Embed Size (px)
Citation preview
The Ramco Cements Limited
Proposed Addition of 4th Packer in Alathiyur Cement Plant (for Operational Advantage)
No change in Consented Quantities of Clinker & Cement Production Village Alathiyur, Taluk Sendurai, District Ariyalur, Tamil Nadu
Environmental Clearance under Clause 7(ii) of EIA Notification 2006
Non Scheduled Activity proposed in Category ‘A’ Cement Plant- Sl. No. 3(b)
Application/Form-1 Feasibility Report
March 2016
EIA Consultant
Environmental System Consultants &
Ambiente Lab Solutions Private Limited (Accreditated by QCI-NABET for Sectors 1, 9, 31, 33 & 38 - Category ‘A’&
Assessed for Sector 4; Sl. No. 57 of QCI List dated 08.02.2016) Old 7, New 14, Shanmuga Naicker Street,
K K Nagar, Chennai-600 078. Phone : 044-2364 3663; Fax-044-2364 2663
e-mail : [email protected]
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
The Ramco Cements Limited
Proposed Addition of 4th Packer in Alathiyur Cement Plant (for Operational Advantage)
(No Change in Consented Quantities of Clinker & Cement Production) Project Feasibility Report
(As per MoEF Guidelines vide Circular No. J-11013/41/2006-IA.II(I) dated 30.12.2010)
1.0 Executive Summary M/s.The Ramco Cements Limited (RCL) are one of the reputed Cement Companies in India. The cement production of RCL is about 14.45 million tons per annum (MTPA) from their cement plants in South India. RCL is producing Ordinary Portland Cement (OPC), Portland Pozzolana Cement (PPC) and Slag Cement (PSC). The cement produced by RCL is marketed in the brand name of ‘RAMCO’. The brand name RAMCO SUPER GRADE is very popular PPC and RAMCO SUPER STEEL is the slag cement brand. The market centres are mainly in Tamil Nadu, Andhra Pradesh, Kerala, Karnataka, Odisha and West Bengal States. RCL Alathiyur Cement Plant was established for 1800 TPD Cement Production in the Year 1996 (Project Cost Rs.393.00 crores) after obtaining the Environmental Clearance from the Ministry of Environment and Forests (MoEF) (now Ministry of Environment, Forests & Climate Change-MoEF&CC) Letter F. No. J-11011/10/95 IA.II(I) dated 11.09.1995 and started the commercial production from the Year 1997. The Cement Plant was expanded with Line-II of 4500 TPD cement production capacity in the Year 2001 (Project Cost Rs.280.01 crores) after obtaining the Environmental Clearance from MoEF&CC vide F. No. J-11011/59/2000 IA.II(I) dated 05.01.2001 (Expansion from 1800 TPD to 6300 TPD). Line-II is in operation since July 2001. RCL also undertook the modification & upgradation of Line-I in May 2006 for the enhancement of its cement production capacity from 1800 TPD to 3700 TPD with a Project Cost of Rs.3.28 crores. As the proposal was <50 crores, it required only Consents from the Tamil Nadu Pollution Control Board (TNPCB) which were also obtained for the expansion of Line-I. Thus, RCL is now operating its Alathiyur Cement Plant (both Lines I & II) for the Clinker production of 2.52 MTPA and Cement production of 3.0 MTPA @ 8200 TPD. In January 2004, RCL had proposed 2 x 18 MW coal based Captive Power Plant (CPP) within the cement plant campus with a Project investment of Rs.95.00 crores for smooth operations of Alathiyur Cement Plant. TNPCB had issued the Consents to Establish for the CPP as EC was not required under EIA Notification 1994 for the new Proposal <100 crores. The recent CPP Expansion Proposal (addition of 6 MW Turbine-36 MW to 42 MW) has been considered by the Ministry at Central Level (after TORs & Public Hearing on 14.10.2015). The Consents to Operate (CTOs) from the Tamil Nadu Pollution Control Board (TNPCB) are obtained and are being renewed (RCTOs) periodically. RCTOs for the Cement Plant are 15082252234 (Air Act) & 15081252234 (Water Act) and for CPP are 15082270125 (Air Act) & 15081270125 (Water Act). The RCTOs are valid upto 31.03.2016.
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
The cement plant, CPP and Township were established in an extent of 121.17 Ha falling in SF Nos. Parts of 7 to14, 19, 22 to 28, 42, 44, 46, 406, 412 to 415, etc. in Alathiyur village, Sendurai Taluk in Ariyalur District of Tamil Nadu. The Cement Plant is supported by the Captive Limestone Mines over an extent of 383.585 Ha in Alathiyur Region viz. Alathiyur North & South Blocks, South of South and Tular Blocks with a total production of 4.179 MTPA limestone. The Cement Plant & CPP Plant operations are in compliance with MoEF&CC Environmental Clearances and TNPCB Consents conditions. Periodical Environmental Quality Monitoring Status Reports are being submitted to the Ministry and TNPCB. The EC Compliance Reports have been issued for Alathiyur Cement Plant vide MoEF&CC, Regional Office Letter EP/12.8/MIS-I/ROCHN/2014/3 dated 02.02.2015. RCL Alathiyur Plant is despatching the cement by both rail and road networks to the marketing centres in Central Districts of Tamil Nadu. The Plant has wagon loading system for rail dispatch and Truck loading system for road dispatch. The Plant presently has 3 Nos. Double Discharge Packers (240 TPH capacity) for loading the cement into wagons as well as trucks. The existing wagon loading system for cement is sufficient for load only 5 wagons at a time and it consumes more time for loading full racks. As per new Railway Loading Norms, the full rack (40 boxes) shall be loaded within 9 hours or otherwise it attracts heavy demerge charges and hampers future allotment of wagons by the Railway. With the dedicated 2 Packers for wagon loading, the 3rd packer is unable to load the trucks in time which affects the dispatch schedule as well as supply networks/plans. The trucks’ turn around time is increased. Hence, RCL is proposing the addition of 4th Packer of 180 TPH
capacity in Alathiyur Cement Plant. It is proposed to extract the cement from existing Cement Silos 1 & 2 through Air slides. The cement from Air slides will be fed to the Bucket elevator. The bucket elevator discharge will be sent to packer bin through Air slides. From the packer bin, cement will be extracted to the Packer through gates. The proposed new 4th Packer will be used to pack cement in a 50 kg bags and will be loaded to Truck loading through belt conveyors. 4 Nos. of Semi automatic truck loaders are provided to load in trucks. The Proposal, proposed in a site of 1110 m2, consists of :
4th Packer Capacity Double Discharge : 180 TPH
Truck loading system : 120 TPH x 4 Nos.
Packer building: RCC construction : 12.0 m W x 12.0 m Length X 34M H e i gh t Truck loading shed : 21.0 m W x 46.0 m Length x 11.75 m Height Building Floors : +8 m, +11.75 m, +16.4 m, +20.4 m, +34.25 m Equipment involved : Packer, Truck loader, Bag filters, Airslides, Belt conveyors,
screens, EOT crane and Bucket elevator There is no increase in Clinker or Cement Production capacity of Alathiyur Cement Plant due to the addition of 4th Packer Proposal. Presently, the Cement Plant Complex requires 5,220 cu.m/day water. In addition to the Mine Pit Water of 3,720 cum/day, Borewells within the Complex are the raw water source (1,500 cu.m/day). Permission/No objection Certificate for tapping 1,500 cum/day ground water from own borewells within the Complex has
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
been obtained from the TN State Water Resource Department vide its Certificate No. OT9/G-1/478/NOC/Chennai/2014 dated 27.10.2014 with a validity for 3 years. There will not be any additional
water demand for the proposed addition of 4th Packer during Operation Phase. Domestic Sewage of 300 cu.m/day is being generated from the Complex and treated in a STP of 300 KLD. The Treated Sewage of 290 cu.m/day is used for Green Belt. About 720 cu.m/day treated effluent from the CPP is pumped to the Cement Plant for equipment Cooling and 160 cu.m/day is used for Green Belt. Thus, it is a Zero Effluent Discharge Plant. There will not be any additional effluent generation due to
the proposed addition of 4th Packer during Operation Phase. All air pollution control equipments and monitoring equipments are installed in the Cement Plant Complex viz. ESP to cooler and power plant, reverse air bag house to raw mills / kilns and bag filters to coal mills and cement mills. In compliance with MoEF&CC norms, Online monitoring system is provided at all major stacks of the Cement Plant and CPP stack and are connected online to Care Air Centre of TNPCB. The emission levels are well within the limit prescribed by MoEF&CC and TNPCB. Additional Bag Filters (3 Nos.) are proposed for the 4th Packer Unit for dedusting packer silo, Packer, Bulk loading spouts, Belt Bucket elevators & Airslides. SPM emission levels will be <30 mg/Nm3 from the Plant. The entire dust collected from the air pollution control equipments are reused in the Cement Process. The entire ash generated from the CPP (68.4 TPD on 6 MW Turbine addition) is being fully utilized in the Cement Plant for PPC manufacture. The entire dust collected from the Bag Filters for 4th Packer will be recycled in the Process. Thus, there is no solid waste generation due to the Proposal. In the total area of 121.17 Ha in the Cement Plant Complex including Township, so far 47.5 Ha was brought under Green Belt (39.20% coverage) with about 1,20,300 trees @ 2,532 trees/Ha, native tree species predominantly. The survival rate is found to be 90-95%. Rain water is being harvested as Roof Top Collection in sumps and used as a raw water source. There are 3 mini Harvesting tanks (30 x 30 x 1 m) created artificially and are holding the runoff waters from the catchment area around the administration building. There are 470 direct employees and 620 contract employees working in the Plant. A qualified Doctor having the required qualification (MBBS & AFIH) is employed in the Occupational Health Centre of the Plant. It is having a full fledged dispensary equipped with X-ray unit, Computerised ECG, Laboratory, Computerised blood chemistry analyzer, Ultra Short Wave Therapy, Physiotherapy Unit, Audiometer & Spirometer, Ambulance, etc. Periodical health check up for employees (six monthly) is covered and free comprehensive Health Checkups are extended to all workers. The Plant is well connected by road and rail modes. The Plant is accessible from the nearby State Highway SH-141 connecting Vridhachalam-Thouzhudur (NH-45) (@ 3.5 km in the north). Southern Railway BG Line (Chennai-Ariyalur-Trichy-Madurai-Kanniyakumari) runs parallel to the Plant at a distance of 1.0 km in the west. The nearest Airport is Trichy at a distance of 90 km in southwest. The nearest Ports are at Chennai (230 km), Cuddalore (75 km) and Karaikkal (87 km). Thus, no additional
infrastructure is needed for the proposed activity.
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
There are no National Parks, Biosphere Reserves, Elephant Corridor, Mangroves, Archaeological/Historical
Monuments, etc. within 10 km radius area other than the Reserved Forests (RFs) viz. Mudukulam RF (@ 7.8 km in southeast) and Ayyur RF (@ 8.3 km in southeast). Seasonal Vellar River is flowing at a distance of 1.1 km in the northeast from CPP boundary. The seasonal Anaivari Odai flows near the eastern boundary of the Cement Plant @ 40-60 m diatance and joins Vellar River. The capital cost of the Proposal is Rs.26.00 crores. An EMP Budget of Rs.0.20 crores has been earmarked as Capital Cost and Rs.0.10 crores per annum as Operating Cost for the Proposal. Adequate budgetary provisions will be made for carrying out the CSR activities. The proposal of Addition of 4th Packer is proposed within Category ‘A’ Cement Industry Complex but is not
a Scheduled Activity. There is no increase in Clinker or Cement Production capacity of Alathiyur Cement Plant due to the addition of 4th Packer Proposal. Thus, RCL is applying to MoEF&CC with Form-1, Feasibility Report and existing Environmental Quality data for the direct clearance under 7(ii) Clause of
EIA Notification 2006.
***

The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
2.0 Introduction of the Project 2.1 Project Proponent Ramco Group is one of the leading, highly reputed and Second Largest Industrial Group in South India. It is well diversified in the fields of Cement, Ready Mix Concrete, Cement Fibre Products, Cotton and Synthetic Yarn, Software Systems, Wind Farms, Research & Development, Dry Mortar Plants, Cotton Textiles and Surgical. The total employees are about 8,500 and the Turnover of the Group is Rs.6,200 crores. The main companies of RAMCO Group are : v M/s. The Ramco Cements Limited (formerly M/s. Madras Cements Limited) v M/s. Rajapalyam Mills Ltd. v M/s. Ramco Industries Ltd. v M/s. Ramco Systems Ltd. M/s.The Ramco Cements Limited (RCL) are one of the reputed Cement Companies in India. The cement production of RCL is about 14.45 million tons per annum (MTPA) from their cement plants in South India: v Ramasamy Raja Nagar near Virudhunagar, Tamil Nadu (established in 1959) : 2.0 MTPA (2 Lines). v Kumarasamy Raja Nagar, Jayantipuram near Vijayawada, Andhra Pradesh (1986) : 3.65 MTPA (2
Lines). v Alathiyur near Viridhachalam, Tamil Nadu (1997) : 3.0 MTPA (2 Lines). v Mathodu near Chithradurga, Karnataka : 0.3 MTPA (since 2000). v Govindapuram near Ariyalur, Tamil Nadu : 5.5 MTPA (established in 2009) (2 Lines). RCL is also having Cement Grinding Units at Kattuputtur (0.75 MTPA) near Chennai, Valapadi (2.0 MTPA) near Salem in Tamil Nadu and Kolaghat (1.0 MTPA) in West Bengal. It is having a Packing Plants at Nagercoil and Hyderabad. RCL is producing Ordinary Portland Cement (OPC), Portland Pozzolana Cement (PPC) and Slag Cement (PSC). The cement produced by RCL is marketed in the brand name of ‘RAMCO’. The brand name RAMCO SUPER GRADE is very popular PPC and RAMCO SUPER STEEL is the slag cement brand. The market centres are mainly in Tamil Nadu, Andhra Pradesh, Kerala, Karnataka, Odisha and West Bengal States. RCL which has always been striving for Total Quality, possesses International Certificate ISO:9001, ISO:14001, ISO:18001 and IS/ISO:50001. The company has achieved various awards for 'Best Performance' in the Cement Industry and also Green Rating Project Awards 4 Leaves from Centre for Science and Environment for the Year 2005. The Ramco Cements Limited is managed by a Board of Directors comprising of eminent personalities as its members. The Chairman of the Board is Shri.P.R.Ramasubrahmaneya Rajha, under whose dynamic leadership the company has grown into a massive organization. Shri.A.V.Dharmakrishnan, Chief Executive Officer (CEO) is heading the Cement Division and dealing with the environmental issues and EC compliances. Any non-compliance/violations of environmental norms and the corrective actions taken will be reported by the Unit Heads to CEO and by CEO to the Chairman, the Board and the shareholders.
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
RCL has the well laid down Safety, Health and Environmental Policy approved by its Board of Directors. Each Unit of RCL is having the Unit Head under whom the Environmental Management Plan (EMP) Cell and Corporate Social Responsibility (CSR) Committee are functioning. The Units are having their Integrated Management System (IMS) Policy. The Contact information of the Corporate Office is : The President (Mfg.), The Ramco Cements Ltd. 5th Floor, Auras Corporate Centre, No. 98A, Dr.Radhakrishnan Road, Mylapore, Chennai-600 004.
Tel. No. : 044-28478666/28478661/28478656 Fax No. : 044-28478676 e-Mail : [email protected]
2.2 Identification of the Project 2.2.1 Alathiyur Cement Plant RCL had established its Alathiyur Cement Plant near Pennadam in Ariyalur District in the Year 1996 (Line-
I) with a cement production capacity of 1800 Tons per day (TPD) (Project Cost Rs.393.00 crores) after obtaining the Environmental Clearance from the Ministry of Environment and Forests (MoEF) (now Ministry of Environment, Forests & Climate Change-MoEF&CC) Letter F. No. J-11011/10/95 IA.II(I) dated 11.09.1995 (Doc-1). Line-I is in operation since May 1997. The Cement Plant was expanded with Line-II of 4500 TPD cement production capacity in the Year 2001 (Project Cost Rs.280.01 crores) after obtaining the Environmental Clearance from MoEF&CC vide F. No. J-11011/59/2000 IA.II(I) dated 05.01.2001 (Expansion from 1800 TPD to 6300 TPD) (Doc-2). Line-II is in operation since July 2001. RCL also undertook the modification & upgradation of Line-I in May 2006 for the enhancement of its cement production capacity from 1800 TPD to 3700 TPD with a Project Cost of Rs.3.28 crores. As the proposal was <50 crores, it required only Consents from the Tamil Nadu Pollution Control Board (TNPCB) which were also obtained for the expansion of Line-I. Thus, RCL is operating its Alathiyur Cement Plant (with both Lines I & II) for the Clinker production of 2.52 MTPA and Cement production of 3.0 MTPA @ 8200 TPD as detailed in Table 1.1. In January 2004, RCL had proposed 2x18 MW coal based Captive Power Plant (CPP) within the cement plant campus with a Project investment of Rs.95.00 crores for smooth operations of the Cement Plant. TNPCB had issued the Consents to Establish for the CPP as EC was not required under EIA Notification 1994 for the new Proposal <100 crores. Imported Coal/Petcoke/Lignite based Boilers (2 Nos. of each 76 Tons per Hour-TPH capacity) with Water Cooled Condensers are installed. The recent CPP Expansion Proposal (addition of 6 MW Turbine-36 MW to 42 MW) has been considered by the Ministry at Central Level (after TORs & Public Hearing on 14.10.2015). The Consents to Operate (CTOs) from the Tamil Nadu Pollution Control Board (TNPCB) are obtained and are being renewed (RCTOs) periodically. RCTOs for the Cement Plant are 15082252234 (Air Act) & 15081252234 (Water Act) and for CPP are 15082270125 (Air Act) & 15081270125 (Water Act). The RCTOs are valid upto 31.03.2016 (Docs-3-6).
