Embed Size (px)
Citation preview

Powder Metallurgy Progress, Vol.11 (2011), No 1-2 97
THE EFFECT OF COPPER POWDER SIZE AND MORPHOLOGY ON PROEUTECTOID CEMENTITE NETWORK FORMATION IN PM VALVE SEAT INSERT
M.M. Lima, S. Yousefli, A. Nadjafi Maryam Negari, M. Behnam
Abstract The Valve Seat Insert (VSI) is one of the most important automotive parts that are manufactured by Powder Metallurgy process. Based on CN10CU standard (Powder Selection), carbon content is higher than eutectoid and therefore increases the possibility of cementite network formation on grain boundaries. This network is undesirable and decreases the mechanical properties like radial crushing strength, ultimate tensile strength, elasticity and impact resistance. Reasons for cementite network formation in sintered parts are very complicated. In this research, the effects of main factors such as base materials and sintering parameters on cementite network formation are studied. Due to the large amount of copper (8-12%) and its effect on sintering mechanism, this investigation is implemented using both electrolytic and atomized copper powder. Keywords: valve seat insert, proeutectoid cementite network, electrolytic copper powder, water atomized copper powder, pre-sintering
INTRODUCTION Fe-C-Cu compositions are the most common alloy where copper forms a liquid
phase during sintering. The liquid aids sintering, pore spheroidization, and alloy hardening [1, 2]. During sintering of plain iron-graphite powder mixtures, carbon already dissolves in iron at a temperature around 800oC. This leads to premature α/γ- iron phase transformation in sintered steel. After this phase transition, carbon dissolves relatively rapidly in iron in the temperature range 910-1100oC [3].
In hypereutectoid steel containing more than 0.8% C, during slow cooling, the excess carbon amount required to saturate austenite is precipitated as cementite primarily along the grain boundaries [4, 5]. The rate of dissolution of graphite is determined by the rate of the two slowest processes, namely, the migration of carbon atoms through the austenite- graphite interface, which is associated with the severance of strong covalent bonds, and the self diffusion of iron. This process is relatively rapid, and at 1000-1050oC saturation of austenite to the equilibrium concentration is reached in a few minutes [6].
In Fe-C-Cu systems, at a temperature of about 1094oC (2000oF) ternary eutectic of iron copper and carbon exists. This liquid phase rapidly disappears because of the almost complete diffusion of the carbon into the iron at higher temperature. In solid state, the surface tension of the molten copper is sufficiently high to prevent penetration into the pores of the iron phase. At a temperature above 1083oC (1981oF) the surface tension is overcome and the copper almost instantaneously runs into the pores between and within particles and into the grain boundaries at the surface of the iron particles. Above
Mahnaz Mehdizadeh Lima, Soghra Yousefli, Ahmad Nadjafi, Department of Research and Development, Iran Powder Metallurgy Complex, Qazvin, Iran Mohammad Behnam, Metallurgy Engineering Department, Karaj-Islamic Azad University, Iran

Powder Metallurgy Progress, Vol.11 (2011), No 1-2 98 a temperature of about 925oC (1697oF) the graphite starts combining with the iron to form a solution of carbon in iron. At the same time, the presence of the carbon in the iron inhibits the flow of molten copper into the particle and grain boundaries [7].
Earlier work also has shown that the amount of carbon present within a compact reduces Cu solubility in iron and development of liquid phase due to the change in the dihedral angle of the molten phase [8].
In many articles, the effects of carbon and copper on dimensional changes and sintering mechanism were investigated [9-13]. In the presence of copper and liquid phase, the mechanism of sintering and carbon diffusion into the iron lattice can change, which affects the grain boundaries cementite network formation in hypereutectoid steels. In this study, due to high amount of copper, the main focus was on copper powder characteristics like size and morphology as well as process parameters that affect microstructure and mechanical properties. However, presence of proeutectoid cementite network in the microstructure of a valve seat insert is very destructive and must be eliminated with the proper selection of base material and process.
