-
Stirring as Foam Disruption (SAFD) Technique in Fermentation
Processes
FRANS W. J. M. M. HOEKSI,*, CARLA VAN WEES-TMGERMA.@, KURT
GASSER3, HENRICUS M. MOMME@, SERGIO SCHMIL? and KAREL ChA.M.
LUYBEM
LONZA AG, 3930 Visp, Switzerland
*Kluyver Laboratory for Biotechnology, D e w Universig of
Technology, Julianalaan 6 7,2628 BC Dew, The Netherlands
31ngenieurschule Wallis, Route du Rawyl4 7, 1950 Sion,
Switzerland
4LONZA Biotec sro, Okruini 134,28161 Koufim, Czech Republic
Foam reduction through stimng was studied in 20 L bioreactors
with artificial media and with an actual biotransforma- tion
process. For a given stirrer configuration and within a certain
range of the broth mass, the foam height was corre- lated with the
broth mass, i.e. the distance between upper stirrer and dispersion
surface, and with the superficial gas velocity. Increasing the
stirrer speed often resulted in reducing the foam height. A
mechanistic model was developed for the Stirring As Foam Disruption
(SAFD) technique, relating the foam height to the horizontal liquid
velocity near the dispersion surface. The model illustrates the
general applicability of the SAFD technique and points to foam
entrainment as the major mechanism for the foam disruption.
On a etudie la reduction du moussage par Iagitation dans des
bioreacteurs de 20 1 avec des milieux artificiels et avec un
procede de biotransformation reel. Pour une configuration
dagitateur donnee et dans une certaine gamme de masse de bouillon
de culture, la hauteur de mousse a ete correlee a la masse de
bouillon, soit la distance entre Iagitateur superieur et la surface
de dispersion, ainsi qua la vitesse de gaz superficielle. Augmenter
la vitesse de lagitateur conduit souvent a la reduction de la
hauteur de mousse. Un modele mecanistique a ete mis au point pour
la technique de desintkgra- tion de mousse par agitation (SAFD); ce
modele relie la hauteur de mousse a la vitesse liquide horizontale
pres de la sur- face de dispersion. Le modele illustre
Iapplicabilite generale de la technique SAFD et suggere que
Ientrainement de la mousse est le mecanisme essentiel de la
desintegration de la mousse.
Keywords: foam, fermentation, mechanical foam control, gadfoam
entrainment, multiple impellers.
n many technical processes, foam is an undesired phe- I nomenon.
There exist quite a number of mechanical, chemical or thermal ways
to destroy foam (Pahl and Franke, 1995). In fermentation processes,
foaming is caused mainly by proteins. Concentrations of 1 mg/L
suffice to influence foaming (Prins and vant Riet, 1987). Foam
takes up space and therefore reduces the effective production
volume. Secondly, the gas-outlet filters of bioreactors can be
blocked or get wet due to foam overflow, risking loss of a
fermenta- tion run. This risk could be minimized by operation with
a large head space. However, this reduces bioreactor output.
Accumulation of substrates and biomass in the foam also reduces
productivity (Schugerl, 1985). The enrichment of cells in the foam
might cause autolysis of the cells releasing proteins and enhancing
the interaction of surfactants with dissolved proteins resulting in
more foam. Consequently, reduction of the foam layer in
bioprocesses is a must. There are several ways to do this: 1)
Addition of an anti-foam agent. The addition of (large amounts of)
anti-foam is less desirable, because it reduces gas hold-up and
therefore oxygen transfer (Lee et al., 1993, Yasukawa et al.,
1991a) and may have negative effects on the purification process
after the biotransformation.
*Author to whom correspondence should be addressed. E-mail
address: [email protected]
2) A rotating disc foam breaker mounted in the head space of the
bioreactor overcomes these disadvantages (Ohkawa et al., 1984,
1987; Yasukawa et al., 1991b). However, for existing large scale
bioreactors installing a mechanical foam breaker can be difficult
or too expensive (Lee et al., 1993). 3) Installing a conical shape
draft tube into a bioreactor has been proposed (Schubert et al.,
1993). Inside the draf? tube, the liquid is drawn down by a
hydrofoil Lightnin A3 15 impeller and pumped into the annulus. From
the annulus the liquid flows over the top of the draft tube into
this tube. The proposed mechanism for foam suppression is
essentially caused by the overflowing liquid curtain. It would be
interesting to have experiences on scale-up of this foam disruption
mechanism revealed. Furthermore, comparisons of effective
production volumes should be made, because the overflow implies
that the dispersion level in the draf? tube is lower than in the
annulus.
This paper proposes to reduce the foam layer on the broth
through stirring. A statistical analysis of a series of bio-
transformation experiments at Lornas pilot plant revealed a
correlation between anti-foam consumption and stirrer speed. The
purpose of the work presented in this paper was to devise
experiments, providing evidence that foam can be disrupted by
stirring and insight on how this is achieved. The observation that
stirring can reduce foaming has been made before (Ohkawa et al.,
1984, Yasukawa et al., 1991b), but the authors did not elaborate
how this was achieved. On the other hand, it has been stated that
the foam layer is not influenced by the stirrer (Schugerl,
1985).
1018 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING. VOLUME 75,
DECEMBER, 1997
-
TABLE 1 Design, Dimensions and Hydrodynamic Data of Upper
Stirrers (Data for the pump capacity coefficient (N ) are taken
from Nienow (1990), except for the pitched blade stirrers, for
which N, was given by the manufacturer TECHMIX sro YBrno, Czech
Republic))
D P, at P,, at Stirrer (swept) W L X No. of 500 rpm 800 rpm type
mm mm mm mm blades Po W W
120 24 30 4.5 6 0.72 4.3 62 254 95 19 23.8 2 6 0.72 4.9 22
90
125 60 44 2 4 0.73 0.75 13 54 PBD,,,*** 120 24 44 2 6 0.9 1.51
22 89
*Rushton turbine. **Hydrofoil Lightnin A3 15. ***Pitched blade
stirrer pumping downward.
N4
RT120*
PBD,,* ** 95 24 32 2 6 0.9 1.91 8.6 35
0 mm
c1
47 mm .-.
47 mm
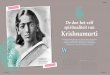
Figure I - Schematic presentation of the bioreactor(s) used in
the SAFD experiments.
When studying the effects of stirring on foam disruption, not
only the stirrer speed, but also the stirrer configuration should
be the subjects of investigation. Therefore, a small variety of
stirrers was tested. Rushton turbines are still stan- dard in
industry, but alternatives such as pitched blade stirrers or newer
designs, e.g. hydrofoil impellers, wer6 evaluated as well (Joshi et
al., 1982, Nienow et al., 1993). Upper pitched blade stirrers were
used in the downward pumping mode because on the pilot scale we
observed that upward pump- ing pitched blade stirrers could push
the foam up against the tank wall into the gas outlet of the
fermenter.
When devising the experiments on SAFD, the media question proved
to be crucial. Testing foam disruption through stirring in an
actual bioprocess has the advantage of a high relevance of the
work. However, running a bioprocess is quite labour intensive with
respect to the aim of the foam disruption studies. The labour
intensity can be reduced by using artificial foaming media allowing
results to be obtained more efficiently. Artificial foaming media
are described in the literature and can be used for comparison, but
might introduce artefacts. Therefore, both an actual bio- process
and artificial media were used to study SAFD.
The ultimate goal of the work presented in this paper is, to
propose a bioreactor design enabling an enhanced working volume as
a result of adequate foam disruption through stir- ring. Because
stirring influences the gas hold-up of the broth and, therefore,
the working volume, changes in gas hold-up should be evaluated when
applying the SAFD technique.
