Embed Size (px)
Citation preview

NR 1/2016 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING 29
The characteristic of deformability of Fe–Ni superalloy during high-temperature deformation
Kazimierz J. DuckiSilesian University of Technology, Faculty of Materials Engineering and Metallurgy, Katowice, Poland, [email protected]
The influence of two variants of initial soaking at 1100°C/2 h and 1150°C/2 h and parameters of hot plastic deformation on the deformability of Fe–Ni superalloy have been presented. The hot deformation characteristics of alloy were investigated by hot torsion tests using Setaram torsion plastometer. The tests were executed at constant strain rates of 0.1 and 1.0 s–1, and testing temperature in the range of 900 to 1150°C and were conducted until total fracture of the samples. Plastic properties of the alloy were characterized by worked out flow curves and the temperature relationships of maximum yield stresses (σpp) and strain limits (εf). The flow stress of the torsion tests showed a single peak in the flow stress-strain curves, and indicated that a dynamic recovery and recrystallization took place during the hot deformation. It was found that optimal values of flow stresses and strain limits were obtained for the alloy after its initial soaking at 1100°C/2 h and deformation in the temperature range of 1050÷950°C at strain rate 0.1 s–1. The increase of maximum yield stresses, σpp, and decrease of strain limit of the alloy, εf, as the initial soaking temperature was rising up to 1150°C/2 h, with the strain rate increasing to 1.0 s–1, was associated with a growth of the initial grain size and the degree of austenite saturation with alloying elements. The relationship between the maximum yield stresses and the Zener-Hollomon parameter (Z) was described by σpp = A × Zn power function. Activation energy for hot working (Q) was assessed for the alloy after two variants of initial soaking, i.e. 1100°C/2 h and 1150°C/2 h and amounted, respectively, 442 kJ/mol and 519 kJ/mol.
Key words: A-286 superalloy, hot deformation, plastic properties, Zener-Holomon parameter, activation energy for hot working.
Inżynieria Materiałowa 1 (209) (2016) 29÷34DOI 10.15199/28.2016.1.5© Copyright SIGMA-NOT MATERIALS ENGINEERING
1. INTRODUCTION
The behaviour of metals and alloys during hot plastic working has a complex nature and it varies with the changing of such process parameters as [1÷4]: deformation, strain rate and temperature. The high-temperature plastic deformation is coupled with dynamic re-covery and recrystallization processes which influence the structure and properties of alloys. One of crucial issues is finding the rela-tionship between the hot plastic deformation process parameters, microstructure and properties. Since the sixties of the last century, theoretical and experimental investigations have been carried out to find those interdependence for steels and nickel alloys.
The Fe–Ni superalloys precipitation hardened by intermetallic phase of γ′-Ni3(Al, Ti) type are one of the groups of construction materials intended for operation in cryogenic and elevated tem-perature. These alloys are difficult to deform and are characterized by high values of yield stress at a high temperature. High defor-mation resistance of Fe–Ni alloys is caused by a complex phase composition, high activation energy for hot working and a low rate of dynamic recrystallization. When choosing the conditions for hot plastic working of Fe–Ni alloys, the following factors should be considered [5÷9]: the matrix grain size, plastic deformation param-eters and the course of the recrystallization process. The grain size is of particular importance. Grain refining leads to an increased rate of recovery and dynamic recrystallization and to a smaller diam-eter of recrystallized grains. That is important, because the grain refinement in Fe–Ni superalloys has an advantageous influence on increasing their yield point and fatigue strength [10÷12].
In the presented study, research has been undertaken on the in-fluence of two variants of initial soaking and the parameters of hot plastic working on the characteristics of deformability in a high-temperature creep resisting Fe–Ni alloy. It is assumed that the re-sults obtained will be used for optimizing hot plastic working pro-cesses and forecasting the microstructure and functional properties of products made of Fe–Ni superalloys.
2. MATERIAL AND PROCEDURE
The examinations were performed on rolled bars, 16 mm in diam-eter, of an austenitic A-286 type alloy. The chemical composition is given in Table 1.
In order to model the conditions of alloy heating prior to plas-tic processing, the investigations were carried out on samples after initial soaking at high temperature. The samples for investigations were made from rolled bars sections which were subjected to two variants of preheating, i.e. 1100°C/2 h and 1150°C/2 h with sub-sequent cooling in water. Heat treatment of this type corresponds to the soaking parameters of the investigated superalloy before hot plastic processing [5÷8, 13].
The research on the alloy deformability was performed in a hot torsion test on a Setaram torsion plastometer 7 MNG. The plas-tometric tests were performed every 50°C in a temperature range of 900÷1150°C, with a constant holding time of 10 minutes at the defined temperature. Solid cylindrical specimens (Ø6.0×50 mm) were twisted at a rotational speed of 50 and 500 rpm, which cor-responds to the strain rate of 0.1 and 1.0 s–1, respectively. To freeze the structure, the specimens after deformation until failure were di-rectly rapid cooled in water (Fig. 1).