MATERIAL AND EXPRIMENTAL Water atomized iron and copper powders used for manufacturing Inlet-VSI based
on the CN10CU standard, were produced in the Iran Powder Metallurgy Complex. Electrolytic copper powder was produced by MICROMET. Physical and Chemical properties of these three types of powders are listed in Tables 1, 2 and 3.
Tab.1. Chemical and physical properties of water atomized iron powder
Sieve analysis Chemical composition Flow rate
Apparent density 160-
200 100-160
63-100 -63 H2
loss Fe Mn P, S Si C
29 sec/50g
2.61 g/cm3 3.09 33.25 29.12 34.53 0.18 R 0.11 0.005 0.05 0.02
Tab.2. Water atomized copper powder properties
Sieve Analysis Purity Apparent density H2 loss +63 53-63 45-53 -45
%Cu > 99.7 3.69 g/cm3 0.19 28.77 5.46 20.55 45.14
Tab.3. Electrolytic copper powder properties
Sieve Analysis Purity Apparent density %O +63 40-63 -40
%Cu > 99.7 1.85 g/cm3 0.2 1.29 15.21 83.50 The chemical composition for Inlet-VSI based on the CN10CU standard (material
selection) is listed in Table 4. The powder preparation was done in two separate steps for two types of Cu powders using a laboratory double cone mixer (with 60 rpm and 3 kg capacity for iron powder). Molybdenum and sulphur was added in the form of molybdenum disulphide (MoS2) to improve machining properties. Due to the high amount of copper powder and tendency to segregate during mixing, time and sequence of mixing is very important. Double-acting die and cold pressing under the pressure of 700 MPa was applied. Samples were sintered in 1120oC for 35 minutes in dissociated ammonia atmosphere.
Powder Metallurgy Progress, Vol.11 (2011), No 1-2 99 In order to achieve higher density and strength, some of samples were pre-sintered in 850oC for 30 minutes and double pressed before full sintering.
The sectioned samples were surfaced using 2 Power Head grinding and polishing stations. Grinding was done using a progression of 500–1200 grit grinding papers. Polishing was done by a progression of diamond paste (6, 1µm particle size) using 60 rpm wheel rotational speed. A DMI VICTORY optical microscope equipped with Material Plus 4.2 image analysis software was used for microstructure studies. Radial crushing strength test was conducted on a SHIMADZU loading machine with a 10-ton load cell based on ISO 2739-1973 (E) standard.
Tab.4. Chemical composition for VSI based on CN10CU standard
Others Fe S Cu Mo P Ni C ≤2 BAL 0.36 11.3% 0.54% 0.015% 0.5% 1.2%
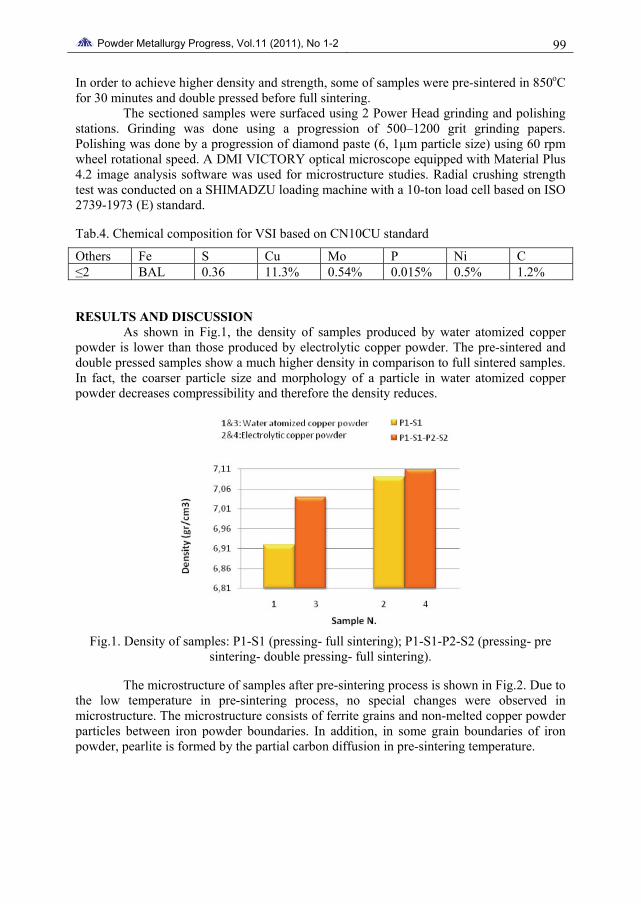
RESULTS AND DISCUSSION As shown in Fig.1, the density of samples produced by water atomized copper
powder is lower than those produced by electrolytic copper powder. The pre-sintered and double pressed samples show a much higher density in comparison to full sintered samples. In fact, the coarser particle size and morphology of a particle in water atomized copper powder decreases compressibility and therefore the density reduces.