Materials and methods
The experiments were carried out in bioreactors with a total
volume of 20 L with inner diameters of 195 and 200 mm (MBR,
Wetzikon, Switzerland). The bioreactors had 4 baffles with a width
of 19 mm. A ring sparger below the bottom stirrer was used for air
supply. The bioreactors were equipped with two or three stirrers.
See Figure 1 for the dimensions of the bioreactors. In Table 1 the
geometry and power draw of the stirrers, used in the hghest
position are given: i.e. a 6-blade 45 pitched blade stirrer pumping
downward (PBD), Rushton turbines (RT) both stirrer types with 95
and 120 mm diameter (subscripts 95 and ,20), and a hydrofoil
Lightnin A3 15 (HF). A hollow blade stirrer, type Chemineer with 6
blades (HB), was mostly used as a bottom stirrer, because it has
been demonstrated that the bottom impeller determines the gas
hold-up (Chiampo et al., 1991) and therefore in principle also the
foaming character. Table 2 gives the stirrer configurations tested.
These config- urations were chosen for practical reasons, such as
commer- cial availability of the stirrers.
All series of experiments were carried out in duplicate, i.e.
each stirrer configuration was tested in 2 biotransforma- tions.
The model media were prepared twice for each series of experiments
with one stirrer configuration.
The fed-batch L -carnithe biotramformations were car- ried out
with mineral medium as described before (Hoeks, 1991; Hoeks et al.,
1996). After the biomass growth phase, the biotransformation of
y-butyrobetaine into L-carnitine was carried out. During this
biotransformation phase, foam disruption through stirring was
studied.
The compositions of the model media are given in Table 3. The
Combinations of stirrer configuration and media composition are
given in Table 2. When the stirrer configuration was altered, the
medium was made afresh, because surfactants from the skin
influenced the experimental results. Moreover, rubber gloves were
used for the manipu- lations. In between experiments, the
bioreactors were cleaned with deionized water and ethanol.
Lee et al. (1993) related the foam height to the superficial gas
velocity. As a rule, the superficial gas velocity increases when
scaling up. In order to obtain data relevant for large scale, the
experiments on the laboratory scale were carried out at superficial
gas velocities which can also be found on large scale, i.e. 0.0065
and 0.013 m/s. This corresponds with a gas flow of 0.00020 or
0.00040 m3/s, respectively, or 10 or 20 L(STP)/min, f 2.5%,
respectively, depending on the diameter of the 20 L bioreactor
used.
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75,
DECEMBER, 1997 1019
-
TABLE 2 Stirrer Configurations Tested (The 6-blade 45" pitched
blade stirrer pumping upward (PBLI) had the same dimensions as the
downward pumping impeller (PBD). The hollow blade agitator (HB) of
the Chemineer type CD-6 had 6 blades. The media are given in Table
3)
Upper Middle Bottom Configuration stirrer stirrer stirrer Media
tested
- HB I, I1 HB L-c, I HB or RT,,,
- HB I, I1
RT95 RT95 RT95 RT95 - RT95 RT95
R7-I20 RTl20
HB I PBD95 PBD95
HB I PBD95 PBD95 - PBD95 PBD95
HB L-c, I PBDl20 PBDl20
HB L-c, I PBDl2O - PBDl20 PBDl20 PBD120
HB I, I1 PBUl20 PBDl20 PBDI20 - PB"l20
HF-HF HF HF HB L-c, I
L-c, I, 11,111, 1v -
-
- HF HF
HB - HB I -
TABLE 3 Composition of the Model Media Used (Concentrations in
deionised water in % (w/w). The description of the
biotransfonnation medium
is given by Hoeks, 1991 and Hoeks et al., 1996) Medium Tween 40
Triton X-100 NaCl
I 0.0002 11 0.0002 4 111 0.00063 IV 0.00063 4 L-c
biotransformation
The influence of the stirrer speed on the equilibrium height of
the foam layer during the biotransfomation was studied by
increasing the stirrer speed by steps of 100 from 500 to 800 rpm.
The dispersion volume and the height of the foam layer were
measured at each speed. To study the effect of the proximity of the
upper stirrer to the dispersion level, 200 f 10 g of broth were
taken out of the bioreactor and the above increase in stirrer speed
was repeated. The dispersion volume was read from a litre scale
fmed on the wall of the bioreactor midway between two baffles with
an accuracy of f 50 mL. The height of the foam layer was measured
with a scale with an accuracy o f f 0.5 cm. After each time taking
200 g of broth out, the substrate feed rates were reduced to keep
the specific substrate feed rates at the same level as before
taking the broth out. Measurements of the L-carnitine concentration
showed that the biotransformation perfor- mance was normal (data
not presented).
The exact L-camitine broth mass could only be deter- mined after
each biotransformation due to the requirement for aseptic operation
and due to technical limitations. At the end of each
biotransformation, approximately 750 g less was present than
calculated from reduction of broth mass and sample taking. This
loss could be explained by evapo- ration during the
biotransformation. The rate of evaporation derived from the above
loss in broth mass was used to cor- rect the calculated broth
weight during the experiments.
The experiments with the model media were carried out at 500 and
800 rpm only. Considerably less work was involved in the
preparation of the experiments with the model media and, therefore,
more stirrer configurations could be studied.
Because the experiments with the model media were short in
comparison with the biotransformation, the loss on evaporation was
negligible. Liquid masses were determined directly by weighing
without any corrections.
The gas hold-up cG was calculated from the difference between
dispersion volume and broth mass, assuming a liquid density of 1000
kg/m3 for the artificial media without NaCl or using the actual
density of 1030 kg/m3 for the broth and the artificial media with
NaCl. The filtrate of the L-carnitine broth contained 100 f 10 mgkg
protein. The L-carnitine broth had a surface tension of 0.04
N/m.
Modelling
DEVELOPMENT OF THE MODEL FOR THE SAFD TECHNIQUE
The mechanism for foam disruption through stirring could be that
the foam at the dispersion level is being drawn into the liquid
similar to the phenomena of gas entrainment from the head space
into the liquid. This "foam entrain- ment" has been suggested after
observations using a mechanical foam breaker and varying the
stirrer speed (Yasukawa et al., 1991b). Lee et al. (1993) assumed
that the foam is formed at the dispersion level of aerated vessels
at a speed equal to the superficial gas velocity vs or even hgher.
If the foam is rising at this speed and if the%oam disruption
through stirring would only be caused by foam entrainment, the foam
entrainment must happen at a superficial velocity vsg (downward),
if the foam height is to be zero. However, thls would lead to the
false conclusion that the net airflow at the dispersion level is
zero. Thus, foam entrainment alone cannot be the only reason for
foam disruption through stirring.
The mechanism of mechanical foam disruption is consid- ered to
be breaking up of the liquid lamellae between the gas compartments
in the foam by a certain stress on these lamel- lae (Pahl and
Franke, 1995). In this paper, it is proposed that the liquid
lamellae between the gas compartments in the foam at the dispersion
level can be disrupted by a stress caused by the liquid flow at the
dispersion level as a conse- quence of stirring.
Since both foam entrainment and the stress on the liquid
lamellae causing foam disruption have the liquid flow at the
dispersion level as the common denominator, the basis of the model
for stirring as foam disruption (SAFD) technique was to define a
parameter representing the liquid flow at the dispersion level. If
this representation is adequate and if the above hypothesis is
correct, a correlation between the liquid flow and the equilibrium
foam height should be found.