The data obtained in the plastometric torsion test were entered in an Excel spreadsheet in the form of columns containing the record-ed values. Processing of the measured data by means of filtration, cutting, shrinking and planishing was conducted using the Matlab 6 program. A correction of the torque moment, due to diversified ro-tational speed values and increase of the sample temperature during
Table 1. Chemical composition of the investigated Fe-Ni alloy, wt %Tabela 1. Skład chemiczny stopu Fe-Ni użytego do badań, % mas.
C Si Mn P S Cr Ni Mo V W Ti Al B N Fe
0.05 0.56 1.25 0.026 0.016 14.3 24.5 1.35 0.42 0.1 1.88 0.16 0.007 0.0062 55.3

30 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING ROK XXXVII
torsion, was calculated by the method of joint action of speed and temperature from the following relations [14÷17]:
′′′ = + ′′′M M MΔ (1)
Δ Δ′′′ = − +M M N N T M N N T Tr( , , ) ( , , ) (2)
Δ ′′′ = ⋅ ⋅ ⋅ ⋅ ⋅ ⎛⎝⎜
⎞⎠⎟
+
− ⋅ ⋅ ⋅
+
+
M A N C N N FT
A N C N N
B D ET
B D E
exp( ) exp
exp( )
TT T FT T
+ ⋅+
⎛⎝⎜
⎞⎠⎟
Δ
Δexp
(3)
where: M – recorded torque moment, Nm, M‴ – corrected torque moment value, Nm, ∆M‴ – torque moment correction taking ac-count of a joint action of speed and temperature, Nm, N – number of sample torsion, N – given torsion speed, rpm, Nr – recorded rota-tional speed, rpm, T – deformation temperature, °C, ∆T – tempera-ture increment during torsion, °C, A, B, C, D, E, F – material con-stants.
The corrected data constituted a basis for the determination of equivalent deformation ε as a function of the number of the sample rotations during torsion [14÷17]:
= ×⎛
⎝⎜
⎞
⎠⎟
23
arcsinh RNL
(4)
where: R – equivalent radius corresponding to 2/3 of the outer ra-dius R of the sample, L – measured sample length.
Yield stress σp was determined according to relation (5) taking account of the corrected torque moment M‴, sample radius R, pa-rameters m, p and axial force Fo [14÷17]:
p
MR
p m FR
= ⋅ ′′′⎛
⎝⎜⎜
⎞
⎠⎟⎟ × + +( ) + ⎛
⎝⎜⎞⎠⎟
⎡
⎣⎢⎢
⎤
⎦⎥⎥
32
33
22
2
0 5.
(5)
where: p – strain sensitivity index, m – strain rate sensitivity index.On the flow curves determined, the following parameters
characterising plastic properties of the alloy in the torsion test were defined: – σpp – maximum yield stress on the flow curve, – εp – deformation corresponding to the maximum yield stress, – σf – stress at which the sample is subject to failure, – εf – deformation at which the sample is subject to failure, the
so-called strain limit.Relations between the yield stress and alloy deformation, and the
deformation conditions were described using the Zener-Hollomon parameter Z [18, 19]:
Z Q
RTA p
n= × ⎛
⎝⎜⎞⎠⎟
= × ( )⎡⎣
⎤⎦ exp sinh
max
(6)
where: ε – strain rate, Q – activation energy for hot working, R – molar gas constant, T – temperature, and A, α, n – constants depend-ing on grade of the investigated material.
The activation energy for hot working Q was determined in ac-cordance with the procedure specified in the work by Schindler and Bořuta [20]. The solution algorithm consisted in transforming equa-tion (6) to the following form:
= × −⎛
⎝⎜⎞⎠⎟⎡⎣ ⎤⎦A Q
RT pn
exp sinh( )max
(7)
Further procedure was based on solving equation (7) by a graph-ic method with the application of a regression analysis.
3. RESULTS AND DISCUSION
The application of two variants of initial solution heat treatment simulating the heating conditions allowed diversifying significantly the initial microstructure of the Fe–Ni alloy before hot plastic de-formation. The alloy in its initial state differed primarily in the av-erage grain size. After solution heat treatment under the conditions of 1100°C/2 h/w., in the alloy microstructure presence was found of twinned austenite with medium-size grain (Ā = 2120 μm2) with a small amount (ca. 0.3 wt %) of insoluble particles (Fig. 2a). The increasing of the solution heat treatment temperature to 1150°C at an analogous soaking time resulted in an increase of the austenite grain (Ā = 6296 μm2) and a reduction in the quantity and size of undissolved primary particles (Fig. 2b).
