solution + HCl (5:1) reveals a recrystallized structure.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420416

made of hammered sheet metal by shaping circular
pieces of the sheet into half shells and joining the shells.
Microstructural evidence for the use of hammered
sheet was found in some cross sections of beads. Small
copper oxide particles, pores, fissures, and cracks were
aligned parallel to the surface of the beads, indicating
the direction of the material flow during deformation.
Furthermore, in some of the samples examined, a weak
surface enrichment of gold and silver was revealed by
WDS line scans (Fig. 47).
Particular attention was paid to the question of
how the Moche smiths accomplished the joining of
the half shells of a bead. The metallographic exam-
ination of numerous cross sections of bead fragments
revealed that the Moche craftsmen joined the bead
halves by a technique that is a modification of modern
welding with a filler material [29,69,70]. Originally,
the filler consisted of two rings that were placed on the
edges of the two bead-halves. The two filler rings
were protruding beyond the interior and the exterior
surfaces of the beads, i.e., the inner diameter of the
rings was smaller than that of the bead and the outer
diameter of the rings was larger than that of the bead.
After the welding, the joints were structured, as
illustrated in Fig. 48, by a cross-sectional view. The
tiny ribbons that emanate as a pair from the joint and
extend into the interior of the bead were part of the
inner edges of the rings that obviously had bent over
and subsequently had curled during welding. It should
be noted that the third visible ribbon is a leftover
fragment of the rings. Originally, a pair of ribbons was
present also at the exterior surface of the bead.
However, these ribbons were removed by the Moche
smiths to make the surface smooth. According to Fig.
48, the ring-shaped filler material was made of an
extremely thin sheet metal having a thickness of
0.01±0.03 mm, whereas the thickness of the wall of
the bead halves near the joint was 0.07±0.10 mm.
EDS analyses showed that the average composition of
the filler material (75.2% Au, 12.0% Ag, and 12.8%
Cu) was only slightly different from the composition
of the bead material (71.3% Au, 12.7% Ag, and
16.0% Cu). Thus, both materials obviously originated
from the same or similar alloys.
An interesting aspect in the joining of the two
halves of a bead refers to the function of the ring-
shaped filler material. As indicated in Fig. 48, and
more clearly in the scanning electron micrograph in
Fig. 49, the filler obviously did not melt completely
during welding and, thus, could not produce a con-
tinuos fusion weld between both parts of the bead.
The circular-shaped defects in the wall structure are
bubbles, which probably have formed during weld-
ing. The welding technique utilized required reliable
temperature control to ensure that only the surfaces of
the rings and of the edges of the bead halves just
began to melt. The surface melting certainly started
on the rings because they were much thinner than the
wall of the bead, and because they were protruding
beyond the interior and exterior surfaces of the bead.
As shown in Fig. 49, the material of the bead
halves on both sides of the weld exhibits a weak
recrystallized grain structure indicating that no melt-
ing had occurred. This, however, is not typical for all
investigated ornamental beads. In some cases, the
`̀ temperature control'' obviously was not effective
enough to avoid partial melting. In Fig. 50, the etched
cross section of a bead fragment, viewed in bright
field, shows the structure of a material that apparently
had begun to melt. This pseudo-cast structure can be
compared with corresponding structures, which were
observed in the `̀ silver'' human-head beads and
peanut beads (Figs. 24 and 26).
The same type of welded joints, as detected in the
ornamental beads, was observed also by Lechtman et
al. [70] in their study of the tails of the `̀ Peruvian Gold
Jaguars'' and designated as sweat-welded joints. With
the help of a professional goldsmith, these authors
Fig. 47. WDS line scans of copper (Cu), gold (Au), and
silver (Ag) across a small near-surface area indicating a
weak gold and silver enrichment.
Fig. 49. Scanning electron micrograph of a detail in the cross
section in Fig. 48 revealing that the sweat-welding did not
produce a thorough union between the two parts of the bead.
Sample etched in Klemm III solution.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 417

could reproduce experimentally the ancient welding.
At our institute, the sweat-welding technique was also
successfully reproduced with the help of a skillful
goldsmith. The results of these efforts are demonstrated
in Fig. 51 by presenting the cross section through a
`̀ self-made'' bead containing joints of high quality.
