Embed Size (px)
Citation preview
Microelectronics Reliability 52 (2012) 595–602
Contents lists available at SciVerse ScienceDirect
Microelectronics Reliability
journal homepage: www.elsevier .com/locate /microrel
The effects of functionalized graphene nanosheets on the thermal andmechanical properties of epoxy composites for anisotropic conductive adhesives(ACAs)
Jiwon Kim a, Byung-seung Yim b, Jong-min Kim b, Jooheon Kim a,⇑a School of Chemical Engineering & Material Science, Chung-Ang University, Seoul 156-756, Republic of Koreab School of Mechanical Engineering, Chung-Ang University, Seoul 156-756, Republic of Korea
a r t i c l e i n f o a b s t r a c t
Article history:Received 11 July 2011Received in revised form 11 October 2011Accepted 1 November 2011Available online 25 November 2011
0026-2714/$ - see front matter � 2011 Elsevier Ltd. Adoi:10.1016/j.microrel.2011.11.002
⇑ Corresponding author. Tel.: +82 2 820 5763; fax:E-mail address: [email protected] (J. Kim).
Functionalized graphene/epoxy composites were prepared using the epoxy resin diglycidyl ether ofbisphenol A. Graphene oxide (GO) and Al(OH)3-coated graphene (Al-GO) fillers were fabricated usingthe Hummers method and a simple sol–gel method, with aluminum isopropoxide as the aluminum pre-cursor. X-ray photoelectron spectroscopy verified the successful formation of functional groups onto theGO and Al-GO. The dispersion of functionalized graphene fillers showed an even distribution within theepoxy resins. A dynamic mechanical analysis was used to investigate the changes in the mechanical prop-erties of the epoxy composites, which included neat epoxy and epoxy with various concentrations ofgraphene-based fillers. The storage modulus and tand graphs illustrate the enhancement achieved byincreasing the amount of filler. The composite with 3 wt.% GO had the highest storage modulus and glasstransition temperature. The thermal conductivities of the composites with graphene-based fillers wereenhanced compared to those without fillers. The 3 wt.% GO/epoxy composite had the highest thermalconductivity, which was nearly twice that of the neat epoxy resin.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction
Microelectronic requirements are motivating the developmentof smaller, higher density, and lower cost solutions. Polymer-basedanisotropic conductive adhesives (ACAs) have drawn attention asan environmentally friendly solution for lead-free interconnectsdue to increased environmental awareness. In addition to theirenvironmental advantages, these materials also require few pro-cessing steps and have mild processing conditions and fine pitchinterconnect capability due to the availability of small-sized con-ductive fillers [1–5]. However, the application of polymer-basedACAs in electronic devices could be limited by their low thermalconductivities because of the increasing need for rapid heat dissi-pation [6–8]. Thus, in the quest to fabricate electronic materialsthat easily dissipate heat, polymers with thermally conductive fill-ers have emerged as a cost-effective way to address thermal man-agement issues.
Epoxy polymers have been widely used in engineering compo-nents because of their outstanding mechanical and thermal prop-erties and processability. In ACAs, the use of epoxy resins hasbeen the state of the art because of their beneficial properties suchas low shrinkage, high adhesion and resistance to thermal andmechanical shocks. Furthermore, they also have good resistance
ll rights reserved.
+82 2 824 3495.
to moisture, solvents and chemical attacks [9,10]. However, thethermal conductivity of the epoxy matrix is very low and is there-fore not suitable for the thermal design loads in ACAs.
In recent years, nanofillers employing carbon-based reinforce-ment materials have been dominated by carbon nanotubes (CNTs)which produce high performance composites with enhanced prop-erties [11–14]. However, the use of CNTs in composites has beenlimited by the high cost, as well as challenges in processing and dis-persion. Compared to CNTs, graphene continues to attract consider-able attention because of its outstanding properties. Graphene, atwo-dimensional material, shows promise as a nanofiller materialin polymer composites due to its extremely high aspect ratio, un-ique graphitized planar structure, and low manufacturing cost. The-oretical and experimental studies of individual graphene sheetsshow they may possess a high Young’s modulus (�1 TPa), high ther-mal conductivity (5000 W/m K) and large surface area (�2600 m2/g) [15,16]. However, in spite of their desirable properties, the use ofgraphene-based materials has been restricted to heat managementapplications because of graphene’s great electrical conductivity(�6000 S/cm) [17], which can result in malfunctions at electrodejunctions, such as short circuiting in ultra fine pitch packages[18]. Therefore, a graphene-based composite with insulating mate-rials has the potential to be a usable material for heat management.
In this study, chemically modified graphene nanosheets wereprepared to improve the thermal conductivity and electricalinsulation properties of epoxy resins for ACAs. Two types of

596 J. Kim et al. / Microelectronics Reliability 52 (2012) 595–602
functionalized graphene sheets were fabricated: graphene oxideand Al(OH)3-coated graphene. These were embedded in bisphenolA resin, a widely used epoxide adhesive. The influence of function-alized graphene sheets was evaluated in terms of the increase inthe mechanical and thermal conductive properties of epoxy com-posite systems. Furthermore, the functionalized graphene/epoxycomposites were analyzed to confirm the effects of functionalizedgraphene on the microstructure and interconnections in electronicdevices that use low melting point alloy (LMPA) solder as a con-ductive material between the quad flat package (QFP) leads andthe substrate.
