Embed Size (px)
Citation preview

1
THE EFFECT OF GLYCOLS ON THE PERFORMANCE OF THE ACID GAS REMOVAL PROCESS
Torsten Katz Georg Sieder Justin Hearn
BASF SE, Ludwigshafen, Germany
ABSTRACT
In some natural gas applications glycols, such as MEG, DEG or TEG, are added into the pipeline or the gas conditioning process, either as hydrate inhibitors or for dehydration purposes to protect downstream pipelines. These substances have high boiling points and are not supposed to be carried over into the downstream process. Proper separator design shall avoid carry-over of these substances into the Acid Gas Removal plant.
Some amine plants however report glycol build-up in the amine solution over time, which can lead to performance losses and ultimately to unexpected plant shutdowns. This paper deals with the sources and consequences of glycol build-up in the amine unit and delivers some understanding of how the glycol content affects the acid gas capture performance. It provides recommendations on how to control the full acid gas capture performance over time and how to avoid operational surprises.
1. INTRODUCTION
Raw natural gas usually comes from oil wells, gas wells or condensate wells. Besides methane it contains further valuable components, such as ethane, propane, butane, and other hydrocarbons. However, unwanted components such as water, nitrogen, carbon dioxide, hydrogen sulfide and other trace sulfur components are quite common. Before sending the gas to a sales gas pipeline or before liquefaction, some conditioning is required, to purify the gas and to fulfill pipeline or LNG specifications.
Conditioning takes place in several steps and sometimes starts near the wellhead. In many applications several wells from one or several fields are feeding raw natural gas via gathering pipelines to one central processing plant. Depending on project specifics, the length of the gathering pipeline system can consist of thousands of miles of pipes, interconnecting the processing plant to upwards of 100 wells in the area1. Monoethylene glycol (MEG) is sometimes injected into the gathering systems. Its high affinity towards water suppresses hydrate formation and avoids plugging of pipelines.
In the central processing plant, the final purification takes place. Here, pipeline or LNG specification of the natural gas is ensured, including the adjustment of the acid gas content and the water dew point. A common setup is shown in Figure 1:

2
Figure 1: Conditioning setup of a sales gas plant2
For sales gas applications, where the natural gas is sent to a pipeline, glycols or silica gels are common means for adjusting the water dew point. According to the Gas Processors Association a water content of less than 7 pounds per million cubic feet is a recommended value for pipeline quality4. For LNG applications molecular sieves are the only option to achieve a water dew point specification of less than 0.5 ppmv, which is necessary to avoid freezing in the cryogenic section of the plant. The dehydration unit is usually downstream of the acid gas removal unit (ARGU). For AGRUs using amines this is always required, since the gas leaves the AGRU under more or less water saturated conditions.
In some applications, LNG plants receive their feedstock from a common pipeline grid. This is because major LNG production facilities always require seaport access, whereas the gas fields may be located far away from the processing site. SEGAS LNG in Egypt for example has such a setup. This unusual pipeline/processing setup will be found more often in future: most of the US and Canadian LNG production facilities will receive their feedstock from the sales gas pipeline grid and do not use dedicated pipelines. For these cases the receiving gas has already undergone a full conditioning process, thus the natural gas may have been processed by using glycols in the upstream conditioning process.