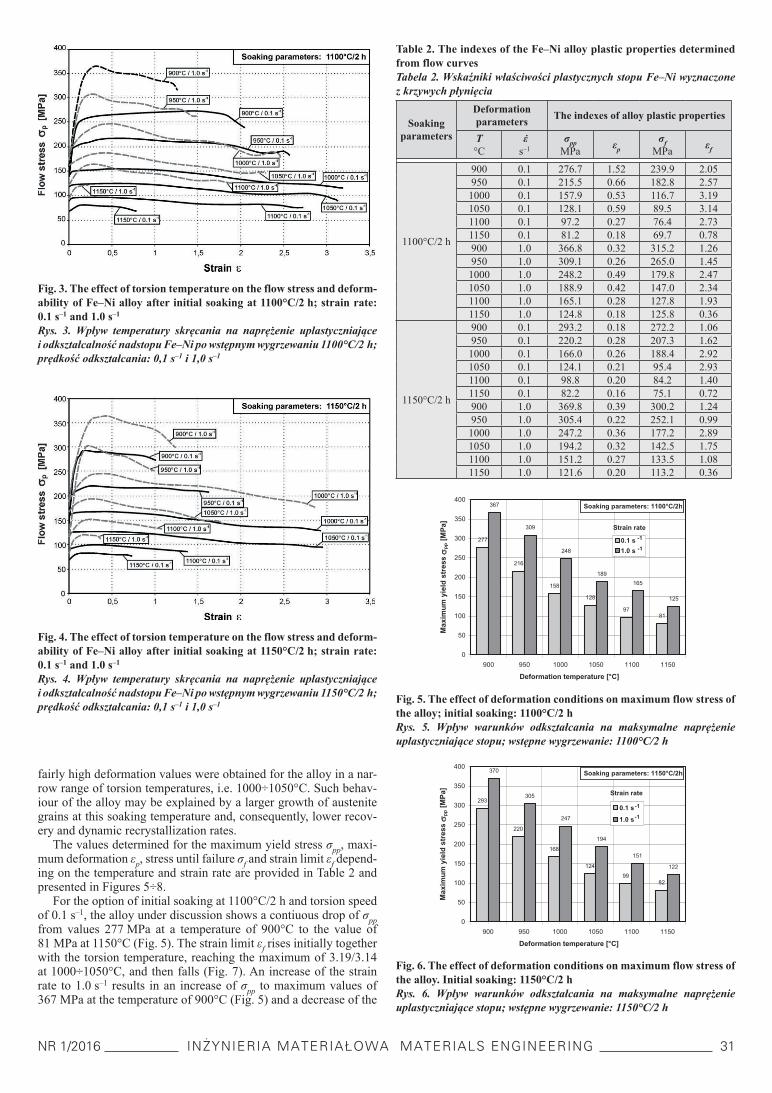
The plastometric investigations, in the form of the calculated alloy flow curves at temperatures of 900÷1150°C for two options of initial soaking are shown in Figures 3 and 4. The results ob-tained for the option of initial soaking at 1100°C/2 h and strain rate 0.1 s–1 showed a single peak in the flow stress–strain curves, and indicated that a recovery and dynamic recrystallization took place during the hot deformation (Fig. 3). High deformation values were obtained for the alloy in a wide range of torsion temperatures, i.e. 950÷1100°C. An increase of strain rate to 1.0 s–1 results in a sig-nificant increase of yield stress values and a distinct decrease of the alloy deformability at all temperatures analysed. This phenomenon can be explained by a higher speed of the alloy strengthening and too slow removal of the strengthening as a result of dynamic recov-ery and recrystallization.
An increase of the initial soaking temperature to 1150°C/2 h sig-nificantly reduces the alloy deformability for the two strain rates, both at low and high deformation temperatures (Fig. 4). In this case,
Fig. 1. Scheme of plastometric examination of the Fe–Ni alloyRys. 1. Schemat badań plastometrycznych stopu Fe–Ni
Fig. 2. Diversified microstructure of alloy after initial solution heat treatment at: a) 1100°C/2 h/w (Ā = 2120 μm2), b) 1150°C/2 h/w (Ā = 6296 μm2)Rys. 2. Zróżnicowana mikrostruktura stopu po wstępnym przesyca-niu w warunkach: a) 1100°C/2 h/w (Ā = 2120 μm2), b) 1150°C/2 h/w (Ā = 6296 μm2)
a) b)
NR 1/2016 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING 31
fairly high deformation values were obtained for the alloy in a nar-row range of torsion temperatures, i.e. 1000÷1050°C. Such behav-iour of the alloy may be explained by a larger growth of austenite grains at this soaking temperature and, consequently, lower recov-ery and dynamic recrystallization rates.
