Embed Size (px)
Citation preview

3-4 mm high. For tlle positioning of these patches a checker pattern was adopted, with a distance between the bui l t -up surfaces of 15-18 mm (Fig. 2). High-qual i ty steel electrodes of not over 3 mm diameter are used.
1----
Fig, 4. Bearing bore. Portion to be machined is in-
dicated by dotted l ine. a) Undamaged portion.
The patches are ground by means of a portable grinding device incorporating an abrasive disc of a s l ightly smal ler d iameter than that of the cyl indr ical surface being machined. The accuracy of machining is checked by a special "dummy shaft" (Fig. 3), the outer cyl indr ical surfaces of which are accurate ly m a , chined in one setup. The cylinder D corresponds in size to the bearing bore and is a sliding fit in it. The cy- linders of the dummy shaft are simultaneously introduced
into the bearing bores of the same mi l l table roller. The grinding is continued until the dummyshaft has reached the undamaged portions~ a (Fig. 4), of both housings.
Owing to the depositing of me ta l in sma l l - a r ea spots, no deformation of the housing occurs, On com- plet ion of the work the contact area between the outer
ring of the bearing and its bore is 35-40% of the total area of the cyl inder . The hardness of the deposited layer must be sl ightly higher than that of the housing.
8-10 hours are required for the overhaul of one pair of bearings.
Taking into account the t ime needed for assembling and dismantl ing the unit, such repairs can be carried out during the regular monthly 16-hour overhauls of the rolling mi l l .
Experience shows that the roller housings of mi l l tables repaired by the spot-deposit ing method, as well as the bearings themselves, have been operating sat isfactori ly for two years.
Similar methods can be used in the repair of other bulky and costly reducing gear housings with antifr ict ion or sliding bearings used in meta l works. This will lead to a considerable extension of their service l i fe .
T E X T O L I T E - - S P O N G E B E A R I N G S FOR R O L L I N G M I L L S
P. I . K o v a l e v
The Sulin Metal Works
At present, extensive use is being made in roiling mills of textol i te bearings combined and pressed in one piece. If a sufficient amount of cooling water is ava i lab le , then the service l i fe of these bearings depends to a considerable extent on the hardness and temperature of the water and also on the degree to which the roll necks
have been damaged by stray currents.
In order to increase the l i fe of textol i te bearings, thick lubricants are used and specia l protecting devices and e lec t r ic i ty sources are installed. However, al l these methods have substantial short-comings, such as consider- able consumption of lubricants and complexi ty of instal lat ion.
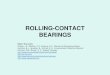
At our works, in the blooming section of the "250 ~ roiling mi l l , in which the short l i fe of the textol i te bear - ings caused frequent stoppages, a new t ex to t i t e - sponge bearing was designed and coustructed. It consists (see figure) of a textol i te bush into which strips of sponge iron, impregnated with cylinder oil , are pressed.
These strips are joined by means of meta l connections which also connect them with the easing and conse- quently with the housing of the rolling mi l l , thus enabling the stray currents to escape to earth; the oil pressed out from the sponge iron forms a thin f i lm on the roll neck.
530

2ff9 [ 3
...3, I I \
JO I0 ~5,
Sectionff_g
J 11
Section / - [
- 2 2 Z - - Z 2 . 2 2 . . . . . . .
0
/ I l l / f iG "/ / / / /~
250
For one bearing, 800 g of sponge iron is needed, the cost of 1 kg of this material being 1 rubie, 56 kop.
The testing of this bearing during one year of service showed that its cost is twice as high as that of an ordinary textolite bearing. During the most diffi- cult summer period, the textol i te-sponge bearings were in operation in the blooming mill for up to 1000 hot hours, while the life of the textolite bearings was 300-450 hours; the frequent replacement of bearings caused nonproductive stoppages and the waste of cc~tly textolite.
The bearings with sponge iron are made as follows: selected roll scale taken from the mill is passed through a 1 -mm mesh sieve and then reduced by the usual me- thod adopted by the metal industry of this country. We ourselves made the sponge in this works.
After sintering, the surface of the sponge Is cleaned and the sponge forged on a 150-ton friction
Tex to l i t e - sponge bearing. 1) Strip of sponge iron; 2) metal connections; 3) textolite bush; 4) welding joint.
press until it has reached a density of 4.0 g / c m 3. From the material thus produced,10-mm wide strips are made on a planing machine; their thickness correspond s to the permissible wear of the bearing and their l e n g t h - to the bearing length, Then the strips are boiled in cylinder oil (GOST 1841-51) for three hours and subsequ6ntly put into cold oil and stored until they are needed for assembly.
The strips are driven by means of a cover plate and hammer , Into grooves of corresponding dimensions ma- chined in the textolfte bearing.
The strips are then connected to one another and to the body of the casing by arc welding, using for this purpose a 3 - m m wire.
The observations made on the operation of the textol i te-sponge bearings show that these bearings are most effective when the roll necks have to be cooled by warm hard water. The sponge does not serve as the load-carry- ing part of the bearing and it was found that for highest efficiency their area should be about 5% of the whole bear- ing area and the angle they form with the vertical axis, about 25 ~
I M P R O V E D O P E R A T I O N OF P I P E - T H R E A D I N G D I E S
I. A. G u r i n
Head of the Metal-Cutting Laboratory at the K. Libknekht Works
The special pipe-threading dies used in tube-rolling mills manufacturing drive pipes for the petroleum in- dustry are very complicated, accurate, and expensive mechanisms.
TN4K, TN6K, TN8K, TN13K, and TN16K type pipe-threading dies are used with special machines, and machine the pipe to size and cut the taper thread on its end, by means of combined circular chasers, in a single operation (Fig. 1).
The cooling lubricant usually employed is sulfofrezol, which is fed through the machine spindle and holes in the die to a number of nozzles directed on the chasers. These holes are placed at an angle to ensure a more reliable removal of chips. As the pipes are threaded without previously turning them to size, small bits of scale removed by the chasers during threading sometimes get into the die together with chips. As a result.the dies are
531