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
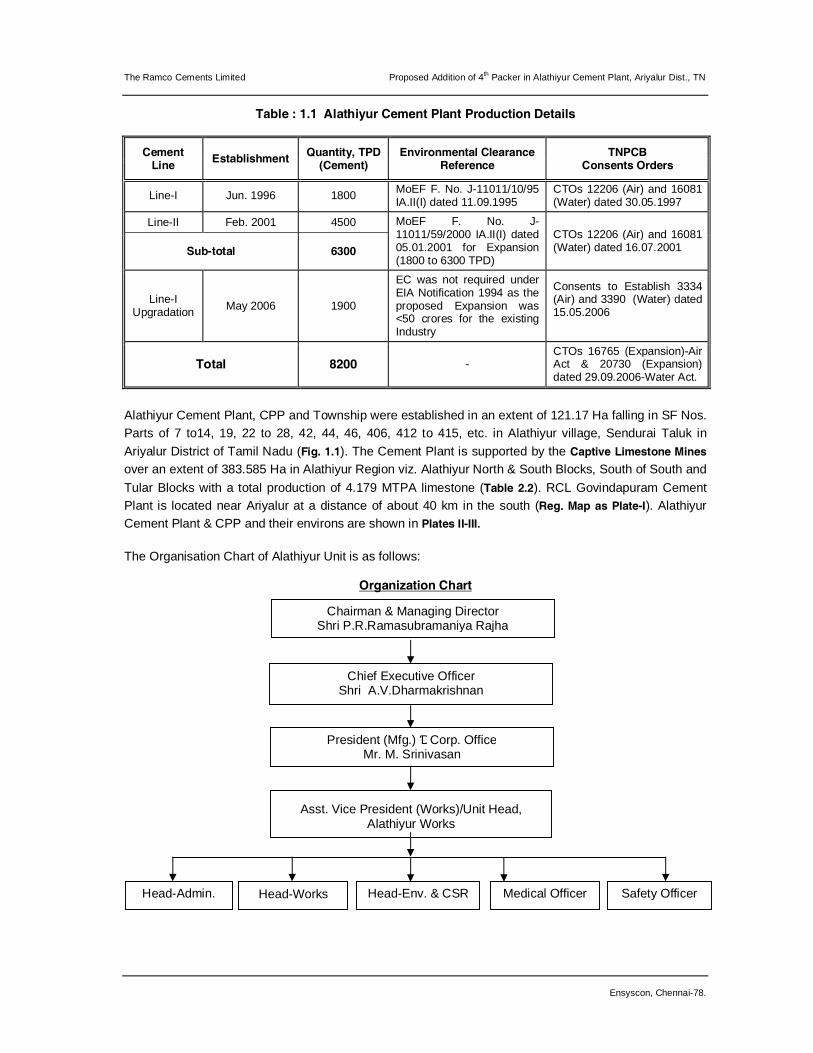
Table : 1.1 Alathiyur Cement Plant Production Details
Cement Line Establishment Quantity, TPD
(Cement) Environmental Clearance
Reference TNPCB
Consents Orders
Line-I Jun. 1996 1800 MoEF F. No. J-11011/10/95 IA.II(I) dated 11.09.1995
CTOs 12206 (Air) and 16081 (Water) dated 30.05.1997
Line-II Feb. 2001 4500 MoEF F. No. J-11011/59/2000 IA.II(I) dated 05.01.2001 for Expansion (1800 to 6300 TPD)
CTOs 12206 (Air) and 16081 (Water) dated 16.07.2001 Sub-total 6300
Line-I Upgradation May 2006 1900
EC was not required under EIA Notification 1994 as the proposed Expansion was <50 crores for the existing Industry
Consents to Establish 3334 (Air) and 3390 (Water) dated 15.05.2006
Total 8200 - CTOs 16765 (Expansion)-Air Act & 20730 (Expansion) dated 29.09.2006-Water Act.
Alathiyur Cement Plant, CPP and Township were established in an extent of 121.17 Ha falling in SF Nos. Parts of 7 to14, 19, 22 to 28, 42, 44, 46, 406, 412 to 415, etc. in Alathiyur village, Sendurai Taluk in Ariyalur District of Tamil Nadu (Fig. 1.1). The Cement Plant is supported by the Captive Limestone Mines
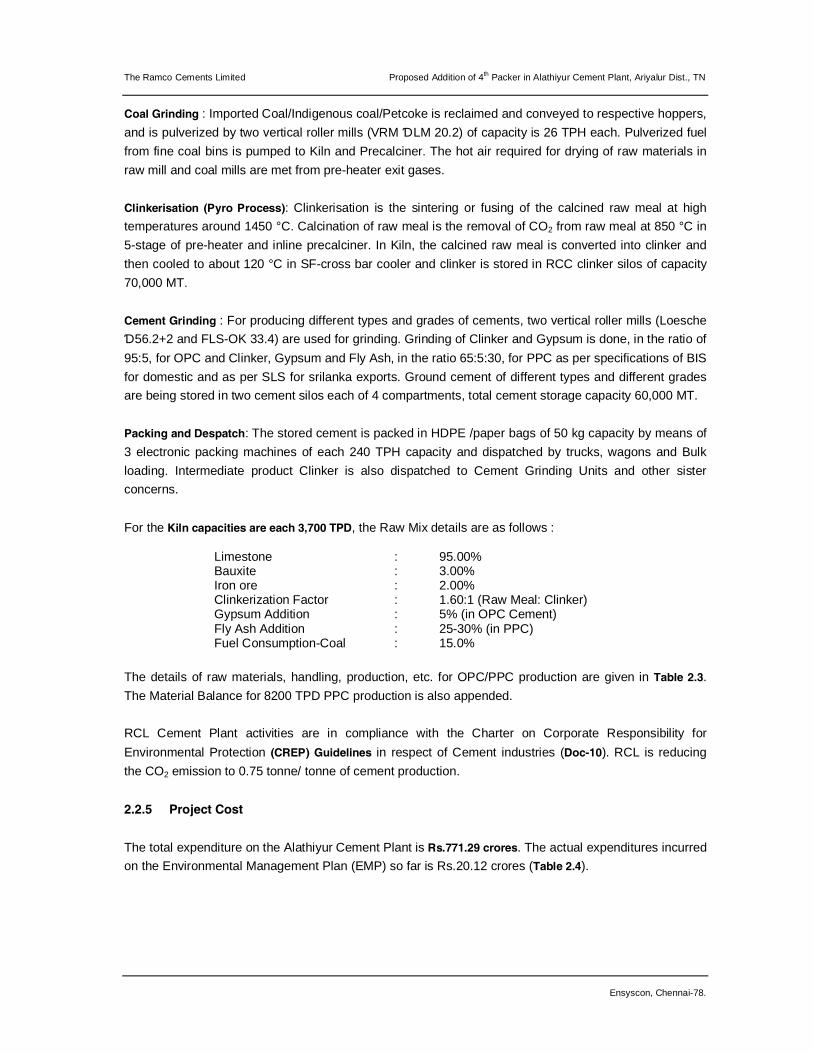
over an extent of 383.585 Ha in Alathiyur Region viz. Alathiyur North & South Blocks, South of South and Tular Blocks with a total production of 4.179 MTPA limestone (Table 2.2). RCL Govindapuram Cement Plant is located near Ariyalur at a distance of about 40 km in the south (Reg. Map as Plate-I). Alathiyur Cement Plant & CPP and their environs are shown in Plates II-III. The Organisation Chart of Alathiyur Unit is as follows:
Organization Chart
Chairman & Managing Director Shri P.R.Ramasubramaniya Rajha
Chief Executive Officer Shri A.V.Dharmakrishnan
President (Mfg.) – Corp. Office Mr. M. Srinivasan
Asst. Vice President (Works)/Unit Head, Alathiyur Works
Head-Admin. Head-Works Safety Officer Medical Officer Head-Env. & CSR

The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
Table : 2.2 RCL Mines in Alathiyur Region & their Production
Sl. No.
Name of the Operating
Mine
Extent, Ha
ML Grant & Mineral
Environmental Clearances Reference
Existing Production,
MTPA
1 Alathiyur Mine:
MoEF&CC Letter J-11015/ 16/2001-IA.II(M) dt. 16.10.2002 for 2.574 MTPA Limestone Production (for 283.00 Ha comprising 5 MLs and dump areas)
i. North Block-1 13.680 G.O 4D(No.1) dt. 03.01.1995 Limestone & Marl 0.216
ii. North Block-2 57.120 G.O 667 dt. 13.10.1998 Limestone & Marl 0.834
iii. South Block-1 89.875 G.O 4D(No.2) dt. 03.01.1995 Limestone & Marl 1.124
iv. South Block-2 27.310 G.O 988 dt. 24.12.1999 Limestone & Marl 0.350
v. Southwest Block 14.685 Rc.16940/MM4/2000 dt. 31.03.2004; Limestone 0.050
2 South of South Mine 44.805 G.O (3D) No.76 dt.13.09.2007
Limestone
MoEF&CC Letter J-11015/ 445/2007-IA.II(M) dt. 08.06.2007
0.105
3 Tular Mine 136.110 G.O 4(D)No.6 MMA2 Dept dt. 02.07.2008; Limestone
MoEF&CC Letter J-11015/ 446/2006-IA.II(M) dt. 15.05.2007
1.500
Total 383.585 - - 4.179
Supply to RCL’s Govindapuram Cement Plant 0.450
Limestone Production for Alathiyur Plant Captive Use 3.729
The Contact information of the RCL Alathiyur Unit is as detailed below : The Assistant Vice President (Works) & Unit Head, The Ramco Cements Limited, Alathiyur Works,
PAC Ramasamy Raja Nagar Post, SenduraiTaluk, Ariyalur District-621 730.
Tel. No. : 04329-248306, 248322; Fax No. : 04329-248305 e-Mail : [email protected]
2.2.2 EC Compliance & other Clearances
The Plant operations are in full compliance with the conditions stipulated in the Environmental Clearances awarded by MoEF&CC and Consent Orders issued by TNPCB. The EC Compliance Reports
have been issued for Alathiyur Cement Plant Lines I & II vide MoEF&CC, Regional Office Letter EP/12.8/MIS-I/ROCHN/2014/3 dated 02.02.2015 (Doc-7). The recently conducted Public Hearing Proceedings for the Addition of 6 MW Turbine in the existing 2x18 MW CPP at the Alathiyur Plant is given as (Doc-8). Permission/No objection Certificate for tapping 1,500 cum/day ground water from own borewells within the Complex has been obtained from the TN State Water Resource Department vide its Certificate No. OT9/G-1/478/NOC/Chennai/2014 dated 27.10.2014 with a validity for 3 years (Doc-9).

The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
2.2.3 Existing Land Use The existing land use pattern of the Cement Complex is as detailed below :
Cement Plant : 72.64 Ha (with 38.05 Ha Plant Area & Township of about
50 Qtrs./485 houses, Bachelors’ Hostel, Club Building, OHS Centre, School, etc. over an extent of 34.59 Ha)
Power Plant : 6.84 Ha (with 2.60 Ha Building Area) Railway Sidings : 4.50 Ha Roads : 3.10 Ha Green Belt : 24.20 Ha (+ Green Belt of 23.30 Ha in Township;
Total Coverage : 39.20%)
Vacant Area : 9.89 Ha ---------------
Total : 121.17 Ha ---------------
A Truck Parking area over an extent of 3.50 Ha has been earmarked outside the Cement Plant near its northern boundary. 2.2.4 Process The Plant is producing Ordinary Portland Cement (OPC) and Portland Pozzolana Cement (PPC) by Dry Process Technology. Cement manufacturing consists of : raw meal grinding, blending, pre-calcining, clinker burning and cement grinding. Closed sheds are provided for storages of Limestone, Coal, Gypsum, Iron Ore, etc. and RCC Silos are provided for Raw Meal, Clinker, Fly Ash and Cement storages. Fully closed conveyors are provided for conveying the raw materials. Pneumatic system is in place for transporting fly ash from bulkers/tankers to silos and mechanical dosing for adding fly ash to the cement mill. Closed circuit grinding are undertaken for raw material grinding, coal grinding and cement grinding, Mining Operations : Limestone, the main raw material, comes from the captive mines close to the Plant. Non-conventional Opencast Mechanised Mining by deploying Surface Miners is adopted which eliminates drilling, blasting and primary crushing. The Run of Mine (ROM) from the Mines is either fed into the Crusher or Limestone Beneficiation Plant (10.926 Ha; 2.40 MTPA - 2x200 TPH- throughput capacity for beneficiating high Silica content Limestone) within a Mining Lease Area. The crushed/beneficiated limestone is stored in the circular limestone covered storage sheds with stacker and reclaimer. Raw Meal Grinding: Raw materials and fuels from various sources are being unloaded through Truck/
Wagon Tipplers and stored in respective covered sheds with stackers and reclaimers. The limestone and additives are fed to the raw mill in the required proportion. Iron and alumina bearing raw material is added as flux to improve the burn ability of raw meal. The grinding is done in two vertical roller mill (VRM - LM 38.3) supplied by Loesche of capacity each 240 TPH. The fine powdered raw material is known as raw meal and stored in the Continuous Flow (CF) silo capacity of 10,000 MT each.
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
Coal Grinding : Imported Coal/Indigenous coal/Petcoke is reclaimed and conveyed to respective hoppers, and is pulverized by two vertical roller mills (VRM – LM 20.2) of capacity is 26 TPH each. Pulverized fuel from fine coal bins is pumped to Kiln and Precalciner. The hot air required for drying of raw materials in raw mill and coal mills are met from pre-heater exit gases. Clinkerisation (Pyro Process): Clinkerisation is the sintering or fusing of the calcined raw meal at high temperatures around 1450 °C. Calcination of raw meal is the removal of CO2 from raw meal at 850 °C in 5-stage of pre-heater and inline precalciner. In Kiln, the calcined raw meal is converted into clinker and then cooled to about 120 °C in SF-cross bar cooler and clinker is stored in RCC clinker silos of capacity 70,000 MT. Cement Grinding : For producing different types and grades of cements, two vertical roller mills (Loesche – 56.2+2 and FLS-OK 33.4) are used for grinding. Grinding of Clinker and Gypsum is done, in the ratio of 95:5, for OPC and Clinker, Gypsum and Fly Ash, in the ratio 65:5:30, for PPC as per specifications of BIS for domestic and as per SLS for srilanka exports. Ground cement of different types and different grades are being stored in two cement silos each of 4 compartments, total cement storage capacity 60,000 MT. Packing and Despatch: The stored cement is packed in HDPE /paper bags of 50 kg capacity by means of 3 electronic packing machines of each 240 TPH capacity and dispatched by trucks, wagons and Bulk loading. Intermediate product Clinker is also dispatched to Cement Grinding Units and other sister concerns. For the Kiln capacities are each 3,700 TPD, the Raw Mix details are as follows :
Limestone : 95.00% Bauxite : 3.00% Iron ore : 2.00% Clinkerization Factor : 1.60:1 (Raw Meal: Clinker) Gypsum Addition : 5% (in OPC Cement) Fly Ash Addition : 25-30% (in PPC) Fuel Consumption-Coal : 15.0%
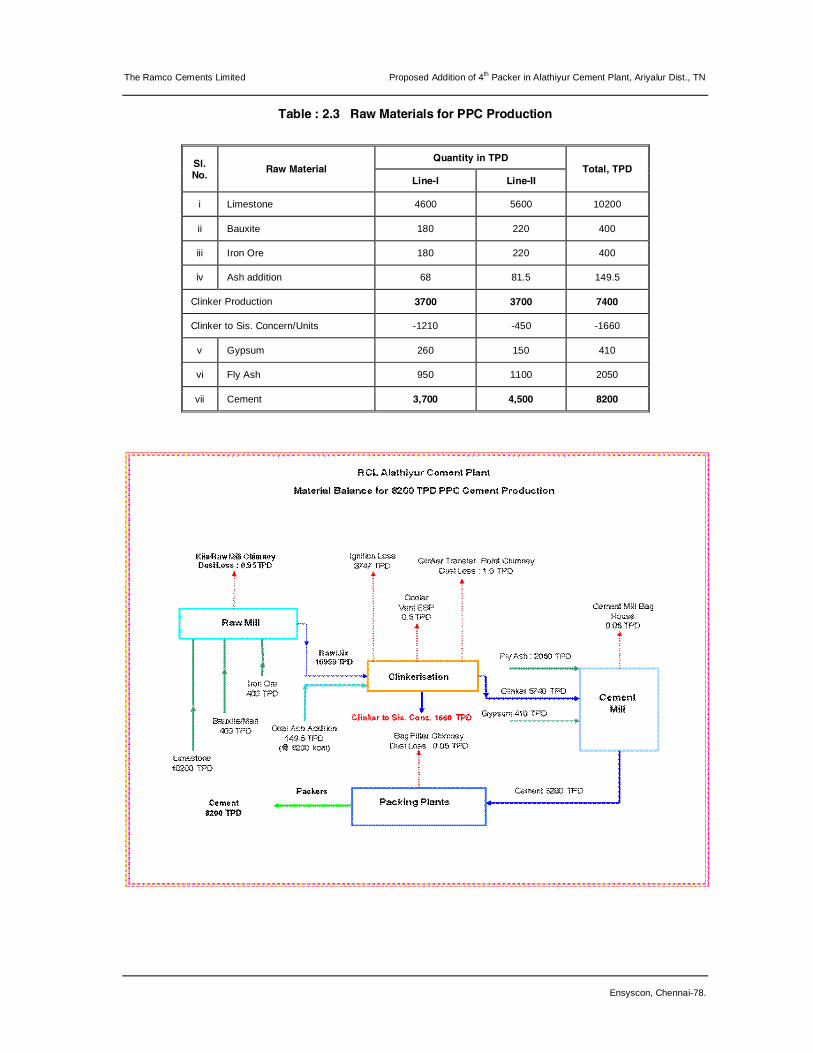
The details of raw materials, handling, production, etc. for OPC/PPC production are given in Table 2.3. The Material Balance for 8200 TPD PPC production is also appended. RCL Cement Plant activities are in compliance with the Charter on Corporate Responsibility for Environmental Protection (CREP) Guidelines in respect of Cement industries (Doc-10). RCL is reducing the CO2 emission to 0.75 tonne/ tonne of cement production.