The commonly accepted flow pattern generated by a radial pumping
stirrer consists of an upward flowing component and a downward
flowing component starting fiom the impeller
1020 THE CANADlAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75,
DECEMBER, 1997
-
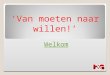
plane at the tank wall (Josh et al., 1982, see Figure 2). In
this paper it is assumed that only the upward component of the flow
generated by the upper stirrer is relevant for SAFD. For axial
downward pumping stirrers, the liquid flow was considered to
consist of only one loop around the impeller (see Figure 2). Axial
pumping sthers form a rapid recircu- lation loop around the tips of
the impeller blades when aer- ated (Manikowski et al., 1994).
MATHEMATICAL ELABORATION OF THE SAFD TECHNIQUE
A cylinder with a diameter of half the tank diameter (0.5T) from
the middle of the upper stirrer to the gas-liquid dispersion
surface is defined (see Figure 2). For the mathe- matical
elaboration of the model for axial pumping stirrers, it is assumed
that the flow direction of the liquid is horizontal from the wall
to the axis over the whole height of this cylin- der. Furthermore,
it is assumed that the liquid velocity is constant over the height
of the cylinder. Consequently, the velocity vL dl of the above
defined liquid flow at the position of the cylhder wall is
calculated by dividing the stirrer dis- charge flow under gassed
conditions, QL,g, by the vertical cylinder surface A, (see Figure
2). In formula:
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (1)
QLX vL.dl = 1
The scale independent parameter vL,dl is chosen to repre- sent
the horizontal liquid velocity near the dispersion level and shall
be related to the equilibrium foam height.
For radial pumping stirrers it is assumed that half the total
liquid flow generated by the Rushton turbine flows in an upward
loop and the other half in a downward loop (see Figure 2).
Therefore, the stirrer discharge flow QL,g for the calculation of
the liquid velocity vLdl in the upper loop is divided by two ( Q L
, 4 2 ) . Note that for radial pumping stir- rers, the flow from
wall to axis above the stirrer can only exist in the upper part of
the upward loop. In the lower part of the upward loop the flow is
from the axis to the wall (see Figure 2). Again, a cylinder with a
diameter of half the tank diameter (0.5T) from the middle of the
upper stirrer to the gas-liquid dispersion surface is defined. For
the mathemat- ical elaboration of the model for radial pumping
stirrers, it is assumed that the flow direction of the liquid is
horizontal from the wall to the axis only in the upper half of this
cylinder. Furthermore, it is assumed that the liquid velocity is
con- stant over the height of the upper half of the cylinder. Thus,
for the calculation of the liquid velocity VL,d[, the vertical
cylinder surface A, must be divided by two for radial pump- ing
sthers (AJ2). Consequently, Equation (1) is valid for radial
pumping stirrers as well, because both QL,g and A, are divided by
two.
The height of the above defined cylinder is calculated by taking
the difference between the filling volume at the dis- persion level
( v d ) and the filling volume at the level of the middle of the
upper stirrer (V, ) and dividing it by (x/4)P. The vertical surface
area of the cylinder is xT/2 times this height (see Figure 2):
. . . . . . . . . . . . . . . . . . . . . . . . (2) (vd - 5) Ac
= zOST (n / 4)T2 The pumping capacity of a stirrer depends on the
dimen-
sionless pump capacity coefficient (Nq), the stirrer speed
I
T Figure 2 - Schematic presentation of upper stirrer with model
cylinder and flow patterns of axial and radial pumping stirrers. V,
indicates the filling volume in the bioreactor at the level of the
middle of the upper impeller. Vd indicates the filling volume in
the biore- actor at the dispersion level.
(N) and the diameter of the stirrer (0) and is given by the
following Equation (Oldshue, 1983):
QL,, = Nq N D 3 . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . (3) Equation (3) does not take the entrained flow into
account
(Oldshue, 1983). The flow generated by impellers is reduced
under gassed
conditions by the ratio of gassed to ungassed power draw of the
stirrer to the power 0.34 (Rousar and Van den Akker, 1994).
(4) . . . . . . . . . . . . . . . . . . . . . . . . . Q ~ ~ = (
p y ) pg 0.34 QL,u
The ratio of gassed to ungassed power draw is taken from graphs
of Pg/Pu against gas flow number FIG found in liter- ature (see
references below). The gas flow number, is calcu- lated as
follows:
Usually, the correlations between FIG and P /P, are given for
single impeller systems. Hudcova et al. ( h 8 9 ) and Smith et al.
(1987) have shown that these correlations are also valid for upper
impellers in multi-impeller systems at low values of FIG and high
stirrer speeds, which is the case in the studies presented
here.
Wannoeskerken et al. (1984) gave a Figure in which P IP,,
against the gas flow number is plotted for a pitched bfade stirrer
with 6 blades pumping downward. The P /P, values determined at gas
flow numbers of 0.01 and O.Ofare used for a linear
interpolation.
P . . . . . . . . . . . . . . . . . . . . . . . 2 = - 1 7 . 5 F
l ~ + 1 . 1 2 5 (6)
p,
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75,
DECEMBER, 1997 1021
-
The plot of PgIP, against the gas flow number for the hydrofoil
Lightnm A315 is taken from Balmer et al. (1987) for the hydrofoil
Prochem Maxflo and also linearised. Nienow (1 990) stated that the
hydrodynamics of both hydro- foil types are very similar.
(7) P 2=-11Flc+0.73 . . . . . . . . . . . . . . . . . . . . . .
. . . . pu
PgIPu for the Rushton turbine can be calculated with the
following Equation given by Joshi et al. (1982):
B = o . 1 P ( - gr25[ N2D4 )-I5 . . . . . . . . . . . . p,
gwV2l3
The ungassed power draw at 500 and 800 rpm (P,) and the power
number (Po) of the various stirrers are listed in Table 1. The
ungassed power draw follows from (Joshi et al., 1982):
. . . . . . . . . . . . . . . . . . . . . . . . . . . P, = p Po
N3 D5 (9)
Power number data (Po) are calculated from (Bujalski et al.,
Rushton turbine: 1986a).
. . . . . . . . . . . . . . . . . . . . . Po = 2.5 ( X / D ) ~ .
io.065 (10) in which T is the tank diameter in m.
PBD, 6 blades, WID = 0.2:
Po = 0.78 (x/D)-O.I4 (D/T)-O. . . . . . . . . . . . . . . . . .
(1 1)
Bujalski (1986b) argued that the power number increases
proportionally to the ratio of the blade width and the impeller
diameter (WID). The power number of the 95 mm pitched blade stirrer
is adjusted accordingly. Bujalski (1986b) found that Equation (1 1)
is valid for single downward pumping stirrers at DIT < 0.5 and
for upward pumping stirrers with higher D/Tratios. In this paper,
with multiple impeller systems and DIT not deviating too much from
0.5, it is assumed that Equation (1 1) can still be used. The
hydrodynamic data for the hydrofoil Lightnin A3 15 are taken from
Nienow (1990).
COMPARISON WITH LITERATURE
A literature study did not reveal any publication on the use of
stirrers with the purpose of foam reduction. However, when studying
a rotating disk mechanical foam breaker, effects of stirrer speed
on foaming have been observed (Ohkawa et al., 1984). Ohkawa et al.
(1984) also observed effects of liquid volumes on foaming, which
are covered in the above model by reducing the distance between the
upper stirrer and the dispersion level, thus increasing the liquid
velocity at the dispersion surface. In a publication of Bakker and
Frijlink (1989), drawing down and dispersing floating solids
(polystyrene spheres) were presented. They concluded that upward
pumping impellers close to the surface are most efficient for
drawing floating solids into the gas-liquid dis- persion. It was
found that the creation of a vortex, which is advantageous for
drawing down the floating solids, is not easy under aerated
conditions (Bakker and Frijlink, 1989).