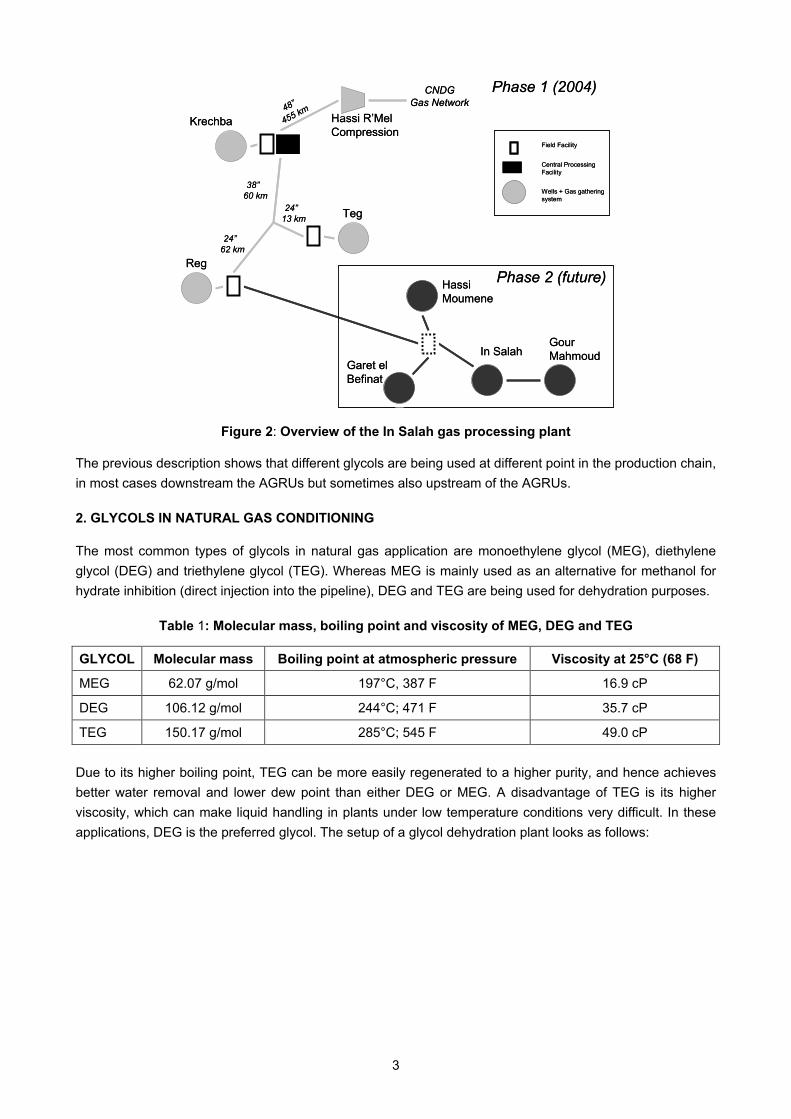
Another example for the use of glycols in natural gas applications was presented in last year’s LGRCC: Schroeter et al.3 reported about the setup of the In Salah gas plant in Algeria; this unit consists of three pre-processing plants, in which - among others - the water dew point of the natural gas is adjusted by using a triethylene glycol unit (TEG) before compressing the gas and sending it to a central processing facility, where a second TEG dehydration downstream the AGRU is installed:
Inlet Separator
AGRU(CO2 removal) Dehydration Dew Point
Control
Stabilizer
DEG Regeneration Refrigeration
Raw Natural Gas
Inle
t Man
ifold
HC Liquid HC Liquid
Recycle gas
NGL Productto export
SalesGasto P/L
DEG solution Refrigerant
CO2
Incineration CO2 to Atmosphere
Train-B
Train-C
Train-A
3
Figure 2: Overview of the In Salah gas processing plant
The previous description shows that different glycols are being used at different point in the production chain, in most cases downstream the AGRUs but sometimes also upstream of the AGRUs.
2. GLYCOLS IN NATURAL GAS CONDITIONING
The most common types of glycols in natural gas application are monoethylene glycol (MEG), diethylene glycol (DEG) and triethylene glycol (TEG). Whereas MEG is mainly used as an alternative for methanol for hydrate inhibition (direct injection into the pipeline), DEG and TEG are being used for dehydration purposes.
Table 1: Molecular mass, boiling point and viscosity of MEG, DEG and TEG
GLYCOL Molecular mass Boiling point at atmospheric pressure Viscosity at 25°C (68 F)
MEG 62.07 g/mol 197°C, 387 F 16.9 cP
DEG 106.12 g/mol 244°C; 471 F 35.7 cP
TEG 150.17 g/mol 285°C; 545 F 49.0 cP
Due to its higher boiling point, TEG can be more easily regenerated to a higher purity, and hence achieves better water removal and lower dew point than either DEG or MEG. A disadvantage of TEG is its higher viscosity, which can make liquid handling in plants under low temperature conditions very difficult. In these applications, DEG is the preferred glycol. The setup of a glycol dehydration plant looks as follows:
Hassi R’MelCompression
Krechba
Teg
Reg
HassiMoumene
Garet el Befinat
GourMahmoudIn Salah
48”
455 km
24”62 km
38”60 km
24”13 km
CNDGGas Network
Phase 2 (future)
Phase 1 (2004)
Field Facility
Central Processing Facility
Wells + Gas gathering system
Hassi R’MelCompression
Krechba
Teg
Reg
HassiMoumene
Garet el Befinat
GourMahmoudIn Salah
48”
455 km
24”62 km
38”60 km
24”13 km
CNDGGas Network
Phase 2 (future)
Phase 1 (2004)
Field Facility
Central Processing Facility
Wells + Gas gathering system

4
Figure 3: Process flow scheme of a glycol plant6
To avoid condensation of hydrocarbons in the unit, the lean glycol temperature is recommended to stay 10°R (5.5 K) above the gas inlet temperature4, 5. Common feed gas temperatures between 5 to 50°C (41 to 122°F) result in lean glycol temperatures between 10.5 – 55.5°C (51 – 132°F). Taking a usual TEG flow rate of 6 – 8 gal/lbH2O into account5, the resulting heat of water condensation for common natural gas pressures (p = 40 – 75 bara, 580 – 1088 psia) will only marginally contribute to an increase of the feed gas temperature (usually < 3.6°R or 2 K). Lower feed gas pressures may lead to somewhat higher temperatures in the treated gas. However the assumption that the glycol absorber treated gas temperature equals the feed gas temperature allows the approximation of the minimum glycol content caused by vapor pressure losses in the treated gas.