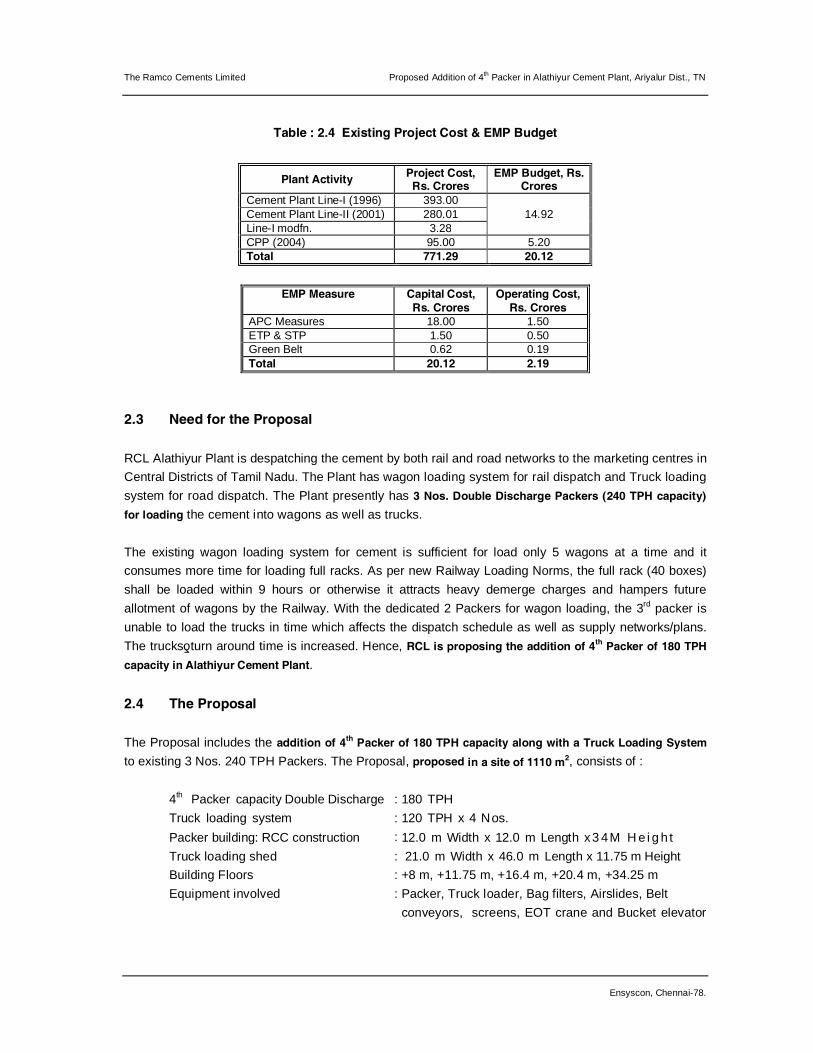
2.2.5 Project Cost The total expenditure on the Alathiyur Cement Plant is Rs.771.29 crores. The actual expenditures incurred on the Environmental Management Plan (EMP) so far is Rs.20.12 crores (Table 2.4).
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
Table : 2.3 Raw Materials for PPC Production
Sl. No. Raw Material
Quantity in TPD Total, TPD
Line-I Line-II
i Limestone 4600 5600 10200
ii Bauxite 180 220 400
iii Iron Ore 180 220 400
iv Ash addition 68 81.5 149.5
Clinker Production 3700 3700 7400
Clinker to Sis. Concern/Units -1210 -450 -1660
v Gypsum 260 150 410
vi Fly Ash 950 1100 2050
vii Cement 3,700 4,500 8200
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
Table : 2.4 Existing Project Cost & EMP Budget
Plant Activity Project Cost, Rs. Crores
EMP Budget, Rs. Crores
Cement Plant Line-I (1996) 393.00 14.92 Cement Plant Line-II (2001) 280.01
Line-I modfn. 3.28 CPP (2004) 95.00 5.20 Total 771.29 20.12
EMP Measure Capital Cost, Rs. Crores
Operating Cost, Rs. Crores
APC Measures 18.00 1.50 ETP & STP 1.50 0.50 Green Belt 0.62 0.19 Total 20.12 2.19
2.3 Need for the Proposal RCL Alathiyur Plant is despatching the cement by both rail and road networks to the marketing centres in Central Districts of Tamil Nadu. The Plant has wagon loading system for rail dispatch and Truck loading system for road dispatch. The Plant presently has 3 Nos. Double Discharge Packers (240 TPH capacity)
for loading the cement into wagons as well as trucks. The existing wagon loading system for cement is sufficient for load only 5 wagons at a time and it consumes more time for loading full racks. As per new Railway Loading Norms, the full rack (40 boxes) shall be loaded within 9 hours or otherwise it attracts heavy demerge charges and hampers future allotment of wagons by the Railway. With the dedicated 2 Packers for wagon loading, the 3rd packer is unable to load the trucks in time which affects the dispatch schedule as well as supply networks/plans. The trucks’ turn around time is increased. Hence, RCL is proposing the addition of 4th Packer of 180 TPH
capacity in Alathiyur Cement Plant.
2.4 The Proposal The Proposal includes the addition of 4th Packer of 180 TPH capacity along with a Truck Loading System to existing 3 Nos. 240 TPH Packers. The Proposal, proposed in a site of 1110 m2, consists of :
4th Packer capacity Double Discharge : 180 TPH
Truck loading system : 120 TPH x 4 Nos.
Packer building: RCC construction : 12.0 m Width x 12.0 m Length x3 4M H e i g h t Truck loading shed : 21.0 m Width x 46.0 m Length x 11.75 m Height Building Floors : +8 m, +11.75 m, +16.4 m, +20.4 m, +34.25 m Equipment involved : Packer, Truck loader, Bag filters, Airslides, Belt
conveyors, screens, EOT crane and Bucket elevator
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
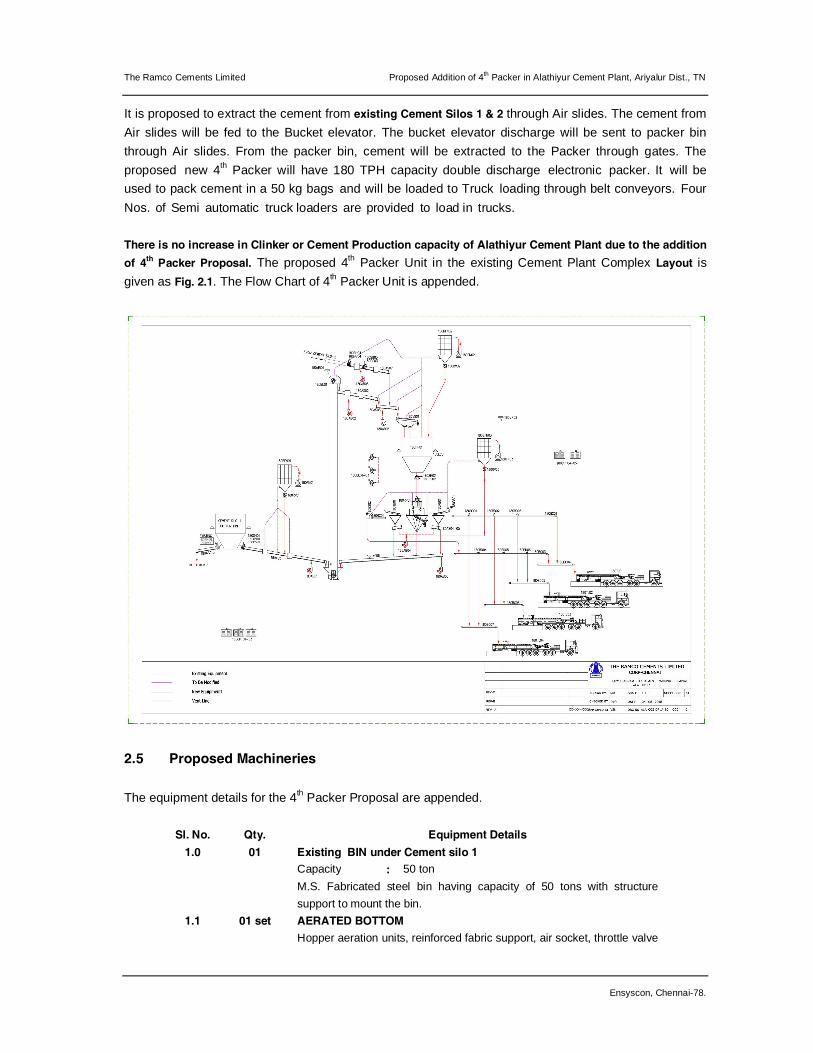
It is proposed to extract the cement from existing Cement Silos 1 & 2 through Air slides. The cement from Air slides will be fed to the Bucket elevator. The bucket elevator discharge will be sent to packer bin through Air slides. From the packer bin, cement will be extracted to the Packer through gates. The proposed new 4th Packer will have 180 TPH capacity double discharge electronic packer. It will be used to pack cement in a 50 kg bags and will be loaded to Truck loading through belt conveyors. Four Nos. of Semi automatic truck loaders are provided to load in trucks. There is no increase in Clinker or Cement Production capacity of Alathiyur Cement Plant due to the addition of 4th Packer Proposal. The proposed 4th Packer Unit in the existing Cement Plant Complex Layout is given as Fig. 2.1. The Flow Chart of 4th Packer Unit is appended.
2.5 Proposed Machineries The equipment details for the 4th Packer Proposal are appended.
Sl. No. Qty. Equipment Details 1.0 01 Existing BIN under Cement silo 1
Capacity : 50 ton M.S. Fabricated steel bin having capacity of 50 tons with structure
support to mount the bin. 1.1 01 set AERATED BOTTOM
Hopper aeration units, reinforced fabric support, air socket, throttle valve
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
and fittings. 1.2 01 Set LOAD CELLS WITH ALL ACCESSORIES
( all Live) cap. : 50 tons each LOAD CELL AMPLIFIER Measuring range : 5 mv Input Impedance : 100 mega ohm
Output Voltage : + 10 volt
Output current : + 5 mA
Power supply : 220 v AC 50 Hz
1.3 01 ROOTS BLOWER INCLUDING MOTOR (Stand by considered with silo Blower)
Capacity : 4.5 m3/min Pressure : 500 mbar RPM : 3000 Motor : 11 K.W
1.4 01 lot PNEUMATIC BUTTERFLY VALVE With pneumatic piston, solenoid valves and limit switches
1.5 01 lot MANUAL BUTTERFLY VALVE Manually operated without limit switches
1.6 01 lot CONTROL AIR PIPING header and electro-pneumatic pistons, complete with elbows, fittings,
flanges, gaskets, connecting bolts and throttle valve etc. 2.0 01 MANUAL CUT-OFF GATE
Size : 300
with spindle, handwheel and gaskets 3.0 01 PNEUMATIC CUT OFF GATE
Size : 300 Made of M.S. Body consisting of pneumatic cylinder slide plate, solenoid
valve and gasket & fasteners.
4.0 01 MOTORISED FLOW CONTROL GATE Size : 300mm
Type : Regulating Type
4.1 01 DISCHARGE SPOUT MS Fabricated discharge spout to discharge the material from Bin to
Solid Flow Meter.
4.2 01 DISCHARGE CHUTE MS Fabricated Discharge Chute
5.0 01 AIRSLIDE FROM BIN TO FEED BUCKET ELEVATOR Capacity : 150 tph Length : 27.0 mtr. Size : 300 mm Slope : 8 deg.
Short supports Air pipings & Valves 6.0 01 DUST COLLECTOR FOR DEDUSTING OF BIN
Type : Pulse jet type, Material to be handled : Cement Capacity : 10000 m3/hr. Filter location : Outside Air to cloth ratio : 1 m3/m2/min
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
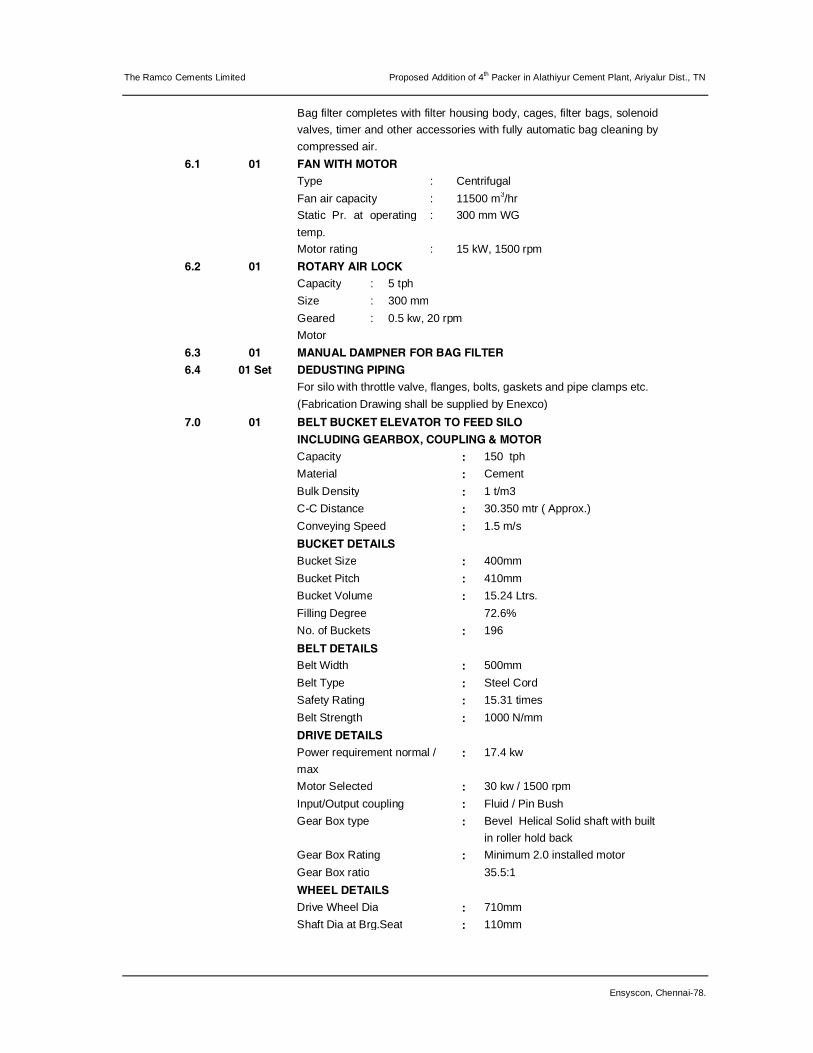
Bag filter completes with filter housing body, cages, filter bags, solenoid valves, timer and other accessories with fully automatic bag cleaning by compressed air.
6.1 01 FAN WITH MOTOR Type : Centrifugal
Fan air capacity : 11500 m3/hr Static Pr. at operating
temp. : 300 mm WG
Motor rating : 15 kW, 1500 rpm
6.2 01 ROTARY AIR LOCK Capacity : 5 tph
Size : 300 mm
Geared Motor
: 0.5 kw, 20 rpm
6.3 01 MANUAL DAMPNER FOR BAG FILTER 6.4 01 Set DEDUSTING PIPING
For silo with throttle valve, flanges, bolts, gaskets and pipe clamps etc. (Fabrication Drawing shall be supplied by Enexco)
7.0 01 BELT BUCKET ELEVATOR TO FEED SILO INCLUDING GEARBOX, COUPLING & MOTOR Capacity : 150 tph Material : Cement
Bulk Density : 1 t/m3
C-C Distance : 30.350 mtr ( Approx.)
Conveying Speed : 1.5 m/s
BUCKET DETAILS
Bucket Size : 400mm
Bucket Pitch : 410mm
Bucket Volume : 15.24 Ltrs.
Filling Degree 72.6%
No. of Buckets : 196
BELT DETAILS
Belt Width : 500mm
Belt Type : Steel Cord
Safety Rating : 15.31 times
Belt Strength : 1000 N/mm
DRIVE DETAILS
Power requirement normal / max
: 17.4 kw
Motor Selected : 30 kw / 1500 rpm
Input/Output coupling : Fluid / Pin Bush
Gear Box type : Bevel Helical Solid shaft with built in roller hold back
Gear Box Rating : Minimum 2.0 installed motor
Gear Box ratio 35.5:1
WHEEL DETAILS
Drive Wheel Dia : 710mm
Shaft Dia at Brg.Seat : 110mm
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
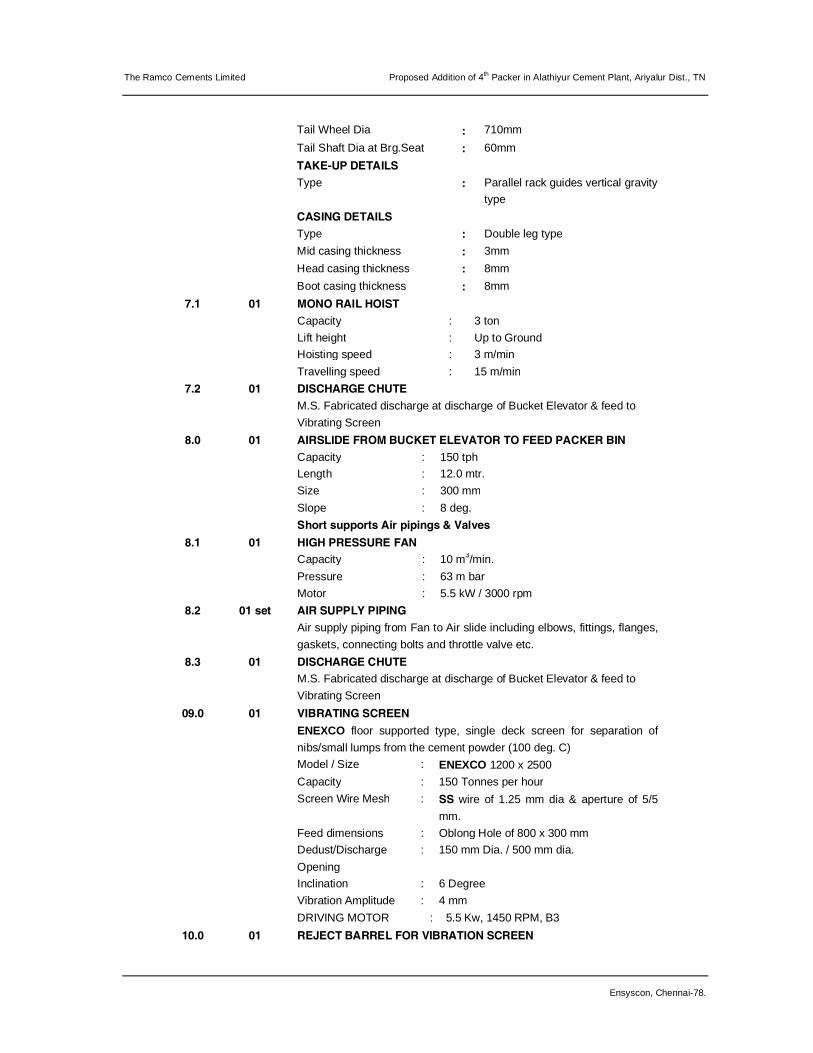
Tail Wheel Dia
:
710mm
Tail Shaft Dia at Brg.Seat : 60mm
TAKE-UP DETAILS
Type : Parallel rack guides vertical gravity type
CASING DETAILS
Type : Double leg type
Mid casing thickness : 3mm
Head casing thickness : 8mm
Boot casing thickness : 8mm
7.1 01 MONO RAIL HOIST Capacity : 3 ton Lift height : Up to Ground Hoisting speed : 3 m/min Travelling speed : 15 m/min
7.2 01 DISCHARGE CHUTE M.S. Fabricated discharge at discharge of Bucket Elevator & feed to
Vibrating Screen
8.0 01 AIRSLIDE FROM BUCKET ELEVATOR TO FEED PACKER BIN Capacity : 150 tph Length : 12.0 mtr. Size : 300 mm Slope : 8 deg. Short supports Air pipings & Valves
8.1 01 HIGH PRESSURE FAN Capacity : 10 m3/min. Pressure : 63 m bar Motor : 5.5 kW / 3000 rpm
8.2 01 set AIR SUPPLY PIPING
Air supply piping from Fan to Air slide including elbows, fittings, flanges, gaskets, connecting bolts and throttle valve etc.