Veljkovic et al. (1991) reported on the surface aeration of
sparged and agitated vessels, which has long been under- stood as
gas entrainment from the head space into the liquid. Veljkovic et
al. (1991) found a correlation for the minimum stirrer speed N,
required for the onset of gas entrainment in unaerated vessels with
one Rushton turbine (DIT = 0.33):
. . . . . . . . . . . . . . . . . . . . . . . . . . N,D = 0.732
m/s (12)
Veljkovic et al. (1991) found the following correlation for
Rushton turbines of Dierendonck et al. (1971) fitting their
experimental data for unsparged conditions adequately:
. . . . . . . . . . . . . . N, = 1.55( T/D2)( h/T)( crgIpL )
0.25 (13) Equation (13) can be used for every geometry. Note
that N, is linear dependent on the distance h between upper
stirrer and liquid surface, which is consistent with the model
presented here. For the geometries presented here, the onset of gas
entrainment for the 95 and 120 mm Rushton turbines under ungassed
conditions would be around 100-200 rpm according to Equation (13).
This is far below the stirrer speeds used in the experiments
reported here. In other words, in the experiments reported here the
gas entrainment from above the broth surface must have been
high.
Interestingly, Equations (12) and (1 3) imply that NsD is a
constant for a given geometry and a given liquid. As can be derived
from Equations ( 1 x 3 ) for a given geometry:
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . v
~ , ~ , a ND (14) Consequently, the approach of relating the foam
height to
the liquid velocity at the dispersion surface is consistent with
the considerations concerning gas entrainment from the surface.
Furthermore, Equation (14) suggests that the tip speed is the
parameter to be kept constant when scaling up the SAFD
technique.
Results and discussion
FOAM HEIGHT
For all experiments the equilibrium height of the foam layer was
plotted against the L-carnitine broth mass with the superficial gas
velocity as a second parameter. For each stirrer configuration and
each stirrer speed, separate plots were made. Striking similarities
were observed. Therefore, a selec- tion of the data for graphical
presentation was made.
In Figure 3 the foam height is depicted as a function of the
broth mass for the 500 and 800 rpm experiments using the 120 mm
Rushton turbine as upper stirrer in the L-camitine
biotransformation. Figure 3 shows that the foam height is reduced
by stirring faster within a certain range of broth mass.
Furthermore, increasing the superficial gas velocity gave an
increase in the height of the foam layer. Experiments with 600 and
700 rpm resulted in foam heights between the values shown in Figure
3 (data not shown). The RT,,-RT9, combination, the PBD120-PBD,20
combination and the 2 hydrofoil stirrers show comparable
relationships between foam height and broth mass for a given
airflow and given stirrer speed. Only the data of the dual Rushton
RT95-RT95 are presented (see Figure 4). Again the foam height can
be reduced by stirring faster. At 800 rpm, the RTgrRTg5 com-
bination seemed slightly more effective in foam reduction than the
PBD,,o-PBD,20 and the dual hydrofoil combina- tion, particularly at
higher broth mass (data not shown).
1022 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 7 5 ,
DECEMBER, 1997
-
800 rprn
30
25
1 20 Y
15
L I 10
-
--
._
--
--
800 rpm
c I l o "I
8 9 10 1 1 12 13 14 broth mass [kgl
Figure 3 - Foam height as a function of broth mass and superfi-
cial gas velocity for the 120 mm Rushton turbine (RT,20) as upper
stirrer at 500 and 800 rpm. Duplicate L-camitine biotransfoma-
tions. The open and the closed symbols distinguish between the data
of either the one or the other biotransformation. 0 +: vsg = 0.0065
d s , 500 rpm A A: vsg = 0.013 d s , 500 rpm 0 W: vsg = 0.0065 d s
, 800 rpm 0 0: vsg = 0.013 m/s, 800 rpm
Comparison of all the upper stirrers at the highest super-
ficial gas velocity and a given stirrer speed shows that the large
Rushton turbine of 120 mm diameter resulted in the lowest foam
height for a given broth mass (compare Figures 3 and 4). During the
experiments reported here, it was observed that the 120 mm Rushton
turbine created the largest vortex and had the best foam reducing
properties. This corresponds well with the observations by Frijlink
and Bakker (1989) on drawing down of floating solids. Tanaka and I
m i (1987) found that larger impellers are more effec- tive
concerning gas entrainment.
Of course, the power draw of the 120 mm Rushton is much larger
than those of the other stirrers for a given stirrer speed.
However, the Rushton turbine of 120 mm diameter draws less power at
500 rpm than the 95 mm Rushton tur- bine at 800 rpm (see Table 1).
Still, the foam height at a given broth mass and a given
superficial gas velocity was considerably lower for the 120 mm
Rushton turbine at 500 rpm than with the 95 mm Rushton turbine at
800 rpm (compare Figures 3 and 4). Consequently, for a given power
draw large stirrers at a low stirrer speed have to be preferred
(see below). The hydrofoil has a lower ungassed power draw than the
RTss and the PBD,,, (see Table 1). A hydro- foil of 140 mm would
have an ungassed power draw of 23 W at 500 rpm, comparable to the
power draw of the RTs5 and PBD,,,. Therefore, the foam reducing
properties of a 140 mm hydrofoil should be better than those of a
95 mm Rushton turbine or a 120 mm PBD at equal stirrer speed.
0 0 .
0 o o o o 8
0
500 rpm .* o A o
A A 0 0 0
5 t 0 4 I 8 9 10 11 12 13 14
broth mass Ikgl
Figure 4 - Foam height as a function of broth mass and superfi-
cial gas velocity using two 95 mm Rushton turbines (RT9> - RT?,)
as upper stirrers at 500 and 800 rpm. Duplicate L-camitine bio-
transformations, For symbols see Figure 3.
Consequently, a hydrofoil impeller could be suggested for
retrofitting a bioreactor in order to apply or improve SAFD.
When using the model media, the phenomena concerning foam
disruption as described above for the biotransfonnation system were
to a large extent observed as well. Not surpris- ingly, the
experiments with the model media were much more reproducible in
comparison with the biotransfonnation experiments (see figure 9 for
example). Figure 3 at 500 rpm illustrates the variation introduced
by the biological system: The closed triangles in figure 3 seem to
form 2 lines, which are caused by carrying out the SAFD experiments
at 2 dif- ferent time intervals within one biotransformation.
FOAM MAP FOR SAFD
The experiments on stirring as foam disruption technique show 3
"foam regimes": 1) In practically all systems studied, there seemed
to be a certain maximum broth mass below which there was hardly any
foam present. In other words: It appears to be possible to create
enough stress on the liquid lamellae and enough foam entrainment by
stirring to disrupt the foam of a nor- mally foaming system
completely. This so called maximum foam free broth mass depends on
the superficial gas velocity, the stirrer configuration, the
stirrer speed and the medium (see Table 4). Generally speaking,
increasing the stirrer speed from 500 to 800 rpm gave an increase
in the maximum foam free broth mass of 4 to 20%. However, there
were
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75,
DECEMBER, 1997 I023
-
exceptions where the opposite occurred, e.g. with the
PBD120-PBU120 combination, which was the worst foam reducing
stirrer combination of all. 2) At a broth mass higher than the
maximum foam free broth mass, there was in many cases a range of
broth mass in which the foam height was almost linear dependent on
the broth mass for a given superficial gas velocity and a given
stirrer speed (see Figures 3 and 4). Doubling the airflow in this
range of broth mass resulted in a foam layer, which was
approximately twice as high (see Figures 3 and 4). At con- stant
broth mass in the range of foam regime 2 and at con- stant airflow,
increasing the stirrer speed from 500 to 800 rpm gave a reduction
in foam height of 20 to 50%. 3) At a higher broth mass still, in
some cases there seemed to be a height of the foam layer which was
independent of the broth mass, or the foaming could not be kept
under control. The observation that there seemed to be a constant
height of the foam at higher broth mass was more profound with the
model media. When using Medium I and only stirring with the hollow
blade impeller at the bottom of the tank, the foam height was 7-8
cm, practically independent of the superfi- cial gas velocity. This
observation is not consistent with Bikerman's theory on foaming,
but has been observed before (Lee et al., 1993). Consequently,
elaborating SAFD only makes sense if the equilibrium foam height is
in the range, in which the foam height is influenced by stirring,
i.e. regimes 1 and 2. This equilibrium is system dependent. Note:
The equilibrium foam height was 2 to 3 times higher for the
biotransformation system as compared to the model media.