Fig.1. Density of samples: P1-S1 (pressing- full sintering); P1-S1-P2-S2 (pressing- pre
sintering- double pressing- full sintering).
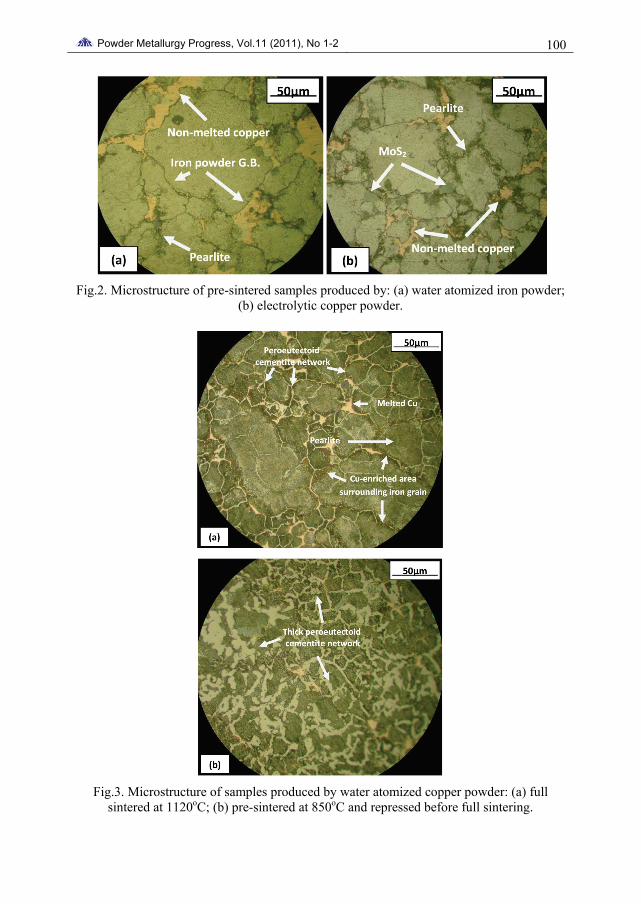
The microstructure of samples after pre-sintering process is shown in Fig.2. Due to the low temperature in pre-sintering process, no special changes were observed in microstructure. The microstructure consists of ferrite grains and non-melted copper powder particles between iron powder boundaries. In addition, in some grain boundaries of iron powder, pearlite is formed by the partial carbon diffusion in pre-sintering temperature.
Powder Metallurgy Progress, Vol.11 (2011), No 1-2 100
Fig.2. Microstructure of pre-sintered samples produced by: (a) water atomized iron powder; (b) electrolytic copper powder.
Fig.3. Microstructure of samples produced by water atomized copper powder: (a) full
sintered at 1120oC; (b) pre-sintered at 850oC and repressed before full sintering.
