Embed Size (px)
Citation preview

- 15.1 -
The Service Evaluation and Measures for
Long Time Operation of Piping Systems
L. Junek Institute of Applied Mechanics, Brno, CZ
J. Hahn CEZ Temelin, CZ
J. Bartonicek JBC Consulting, Neckarwestheim
35th MPA-Seminar
“Materials and Component Behaviour in Energy & Plant Technology ”
October 9, 2009, Stuttgart

- 15.2 -
ABSTRACT
There are piping systems in industrial equipment and nuclear power plants that are important
regarding safety and economical operation. The required quality of these piping systems has
to be safeguarded during operation. The integrity concept is applied in these cases. Technical
basics are:
required quality approved after design, manufacturing and assembly,
safeguard of quality in operation,
regular re-assessment of quality in operation.
Design should include all degradation mechanisms but some of them cannot be controlled
by analysis. They have to be excluded using appropriate measures. In most of the cases, these
damage mechanisms are a result of local effects (like loads, medium, material characteristics)
that cannot be determined exactly in advance. Examples for piping systems are fatigue caused
by vibration or dynamics loads and material corrosion phenomena. For cases like these and
given medium, suitable materials have to be chosen in combination with appropriate
manufacturing procedures (incl. welding), optimized constructions and operation. The loads
and the water chemistry in operation have to be monitored and the efficiency of the measures
has to be verified, regularly, taking into account the actual state of knowledge.
Design specification can determine global temperature, pressure, sustained loads and time
history loadings during normal, abnormal and emergency operation only. Goal of design
analysis (stress, fatigue) is to demonstrate, that the results are within given limits. It is
obvious that this formal procedure does not provide conclusion regarding the state of
components quality after a given period of operation.
The manufacturing process is important for the quality status too. The demanded quality can
only be achieved if there is a through control of material composition and behaviour, of
constructive details and of the desired fault-free state.
Control of reasons for specified and unspecified degradation during operation is the first
redundant provision to insure appropriate level of piping quality in operation. Timely

- 15.3 -
assessment of results controls and prediction operation influence on piping quality must be
done. Appropriate measures are necessary to provided for minimisation of negative service
influence at the time. Control of degradation consequences is second redundant provision.
Relevant consequences have to ensure at the time before piping failure. Provisions are
necessary periodically updated about actual status knowledge. Assessment convertibility of
the new knowledge is needful done too. Measures have to be determined immediately in the
case of detection of relevant effects for preclusion of these effects during next operation.
The required quality has to be proven before the integrity concept is applied to a piping
system including to the approach or after long term operation in the rank of the approach.
Basics of the assessment are actual design, real geometry, performed attachments, piping
supports and relevant operation loadings including status media and specified postulated
rapture on the knowledge base. Potential degradation mechanisms in operation have to be
eliminated or at least minimized on the basis of monitoring.
Three levels are assigned in the concept regarding piping quality in future operation:
quality has to be guaranteed (integrity concept - prevent break – proactive approach)
by monitoring of causes for damage
quality has to be maintained (preventative maintenance - reactive approach) by
monitoring of results of damage
no specific demands on quality (maintenance triggered by damage - reactive approach)
statistical approach for damage
The paper deals about theoretical background of the integrity concept and example of
practical application are presented on Czech NPPs.
1. INTRODUCTION
The operating licence of nuclear power plants is limited to the expected operation period in
many countries except Germany. For the piping systems stress and fatigue analysis and
proves have to be performed during design for enveloping global loads specified for this time.
Choosing suitable procedure and calculations methods included in codes and rules permitted
values (stress, usage factor) has to be kept. In order to this performance and to dependence of
material degradation on operation loads real quality status for mechanical components in

