Embed Size (px)
Citation preview

Leaf Comin
73
The Results of Ferrography their Evaluation
Tests and
lib' Stodola Brno Military Academy, Faculty of Military Technology, Czech Republic
Abstract
This paper disciisses ways of applying inatlzematical iizetliods to evaliiate the rcsiilts of tribodiagnostics (ferrograpliy) rela ted to vehicle engines. The idea is based on a discrirn- inative analysis wlziclz makes it possible to describe one qiialitafive paranietcr; e.g., tlic cornplex technical sfate of the engine, by means of sezieral qiiantifatizie paraincfcrs, e.8.. the quantity of diagnosed wear particles in irsed oil. The resitlts have beeri verified iisirig statistical dafa from triick and aiifornobile engines.
Keywords
discrim in at ive analysis, cii rren t wen r, 1 imi t wear, crit ical wear, lam ilia r part ides , fatigue particles, spherical debris, corrosive particles, tribodiagnostics, IC cngincs
Nomenclature
probability of phenomenon A/, extent of the hth group extent of the selective set conditional probability of the phenomenon A l f / x conditional probability density of a set of variables for h = 1,2, . . ., 111
vector of coefficients in the Izth group vector of measured values constant of the hth group values of the parameter F in the 12th group vector of mean values in the lith group inverse of covariance matrix of the selective set covariance matrix of the /zth group probability of belonging to the Izth group choice probability of belonging to the Izth group vector of coefficients
Tribotest joiiriinl8-1, Septernbcr 2001. (8 ) 73 lSSN 1354-4063 $70.00 + $10.00 (1560/0901)

74 Stodoln
v? P/t
linear discriminative score in the 12th group vector of mean values in the lzth group -
INTRODUCTION
A significant part of the diagnostics of internal combustion (1C) engines, as closed oil-lubricated mechanical systems containing friction elements, lies in the physical and chemical degradation of the lubricant as well as wear products. The wear mechanism itself, generating wear particles, represents an open sys- tem wherein complex physical and chemical processes occur, usually on the sur- faces of friction bodies. The wear mechanism is complex, depending ori many factors; for example, the type of material, load, the speed of movement of the friction surface, the type of friction, and lubricant characteristics. Thi? wear mechanism cannot be described by means of classic mechanics since friction element interfaces represent small, discrete surfaces, not a homogeneous iso- tropic body, and the volumes concerned are not constant.
In practice, there are four main wear mechanisms for rubbing pair:;: abra- sion by hard particles in friction zones and/or hard material asperities, ad- hesion, corrosion, and fatigue. Other materials can be present in the oil, e.g., nonmetallic particles, polymers, nonferrous metals, siliceous particles, and cellulose and/or polyester fibres from filters. The following is a simplified clas- sification of wear particles, according to the circumstances of their formation, that meets the demands for monitoring and evaluation of wear particles in IC engines.
Parficlcs furinell durirzg slidiizg frictiorz The mechanical action on the surface of couples (components in pairs) corrodes the crystalline structure of the metal, forming a thin film or shallow layer of crystalline structure (Beilby’s layer) ex- posed to super-elongation (elongation along its surface is many times greater than its thickness). The surface formed is extremely smooth, relatively stable, with the upper face exposed to current wear. Current (adhesion) wear particles formed during sliding friction in current operation circumstances are flake-like.
Abrnsive z m r particks Abrasive wear particles are large and rough, produced by the hard and sharp edges of one element penetrating the softer surface of an- other. Abrasive wear can also be caused as a result of particles present in a lu- bricant. These are either of extraneous origin, e.g., silicon, or the products of engine wear itself. The particles cut into the softer material, and penetrate op- posite friction surfaces. Their size is relatively small (0.25 pm). The presence of abrasion particles indicates an abnormal state; their presence and quantity should be monitored carefully. If most of these particles are no less than a few micrometres long and a fraction of a micrometre wide, it can be assumed that
Trihotest joirr~ml 8-1, Sept~wrber 2001. (8) 74 lSSN 2354-4063 $70.00 + $10.00