In contrast to amine absorbers, a glycol absorber can never have a water backwash section to reduce vapor pressure-induced solvent losses, since the gas would immediately saturate with water again. As a consequence, the treated gas exiting the glycol absorber will always be glycol saturated for the pressure and temperature conditions in the glycol absorber top, as shown in Figure 4.

5
Figure 4: Differences in glycol and amine absorber top sections
Even though glycol vapor pressures are very low, a low concentration of glycols will always end up in the glycol absorber treated gas phase. Losses by entrainment will further increase the content. Table 2 shows two gas compositions, which will be used for a case study in this article,
Table 2: Glycol treated gas conditions for the case study
Case 1 Case 2
CO2 9.62 vol% 1.75
N2 0.76 vol% 0.50
CH4 81.3 vol% 96.05
C2H6 6.10 vol% 1.30
C3+ 2.14 vol% 0.40
H2O varies varies
T 25°C
77°F
40°C
104°F
p 59 bara
856 psia
50 bara
725 psia
Case 1 represents a CO2-rich gas, which is also rich in C2 and C3+ components, whereas Case 2 represents a leaner gas, coming from a pipeline.
Figure 5 shows the glycol saturation concentration over the temperature range for gases with compositions according to Case 1 and Case 2 for pressures of 50 and 70 bara (725 and 1015 psi). The values have been determined by using the commercially available software Multi-Flash7 by using the cubic equation of state PR (advanced). Even though the gases are quite different with respect to acid gas content and heavy hydrocarbon content, neither of these two parameters has a substantial impact on the glycol solubility, at least not for typical LNG feed gas conditions.

6
Figure 5: Glycol content for feed gas conditions
The glycol content in the gas mainly depends upon the type of glycol and the temperature. Glycol concentrations between 1 ppbv up to 100 ppmv are possible.
Liquid entrainment can further increase the glycol content in the gas. In order to minimize make-up costs, special focus should be put on the selection of the demister pad in glycol absorbers.
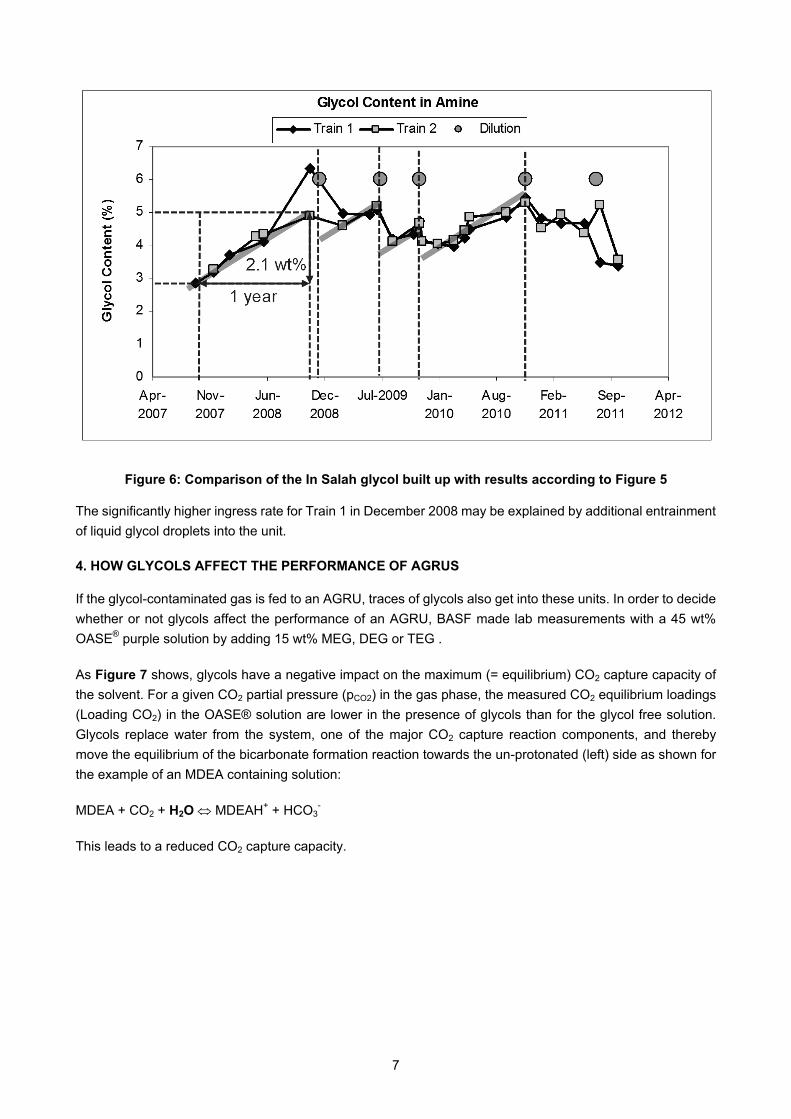
As an example, the data from Figure 5 shall be applied on the In Salah Gas plant, which was presented at the 2012 LGRCC3. The feed gas to the AGRU had a temperature of about 52°C / 126°F at a pressure of 67 barg / 972 psig. As reported, the gas is being treated with TEG further upstream. Assuming that the AGRU feed gas temperature equals the TEG dewpoint temperature, the gas contains about 350 ppbv of TEG according to Figure 5. At 1000 MMSCFD or 49804 kmol/hr, this equals 49804 kmol/hr * 300ppbv*150.17 kg/kmol = 2.61 kg/hr TEG ingress (5.75 lb/hr), or over a period of 1 year = 22.9 mt. As it will be shown later in this article, the losses of TEG via the treated gas and the acid off gas a rather negligible, these 22.9 mt/year will contribute to a TEG buildup in the system. Under consideration of a total solution holdup of 1060 mt, this results in an annual TEG built-up-prate of 2.1 wt%. A comparison with the results of a figure from Schroeter et al. shows a good fit:
1
10
100
1000
10000
100000
0 10 20 30 40 50 60
glyc
ol in
gas
[ppb
v]
temperature [°C]
TEG
DEG
MEG
TEG
DEG
MEG
104°F32°F 68°F 140°F
7
Figure 6: Comparison of the In Salah glycol built up with results according to Figure 5
The significantly higher ingress rate for Train 1 in December 2008 may be explained by additional entrainment of liquid glycol droplets into the unit.
