Embed Size (px)
Citation preview

ISIJ International, Vol. 49 (2009), No. 2, pp. 195–202
1. Introduction
Iron ore sinter, the dominant feed material for iron blastfurnaces around the world, is formed by agglomerating fineiron ores, fluxes and solid fuel. Granules formed from theraw materials are layered into a thick bed (about 600 mm),the top of the bed is ignited and the flame front, fuelledwith the solid fuel, is pulled through the sinter bed reactingand partially melting the granules, and forming a strongand porous sinter cake for feeding to the blast furnace.
Sintering is traditionally fuelled by coke breeze but im-proved efficiencies in coke production and alternative usesfor coke breeze have reduced its availability for sintering.This scarcity creates opportunities to improve sintering byincorporating alternative fuels.
This paper outlines the experimental methods and resultsof iron ore sintering studies, conducted at CSIRO with al-ternative fuels and concludes with a discussion of opportu-nities and issues arising from the research.
2. Previous Studies
In 2004, CSIRO Minerals reported on sinter pot tests thatshowed how replacing coke with wood based charcoal fuelsreduced greenhouse gas emissions while simultaneously re-ducing SOx and NOx emissions by an order of magnitudeand improving the balanced productivity of the sinteringprocess.1)
Productivity improvements suggested that fuel propertiesaffected sintering time. A second CSIRO study reported in
20072) confirmed the relationship between fuel reactivityand sintering time, eliminated fuel size distribution as acause for the changes in sintering performance leading tothe development of a hypothesis that fuel reactivity effectssintering. This hypothesis was tested more rigorously in a3rd CSIRO campaign and forms the basis of this paper.
3. Experimental
A sinter pot test program was devised to compare the sin-tering time and sinter properties of a typical iron ore blendfuelled with coke and more reactive fuels. Details of theiron ore blend, the experimental procedures and fuel char-acteristics are described below.
Previously unpublished gas analysis data from an earlierstudy1) are also presented to explain the experimental re-sults.
3.1. Raw Materials: Ores and Ore Blend
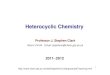
The ore blend used for the testwork was selected to simu-late a typical Japanese Steel Mill (JSM) blend. The individ-ual components of the ore blend and their chemical analy-ses are included in Table 1. Limestone and silica sand wereused as the fluxing agents and return fines were added at afixed rate of 30% (Ore Basis). The chemical compositionof the fluxes is also included in Table 1. The fluxes wereadded so as to achieve a basicity level of 1.8 and fixed SiO2
level of 5.00%.
The Influence of Fuel Reactivity on Iron Ore Sintering
Roy R. LOVEL,1) Keith R. VINING2) and Mark DELL ’AMICO3)
1) CSIRO Minerals, PO Box 312, Clayton, VIC 3169, Australia. 2) CSIRO Minerals, PO Box 883, Kenmore, QLD 4069,Australia. 3) CSIRO Energy Technology, PO Box 330, Newcastle, NSW 2300, Australia.
(Received on May 12, 2008; accepted on November 7, 2008 )
An experimental program conducted at CSIRO showed that flame front speed (ffs) and sinter productivityincreased with fuel reactivity (r) while sinter strength and fuel utilisation fell. The following relationship mod-elled flame front speed for a JSM style sinter mix over a fuel reactivity range of 1�10�5 g/g/s to 4�10�3
g/g/s:
ffs�0.2014 · ln(r )�4.039 , R2�0.997
where ffs is flame front speed (cm/min) and r is fuel reactivity (g/g/s).The CSIRO research concluded that rapid heating of the lower bulk density green granules and endother-
mic fuel gasification preceding the flame front are dominant factors that contribute to changes in flamefront speed. While productivity was significantly increased, less time at temperature reduced sinter strengthand gasification contributed to poor fuel utilisation under the standard sintering conditions used for the ex-periments. A range of changes to sinter mixes and sintering conditions are proposed to overcome the nega-tive aspects of increased fuel reactivity while continuing to exploit the positives.
KEY WORDS: sintering; biomass; fuel reactivity; balanced productivity.
195 © 2009 ISIJ
3.2. Fuel Characterisation
The fuels chosen for pot tests included two coke breezescommonly used in sintering, two charcoal fuels and a blackcoal char specifically selected to assess sinter performanceover a range of fuel reactivities.