The observations described under foam regime 2 are con- sistent
with Bikerman's theory concerning the dynamic equilibrium of foam,
which Lee et al. (1993) redefined as a constant ratio between foam
height and superficial gas velocity. Through stirring this dynamic
equilibrium can be influenced, but at too high distances between
upper stirrer and dispersion level, foam reduction through stirring
does not occur anymore (foam regime 3). This compares well with
observations on gas entrainment: Tanaka and Izumi (1987) showed
that reducing the liquid height in a stirred tank facilitated gas
entrainment strongly. Thus, at too high distances between upper
stirrer and dispersion level, not stir- ring but other phenomena
determine the foam height, such as redistribution of surfactants,
secondary foam formation, foam mass, etc. (Pahl and Franke,
1995).
Interesting is the comparison between configurations with one
and with two upper stirrers of the same type and size. There was a
tendency that one stirrer was more effective than two. This is best
shown by the comparison of the max- imum foam free broth mass,
which was up to 15% higher with one stirrer (see Table 4a). If the
flow generated by the upper stirrer is the cause of foam
disruption, a reduction in foam disruption ability caused by the
middle stirrer in close proximity points at an interference of the
flows generated by the upper and the middle impeller. As Chiampo et
al. (1993) have demonstrated, this interference is strong at low
impeller spacings, as is the case here with 3 impellers, and
increases with increasing superficial gas velocity. The inter-
ference of the flows may also explain why the PBD,20-PBUl,o
combination did not have good foam disruption properties.
Analogous to the comparison of the Rushtons of different
diameters, 95 mm pitched blade stirrers were less effective in foam
disruption than 120 mm pitched blade stirrers (see Table 4). In
fact, stirring with 95 mm pitched blade stirrers influenced the
foam height only marginally if at all.
F Ei C 3
1024 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75,
DECEMBER, I997
-
TABLE 4B Maximum Foam Free Broth Weight (foam height < 0.5
cm) for
the 120 mm Rushton Turbine as a Function of Stirrer Speed,
Superficial Gas Velocity and Medium (The maximum foam free
broth mass was determined by extrapolation of the linear
relationship of foam against broth mass)
Maximum foam free broth mass (kg) 0.0065 m/s 0.0065 m/s 0.013
m/s 0.013 m/s
Medium 500rpm 800rpm 500rpm 800rpm I 12.5 11.4 11.5 10.8 I* 12.3
11.7 10.7 10.8 I1 9.5 10 8.4 9.0 111 10 > I I ? 9 9.9 IV 8.8 9.9
8.0 8.7 L-c* 11.5 13.5 10.8 12.6
+RT,20 as bottom stirrer, otherwise HB as bottom stirrer.
CORRELATION BETWEEN THE CALCULATED LIQUID VELOCITY AND THE
HEIGHT OF THE FOAM LAYER
For each measurement of the foam height, the liquid velocity
near the dispersion level was calculated according to the model
described in this paper (Equation (1) - (8)). The foam height was
then depicted as a function of the cal- culated liquid velocity
vL,dl for each set of stirrer configura- tion and medium,
irrespective of the superficial gas velocity, of the stirrer speed
or of the broth mass. In Figure 5 , the foam height is given as a
function of the calculated liquid velocity near the dispersion
level for the 95 mm dual Rushton combination and for the 120 mm
Rushton for the L -camitine biotransformations. Although the foam
heights measured were rather different for these stirrers (see
Figures 3 and 4), plotting them as a function of vL,dl results in
strik- ingly similar pictures. Thus, the mechanistic model relating
the liquid velocity near the dispersion level to the foam height
appears adequate to describe foam disruption through stirring.
Above a calculated velocity of approximately 0.28 m / s practically
no foam is present anymore (see Figure 5). Note the outliers of one
biotransfomtion (see also Figure 4).
A correlation in the form of a hyperbolic relationship between
the liquid velocity near the dispersion level (v& and the foam
height seems to be an adequate mathematical description:
. . . . . . . . . . . . . . . . . . . . . . . . . . . . (15) h f
= + - P vL,dl
Assume that the liquid velocity has a certain value vL,dr,o
above which the foam is practically absent, e.g. a value of 0.28 m
/ s as mentioned above for the Rushton turbine. In principle this
corresponds with the maximum foam free broth mass (see Table 4) and
can be considered as a bound- ary condition for Equation (15):
. . . . . . . . . . . . . . . . . . . . . . hr = 0 for v ~ , ~ ,
= vL,dl,o (16)
Thus, Equation (1 5 ) can be rewritten as:
(1 7) vL,dl,O
vL.dl hf =a(l-- ) . . . . . . . . . . . . . . . . . . . . . . .
. .
30 T
H 3 hf = -1 4.98 * (1 - 0.26 / vL,~J 15 e
120 mm Rushton
I
%+
+ +
++
h, = -16.59 * (1 - 0.28 / v L ~ J p++ + +
++ ; f + + + +
k+++++ + 05 mm Rushton h + +
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
vwI [m/sl
Figure 5 - Foam height as a function of the calculated liquid
velocity for two 95 mm Rushton turbines (RT,, - RT94 as upper
stirrers and for one 120 mm Rushton turbine (RT,,,) as upper
stirrer. Data from all experiments, i.e. 500,600,700,800 rpm and
0.0065 and 0.01 3 m/s. Duplicate biotransformations. The Equation
and the line represent the correlation of the two parameters
according to Equation (1 7).
VL,dl,o was estimated graphically for each stirrer combina-
tion. a was determined by linear regression of the equation:
y = m, with hf = y and
. . . . . . . . . . . . . . . . . . . . . . . . . . . (18)
vL,dl,O ) vL,dl
z=(l--
Outliers were rejected by graphical judgement and a was
determined according to the least square method with Windows Excel
5.0. Foam heights at too low liquid velocities, i.e. too high
distances between dispersion level and upper stirrer, were not used
for regression, because foam was not being disrupted anymore by
stirring (foam regime 3). The correlations according to Equation (1
8) for the sets of stirrer speed and superficial gas velocity for
each stirrer turned out to be parallel lines (see the example in
Figure 6). Still one best fitting correlation for each stirrer
configuration was for- mulated. The parameter values of the
correlations are given in Table 5. Note, that the R-squared values
of the above linear regression are low. The main reason for this is
the formula- tion of one correlation for all experimental
conditions for a given stirrer configuration and medium despite the
above observation on the parallel lines. This shows that the pre-
sented mechanistic model is not 100% adequate to describe the
dynamic equilibrium of the foam as a function of stirring only.
This conclusion is consistent with the observation of Lee et al.