Using an alloy that had a composition of 75% Au, 15%
Ag, and 10% Cu, the partial steps in the manufacture of
the bead were chosen similar to those that were thought
to be part of the technical procedure applied by the
Moche smiths and that have been described above.
Comparing Figs. 48 and 51, it is seen that the joints of
the self-made bead are quite close in their visual
characteristics to the joint of the ancient bead.
Acknowledgments
The authors are grateful to Dr. K. Weidemann,
managing director of the RoÈmisch-Germanisches
Zentralmuseum RGZ, Mainz, for initiating this study
and to Dr. D. Ankner (RGZ) for his valuable support.
Our particular thanks go to M. Fecht (RGZ) for
helpful discussions. We greatly acknowledge the
technical assistance provided by A. Meyer, S.
KuÈhnemann, Dr. E. Bischoff, S. Haug, and B. Siegle,
Max-Planck Institut fuÈr Metallforschung, Stuttgart.
References
[1] Prem HJ. Geschichte Alt-Amerikas. MuÈnchen, Ger-
many: R. Oldenbourg Verlag, 1989.
[2] Schulze-Thulin A. Linden-Museum Stuttgart. Stuttgart,
Germany: Amerika-Abteilung, 1989. pp. 123±33.
[3] Townsend RF, general editor. The ancient Americas.
Art from sacred landscapes. The Art Institute of Chi-
cago, IL. Munich, Germany: Prestel Verlag, 1992.
[4] Morris C, von Hagen A. The Inca empire and its Andean
origins. New York: American Museum of Natural His-
tory, Abbeville Press Publishers, 1993. pp. 67± 84.
[5] Morris C, von Hagen A. The Inca empire and its Andean
origins. New York: American Museum of Natural His-
tory, Abbeville Press Publishers, 1993. pp. 215±23.
[6] Mosely ME. The Incas and their ancestors. The archae-
ology of Peru. London: Thames and Hudson, 1992/
1994. pp. 161±216.
[7] Shimada I. Pampa Grande and the Mochica culture.
Austin, TX: University of Texas Press, 1994.
[8] Bruhns KO. South America. Cambridge: Cambridge
Univ. Press, 1994. pp. 191± 9.
[9] Bruhns KO. South America. Cambridge: Cambridge
Univ. Press, 1994. pp. 174± 84.
[10] Bruhns KO. South America. Cambridge: Cambridge
Univ. Press, 1994. pp. 223± 9.
[11] Stone-Miller R. Art of the Andes from ChavõÂn to Inca.
London: Thames and Hudson, 1995. pp. 83±118.
[12] Masuda S, Shimada I. OÈ kologie und Zivilisation im
Zentralen Andenraum. In: SicaÂn-Ein FuÈrstengrab in
Alt-Peru. Eine Ausstellung in Zusammenarbeit mit
dem peruanischen Kulturministerium. ZuÈrich, Switzer-
land: Museum Rietberg, 1997, pp. 14± 31.
[13] Masuda S, Shimada I. OÈ kologie und Zivilisation im
Zentralen Andenraum. In: SicaÂn-Ein FuÈrstengrab in
Alt-Peru. Eine Ausstellung in Zusammenarbeit mit
dem peruanischen Kulturministerium. ZuÈrich, Switzer-
land: Museum Rietberg, 1997, pp. 25± 7.
[14] Benson, EP. The world of Moche. In: Townsend RF,
general editor. The ancient Americas. Art from sacred
landscapes. The Art Institute of Chicago, IL. Munich,
Germany: Prestel Verlag, 1992, pp. 303± 15.
[15] Donnan CB. Masterworks of art reveal a remarkable
pre-Inca world. Natl Geogr 1990;177:16±33.
[16] Alva W, Donnan CB. Royal Tombs of SipaÂn. Los An-
geles, CA: Fowler Museum of Cultural History, Univer-
sity of California, 1993, pp. 19± 25, 127± 41, 219± 27.
[17] Donnan CB. Moche art of Peru. Pre-Columbian sym-
bolic communication. Los Angeles, CA: Fowler Mu-
seum of Cultural History, University of California, 1978.
[18] Donnan CB. Ceramics of ancient Peru. Los Angeles,
CA: Fowler Museum of Cultural History, University of
California, 1992. pp. 56± 69.