3.2.1. Chemical Characterisation
The proximate and ultimate analyses of the fuels used forthe test work are included in Tables 2a and 2b, respectively.Ash analyses for the fuels are included in Table 3. From thedata it can be seen that:• Charcoal fuels had higher fixed carbon content, higher
volatile matter and higher calorific value than the coke orblack coal char.
• Charcoal fuels had lower ash than the coke or black coalchar.
• Charcoal fuel ash contained a significant proportion ofcalcium and iron oxides while the black coal char ash andthe coke ash were dominated by silicates and aluminates.
• Coke and black coal char contained significantly greaterconcentrations of sulfur and nitrogen than the charcoalfuels.
Many of the fuel properties (e.g. fixed carbon, volatilematter and gross calorific value) are affected by pyroly-sis/coking conditions while ash content and other chemicalproperties are related to the particular coal deposit or woodspecies and growing conditions. As knowledge of the im-pacts of fuel property on sintering improves there are likelyto be significant opportunities to optimise fuel properties;through the supply chain as well as during preparation.
3.2.2. Physical Characterisation
Particle size distribution can have an impact on effective“reactivity” because it affects the surface area of the fuel(particularly fine particle size). In this experimental pro-gram the effect of size distribution of the fuels was min-imised by dry screening the fuels at 3 mm and roll crushingand re-blending the over-sized material. Screening the�3 mm product at 1 mm produced �3�1 mm fuel sampleswith similar size distributions, as illustrated in Fig. 1.
Porosity, surface area and specific reactivity are pre-sented in Table 4. Porosity measurements were made usingmercury intrusion porosimetry and can be compared withvisual observations under the SEM (Fig. 2). Mercuryporosimetry of the samples indicated that the charcoal sam-
ISIJ International, Vol. 49 (2009), No. 2
196© 2009 ISIJ
Table 1. Ore blend ratio and chemistry (wt%) of ores in the JSM Mix.
Table 2a. Proximate analysis of the fuels and GCV.
Table 3. Ash analysis of the fuels.
Table 2b. Ultimate analysis of the fuels.

ples were significantly more porous than the coke and coalchar samples and the SEM images clearly show the rem-nant cellular structure of the black pine charcoal.
The reactivity of cokes and chars was measured using
a technique developed by Roberts and Harris.3) One gramof each of the dried samples of particles (size range0.6–0.8 mm) were heated in a carbon dioxide atmosphere at700–800°C to produce carbon monoxide according to Eq.(1). Flow and temperature conditions were maintained suchthat the exhaust gas contained no more than 1% carbonmonoxide to prevent reaction reversal. The rates and otherkinetic parameters, such as the activation energy, were cal-culated and compared at a normalized temperature (e.g.900°C).
C(in coke or charcoal)�CO2→2CO....................(1)
Results, summarised in Table 4, suggest that fuel reactiv-ities vary significantly, from around 1�10�5 g/g/s for cokeand black coal char to 419�10�5 g/g/s for the black pinecharcoal.
3.3. Granulation
Granulation is a process used to prepare the iron ore, re-turn fines, fluxes and fuel mix for sintering, and involves
ISIJ International, Vol. 49 (2009), No. 2
197 © 2009 ISIJ
Fig. 2. SEM images of the fuels.
Table 4. Porosity, surface area and specific reactivity of the fuels.
Fig. 1. Size distributions of the fuel samples.

dry mixing of the raw materials in a rotating drum, fol-lowed a period of ‘granulation’ in which water is added andthe rotation of the drum slowed to promote adherence of thefiner raw material components to coarser ore nuclei.
The granulation step is critical to the overall sinteringprocess as the granule shape and size distribution is a keydeterminant of green bed permeability. Capillary forces andliquid bridging are the principal bonding mechanisms ingranulation and for a given ore blend, with sufficient nucleito seed granule formation, granulation is optimized byvarying the granule moisture.
Granulation trials in this project were based on a typicalgreen mix consisting of approximately 3.8% fuel, 19% re-turn fines, 7.5% moisture as a percentage of total dry mix,including the return fines (tdmb), with the balance in orefines and fluxes. Raw materials were combined and granu-lated according to the methodology outlined previously.1)
Granulating characteristics and permeability assessmentsindicated that granules formed with charcoal fuels weremore permeable than those formed with coke and the per-meability of the green bed formed with char granules wassignificantly less responsive to changes in moisture thanthose formed with coke.