(1993), that the equilibrium is system dependent.
The correlations according to Equation (17) for the L - camitine
biotransformations are graphically represented in Figure 7.
Comparison of these correlations shows in the first
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75,
DECEMBER, 1997 1025
-
d
+ -1 .o -0.5 0.0 0.5
Figure 6 - Graphical presentation of Equation (18) for the 120
mm Rushton turbine as upper stirrer and the hollow blade as bottom
stirrer in medium I with 4 parameter sets. For symbols see Figure
3.
2
TABLE 5 Correlation Coefficients for Equation (1 7) for the
Stirrer Configurations and Media Tested, and the Corresponding
R-Squared Values Configuration Medium 01 [cm] v ~ , ~ , , ~ [ds]
R-squared
I I1 I L-c I I*** I1 Ill IV L-C*** I I I I L-C I L-C I II** I
L-C
-7.80 -1 1.92 -5.23
-16.59 -12.40 -10.75 -13.32 -97.69 -27.83 -14.98 (-0.4 I )*
(-1.63)* -5.55 -3.43
-41.24 -3.21 -5.94 -3.84 -6.09 4 . 4 5
-29.48
0.16 0.72 0.15 0.52 0.18 0.73 0.28 0.38 0.20 0.28 0.2 1 0.53
0.20 0.12 0.20 0.84 0.2 1 0.23 0.26 0.20
(2.0)* (0.70)* (1 .O)* (0.06)* 0.72 0.52
-0.75 0.35 0.85 0.55 0.75 0.59 2.20 0.40 0.55 0.38 0.44 0.37
0.60 0.04 0.58 0.76
~~
*no v ~ , ~ , , ~ for these stirrer configurations. **800 rpm
only. ***RT,20 as bottom stirrer.
place that the relationship between the calculated velocity v ~
, ~ , and the foam height depends on the type of the stirrer (see
Figure 7). Assuming that the medium properties in all
biotransformations were more or less the same, this means that the
simplified flow model presented in this paper does not describe the
differences between stirrers in flow charac- teristics, which are
relevant for SAFD, adequately. For example, the entrained flow is
stirrer type dependent (Joshi et al., 1982) and explains at least
partly why the parameters of the correlations according to Equation
(17) are stirrer type dependent. The entrained flow of a Rushton
turbine is largest and almost equal to the pumping capacity
calculated with Equation (3) (Joshi et al., 1982). However, taking
the entrained flow into account would still give a dependency
of
I 10 e
-PBD,a - PBDla
- PBD,,, - PBU,, HF - HF I.-
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0
VLdl [ d s l
Figure 7 - Graphical presentation of the correlations of Table 5
for the biotransfonnation experiments with the 5 stirrers configu-
rations tested (see table 2).
the correlations according to Equation (17) on the stirrer type
(data not shown). The uneven distribution of the flow is also
stirrer type dependent (Joshi et al., 1982) and con- tributes to
the stirrer type dependency of the parameters of Equation (1
7).
The correlations between foam height and liquid velocity are
practically the same for the Rushton turbines of 95 and 120 mm (see
Figures 5 and 7). This means that the chosen model, which describes
the phenomenon of foam disruption through stirring, is geometry
independent! Because the cor- relations for the Rushtons are
practically the same, the model provides also an adequate
explanation for the better foam reducing properties of the 120 mm
Rushton as compared to the 95 mm Rushton at equal power draw. For
constant power draw, it can be derived from Equation (9):
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
N oc P5I3 (19)
vL,d[ a 04'3.. (20)
Thus, from Equations (l), (3) and (19):
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
At constant power draw, the flow generated by the stirrer is
proportional to the stirrer diameter to the power 413. In other
words, the model shows that larger stirrers are more effective for
foam disruption.
The effect of the different media is largely in gas hold-up and
equilibrium foam height (see also below). Interestingly, the range
in which vL dl influences the foam height is practi- cally
independent of the medium for a given stirrer (see Table 5) . The
correlations according to Equation (17) for all media with the 120
mm Rushton turbine are graphically pre- sented in Figure 8. The
similarity of these correlations sug- gests that the presented
model is also adequate for describing the SAFD technique in
different media, despite differences in gas hold-up.
For design purposes, a minimum value of vL,dr must be striven
for in order to minimize foam. This means a small distance between
upper stirrer and dispersion level and a large upper stirrer at low
stirrer speed for a given power draw.
Comparison with Literature Data
Veljkovic et al. (1991) published experimental data on gas
entrainment from the head space in sparged agitated vessels
equipped with one Rushton turbine. Some data were used in this
paper to calculate a value of the liquid velocity
1026 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75,
DECEMBER, 1997
-
30 T \ t medium 2 5 t
5 10 e ii I 0 0.00 0.05 0.10 0.15 0.20 0.25 0.30
VLdl [wd Figure 8 - Graphical presentation of the correlations
of Table 5 for all media tested with the 120 mm Rushton turbine as
upper stirrer. * 120 mm Rushton as bottom stirrer, otherwise hollow
blade as bottom stirrer.
TABLE 6 Calculation of vL,dl,s from Data on Gas Entrainment
from
Veljkovic et al. (1991) for Rushton Turbines
T D hU NS '$'u vL.dl.S (m) (m) (m) (h) (rps) eshmate ( d s ) 0.2
0.0667 0.133 0.004 21 1 0.113 ._ 0.3 0.1 0.2 0.0002 7 1 0.056 0.3
0.1 0.2 0.0015 11.5 1 0.092 0.45 0.15 0.3 0.0006 6.67 1 0.08 1
TABLE 7 Gas Hold-up for 10 kg Broth Weight and vZg = 0.013 d s
for the
Stirrer Configurations and Media Tested ~ ~~
&G at &c at Configuration Medium 500 rpm 800 rpm
bottom stirrer (HB) I 1 I1 I L-C I I*
0.18 0.22 0.28 0.23 0.17 0.26 0.28 0.33 0.29 0.34
> 0.20 0.19 0.20 0.20 0.22 0.15 0.22 0.15
0.20 0.27 0.36 0.29 0.23 0.3 1 0.32 0.37 0.34 0.40
> 0.22 0.23 0.25 0.25 0.27 0.23 0.25 0.19
HF I 0.22 0.25 I1 0.29 0.35
HF-HF I 0.24 0.28 L-C 0.18 0.23
*RT,20 as bottom stirrer.
near the dispersion surface, VL,dl,s, which marks the onset of
gas entrainment under sparged conditions. Table 6 shows that the
order of magnitude for vt,dl ,s is similar to vL,dr required for
foam disruption with Rushton turbines, but lower (compare with
Figure 5) . From the data of Veljkovic et al. (1 99 1) it can be
derived that the gas entrainment was
2(
I! e .g I C a3 E r
s - 5
C
0.25 CI A
9 0.20
r a &
0.15
0.10
CI 0.25 A
4 3 0.20 c
cn I 0.15
0.10
HB + RTei
HB + RTIS \
I
HB
8 9 10 11 12 13 14 broth mass Fg]
Figure 9 - Gas hold-up as a function of broth mass, stirrer
speed and superficial gas velocity for the hollow blade stirrer
(HB) as bottom stirrer and for the hollow blade in combination with
one 95 mm Rushton turbine as upper stirrer (HB + RT95). Foam height
as a function of broth mass, stirrer speed and superficial gas
veloc- ity for this combination. Duplicate experiments with medium
I . For symbols see Figure 3.
high at N = 2Ns, i.e. vL,dl= 2vL,dl,, for constant gas hold-up.