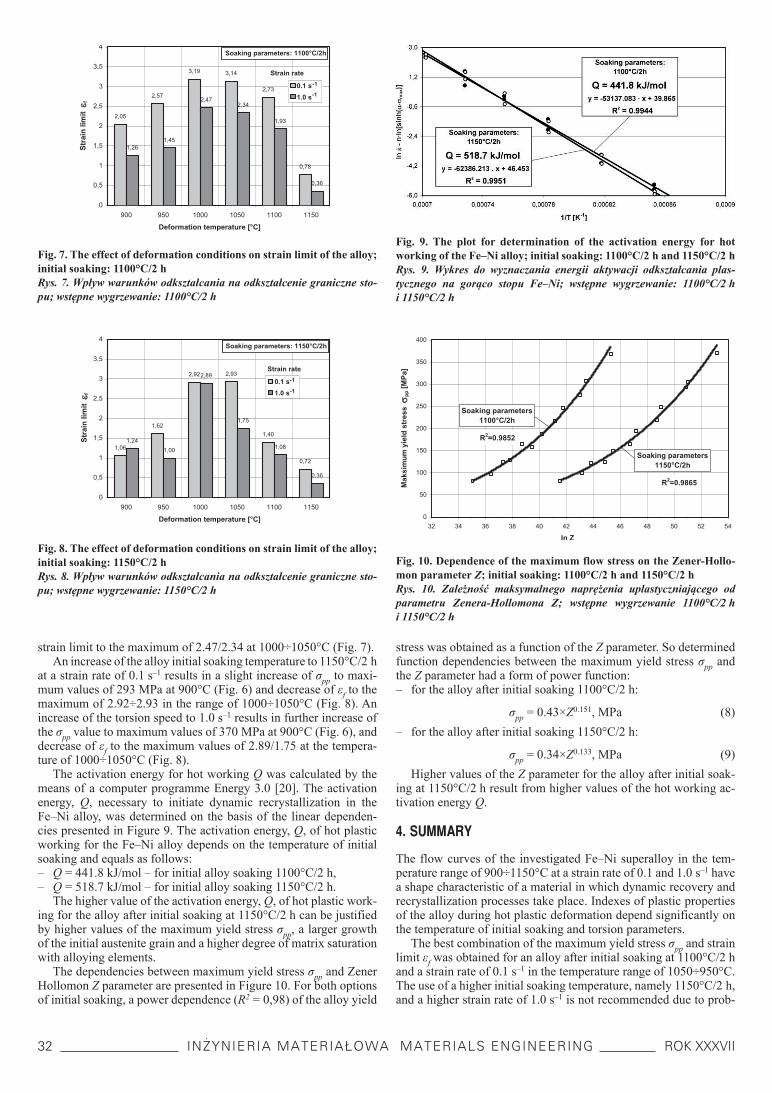
The values determined for the maximum yield stress σpp, maxi-mum deformation εp, stress until failure σf and strain limit εf depend-ing on the temperature and strain rate are provided in Table 2 and presented in Figures 5÷8.
For the option of initial soaking at 1100°C/2 h and torsion speed of 0.1 s–1, the alloy under discussion shows a contiuous drop of σpp from values 277 MPa at a temperature of 900°C to the value of 81 MPa at 1150°C (Fig. 5). The strain limit εf rises initially together with the torsion temperature, reaching the maximum of 3.19/3.14 at 1000÷1050°C, and then falls (Fig. 7). An increase of the strain rate to 1.0 s–1 results in an increase of σpp to maximum values of 367 MPa at the temperature of 900°C (Fig. 5) and a decrease of the
Table 2. The indexes of the Fe–Ni alloy plastic properties determined from flow curvesTabela 2. Wskaźniki właściwości plastycznych stopu Fe–Ni wyznaczone z krzywych płynięcia
Soakingparameters
Deformation parameters The indexes of alloy plastic properties
T°C
εs–1
σppMPa εp
σfMPa εf
1100°C/2 h
900 0.1 276.7 1.52 239.9 2.05950 0.1 215.5 0.66 182.8 2.571000 0.1 157.9 0.53 116.7 3.191050 0.1 128.1 0.59 89.5 3.141100 0.1 97.2 0.27 76.4 2.731150 0.1 81.2 0.18 69.7 0.78900 1.0 366.8 0.32 315.2 1.26950 1.0 309.1 0.26 265.0 1.451000 1.0 248.2 0.49 179.8 2.471050 1.0 188.9 0.42 147.0 2.341100 1.0 165.1 0.28 127.8 1.931150 1.0 124.8 0.18 125.8 0.36
1150°C/2 h
900 0.1 293.2 0.18 272.2 1.06950 0.1 220.2 0.28 207.3 1.621000 0.1 166.0 0.26 188.4 2.921050 0.1 124.1 0.21 95.4 2.931100 0.1 98.8 0.20 84.2 1.401150 0.1 82.2 0.16 75.1 0.72900 1.0 369.8 0.39 300.2 1.24950 1.0 305.4 0.22 252.1 0.991000 1.0 247.2 0.36 177.2 2.891050 1.0 194.2 0.32 142.5 1.751100 1.0 151.2 0.27 133.5 1.081150 1.0 121.6 0.20 113.2 0.36
277
216
158
128
9781
367
309
248
189165
125
0
50
100
150
200
250
300
350
400
900 950 1000 1050 1100 1150
Deformation temperature [°C]
Maxim
umyieldstresss p
p[M
Pa]
0.1s1.0s
Strainrate-1
-1
Soaking parameters: 1100°C/2h
Fig. 5. The effect of deformation conditions on maximum flow stress of the alloy; initial soaking: 1100°C/2 hRys. 5. Wpływ warunków odkształcania na maksymalne naprężenie uplastyczniające stopu; wstępne wygrzewanie: 1100°C/2 h
293
220
168
124
9982
370
305
247
194
151
122
0
50
100
150
200
250
300
350
400
900 950 1000 1050 1100 1150
Deformation temperature [°C]
Maxim
umyieldstresss p
p[M
Pa]
0.1s
1.0s
Strainrate
-1
-1
Soaking parameters: 1150°C/2h
Fig. 6. The effect of deformation conditions on maximum flow stress of the alloy. Initial soaking: 1150°C/2 hRys. 6. Wpływ warunków odkształcania na maksymalne naprężenie uplastyczniające stopu; wstępne wygrzewanie: 1150°C/2 h
Fig. 3. The effect of torsion temperature on the flow stress and deform-ability of Fe–Ni alloy after initial soaking at 1100°C/2 h; strain rate: 0.1 s–1 and 1.0 s–1
Rys. 3. Wpływ temperatury skręcania na naprężenie uplastyczniające i odkształcalność nadstopu Fe–Ni po wstępnym wygrzewaniu 1100°C/2 h; prędkość odkształcania: 0,1 s–1 i 1,0 s–1