- 15.4 -
operation or after expected operation time cannot be dedicated in this case. This missing
knowledge was the reason to extended evaluation for understanding possible aging
mechanisms and determination of boundary conditions for life time extension starting about
1985 in USA (Nuclear Power Plant Ageing Research Program – NPAR Program) and Japan
(Programs to Plant Life Management – PLIM and Plant Life Extension – PLEX), /1/ to /9/.
The results of this evaluations allowed life time extension older nuclear power plants. The
long term operation is discussed recently, /10/ and /11/. The life time of components can be
safeguarded by means of measures allowed control of damage mechanisms during operation.
The long term operation is possible, if requested quality is created during design and
manufacturing (new component) or quantified proofed after given operation time and
safeguarded by means of suitable measures during operation. In Germany such procedure was
developed from “Basic Safety Concept” (principle of break exclusion) and it is called since
mid. nineties as “integrity concept”, /12/ to/17/. This procedure for creating the required
quality in design and manufacturing for components without findings is sufficiently defined
in German safety standard KTA 3201.1 to 3201.3, safeguarding of the quality in operation in
3201.4, /18/.
Main goal of the design analysis is to safeguarded every possible damage mechanisms of the
future operation. Damage mechanisms that cannot be safeguarded by specifications and
analysis have to be excluded by design, water chemistry and operation mode. The
effectiveness of these measures must be proven during initial startup and operation. Examples
for such damage mechanisms are:
Fatigue caused by vibrations and short-time dynamic loads like cavitational hammer,
water hammer or shock pressure.
Relevant corrosive damage mechanisms like stress corrosion cracking (SCC) for
austenitic or strain induced corrosion cracking (SICC) and pitting for ferrites that cover
the influence of environment.
The effectiveness of the safeguard depends on the knowledge in the design state and has to be
validated during operation.
To safeguard the damage mechanisms in design the relevant global loads and environments
are specified based on the intended operation modes assuming correct operation of the
relevant components (no internal leakages of valves, proper function of supports) for the

- 15.5 -
certificates required. Local loads and environments are not taken into account at first because
only specified loads are expected to occur. Taking into account the complexity of the systems
and the long term operation loads caused by leaking valves, unintentional switching or
unintended operation modes can not be specified in a reasonable way.
The manufacturing process is important for the quality status too. The demanded quality can
only be achieved if there is a through control of material composition and behaviour, of
constructive details and of the desired fault-free state. After design and monitoring real (as
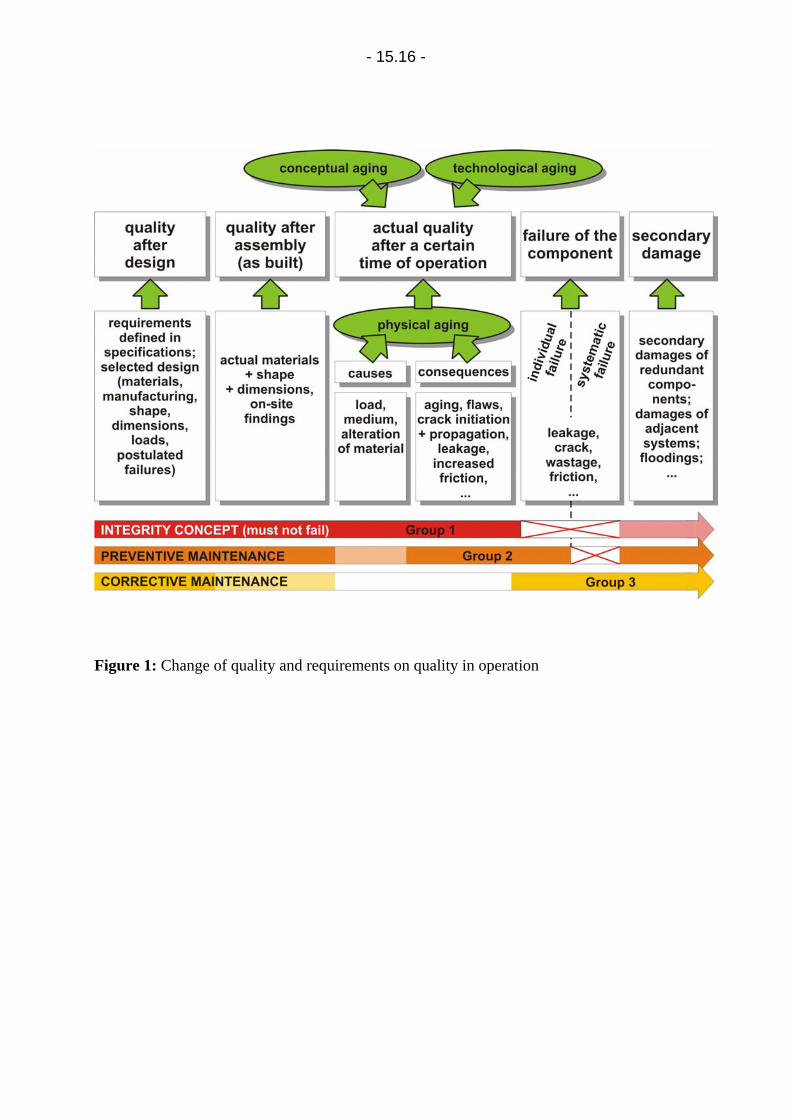
built) construction is known, fig. 1.
During operation as built quality of piping systems can be affected generally by ageing
phenomena, fig 2:
Ageing of basic safety concept,
Ageing of technology,
Ageing of materials.
The ageing of basic safety concept (conceptual aging) includes the demands on system or
components and changes in the overall safety philosophy, which results from experience or
safety analysis. The existing status of systems and components has to be analysed
periodically. If they are deficits, component must be optimized or replaced or even new
systems have to be built in.
The technology ageing is caused by changes of knowledge, e.g. regarding possible damage
mechanisms, material or components characteristics, test and calculation procedures. These
changes result from research or product development projects or from analysis of operation
experience. These knowledge are necessary to quantify the influence of existing causes of
damage mechanisms on as built construction.
Ageing of materials is a result of existing causes in operation (physical aging). Generally,
changes of material characteristics, existing loads and medium can cause material damage
like fatigue, corrosion, wear and combination. For systems and components where damage
mechanisms have to be under control, monitoring of causes is the most appropriate measure.
- 15.6 -
If ageing phenomena are not control sufficiently relevant results of damage mechanisms or
failure are possible. Depending on the quality requirements, three groups have been defined to
classify the scale of measure applied:
group 1: integrity concept (guarantee of quality or integrity – control ageing
phenomena)
group 2: preventive maintenance (maintain quality level – prevent systematic failure),
group 3: failure oriented maintenance (re-establish initial quality).
The procedure in group 1 is sufficient for long term operation. This one in group 2 can be
used, if possible failures have not relevant influence on safety and efficiency of nuclear power
plant.
In this paper technical basis for long term operation will be defined and their use for piping
systems described.
2. TECHNICAL BASIS FOR LONG TERM OPERATION
In the integrity concept for piping systems (and vessels likewise)
quality after design and manufacturing
safeguard quality during operation
proof of existent quality for further operation
has to be handled according to the requirements of the corresponding integrity classification,
fig. 3.
To safeguard the quality during operation redundant measures are necessary which are:
Monitoring of causes for possible damage mechanisms (loads, water chemistry).
Evaluation of results and establishing of suitable measures to control and minimize
corresponding consequences.
Monitoring of consequences (NDT, integral visual inspection).
Pursuing of knowledge (applicability).
It is important to assess whether the existent procedure is sufficient or not and to define
additional measures to master causes and consequences if necessary.