8.3 01 DISCHARGE CHUTE M.S. Fabricated discharge at discharge of Bucket Elevator & feed to
Vibrating Screen
09.0 01 VIBRATING SCREEN ENEXCO floor supported type, single deck screen for separation of
nibs/small lumps from the cement powder (100 deg. C) Model / Size : ENEXCO 1200 x 2500 Capacity : 150 Tonnes per hour Screen Wire Mesh : SS wire of 1.25 mm dia & aperture of 5/5
mm. Feed dimensions : Oblong Hole of 800 x 300 mm Dedust/Discharge
Opening : 150 mm Dia. / 500 mm dia.
Inclination : 6 Degree Vibration Amplitude : 4 mm
DRIVING MOTOR : 5.5 Kw, 1450 RPM, B3 10.0 01 REJECT BARREL FOR VIBRATION SCREEN
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
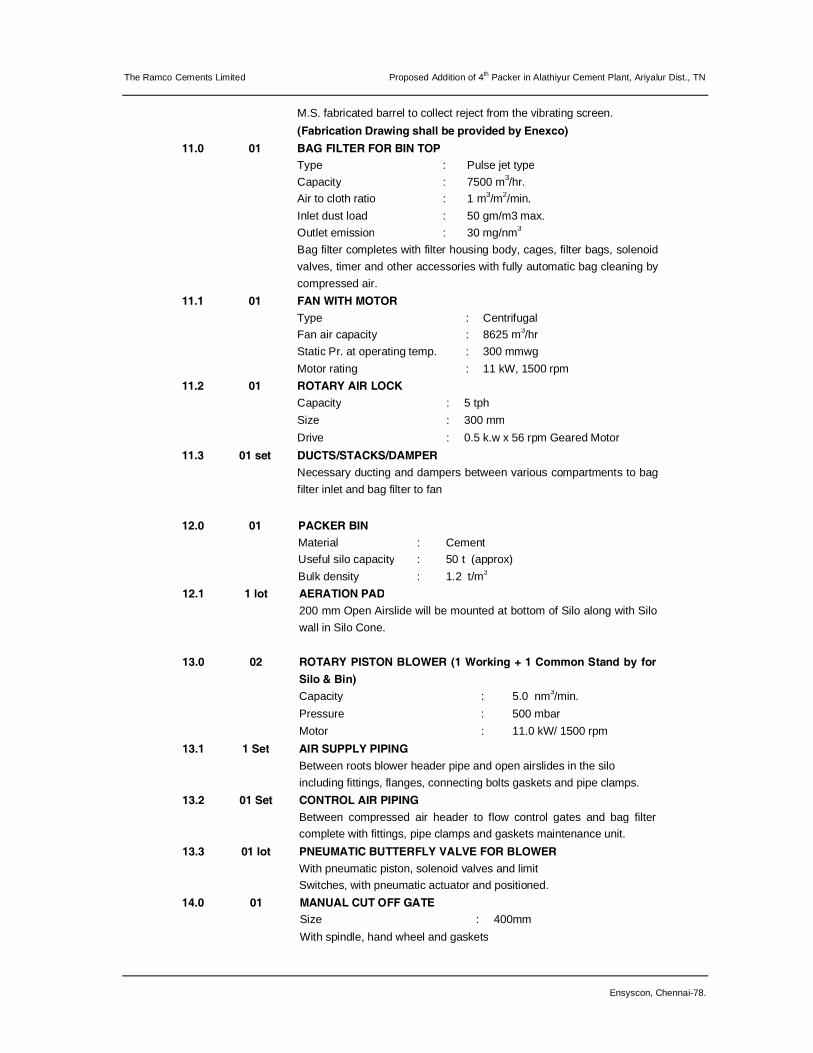
M.S. fabricated barrel to collect reject from the vibrating screen.
(Fabrication Drawing shall be provided by Enexco) 11.0 01 BAG FILTER FOR BIN TOP
Type : Pulse jet type Capacity : 7500 m3/hr. Air to cloth ratio : 1 m3/m2/min. Inlet dust load : 50 gm/m3 max. Outlet emission : 30 mg/nm3
Bag filter completes with filter housing body, cages, filter bags, solenoid valves, timer and other accessories with fully automatic bag cleaning by compressed air.
11.1 01 FAN WITH MOTOR Type : Centrifugal Fan air capacity : 8625 m3/hr Static Pr. at operating temp. : 300 mmwg Motor rating : 11 kW, 1500 rpm
11.2 01 ROTARY AIR LOCK Capacity : 5 tph
Size : 300 mm
Drive : 0.5 k.w x 56 rpm Geared Motor
11.3 01 set DUCTS/STACKS/DAMPER Necessary ducting and dampers between various compartments to bag
filter inlet and bag filter to fan
12.1 1 lot AERATION PAD 200 mm Open Airslide will be mounted at bottom of Silo along with Silo
wall in Silo Cone.
13.0 02 ROTARY PISTON BLOWER (1 Working + 1 Common Stand by for Silo & Bin)
Capacity : 5.0 nm3/min.
Pressure : 500 mbar
Motor : 11.0 kW/ 1500 rpm
13.1 1 Set AIR SUPPLY PIPING
Between roots blower header pipe and open airslides in the silo including fittings, flanges, connecting bolts gaskets and pipe clamps.
13.2 01 Set CONTROL AIR PIPING
Between compressed air header to flow control gates and bag filter complete with fittings, pipe clamps and gaskets maintenance unit.
13.3 01 lot PNEUMATIC BUTTERFLY VALVE FOR BLOWER With pneumatic piston, solenoid valves and limit
Switches, with pneumatic actuator and positioned.
14.0 01 MANUAL CUT OFF GATE Size : 400mm
With spindle, hand wheel and gaskets
12.0 01 PACKER BIN Material : Cement Useful silo capacity : 50 t (approx) Bulk density : 1.2 t/m3
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
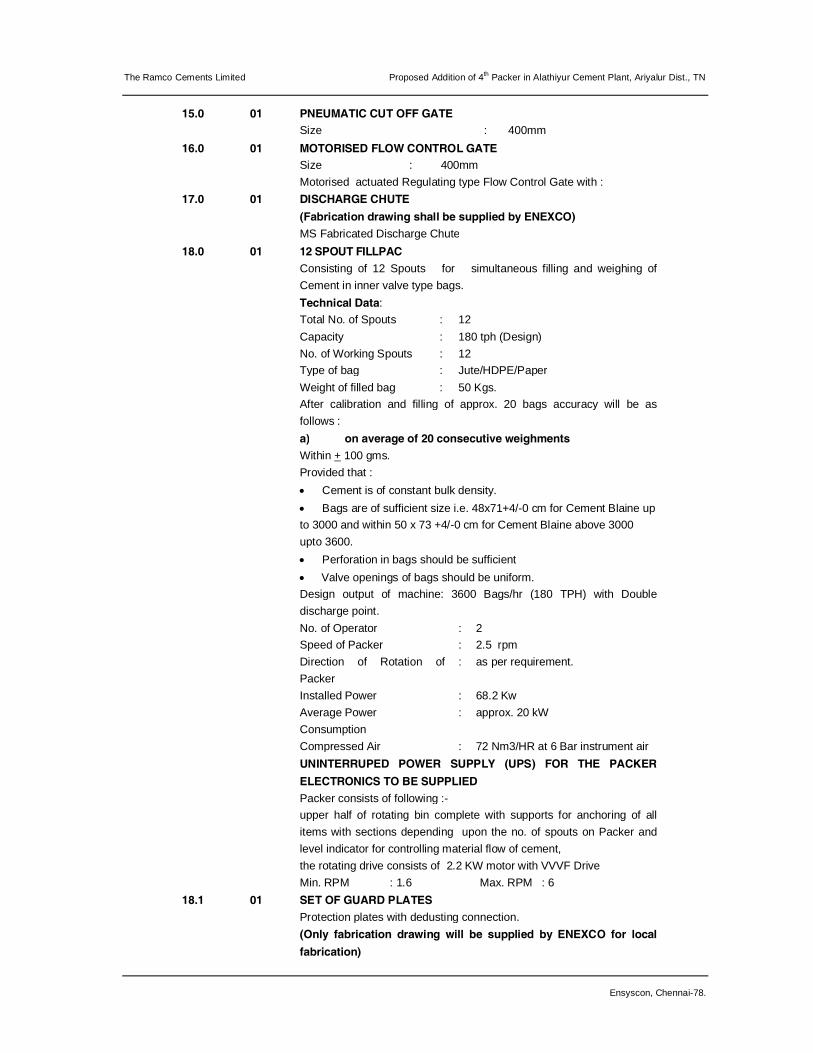
15.0 01 PNEUMATIC CUT OFF GATE Size : 400mm
16.0 01 MOTORISED FLOW CONTROL GATE Size : 400mm
Motorised actuated Regulating type Flow Control Gate with : 17.0 01 DISCHARGE CHUTE
(Fabrication drawing shall be supplied by ENEXCO) MS Fabricated Discharge Chute
18.0 01 12 SPOUT FILLPAC Consisting of 12 Spouts for simultaneous filling and weighing of
Cement in inner valve type bags. Technical Data: Total No. of Spouts : 12 Capacity : 180 tph (Design) No. of Working Spouts : 12 Type of bag : Jute/HDPE/Paper Weight of filled bag : 50 Kgs. After calibration and filling of approx. 20 bags accuracy will be as
follows : a) on average of 20 consecutive weighments
Within + 100 gms. Provided that :
• Cement is of constant bulk density.
• Bags are of sufficient size i.e. 48x71+4/-0 cm for Cement Blaine up to 3000 and within 50 x 73 +4/-0 cm for Cement Blaine above 3000 upto 3600.
• Perforation in bags should be sufficient
• Valve openings of bags should be uniform. Design output of machine: 3600 Bags/hr (180 TPH) with Double
discharge point. No. of Operator : 2 Speed of Packer : 2.5 rpm Direction of Rotation of
Packer : as per requirement.
Installed Power : 68.2 Kw Average Power
Consumption : approx. 20 kW
Compressed Air : 72 Nm3/HR at 6 Bar instrument air
UNINTERRUPED POWER SUPPLY (UPS) FOR THE PACKER ELECTRONICS TO BE SUPPLIED
Packer consists of following :- upper half of rotating bin complete with supports for anchoring of all
items with sections depending upon the no. of spouts on Packer and level indicator for controlling material flow of cement,
the rotating drive consists of 2.2 KW motor with VVVF Drive Min. RPM : 1.6 Max. RPM : 6
18.1 01 SET OF GUARD PLATES Protection plates with dedusting connection.
(Only fabrication drawing will be supplied by ENEXCO for local fabrication)

The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
18.2 Control System BEUMER fillpac R The control system of the fillpac R includes the following modules:
− Storage bin
− flow control gate
− Roots Blower
− fillpac R
− Discharging belt conveyor
− Bag transport up to the bag discharging unit
− Interface to BEUMER bag placer. The material feed and spillage transport will be controlled by the customer Main PLC. A running signal will be passed through the fillpac PLC via floating contacts.
Required power supply: 3 Phase / PE at the control cabinet. Profibus-DP interface for PLC control of BEUMER fillpac (Basis
S7-300) Equipment of the control S7-300 of the BEUMER fillpac with a bus connection PROFIBUS-DP for the connection to a main control system.
Hardware CP 342-5 6GK7 342-5DA02-0XE0 Profibus Repeater Wiring- and installation material to the fillpac control unit.
18.3 02 EMPTY BAG TABLE
M.S. Fabricated table. Size 600 x 800 mm with adjustable height from 700-800 for easy
placement of bags on to the packer.
19.0 01 ELECTRIC HOIST FOR EMPTY BAG HANDLING Capacity : 2 ton
Lift height : 18 mts
Hoisting speed : 3 m/min
Travelling speed : 15 m/min
19.1 02 No. CHUTE FOR TRANSFER THE BAGS TO EMPTY BAG TABLE M.S. Fabricated Chute toloor transfer Empty Bag Godown to Fillpac
20.0 01 RADIAL DISCHARGE CONVEYOR WITH ROLLER PATH Centre distance : 1.4 M Belt : 800 mm Height : 950 mm Motor : 1.5 kW Roller path length : 900 mm
21.0 01 TANGENTIAL BAG DISCHARGE CONVEYOR Centre distance : 3.15 Mtr. Capacity : 120 tph, 2400 Bags/hr.
Belt width : 800 mm, corrugated 3 ply
Height : 650 mm
Roller diameter lagging
: 100 mm with rubber lagging
Motor : 1.5 Kw, 56 rpm
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
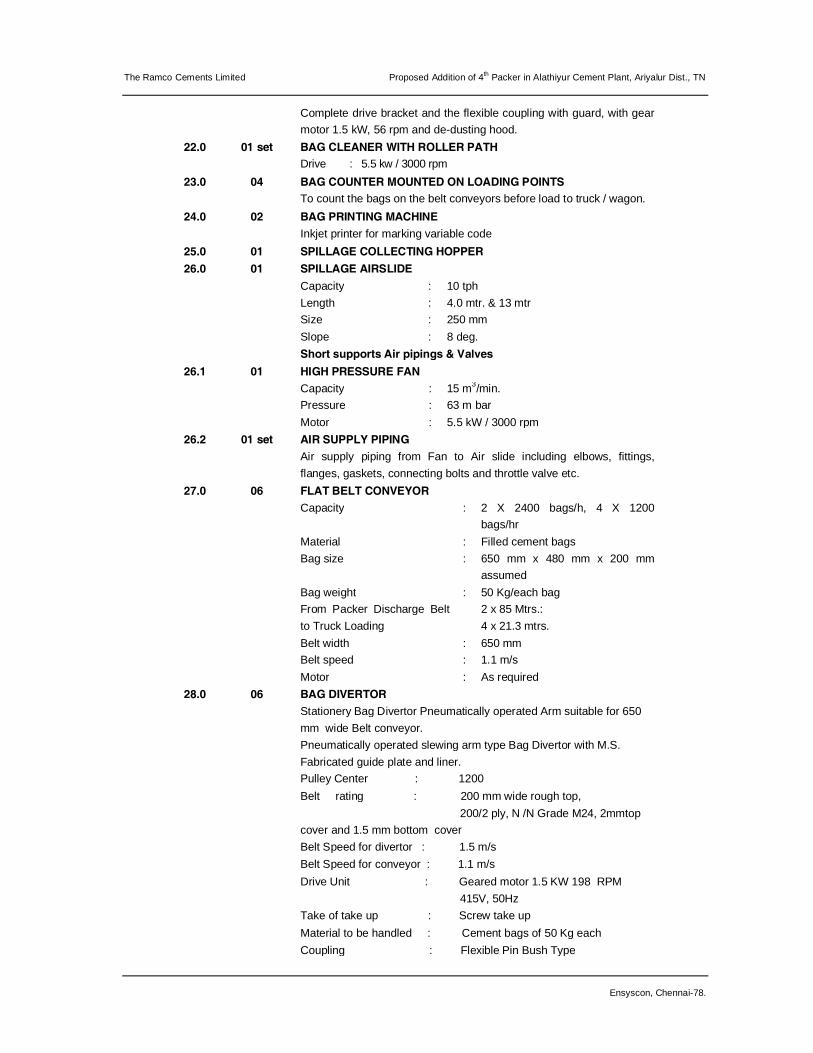
Complete drive bracket and the flexible coupling with guard, with gear motor 1.5 kW, 56 rpm and de-dusting hood.
22.0 01 set BAG CLEANER WITH ROLLER PATH Drive : 5.5 kw / 3000 rpm
23.0 04 BAG COUNTER MOUNTED ON LOADING POINTS To count the bags on the belt conveyors before load to truck / wagon.