Physically the charcoal particles handled very similarlyto coke particles even though they were less dense. Visuallythe granules produced with the industrially produced char-coal or black coal char were indistinguishable from thoseproduced with coke particles. Particles of black pine chardid not incorporate into the granules as readily as the otherfuels, possibly because they were elliptical rather thanspherical.
3.4. Sintering Trials
Green granules of iron ore mix are sintered into a strong,porous cake by partial melting of the granules at high tem-perature. If the firing temperature is too low there may beinsufficient heat to melt and bind the granules together,while too much heat can result in excessive melting and re-duction in bed permeability leading to long sintering timesand loss of productivity, as well as excessive magnetite for-mation.
Sintering trials were conducted on mixes with varyingmoisture and fuel level in order to maximise the sinterproperties. The granules were charged to the sinter pot, ig-nited and fired to produce sintered aggregate.
The small-scale sinter rig (Fig. 3) consists of an ignitionhood, pot, base and gas piping and suction system. Thehood contains air and LPG gas burner ring mains and a suc-tion thermocouple that measures ignition temperature. Theignition hood can be raised or lowered on to the base by a winch. The mild steel pot (150 mm diameter�150 mmdepth) has a removable stainless steel grate in the base andis insulated to reduce heat losses. The base contains a pres-sure point (connected to a manometer) and a suction ther-mocouple for measuring sinter gas exit temperatures. Theoff-gas handling system includes a dust knockout pot, cool-ing sprays, pressure control valve, an in-line cartridge filterand fan connected to a stack.
Operationally, sintering is a two stage process involvingignition and sintering.
Ignition: The small-scale sinter pot was placed on tothe base of the sinter rig, sealed with insulated gaskets andfilled with a known mass of granules. The ignition hood,used to ignite the bed, was preheated for several minutesbefore lowering on to the pot and ignition of the granulesinitiated with 1 961 Pa suction through the bed. Ignitiontemperature (1 300°C) was rapidly reached by adjusting theLPG/air flow rates and the suction was maintained during a90 s ignition period.
Sintering: After ignition, the LPG/air flow was stopped,the burner was quickly lifted off the pot and the suctionraised to 3 923 Pa. Ambient air was sucked through the ig-nited material and the flame front drawn through the gran-ules. The flame front moves down through the bed. The gasoutlet temperature was monitored and rose during the sin-tering process, reaching a maximum as the flame frontburned through at the base of the bed. The sintering timewas defined as the elapsed time between the commence-ment of ignition and the time at which the maximum offgas temperature was reached. The flame front speed wascalculated to be the sinter bed thickness (150 mm) dividedby the sintering time. Sintering time and the maximum gastemperature for a typical sinter test with each fuel type arepresented in Figs. 4 and 5.
When cooled, the fired sinter cake was removed from thepot, weighed, sized, and sampled for chemistry. TumbleIndex (TI) was also measured using a test methodologymodified from ISO 3271*1 to allow for evaluation of smallscale sinter samples.
Sinter test results (Table 5) show that a balanced sinter-ing operation and target TI was achieved for all the fuelsamples with the exception of black pine charcoal.
ISIJ International, Vol. 49 (2009), No. 2
198© 2009 ISIJ
*1 I.e. a 1.5 kg sample of �40�10 mm sinter was tumbled in a 1 m diameter, 50 mm length drum for 200 revolutions at a speed of 25 rpm. The65 wt%�5 mm target TI for the sinter product correlates to an acceptable industrial scale sinter plant value.
Fig. 3. Small scale sinter rig.

3.5. Sinter Chemistry
The chemical compositions of the sinters produced arepresented in Table 6. The basicity of the samples was closeto target with the exception of Coke 1 which was slightlylower than expected. The sinter chemistries were acceptableand representative of industrial sinter with the exception ofthe FeO analyses. Past operational experience has shownthat higher fuel rates are required to achieve sinter strengthand return fines balance in the small-scale sinter rig and ithas been established that this results in sinters with FeOlevels higher than would occur in large scale tests or at anindustrial scale.4)
4. Discussion of Results
This section of the report compares the research with thatof other researchers in the field. The results are discussed,and it is argued that solid fuel gasification has a significantinfluence on the temperature and width of the combustion
zone, flame front speed and sinter strength. Finally, the po-tential for producing sinter at even higher rates of produc-tivity with no penalty to sinter strength is discussed.