Fig. 4. The effect of torsion temperature on the flow stress and deform-ability of Fe–Ni alloy after initial soaking at 1150°C/2 h; strain rate: 0.1 s–1 and 1.0 s–1
Rys. 4. Wpływ temperatury skręcania na naprężenie uplastyczniające i odkształcalność nadstopu Fe–Ni po wstępnym wygrzewaniu 1150°C/2 h; prędkość odkształcania: 0,1 s–1 i 1,0 s–1
32 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING ROK XXXVII
strain limit to the maximum of 2.47/2.34 at 1000÷1050°C (Fig. 7).An increase of the alloy initial soaking temperature to 1150°C/2 h
at a strain rate of 0.1 s–1 results in a slight increase of σpp to maxi-mum values of 293 MPa at 900°C (Fig. 6) and decrease of εf to the maximum of 2.92÷2.93 in the range of 1000÷1050°C (Fig. 8). An increase of the torsion speed to 1.0 s–1 results in further increase of the σpp value to maximum values of 370 MPa at 900°C (Fig. 6), and decrease of εf to the maximum values of 2.89/1.75 at the tempera-ture of 1000÷1050°C (Fig. 8).
The activation energy for hot working Q was calculated by the means of a computer programme Energy 3.0 [20]. The activation energy, Q, necessary to initiate dynamic recrystallization in the Fe–Ni alloy, was determined on the basis of the linear dependen-cies presented in Figure 9. The activation energy, Q, of hot plastic working for the Fe–Ni alloy depends on the temperature of initial soaking and equals as follows: – Q = 441.8 kJ/mol – for initial alloy soaking 1100°C/2 h, – Q = 518.7 kJ/mol – for initial alloy soaking 1150°C/2 h.
The higher value of the activation energy, Q, of hot plastic work-ing for the alloy after initial soaking at 1150°C/2 h can be justified by higher values of the maximum yield stress σpp, a larger growth of the initial austenite grain and a higher degree of matrix saturation with alloying elements.
The dependencies between maximum yield stress σpp and Zener Hollomon Z parameter are presented in Figure 10. For both options of initial soaking, a power dependence (R2 = 0,98) of the alloy yield
stress was obtained as a function of the Z parameter. So determined function dependencies between the maximum yield stress σpp and the Z parameter had a form of power function: – for the alloy after initial soaking 1100°C/2 h:
σpp = 0.43×Z0.151, MPa (8) – for the alloy after initial soaking 1150°C/2 h:
σpp = 0.34×Z0.133, MPa (9)Higher values of the Z parameter for the alloy after initial soak-
ing at 1150°C/2 h result from higher values of the hot working ac-tivation energy Q.
4. SUMMARY
The flow curves of the investigated Fe–Ni superalloy in the tem-perature range of 900÷1150°C at a strain rate of 0.1 and 1.0 s–1 have a shape characteristic of a material in which dynamic recovery and recrystallization processes take place. Indexes of plastic properties of the alloy during hot plastic deformation depend significantly on the temperature of initial soaking and torsion parameters.