lubrication system impurities have caused the wear. If a considerably increased quantity of particles greater than 50 pm is found, there is a real danger of imminent component failure.
Fatipre wear particles Antifriction bearing wear is a typical example of fatigue wear. Three characteristic types of wear particles are produced as a result of antifriction bearing fatigue: crumbling fatigue particles, spherical particles gen- erated in fatigue cracks, and laminar particles as a result of the passage of wear particles through the antifriction contact. The beginning of an abnormal state caused by crumbling, which is the most dangerous, is indicated by an increasing quantity of particles greater than 10 pm. Spherical and laminar particles are gen- erated during the bearing operation. However, when fatigue commences, crum- bling laminar particles are increasingly generated, along with spherical particles, indicating the presence of fatigue wear microcracks of the antifriction bearing.
Particles generated by coirzbivzed antifrictioir aizd sliding frictioiz These are typical products of gear friction. Particles are of a rounded oblong shape as a result of tensile stress on the tooth surface. Fatigue cracks widen and deepen, and later dimpling occurs. A higher ratio of bigger to stnaller particles is characteristic; usually particles are not spherical. In addition, with tooth hardening caused by higher load, even more crumbling occurs. A greater volume of wear products is generated. These particles have rough surfaces and serrated edges. Usually a number of oxides are present, as well as other indicators of oxidation.
S l i d i q frictiovz particles These are generated by a higher load on the material, and/or a higher speed, when a crystalline structure becomes unstable, causing the crumbling of larger particles, and the wear rate considerably increases. Particle edges are straight or warped in some cases.
Wear debris analysis of oil-lubricated machinery is used to forestall fail- ure, and as a design tool in the development of new machinery. Wear is the lead- ing factor, for example, in engine and gear failure. There are many types of wear, such as adhesion, abrasion, corrosion, erosion, fretting, cavitation, fatigue, and even melting, each of which produces a characteristic form of wear particle, the identification of which is sometimes difficult. Among the methods for identify- ing particles, and for monitoring their evolution, is ferrography, in which wear particles are separated from the lubricant matrix, arranged or sorted by particle size, and deposited on a glass slide.14
An important aspect of tribological measurement is suitable expression of stochastic quantities to describe an examined object. To describe the technical nature of complex diagnosed objects, e.g., IC engines, there are two approaches.
Tvibotcst jorivrinl8-1, Scpfernber 2001. (8) 75 ISSN 1354-4063 $10.00 + $10.00

76 Sfodoln
1. A small number of dominant tribodiagnostic parameters is selected and directly evaluated by normal methods. The diagnostic parameters include, for example, the number of particles in a ferrogram and the type of particle. 2. Statistical methods are applied to evaluate a comparatively large set of diagnostic parameters. One such mathematical method is used in this paper.
Discriminative analysis is an example of a statistical method. Use of discrimina- tive analysis is based on the ability of the method to describe one latent q i d i f n - t iw parameter by means of several q~~mzfitafiac variables.
A NA LYSlS
Based on the evaluation of a selective set of engines, a model can be developed that makes it possible to describe all the elements (engines) of the basic set. Con- sidering the discriminative model, i t is assumed in advance that the selective set can be subdivided into a necessary number of groups, I t . The number of groups corresponds to a required number of indicated states. In advance, the given probability of belonging to a certain group can be written in the form:
The probability of belonging to the lit11 group can be estimated on the basis of
A, = nl , /n (2)
After tribological analysis, the probability can be determined in accordance with the Bayes formula:
h = I
Determination of whether or not an element belongs to the selective set is achieved by establishing some criteria for judging which elements are assigned to which indicated group. Generally, an element x = ( X I , x2, ..., xk) will be as- signed to the group characterised by the highest probability, and at the same time the probability of a wrong specification will be minimised. When asisigning an element, the group can be determined by maximising the numerator of Eq. (3).
Tvilrotest jorrrrinl 8-1, Sq~tc i r i l ic~r 2001. (8) 76 ISSN 1354-4063 $10.00 + $10.00

In practice, determining discriminative functions call for some simplifying assumptions:
1. parameters must be of the type Np(lz&J in every indicated group 2.
the distribution of probability for the results of measurements of particular
all the groups must meet the rule on coincidence of covariance matrices.
When the mathematical operations have been performed with the above assumptions, the discrimination can be carried out by means of a linear discriminative score:
with a vector of coefficients:
and with a constant:
RESULTS AND DISCUSSION
The above-described methodology for evaluating multidimensional diagnostic signals has been applied to the objective evaluation of results obtained by means of ferrographic analysis. Four basic groups of engines (all are Czech T3- 930 engines) were considered, as follows:
I. creased quantity of inadmissible particles.
Current wear - involves all the states characterised by the absence of an in-
11. type. Such an engine needs intensive examination.
Limit wear - characterised by the presence of particles of an inadmissible
111. Critical wear - involves an engine threatened by a serious defect of an en- gine element. Further operation of such an engine should not be allowed with respect to technical and/or economical considerations.
IV. this phase and inadmissible in other phases of the engine operation.
Running-in mode - characterised by the presence of particles typical for
~~
Trilmtest joiirrinl 8-1, Sq~trtriher 2001. (8) 77 I S S N 1354-4063 $20.00 f $10.00