This doubling results in values of vL,d/ which compare well with
those calculated for Rushton turbines in this paper. Note, that the
vessel geometry used by Veljkovic et al. (1991) was quite different
from the geometries used here (compare Tables 1 and 6).
GAS HOLD-UP
The target of SAFD is foam disruption through stimng, thereby
enlarging the working volume of the bioreactor. However, faster
stirring results in a higher gas hold-up (Whitton and Nienow,
1993). If gas a n d o r foam entrain- ment occurs, this would lead
to an even higher gas hold-up (Veljkovic et al., 1991). But a high
gas hold-up results in a low working volume, i.e. maximum broth
mass, of the biore- actor. Therefore, the effects of stirring and
stirrer configuration on gas hold-up were evaluated during the SAFD
studies.
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75,
DECEMBER, 1997 I027
-
Increasing the stirrer speed resulted in an increase in gas
hold-up (see Table 7). When the hollow blade was used as the only
(bottom) stirrer in Medium I, the gas hold-up was lowest (see Table
7). Adding more stirrers gave an increase in gas hold-up, which may
not be explained by the increased power input alone (see below).
However, this increase was disproportionally large for low broth
mass, i.e. in the range of broth mass in which SAFD works (see
Figure 9). For all multiple stirrer configurations, the
disproportional increase in gas hold-up occurred with decreasing
broth mass, i.e. with decreasing distance between dispersion level
and upper stirrer. This finding is consistent with reports on gas
entrain- ment (Hsu and Chang, 1995). Therefore, gas entrainment
(foam entrainment) from the head space must have occurred during
the experiments reported in this paper.
General correlations found in literature on gas hold-up, such
as:
EG oc ,P v y . . . . . . . . . . . . . . * . . . . . . . . . . .
. . . (21) % with p = 0.33 and y = 0.67 (Whitton and Nienow, 1993)
did not seem to apply (data not shown). Matsumura et al. (1978)
have shown that for systems with high stirrer speeds and with gas
entrainment, quite different values for the coeffi- cients p and y
in the correlation should be used and that vsg in Equation (21)
should be corrected for the entrained gas. Another reason for the
lack of fit of Equation (21) might be that the estimated and not
the measured specific power draw was used in the correlations. For
example, Hsu and Chang (1995) found that the power draw for pitched
blade stirrers pumping downward drops dramatically when gas
entrain- ment occurs. In general, the biotransformation medium
showed a 30 to
40% lower gas hold-up than the artificial media (see Table 7).
On the other hand, the equilibrium foam height was 2 to 3 times
higher in the biotransfomation as com- pared to the artificial
media. Therefore, fiuther work on developing artificial foaming
media should be conducted.
Conclusions
Through stirring, reduction of the height of the foam layer on
low viscous broths can be achieved. This has been demonstrated
using an actual biotransformation process and artificial foaming
media. A simple mechanistic model for calculating the liquid
velocity near the dispersion surface related to stirring and
correlating this velocity to the foam height has been presented in
this study. This model for stir- ring as a foam disruption, SAFD,
technique does not account for the complex flow patterns which are
stirrer type depen- dent. Consequently, the correlation between
liquid velocity and foam height is stirrer type dependent. But for
Rushton turbines with different diameters similar correlations,
more or less independent of the medium were obtained, suggest- ing
the independence of geometry of the model.
The recommendations from this work for reducing the height of
the foam layer on production scale are, in general: 1) Reduce the
superficial gas velocity by raising the head pressure andor
reducing the air flow.
2) Raise the stirrers or lower the broth mass. 3) For a given
size of the stirrer motor and thus power draw, reduce the stirrer
speed and increase the (upper) stirrer diameter.
Apply the SAFD technique:
4) For a given stirrer configuration, stir as fast as possible,
but check the gas hold-up. 5) Retrofit the bioreactor with another
stirrer configuration. From the stirrers tested here, the hydrofoil
Lightnin A315 had the best foam reducing capacity per unit power
draw. Although not tested, the strong parallels with gas entrain-
ment suggest other measures such as reducing the baMe number, the
baffle height or the baMe width to enhance foam entrainment
(compare with Tanaka and Izumi, 1987).
Acknowledgement
The authors wish to thank Rob van der Lans from the Technical
University Delft for his suggestions and critical review of the
man- uscript. This work was supported by grants from the Swiss
Federal Office for Education and Science and was carried out for
the pro- ject Bioprocess scale-up strategy based on integration of
microbial physiology and fluid dynamics in the Biotechnology
Research and Technological Development Programme of the European
Union.
Nomenclature
A ,
D = stirrer diameter (m) Fl, g h
hf L = blade length (m) m b = broth mass (kg) N = stirrer speed
(s-) N ,
P Po = power number (-) Q , = gas flow (m3/s)
fL v ~ , ~ ,
= vertical surface area of cylinder with diameter T/2 above
= gas flow number, Q,/ND3 = acceleration due to gravity (m/s2) =
height from the middle of the upper stirrer to the
= equilibrium foam height (m)
upper stirrer (m2 )
dispersion surface (m)
= dimensionless pump capacity coefficient for stirrer
= power draw of a stirrer (W) discharge flow, defined by
Equation (3)
= discharge flow induced by stirrer (m3/s) = diameter of
bioreactor (m) = horizontal radial liquid velocity near the
dispersion level
above upper stirrer at distance TI2 from axis calculated from
the discharge flow of the upper stirrer (m/s)
= superficial gas velocity ( d s ) = volume of liquid (m3)
v d = dispersion volume (L) V , = bioreactor volume from bottom
till top of upper stirrer (L) W = blade width (m) x = material
thickness of stirrer (m) y = correlation parameter, defined by
Equation ( 1 8) (m) z = correlation parameter, defined by Equation
( 18) (-)
Greek letters
)
a = correlation coefficient (m) /3
y = correlation coefficient (-) E, &,,, 6 = surface tension
(Nlm) p = density (kg/m3)
Subscripts and superscripts
0 95 120 g = gassed conditions S u = ungassed conditions
= correlation coefficient ( d s ) in Equation ( 1 5) , (-) in
Equation (21)
= gas hold-up calculated from ( Vd - rnh/p)/Vd (-) = specific
power input (Wkg)
= minimum velocity above which value hf = 0 = diameter of
stirrer: 95 mm = diameter of stirrer: 120 mm
= minimal parameter value for the onset of gas entrainment
1028 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75,
DECEMBER, 1997
-
Abbreviations
HB = hollow blade, type Chemineer CD-6,6 blades HF = hydrofoil
Lightnin A3 15,4 blades L-C = experiments camed out during the
biotransformation PBD = 6-blade 45 pitched blade stirrer, pumping
downward PBU = 6-blade 45 pitched blade stirrer, pumping upward RT
= Rushton turbine, 6 blades SAFD = Stirring As Foam Disruption
(technique)
References
Bakker, A. and J. J. Frijlink, The Drawdown and Dispersion of
Floating Solids in Aerated and Unaerated Stirred Vessels, Chem.
Eng. Res. Des. 67,208-21 0 (1 989).
Balmer, G. J., 1. P. T. Moore and A. W. Nienow, Aerated and
Unaerated Power and Mass Transfer Characteristics of Prochem
Agitators, in Biotechnology Processes, C. S. Ho and J. Y. Oldshue,
Eds., AIChE, New York, (1987), pp. 116-127.
Bujalski, W., A. W. Nienow, S. Chatwin and M. Cooke, The
Dependency on Scale and Material Thickness of Power Numbers of
Different Impeller Types, in Proc. Eur. Conf. on Mixing, Toulouse,
France, (1 986a), pp. 1-37-1-46.