The best combination of the maximum yield stress σpp and strain limit εf was obtained for an alloy after initial soaking at 1100°C/2 h and a strain rate of 0.1 s–1 in the temperature range of 1050÷950°C. The use of a higher initial soaking temperature, namely 1150°C/2 h, and a higher strain rate of 1.0 s–1 is not recommended due to prob-
2,05
2,57
3,19 3,14
2,73
0,78
1,261,45
2,472,34
1,93
0,36
0
0,5
1
1,5
2
2,5
3
3,5
4
900 950 1000 1050 1100 1150
Deformation temperature [°C]
Strainlimit e
f0.1s1.0s
Strainrate-1
-1
Soaking parameters: 1100°C/2h
Fig. 7. The effect of deformation conditions on strain limit of the alloy; initial soaking: 1100°C/2 hRys. 7. Wpływ warunków odkształcania na odkształcenie graniczne sto-pu; wstępne wygrzewanie: 1100°C/2 h
1,06
1,62
2,92 2,93
1,40
0,72
1,241,00
2,89
1,75
1,08
0,36
0
0,5
1
1,5
2
2,5
3
3,5
4
900 950 1000 1050 1100 1150
Deformation temperature [°C]
Strainlimit e
f
0.1s1.0s
Strainrate-1
-1
Soaking parameters: 1150°C/2h
Fig. 8. The effect of deformation conditions on strain limit of the alloy; initial soaking: 1150°C/2 hRys. 8. Wpływ warunków odkształcania na odkształcenie graniczne sto-pu; wstępne wygrzewanie: 1150°C/2 h
Fig. 9. The plot for determination of the activation energy for hot working of the Fe–Ni alloy; initial soaking: 1100°C/2 h and 1150°C/2 hRys. 9. Wykres do wyznaczania energii aktywacji odkształcania plas-tycznego na gorąco stopu Fe–Ni; wstępne wygrzewanie: 1100°C/2 h i 1150°C/2 h
0
50
100
150
200
250
300
350
400
32 34 36 38 40 42 44 46 48 50 52 54
lnZ
Maksimum
yieldstress s
pp[M
Pa]
Soakingparameters1150°C/2h
Soakingparameters1100°C/2h
R2=0.9852
R2=0.9865
Fig. 10. Dependence of the maximum flow stress on the Zener-Hollo-mon parameter Z; initial soaking: 1100°C/2 h and 1150°C/2 hRys. 10. Zależność maksymalnego naprężenia uplastyczniającego od parametru Zenera-Hollomona Z; wstępne wygrzewanie 1100°C/2 h i 1150°C/2 h

NR 1/2016 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING 33
lems in the recovery and dynamic recrystallization processes, and due to a decrease of the alloy plasticity.
For both variants of initial soaking was found a significant influ-ence of the deformation parameters on the maximum yield stress of the alloy. The dependence between the maximum yield stress σpp and the Zener-Hollomon parameter Z was described with a power function in the following form: σpp = A×Zn.
The tested superalloy has a high activation energy of the hot working Q, with the energy value depending on the conditions of initial soaking. For the alloy after initial soaking at 1100°C/2 h, the estimated activation energy in the range of the applied deformation parameters was Q = 442 kJ/mol. In the case of alloy deformation after initial soaking at 1150°C/2 h, the activation energy was higher and amounted to Q = 519 kJ/mol.
REFERENCES
[1] Zhou L. X., Baker T. N.: Effects of strain rate and temperature on deforma-tion behaviour of IN 718 during high temperature deformation. Materials Science and Engineering A177 (1994) 1÷9.
[2] McQueen H. J., Ryan N. D.: Constitutive analysis in hot working. Materi-als Science and Engineering A322 (2002) 43÷63.
[3] Ducki K. J.: Mikrostrukturalne aspekty procesów odkształcania, wydzie-lania i umacniania w austenitycznym nadstopie Fe–Ni. Wydawnictwo Po-litechniki Śląskiej, Gliwice (2010).
[4] Ducki K. J.: The deformability and microstructural aspects of recrystal-lization process in hot-deformed Fe–Ni superalloy. In: Recrystallization. Edited by K. Sztwiertnia. Published by InTech, Rijeka (2012) 109÷136.
[5] Kohno M., Yamada T., Suzuki A., Ohta S.: Heavy disk of heat resistant alloy for gas turbine. Internationale Schmiedetagung 1981, Verein Deut-scher Eisenhüttenleute, Düsseldorf 12 (1981) 4.1.1÷4.1.22.
[6] Rydstod H., Gessinger G. H., Bomford M. J.: Forging of high temperature alloys for gas turbines. In: High Temperature Alloys for Gas Turbines and other Applications, D. Reidel Publishing Company (1986) 127÷149.
[7] Gao H., Barber G. C., Chen Q. A.: High temperature deformation of a Fe-based low nickel alloy. Journal of Materials Processing Technology 142 (2003) 52÷57.
[8] Ducki K. J., Hetmańczyk M., Kuc D.: The investigations of deformability and structure of A-286 alloy at high temperature deformation. Materials for Advanced Power Engineering, Liége (2002) 401÷408.
[9] Ducki K. J., Hetmańczyk M., Kuc D.: Quantitative description of the structure and substructure of hot-deformed Fe–Ni austenitic alloy. Materi-als Science Forum 513 (2006) 51÷60.