78 Sfolioln
Figure 1 Cutting wear particles
Figure 2 Laminar particles
Figure 3 Fatigue particles
Tribofesf jortrrrnl8-1, Sepfrrrrbcr 2007. (8) 78 iSSN 1354-4063 $70.00 + $10.00
Figure 4 Spherical particles
Figure 5 Severe wear particles
It was shown with operating engines that the above groups are adequate to meet the needs of an operational diagnostic system. Conditions5 can be estab- lished for the flexible specification of operational norms for particular types of engines and their modifications:-'"
All the modes of wear are modelled according to the number of particle types present in oil samples. It is known in advance from which kind of engine they come. The results are compared by considering the number of particle types in a 1 ml oil sample, used for preparation of the ferrogram. During analysis of the ferrogram, nine particle types were detected:
1. 2. laminar particles (Figure 2) 3. fatigue particles (Figure 3) 4. spherical debris (Figure 4) 5. 6. corrosive particles
cutting wear particles (Figure 1)
severe wear particles (Figure 5)
Tribotest joiirrzal8-1, Srptrtriber 2001. (8) 79 I S S N 1354-4063 $10.00 + $10.00

80 Stodolll
Figure 6 Oxide particles (Fe304, Fe203)
Figure 7 Nonferrous metallic particles (chromium)
Figure 8 Nonferrous metallic particles (bronze)
Tritmtest joirvrrnl 8-1, S~ptewrber 2001. (8 ) 80 ISSN 1354-4063 $10.00 + $10.00

Tlic results of f iwograjdy tcsts arid their rvalrratiotz 81
Table 1 Vectors of mean values in particular groups
1.560
1.501
0.737
1.208
0.486
0.971
0.489
1.809
0.789
4.539
3.934
3.207
3.238
2.543
2.508
2.533
4.005
2.649
6.979
6.548
6.827
5.110
5.117
4.102
5.681
5.636
5.100
5.426
0.917
1.170
0.629
1.0'46
2.51 0
0.719
0.464
1.874
7. oxide particles (Figure 6 ) 8. 9. others.
nonferrous metallic particles (Figures 7 and 8)
In the present work, for each particular group, the mean values of the number of particle types were determined and numbered, as shown in Table 1. Using these mean values in accordance with Eq. (4), a parameter can be formulated called the 'complex ferrographic parameter', F, which allows the dependence of a latent implicit parameter of the current state of the engine wear to be described by means of a vector of measured values, i.e., the number of particular types of particles.'
Based on the results of the selective set, the complex parameter can be written in the form:
The vector of coefficients is an element which involves internal coupling of selective statistical sampling. It is based on the relationship:
The constant in Eq. (7) involves the demands of vector ranging in accordance with a preselected criterion, i.e.,
I 2 f h - - x h
Trihotcst jorrrmd 8-1, Se}~ternher 2001. (8) 81 ISSN 1354-4063 $10.00 + $10.00
82 Stodoln
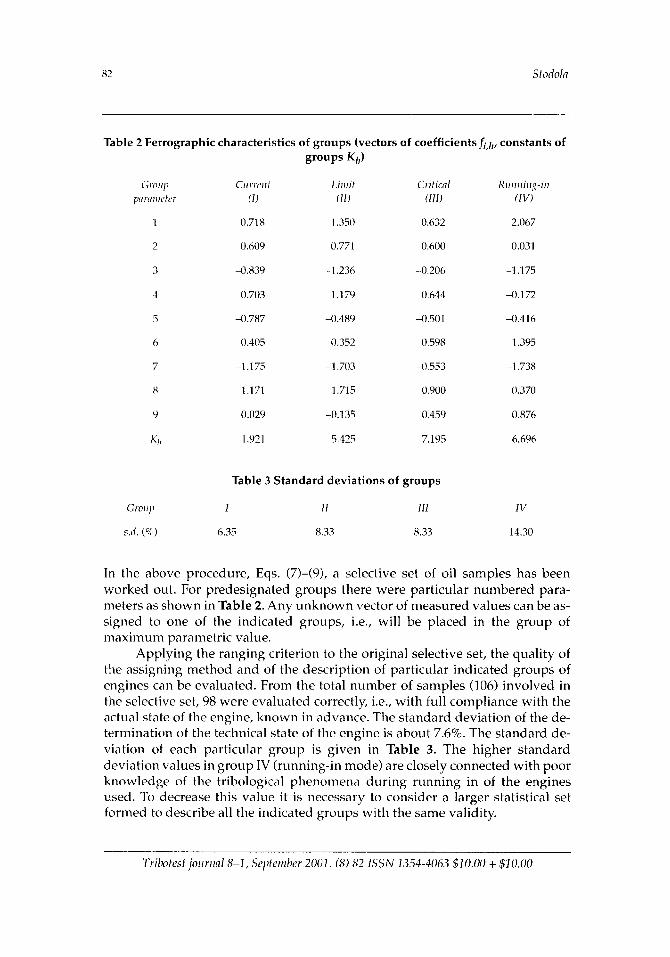
Table 2 Ferrographic characteristics of groups (vectors of coefficients fi,[,, constants of groups KI,)
2 0.609 0.771 0.600 0.031
3 -0.839 -1.236 4.206 -1.175
4 0.703 1.179 0.644 -0.1 72
5 4.787 -0.489 -0.501 -0.416
6 0.405 0.352 0.598 1.395
7 -1 .I 75 -1.703 -0.553 -1.738
8 1.171 1.715 0.900 0.370
9 0.029 -0.135 0.459 0.876
K / , 1.921 5.425 7.195 6.696
Table 3 Standard deviations of groups
Gror/p 1 I 1 Ill IV
S J f . (%) 6.35 8.33 8.33 14.30
In the above procedure, Eqs. (7)-(9), a selective set of oil samples has been worked out. For predesignated groups there were particular numbered para- meters as shown in Table 2. Any unknown vector of measured values can be as- signed to one of the indicated groups, i.e., will be placed in the group of maximum parametric value.
Applying the ranging criterion to the original selective set, the quality of the assigning method and of the description of particular indicated groups of engines can be evaluated. From the total number of samples (106) involved in the selective set, 98 were evaluated correctly, i.e., with full compliance with the actual state of the engine, known in advance. The standard deviation of the de- termination of the technical state of the engine is about 7.6%. The standard de- viation of each particular group is given in Table 3. The higher standard deviation values in group IV (running-in mode) are closely connected with poor knowledge of the tribological phenomena during running in of the engines used. Tc) decrease this value it is necessary to consider a larger statistical set formed to describe all the indicated groups with the same validity.
Tribotest joirrrinl8-1, Scptcrriber. 2003. (8) 82 ZSSN 1354-4063 $10.00 + $70.00