2. Experimental
2.1. Materials
Graphite with an average particle size of less than 20 lm wasobtained from Sigma–Aldrich. Sodium nitrate (NaNO3), potassiumpermanganate (KMnO4) and aluminum isopropoxide (AIP, Al(O-i-Pr)3) were purchased from Sigma–Aldrich. Sulfuric acid (H2SO4,95.0%), hydrochloric acid (HCl, 35.0–37.0%), hydrogen peroxide(H2O2, 34.5%), methanol (CH3OH, 99.5%), and acetone (99.5%) werepurchased from Samchun Chemical.
The composite in this study consisted of a polymer binder, a cur-ing agent, an LMPA solder, and other minor organic addictives. Toobtain the base polymer binders, diglycidyl ether of bisphenol A(DGEBA; Kukdo Chemical; epoxy equivalent weight (E.E.W.) =186.8 g/eq) was dried in a vacuum oven for 2 h to remove the resid-ual solvent. 4,40-Diaminodiphenylmethane (DDM), prepared by TCIKorea, was used as a curing agent. The LMPA solder ball (Sn-58Bi;Tm = 412 K (139 �C); 45 lm) was obtained from Senju IndustrialCompany. 3-Butanoic acid (Aldrich, 97%) was used as a reductantto remove the oxide layer from the surfaces of the LMPA and theconductive pad.
2.2. Functionalization of graphene sheets
Fig. 1 shows the synthetic procedure [19,20]. Graphene oxide(GO) was synthesized using the modified Hummers method [19].In a typical synthesis, 1 g of graphite powder is added to a mixtureof 46 mL concentrated sulfuric acid and 1 g of NaNO3 and stirred inan ice bath for 4 h. After the homogeneous dispersion of the graph-ite mixture, KMnO4 (6 g) was slowly added to the solution over 1 hat 273 K (0 �C) in an ice bath. The mixture was then stirred for 6 hat 308 K (35 �C) in an oil bath. After the reaction, the mixture wasdistilled with 92 mL de-ionized water (D.I. water) and heated at368 K (95 �C). After 20 min, the mixture was poured into 200 mLof D.I. water with 20% H2O2. The mixture was washed and purifiedwith HCl and D.I. water several times and dried in a vacuum ovenat 323 K (50 �C). The collected graphite oxide powder was
Fig. 1. Preparation of modified Al
dispersed in D.I. water using ultrasonication, leading to dispersedGO sheets in solution, and then dried in a vacuum oven at 323 K(50 �C) for 48 h.
The hydroxyl groups on the GO sheets provide the hydrogen forbonding via the hydrolysis of AIP [20]. In order to form hydrogenbonds between the hydroxide groups of GO and the hydroxidegroups of the precursor, AIP (0.5 g) was mixed with 500 mL of anH2O/methanol mixture (4:1) at 363 K (90 �C) for 30 min. The reac-tions led to the successful hydrolysis of AIP, which contains hydro-xyl groups. A suspension of graphene cake in a methanol and D.I.water mixture was then added to the AIP solution. Hydrolysisand condensation of the mixture were carried out at 333 K(60 �C) for 6 h, and the liquid mixture in the solution was thenevaporated using a rotary evaporator and washed with D.I. waterto remove the residual and unreacted AIP. At the end of the proce-dure, the final products were collected via filtration and dried un-der vacuum at 373 K (100 �C) for 12 h. AIP can form Al(OH)3 viahydrolysis and can be easily converted to Al2O3 through heattreatment.
2.3. Preparation of graphene/epoxy composites
GO and aluminum covered graphene (Al-GO) were dispersedseparately in acetone and stirred for 6 h; this dispersion was thenmixed with DGEBA to give concentrations of 1, 3, or 5 wt.% GO orAl-GO as compared to the weight of the epoxy resin. Above5 wt.%, the mixture was viscous and difficult to process due tothe high surface energies of GO and Al-GO. The mixture was soni-cated for 30 min and stirred for 12 h for homogenization. In orderto evaporate the acetone, the mixture was placed in a convectionoven at 343 K (70 �C) for 6 h, and the residual solvent was elimi-nated in a vacuum oven at room temperature for 12 h. Epoxy resinswere mixed with stoichiometric amounts of curing agent (DGE-BA:DDM = 1:0.4) at 373 K (100 �C) for 15 min. Then, 3-butenoicacid was added to the resins to eliminate the oxide layer on LMPAsolder that is used to create a conductive path in the hybrid inter-connection test. The organic carboxylic acid can realize good coa-lescence and wetting of the LMPA solders. Bubbles in the mixturewere removed by placing the mixture in a vacuum oven for30 min at room temperature.
2.4. Measurements
2.4.1. X-ray photoelectron spectroscopySurface functionalizations of GO and Al-GO were qualitatively
analyzed using X-ray photoelectron spectroscopy (XPS). XPS wasperformed using a VG-Microtech ESCA2000 spectrometer equippedwith a hemispherical electron analyzer and an Mg Ka (hm = 1.2536 keV) X-ray source.
(OH)3-coated GO composite.