24.0 02 BAG PRINTING MACHINE Inkjet printer for marking variable code
25.0 01 SPILLAGE COLLECTING HOPPER 26.0 01 SPILLAGE AIRSLIDE
Capacity : 10 tph Length : 4.0 mtr. & 13 mtr Size : 250 mm Slope : 8 deg. Short supports Air pipings & Valves
26.1 01 HIGH PRESSURE FAN Capacity : 15 m3/min. Pressure : 63 m bar Motor : 5.5 kW / 3000 rpm
26.2 01 set AIR SUPPLY PIPING
Air supply piping from Fan to Air slide including elbows, fittings, flanges, gaskets, connecting bolts and throttle valve etc.
27.0 06 FLAT BELT CONVEYOR Capacity : 2 X 2400 bags/h, 4 X 1200
bags/hr Material : Filled cement bags Bag size : 650 mm x 480 mm x 200 mm
assumed Bag weight : 50 Kg/each bag From Packer Discharge Belt
to Truck Loading 2 x 85 Mtrs.:
4 x 21.3 mtrs. Belt width : 650 mm Belt speed : 1.1 m/s Motor : As required
28.0 06 BAG DIVERTOR
Stationery Bag Divertor Pneumatically operated Arm suitable for 650 mm wide Belt conveyor.
Pneumatically operated slewing arm type Bag Divertor with M.S. Fabricated guide plate and liner.
Pulley Center : 1200
Belt rating : 200 mm wide rough top, 200/2 ply, N /N Grade M24, 2mmtop cover and 1.5 mm bottom cover
Belt Speed for divertor : 1.5 m/s
Belt Speed for conveyor : 1.1 m/s
Drive Unit : Geared motor 1.5 KW 198 RPM 415V, 50Hz
Take of take up : Screw take up
Material to be handled : Cement bags of 50 Kg each
Coupling : Flexible Pin Bush Type
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
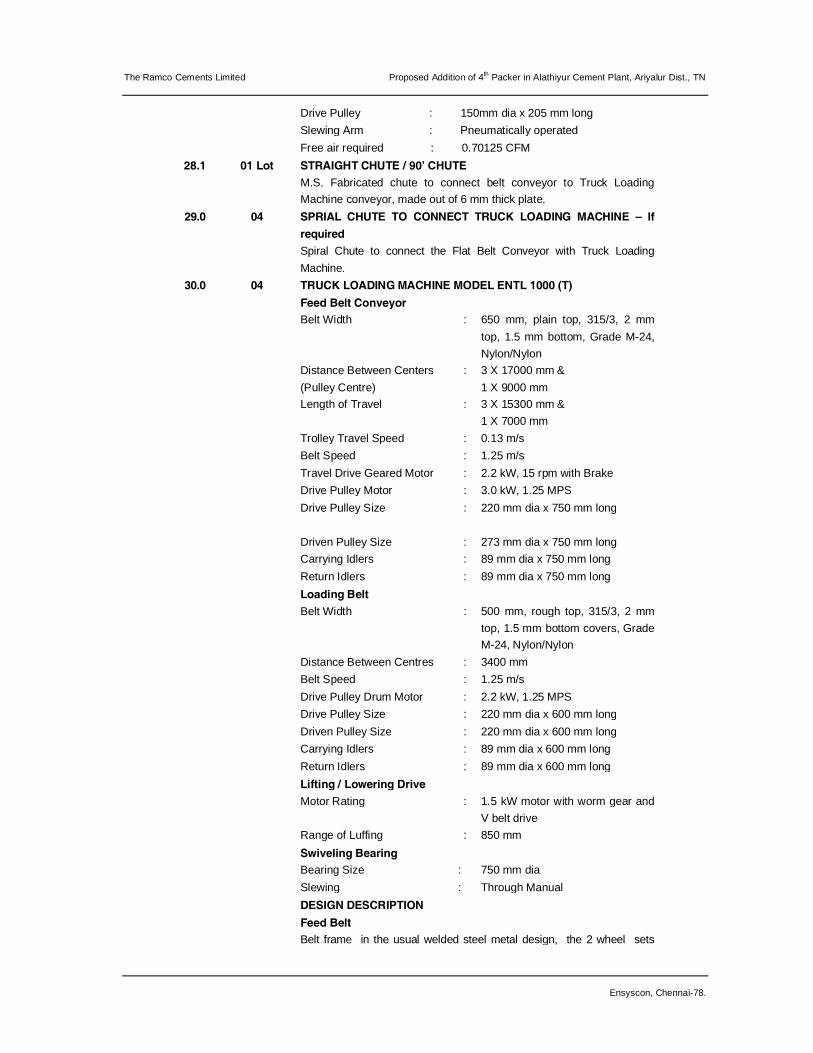
Drive Pulley : 150mm dia x 205 mm long
Slewing Arm : Pneumatically operated
Free air required : 0.70125 CFM
28.1 01 Lot STRAIGHT CHUTE / 90’ CHUTE M.S. Fabricated chute to connect belt conveyor to Truck Loading
Machine conveyor, made out of 6 mm thick plate. 29.0 04 SPRIAL CHUTE TO CONNECT TRUCK LOADING MACHINE – If
required
Spiral Chute to connect the Flat Belt Conveyor with Truck Loading Machine.
30.0 04 TRUCK LOADING MACHINE MODEL ENTL 1000 (T) Feed Belt Conveyor Belt Width : 650 mm, plain top, 315/3, 2 mm
top, 1.5 mm bottom, Grade M-24, Nylon/Nylon
Distance Between Centers (Pulley Centre)
: 3 X 17000 mm & 1 X 9000 mm
Length of Travel : 3 X 15300 mm & 1 X 7000 mm
Trolley Travel Speed : 0.13 m/s
Belt Speed : 1.25 m/s
Travel Drive Geared Motor : 2.2 kW, 15 rpm with Brake
Drive Pulley Motor : 3.0 kW, 1.25 MPS
Drive Pulley Size : 220 mm dia x 750 mm long
Driven Pulley Size
:
273 mm dia x 750 mm long
Carrying Idlers : 89 mm dia x 750 mm long
Return Idlers : 89 mm dia x 750 mm long
Loading Belt Belt Width : 500 mm, rough top, 315/3, 2 mm
top, 1.5 mm bottom covers, Grade M-24, Nylon/Nylon
Distance Between Centres : 3400 mm
Belt Speed : 1.25 m/s
Drive Pulley Drum Motor : 2.2 kW, 1.25 MPS
Drive Pulley Size : 220 mm dia x 600 mm long
Driven Pulley Size : 220 mm dia x 600 mm long
Carrying Idlers : 89 mm dia x 600 mm long
Return Idlers : 89 mm dia x 600 mm long
Lifting / Lowering Drive Motor Rating : 1.5 kW motor with worm gear and
V belt drive
Range of Luffing : 850 mm
Swiveling Bearing Bearing Size : 750 mm dia
Slewing : Through Manual
DESIGN DESCRIPTION Feed Belt Belt frame in the usual welded steel metal design, the 2 wheel sets
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
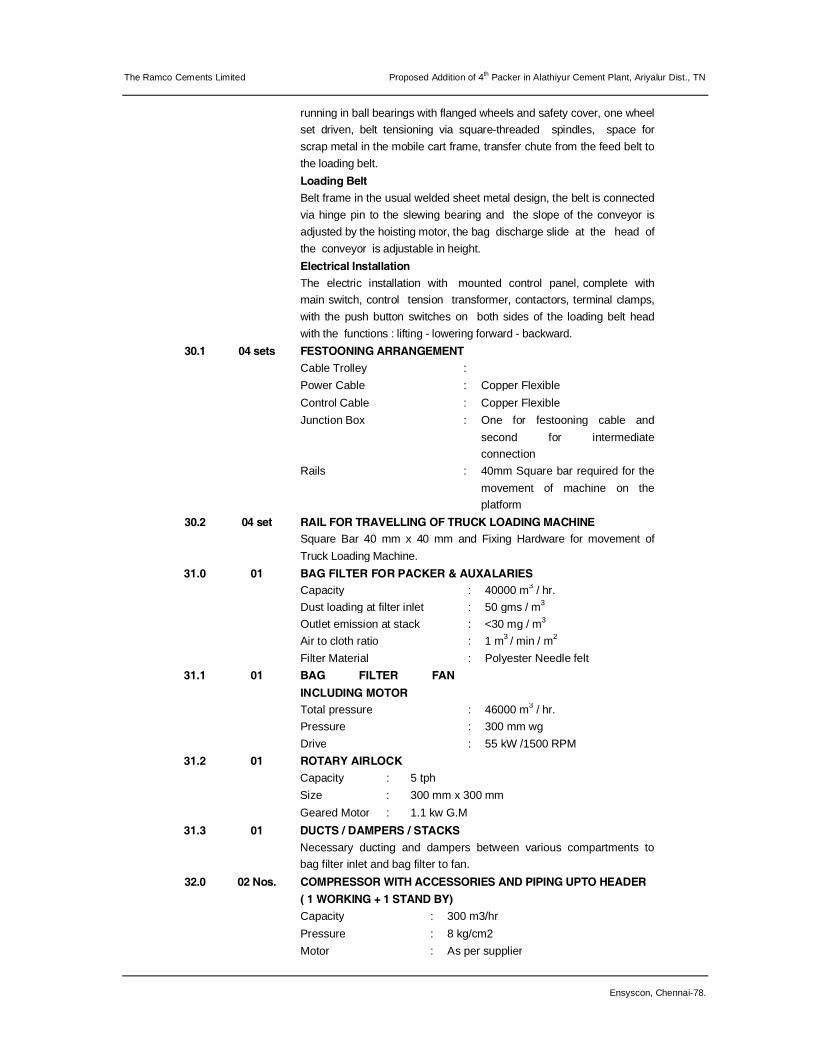
running in ball bearings with flanged wheels and safety cover, one wheel set driven, belt tensioning via square-threaded spindles, space for scrap metal in the mobile cart frame, transfer chute from the feed belt to the loading belt.
Loading Belt Belt frame in the usual welded sheet metal design, the belt is connected
via hinge pin to the slewing bearing and the slope of the conveyor is adjusted by the hoisting motor, the bag discharge slide at the head of the conveyor is adjustable in height.
Electrical Installation The electric installation with mounted control panel, complete with
main switch, control tension transformer, contactors, terminal clamps, with the push button switches on both sides of the loading belt head with the functions : lifting - lowering forward - backward.
30.1 04 sets FESTOONING ARRANGEMENT Cable Trolley :
Power Cable : Copper Flexible
Control Cable : Copper Flexible
Junction Box : One for festooning cable and second for intermediate connection
Rails : 40mm Square bar required for the movement of machine on the platform
30.2 04 set RAIL FOR TRAVELLING OF TRUCK LOADING MACHINE Square Bar 40 mm x 40 mm and Fixing Hardware for movement of
Truck Loading Machine.
31.0 01 BAG FILTER FOR PACKER & AUXALARIES Capacity : 40000 m3 / hr. Dust loading at filter inlet : 50 gms / m3 Outlet emission at stack : <30 mg / m3 Air to cloth ratio : 1 m3 / min / m2 Filter Material : Polyester Needle felt
31.1 01 BAG FILTER FAN INCLUDING MOTOR
Total pressure : 46000 m3 / hr. Pressure : 300 mm wg Drive : 55 kW /1500 RPM
31.2 01 ROTARY AIRLOCK Capacity : 5 tph
Size : 300 mm x 300 mm
Geared Motor : 1.1 kw G.M
31.3 01 DUCTS / DAMPERS / STACKS Necessary ducting and dampers between various compartments to
bag filter inlet and bag filter to fan.
32.0 02 Nos. COMPRESSOR WITH ACCESSORIES AND PIPING UPTO HEADER ( 1 WORKING + 1 STAND BY) Capacity : 300 m3/hr
Pressure : 8 kg/cm2
Motor : As per supplier
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
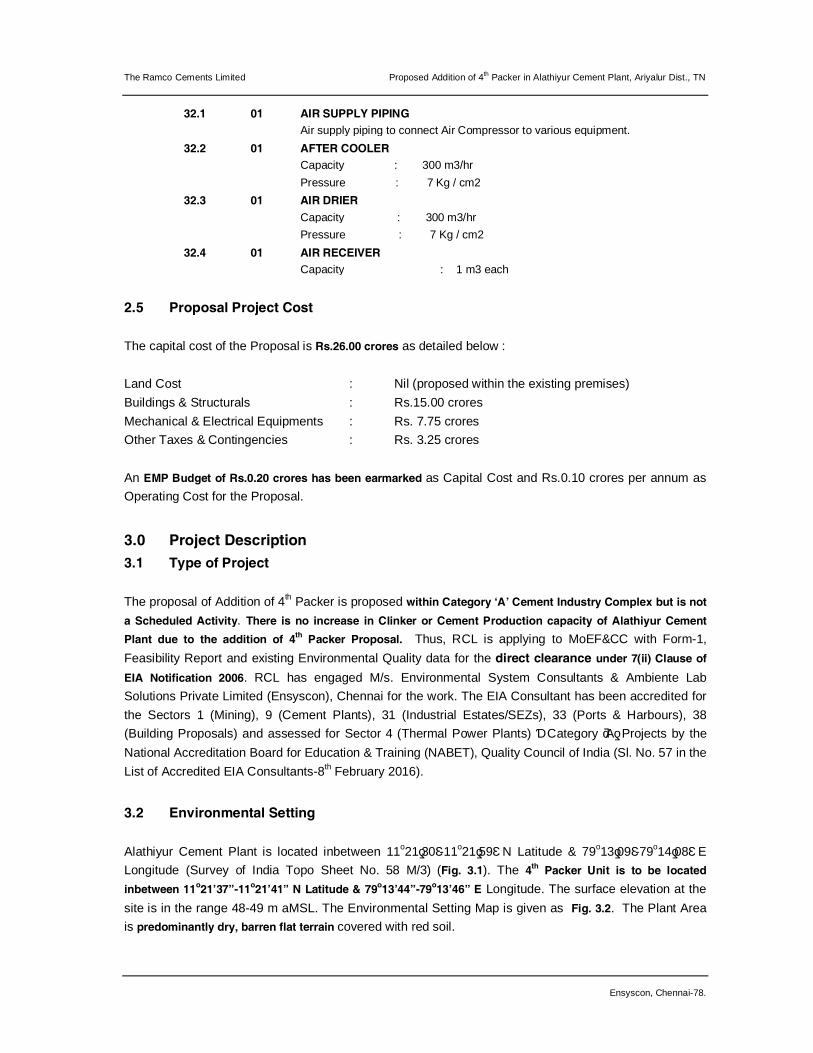
32.1 01 AIR SUPPLY PIPING Air supply piping to connect Air Compressor to various equipment.
32.2 01 AFTER COOLER Capacity : 300 m3/hr
Pressure : 7 Kg / cm2
32.3 01 AIR DRIER Capacity : 300 m3/hr
Pressure : 7 Kg / cm2
32.4 01 AIR RECEIVER Capacity : 1 m3 each
2.5 Proposal Project Cost The capital cost of the Proposal is Rs.26.00 crores as detailed below : Land Cost : Nil (proposed within the existing premises) Buildings & Structurals : Rs.15.00 crores Mechanical & Electrical Equipments : Rs. 7.75 crores Other Taxes & Contingencies : Rs. 3.25 crores An EMP Budget of Rs.0.20 crores has been earmarked as Capital Cost and Rs.0.10 crores per annum as Operating Cost for the Proposal.
3.0 Project Description 3.1 Type of Project The proposal of Addition of 4th Packer is proposed within Category ‘A’ Cement Industry Complex but is not
a Scheduled Activity. There is no increase in Clinker or Cement Production capacity of Alathiyur Cement Plant due to the addition of 4th Packer Proposal. Thus, RCL is applying to MoEF&CC with Form-1, Feasibility Report and existing Environmental Quality data for the direct clearance under 7(ii) Clause of
EIA Notification 2006. RCL has engaged M/s. Environmental System Consultants & Ambiente Lab Solutions Private Limited (Ensyscon), Chennai for the work. The EIA Consultant has been accredited for the Sectors 1 (Mining), 9 (Cement Plants), 31 (Industrial Estates/SEZs), 33 (Ports & Harbours), 38 (Building Proposals) and assessed for Sector 4 (Thermal Power Plants) – Category ‘A’ Projects by the National Accreditation Board for Education & Training (NABET), Quality Council of India (Sl. No. 57 in the List of Accredited EIA Consultants-8th February 2016).
3.2 Environmental Setting Alathiyur Cement Plant is located inbetween 11o21’30”-11o21’59” N Latitude & 79o13’09”-79o14’08” E Longitude (Survey of India Topo Sheet No. 58 M/3) (Fig. 3.1). The 4th Packer Unit is to be located
inbetween 11o21’37”-11o21’41” N Latitude & 79o13’44”-79o13’46” E Longitude. The surface elevation at the site is in the range 48-49 m aMSL. The Environmental Setting Map is given as Fig. 3.2. The Plant Area is predominantly dry, barren flat terrain covered with red soil.
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
There are no National Parks, Biosphere Reserves, Elephant Corridor, Mangroves, Archaeological/Historical
Monuments, etc. within 10 km radius area other than the Reserved Forests (RFs) viz. Mudukulam RF (@ 7.8 km in southeast) and Ayyur RF (@ 8.3 km in southeast). The Plant is located at a distance of 3.5 km south of Pennadam. Echankadu Railway Station is at a distance of 1.5 km in the west. Vridhachalam Railway Junction is at 20 km distance in northeast. Taluk Headquarters Sendurai is at 13 km distance in southwest and District Headquarters Ariyalur is at 30 km in southwest. The Plant is well connected by road and rail modes. The Plant is accessible from the nearby State Highway SH-141 connecting Vridhachalam-Thouzhudur (NH-45) (@ 3.5 km in the north). Southern Railway BG Line (Chennai-Ariyalur-Trichy-Madurai-Kanniyakumari) runs parallel to the Plant at a distance of 1.0 km in the west. The nearest Airport is Trichy at a distance of 90 km in southwest. The nearest Ports are at Chennai (230 km), Cuddalore (75 km) and Karaikkal (the Coal landing Port) @ 87 km in southeast direction. Physiography : The study area exhibits plain terrain with a gentle slope towards northeast (Fig. 3.3). The elevation of the study area is inbetween the range 30-40 m and 110-120 m aMSL. There is no hillocks noticed in the study area. Within the Plant, the surface elevation shows a gentle gradient from northeast to southeast with the surface levels in the range 46-51 m aMSL. Drainage : There is no perennial stream or river in the region. The seasonal Vellar River is flowing at a distance of 1.1 km in the northeast from the boundary. The seasonal Anaivari Odai flows near the eastern boundary of the Cement Plant @ 40-60 m distance and joins Vellar River. As the rivers flow 39-45 m aMSL (6-7 m below), there is no flood risk to the Plant. The overall drainage pattern of the region appears to be dendritic. There are irrigation tanks and ponds in the area which receive water during the monsoon periods. Industries in the Region : RCL Alathiyur Cement Plant and India Cement’s Dalavoi Cement Plant are located adjacent to each other. The Captive Limestone Mines of RCL & ICL exist in the Region. Ambika
Sugars, Eraiyur is at a distance of 5 km in northwest.