4.1. Sintering Time, Flame Front Speed and Fuel Re-activity
The pot tests described here show that fuel reactivity sig-nificantly effects sintering time (Fig. 4). For example, sin-tering with black pine char was 38% quicker than the aver-age results for coke (i.e. 309 s cf. 501 s) while sintering withan industrially produced charcoal was 25% quicker than theaverage results for coke (i.e. 376 s cf. 501 s). Sintering timefor fuels with low reactivities, i.e. black coal char and cokewere similar.
Flame front speed (ffs) is calculated by dividing thegreen bed height (mm) by the time taken for waste gas tem-perature to peak (s) indicating burn-through, and is influ-enced by a number of inter-related factors. These includebed permeability, permeability of the reaction zone, fuelcombustion rate, convective heat transfer rate, thermal loadand oxygen availability.5–7) In addition, Loo,8) emphasisedthe high temperature zone of sintering as the primary limit-ing factor for the process because gas velocity increaseswith thermal expansion and pressure drop increases withthe square of gas velocity.
Loo9) proposed that flame front speed is a function ofconvective heat transfer through the bed, air flow rate andtemperature differential between the flame front and the un-fired bed. As convective heat transfer and air flow rates areclosely related under normal sintering conditions, Loo sug-gests that the heat transfer flux per unit area of layer below(Q)�UDT where Q�heat transfer flux per unit area of layerbelow (J/s), U�heat transfer coefficient (J/s/K), DT�tem-
ISIJ International, Vol. 49 (2009), No. 2
199 © 2009 ISIJ
Fig. 4. Sintering times for each fuel type (r�fuel reactivity(g/g/s)).
Fig. 5. Typical break through temperature for each fuel type.
Table 5. Summary of sinter test results.
Table 6. Sinter chemistry.

perature differential between flame front and the unfiredbed (K).
In the current study, the most reactive fuels generated thefastest flame front speeds and produced sinter in the short-est time. A linear relationship was found between flamefront speed and natural log of fuel reactivity (Fig. 6) and alinear regression of the data showed that:
ffs�0.2014 · ln(r)�4.039 (R2�0.997) ...........(2)
where ffs�flame front speed (cm/min) and r�fuel reactiv-ity (g/g/s).
Figure 6, a plot of flame front speed vs. fuel reactivitysuggests that the rate controlling step shifts from a combi-nation of chemical and diffusion control to being princi-pally controlled by diffusion as fuel reactivity increases.10)
It is possible that sintering reaction with reactive fuels areapproaching the mass transfer limit for the sinter blendsused in this study and it follows that further increases insintering time could be achieved with reactive fuels by in-creasing the air flow rate across the bed or increasing theoxygen concentration in the sinter gas.
4.2. Reactivity and Flame Front Speed
Solid fuel reactivity, gasification and combustion are wellresearched topics.11–14) Key physical fuel properties that ef-fect fuel reactivity include porosity, active surface area, gasdiffusion rates, concentration of active sites and hydrogenand oxygen content. Of these factors, porosity has a directeffect on bulk density of the bed, bed porosity, permeabilityand heat transfer in the sintering process.
The more reactive fuels tested have a significantly lowerdensity than less reactive fuels (Table 4) and consequently,reactive fuels like charcoal produced green granule bedswith lower bulk densities (Table 5). For example, the indus-trially produced charcoal fuelled sinter mix is 12% lighteri.e. (1 908 kg/m3 cf. 2 161 kg/m3) and the black pine charsinter mixes are 19% lighter than the average coke fuelledmixes (i.e. 1 752 kg/m3 cf. 2 161 kg/m3). A significant pro-portion of this difference can be attributed to the very lowbulk density of the chars and the green bed bulk densitywas exacerbated by the higher fuel requirement of thesemixes.
Low bulk density granules have a lower thermal load andthey will reach combustion temperatures more quickly thandenser granules enabling the flame front to advance faster.Figure 7 illustrates the drastic reduction in flame frontspeed associated with increasing bulk density of the sinter
bed. A similar finding was reported by Loo9) who suggestedthat flame front speed was ultimately determined by thetime required for particles to reach combustion tempera-tures and that flame front speed would decrease when thebulk density of the bed increased.