Fig. 2. X-ray photoelectron spectra survey scans of graphene: (a) graphite, (b)graphene oxide and (c) Al(OH)3-fuctionalized graphene.
J. Kim et al. / Microelectronics Reliability 52 (2012) 595–602 597
2.4.2. Dynamic mechanical analysisThe dynamic mechanical analyses (DMAs) of both pure epoxy and
functionalized graphene/epoxy composites were performed on amodel TTDMA dynamic mechanical analyzer (Triton Technology,UK) to determine their thermomechanical properties, such as stor-age modulus E0, loss modulus E00, damping factor (tand) and glasstransition temperature (Tg). The experiments were carried out on cu-bic samples (20 mm � 10 mm � 3 mm) in the single cantilevermode. A frequency of 1 Hz (corresponding to a strain rate of 0.05%per second) with a temperature ramp of 5 K/min and a scanning tem-perature range from 298 K (25 �C) to 460 K (187 �C) were employed.The glass transition temperature, Tg, was determined from the peakof the tand curve. At least three tests were carried out for each case.
2.4.3. Laser flash apparatusThermal conductivity measurements were determined using a
Netzsch 457 laser flash analysis (LFA) instrument. All measure-ments were taken at room temperature (298 K, 25 �C) with a laservoltage power of 1538 V and a laser transmission filter of 100%.Samples were cut into 10 � 10 � 1 mm bars. A total of 5–10 shotswere taken per sample set.
2.4.4. Field emission scanning electron microscopyThe morphologies of the functionalized graphene/LMPA/epoxy
composites were investigated using a field emission scanning elec-tron microscope (FE-SEM, SIGMA, Carl Zeiss) at a 3.0 kV accelerat-ing voltage. All the samples were cut using liquid nitrogen prior tocoating with platinum (Pt). The 5 wt.% graphene filler load levelwas chosen as the representative loading level at which to com-pare the microstructures of GO and Al-GO in LMPA/epoxycomposites.
2.4.5. Hybrid interconnection testThe adhesive joining process of the ACAs was the same as re-
ported elsewhere [21–23]. The morphology of the conductive pathand the mechanical strength analysis were evaluated through thehybrid interconnection test. The size of the QFP was14 � 14 � 2.7 mm3, and it had a 1.0 mm lead pitch. The printed cir-cuit board (PCB) was 32 � 32 � 1.0 mm3 in size, and the PCB patternwas plated with 18 lm-thick Cu. The substrate test board wascleaned with acetone for 1 min and then washed with D.I. waterand dried using an air jet. LMPA/graphene/epoxy composites wereprepared with 1 wt.% of functionalized graphene and a volume frac-tion of LMPA solders of 0.4. The composites were selectively appliedto the QFP lead. After completion of the QFP and substrate align-ment, the QFP was mounted onto the PCB electrode pads using a flipchip bonder (LAMBDA: FINETECH Co.). Then, the test assembly washeated according to the temperature profile determined from theDSC analysis test. After the adhesive bonding was complete, themorphologies of the conduction paths formed between the QFPleads and the substrate were observed using an optical microscope.A 45� pull test (JIS Z 3198-6) was performed on the QFP lead to assessthe mechanical properties of the hybrid interconnections. Specifi-cally, the QFP lead was pulled upward at a speed of 6 mm/min, witha total of 22� pulls tested for each composite.
3. Results and discussion
3.1. Characterization of graphene sheets
XPS analyses of GO and Al-GO were performed to determinetheir chemical structures and the results are presented in Figs. 2and 3. XPS can quantify the types of atoms in the samples andcan also identify the types of chemical bonds. Wide scan spectrain the range 0–1100 eV identify the surface elements present and
perform a quantitative analysis, as shown in Fig. 2. In the spectraof graphite specimens, GO and Al-GO, C 1s and O 1s signals ap-peared at 284 eV and 532 eV. The Al 2p signal appeared at 75 eVin the spectrum of Al-GO in Fig. 2c. As shown in Table 1, the initialoxygen concentration on graphite was only small, 2.71%, but afteroxidation, it drastically increased to 64.49% along with a reductionin carbon concentration. This phenomenon was mainly attributedto the generation of oxygenated functional groups, such as epoxide,hydroxyl, carbonyl and carboxyl groups [24]. Furthermore, theatomic concentrations of C 1s and O 1s were 35.51% and 64.49%in GO but were 30.08% and 66.50% in Al-GO. After the reaction withAIP, the ratio of O:C gradually increased with the appearance of alow peak of Al 2p at a concentration of 3.42% in Al-GO. This resultindicates that a functional group containing oxygen atoms is intro-duced onto the surface of Al-GO after the reaction of GO with AIP,indicating a newly created species containing Al atoms.