3.3 Alternative Sites The 4th Packer Unit is proposed within the Cement Plant for operational advantages with existing infrastructures. Therefore, no alternative sites are considered.
3.4 Water Source & Demand Presently, the Cement Plant Complex requires 5220 cu.m/day water. In addition to the Mine Pit Water of 3,720 cum/day, Borewells within the Complex are the raw water source (1,500 cu.m/day). Permission/No objection Certificate for tapping 1,500 cum/day ground water from own borewells within the Complex has been obtained from the TN State Water Resource Department vide its Certificate No. OT9/G-1/478/NOC/Chennai/2014 dated 27.10.2014 with a validity for 3 years. There will not be any additional water demand for the proposed addition of 4th Packer during Operation Phase.
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
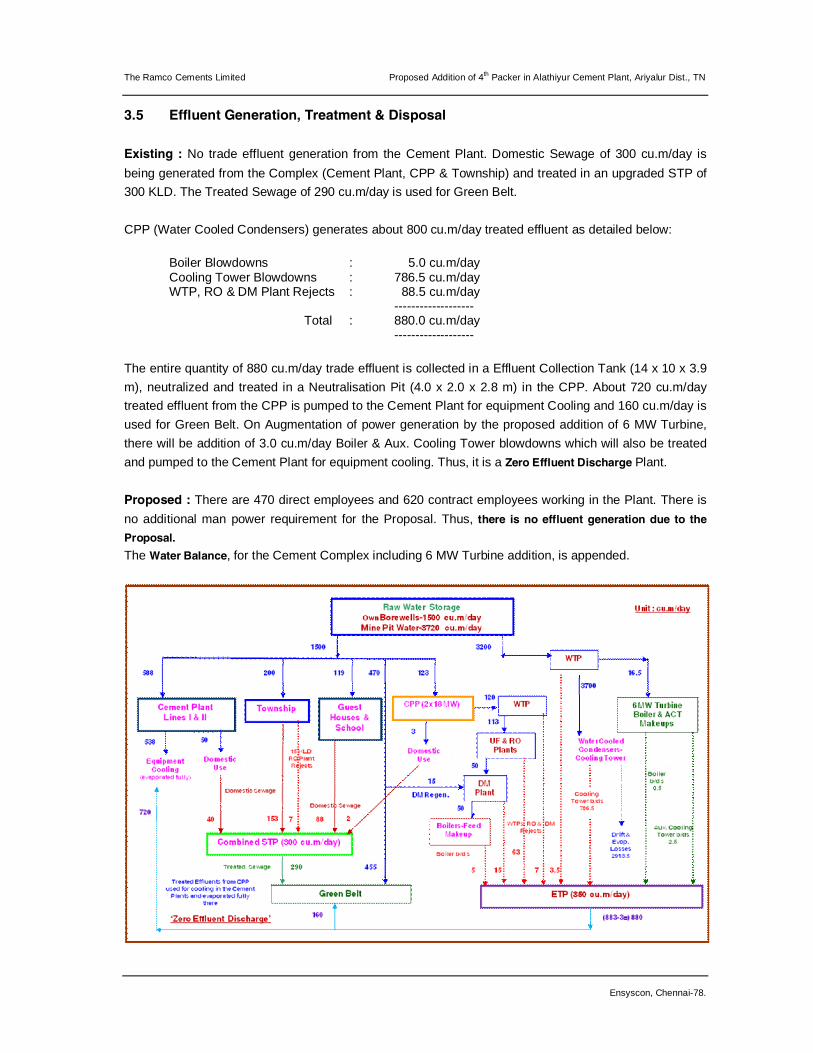
3.5 Effluent Generation, Treatment & Disposal Existing : No trade effluent generation from the Cement Plant. Domestic Sewage of 300 cu.m/day is
being generated from the Complex (Cement Plant, CPP & Township) and treated in an upgraded STP of 300 KLD. The Treated Sewage of 290 cu.m/day is used for Green Belt. CPP (Water Cooled Condensers) generates about 800 cu.m/day treated effluent as detailed below: Boiler Blowdowns : 5.0 cu.m/day Cooling Tower Blowdowns : 786.5 cu.m/day WTP, RO & DM Plant Rejects : 88.5 cu.m/day ------------------- Total : 880.0 cu.m/day ------------------- The entire quantity of 880 cu.m/day trade effluent is collected in a Effluent Collection Tank (14 x 10 x 3.9 m), neutralized and treated in a Neutralisation Pit (4.0 x 2.0 x 2.8 m) in the CPP. About 720 cu.m/day treated effluent from the CPP is pumped to the Cement Plant for equipment Cooling and 160 cu.m/day is used for Green Belt. On Augmentation of power generation by the proposed addition of 6 MW Turbine, there will be addition of 3.0 cu.m/day Boiler & Aux. Cooling Tower blowdowns which will also be treated and pumped to the Cement Plant for equipment cooling. Thus, it is a Zero Effluent Discharge Plant. Proposed : There are 470 direct employees and 620 contract employees working in the Plant. There is no additional man power requirement for the Proposal. Thus, there is no effluent generation due to the Proposal. The Water Balance, for the Cement Complex including 6 MW Turbine addition, is appended.
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
Effluent Treatment: Raw effluent is passed in mixing channel by gravity where alum and lime are dosed
and pH is brought to neutral range. The effluent then enter the pretreatment block and poly electrolyte is
dosed. The clarified water is then pumped to the cement plant for equipment cooling (Table 3.1).
Table : 3.1 Effluent Characteristics
Effluent Effluent Characteristics Treated Effluent & Treatment Method
Cooling tower blow down Temp – 42-45°C TDS < 2100 ppm
Neutralized in the N-Pit and used for equipment cooling (pH 5.5-9, TDS < 2100, Temp - 40°C)
Boiler Blow down Temp-350°C pH – 9.0-9.5
Used for equipment cooling after passing through Steam heat recovery System & neutralization pit
DM plant regeneration pH – 7.5-8.0 TDS <2100 ppm
Neutralized in the N-Pit and used for equipment cooling in the Cement Plant
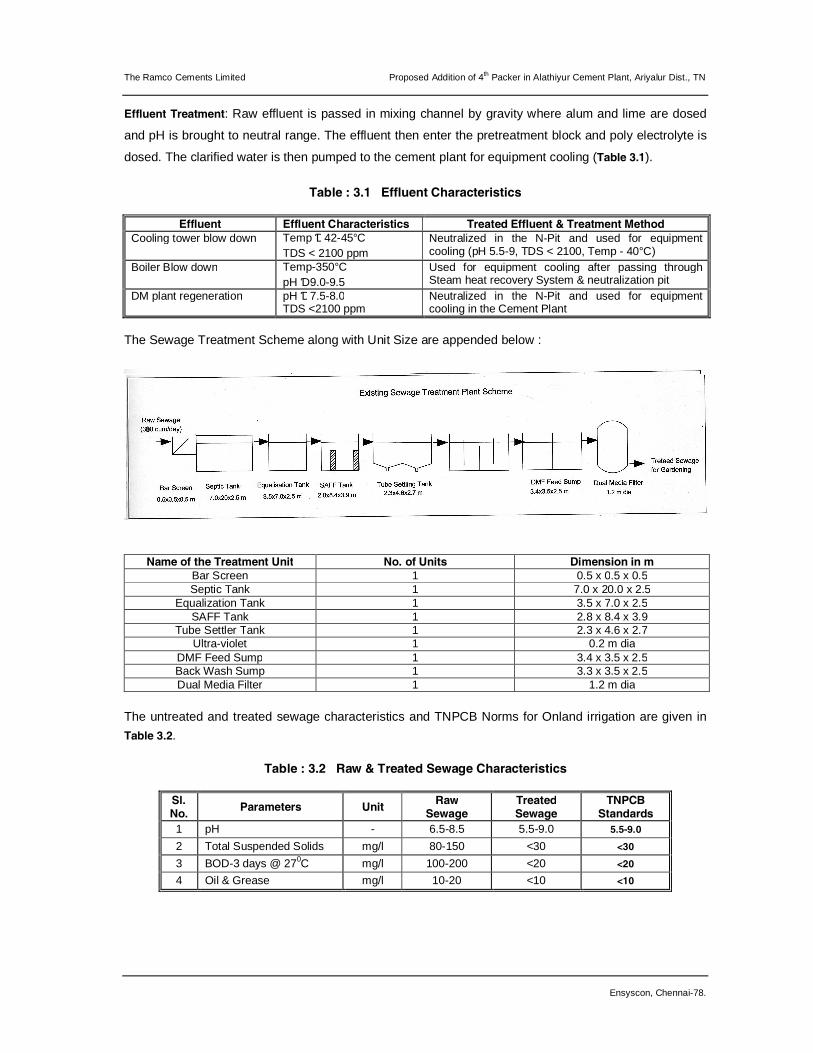
The Sewage Treatment Scheme along with Unit Size are appended below :
Name of the Treatment Unit No. of Units Dimension in m Bar Screen 1 0.5 x 0.5 x 0.5 Septic Tank 1 7.0 x 20.0 x 2.5
Equalization Tank 1 3.5 x 7.0 x 2.5 SAFF Tank 1 2.8 x 8.4 x 3.9
Tube Settler Tank 1 2.3 x 4.6 x 2.7 Ultra-violet 1 0.2 m dia
DMF Feed Sump 1 3.4 x 3.5 x 2.5 Back Wash Sump 1 3.3 x 3.5 x 2.5 Dual Media Filter 1 1.2 m dia
The untreated and treated sewage characteristics and TNPCB Norms for Onland irrigation are given in Table 3.2.
Table : 3.2 Raw & Treated Sewage Characteristics
Sl. No. Parameters Unit Raw
Sewage Treated Sewage
TNPCB Standards
1 pH - 6.5-8.5 5.5-9.0 5.5-9.0
2 Total Suspended Solids mg/l 80-150 <30 <30
3 BOD-3 days @ 270C mg/l 100-200 <20 <20
4 Oil & Grease mg/l 10-20 <10 <10
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
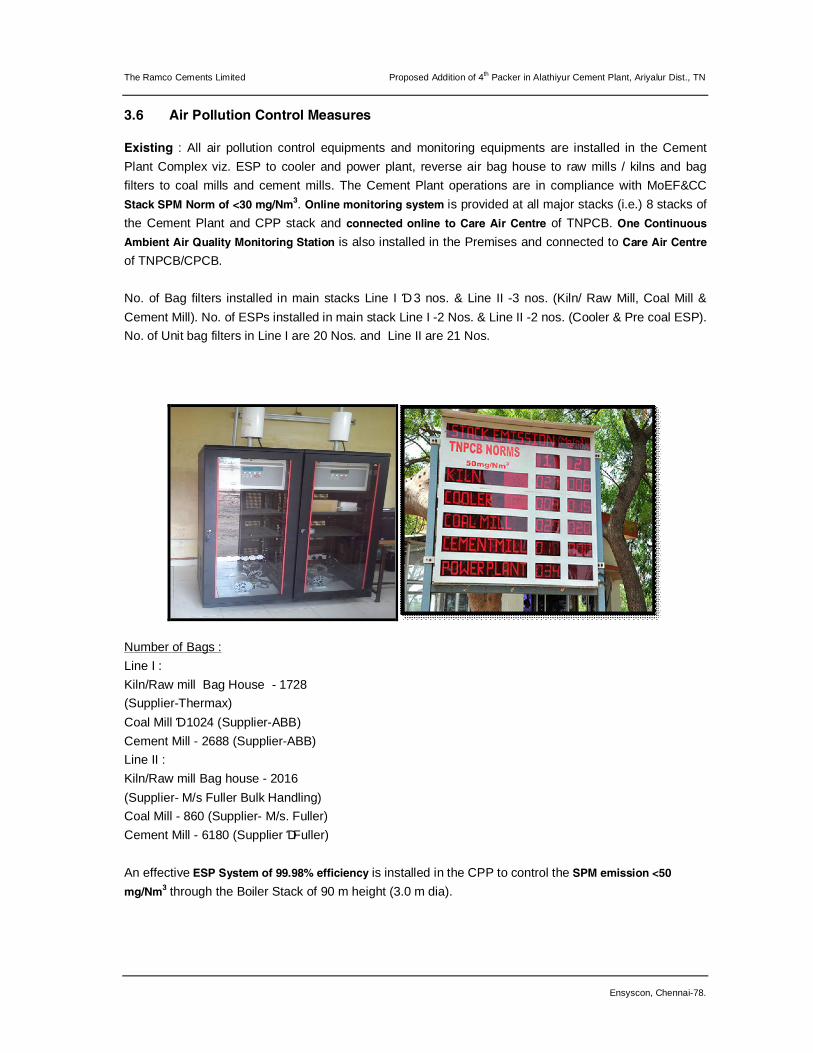
3.6 Air Pollution Control Measures Existing : All air pollution control equipments and monitoring equipments are installed in the Cement Plant Complex viz. ESP to cooler and power plant, reverse air bag house to raw mills / kilns and bag filters to coal mills and cement mills. The Cement Plant operations are in compliance with MoEF&CC Stack SPM Norm of <30 mg/Nm3. Online monitoring system is provided at all major stacks (i.e.) 8 stacks of the Cement Plant and CPP stack and connected online to Care Air Centre of TNPCB. One Continuous
Ambient Air Quality Monitoring Station is also installed in the Premises and connected to Care Air Centre of TNPCB/CPCB. No. of Bag filters installed in main stacks Line I – 3 nos. & Line II -3 nos. (Kiln/ Raw Mill, Coal Mill & Cement Mill). No. of ESPs installed in main stack Line I -2 Nos. & Line II -2 nos. (Cooler & Pre coal ESP). No. of Unit bag filters in Line I are 20 Nos. and Line II are 21 Nos.
Number of Bags : Line I : Kiln/Raw mill Bag House - 1728 (Supplier-Thermax) Coal Mill – 1024 (Supplier-ABB) Cement Mill - 2688 (Supplier-ABB) Line II : Kiln/Raw mill Bag house - 2016 (Supplier- M/s Fuller Bulk Handling) Coal Mill - 860 (Supplier- M/s. Fuller) Cement Mill - 6180 (Supplier –Fuller) An effective ESP System of 99.98% efficiency is installed in the CPP to control the SPM emission <50
mg/Nm3 through the Boiler Stack of 90 m height (3.0 m dia).
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
Fugitive Emissions Control : Closed sheds are provided for storages of Limestone, Coal, Gypsum, Iron Ore, etc. Cement, fly ash, clinker and cement are stored in silos. Fully closed conveyors are provided for conveying the materials. Bag Filters have been installed at all transfer points. Periodical monitoring of Fugitive Emissions is also being carried out at raw material storage areas viz limestone, coal, gypsum etc. and are found to be in compliance with CREP guidelines/Norms.
Proposed : Additional Bag Filters (3 Nos.) are proposed for the 4th Packer Unit.
Bagfilter-1: 10,000 m3/hr. for Bin extraction Airlsides and Elevator boot venting Bagfilter-2: 7,500 m3/hr. for Packer bin and Elevator top venting Bagfilter-3: 40,000 m3/hr. for Packer and its accessories venting 3.7 Solid Wastes
Existing : The entire dust collected from the air pollution control equipments are reused in the Cement Process. The entire ash generated from the CPP (68.4 TPD on 6 MW Turbine addition) is being fully utilized in the Cement Plant for PPC manufacture. Fly ash is being transported pneumatically with the help of dense phase pneumatic pumps.
Fly Ash Silos capacity : 2 Nos.; 80 cum each Bed Ash Silo capacity : 45 cum.
Limestone @ 48 TPD is used for Scrubber in CPP for SOx reduction. Calcium sulphate @ 400 TPM is used in the cement process. STP Sludge of 2.16 Tons/year is composted and used for green belt development. Spent/waste oil of 80 Tons/year is stored and given to CPCB Authorised Recyclers for recovery and use. About 800 kg/day MSW is generated from the Plants & Township. About 480 kg/day is Biodegradable wastes and is composted and used as manure for the green belt. About 320 kg/day is inorganic wastes being sold to the authorized recyclers. Proposed : The entire dust collected from the Bag Filters for 4th Packer will be recycled in the Process. Thus, there is no solid waste generation due to the Proposal.
3.8 Power & Fuel Demand The power demand of existing Plant operations and Township is 36 MW with the Auxiliary consumption of 4.8 MW. RCL is operating 2 x 18 MW CPP (coal based; water cooled condensers) and its generation will be 42 MW on augmentation. Also, there are 6 MW DG Sets – 2 Nos. and 380 KVA DG Set - 1 No. for
standby operations. Additional power demand for the 4th Packer is 400 KW which will be met from the CPP on Augmentation.