[10] Koul A. K., Immarigeon J. P., Wallace W.: Microstructural control in Ni-base superalloys. In: Advanced in high temperature structural materials and protective coatings. National Research Council of Canada, Ottawa (1994) 95÷125.
[11] Härkegård G., Guédou J. Y.: Disc materials for advanced gas turbines. Proc. of the 6th Liége Conference: Materials for Advanced Power Engi-neering (1998) 913÷931.
[12] Ducki K. J., Cieśla M.: Effect of heat treatment on the structure and fatigue behaviour of austenitic Fe–Ni alloy. Journal of Achievements in Materials and Manufacturing Engineering 30 (2008) 19÷26.
[13] Stoloff N. S.: Wrought and P/M superalloys. In: ASM Hanbook, Vol. 1: Properties and Selection Irons, Steels and High-Performance Alloys. ASM Materials Information Society (1990) 950÷977.
[14] Hadasik E.: Metodyka wyznaczania charakterystyk plastyczności w pró-bie skręcania na gorąco. Zeszyty Naukowe Politechniki Śląskiej, Seria Hutnictwo, zeszyt 63, Gliwice (2002).
[15] Grosman F., Hadasik E.: Technologiczna plastyczność metali. Badania plastometryczne. Wydawnictwo Politechniki Śląskiej, Gliwice (2005).
[16] Hadasik E., Schindler I.: Plasticity of metallic materials. Publishers of the Silesian University of Technology, Gliwice (2004).
[17] Hadasik E.: Methodology for determination of the technological plasticity characteristics by hot torsion test. Archives of Metallurgy and Materials 50 (2005) 729÷746.
[18] Zener C., Hollomon J. H.: Plastic flow and rupture of metals. Transactions of the ASM 33 (1944) 163÷235.
[19] Sellars C. M., Tegart W. J. McG.: Hot workability. International Metal-lurgical Reviews 17 (1972) 1÷24.
[20] Schindler I., Bořuta J.: Utilization potentialities of the torsion plastometer. Department of Metal Forming, Silesian University of Technology, Kato-wice (1998).

34 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING ROK XXXVII
Charakterystyka odkształcalności nadstopu Fe–Ni podczas odkształcania plastycznego na gorąco
Kazimierz J. DuckiWydział Inżynierii Materiałowej i Metalurgii, Politechnika Śląska, Katowice, [email protected]
Inżynieria Materiałowa 1 (209) (2016) 29÷34DOI 10.15199/28.2016.1.5© Copyright SIGMA-NOT MATERIALS ENGINEERING
1. CEL PRACY
Żarowytrzymałe nadstopy Fe–Ni umacniane wydzieleniowo fazą typu γ′-Ni3(Al, Ti) są stopami trudno odkształcalnymi i mają duże wartości naprężenia uplastyczniającego w wysokiej temperaturze. W doborze warunków przeróbki plastycznej na gorąco stopów Fe–Ni należy uwzględniać: rozmiar ziarna osnowy, parametry od-kształcania plastycznego oraz przebieg rekrystalizacji.
W pracy podjęto badania nad wpływem warunków wstępnego wygrzewania oraz parametrów odkształcania plastycznego na gorą-co na odkształcalność technologiczną wybranego nadstopu Fe–Ni. Celem prowadzonych badań był dobór warunków wstępnego wy-grzewania oraz określenie nakorzystniejszych parametrów kształto-wania plastycznego na gorąco wyrobów ze stopów Fe–Ni.
2. MATERIAŁ I METODYKA BADAŃ
Badania prowadzono na walcowanych prętach o średnicy 16 mm z nadstopu Fe–Ni typu A-286 (tab. 1). Próbki do badań wykonano z odcinków prętów poddanych wstępnemu wygrzewaniu w warun-kach 1100°C/2 h i 1150°C/2 h z następnym chłodzeniem w wodzie. Tego typu obróbka cieplna koresponduje z warunkami nagrzewania stopu przed przeróbką plastyczną na gorąco.
Badania odkształcalności stopu wykonano metodą skręcania na gorąco na plastomerze skrętnym 7 MNG firmy Setaram. Pró-by plastometryczne prowadzono co 50°C w zakresie temperatury 900÷1150°C ze stałą prędkością odkształcania 0,1 i 1,0 s–1. Próbki po odkształcaniu do zniszczenia były oziębiane wodą przez wpro-wadzanie cieczy do komory grzewczej pieca (rys. 1).
Z zarejestrowanych i skorygowanych danych wyznaczono za-leżności naprężenia uplastyczniającego σp w funkcji odkształcenia zastępczego ε. Z opracowanych krzywych płynięcia wyznaczono wskaźniki charakteryzujące właściwości plastyczne stopu, tj. mak-symalne naprężenie uplastyczniające σpp i odkształcenie granicz-ne εf. Zależności pomiędzy naprężeniem uplastyczniającym i od-kształceniem stopu a warunkami procesu odkształcania opisano za pomocą parametru Zenera-Holomona Z. Wartości energii aktywa-cji Q odkształcania plastycznego na gorąco wyznaczono zgodnie z procedurą Schindlera i Bořuty.