The detailed chemical bonding of the fabricated graphene sheetsin this study was confirmed through the high resolution spectra of C1s and O 1s based on Gaussian spectral deconvolution. In Fig. 3,these peaks provide clear evidence that GO and Al-GO were chem-ically modified. Carbonyl, epoxy/hydroxyl and carboxylate signa-tures were detected in the XPS spectrum of the GO powder usinga narrow C 1s scan, as shown in Fig. 3b. Small and large peaks werefound at 284.5 eV (C@C/CAC), 286.5 eV (CAO), 287.9 eV (C@O), and289.3 eV (O@CAO) [25], suggesting successful manufacture of GOlayers according to the Hummers method. The C 1s spectrum forAl-GO (Fig. 3c) is a similar spectrum to that of GO; however, anew peak was observed at 283.6 eV (CAOAAl), confirming the pres-ence of an aluminum-based material on Al-GO [26]. For GO, the XPSpeaks of O 1s in Fig. 3e are reasonably decomposed into four Gauss-ian peaks with binding energies of 530.6 (C@O/COOH), 532.0(AOH), 532.6 (CAO), and 534.7 eV (H2O) [27,28]. After the sol–gelreaction, the Al-GO spectrum shows several peaks at 530.6, 531.8,532.6, and 535.1 eV, observed at similar binding energies to thoseof GO, along with two new peaks. These new peaks at 531.1(AlOOH) and 533.1 eV (Al(OH)3) also verified the presence ofAl(OH)3 on the Al-GO [20,29]. According to the XPS analysis, GOwas completely fabricated via the Hummers method, and Al(OH)3
successfully covered the surface of GO using the sol–gel method.
3.2. Thermomechanical properties
A DMA is often used to study the viscoelastic properties of poly-mers under stress and increased temperature. Fig. 4 shows the

Fig. 3. C 1s X-ray photoelectron spectra of (a) graphite, (b) graphene oxide and (c) Al(OH)3-fuctionalized graphene and O 1s spectra of (d) graphite, (e) graphene oxide and (f)Al(OH)3-fuctionalized graphene.
598 J. Kim et al. / Microelectronics Reliability 52 (2012) 595–602
variations in storage modulus and tand as a function of tempera-ture from below the glassy state temperature range to the rubberyplateau of pure epoxy and its composites with GO and Al-GO. Asshown in Fig. 4, the storage modulus and Tg of the composites wereincreased by the addition of GO and Al-GO fillers.
The DMA results showed that the adhesives with modifiedgraphene fillers had a significantly higher storage modulus at room
temperature and a considerably higher rigidity, as seen in Fig. 4.The storage modulus plots for the GO/epoxy and Al-GO/epoxycomposites are presented in Fig. 4a. The initial elastic moduli ofthe GO/epoxy and Al-GO/epoxy composites were higher than thatof the pure epoxy resin, and the rubbery modulus steadily in-creased with increasing filler concentration for both systems. At298 K (25 �C), the GO/epoxy composites with 1 and 3 wt.% GO

Table 1Atomic concentrations of functionalized graphene sheets based on the XPS analysis.
C (%) O (%) Al (%) O/C ratio
Graphite 97.29 2.71 – 0.028GO 35.51 64.49 – 1.82Al-GO 30.08 66.50 3.42 2.21
Fig. 4. Dynamic mechanical properties of neat epoxy composites and of epoxycomposites with GO and Al-GO.
Fig. 5. Thermal conductivities of epoxy composites of neat epoxy, graphene oxideand Al(OH)3-functionalized graphene.
J. Kim et al. / Microelectronics Reliability 52 (2012) 595–602 599
showed about 31.4% and 56.4% higher storage moduli than that ofpure epoxy resin (5892 MPa), respectively. The storage moduli ofAl-GO/epoxy composites also increased by 34.5% (1 wt.%) and36.4% (3 wt.%) over that of pure epoxy. As the temperature in-creased, both pure epoxy and functionalized graphene/epoxy com-posites experienced a gradual decrease in storage modulus,followed by a sudden decrease at the glass transition temperature(Tg). The decrease in the modulus value is related to the materialtransition from a glassy state to a rubbery state.
The tand plots for the pure epoxy and the chemically treated GOand Al-GO are presented in Fig. 4b, and the peaks illustrate the Tg ofeach polymer. In several cases, the dispersion, the particle size andthe surface modification of the fillers play important roles in thechanges in Tg [30,31]. As shown in Fig. 4b, the Tg of the epoxy com-posites increased gradually as the filler concentration increased.
In this study, the Tg of pure epoxy polymer was about 344 K(71 �C). With the addition of 1 wt.% Al-GO and GO, the Tg values in-creased to 355.5 K (82.5 �C) and 362 K (89 �C), respectively. Whenthe filler content was 3 wt.%, the Tg values reached 373.5 K(100.5 �C) in the case of Al-GO and 376 K (103 �C) for GO. In gen-eral, the increase in Tg in any polymeric system is associated witha restriction in molecular motion, a reduction in free volume and ahigher degree of crosslinking. In this case, a restriction of themolecular motion and reduction of the free volume resulted in re-stricted polymer chain mobility.
3.3. Thermal conductivity
The graphene-based materials provide an efficient thermal con-ductivity enhancement compared to those of other carbon materi-als, including single-wall carbon nanotubes (SWNTs), because ofthe high aspect ratio, dimensionality, rigidity of the graphene layer,and the thermal interface resistance between the graphene and thepolymer matrix [32].