Bujalski, W., Ph.D Thesis, Three Phase Mixing: Studies of
Geometry, Viscosity and Scale, Univ. of Birmingham, Birmingham, UK,
( I 986b).
Chiampo, F., R. Guglielmetti, L. Manna and R. Conti, Gas-liquid
Mixing in a Multiple Impellers Stirred Vessel, in Proc. 7th Eur.
Conf. on Mixing, Brugge, Belgium, Sept. 18-20 (1991), pp.
333-341.
Chiampo, F., L. Manna, S. Sicardi and R. Conti, Hydrodynamics of
Dual, Counteracting, Pitched Blade Disc Turbines in Liquid and
Gas-Liquid Systems, in Proc. 3rd Int. Conf. Bioreactor and
Bioprocess Fluid Dynamics, A.W. Nienow, Ed., Cambridge, UK, Sept.
14-16, Mechanical Engineering Publishers Ltd., London (1993), pp.
15-27.
Frijlink, J. J., A. Bakker and J. M. Smith, Suspension of solid
particles with gassed impellers, Chem. Eng. Sci. 45, 1703-1 7 18 (1
990).
Hoeks, F. W. J. M. M., J. Muhle, E. Bohlen and I. Psenicka,
Process Integration Aspects for the Production of Fine Chemicals
illustrated with the Biotransformation of y- Butyrobetaine into
L-Camitine, Chem. Biochem. Eng. J. 61, 53-6 1 (1 996).
Hoeks, F. W. J. M. M., (to LONZA), Process for the
Microbiological Discontinuous Preparation of L-Carnitine Eur. Pat.
Appl. EP 410430 A2 910131 (1991).
Hsu, Y. C, and H.-C. Chang, Onset of Gas Self-Induction and
Power Consumption after Gas Induction in an Agitated Tank, J. Chem.
Tech. Biotechnol. 64, 137-148 (1995).
Hudcova V., V. Machon and A. W. Nienow, Gas-Liquid Dispersion
with Dual Rushton Turbine Impellers, Biotechnol. Bioeng. 34 ,6
17-628 ( 1989).
Joshi, J. B., A. B. Pandit and M.M. Sharma, Mechanically
Agitated Gas-Liquid Reactors, Chem. Eng. Sci. 37, 813-844
(1982).
Lee, J. C., M. A. Salih, N. N. Sebai and A. Withney, Control of
Foam in Bioreactors-Action of Anti-Foams, in Proc. 3d Int. Conf.
Bioreactor and Bioprocess Fluid Dynamics, A. W. Nienow, Ed.,
Cambridge, UK, Sept. 14-16, Mechanical Engineering Publishers Ltd.,
London (l993), pp. 275-287.
Manikowski, M., S. Bodemeier, A. Ltibbert, W. Bujalski and A. W.
Nienow, Measurement of Gas and Liquid Flows in Stirred Tank
Reactors with Multiple Agitators, Can. J. Chem. Eng. 72, 76!J-781
(1994).
Matsumura, M., H. Masunaga, K. Haraya and J. Kobayashi, Effect
of Gas Entrainment on the Power Requirement and Gas Holdup in an
Aerated Stirred Tank, J. Ferment. Technol. 56, 128-138 (1978).
Nienow, A. W., Agitators for mycelial fermentations, Tibtech 8,
224-233 (1990).
Nienow, A. W., R. J. Weetman, G. Hunt and C. Buckland, A Fluid
Dynamic Study of the Retrofitting of a large Pilot Scale Agitated
Bioreactor, in Proc. 3d Int. Conf. Bioreactor and Bioprocess Fluid
Dynamics, A. W. Nienow, Ed., Cambridge, UK, Sept. 14-1 6,
Mechanical Engineering Publishers Ltd., London ( I 993), pp. 505-5
19.
Ohkawa, A., K. Sugiyama, N. Sakai, H. Imai and K. Endoh, Some
Characteristics of a Sparged Agitated Vessel under Foaming -
Mechanical Control of Foaming, Can. J. Chem. Eng. 62,
Ohkawa, A,, 0. Matsubara, N. Sakai, K. Endoh, Power Requirement
in an Agitated Vessel under Foaming, J. Chem. Eng. Japan 2 0 , 9 4
4 5 (1 987).
Oldshue, J. Y., Fluid Mixing Technology and Practice, Chem. Eng.
90, June 13,83408 (1983).
Pahl, M. H. and D. Franke, Schaum und Schaumzerstorung - ein
Uberblick, Chem.-1ng.-Techn. 67, 300-3 12 (1 995).
Prins, A. and K. van? Riet, Proteins and Surface Effects in
Fermentation: Foam, Anti-Foam and Mass Transfer, Tibtech 5, 296-301
(1 987).
Rousar, I. and H. E. A. Van den Akker, LDA Measurements of
Liquid Velocities in Sparged Agitated Tanks with Single and
Multiple Rushton Turbines, in Proc. 8 Eur. Conf. on Mixing,
Cambridge, UK, Sept. 2 1-23, 1994, ICHEME Symp. Series No. 136,
ICHEME, Rugby, UK, pp. 89-96.
Schubert, J., L. Wan and A. Lubbert, Foam Suppression by
Bioreactor Retrofitting, in Proc. 3rd Int. Conf. Bioreactor and
Bioprocess Fluid Dynamics, A.W. Nienow, Ed., Cambridge, UK, Sept.
14-1 6, Mechanical Engineering Publishers Ltd., London (1993), pp.
521-532.
Schugerl, K., Foam Formation, Foam Suppression and the Effect of
Foam on Growth, Process Biochem. 20, 122-123 (1985).
Smith J. M., M. C. G. Warmoeskerken and E. Zeef, Flow Conditions
in Vessels Dispersing Gases in Liquids with Multiple Impellers, in
Biotechnology Processes, C.S. Ho and J. Y. Oldshue, Eds., AIChE,
New York (l987), pp. 107-1 15.
Tanaka, M. and T. Izumi Gas Entrainment in Stirred-Tank
Reactors, Chem. Eng. Res. Des. 65, 195-197 (1 987).
Veljkovic, V. B., K. M. Bicok and D. M. Simonovic, Mechanism,
Onset and Intensity of Surface Aeration in Geometrically- Similar,
Sparged, Agitated Vessels, Can. J. Chem. Eng. 69, 916-926
(1991).
Warmoeskerken, M. M. C. G., J. Spew and J. M. Smith, Gas-Liquid
Dispersion with Pitched Blade Turbines, Chem. Eng. Commun. 25, 1
1-29 (1 984).
Whitton, M. J. and A. W. Nienow, Scale Up Correlations For Gas
Holdup and Mass Transfer Coefficients In Stirred Tank Reactors, in
Proc. 3d Int. Conf. Bioreactor and Bioprocess Fluid Dynamics, A.W.
Nienow, Ed., Cambridge, UK, Sept. 14-16, Mechanical Engineering
Publishers Ltd., London (l993), pp. 135-149.
Yasukawa, M., M. Onodera, K. Yamagiwa and A. Ohkawa, Gas Holdup,
Power Consumption, and Oxygen Absorption Coefficient in a
Stirred-Tank Fermentor under Foam Control, Biotechnol. Bioeng.
38,629-636 ( 199 1 a).
Yasukawa, M., M. Onodera, K. Yamagiwa and A. Ohkawa, Performance
Characteristics of an Aerated Agitated Vessel under Mechanical Foam
Control, J. Chem. Eng. Japan, 24, 188-194 (1991b).
507-512 (1984).
Manuscript received July 10, 1996; revised manuscript received
September 22, 1997; accepted for publication October 3, 1997.
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75,
DECEMBER, I997 1029