4.3. Temperature of the Combustion Zone
Figure 8 is a schematic of the sintering reaction. Itshows the ambient cool fresh air entering the top of the sin-ter cake. Initially the air exchanges heat with the sinter as itis pulled through the sinter bed by a suction fan. In thecombustion zone, oxygen in the hot air combusts unburntfuel and heat is carried down the bed by convection into thesintering zone by the combustion gasses.
Above the sintering zone, air drawn into the system isheated by hot sintered material before reacting with unburntfuel. The reaction depletes O2 and increases CO2 in the gasstream and the moving gas stream transfers heat throughthe bed by convection.
Gas and solid temperatures continue to rise as the hot gasmoves through the combustion zone of the bed and morefuel is burnt. The combustion zone is broader when unreac-tive fuels burn to extinction more slowly7) and melting ofsome phases begins at about 1 373 K.
Further down the bed, falling oxygen availability andhigh temperatures promote a series of endothermic reac-tions that cool the bed. Traditionally, endothermic reactions
ISIJ International, Vol. 49 (2009), No. 2
200© 2009 ISIJ
Fig. 6. Flame front temperature vs. log of fuel reactivity.
Fig. 7. The effect of bulk density on flame front speed in the sin-ter bed.
Fig. 8. Schematic diagram of the sintering reaction (adaptedfrom Ref. 7)).

associated with calcination of limestone and other fluxesand evaporation of water have been considered. However,endothermic gasification of reactive fuels is also likely toabsorb thermal energy, possibly at temperatures as low as900 K. Table 7 presents heat of reaction for significant re-actions likely to occur during sintering.
When oxygen levels are low (i.e. in the pre sintering,combustion, calcination and gasification zone, Fig. 8) it islikely that the fuel gasification is produced by the high tem-perature, endothermic Boudouard Reaction (i.e. the reac-tion of C and CO2 to form CO) and that such a reaction:• Occurs more rapidly with reactive fuels• Reduces the amount of fuel available for sintering• Reduces the thermal energy available for heating the
green granules• Cools the bed and narrows the thickness of the pre sinter-
ing, thereby reducing pressure drop across the combus-tion zone and the sinter bed.
Figure 9 plots previously unpublished CO levels for sintersfuelled with reactive (red gum charcoal) and unreactive(coke) and a 50 : 50 red gum and coke blend.1),*2 The in-creased CO levels associated with increasing reactive fuelsupports the gasification hypothesis.
A considerable variation in the maximum off-gas temper-ature is noted and results suggest that this is not directly re-lated to fuel level or total calorific value when fuel reactiv-ity changes (Fig. 5 and Table 2a). While the highest off gastemperatures (791°C) was recorded for sinters producedwith reactive industrially produced charcoal (6 wt% and acalorific value of 34.5 MJ/kg) the second highest break-through temperature (730°C) was recorded for the sinter fuelled with unreactive coke 2 at the lowest fuel rate(2.56 wt% and a calorific value of 28.5 MJ/kg). At the lowerend of the breakthrough temperatures, sinters producedfrom the reactive Black Pine Char and less reactive Coke 1recorded the lowest maximum off-gas temperatures (ap-proximately 570°C and 605°C, respectively).
4.4. Tumble Index
Tumble Index (TI) is an important measure of sinterstrength and it is broadly accepted that TI increases withthe volume of melt phase produced during sintering. Re-sults presented in Table 5 shows that Tumble Index of thesinter product falls as fuel reactivity increases, a findingthat suggests less melt is formed when fuel reactivity in-creases in sintering.
It is anticipated that the reduction in TI is primarily due
to a reduction in time above melt-forming temperatures thatarises as a consequence of increased flame front speed anda narrowing of the combustion and sintering zones (seeSec. 4.2).
Furthermore, the reduction in bulk density associatedwith increasing fuel reactivity is also likely to reduce sinterstrength, as a more porous sinter cake is produced.
4.5. Moisture Level
Moisture level is a well known and important factor inoptimising green granule bed permeability. Too little mois-ture restricts green granule growth while too much watercan saturate and collapse the lower bed and result in de-creased permeability.
In this study, no evidence that flame front speed was re-tarded by moisture addition was observed. Reactive fuels,particularly those formed by conventional pyrolysis of bio-mass tend to be very porous and require significantly highermoisture levels in granulation than less reactive fuels and atits most extreme, an increase in flame front speed of nearly40% when moisture levels increased by 40% was observedi.e. Coke 2 (7 wt% H2O) compared with Black pine char-coal (10 wt% H2O).