Powder Metallurgy Progress, Vol.11 (2011), No 1-2 101
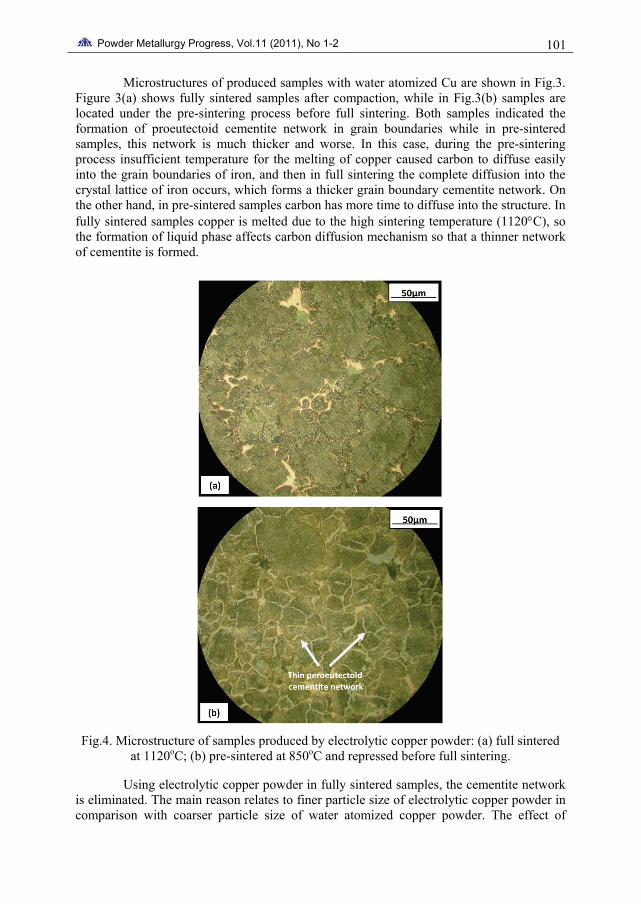
Microstructures of produced samples with water atomized Cu are shown in Fig.3. Figure 3(a) shows fully sintered samples after compaction, while in Fig.3(b) samples are located under the pre-sintering process before full sintering. Both samples indicated the formation of proeutectoid cementite network in grain boundaries while in pre-sintered samples, this network is much thicker and worse. In this case, during the pre-sintering process insufficient temperature for the melting of copper caused carbon to diffuse easily into the grain boundaries of iron, and then in full sintering the complete diffusion into the crystal lattice of iron occurs, which forms a thicker grain boundary cementite network. On the other hand, in pre-sintered samples carbon has more time to diffuse into the structure. In fully sintered samples copper is melted due to the high sintering temperature (1120°C), so the formation of liquid phase affects carbon diffusion mechanism so that a thinner network of cementite is formed.
Fig.4. Microstructure of samples produced by electrolytic copper powder: (a) full sintered
at 1120oC; (b) pre-sintered at 850oC and repressed before full sintering.
Using electrolytic copper powder in fully sintered samples, the cementite network is eliminated. The main reason relates to finer particle size of electrolytic copper powder in comparison with coarser particle size of water atomized copper powder. The effect of
Powder Metallurgy Progress, Vol.11 (2011), No 1-2 102 the pre-sintering process by use of electrolytic copper powder is similar to an earlier state. The only difference is that the formed cementite network is thinner than before. The microscopic images for samples produced by electrolytic copper powder are shown in Fig.4.
One of the most important parameters defined for a Valve Seat Insert is the radial crushing strength. The radial crushing strength of the bush, K (N/mm2), is given by the following formula:
K= [F (D-e)]/ Le2 (1)
where: F is the maximum load (N), incurring fracture; L is the length (mm) of the hollow cylinder; D is the external diameter (mm) of the hollow cylinder; e is the thickness (mm) of the cylinder wall.
Results of radial crushing strength test for all samples are shown in Fig.5. As we can see, the radial strength of the samples produced by water atomized copper powder is significantly lower than samples produced by electrolytic copper powder due to the presence of a higher amount of grain boundary cementite. In addition, in the pre-sintering process the amount of cementite network increases while the radial crushing strength decreases.
Fig.5. Radial crushing strength results: P1-S1 (pressing- full sintering); P1-S1-P2-S2
(pressing- pre-sintering- double pressing- full sintering).