[19] de Bock EK. Moche, gods, warriors, priests. Leiden,
the Netherlands: SMP Informatief Spruyt, van Man-
tgem and De Does, 1988.
[20] Grossman JW. An ancient gold worker's toolkit. The
earliest metal technology in Peru. Archaeology
1975;25:270± 5.
[21] Lothrop SK. Gold ornaments of ChavõÂn style from
Chongoyape, Peru. Am Antiq 1941;6:250±62.
[22] Lothrop SK. Gold artifacts of ChavõÂn style. Am Antiq
1951;16:226± 40.
[23] Jones J. Introduction. In: Jones J, editor. The art of Pre-
Columbian gold. The Jan Mitchel Collection. London:
Weidenfeld and Nicolson, 1985, pp. 11, 12.
[24] Jones J. Pre-Columbian gold. In: El Dorado. The gold
of ancient Columbia. New York: Center of Inter-Amer-
ican Relations and the American Federation of Arts,
1974. pp. 21± 31.
[25] Llorens SR. Untersuchungen an vorspanischen Gold-
objekten. In: El Dorado. Das Gold der FuÈrstengraÈ-
ber. Berlin, Germany: Dietrich Reimer Verlag, 1994.
pp. 69±81.
[26] Tushingham AD, Franklin UM, Toogood C. Studies in
ancient Peruvian metalworking. In: History, technol-
ogy, and art. Monograph 3. Toronto, Canada: Royal
Ontario Museum (ROM), 1979. pp. 1 ±42.
[27] Lechtman H. The Central Andes: metallurgy without
iron. In: Wertime ThA, Muhly JD, editors. The coming
of the age of iron. London: New Haven and London
Yale University Press, 1980. pp. 267±334.
[28] Lechtman H. Andean value systems and the develop-
ment of prehistoric metallurgy. Technol Cult 1984;25:
1 ±36.
[29] Lechtman H. Traditions and styles in Central Andean
metalworking. In: Maddin R, editor. The beginning of
the use of the metals and alloys. Cambridge, MA: MIT
Press, 1988. pp. 344± 78.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420418

[30] Lechtman H. The materials science of material culture:
examples from the Andean past. In: Scott A, Meyers P,
editors. Archaeology of Pre-Columbian sites and arti-
facts. Los Angeles, CA: Getty Conservation Institute,
1994. pp. 3± 12.
[31] Jones J. Mochica works of art in metal: a review. In:
Benson EP, editor. Pre-Columbian metallurgy of South
America. Washington, DC: Dumbarton Oaks Research
Library and Collections, Trustees for Harvard Univer-
sity, 1979. pp. 53±104.
[32] Lechtman H. Issues in Andean metallurgy. In: Benson
EP, editor. Pre-Columbian metallurgy of South Amer-
ica. Washington, DC: Dumbarton Oaks Research Li-
brary and Collections, Trustees for Harvard University,
1979. pp. 1± 40.
[33] Lechtmann H. The production of copper± arsenic al-
loys in the Central Andes: highland ores and coastal
smelters? J Field Archaeol 1991;18:45±76.
[34] Muro PC, Shimada I. Behind the golden mask. SicaÂn
gold artifacts from BataÂn Grande, Peru. In: Jones J,
editor. The art of Precolumbian gold. The Jan Mitchel
Collection. London: Weidenfeld and Nicolson, 1985.
pp. 61± 7.
[35] Alva W. Discovering the New World's richest tomb.
Natl Geogr 1988;174:510± 48.
[36] Donnan CB. Unraveling the mystery of the warrior
priest. Natl Geogr 1988;174:550±5.
[37] Alva W, Fecht M, Schauer P, Tellenbach M. Das FuÈr-
stengrab von SipaÂn, Entdeckung und Restaurierung
(La Tumba Del SenÄor De SipaÂn, Descubrimiento Y
Restauracion). Mainz, Germany: Verlag des RoÈmisch-
Germanischen Zentralmuseums, 1989.
[38] Alva W. New tomb of royal splendor. Natl Geogr
1990;177:2± 15.