- 15.7 -
Results of monitoring and evaluation have to be reported annual (to supervisory authority and
experts). In consequence of this procedure the monitoring of consequences must not detect
effective operational damage mechanisms (otherwise the procedure was not sufficient). The
requirements are defined in the German KTA 3201.4 (edition 06/99), fig. 4.
The proof of existent quality is another important redundant measure in the integrity
concept. Fundamentals for the evaluation of the existent quality are:
As-built construction
Actual media
Relevant loads
Changes in knowledge and verification procedures
For the integration of a component into the integrity concept based on the technical
fundamentals the premises to comply with and to document are:
Prevention from unacceptable vibrations and short-time dynamic loads like cavitational
hammer, water hammer or shock pressure by determination of design an operation mode.
Prevention from relevant corrosive damage mechanisms (SCC, SICC, erosion-corrosion,
pitting) by suitable water chemistry, material selection, design and construction and
monitoring during operation combined with pursuing of knowledge.
Approved quality (Basissicherheit KTA 3201.1-3. or Quasi-Baisissicherheit including
specification of required additional measures and validations for Quasi-Basissicherheit).
Safeguard of postulated consequences of possible operational damage mechanisms
(minimum detectable failure size combined with fracture mechanics analysis, reaction
force from postulated leak opening combined with stress validation) in the design phase.
Specification of measures and verifications for the registration and control of possible
operational damage mechanisms.
Pursuing of knowledge including aging phenomena and evaluation of the applicability the
plant.
Proof of a consistent concept with graduated redundancies.