Fig. 5 compares the thermal conductivities of GO/epoxy and Al-GO/epoxy composites prepared with 0, 1 and 3 wt.% fillers at roomtemperature. The thermal conductivity of the pure DGEBA epoxyresin was around 0.188 W/m K, and, as shown in Fig. 5, the thermalconductivities of the composites increased with the addition of GOand Al-GO fillers. The thermal conductivity of pure epoxy was0.188 W/m K, which increased to 0.226 and 0.358 W/m K withthe addition of 1 and 3 wt.% GO, respectively. Al-GO/epoxy com-posites also had increased thermal conductivities compared topure epoxy: 0.223 and 0.254 W/m K at 1 and 3 wt.%, respectively.At a 3 wt.% loading, the GO/epoxy composite showed an enhancedthermal conductivity that was almost twice as great as that of theneat epoxy resin. The increases in the thermal conductivity valuesdue to the addition of fillers in this work were much higher thanthose reported in the literature for other electrically insulated fil-ler/epoxy composite systems [33].
Thermal conductivity is affected by the carbon nanofiller struc-ture quality within the matrix, loading, dispersion and the thermalresistance of the interface between the nanofiller and the polymermatrix [34–36]. In Fig. 5, the GO/epoxy composites demonstrated abetter thermal filler performance than did the Al-GO/epoxy com-posites. The proportion of Al(OH)3 in Al-GO can significantly de-crease the total thermal conductivity of the Al-GO/epoxycomposite because Al(OH)3 has a lower thermal conductivity valuethan that of the GO sheet.
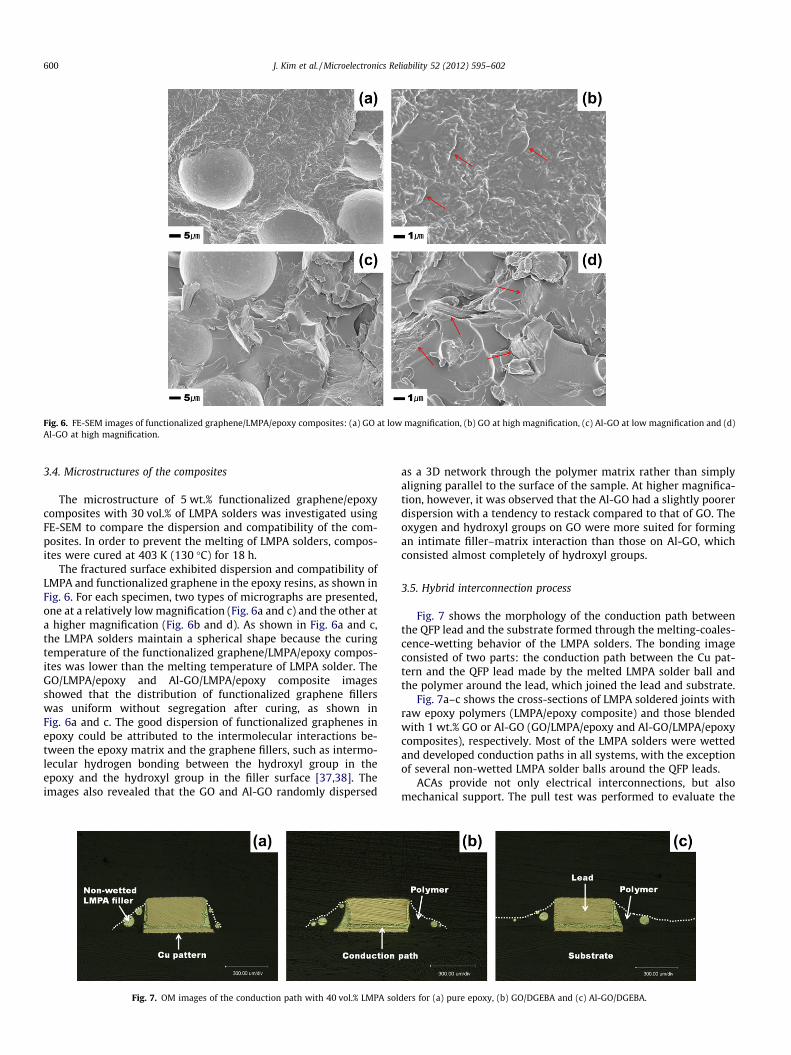
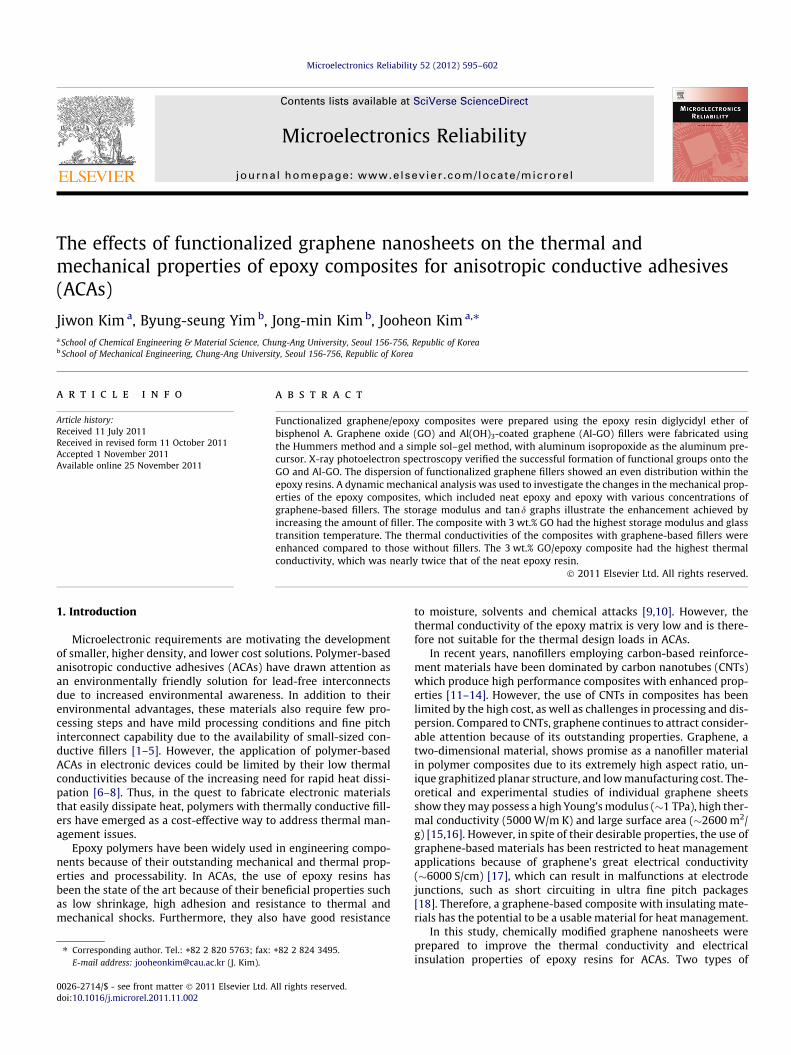
Fig. 6. FE-SEM images of functionalized graphene/LMPA/epoxy composites: (a) GO at low magnification, (b) GO at high magnification, (c) Al-GO at low magnification and (d)Al-GO at high magnification.
600 J. Kim et al. / Microelectronics Reliability 52 (2012) 595–602
3.4. Microstructures of the composites
The microstructure of 5 wt.% functionalized graphene/epoxycomposites with 30 vol.% of LMPA solders was investigated usingFE-SEM to compare the dispersion and compatibility of the com-posites. In order to prevent the melting of LMPA solders, compos-ites were cured at 403 K (130 �C) for 18 h.