[39] Donnan CB. Royal Tombs of SipaÂn. Moche ornaments
of Peru. Ornament 1993;17:44±9, 115
[40] Alva W, Donnan CB. Royal Tombs of SipaÂn. Univer-
sity of Los Angeles, CA: Fowler Museum of Cultural
History, 1993.
[41] von Hase F-W. La tombe princiere de SipaÂn. ArcheÂol
Nouv 1994;2:58± 63.
[42] Alva W. SipaÂn. In: de Lavalle JA, editor. ColleccioÂn
Cultura `y Artes Del Peru. Lima, Peru: CervecerõÂa
Backus y Johnston, 1994.
[43] Alva W. SipaÂn, Descubrimiento e InvestigacioÂn. Lima,
Peru: Union de CervecceriaÂs Peruanas Backus y John-
ston, 1999.
[44] Longhena M, Alva W. Die Inka und weitere bedeu-
tende Kulturen des Andenraumes. Erlangen, Germany:
Karl MuÈller Verlag, 1999, pp. 16± 41, 264± 87.
[45] Kallfass M, HoÈrz G. Metallographic investigations of
ornamental and ceremonial objects from the Royal
Tombs of SipaÂn/Peru: Part 1. Introduction, sample pre-
paration and methods of investigation Ð studies on
copper objects (coffin straps, spacer bars of a beaded
pectoral). Prakt Metallogr (Pract Metallogr), 1994;31:
603± 49.
[46] Petzow G. Metallographisches, Keramographisches,
Plastographisches AÈ tzen. Berlin, Germany: GebruÈder
Borntraeger Verlag, 1994. pp. 42±55.
[47] Weck E, Leistner E. In: Metallographische Anleitung
zum FarbaÈtzen nach dem Tauchverfahren: Part 1.
FarbaÈ tzen nach Klemm. DuÈ sseldorf, Germany:
Deutscher Verlag fuÈr Schweiûtechnik, 1982;vol. 77.
pp. 46± 60.
[48] KaÈmpfe B, Hunger H-J. RoÈntgenfeinstruktur analyse.
In: Hunger H-J, et al, editors. AusgewaÈhlte Untersu-
chungsverfahren in der Metallkunde. Leipzig, Ger-
many: VEB Deutscher Verlag fuÈr Grundstoffindustrie,
1983. pp. 80± 121.
[49] Glocker R. MaterialpruÈfung mit RoÈntgenstrahlen unter
BeruÈcksichtigung der RoÈntgenmetallkunde. Berlin,
Germany: Springer-Verlag, 1971. pp. 188± 311.
[50] Reimer L. Scanning electron microscopy. Opt Sci
Springer-Verlag, Berlin, Germany 1985;4:365.
[51] Hunger H-J. Elektronenstrahl-mikroanalyse und raster-
elektronen-mikroskopie. In: Hunger H-J, et al, editors.
AusgewaÈhlte Untersuchungsverfahren in der Metallk-
unde. Leipzig, Germany: VEB Deutscher Verlag fuÈr
Grundstoffindustrie, 1983. pp. 175± 96.
[52] ``Kupfer.'' Gmelins Handbuch der Anorganischen
Chemie. System No. 60. Weinheim/Bergstrasse, Ger-
many: Verlag Chemie. Part A, Delivery 1, 1955, pp.
39, 166; Part B, Delivery 1, 1958, pp. 23, 203, 432.
[53] Riederer J. Analytische methoden in der kultur-
geschichtlichen forschung. In: Fresenius W, GuÈnzler H,
Huber W, LuÈderwald I, ToÈlg G, Wisser W, editors.
Analytiker-Taschenbuch, . Berlin, Germany: Springer-
Verlag, 1985;vol. 5. pp. 3± 32.
[54] Hoffmann H-J, RoÈhl R. Plasma-emissions-spektrome-
trie. In: Fresenius W, GuÈnzler H, Huber W, LuÈder-
wald I, ToÈ lg G, Wisser H, editors. Analytiker-
Taschenbuch. Berlin, Germany: Springer-Verlag,
1985;vol. 5. pp. 69±92.
[55] KloÈber J. Auger-elektronenspektroskopie. In: Hun-
ger H-J, et al, editors. AusgewaÈhlte Untersuchungs-
verfahren in der Metallkunde. Leipzig, Germany:
VEB Deutscher Verlag fuÈr Grundstoffindustrie, 1983.
pp. 229± 46.