- 15.8 -
3. CZECH LAWS, RULES AND STANDARDS
Used safety philosophy concludes all requirements with Czech, national standards and
international requirements:
Requirements on design safety analysis of all operation conditions as normal, abnormal
and emergency, which are specified by design, /19/,
Requirements on technical procedures and measures for managing of all design assumed
emergency situation,
Requirements on system quality of piping systems during design, construction assembly
and commissioning, /20/,
Requirements on system quality of piping systems during all period of planned operation
till to their decommission, /20/,
Requirements on of actual Czech and International lows, regulations and standards, /19,
20,21,22/,
Requirements on following of actual experiences of nuclear power plant of the same type,
Requirements on applying of actual science knowledge.
4. PRACTICAL CONCEPT APPLICATION
Practical integrity concept application on dissimilar welds is presented. Important piping
systems for safety were manufactured from low alloy carbon steel with anticorrosion cladding
inside on NPP WWER 1000MW. It is restricted to perform welding without preheating on
this kind of steel. It is a reason why an assembly welds on this systems are dissimilar metal
welds made with buttering and austenitic filler material. Integrity concept requires appropriate
data (complex data collection) which are retained for the life of the plant. These data also
provide the basis for a plant life management program and will aid in justifying continued
operation of the plant to the regulatory authority. Implementation of results will identify data
collection and record keeping requirements to support ageing management evaluations.
Extent of data collection was separated in three parts:
Important design information
Information from operation including commission period
Information from in-service inspections and maintenance

- 15.9 -
4.1. DESIGN DATA COLLECTION
Research of dissimilar welds was in progress more than 15 years at the producers before
components manufacturing. Results were presented in the research publications and material
studies. More than 55 research reports were issued during this works. Attention was
concentrated on material property of dissimilar welds which can be used in the future during
operation.
Results of design reports of systems and components are very important. Results indicate
regions with maximum stressors due to design normal and abnormal operation condition.
Fatigue assessment results (damage factor) and assessment results of other potential
degradation mechanisms were collected for all selected piping systems too.
Plant Design Management System (PDMS) computer system was used for determination
actual geometry, performed attachments, piping hanging etc. We received actual trajectories
of selected piping systems with all system components as fast action valves, safety valves,
check valves and other components. Fourteen piping with all system components for
assessment were selected – fig.5, example of surge line system in PDMS. Assembly
procedures of dissimilar welds for all systems were collected too. Extent and number of pre-
service inspections during erection was evaluated. Attention was concentrated on weld root
control because weld damage usually starts from this region. The following criteria were
applied for decision about importance from design point of view at the end of the first part of
analysis:
Safety Class (SC). First and the most important criterion. For pressure-retaining
components gives a 3-level classification associated with the role of the component or
system in the installation. SC classification was done in accordance with Czech
regulations [20]. Criteria SC 1, 2 or 3.
Results from design analysis reports. Second criterion is aimed on dissimilar weld
design analysis models and their assessment. Attention was paid whether dissimilar
welds were evaluated individually or together with piping systems. Dissimilar welds
were usually evaluated with component nozzles only. Piping systems models did not
separate individual welds. Criterion Yes/No.
Pre-service inspections. Criterion shows if the individual dissimilar weld was inspected
by NDT volume inspection during construction or erection. Criterion Yes/No.
- 15.10 -
Weld performance. Criterion if dissimilar weld joint was done during erection or during
manufacturing in the shop. Criterion yes was applied if the weld was done during
erection.
Material property. Last criterion in design section. Criterion documents sufficient
quality of used materials of classified equipments. Known material behavior can predict
material sensitivity on any degradation mechanisms in the future. Criterion Yes,
known/No, unknown.
4.2. OPERATION DATA COLLECTION
It is important from operation point of view to define potential degradation mechanisms
which can occur during operation and to define their detection - information from operation.
We can use for separated components of piping systems with dissimilar welds:
information of diagnostic and I&C systems form commissioning operation till up analysis
time,
information from in-service inspections,
information from walk round,
information from maintenance.
Attention was paid to degradation mechanisms (DM) which were not evaluated in design
analysis reports. Six ageing mechanisms are usually determined during operation that tends to
reduce the life of system important to safety: thermal fatigue of pipes and nozzles with
dissimilar welds, fatigue due to vibration, thermal ageing, primary water stress corrosion
cracking, boric acid corrosion and atmospheric corrosion. Following screening criteria were
applied:
Thermal mixture. First DM on thermal fatigue base. Criterion yes was applied if exists
the information from diagnostic systems or we can suppose this DM due to function of
the system (branch connection on systems). Otherwise criterion no was applied.
Criterion Yes/No. – fig.5.
Thermal shock. Criterion yes was applied on the base the same analysis as in the first
case. Thermal shock is very important degradation mechanism and it can occur during
operation (periodic blow down, could water in non flow pipes - passive emergency
system etc.).