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
Fuels :- Existing : Imported Coal : 0.21 MTPA @ 570 TPD & HSD : 6.4 Tons/day Proposed : Nil
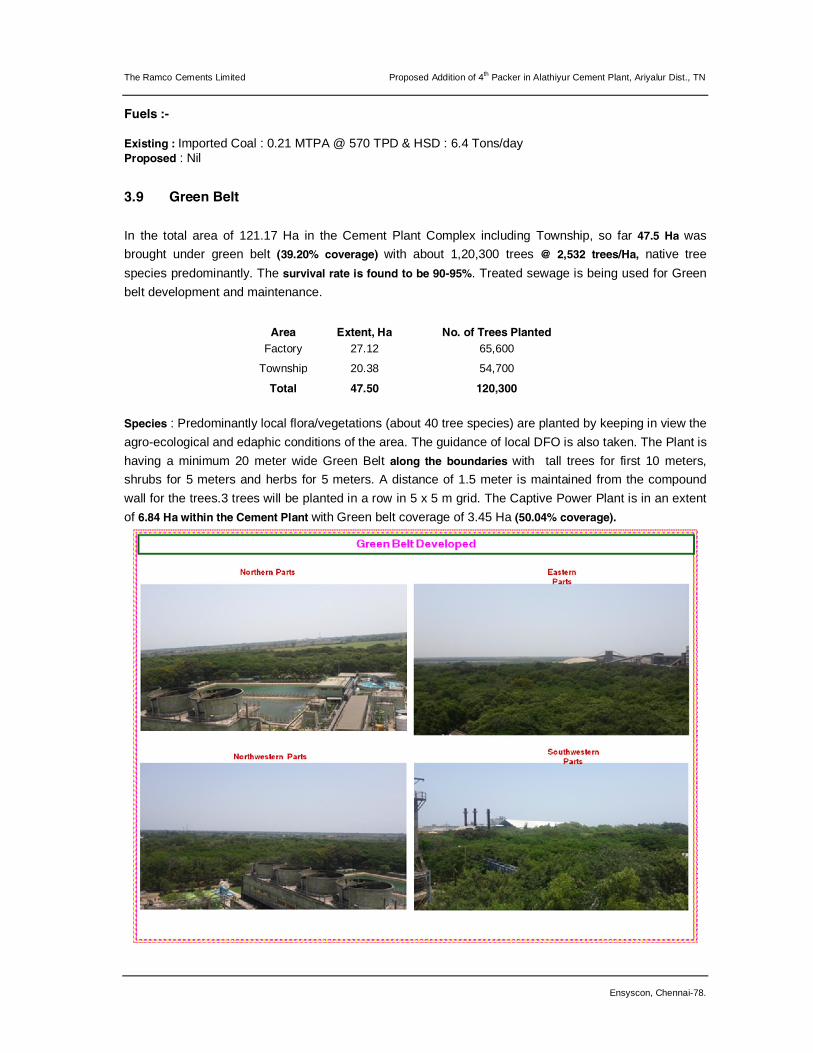
3.9 Green Belt In the total area of 121.17 Ha in the Cement Plant Complex including Township, so far 47.5 Ha was brought under green belt (39.20% coverage) with about 1,20,300 trees @ 2,532 trees/Ha, native tree species predominantly. The survival rate is found to be 90-95%. Treated sewage is being used for Green belt development and maintenance.
Area Extent, Ha No. of Trees Planted Factory 27.12 65,600
Township 20.38 54,700
Total 47.50 120,300
Species : Predominantly local flora/vegetations (about 40 tree species) are planted by keeping in view the agro-ecological and edaphic conditions of the area. The guidance of local DFO is also taken. The Plant is having a minimum 20 meter wide Green Belt along the boundaries with tall trees for first 10 meters, shrubs for 5 meters and herbs for 5 meters. A distance of 1.5 meter is maintained from the compound wall for the trees.3 trees will be planted in a row in 5 x 5 m grid. The Captive Power Plant is in an extent of 6.84 Ha within the Cement Plant with Green belt coverage of 3.45 Ha (50.04% coverage).

The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
3.10 Rain Water Harvesting The effective annual runoff generation from the Complex for 1096 mm of rain fall is about 4,66,000 cu.m/annum. Five storm drains are constructed and are draining out the runoffs. Storm water drains Nos. 1-3 are in single row at an intervals of around 300 meters. The drain No. 4 is located near the CPP. Drain No. 5 is located near the Administration Block. There are 3 mini Harvesting tanks (30 x 30 x 1 m) created artificially and are holding the runoff waters from the catchment area around the administration building. Recharge Borewell of 12 feet deep 1 feet diameter slotted PVC pipe and 5 numbers of 3 feet diameter cement ring with necessary filling have been made at the middle of a recharge pond. It is proposed to increase the size (length side) of the existing recharge pit and construct one more of same size adjacently and the two are to be interlinked. A 14 m x 8m size recharge pond with 2.5 m depth has been constructed near the Temple in the Township. At School campus, roof water collection and recharge arrangement have been installed. Also, additional water harvesting structures are proposed based on the Hydrogeological study conducted. 3.11 Occupational Health Measures RCL is committed to provide a safety & healthy working conditions and continually improve the occupational health and safety performances. RCL’s objectives are : to achieve zero accident and safe work environment, to improve moral and health of all employees and to maintain the emission levels below the norms. RCL is also providing the ergonomic support in work comfortness with periodical review. The Occupational Health measures being adopted are : v All equipment provided with suitable guards, staircases, hand rails, working platforms, etc. v PPEs provided to all employees. v Fire extinguishers available at different locations. v Smoke detector with alarm installed. v A team of trained staffs for fire fighting. v A team of trained staffs for first aid. v Ambulance services available for 24 hours. There are 470 direct employees and 620 contract employees working in the Plant. A qualified Doctor having the required qualification (MBBS & AFIH) is employed in the Occupational Health Centre of the Plant. It is having a full fledged dispensary equipped with X-ray unit, Computerised ECG, Laboratory, Computerised blood chemistry analyzer, Ultra Short Wave Therapy, Physiotherapy Unit, Audiometer & Spirometer, Ambulance, etc. Periodical health check up for employees (six monthly) is covered and free comprehensive Health Checkups are extended to all workers.
Eye tests for drivers : Once in 12 months
Spirometry : Once in 12 months
Physical Examination : Once in 12 months
Blood test for food handlers (Vaccination for enteric diseases, deworming) : Once in 6 months
Audiometry (based on work location) : Once in 12 months
ECG : Once in 12 months
Master health Check up : Once in 3-5 years

The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
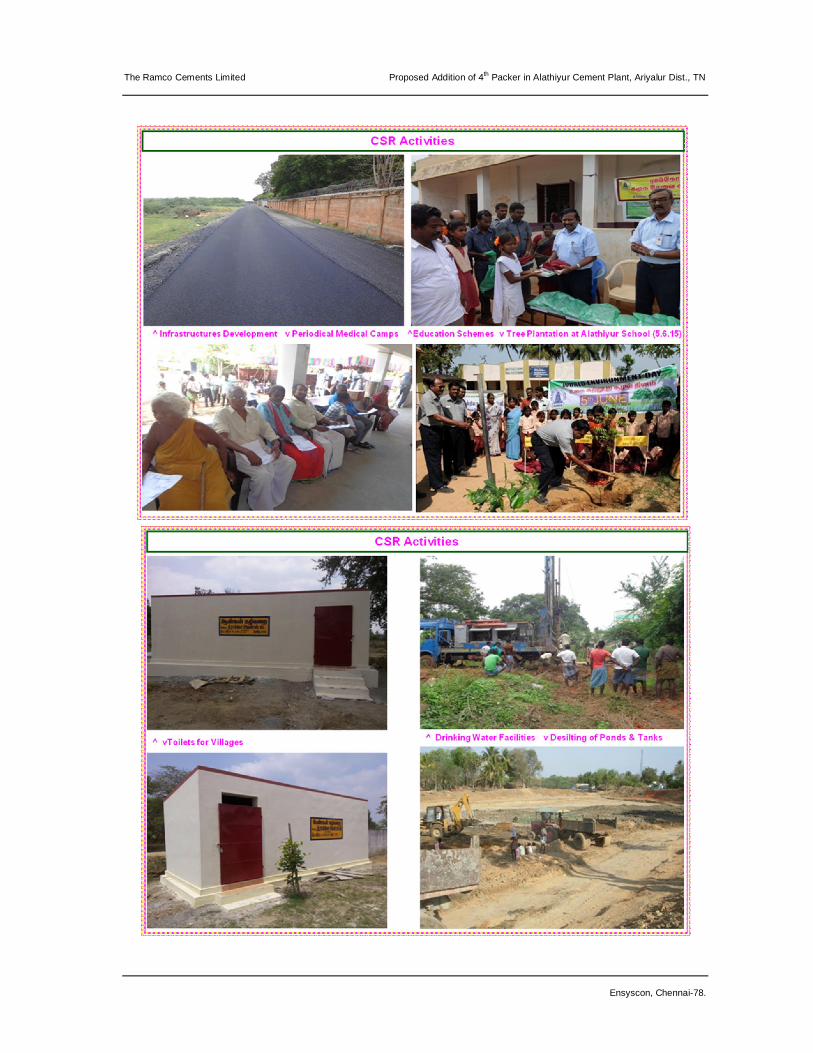
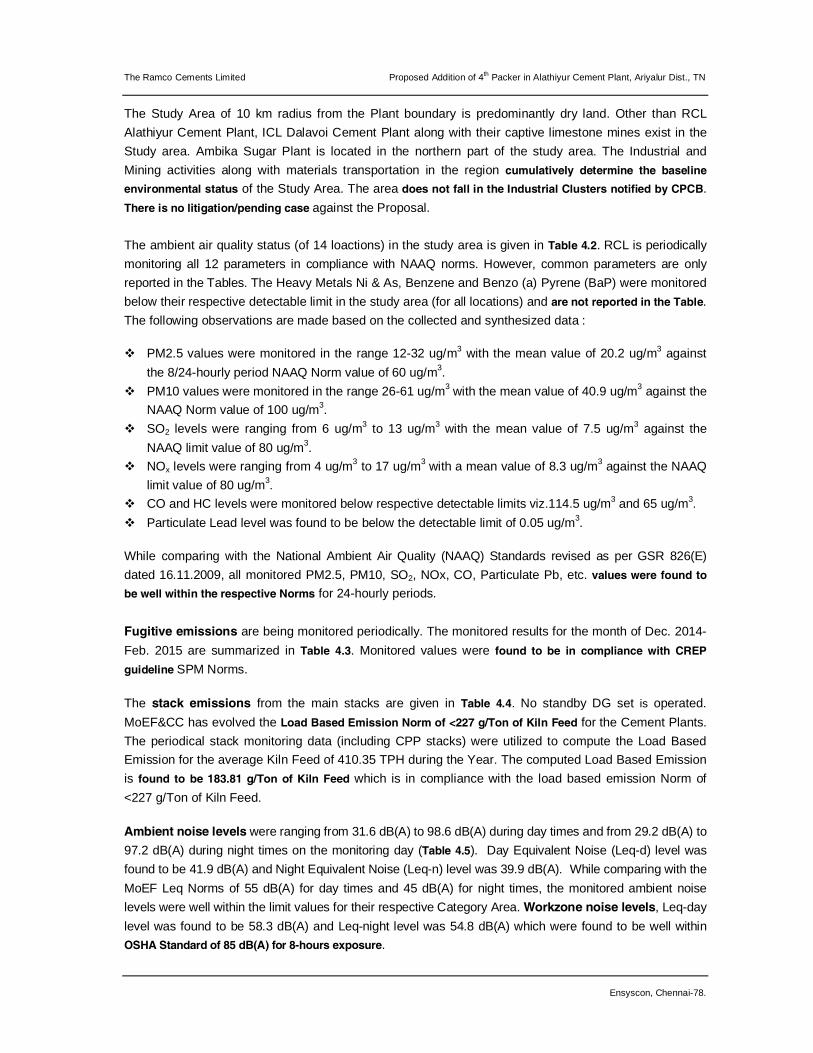
3.12 CSR Activities RCL is carrying out in number of social activities in and around the villages of its mines and factory under the Corporate Social Responsibility (CSR) Budget. It has been involved in developing health, education, skill development, environment and spiritual development of the society. RCL has started the Ramco Social Service League (RSSL). RCL has adopted 15 villages around Alathiyur viz. Alathiyur, Mullukuruchi, Pudhupalayam, Cholampatti, Marungur, Adhanakuruchi, Manakudiayan, Tharmaraipundi, Irungakuruchi, Sendamangalam, Eachangadu, Dhalavai, Sengamedu, Madhura nagar and Thular. About 2% of the Profit (in 3 Preceeding Years) will be earmarked as Corporate Social Responsibility (CSR) Budget. RCL has the CSR Committee as per the provisions notified by the Ministry of Corporate Affairs on February 27, 2014. Based on the CSR Committee and declared CSR Policy of the Company, the following CSR activities will be covered and Reported (& also displayed in the Company website) : v Eradicating extreme hunger and poverty. v Promotion of education & vocational skills. v Ensuring environmental sustainability. v Contribution to the Prime Minister's National Relief Fund or any other fund set up by the Central
Government or the State Governments for socioeconomic development and relief. RCL has carried out Medical Camps during 2012-15 for the benefits of about 7,830 persons from the nearby villages as detailed below :
Village No. of Camps Male Female Male
Children Female
Children Total
Alathiyur/ Mullukurichi 31 650 1310 565 562 3087
Dalavoi 33 482 1131 721 721 3055
Thular / Pudupalayam 16 228 611 270 222 1688
Total 80 1360 3052 1556 1505 7830
RCL has spent an amount of Rs.4.84 crores during 2009-14 for the CSR activities (Table ).
CSR Component Year & CSR Spent, Rs.
Total, Rs. 2009-11 2011-12 2012-13 2013-14
Education 20,27,352 73,21,654 74,49,901 6,50,157 174,49,064
Infrastructure Development 9,00,150 2,90,000 23,05,248 243,82,602 278,78,000
Medical 80,000 54,700 60,730 90,000 2,85,430
Sports 45,000 10,857 7,50,000 10,000 8,15,857
Religious 5,50,000 5,20,529 6,00,000 2,87,500 19,58,029
Total 36,02,502 81,97,740 111,65,879 254,20,259 483,86,380
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.

The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
4.0 Site Setting & Analysis 4.1 Connectivity The Plant is well connected by road and rail modes. The Plant is accessible from the nearby State Highway SH-141 connecting Vridhachalam-Thouzhudur (NH-45) (@ 3.5 km in the north). Southern Railway BG Line (Chennai-Ariyalur-Trichy-Madurai-Kanniyakumari) runs parallel to the Plant at a distance of 1.0 km in the west. The nearest Airport is Trichy at a distance of 90 km in southwest. The nearest Ports are at Chennai (230 km), Cuddalore (75 km) and Karaikkal (87 km).
The Cement Plant material transports are mainly by rail networks and also by road networks. Presently, about 257 trucks & bulkers/bowsers are plying to the Cement Plant for transporting the raw materials as well as finished product cement. The existing traffic volume in the Project vicinity was found to be 1,763
PCU/day. There will not be any additional vehicles due to the Proposal.
4.2 Land Use Pattern For Land use study, IRS-P6 Satellite Imagery data dated 20.06.2012 is used (Fig. 4.1). Level-3 Classification with 1:50,000 scale was made for the preparation of land use mapping (Fig. 4.2). Land Use Pattern is given in Table 4.1.
Table : 4.1 Land Use Pattern
Land Use Percentage Built-up Land 4.64 Double Crop Land 11.88 Fallow Land 1.53 Forest Plantation 2.56 Land with Scrub 0.41 Land without Scrub 0.17 Mines 1.17 Plantation 42.90 Salt affected Land 0.10 Single Crop Land 29.31 Water bodies 5.34
Total 100 Plantation occupies the majority of the study area which is about 42.90%. The single crop land occupies 29.31% and double crop land occupies 11.88%. Water body occupies about 5.34% of the study area. About 4.64% of the study area is covered by built-up land.
4.3 Environmental Status For the EIA Report of Addition of 6 MW Turbine in the existing 2x18 MW CPP at Alathiyur Cement Plant, the baseline environmental status was collected during the Postmonsoon Season (Dec. 2014 – Feb. 2015) data which are appended.