4. HOW GLYCOLS AFFECT THE PERFORMANCE OF AGRUS
If the glycol-contaminated gas is fed to an AGRU, traces of glycols also get into these units. In order to decide whether or not glycols affect the performance of an AGRU, BASF made lab measurements with a 45 wt% OASE® purple solution by adding 15 wt% MEG, DEG or TEG .
As Figure 7 shows, glycols have a negative impact on the maximum (= equilibrium) CO2 capture capacity of the solvent. For a given CO2 partial pressure (pCO2) in the gas phase, the measured CO2 equilibrium loadings (Loading CO2) in the OASE® solution are lower in the presence of glycols than for the glycol free solution. Glycols replace water from the system, one of the major CO2 capture reaction components, and thereby move the equilibrium of the bicarbonate formation reaction towards the un-protonated (left) side as shown for the example of an MDEA containing solution:
MDEA + CO2 + H2O ⇔ MDEAH+ + HCO3-
This leads to a reduced CO2 capture capacity.

8
Figure 7: Impact of glycols on CO2 partial pressure and CO2 equilibrium loading
Also the CO2 mass transfer is negatively affected by the presence of glycols, since they contribute to an increased solvent viscosity. With increased viscosity however, the mass transfer of CO2 into MDEA-containing solutions slows down.
Figure 8: Impact of glycols on solution viscosity and temperature
The implementation of the measured equilibrium and viscosity data into BASF’s in-house simulation tool Chemasim allows us simulating the OASE® process in the presence of glycols. In addition to the CO2 loading and viscosity the model was updated for all other required physical properties (density, surface tension etc.) as well as for the enthalpy model taking the impact of the glycols into account.
5. CASE STUDY
To estimate the impact of glycols on the performance of a full absorption/desorption process, AGRUs with LNG spec (50 ppmv CO2 slip at the absorber overhead) according to Case 1 and Case 2 (Table 2) were simulated. Simplified flow schemes of the two plants are shown in Figure 9 and Figure 10:
p C
O2
Loading CO2 [mol/mol]
+ 15 wt% TEG+ 15 wt% DEG+ 15 wt% MEGOASE®
Visc
osity
Temperature [°C]
+ 15 wt%TEG+ 15 wt%DEG+ 15 wt% MEGOASE®

9
Figure 9: Flow scheme for Case 1 (CO2-rich gas)
Figure 10: Flow scheme for plant Case 2 (CO2-lean gas)
Both plant designs have a water backwash section in the absorber top in order to minimize amine losses. This of course will also reduce potential glycol emissions. Case 1 uses a two-stage regeneration system, which is common for gases with the given high acid gas partial pressure. The HP-flash drum allows for hydrocarbon skimming. The Case 2 design is simpler. Due to the low CO2 partial pressure in the feed gas, a conventional stripper is sufficient for regeneration, and HP-flash is not required due to the low C3
+ content of the gas.
For both cases the presence of glycols in the regenerator is less severe due to the high temperature / low viscosity effect. However, the absorber is significantly affected by increasing glycol concentrations in the OASE® solution.