- 15.11 -
Thermal stratification. This mechanism mainly regards horizontal piping systems or
pipes with very low slope. Criterion yes was applied on the base diagnostic detection or
presumptions (passive emergency system, surge line etc.).
Two-phase medium. Similar DM as thermal stratification. Two-phase (steam/water)
medium can occur during operation inside piping systems. Criterion yes was applied if
exists the information from diagnostic systems or we can suppose this DM due to
function of system (mainly on spray line).
Failure influence. Criterion yes was applied if exists substantial reasons (due to
component function and component disposition on system) that component failure can
damage other important component (SG, RPV, RCS) in the system (armature leakage,
functionality damage etc.). The analysis was done by using PDMS drawings.
Operation information. Sufficiency of operation information was analyzed and
evaluated in this criterion. Criterion yes was applied if the measurement can confirm
thermal fatigue mechanism (mixing, thermal shock, stratification, steam/water medium)
in individual region of the piping system. It means thermocouples measurement is
implemented in area of assessment. Criterion no was applied if the information was not
sufficient. Additional recommendation was done on diagnostic measurement extension in
the case of necessity.
Thermal aging (change of material property). Criterion was used in case of the cast
steel only and austenitic weld joints.
Criteria for other degradation mechanisms:
Erosion. Turbulent flow or high velocity of dump steam can evoke erosion mechanism.
Criterion yes was applied if substantial reasons were located on piping systems area.
Vibration. It is high cycles fatigue degradation mechanism. Criterion yes was applied if
information from the walk round or from controllers were obtained.
Corrosion. The criterion covers all types of corrosions including stress corrosion
cracking. Criterion yes was used if exist information from operation (from other NPP
too).
Operation information. Sufficiency of operation information was analyzed and
evaluated in this criterion. Criterion yes was applied if the control mechanism can
confirm erosion, corrosion or vibration in individual region of the analyzed piping
system. Criterion no was applied if the information was not sufficient. Additional
recommendations on in-service inspection (ISI) extension were done.
- 15.12 -
4.3. ISI AND MAINTENANCE DATA COLLECTION
Effective ageing management requires timely detection and characterization of any significant
ageing degradation of the piping. In-service inspection plays an important role in detecting a
crack early enough so that appropriate mitigation/repair steps can be taken before it grows
beyond allowable size. Monitoring of stressors causing ageing degradation, especially fatigue
damage (fig.6) aids in more accurate assessment of the damage and in identification of the
most damaging pressure and temperature transients. Following criteria were used:
Scheduled ISI. Criterion yes was applied if the piping area with dissimilar welds is
periodically controlled during regular ISI program.
Control period. The control period was extracted from ISI program if controls are
provided.
Date of the last control. It is needed information at the time of analysis. Information
indicates time of the next period ISI control.
Type of ISI. The non-destructive inspection (NDT) methods are broadly classified as
either volumetric or surface inspection methods. Sufficiency of NDT methods was
evaluated (visual, penetration, UT, X-ray, magnetic, functionality test, etc.)
Aging management. Last criterion shows whether evaluated area with dissimilar weld
was included in aging management process before analysis. Criterion Yes/No.
The results of analysis were documented and in the table presented. Analyzed welds of
systems could be separated on the groups on the presented results base. We received complex
list of all piping system components for the integrity concept. The effectiveness of aging
management should be periodically evaluated and updated in the light of current knowledge
and adjusted, as appropriate. Current relevant knowledge consists of information on systems
operation, surveillance and maintenance histories, and information from the results of
research and development, and generic operating experience.