5. Further Improvement of Sintering Performance
Significantly increased flame front speed and the likeli-hood of increasing productivity by more than 1/3 is theprinciple advantage of increasing fuel reactivity. Sourcingthe fuel from a sustainable agricultural system will alsoallow a wide range of environmental, social and industrialbenefits that include a closed carbon cycle as well as reduc-tion of nitrous and sulfur oxides by an order of magnitude.1)
These benefits could significantly improve the contributionof the iron and steel industry to sustainable development.
Poor fuel utilization and reduced TI are issues that needto be addressed to promote the use of reactive biomassfuels in the sintering process. However, it is anticipated thatincreasing the availability of oxygen, by oxygen enrichmentor increased air flow rates, would increase the oxygen po-tential of the off gas and prevent gasification of C withCO2. Returning CO levels to close to zero would simultane-
ISIJ International, Vol. 49 (2009), No. 2
201 © 2009 ISIJ
Table 7. Heats of reaction for significant reactions during sin-tering.
*2 Testing was conducted in a pilot scale sinter rig in a cylindrical pot (300 mm diameter�500 mm depth). Ignition was conducted at 1 300°C for 90 s with asuction pressure of 7 845 Pa, and sintering conducted at 15 691 Pa. Fuel rates were 6.09% for 100% coke, 7.64% for 50% coke/50% charcoal and 9.23% for100% coke.
Fig. 9. CO analyses of off-gases during sintering with, red gumcharcoal, 50 : 50 red gum char/coke and coke.

ously increase the heat available for sintering and improvefuel utilisation and further increase flame front speed.
The improved viability of heat through oxygen enrich-ment or increased air flow rates may partially reduce theneed for additional melting. However, it is considered mostlikely that TI could be increased by the addition of more re-active iron oxides (e.g. goethitic, porous hematite ore typesand martitic ores) or a reduction in unreactive ores (e.g.dense hematite).
On-going iron ore sintering research at CSIRO addressesthese issues so that integrated steel mills around the worldcan continue to improve energy efficiency, reduce globalgreen house gas emissions, and contribute towards a sus-tainable future.
Acknowledgements
The Authors wish to thank the CSIRO Minerals teamwho conducted the sinter trials, particularly John Theaker,Trevor Dunne and Toshio Majima (Nippon Steel Corpora-tion). CSIRO Energy Technology staff, particularly PaulMarvig and Daniel Roberts, are also acknowledged fortheir contributions in co-ordinating the fuel characterisa-tion.
REFERENCES
1) M. Dell’Amico, P. R. Fung, R. Lovel, J. Manuel and M. O’Connor:Proc. 2nd Int. Conf. on the Sustainable Processing of Minerals,AusIMM, Carlton, (2004), 73.
2) R. Lovel, K. Vining and M. Dell’Amico: Trans. Inst. Min. Metall. C,116 (2007), 85.
3) D. G. Roberts and D. J. Harris: Proc. 12th Int. Conf. on Coal Sci-ence. (AIE. 2003), Cairns, (2003), CD ROM.
4) C. Price and D. Wasse: Proc. of Conf. Iron and Steel Institute, Lon-don, (1972), 32.
5) E. Kasai, W. J. Rankin and J. F. Gannon: ISIJ Int., 29 (1989), 33.6) C. E. Loo: ISIJ Int., 45 (2005), 436.7) W. Yang, S. Choi, E. S. Choi, D. W. Ri and S. Kim: Comb. Flame,
145 (2006), 447.8) C. E. Loo and J. C. M. Leaney: Trans. Inst. Min. Metall. C, 111
(2002), 11.9) C. E. Loo and D. J. Wong: ISIJ Int., 45 (2005), 449.
10) J. Szekely, C. Evans and H. Y. Sohn: Gas–Solid Reactions, Acade-mic Press, New York, (1976), 185.
11) M. R. R. Mulcahy and I. W. Smith: Pure Appl. Chem., 19 (1969), 81.12) P. L. Walker, Jr., F. Rusinko, Jr. and L. G. Austin: Adv. Catal., 11
(1959), 133.13) N. M. Laurendeau.: Prog. Energy Combust. Sci., 4 (1978), 221.14) E. Cetin, R. Gupta and B. Moghtaderi: Fuel, 84 (2005), 1328.
ISIJ International, Vol. 49 (2009), No. 2
202© 2009 ISIJ