10
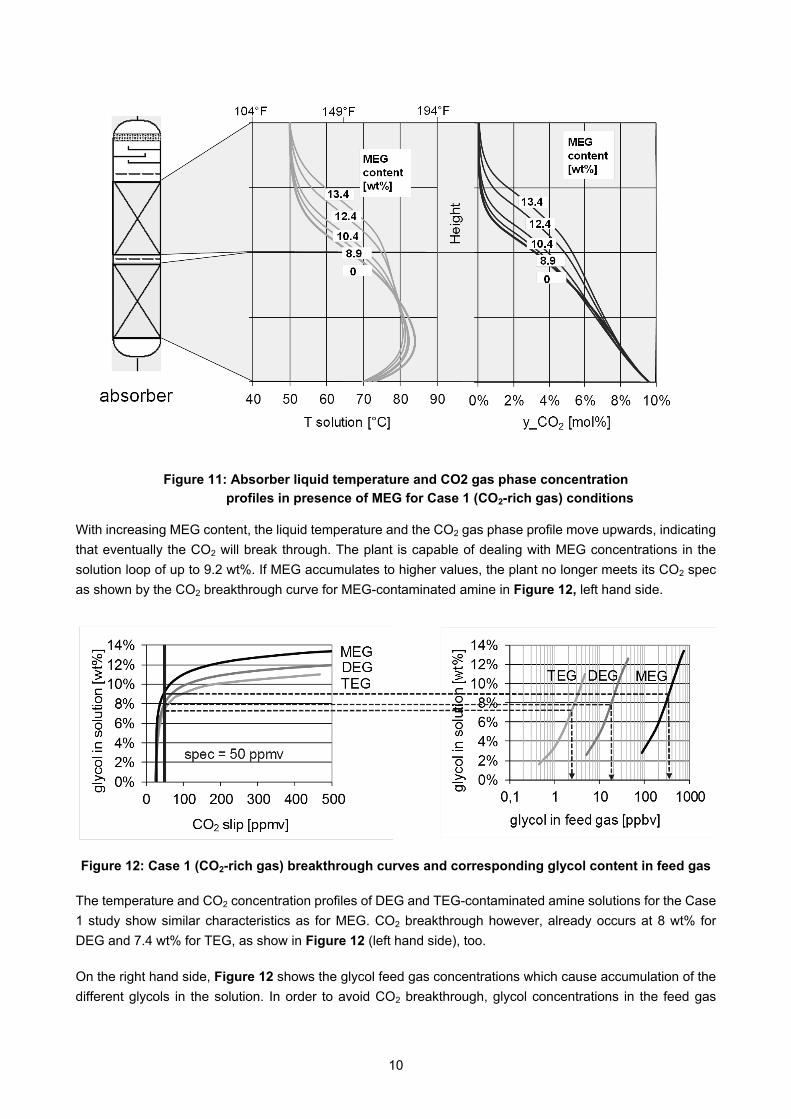
Figure 11: Absorber liquid temperature and CO2 gas phase concentration profiles in presence of MEG for Case 1 (CO2-rich gas) conditions
With increasing MEG content, the liquid temperature and the CO2 gas phase profile move upwards, indicating that eventually the CO2 will break through. The plant is capable of dealing with MEG concentrations in the solution loop of up to 9.2 wt%. If MEG accumulates to higher values, the plant no longer meets its CO2 spec as shown by the CO2 breakthrough curve for MEG-contaminated amine in Figure 12, left hand side.
Figure 12: Case 1 (CO2-rich gas) breakthrough curves and corresponding glycol content in feed gas
The temperature and CO2 concentration profiles of DEG and TEG-contaminated amine solutions for the Case 1 study show similar characteristics as for MEG. CO2 breakthrough however, already occurs at 8 wt% for DEG and 7.4 wt% for TEG, as show in Figure 12 (left hand side), too.
On the right hand side, Figure 12 shows the glycol feed gas concentrations which cause accumulation of the different glycols in the solution. In order to avoid CO2 breakthrough, glycol concentrations in the feed gas
11
have to stay below 350 ppbv (MEG), 19 ppbv (DEG) or 2.3 ppbv (TEG). Any higher glycol content in the feed gas will lead to CO2 breakthrough over the long term.