- 15.13 -
5. CONCLUSION
The ultimate success or failure of the aging management depends upon the degree of
understanding, acceptance and support of the staff of the nuclear power plant. A
multidisciplinary approach to ageing management requires the frequent use of working parties
and teams. Training in team skills (e.g. problem solving) and selecting capable team
facilitators will help ensure that the teams are effective.
The human aspects of ageing management can best be addressed by making the relevant
nuclear power plant organizations key members of ageing management teams.
The implementation of a systematic ageing management process requires an organization that
builds on and systematically co-ordinates all relevant existing plant and external programmes
and activities.
Reviews, inspections and assessments required by regulations should be carried out to
determine the effectiveness of ageing management programmes. Both the ageing management
policy of the licensee and aging management should be assessed and improved by the
licensee. The result of the reviews, inspection and assessment and improvement should be
submitted to the regulatory body.
Consideration should be given to arranging for peer reviews of aging management to obtain
an independent assessment to establish whether the aging management is consistent with
generally accepted practices and to identify areas for improvement.
There should be adequately funded research and development programmes to respond to any
new ageing issues and provide for continuous improvement of the understanding and
predictability of ageing mechanisms and their kinetics, and associated monitoring and
mitigation methods/practices.

- 15.14 -
REFERENCES
/1/ NUREG-1144, J.P. Vora : Nuclear Plant Aging Research (NPAR) Program, Rev. 1
/2/ IAEA-293/33, G.A.Arlotto, J.E.Richardson: NRC-Program to Understand Aging and Manage its Effects in Nuclear Power Plants
/3/ IAEA-295/27, D.R. Hosteller, G.Neils, Utility Life Extension Initiatives in the USA
/4/ Nureg-1377, N.N.Koudic, NRC Research Program on Plant Aging Listing and Abstracts of Reports Issued Through February 1, 1989
/5/ IAEA, Technical Reports Series No. 338, 1992: Methodology for The Management of Aging of Nuclear Power Plant Important to Safety
/6/ IAEA, Safety Report Series No. 15, 1999 Implementation and Review of Nuclear Power Plant Ageing Management Programs
/7/ US NRC, Nureg-1801, Vol. 1 and 2, 2001, Generic Aging Lessons Learned (GALL) Report
/8/ NEA, NEA/SEN/NDC(2000)6, Status Report on Nuclear Power Plant Life Management
/9/ NEA:NEA/CNRA/R(2001) 1 and 2, Regulatory Aspects of Life Extension und Upgrading of NPPs
/10/ IAEA/NSNI, Working Material, 2001, Good Practices for Minimizing Premature Ageing
/11/ IAEA-EBP-Salto, 2007, Final Report of the Programme on Safety Aspects of Long Term Operation of Water Moderated Reactors
/12/ Kußmaul,K., D. Blind : Basis safety – a challenge to reactor technology. Trends in Reactor Pressure Vessel and Circuit Development. Proc., IAEA Specialists Meeting, Madrid 1979, Londen: Applied Science Publishers 1980, pp1/13
/13/ Kußmaul, K.: German basis safety concept rules and possibility of catastrophic failure
Nuc. Eng. Int. 12 (1984), pp 41/46
/14/ Jonas, Bartonicek, Schoeckle : Piping Integrity Monitoring System for GKN PWRS
ASME PVP Conference, Honolulu, Hawaii, 1995
/15/ Bartonicek, Metzner, Schoeckle : Life Time Management – a practical Approach of nuclear power plants ASME PVP Conference, Vancouver, 2002
/16/ Roos, Herter, Schuler, Bartonicek, Schoekle : Integrity concept for Piping Systems, 32. MPA Seminar, Stuttgart 2006
/17/ Junek, Bartonicek, Vrana : Degradation Mechanisms Control of Mechanical Components During Operation ASME PVP Conference, Prague, 2009
/18/ KTA Standard 3201.1 to 3201.4, Components of the Reactor Coolant Pressure Boundary of Light Water Reactors
.1 Materials and Product Form, 1998
.2 Design and Analysis, 1996
.3 Manufacture, 2007
.4 In-service Inspections and Operational Monitoring

- 15.15 -
/19/ Czech Law No. 18/1997 Sb., Peace exploitation of nuclear energy and ionising radiation, from date January 24, 1997 (in Czech)
/20/ Regulation No.132/2008 Sb. from April 4, 2008 about Quality Assurance during Implementation and Operation Provision Contextual with Nuclear Energy Utilization and Radiation Activities and about Quality Assurance Classified Equipments in accord with their Safety Class Range (in Czech)
/21/ Standard Technical Documentation of the A.M.E. 2007, Strength Assessment of Equipment and Piping of WWER type Nuclear Power Plants, Section III, Issued in Prague and Brno May 2007, Identification No. NTD ASI-II-Z-5/07
/22/ Standard Technical Documentation of the A.M.E. 2007, Unified Procedure for Lifetime Assessment of Components and Piping in WWER NPPs, Section IV, Identification No. NTD ASI-IV-Z-5/04
- 15.16 -
Figure 1: Change of quality and requirements on quality in operation