The fractured surface exhibited dispersion and compatibility ofLMPA and functionalized graphene in the epoxy resins, as shown inFig. 6. For each specimen, two types of micrographs are presented,one at a relatively low magnification (Fig. 6a and c) and the other ata higher magnification (Fig. 6b and d). As shown in Fig. 6a and c,the LMPA solders maintain a spherical shape because the curingtemperature of the functionalized graphene/LMPA/epoxy compos-ites was lower than the melting temperature of LMPA solder. TheGO/LMPA/epoxy and Al-GO/LMPA/epoxy composite imagesshowed that the distribution of functionalized graphene fillerswas uniform without segregation after curing, as shown inFig. 6a and c. The good dispersion of functionalized graphenes inepoxy could be attributed to the intermolecular interactions be-tween the epoxy matrix and the graphene fillers, such as intermo-lecular hydrogen bonding between the hydroxyl group in theepoxy and the hydroxyl group in the filler surface [37,38]. Theimages also revealed that the GO and Al-GO randomly dispersed
Fig. 7. OM images of the conduction path with 40 vol.% LMPA sol
as a 3D network through the polymer matrix rather than simplyaligning parallel to the surface of the sample. At higher magnifica-tion, however, it was observed that the Al-GO had a slightly poorerdispersion with a tendency to restack compared to that of GO. Theoxygen and hydroxyl groups on GO were more suited for formingan intimate filler–matrix interaction than those on Al-GO, whichconsisted almost completely of hydroxyl groups.
3.5. Hybrid interconnection process
Fig. 7 shows the morphology of the conduction path betweenthe QFP lead and the substrate formed through the melting-coales-cence-wetting behavior of the LMPA solders. The bonding imageconsisted of two parts: the conduction path between the Cu pat-tern and the QFP lead made by the melted LMPA solder ball andthe polymer around the lead, which joined the lead and substrate.
Fig. 7a–c shows the cross-sections of LMPA soldered joints withraw epoxy polymers (LMPA/epoxy composite) and those blendedwith 1 wt.% GO or Al-GO (GO/LMPA/epoxy and Al-GO/LMPA/epoxycomposites), respectively. Most of the LMPA solders were wettedand developed conduction paths in all systems, with the exceptionof several non-wetted LMPA solder balls around the QFP leads.
ACAs provide not only electrical interconnections, but alsomechanical support. The pull test was performed to evaluate the
ders for (a) pure epoxy, (b) GO/DGEBA and (c) Al-GO/DGEBA.

Fig. 8. Pull force test of the QFP leads of the LMPA/DGEBA composites with 1 wt.%of GO and Al-GO.