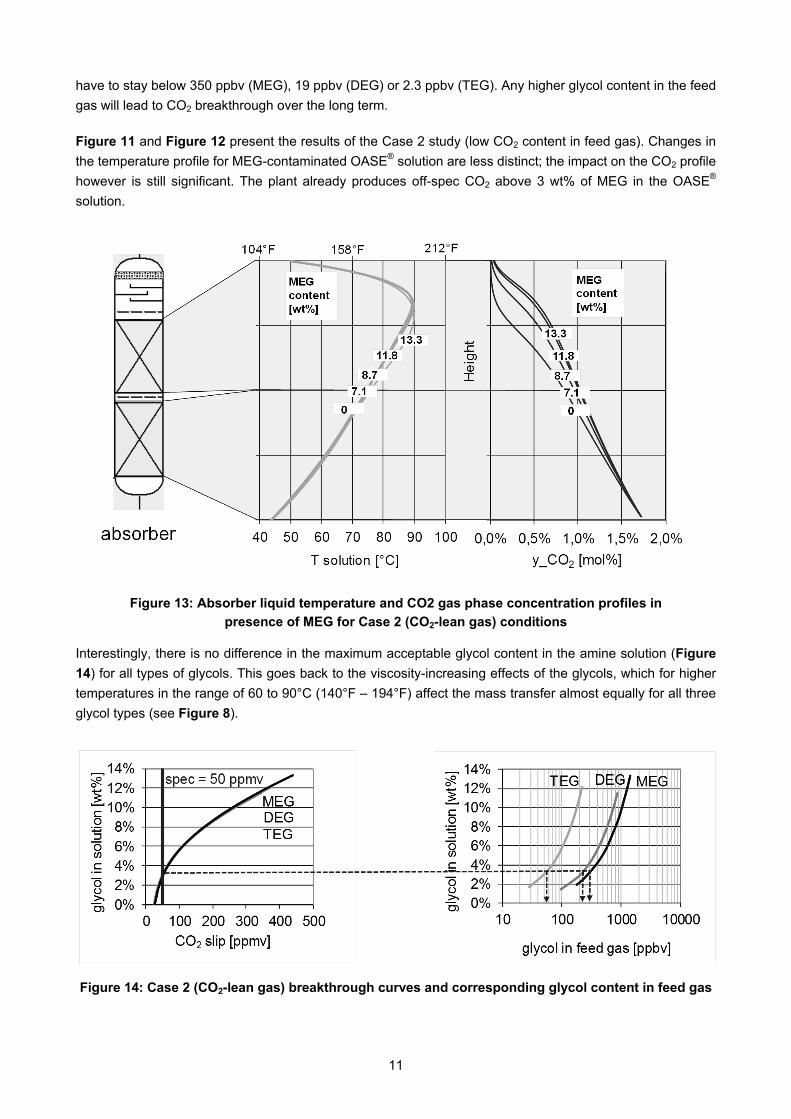
Figure 11 and Figure 12 present the results of the Case 2 study (low CO2 content in feed gas). Changes in the temperature profile for MEG-contaminated OASE® solution are less distinct; the impact on the CO2 profile however is still significant. The plant already produces off-spec CO2 above 3 wt% of MEG in the OASE® solution.
Figure 13: Absorber liquid temperature and CO2 gas phase concentration profiles in presence of MEG for Case 2 (CO2-lean gas) conditions
Interestingly, there is no difference in the maximum acceptable glycol content in the amine solution (Figure 14) for all types of glycols. This goes back to the viscosity-increasing effects of the glycols, which for higher temperatures in the range of 60 to 90°C (140°F – 194°F) affect the mass transfer almost equally for all three glycol types (see Figure 8).
Figure 14: Case 2 (CO2-lean gas) breakthrough curves and corresponding glycol content in feed gas

12
The maximum acceptable glycol contents in the feed gas are 280 ppbv (MEG), 210 ppbv (DEG) and 53 ppbv (TEG).
A further comparison between Case 1 (CO2-rich gas) and Case 2 (CO2-lean gas) shows that a potential DEG or TEG contamination of the feed gas is more severe for the CO2-rich gas. This can be explained by a discussion of the temperature profiles: For Case 1 (CO2-rich gas) the treated gas outlet temperature almost equals the lean amine inlet temperature into the absorber. Thus the treated gas is relatively cold and does not allow significant quantities of glycols to be emitted. However, Case 2 (CO2-lean gas) has a temperature bulge in the top of the absorber column and the heat of the CO2 absorption-reaction leads to a strong increase of the exiting gas phase temperatures compared to the incoming lean amine temperature. This causes higher glycol vapor-pressure losses thus the plant can accept higher glycol content in the feed gas than applications with higher CO2 content in the feed gas (Case 1).
The combination of the maximum allowable glycol content in the feed gas, according to the heat and mass balances of Case 1 and Case 2 (Figure 12 and Figure 14), with the glycol vapor pressure of the feed gases (Figure 5) allows for the determination of the maximum temperature under which a DEG or TEG unit, or MEG injection, can be operated (or more precisely: where the glycol dewpoint of the incoming feed gas into the AGRU absorber lies) without causing production of off-spec CO2.
Figure 15: Maximum glycol dewpoint temperature for AGRU absorber feed gas
Figure 15 shows that the following:
• A gas according to Case 1 (CO2-rich gas) must have a DEG dewpoint of < 1°C/34°F or TEG dewpoint of < 4°C/39°F, without causing production of off-spec. treated gas in the AGRU.
• A gas according to Case 2 (CO2-lean gas) can have a DEG dewpoint of < 20°C/86°F or TEG dewpoint of < 35°C/95°F, without causing production of off-spec. treated gas in the AGRU.
• MEG treatment of the gas upstream the AGRU absorber will cause off-spec production for Case 1 and Case 2 for relevant MEG dewpoint temperatures > 0°C / 32°F.
To treat gases with glycol dewpoint temperatures above the values according to FIGURE 15, additional glycol mitigation measures are necessary to allow production of on-spec CO2 in the long term.