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
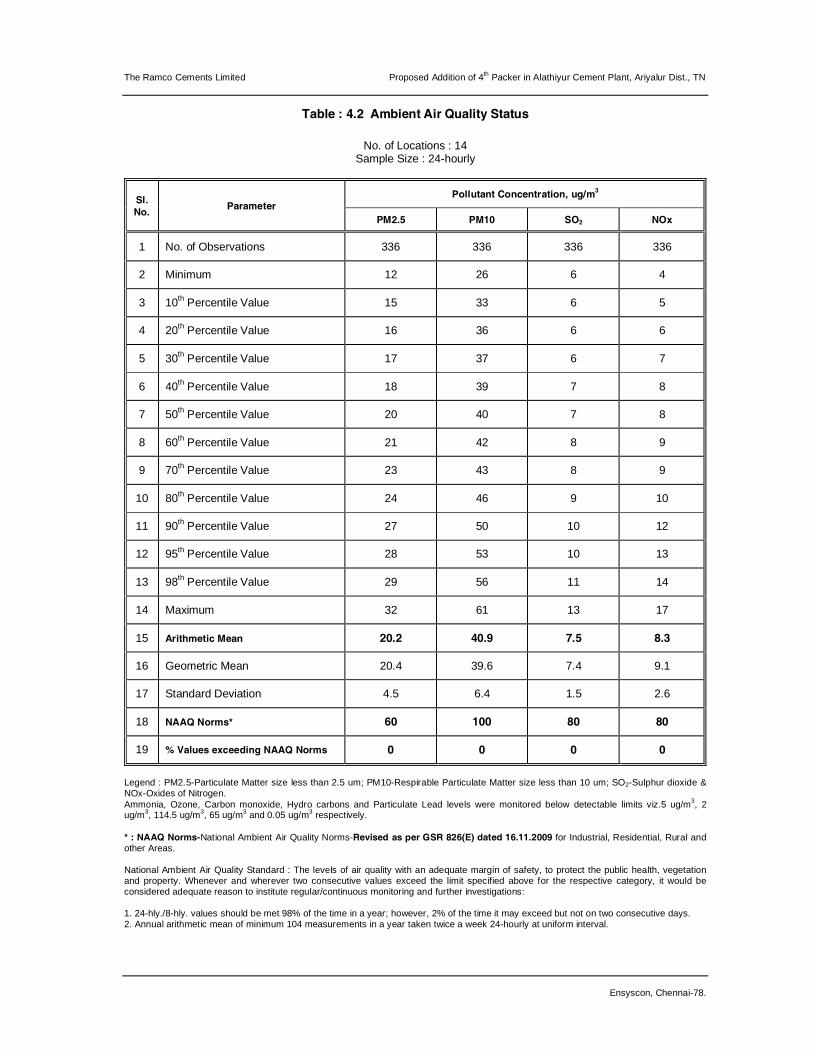
The Study Area of 10 km radius from the Plant boundary is predominantly dry land. Other than RCL Alathiyur Cement Plant, ICL Dalavoi Cement Plant along with their captive limestone mines exist in the Study area. Ambika Sugar Plant is located in the northern part of the study area. The Industrial and Mining activities along with materials transportation in the region cumulatively determine the baseline environmental status of the Study Area. The area does not fall in the Industrial Clusters notified by CPCB. There is no litigation/pending case against the Proposal. The ambient air quality status (of 14 loactions) in the study area is given in Table 4.2. RCL is periodically monitoring all 12 parameters in compliance with NAAQ norms. However, common parameters are only reported in the Tables. The Heavy Metals Ni & As, Benzene and Benzo (a) Pyrene (BaP) were monitored below their respective detectable limit in the study area (for all locations) and are not reported in the Table. The following observations are made based on the collected and synthesized data : v PM2.5 values were monitored in the range 12-32 ug/m3 with the mean value of 20.2 ug/m3 against
the 8/24-hourly period NAAQ Norm value of 60 ug/m3. v PM10 values were monitored in the range 26-61 ug/m3 with the mean value of 40.9 ug/m3 against the
NAAQ Norm value of 100 ug/m3. v SO2 levels were ranging from 6 ug/m3 to 13 ug/m3 with the mean value of 7.5 ug/m3 against the
NAAQ limit value of 80 ug/m3. v NOx levels were ranging from 4 ug/m3 to 17 ug/m3 with a mean value of 8.3 ug/m3 against the NAAQ
limit value of 80 ug/m3. v CO and HC levels were monitored below respective detectable limits viz.114.5 ug/m3 and 65 ug/m3. v Particulate Lead level was found to be below the detectable limit of 0.05 ug/m3. While comparing with the National Ambient Air Quality (NAAQ) Standards revised as per GSR 826(E) dated 16.11.2009, all monitored PM2.5, PM10, SO2, NOx, CO, Particulate Pb, etc. values were found to be well within the respective Norms for 24-hourly periods. Fugitive emissions are being monitored periodically. The monitored results for the month of Dec. 2014-Feb. 2015 are summarized in Table 4.3. Monitored values were found to be in compliance with CREP
guideline SPM Norms.
The stack emissions from the main stacks are given in Table 4.4. No standby DG set is operated. MoEF&CC has evolved the Load Based Emission Norm of <227 g/Ton of Kiln Feed for the Cement Plants. The periodical stack monitoring data (including CPP stacks) were utilized to compute the Load Based Emission for the average Kiln Feed of 410.35 TPH during the Year. The computed Load Based Emission is found to be 183.81 g/Ton of Kiln Feed which is in compliance with the load based emission Norm of <227 g/Ton of Kiln Feed.
Ambient noise levels were ranging from 31.6 dB(A) to 98.6 dB(A) during day times and from 29.2 dB(A) to 97.2 dB(A) during night times on the monitoring day (Table 4.5). Day Equivalent Noise (Leq-d) level was found to be 41.9 dB(A) and Night Equivalent Noise (Leq-n) level was 39.9 dB(A). While comparing with the MoEF Leq Norms of 55 dB(A) for day times and 45 dB(A) for night times, the monitored ambient noise levels were well within the limit values for their respective Category Area. Workzone noise levels, Leq-day level was found to be 58.3 dB(A) and Leq-night level was 54.8 dB(A) which were found to be well within OSHA Standard of 85 dB(A) for 8-hours exposure.
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
Table : 4.2 Ambient Air Quality Status
No. of Locations : 14 Sample Size : 24-hourly
Sl. No. Parameter
Pollutant Concentration, ug/m3
PM2.5 PM10 SO2 NOx
1 No. of Observations 336 336 336 336
2 Minimum 12 26 6 4
3 10th Percentile Value 15 33 6 5
4 20th Percentile Value 16 36 6 6
5 30th Percentile Value 17 37 6 7
6 40th Percentile Value 18 39 7 8
7 50th Percentile Value 20 40 7 8
8 60th Percentile Value 21 42 8 9
9 70th Percentile Value 23 43 8 9
10 80th Percentile Value 24 46 9 10
11 90th Percentile Value 27 50 10 12
12 95th Percentile Value 28 53 10 13
13 98th Percentile Value 29 56 11 14
14 Maximum 32 61 13 17
15 Arithmetic Mean 20.2 40.9 7.5 8.3
16 Geometric Mean 20.4 39.6 7.4 9.1
17 Standard Deviation 4.5 6.4 1.5 2.6
18 NAAQ Norms* 60 100 80 80
19 % Values exceeding NAAQ Norms 0 0 0 0
Legend : PM2.5-Particulate Matter size less than 2.5 um; PM10-Respirable Particulate Matter size less than 10 um; SO2-Sulphur dioxide & NOx-Oxides of Nitrogen. Ammonia, Ozone, Carbon monoxide, Hydro carbons and Particulate Lead levels were monitored below detectable limits viz.5 ug/m3, 2 ug/m3, 114.5 ug/m3, 65 ug/m3 and 0.05 ug/m3 respectively. * : NAAQ Norms-National Ambient Air Quality Norms-Revised as per GSR 826(E) dated 16.11.2009 for Industrial, Residential, Rural and other Areas. National Ambient Air Quality Standard : The levels of air quality with an adequate margin of safety, to protect the public health, vegetation and property. Whenever and wherever two consecutive values exceed the limit specified above for the respective category, it would be considered adequate reason to institute regular/continuous monitoring and further investigations: 1. 24-hly./8-hly. values should be met 98% of the time in a year; however, 2% of the time it may exceed but not on two consecutive days. 2. Annual arithmetic mean of minimum 104 measurements in a year taken twice a week 24-hourly at uniform interval.

The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
Table : 4.3 Fugitive Emissions & CREP Norms
Sl. No. Location in the Plant
Monitored SPM Values during 10:00 hrs.-18:00 hrs., ug/m3
13-14.12.2014 07-08.01.2015 05-06.02.2015 Mean
1 Raw Materials Storage Area 124 106 118 116.0
2 Ash Handling Area (Southwest; 250 m) 173 148 164 161.7
3 Additive Unloading Area (Southwest; 100 m) 102 86 97 95.0
i. CREP Guideline Norms for RM Storages 2000 2000 2000 116.0
4 Coal Yard Area (Southwest; 500 m) 204 183 212 199.7
ii. CREP Guideline Norms for Coal Yard 5000 5000 5000 5000
Table : 4.4 Stack Emissions - Existing
Parameter Cement Plant Line-I Cement Plant Line-II CPP Boiler
RM/Kiln Coal Mill Cooler Cement Mill RM/Kiln Coal
Mill Cooler Cement Mill 2x18 MW Augmn.
APC Measure RABH Bag Filter ESP Bag
Filter RABH Bag Filter ESP Bag
Filter ESP
Stack Height, m 100 45 36 90 100 45 36 90 90
Stack Diameter, m 3 2 2.4 3 3 2 3 3 3.13
Stack Temperature, oC 113 72 233 85 91 61 272 76 127
Stack Velocity, m/s 15.32 13.22 16.54 14.2 14 12.1 16.61 13.73 12.39
Discharge, Nm3/hr. 301666 130011 159925 295944 288422 120365 227966 409898 257254 250000
SPM, mg/Nm3 39 30 28 36 34 27 38 31 25 30
SPM, g/hr. 11,765 3,900 4,478 10,654 9,806 3,250 8,663 12,707 6,431 7,500
Total SPM Emission, g/hr. 65223
Average Kiln Feed, Tons/hr. 318.6
Load based Emission, g/T 204.72
SPM Emission, g/sec 3.268 1.083 1.244 2.959 2.724 0.903 2.406 3.530 1.786 2.083
SO2 Emission, g/sec 0.357 0.079 0.000 0.000 0.812 0.167 0.000 0.000 85.069 98.958
NOx Emission, g/sec 0.434 0.110 0.000 0.000 0.994 0.471 0.000 0.000 1.626 28.472
Table : 4.5 Ambient Noise Level Data
Monitoring Date : 20-21.01.2015
Sl. No. Location Area
Noise Levels, dB(A)
Day Time (06:00-22:00 hrs.) Night Time (22:00-06:00 hrs.)
Lmin. Lmax. Leq Lmin. Lmax. Leq
1 A1-Alathiyur Plant Industrial 36.8 94.7 45.7 35.7 95.3 43.4
2 A2-Silupanur Residential 32.8 90.8 41.8 32.4 91.5 40.6
3 A3-Alathiyur Residential 32.4 87.3 40.9 31.7 85.2 38.7
4 A4-Mullukurichi Residential 32.9 90.2 41.3 32.4 87.7 39.2
5 A5-Manakkudiayan Residential 33.0 87.9 40.5 32.6 88.9 39.1
6 A6-Dalavoi Residential 34.2 98.6 43.9 33.3 95.2 41.7
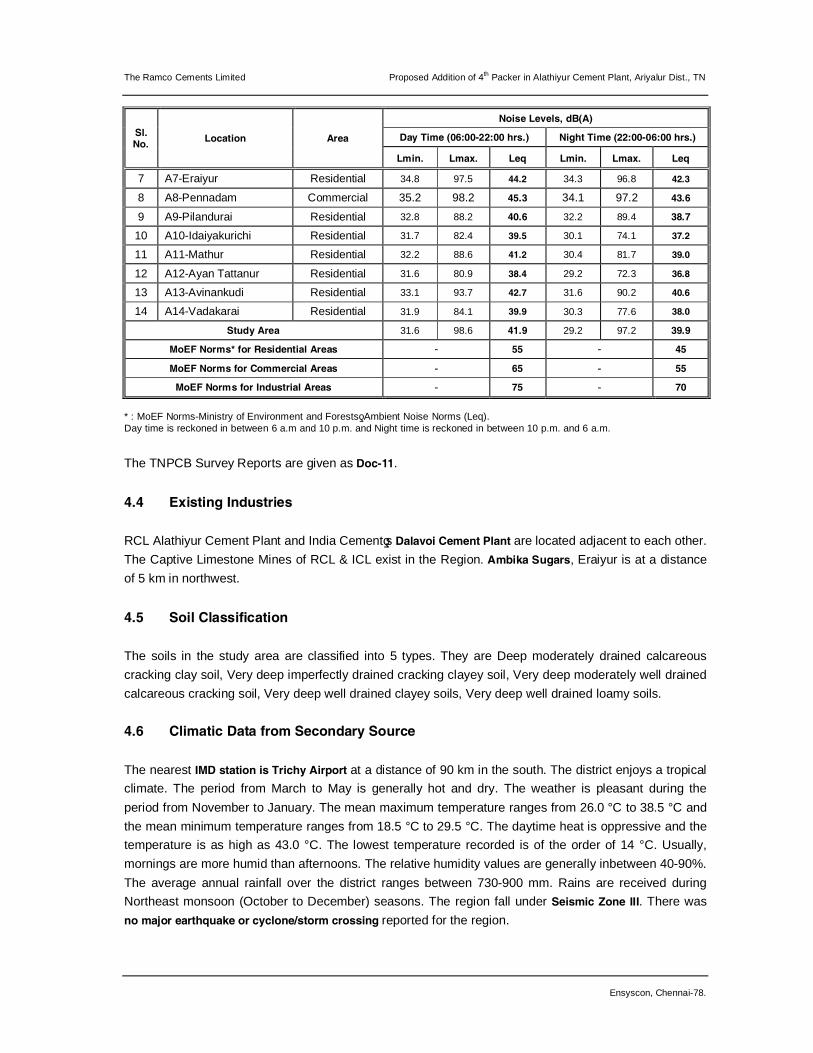
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
Sl. No. Location Area
Noise Levels, dB(A)
Day Time (06:00-22:00 hrs.) Night Time (22:00-06:00 hrs.)
Lmin. Lmax. Leq Lmin. Lmax. Leq
7 A7-Eraiyur Residential 34.8 97.5 44.2 34.3 96.8 42.3
8 A8-Pennadam Commercial 35.2 98.2 45.3 34.1 97.2 43.6
9 A9-Pilandurai Residential 32.8 88.2 40.6 32.2 89.4 38.7
10 A10-Idaiyakurichi Residential 31.7 82.4 39.5 30.1 74.1 37.2
11 A11-Mathur Residential 32.2 88.6 41.2 30.4 81.7 39.0
12 A12-Ayan Tattanur Residential 31.6 80.9 38.4 29.2 72.3 36.8
13 A13-Avinankudi Residential 33.1 93.7 42.7 31.6 90.2 40.6
14 A14-Vadakarai Residential 31.9 84.1 39.9 30.3 77.6 38.0
Study Area 31.6 98.6 41.9 29.2 97.2 39.9
MoEF Norms* for Residential Areas - 55 - 45
MoEF Norms for Commercial Areas - 65 - 55
MoEF Norms for Industrial Areas - 75 - 70
* : MoEF Norms-Ministry of Environment and Forests’ Ambient Noise Norms (Leq). Day time is reckoned in between 6 a.m and 10 p.m. and Night time is reckoned in between 10 p.m. and 6 a.m. The TNPCB Survey Reports are given as Doc-11.
4.4 Existing Industries RCL Alathiyur Cement Plant and India Cement’s Dalavoi Cement Plant are located adjacent to each other. The Captive Limestone Mines of RCL & ICL exist in the Region. Ambika Sugars, Eraiyur is at a distance of 5 km in northwest.
4.5 Soil Classification The soils in the study area are classified into 5 types. They are Deep moderately drained calcareous cracking clay soil, Very deep imperfectly drained cracking clayey soil, Very deep moderately well drained calcareous cracking soil, Very deep well drained clayey soils, Very deep well drained loamy soils.
4.6 Climatic Data from Secondary Source The nearest IMD station is Trichy Airport at a distance of 90 km in the south. The district enjoys a tropical climate. The period from March to May is generally hot and dry. The weather is pleasant during the period from November to January. The mean maximum temperature ranges from 26.0 °C to 38.5 °C and the mean minimum temperature ranges from 18.5 °C to 29.5 °C. The daytime heat is oppressive and the temperature is as high as 43.0 °C. The lowest temperature recorded is of the order of 14 °C. Usually, mornings are more humid than afternoons. The relative humidity values are generally inbetween 40-90%. The average annual rainfall over the district ranges between 730-900 mm. Rains are received during Northeast monsoon (October to December) seasons. The region fall under Seismic Zone III. There was no major earthquake or cyclone/storm crossing reported for the region.

The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
The other meteorological parameters are as follows:
Mean Wind Velocity : 4.75 kmph Sun shine : 7.1 hours
Evaporation : 5.80 mm per day Evapotranspiration : 5.15 mm per day
Infiltration rate : 5.80 m per day & 2.55 mm per hour The nearest raingauge station is located at Ariyalur. The 70 years normal annual rainfall in the area is around 1096 mm. The North East Monsoon contributes major amount of rainfall, which is about 50% of the rainfall, and the remaining rainfall occurs during Southwest and Transitional period. Winds are generally of low to moderate speed during most of the months except during northeast monsoon which creates cyclonic weather and brings rainfall aided with strong winds. The predominant wind direction is from W/NE/NNW directions. The sky is generally clear or occasionally partly clouded except the NE Monsoon Periods.
4.7 Social Infrastructure Available There are 45 villages and 1 Town Panchayat in the study area of 10 km radius. There are about 31041 Households (HHs) in the study area. The total population was 122438 with a male population of 61173 (50.0%) and a female population of 61265 (50.0%). A marginal difference in the sex-ratio is observed in the general population. As far as the population of Scheduled Castes and Scheduled Tribes are concerned, there are 43075 Scheduled Castes Population (with 21679 males and 21396 females) and 1304 Scheduled Tribes (with 650 males and 654 females) in the study area. According to the 2011 census, in the total population, 61138 persons (49.9%) were Total Workers and 61300 persons (50.1%) were non-workers. About 13.8% were cultivators and 26.8% were agricultural labourers. In the total population, the Literate population is 63.0% whereas the illiterate population is 37.0 %.The literacy rate is not very much varying from the national average. As educational facilities are available in almost all villages at least with a primary school leading to easy access to education, a good percentage of people attain the literacy status. The awareness among the general population regarding education is reasonably high. Medical facilities are available in many of the villages either in the form of primary health centers / primary health sub centers.
5.0 Planning Brief Existing infrastructures in the Cement Plant are adequate for the Proposal.
6.0 Proposed Infrastructure Existing infrastructures in the Cement Plant are adequate for the Proposal. RCL is having a Township near the Cement Plant.
The Ramco Cements Limited Proposed Addition of 4th Packer in Alathiyur Cement Plant, Ariyalur Dist., TN
Ensyscon, Chennai-78.
7.0 Rehabilitation & Resettlement (R&R) Plan The Project does not involve any R&R and thus, no R&R Plan is envisaged.
8.0 Project Schedule & EMP Budget 8.1 Project Schedule The proposal will be completed in 6 months after obtaining all statutory clearances.
8.2 Project Cost The capital cost of the Proposal is Rs.26.00 crores. An EMP Budget of Rs.0.20 crores has been earmarked as Capital Cost and Rs.0.10 crores per annum as Operating Cost for the Proposal. Adequate budgetary provisions will be made for carrying out the CSR activities.
9.0 Analysis of Proposal 9.1 Financial & Social Benefits The Proposal is for operational advantage of the Cement Plant. Thus, it does not require financial viability analysis/assessment.
***





