J. Kim et al. / Microelectronics Reliability 52 (2012) 595–602 601
effect of functionalized graphene sheets on the mechanical pullforce of interconnected QFPs. Fig. 8 shows the pull test results ofGO/LMPA/epoxy and Al-GO/LMPA/epoxy composites with 1 wt.%functionalized graphene fillers compared to that of LMPA/epoxyresin. The pull force results of the solder joints indicated that theLMPA/epoxy composites containing GO and Al-GO had lower val-ues compared to that of the neat LMPA/epoxy composite. The pullforce in the neat LMPA/epoxy composite was 18.4 N, while those ofthe GO and Al-GO blended composites were slightly decreased to17.7 N and 18.2 N respectively. These results are nearly equal tothose of the neat LMPA/epoxy resin. As was stated above, however,hydrogen bonds between epoxy and functionalized graphene fill-ers can improve the toughness of epoxy composites and increasecompatibility between epoxy resin and fillers [37,39]. Therefore,functionalized graphene sheets can be easily dispersed in epoxyresins and improve the mechanical properties of functionalizedgraphene embedded composites. This effect leads to the similarpull test values of composites compared to neat LMPA/epoxy resin.
4. Conclusions
In the present work, the effects of functionalized graphenesheets within epoxy composites on the thermal and mechanicalproperties, morphology and pull test of a hybrid interconnectionwere investigated. Graphene oxide (GO) and Al(OH)3-functional-ized graphene nanosheets (Al-GO) were fabricated using Hum-mers’ method and a simple sol–gel method with aluminumisopropoxide. Using flake graphite as a starting material, strongchemical oxidants were used for the synthesis of GO, and the hy-droxyl groups of GO and AIP were reacted via a simple sol–gelmethod.
The XPS analysis confirmed that GO and Al-GO were success-fully fabricated. The storage modulus and tand increased withthe amount of filler. Compared to neat epoxy, the DMA results indi-cated 56.5% and 36.4% improvements in the storage modulus forcomposites with 3 wt.% GO and Al-GO at 298 K (25 �C), respec-tively. The thermal conductivities of composites with fillers werealso higher than that of the neat epoxy, and the thermal conductiv-ity values improved according to filler concentration. The 3% GO/epoxy composite had the highest thermal conductivity, abouttwice that of the neat epoxy resin. The dispersion of functionalizedgraphenes in the epoxy resin was good, and coalescence of theadded LMPA solders of the GO and Al-GO assembly demonstratedsimilar properties to those in the neat epoxy assembly.
Furthermore, the pull force and the wetting tests showed no signif-icant changes. These results may be attributed to the functionalgroups on the GO and Al-GO surfaces, which determine theimprovement in compatibility between graphene-based fillersand epoxy resins.
Acknowledgement
This research was supported by the Seoul R&BD program (No.PA090933).
References
[1] Lin YC, Zhong J. A review of the influencing factors on anisotropic conductiveadhesives joining technology in electrical applications. J Mater Sci2008;43:3072–93.
[2] Eom YS, Jang KS, Moon JT, Nam JD. Electrical interconnection with a smart ACAcomposed of fluxing polymer and solder powder. ETRI J 2010;32:414–21.
[3] Jagt JC, Beris PJM, Lijten GFCM. Electrically conductive adhesives: a prospectivealternative for SMD soldering? IEEE Trans Compon Package Manuf Technol B1995;18:292–8.
[4] Lau JH. Flip chip technologies. New York: McGraw-Hill; 1995.[5] Minges ML. Electronics materials handbook packaging. ASM International;
1989.[6] He Y, Moreira BE, Overson A, Nakamura SH, Bider C, Briscoe JF. Thermal
characterization of an epoxy-based underfill material for flip chip packaging.Thermochim Acta 2000;357–358:1–8.
[7] Viswanath R, Wakharkar V, Watwe A, Lebonheur V. Thermal performancechallenges from silicon to systems. Intel Technol J 2000;Q3:1–16.
[8] Xu Y, Luo X, Chung DDL. Lithium doped polyethylene-glycol-based thermalinterface pastes for high thermal contact conductance. J Electron Packag2002;124:188–91.
[9] Kapur P, McVittie JP, Saraswat KC. Technology and reliability constrainedfuture copper interconnects. I. Resistance modeling. IEEE Trans Electron Dev2002;49:590–7.
[10] Obreja VVN. On the reliability of power silicon rectifier diodes above themaximum permissible operation junction temperature. IEEE Int Symp IndElectron ISIE06 2006:540–835.
[11] Zhu J, Kim JD, Peng H, Margrave JL, Khabashesku VN, Barrera EV. Improving thedispersion and integration of single-walled carbon nanotubes in epoxycomposites through functionalization. Nano Lett 2003;3:1107–13.
[12] Geng Y, Liu MY, Li J, Shi XM, Kim JK. Effects of surfactant treatment onmechanical and electrical properties of CNT/epoxy nanocomposites. ComposPart A 2008;39:1876–83.
[13] Flahaut E, Peigney A, Laurent Ch, Marlie Ch, Chastel F, Rousset A, et al. Carbonnanotube–metal–oxide nanocomposites: microstructure electricalconductivity and mechanical properties. Acta Mater 2008;48:3803–12.
[14] Ma PC, Kim JK, Tang BZ. Functionalization of carbon nanotubes using a silanecoupling agent. Carbon 2006;44:3232–8.
[15] Lee C, Wei X, Kysar JW, Hone J. Measurement of the elastic properties andintrinsic strength of monolayer graphene. Science 2008;321:385–8.