- 15.17 -
conceptual ageing physical ageing
changes in demands damage mechanisms in operation like:
changes in safety philosophy material embrittlement material fatigue
technological ageing corrosion
new knowledge about: wear
possible damage mechanisms combination of above mechanisms
materials and design characteristics causes are in general:
test procedures material (degradation)
procedures for analysis load history
calculation procedures medium / environment history
Figure 2: Ageing phenomena

- 15.18 -
Figure 3: Technical basis of integrity concept
proof of quality
quality afterdesign and manufacturing
design approval / as-built design
spec
ific
atio
ns
spec
ific
atio
ns
pro
ced
ure
of
pro
of
pro
ced
ure
of
pro
of
qu
alit
y m
ana
gem
ent
qu
alit
y m
ana
gem
ent
frac
ture
mec
han
ics
frac
ture
mec
han
ics
documentation
assu
mp
tio
ns
assu
mp
tio
ns
redundant measures
mea
su
res
to c
on
tro
l d.m
.m
eas
ure
s to
co
ntr
ol d
.m.
asse
ssm
ent
asse
ssm
ent
kno
wle
dg
ekn
ow
led
ge
surv
eill
an
cesu
rve
illa
nce
qu
alit
y m
anag
emen
tq
ual
ity
man
agem
ent
rele
van
t lo
ads
kno
wle
dg
e
exis
tin
g /
as b
uilt
co
nst
ruct
ion
exis
tin
g /
as b
uilt
co
nst
ruct
ion
qu
alit
y m
anag
emen
tq
ual
ity
man
agem
ent
safeguarding quality in operation
real causes /control of causes /
no active damage mechanisms
re-assessment of quality in operation
safety margin as requiredsafety margin as required

- 15.19 -
Figure 4: Safeguarding of quality in operation, KTA 3201.4, 06/1999
Monitoring of the consequences of operational damage mechanisms to be assumed
(e.g. non destructive testing, monitoring of loos parts, destructive testing)
Assessment of the present
design
Determination of the relevant
loading conditions
Redundant measures(e.g. detailled analyses,additional monitoring)
Requirementsof the „Basis Safety“
are fullfilled ?
Specifiedloads are
kept ?
Evaluation of the actual state of quality
Identification and monitoring of the causes possible operational damage mechanisms
mechanical and thermal water chemistryloads
Evaluation of the loads and strengthe.g. stress analysis, fatigue analysis,
fracture mechanics analyssis
Determination of measures to monitor the consequences of operational damage mechanisms
areas of test testrelevance method interval
Evaluation of thegeneral concept
Closed concept
Additional measures
no
yes
Ch
ang
eso
fth
e st
ate
of
the
art
Determination ofoperational damage
mechanisms
no
yes
positiv
Monitoring of the consequences of operational damage mechanisms to be assumed
(e.g. non destructive testing, monitoring of loos parts, destructive testing)
Assessment of the present
design
Determination of the relevant
loading conditions
Redundant measures(e.g. detailled analyses,additional monitoring)
Requirementsof the „Basis Safety“
are fullfilled ?
Specifiedloads are
kept ?
Evaluation of the actual state of quality
Identification and monitoring of the causes possible operational damage mechanisms
mechanical and thermal water chemistryloads
Evaluation of the loads and strengthe.g. stress analysis, fatigue analysis,
fracture mechanics analyssis
Determination of measures to monitor the consequences of operational damage mechanisms
areas of test testrelevance method interval
Evaluation of thegeneral concept
Closed concept
Additional measures
no
yes
Ch
ang
eso
fth
e st
ate
of
the
art
Determination ofoperational damage
mechanisms
no
yes
positiv

- 15.20 -
Measurement points
Figure 5: Surge line system with measurement points in PDMS computer system

- 15.21 -
Figure 6: Fatigue usage factor prediction in [%] per years (till 2041)
Surge line FEM model with 3D weld joints


