13
6. OPTIONS FOR MITIGATION
There are several options to reduce the impact of glycols coming into the AGRU with the feed gas. To decide which option is best applicable, the knowledge about the use of any glycol upstream of the AGRU is very important: which type of glycol was applied at which temperature, what is the resulting glycol vapor pressure in the feed gas etc. As shown in the previous chapter, not considering glycol in the feed gas can lead to malperformance of the AGRU. Even though this point may only be reached after several years of operation, mitigation measures usually will be required – sooner or later. In the following, several options are presented:
Option 1: Consider the glycol content in the feed gas during the design phase; additional margins in the solvent circulation rate, heat exchanger duties and absorber height can compensate for glycol ingress into the AGRU within a certain range. As a consequence mainly CAPital EXpenditures (CAPEX) will increase.
Option 2:
Instead of increasing the CAPEX there is also an option to go ahead with a standard design of the AGRU by accepting increased OPerational EXpenditures (OPEX). Not installing a water-backwash section in the absorber top will slightly increase the vapor pressure losses of glycol exiting the absorber top compared to a plant with backwash section. Omitting the backwash section is therefore a means to tolerate higher tolerable glycol content in the feed gas. However, it will also lead to increased amine losses (higher OPEX) and is therefore not the most preferred mitigation measure. Also, this glycol mitigation measure is limited to a certain glycol feed gas concentration range only.
Option 3: Continuous, or intermittent bleeding of solvent, and substituting it by fresh solvent, offers another option to operate the plant at full capacity and to balance the incoming glycol quantities with the exiting quantities. To minimize accompanying amine losses, the stream with the highest glycol to amine ratio should be selected. This stream is usually the lean amine stream. Increased OPEX and potentially complicated solvent disposal are unwanted consequences of this approach.
Practically, it is expected that a combination of a slight adjustment of the plant design and allowing a bleed stream is the most cost-effective way to mitigate the impact of glycols on the performance of the AGRU.
Option 4: Thermal reclamation of glycol containing amine solutions is extremely difficult and depends very much on the solvent components and glycols in use. The vapor pressure curves (see FIGURE 16) show that for MDEA containing solvents, MEG boils in-between MDEA and one activator component, which makes thermal separation difficult, DEG and MDEA have more or less exactly the same vapor pressure and therefore cannot be thermally separated at all with reasonable effort. TEG is the heaviest boiling component and therefore requires evaporation of all other components first. This is very costly.
Thermal reclamation always requires vacuum distillation in order to avoid thermal degradation of the amines.

14
Figure 16: Vapor pressure curves for thermal reclamation
Option 5: Reclamation by applying ion exchange is a possible way to separate amines from glycols. In the case, the amines (and not the glycols) will be removed from the solution, which makes it a very costly method.
Option 6:
Option 6 offers the most sophisticated way to deal with glycols in gas conditioning: removing them in a pre-treatment step upstream of the AGRU. This requires additional equipment. A water scrubber is the easiest and most beneficial way of doing so.
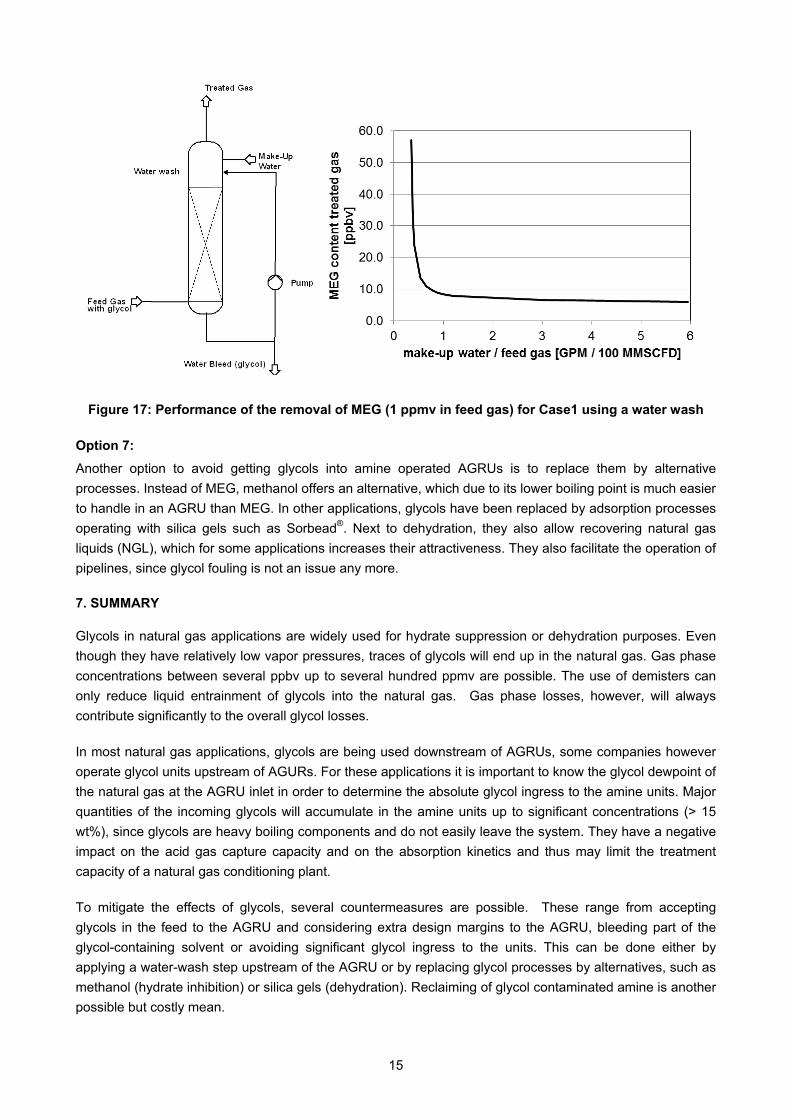
For the Case 1 scenario, some scrubber simulations were performed assuming 1 ppmv of MEG in the feed gas. Figure 17 shows the configuration. The water-wash section can be designed with a pump- around allowing a significant removal rate of glycol so that only a small portion of make-up water is needed. Per 100 MMSCFD feed gas, roughly 0.7 GPM of make-up water are needed to reduce the MEG content down to 10 ppbv, which is lower than the critical concentration of MEG (< 350 ppbv) where some impact has to be expected on the performance.