[16] Balandin AA, Ghosh S, Bao W, Calizo I, Teweldebrhan D, Miao F, et al. Superiorthermal conductivity of single-layer graphene. Nano Lett 2008;8:902–7.
[17] Du X, Skachko I, Barker A, Andrei EY. Approaching ballistic transport insuspended graphene. Nat Nanotechnol 2008;3:491–5.
[18] Yim MJ, Paik KW. Recent advances on anisotropic conductive adhesives (ACAs)for flat panel displays and semiconductor packaging applications. Inter J AdhesAdhes 2006;26:304–13.
[19] Hummers WS, Offeman RE. Preparation of graphitic oxide. J Am Soc1958;80:1339.
[20] Hernadi K, Couteau E, Seo JW, Forro L. Al(OH)3/multiwalled carbon nanotubecomposite: homogeneous coverage of Al(OH)3 on carbon nanotube surfaces.Langmuir 2003;19:7026–9.
[21] Kim HM, Kim JM, Kim JH. Effects of novel carboxylic acid-based reductants onthe wetting characteristics of anisotropic conductive adhesive with lowmelting point alloy filler. Microelectron Reliab 2010;50:258–65.
[22] Kwon YM, Yim BS, Kim JM, Kim JH. Dispersion, hybrid interconnection andheat dissipation properties of functionalized carbon nanotubes in epoxycomposites for electrically conductive adhesives (ECAs). Microelectron Reliab2011;51:812–8.
[23] Yim BS, Kim JM, Jeon SH, Lee SH, Kim JH, Han JG, et al. Hybrid Interconnectionprocess using solderable ICAs (isotropic conductive adhesives) with low-melting-point alloy fillers. Mater Trans 2009;50:2649–55.
[24] Geng Y, Wang SJ, Kim JK. Preparation of graphite nanoplatelets and graphenesheets. J Colloid Inter Sci 2009;336:592–8.
[25] Stankovich S, Dikin DA, Piner RD, Kohlhaas KA, Kleinhammers A, Jia Y, et al.Synthesis of graphene-based nanosheets via chemical reduction of exfoliatedgraphite oxide. Carbon 2007;45:1558–65.
[26] Martin JM, Vovelle L, Bou M, Le Mogne TH. Chemistry of the interface betweenaluminium and polyethyleneterephthalate by XPS. Appl Surf Sci 1991;47:149.

602 J. Kim et al. / Microelectronics Reliability 52 (2012) 595–602
[27] Yang DX, Velamakanni A, Bozoklu G, Park SJ, Stoller M, Piner RD, et al.Exfoliation of graphite oxide in propylene carbonate and thermal reduction ofthe resulting graphene oxide platelets. Carbon 2009;47:145–52.
[28] Costa D, Marcus P, Yang WP. Resistance to pitting and chemical composition ofpassive films of a Fe–17% Cr alloy in chloride-containing acid solution. JElectrochem Soc 1994;141:2669–76.
[29] Rotole JA, Sherwood PMA. Valence band X-ray photoelectron spectroscopicstudies to distinguish between oxidized aluminum species. J Vac Sci Technol A1999;17:1091–6.
[30] Ash BJ, Schadler LS, Siegel RW. Glass transition behavior of alumina/polymethylmethacrylate nanocomposites. Mater Lett 2002;55:83–7.
[31] Xiong M, Cu G, You B, Wu L. Preparation and characterization of poly(styrenebutylacrylate) latex/nano-ZnO nanocomposites. J Appl Polym Sci2003;90:1923.
[32] Yu A, Ramesh P, Itkis ME, Bekyarova E, Haddon RC. Graphitenanoplatelet�epoxy composite thermal interface materials. J Phys Chem C2007;111:7565–9.
[33] Kochetov R, Korobko AV, Andrithsch T, Morshuis PHF, Picken SJ, Smit JJ.Modelling of the thermal conductivity in polymer nanocomposites and the
impact of the interface between filler and matrix. J Phys D: Appl Phys2011;44:395401.
[34] Yang SY, Ma CCM, Teng CC, Huang YW, Liao SH, Huang YL, et al. Effect offunctionalized carbon nanotubes on the thermal conductivity of epoxycomposites. Carbon 2010;48(3):592–603.
[35] Lin C, Chung DDL. Graphite nanoplatelet pastes vs. carbon black pastes asthermal interface materials. Carbon 2009;47:295–305.
[36] Biercuk MJ, Llaguno MC, Radosavljevic M, Hyun JK, Johnson AT, Fischer JE.Carbon nanotube composites for thermal management. Appl Phys Lett2002;80:2767–9.
[37] Park SJ, Jin FL, Lee JR. Synthesis and thermal properties of epoxidized vegetableoil. Macromol Rapid Commun 2004;25:724–7.
[38] Medhekar NV, Ramasubramaniam A, Ruoff RS, Shenoy VB. Hydrogen bondnetworks in graphene oxide composite paper: structure and mechanicalproperties. ACS NANO 2010;4:2300–6.
[39] Park SJ, Jin FL, Lee C. Preparation and physical properties of hollow glassmicrospheres-reinforced epoxy matrix resins. Mater Sci Eng A2005;402:335–40.





