3. WYNIKI I ICH DYSKUSJA
W stanie po wstępnym wygrzewaniu w warunkach 1100°C/2 h i 1150°C/2 h badany stop Fe–Ni charakteryzuje się mikrostrukturą austenitu o zróżnicowanej średniej wielkości ziaren (rys. 2).
Uzyskane krzywe płynięcia stopu Fe–Ni dla obu wariantów wstępnego wygrzewania i dwóch prędkości skręcania w zakresie temperatury 900÷1150°C wykazują pojedyncze maksimum naprę-żenia uplastyczniającego, co świadczy o przebiegu procesów zdro-wienia i rekrystalizacji dynamicznej podczas odkształcania na go-rąco (rys. 3, 4). Dla wariantu wstępnego wygrzewania 1100°C/2 h i prędkości skręcania 0,1 s–1 korzystne wartości maksymalnego
naprężenia uplastyczniającego σpp i odkształcenia granicznego εf uzyskano dla stopu w szerokim zakresie temperatury skręcania, tj. 950÷1100°C (rys. 5, 7). Zwiększenie prędkości odkształcania do 1,0 s–1 powoduje wzrost naprężenia σpp i zmniejsza odkształcalność εf stopu dla wszystkich badanych wartości temperatury skręcania. Zjawisko to można tłumaczyć przewagą procesu umacniania nad procesami zdrowienia i rekrystalizacji dynamicznej.
Podwyższenie temperatury wstępnego wygrzewania do 1150°C/2 h powoduje wzrost naprężenia uplastyczniającego i zmniejszenie odkształcalności granicznej stopu dla badanych wartości temperatury i prędkości odkształcania (rys. 6, 8). W tym przypadku korzystne wartości naprężenia σpp i odkształcenia εf uzyskiwano dla stopu w wąskim zakresie temperatury skręcania, tj. 1000÷1050°C. Takie zachowanie stopu można tłumaczyć więk-szym rozrostem ziaren austenitu dla tej temperatury wstępnego wy-grzewania oraz, w związku z tym, mniejszymi prędkościami zdro-wienia i rekrystalizacji dynamicznej.
Energię aktywacji Q odkształcania plastycznego na gorąco dla stopu Fe–Ni wyznaczono z liniowych zależności przedstawionych na rysunku 9. Stwierdzono, że energia aktywacji Q odkształcania plastycznego na gorąco zależała od temperatury wstępnego wy-grzewania stopu i wynosiła: – Q = 441,8 kJ/mol – wygrzewanie 1100°C/2 h, – Q = 518,7 kJ/mol – wygrzewanie 1150°C/2 h.
Wykazano, że wpływ temperatury i prędkości odkształcania na maksymalną wartość naprężenia uplastyczniającego σpp stopu Fe–Ni opisują następujące zależności (rys. 10): – dla stopu po wstępnym wygrzewaniu 1100°C/2 h:
σpp = 0,43×Z 0,151, MPa, – dla stopu po wstępnym wygrzewaniu 1150°C/2 h:
σpp = 0,34×Z0,133, MPa.
4. PODSUMOWANIE
Krzywe płynięcia badanego nadstopu Fe–Ni w zakresie tempera-tury 900÷1150°C i prędkości odkształcania 0,1 i 1,0 s–1 wykazują kształt charakterystyczny dla materiału, w którym zachodzą proce-sy zdrowienia i rekrystalizacji dynamicznej. Najlepsze połączenie wartości maksymalnego naprężenia uplastyczniającego σpp i od-kształcenia granicznego εf uzyskano dla stopu po wstępnym wy-grzewaniu w warunkach 1100°C/2 h i odkształcaniu z prędkością 0,1 s–1 w zakresie temperatury 1050÷950°C. Zależności pomiędzy maksymalnym naprężeniem uplastyczniającym σpp i parametrem Zenera-Hollomona Z opisano funkcją o charakterze potęgowym w postaci: σpp = A×Zn. Badany nadstop odznacza się dużą ener-gią aktywacji procesu odkształcania plastycznego Q, której war-tość zależała od warunków wstępnego wygrzewania. Dla stopu po wstępnym wygrzewaniu 1100°C/2 h oszacowana energia aktywa-cji w zakresie stosowanych parametrów odkształcania wynosiła Q = 442 kJ/mol. W przypadku odkształcania stopu po wstępnym wygrzewaniu 1150°C/2 h energia aktywacji była większa i wyno-siła Q = 519 kJ/mol.
Słowa kluczowe: nadstop A-286, odkształcenie na gorąco, właściwości plastyczne, parametr Zener-Holomona, energia aktywacji odkształcenia plastycznego na gorąco.