15
Figure 17: Performance of the removal of MEG (1 ppmv in feed gas) for Case1 using a water wash
Option 7:
Another option to avoid getting glycols into amine operated AGRUs is to replace them by alternative processes. Instead of MEG, methanol offers an alternative, which due to its lower boiling point is much easier to handle in an AGRU than MEG. In other applications, glycols have been replaced by adsorption processes operating with silica gels such as Sorbead®. Next to dehydration, they also allow recovering natural gas liquids (NGL), which for some applications increases their attractiveness. They also facilitate the operation of pipelines, since glycol fouling is not an issue any more.
7. SUMMARY
Glycols in natural gas applications are widely used for hydrate suppression or dehydration purposes. Even though they have relatively low vapor pressures, traces of glycols will end up in the natural gas. Gas phase concentrations between several ppbv up to several hundred ppmv are possible. The use of demisters can only reduce liquid entrainment of glycols into the natural gas. Gas phase losses, however, will always contribute significantly to the overall glycol losses.
In most natural gas applications, glycols are being used downstream of AGRUs, some companies however operate glycol units upstream of AGURs. For these applications it is important to know the glycol dewpoint of the natural gas at the AGRU inlet in order to determine the absolute glycol ingress to the amine units. Major quantities of the incoming glycols will accumulate in the amine units up to significant concentrations (> 15 wt%), since glycols are heavy boiling components and do not easily leave the system. They have a negative impact on the acid gas capture capacity and on the absorption kinetics and thus may limit the treatment capacity of a natural gas conditioning plant.
To mitigate the effects of glycols, several countermeasures are possible. These range from accepting glycols in the feed to the AGRU and considering extra design margins to the AGRU, bleeding part of the glycol-containing solvent or avoiding significant glycol ingress to the units. This can be done either by applying a water-wash step upstream of the AGRU or by replacing glycol processes by alternatives, such as methanol (hydrate inhibition) or silica gels (dehydration). Reclaiming of glycol contaminated amine is another possible but costly mean.
16
In any case, the knowledge that the natural gas to be treated in an AGRU will contain glycols, requires adequate glycol mitigation measures to avoid running into operational surprises, once the AGRU is in operation for several years.
REFERENCES
1. NaturalGas.Org: http://www.naturalgas.org/naturalgas/processing_ng.asp
2. Tanaka K., Fujimura Y., Katz T., Spuhl O.: HiPACT – Advanced CO2 capture technology for green
natural gas exploration; LRGCC conference proceedings 2010
3. Schroeter R.W. et al.: Investigation Considerations on CO2 Removal at the In Salah Gas Plant
HiPACT –; LRGCC conference proceedings 2012
4. GPSA Handbook, 10th edition
5. Hernandez-Valencia V.N., Hlavinka M.W., Bullin, J.A.; Glycol Units for Maximum Efficiency;
Bryan Research & Engineering Technical Papers;
http://www.bre.com/portals/0/technicalarticles/Design%20Glycol%20Units%20for%20Maximum%20
Efficiency.pdf
6. http://en.wikipedia.org/wiki/Glycol_dehydration
7. Multiflash: DLL Version 4.0.08 February 2011, Infochem



![Polyalkylene Glycols - Microsoft · Polyalkylene glycols were extensively used as aircraft engine lubricants in cold climates [9]. Over 150,000 flying hours were accumulated, mostly](https://img.dokumen.tips/doc/110x75/5e7bffcf63c6b2232b7d8c3b/polyalkylene-glycols-microsoft-polyalkylene-glycols-were-extensively-used-as-aircraft.jpg)

