[56] Seah MP, editor. Quantification of AES and XPS. In:
Briggs D, Seah MP, editors. Practical surface analysis,
Vol. 1: Auger and x-ray photoelectron spectroscopy.
Chichester, UK: Wiley; Frankfurt, Germany: Salle;
Aarau, Switzerland: SauerlaÈnder, 1990. pp. 201± 55.
[57] Hofmann S. Depth profiling in AES and XPS. In:
Briggs D, Seah MP, editors. Practical surface analysis:
Vol. 1. Auger and X-ray photoelectron spectroscopy.
Chichester, UK: Wiley; Aarau, Switzerland: SauerlaÈn-
der, 1990. pp. 143± 99.
[58] Veprek S. Restaurierung archaÈologischer Fundobjekte
im Niederdruckplasma. Phys Unserer Zeit 1993;24:
134± 9.
[59] Fecht M. ConservacioÂn y restauracioÂn. In: de Lavalle
JA, editor. ColleccioÂn Cultura y Artes Del Peru. Lima,
Peru: CervecerõÂa Backus y Johnston, 1994. pp. 234± 8.
[60] HoÈrz G, Kallfass M. Pre-Columbian metalworking in
Peru Ð ornamental and ceremonial objects from the
Royal Tombs of SipaÂn. JOM 1998;50:8±16.
[61] ``Gold.'' Gmelins Handbuch der Anorganischen
Chemie. System No. 62, Delivery 3. Weinheim/
Bergstrasse, Germany: Verlag Chemie, 1954, pp.
954± 60.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420 419

[62] Wise EM, editor. Gold. Recovery, properties, and ap-
plications. Princeton: Van Nostrand-Reinhold, 1964.
pp. 132± 7.
[63] Alloy Phase Diagrams. ASM Handbook, Vol. 3, Sec-
tion 2: Binary phase diagrams. Materials Park, OH:
ASM International, 1992. pp. 28, 68.
[64] Lechtman H. A pre-Columbian technique for electro-
chemical replacement gilding of gold and silver on
objects of copper. J Met 1979;31:154± 60.
[65] Lechtman H. New perspectives of Moche metallurgy
techniques of gilding copper at Loma Negra, Northern
Peru. Am Antiq 1982;47:3± 30.
[66] Lechtman H. Pre-Columbian surface metallurgy. Sci
Am 1984;250:38±45.
[67] Bray W. Techniques of gilding and surface enrichment
in pre-Hispanic American metallurgy. In: La Niece S,
Cradock P, editors. Metal plating and patination. Cul-
tural, technical and historical developments. Linacre
House, Jordan Hill, Oxford: Butterworth±Heinemann,
1993. pp. 182±92.
[68] Reid FH, Goldie W. Gold als OberflaÈche, Technisches
und Dekoratives Vergolden. Verfahren, Anwendung,
Bearbeiten der Schichten, Eigenschaften und PruÈfung.
pp. 85 ± 90 (revised and extended version of `̀ Gold
Plating Technology'').
[69] Welding, brazing, and soldering. ASM Handbook,
Vol. 6: Fundamentals of welding. Materials Park,
OH: ASM International, 1993. pp. 3 ±164.
[70] Lechtman H, Parson LA, Young WJ. Seven matched
hollow jaguars from Peru's Early Horizon. In: Linares
OF, editor. Ecology and the arts in ancient Panama. On
the development of social rank and symbolism in the
central provinces. Washington, DC: Dumbarton Oaks
Research Library and Collections, Trustees for Harvard
University, 1975. pp. 7 ±45.
[71] Shimada I, Merkel JF. Copper ± alloy metallurgy in
ancient Peru. Sci Am 1991;265:62± 8.
[72] Shimada I, Griffin JA. Precious metal objects of the
Middle SicaÂn. Sci Am 1994;270:60± 7.
[73] Donnan CB, Castillo LJ. Finding the tomb of a Moche
priestess. Archaeology 1992;45:38±42.
[74] Prince A. Critical assessment of copper± gold±silver
ternary system. Int Mater Rev 1988;33:314±38.
G. HoÈrz, M. Kallfass / Materials Characterization 45 (2000) 391±420420