CONCLUSIONS During the sintering process of samples with carbon content higher than the
eutectoid, there is the possibility of cementite network formation along the grain boundaries. As shown in this study, the cementite network degraded mechanical properties of Valve Seat Insert, such as radial crushing strength. The high amount of copper powder affects sintering mechanisms and mechanical properties. So this study was done by two types of copper powder: water atomized and electrolytic copper powder. Due to the coarser particle size of water atomized copper powder than electrolytic copper powder, in some areas, carbon is able to diffuse inside the iron lattice and form a network of cementite along grain boundaries. Also in order to achieve higher mechanical properties such as density and strength, some of samples were pre-sintered and double pressed before full sintering process. However, all samples show cementite network in their microstructure after full

Powder Metallurgy Progress, Vol.11 (2011), No 1-2 103 sintering. In this case, during the pre-sintering process the insufficient temperature for melting of copper caused carbon to diffuse easily into the grain boundaries of iron, and then in full sintering the complete diffusion into the crystal lattice of iron occurs, forming a grain boundary cementite network. Cementite network in samples produced by water atomized copper powder and pre-sintered is much thicker than samples produced by electrolytic copper. Utilization of electrolytic copper powder and elimination of the pre-sintering process solves the problem of cementite network formation and improves the mechanical properties.
Acknowledgements This work was done in the Research and Development department of Iran Powder
Metallurgy Complex. The authors acknowledge Mr. Sadr Ameli, the manager of Iran Powder Metallurgy Complex for access to their equipment and materials. They also acknowledge Mrs. Pari Hamedanian and Mr. Ali Sedighi, for their constant help.
REFERENCES [1] German, RM.: Sintering Theory and Practice. John Wiley & Sons, 1996 [2] German, RM.: Liquid Phase Sintering. Rensselaer Polytechnic Institute, 1985 [3] Šalak, A.: Ferrous Powder Metallurgy. Cambridge International Science Publishing
(CISP), 1995 [4] Krauss, G.: Steels Heat Treatment and Processing Principles. American Society for
Metal, 1990 [5] Avner, S.: Introduction to physical Metallurgy. 2nd ed. MCGRA-HILL Book Company,
1974 [6] Dymchenko, VA., Morozov, YF.: Structure Formation in Iron- Graphite compositions.
Perspective in Powder Metallurgy. Vol. 3. New York, 1968 [7] Taubenblat, PW.: Copper Base Powder Metallurgy. Metal Powder Industries
Federation (MPIF), 1980 [8] Lawcock, R., Davis, T.: Powder Metallurgy, vol. 33, 1990, no. 2, p. 147 [9] Murphy, TF., Fillari, GB., Golin, GJ.: A Metallographic Investigation into the Effect of
Sintering on an FC-0205 Premix. Hoeganaes Corporation, 1001 Taylors Lane Cinnaminson, NY 08077
[10] Wang, WF.: Materials Science and Engineering A, vol. 402, 2005, p. 92 [11] Morakotjinda, M., Krataitong, R.: Chiang Mai J. Sci., vol. 35, 2008, no. 2, p. 258 [12] Verma, N., Anand, S.: Effect of Carbon Addition and Sintering Temperatures on
Densification and Microstructural Evolution of Sinter-Hardening Alloy Steels. Research Article
[13] Narasimhan, KS., Semel, FJ.: Sintering of Powder Premixes-A Brief Overview. Hoeganaes Corporation, 1001 Taylors Lane Cinnaminson, NY 08077






![ELECTRODEPOSITION OF COPPER POWDER FROM COPPER SULPHATE · PDF file · 2013-06-03powder by electrolysis of copper salt using high current density. Hou[2] ... The copper sulphate and](https://img.dokumen.tips/doc/110x75/5aa12e7c7f8b9a8e178f05db/electrodeposition-of-copper-powder-from-copper-sulphate-2013-06-03powder-by.jpg)






