The rcsirlts of f u r o p $ i y t rs ts mid tlirir evcllirntioii 83
CONCLUSIONS
The method of evaluating ferrographic analysis discussed above is suitable for a large number of ferrograph applications. It is difficult to count particular types of particles, but the counting is defined precisely and the results ob- tained are unambiguous. Once the evaluation of tlie ferrogram has been mas- tered, there is no other difficulty in using the method. The group characteristics specified are valid for the Czech T3-930 engines tested. When dealing with other types of engine, the validity would have to be verified by further research. An important factor to note is that the decisive feature for assigning an element to a certain group is not the value of the parameter F, but the maximum value of tlie parameter. This is the essential difference between the application of discriminative analysis and other applications in the literature.
References
1. Jones, W.R., and Loewental, S.H., 'Ferrogr<iphic analysis of wear debris from full-scale bcdring fatigue tests',
2. Launer, LX., and Saibel, A.E., 'Analysis of ferrographic engine wear data using quality control techniques',
3. Roylance, J.B., and I'ocock, G., 'Wear studies through particle sire distribution: I. Appliclitioil of the Weibull
4. Seifert, W.W., and Westcott, C.V., 'A method for the study of wear particles in lubricating oil', WM~; 21 (19721
5. Jetmar, J . , 'Study on the diagnostic system of an engine destined for a hemy cross country truck, I'hD disser-
6. Stodola, J., 'Tribological diagnostics of car combustion engines', 1. Mil~tnry A i d . B r m , 38, 1 ( 1989) 35-46. 7. Stodola, I., 'Multidimensional tribodiagnostic measurements 'and their evaluation', / . I ~ / Y . F ~ r g . , 49, 7 (1993)
513-16. 8. Hruby, V., K'adlec, J. , and Stodtrla, J., 'Hydrogen plasma diffusion treatment o f lnycrs prepared by pl'isnia
nitridation', 26th IEEE International Conference on I'lasma Science, Monterey, CA, 1YYY. Y. Stodola, J.. 'Ferrography tests and their evaluation', Prw. Tt.ils~/i~g/ ? O O O - P / r ~ ~ , 12111 Irrt. Cd/. , Technischt~
Akndemie Esslingen, 2000, vol. 3, pp. 2163-7. 10. Stodola, I., 'Results of tribodiagnostic tests of vehicle combustion TATRA T3-928 engines', FlSlTA World Automotive Congress, Seoul, Korea, 2000.
This is a revised version of a paper first presented at the 12th International Colloquium on Tribology, Technische Akademie Esslingen, Germany.
NASA Technical Paper 1511, NASA, Washington, DC, 1979.
h h r , F r r ~ ~ . , 43, Y (1987) 74-51.
distribution to ferrography', Wcnr, 90 (1983) 113-36.
27-42.
t.ation, Military Academy, Brno, 1989.
Tviliotest joirvrinl 8-1, SqJtcrrrher 2001. (8) 83 I S S N 1354-4063 $10.011 + $10.00





























